icmf2013-417 (conference paper dr) investigating dispersion and emulsification processes using a...
TRANSCRIPT

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
1
Investigating Dispersion and Emulsification Processes using a
“Sonolator” Liquid Whistle David Ryan
1,2, Mark Simmons
1, Michael Baker
2
1School of Chemical Engineering, University of Birmingham, UK
2Unilever Research & Development, Port Sunlight, Merseyside, UK
Keywords: Sonolator, Emulsification, Emulsion, Turbulent, Droplet Breakage Mechanism,
CFD, PIV, Cavitation, Liquid Whistle
Abstract
The Sonolator liquid whistle is an industrial static mixer used to create complex multiphase mixtures which form components
of high value added liquid products. Despite its wide use, this device’s mechanism of operation is not well understood which
has led to this combined experimental and computational study to elucidate key phenomena governing drop and jet break-up.
The work has focused on single phase Particle Image Velocimetry (PIV) measurements of a model device to validate single
phase Computational Fluid Dynamics (CFD) simulations to gain basic understanding of the flow fields which are responsible
for the breakage behaviour, assuming dilute dispersions. Multiphase pilot plant experiments on a silicone oil-water-SLES
emulsion have been used to characterise the droplet size reduction in a pilot scale Sonolator for both dilute and medium
concentrations of the dispersed phase. An empirical model of droplet size was constructed based on pressure drop and
dispersed phase viscosity. This empirical model was compared with the droplet breakage theories of Hinze, Walstra and
Davies.
Introduction
Sonolator “liquid whistles” (Sonic Corp., USA) are used
within industry to create complex multiphase mixtures
which form components of high value added liquid
products.
Figure 1: Sonolator schematic diagram (from side of orifice)
Figure 2: Photograph of Sonolator nozzle and orifice
(manufacturer stated nominal area 0.011 in2, or 7.097 mm2)
As shown in Figure 1, the Sonolator consists of an inlet,
cylindrical nozzle with a cats-eye shaped orifice machined
into it (Figure 2), blade and backpressure valve. A separated
two phase mixture or a pre-emulsion enters the inlet
manifold and passes through the narrow orifice. The
turbulent jet emitting from the orifice then impacts onto a
blade. The roles of both the nozzle and the blade upon the
emulsification process are currently very poorly understood
and there is sparse literature on the operation of Sonolators
or liquid whistles, either in terms of theory, experiment, or
industrial usage.
This study is driven by the lack of knowledge of this device
and describes a joint academic and industrial programme of
work combining experimentation and modelling to
investigate how the Sonolator produces emulsions and
structured fluids. Particle Image Velocimetry (PIV) has been
used to validate single phase CFD simulations, to
investigate how the device may perform with a dilute
dispersion. These data have been compared with pilot scale
studies performed using a model silicone-oil emulsion
(Hall et. al. 2012) at both low concentration (dilute
multiphase) and medium concentration of dispersed phase.
Literature Review
Of the limited literature available, Davies (1985) groups
liquid whistles with homogenizers and colloid mills as
devices where a large amount of power is applied locally to
a small body of fluid for a short time. It is suggested that
Hinze’s theory (1955) can be used to quantify the
emulsification effect, where maximum drop size is related
to the local specific energy dissipation rate.
Walstra (1983:106) commented on the lack of experimental
data for “liquid whistles”. Cavitation has been detected
inside Sonolators (Quan et. al. 2011) using a pressure
transducer downstream of the orifice.
For industrial applications of Sonolators there are only a
few published papers, although it is known that these
devices are widely used in industry. Clark et. al. (2001) used
a custom built liquid whistle to de-gas a liquid stream whilst
Chand et. al. (2007) used a Sonolator to disinfect waste
water.

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
2
Particle Image Velocimetry Experiments
The fluid dynamics within the Sonolator have been
investigated experimentally using 2D Particle Image
Velocimetry (PIV). The PIV equipment supplied by TSI Inc.
(USA) is described by Simmons et. al. (2011). A pilot scale
Model A Sonolator (Sonic Corp., USA) was modified for
these experiments. The steel section after the orifice was
replaced with a custom-built transparent Perspex section to
enable visualisation of the flows (Figure 3). Water plus
seeding particles were passed through the Sonolator. The
blade was redesigned to fit with the new Perspex section.
The blade was removable, and removed during these
experiments in order to focus on the flow field inside the jet,
which was thought to be the main contributor to
emulsification.
Figure 3: PIV experimental setup schematic diagram (blade out).
The orifice slit and cats-eye shaped hole were oriented in the X
direction, which was into the plane.
The laser sheet was oriented in the YZ plane. The seeding
particles reflected laser light in this plane into the camera,
which captured pairs of images a few microseconds apart.
Cross-correlation of 32 x 32 pixel squared (px2)
interrogation areas within the images using TSI Insight 4G
software allowed deduction of velocity vectors. This was
repeated for 500 image pairs per experiment, giving average
velocity fields and information regarding turbulent local
specific energy dissipation rates.
The experiments were carried out for a range of flow rates
and orifice sizes. The blade was removable, giving “blade in”
and “blade out” experiments. For the experiments reported
here it was decided to focus on an orifice of size 7.10 mm2
(0.0110 in2, hereafter referred to as a “type 0110 orifice”)
and a mass flow rate of 0.092 kg/s (5.53 kg/min). This mass
flow rate gave a pressure drop of 138 kPa (1.38 bar). The
blade was removed for these experiments to give an
unobstructed view of the jet after the orifice. The ambient
temperature was 27°C.
The Sonolator orifices (Figure 2) had a “cats-eye” shape.
The long axis of this cats-eye, and the slit cut into the nozzle,
were oriented in the X direction. Therefore the laser plane
(YZ) was oriented perpendicularly to the long axis of the
cats-eye.
The jet emanating from the orifice was flattened due to the
non-circular orifice: thinner in the Y direction and thicker in
the X direction. The laser plane (YZ) cut this jet in the thin Y
direction, giving a narrow jet cross-section in the PIV
results below.
The laser pulse delay (dT) between the two image frames
was an important experimental parameter. The PIV
technique required the reflective particles to travel less than
¼ of an interrogation area (IA) between the two frames,
which equated to 8 px (pixels) given the IA edge length of
32 px. The photographic resolution used in the experiment
was 17 μm/px. Reflective particles were therefore required
to travel less than 8 px, or 136 μm, between frames. The
superficial velocity at the orifice was 13 m/s. It was
expected that flow speeds everywhere were less than double
this value. The maximum expected velocity in the system
was therefore 26 m/s. Dividing the maximum distance
particles could travel (136 μm) by the maximum velocity
they were expected to have (26 m/s) gave a suitable laser
pulse separation of 5 μs for these experiments. This was the
value used for time delay between laser pulses (dT), and
allowed velocity vectors to be successfully deduced across
all parts of the flow field where there were both high and
low velocity magnitudes.
Figure 4: Vector plot produced from an individual PIV image
pair analysis in YZ plane for Model A Sonolator with blade out,
jet region just after type 0110 orifice, 5.53 kg/min flow rate, time
delay (dT) of 5 µs.
Figure 4 shows an individual vector field found by
cross-correlation of a PIV image pair. The high velocity jet
region after the orifice was clearly visible. Turbulence was
clearly visible as random spatial gradients in velocity
between nearby vectors. In this specific vector plot the jet
was seen to be off centre. Upon examination of many such
vector plots, the jet was found to point in different
directions at random, as could be expected of an oscillating
turbulent flow structure.
Figure 5: Vector plot (YZ plane) of average flow field calculated
from 500 image pairs during PIV; 0110 orifice, 5.53 kg/min,
dT = 5 µs.
Figure 5 shows the average vector field obtained by
averaging 500 individual vector fields, each of which was
similar to the vector field plotted in Figure 4. The average
field showed the high velocity jet region clearly, and was
symmetric in the vertical (Y) direction, demonstrating that
although at any given time the jet could be off centre, on
average the jet was centrally oriented. Outside of the jet
region there was a large region of recirculation caused by

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
3
entrainment of fluid in the flow of the jet. The jet was seen
to widen at an angle of around 9°.
Figure 6: Contour plot (YZ plane) of velocity magnitude.
The contours of velocity magnitude were plotted in Figure 6
with a logarithmic colour scale. The plot showed a flow
with reflection symmetry in the vertical (Y) direction.
Examination of the data showed a peak velocity of 17 m/s in
the jet just after the orifice, comparable with the orifice
superficial velocity of 13 m/s. The jet velocity reduced
rapidly as the jet dissipated: at Z = 8 mm the velocity had
reduced to 10 m/s, and at Z = 16 mm the velocity had
reduced to 5 m/s.
Recirculation velocities close to the jet were found to be of
order 1 m/s. This was in-between the superficial velocity in
the main chamber (diameter 35 mm) of 0.1 m/s, and the
superficial velocity of the orifice (13 m/s). In addition, the
static zone at the outside of the jet as it widened (blue in
Figure 6) was the location around which the flow circulated.
In summary, PIV experiments have been carried out on a
Perspex Sonolator section. One sample flow rate and one
orifice have been investigated in detail. Data has been made
available about velocity fields contained within the
Sonolator.
Computational Fluid Dynamics Simulations
Single phase steady-state computational fluid dynamics
(CFD) simulations were carried out in ANSYS CFX
software, upon a blade-out Model A Sonolator geometry to
match the previous PIV experiment; with water as simulated
fluid, ambient temperature, type 0110 orifice geometry,
0.092 kg/s (5.53 kg/min) flow rate. A SST (RANS-type)
turbulence model was used, which was a blend of the k-ω
turbulence model near walls, and the k-ε turbulence model
in the free stream (Menter 1993). Prism layers were used on
the walls to improve near wall flow handling and velocity
gradients. The simulations were run until monitored
variables (such as total pressure drop and average orifice
velocity) had converged to steady values. This work was an
extension of previous CFD simulation results
(Ryan et. al. 2011) for a Model ACIP2 Sonolator with a type
0025 orifice (area 0.0025 in2 which is 1.61 mm
2).
Figure 7: Graph of velocity magnitude along the axial line for
two different meshes in CFD; 0110 orifice, 5.53 kg/min flow rate,
blade out.
In order to establish mesh independence several meshes of
different type (Delaunay, Octree) and different levels of
resolution were constructed. The mesh resolution was
increased until the flow fields obtained were independent of
the mesh used. As an example of how the flow fields were
compared; Figure 7 shows velocity magnitude profiles
along the Sonolator axis (X = Y = 0) for two different types
of mesh at a high resolution; before the orifice the velocities
were almost identical; after the orifice there was some
difference in velocity, but for the first 20 mm the difference
was much smaller than the measured velocity. This showed
good mesh independence of results for the inlet region and
the initial jet region. Since the emulsification effect of the
Sonolator was expected to be located in the initial jet region
where the value of local specific turbulent energy
dissipation rate (ε) was highest, it was judged that the
simulations were suitably mesh independent in the region of
interest.
Figure 8: Vector plot (YZ plane) of velocity data from CFD
results; 0110 orifice, 5.53 kg/min, high definition Octree mesh.
Figure 8 shows a vector field representing the velocity
magnitude found using steady-state CFD in the YZ plane
near the orifice (compare to Figure 5 for PIV results). The
high velocity jet region was seen clearly, and was
symmetric in the vertical (Y) direction. Again, there was a
large region of recirculation seen outside of the jet and the
jet was seen to widen as it moved away from the orifice.
Note that CFD, unlike PIV, enabled viewing of the flow
fields inside the inlet and nozzle.

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
4
Figure 9: Contour plot (YZ plane) of velocity magnitude.
The contours of velocity magnitude for these CFD results
were plotted in Figure 9 with a logarithmic colour scale
(compare to Figure 6 for PIV results). The plot showed a
flow with nearly exact reflection symmetry in the vertical
(Y) direction. The peak velocity just after the orifice was
17 m/s, comparable with the superficial velocity at the
orifice of 13 m/s. Recirculation velocities were again of the
order 1 m/s, higher than the main chamber superficial
velocity of 0.1 m/s.
The turbulence model used in the CFD simulation gave
values for local specific turbulent energy dissipation rate,
(epsilon, ε). This quantity is measured as power per unit
mass, with units W/kg. Epsilon was thought to be a useful
quantity for predicting droplet size in emulsification (e.g.
Hinze 1955). Data concerning epsilon from single phase
CFD may be useful in understanding emulsification in
dilute multiphase systems, as discussed later in the pilot
plant results.
Figure 10: Graph of epsilon (ε) along the axial line. Epsilon is
shown on a logarithmic scale.
In Figure 10 epsilon was plotted against position (c.f.
Hakansson et. al. 2009:1179) along the Sonolator axis. This
variable was found to take values over many orders of
magnitude, from less than 1 W/kg before the orifice to over
1000 W/kg after the orifice. At the orifice there was a slight
peak in epsilon, but the main peak was achieved 10 mm
downstream from the orifice. This peak value was of order
5000 W/kg. Subsequently, epsilon declined at an
exponential rate over 30 mm.
Using sets of streamlines constructed in ANSYS CFD-Post
which followed the flow from the inlet through the orifice
and into the main chamber, graphs of epsilon vs time were
also considered. These graphs had similar shape to Figure
10. They showed that epsilon was near the peak value for a
time of order 100 µs to 1000 µs, the exact time depending
on the flow rate and on how close to the peak epsilon was
required to be. The duration that the fluid was subjected to
turbulent forces near the peak value of epsilon was thought
to be of importance for understanding emulsification.
In summary, CFD simulations have been carried out on a
Model A Sonolator geometry for the 0110 orifice type.
Mesh independence was checked, and flow fields were
obtained throughout the whole geometry, including in the
inlet and orifice. Turbulent dissipation rates were
investigated in order to check likely conditions for
emulsification of dilute multiphase fluids.
Validation of CFD using PIV
It was necessary to validate the CFD simulation results
against the PIV experimental results in order to have
confidence that the CFD results were accurate. Several
comparisons between the two sets of results were carried
out to complete this validation process. The comparisons
took the form of graphs of velocity vs position. The position
was varied over four different trajectories through the 3D
geometry, as shown in Figure 11.
Figure 11: Schematic diagram (YZ plane) for the Sonolator
showing the four trajectories used for validation: along the axis,
on a vertical line at Z = 5 mm, on similar lines at 10 mm and
20 mm.
CFD velocities were available throughout the whole system,
however PIV velocities were only available in the
transparent viewing chamber of the Sonolator (grey in
schematic diagram).
Figure 12: Graph of velocity magnitude along the axial line.
CFD and PIV results compared for a type 0110 orifice with mass
flow rate 5.53 kg/min, blade out.
Along the Sonolator axis (the line X = Y = 0 mm) both CFD
and PIV showed a peak in velocity of magnitude 17 m/s
about 1 mm after the orifice in the jet region (Figure 12);
the difference between PIV and CFD results was lowest
there. The difference between velocities was less than
1.4 m/s along the axis up to 20 mm. Moving downstream,
velocity reduced at approximately the same rate in the two
data sets; slightly faster in PIV. Overall agreement between
the two data sets was good up to 15 mm along the axial line.

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
5
Figure 13: Graph of velocity magnitude vs vertical (Y) position
on the line segment at Z = 5 mm.
On the line in the Y direction at Z = 5 mm (and X = 0 mm)
cross-sections for the velocity profile were obtained for both
CFD and PIV results (Figure 13). In both sets of results the
jet was seen as a peak in velocity on the centreline
(Y = 0 mm). Since these results were 5 mm downstream
from the orifice, the peak velocity had declined from 17 m/s
to 13 m/s. Between PIV and CFD, the differences in
velocity within the jet were much smaller than the recorded
velocities, outside the jet in most places the differences were
smaller than the velocities, demonstrating that the CFD
simulation was of suitable accuracy.
Figure 14: Graph of velocity magnitude vs vertical (Y) position
on the line segment at Z = 10 mm.
Further downstream, on the line segment 10 mm after the
orifice (Figure 14), velocity within the jet peaked at around
9 m/s, with difference between experiment and simulation
less than 1.4 m/s. Across the rest of the cross-section, the
velocity difference was mostly lower than the measurements,
again showing reasonable agreement between PIV and
CFD.
Figure 15: Graph of velocity magnitude vs vertical (Y) position
on the line segment at Z = 20 mm.
On the line further downstream at Z = 20 mm (Figure 15),
the jet was seen as a velocity peak near the centreline
(Y = 0 mm) for both CFD and PIV. At this distance from the
orifice, differences started to appear between the two data
sources. The differences seen in velocity became
comparable with the sizes of the measurements, meaning
that CFD could not be validated this far away from the
orifice.
It was noted that the validation of CFD by PIV was
generally good near the orifice and generally poorer in the
regions further downstream. In these regions the CFD had a
tendency to converge to a flow field that was not fully
symmetric, thus losing the agreement between CFD and the
PIV average flow field. Although the PIV average flow field
was symmetric (Figure 5), representing the time-averaged
component of the actual transient velocity field, the
individual PIV snapshots (e.g. Figure 4) were not symmetric.
The jet motion seen between different PIV snapshots
highlighted a jet instability which tended to make the jet
direction fluctuate up and down. It is therefore thought that
the steady state CFD struggled to converge far downstream
of the orifice, where in the actual transient flow a large
amount of uncertainty in the jet position existed due to the
jet instability.
Pilot Plant Experiments with a Model Emulsion
Experiments have been performed to characterise droplet
breakage on a pilot plant Model ACIP2 Sonolator (Sonic
Corp., USA). This Sonolator had the same orifice shape as
the Model A Sonolator investigated previously using PIV
and CFD. Droplet breakage was thought to occur in a
similar manner in the two Sonolator devices, with the same
droplet breakage mechanisms.
Figure 16: Schematic diagram of pilot plant Sonolator process.
A silicone oil in water pre-emulsion stabilised by SLES
surfactant was prepared in the oil phase stirred tank (see the
method of Tesch et. al. 2003:570). The rate of stirring was
moderate so that oil droplets in the tank would not be too
small. It was verified later that tank sample droplets were in
all cases reduced greatly in size by the Sonolation process,
therefore the pre-emulsion droplets were judged to be
coarse enough to characterise the emulsification effect of
the Sonolator. At least 30 minutes of gentle stirring was
given for droplet sizes to stabilise before processing.
During processing the pre-emulsion was then diluted to a
specified oil concentration using water with matching SLES
concentration from the aqueous phase tank. It was then
processed in the Sonolator, and the resulting emulsion was
sampled close to the Sonolator outlet through the low point
drain (schematic diagrams Figure 16 for whole process and
Figure 1 for Sonolator). Droplet size distributions were
obtained before and after processing using a Mastersizer
2000 particle size analyser (Malvern Instruments, UK). This

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
6
technique had already been used by Hall et. al. (2012) to
characterise droplet breakage in a Silverson rotor stator
device, and was there denoted the “model emulsion”
system.
The parameters varied during the experiments were: mass
flow rate within the range 0.025 kg/s to 0.108 kg/s
(1.5 kg/min to 6.5 kg/min); silicone oil kinematic viscosity
between the values 10 cSt (10 x 10-6
m2 s
-1), 350 cSt and
10 000 cSt; silicone oil weight fraction between the values
0.5%, 1%, 2%, 5% and 10%. These values for weight
fraction represented dispersed phase fractions which may be
considered as dilute (< 5%) and more concentrated (> 5%).
Parameters held constant were: water as continuous phase,
temperature at ambient (25°C ± 2°C), Sonolator outlet
pressure (atmospheric; 101.3 kPa), Sonolator original blade
present, Sonolator backpressure valve fully open, type 0025
orifice (0.0025 in2; 1.61 mm
2) used throughout. The
surfactant sodium lauryl ether sulphate (SLES) was present
in both inlet tanks at 0.5% by weight.
According to adsorption time calculations following the
method of Walstra & Smulders (1998:81), the surfactant
was believed to migrate to the newly formed droplets in a
time of order 1 μs to 10 μs. Furthermore, for volume (or
weight) fractions of up to 10%, this adsorption time was
believed to be more rapid than collision times between
droplets, when the droplets were of larger diameter than
1 μm (Walstra & Smulders 1998:92). Therefore the rate of
adsorption of surfactant by newly formed droplets was
believed rapid enough to prevent re-coalescence, meaning
the model emulsion system was suitable to characterise
emulsification in the Sonolator.
Figure 17: Graph of volume weighted droplet size distributions.
Droplet sizes are on a logarithmic scale. Viscosities 10 cSt and
350 cSt are illustrated for: pre-emulsion (unprocessed),
processing at 2 kg/min, processing at 6 kg/min.
Volume-weighted droplet size distributions from the
unprocessed and processed samples were obtained from the
Mastersizer 2000, and were plotted side-by-side for
comparison in Figure 17. The silicone oil was present at
10% by weight in the pre-emulsions, and 2% by weight in
the processed emulsions (c.f. Figure 18 concerning the
effect of varying the weight percentage of silicone oil).
The pre-emulsion droplet size distributions were sampled
from the oil phase inlet tank. For 10 cSt silicone oil the
droplet sizes were mostly between 20 μm and 70 μm; for
350 cSt oil the droplet sizes were instead between 20 μm
and 200 μm. It was observed that the average pre-emulsion
droplet size increased with increasing viscosity.
An visually accessible statistic for the “average” droplet size
was the mode, easily observable as the peak on each droplet
size distribution. For more exact work the Sauter mean
diameter (d32, volume/surface average; see Walstra &
Smulders 1998:57) was calculated and used as the average
droplet size.
These pre-emulsion droplet size distributions were
compared with the distributions from the processed samples.
The samples processed at 2 kg/min had smaller droplet sizes
than the pre-emulsions; the samples processed at 6 kg/min
had droplets reduced further in size. In Figure 17 each size
reduction could be observed by a movement of the droplet
size distribution to the left. In addition: the widths of the
10 cSt distributions were narrower than the 350 cSt
distributions; the droplet size distribution shape tended to
change during processing for the 350 cSt oil, but not for the
10 cSt oil. These observations indicated that there were
some differences in droplet breakage mechanism between
the different viscosities of oil.
It was desired to predict droplet sizes based on: weight
percentage of silicone oil, mass flow rate, silicone oil
viscosity. Each of these three parameters were investigated
in turn.
Figure 18: Graph of d32 value vs silicone oil concentration (wt%)
for 10 cSt, 350 cSt silicone oil, for mass flow rates of 2, 4,
6 kg/min.
Percentage by weight of silicone oil was varied between
0.5% and 10%. The effect upon average droplet size was
observed. Average droplet size was taken to be the value of
d32 calculated by the Mastersizer during the sample analysis.
Six separate series were constructed for two oil viscosities
and three mass flow rates. These series are displayed in
Figure 18.
When silicone oil weight percentage was increased, it was
expected to observe some increase in d32 due to increased
coalescence. Instead, very slight decreases in d32 were
observed for silicone oil weight percentages between 0.5%
and 10%. It was thought likely that further experimentation
with weight percentages of silicone oil up to and exceeding
50% would yield the expected increase in droplet size due
to coalescence. However, due to the existing experimental
findings, the parameter “weight percentage of silicone oil”
between 0.5% and 10% was not found to be significant for
predicting droplet size, and not used in the predictive
model.
Pilot plant scale Sonolator experiments had been carried out
for a range of mass flow rates and silicone oil viscosities.
For each pair of values taken by the pair of variables (mass
flow rate, silicone oil viscosity) average d32 values were
calculated across all silicone oil weight percentages, to
8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
7
make effective use of all data, since the latter parameter
(silicone oil weight percentage) had been found
insignificant. Mass flow rate had been varied between
1.5 kg/min and 6.5 kg/min; viscosity was varied between
10 cSt, 350 cSt and 10 000 cSt; the average d32 values are
presented in Figure 19:
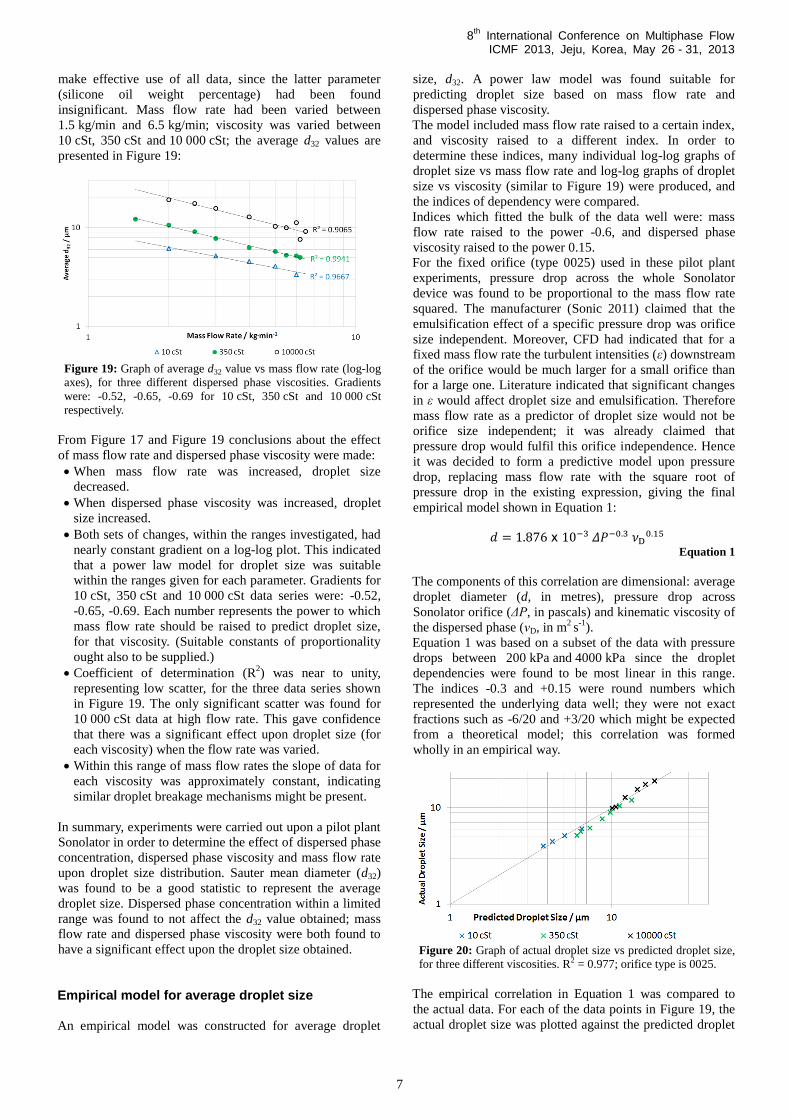
Figure 19: Graph of average d32 value vs mass flow rate (log-log
axes), for three different dispersed phase viscosities. Gradients
were: -0.52, -0.65, -0.69 for 10 cSt, 350 cSt and 10 000 cSt
respectively.
From Figure 17 and Figure 19 conclusions about the effect
of mass flow rate and dispersed phase viscosity were made:
When mass flow rate was increased, droplet size
decreased.
When dispersed phase viscosity was increased, droplet
size increased.
Both sets of changes, within the ranges investigated, had
nearly constant gradient on a log-log plot. This indicated
that a power law model for droplet size was suitable
within the ranges given for each parameter. Gradients for
10 cSt, 350 cSt and 10 000 cSt data series were: -0.52,
-0.65, -0.69. Each number represents the power to which
mass flow rate should be raised to predict droplet size,
for that viscosity. (Suitable constants of proportionality
ought also to be supplied.)
Coefficient of determination (R2) was near to unity,
representing low scatter, for the three data series shown
in Figure 19. The only significant scatter was found for
10 000 cSt data at high flow rate. This gave confidence
that there was a significant effect upon droplet size (for
each viscosity) when the flow rate was varied.
Within this range of mass flow rates the slope of data for
each viscosity was approximately constant, indicating
similar droplet breakage mechanisms might be present.
In summary, experiments were carried out upon a pilot plant
Sonolator in order to determine the effect of dispersed phase
concentration, dispersed phase viscosity and mass flow rate
upon droplet size distribution. Sauter mean diameter (d32)
was found to be a good statistic to represent the average
droplet size. Dispersed phase concentration within a limited
range was found to not affect the d32 value obtained; mass
flow rate and dispersed phase viscosity were both found to
have a significant effect upon the droplet size obtained.
Empirical model for average droplet size
An empirical model was constructed for average droplet
size, d32. A power law model was found suitable for
predicting droplet size based on mass flow rate and
dispersed phase viscosity.
The model included mass flow rate raised to a certain index,
and viscosity raised to a different index. In order to
determine these indices, many individual log-log graphs of
droplet size vs mass flow rate and log-log graphs of droplet
size vs viscosity (similar to Figure 19) were produced, and
the indices of dependency were compared.
Indices which fitted the bulk of the data well were: mass
flow rate raised to the power -0.6, and dispersed phase
viscosity raised to the power 0.15.
For the fixed orifice (type 0025) used in these pilot plant
experiments, pressure drop across the whole Sonolator
device was found to be proportional to the mass flow rate
squared. The manufacturer (Sonic 2011) claimed that the
emulsification effect of a specific pressure drop was orifice
size independent. Moreover, CFD had indicated that for a
fixed mass flow rate the turbulent intensities (ε) downstream
of the orifice would be much larger for a small orifice than
for a large one. Literature indicated that significant changes
in ε would affect droplet size and emulsification. Therefore
mass flow rate as a predictor of droplet size would not be
orifice size independent; it was already claimed that
pressure drop would fulfil this orifice independence. Hence
it was decided to form a predictive model upon pressure
drop, replacing mass flow rate with the square root of
pressure drop in the existing expression, giving the final
empirical model shown in Equation 1:
Equation 1
The components of this correlation are dimensional: average
droplet diameter (d, in metres), pressure drop across
Sonolator orifice (ΔP, in pascals) and kinematic viscosity of
the dispersed phase (νD, in m2 s
-1).
Equation 1 was based on a subset of the data with pressure
drops between 200 kPa and 4000 kPa since the droplet
dependencies were found to be most linear in this range.
The indices -0.3 and +0.15 were round numbers which
represented the underlying data well; they were not exact
fractions such as -6/20 and +3/20 which might be expected
from a theoretical model; this correlation was formed
wholly in an empirical way.
Figure 20: Graph of actual droplet size vs predicted droplet size,
for three different viscosities. R2 = 0.977; orifice type is 0025.
The empirical correlation in Equation 1 was compared to
the actual data. For each of the data points in Figure 19, the
actual droplet size was plotted against the predicted droplet

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
8
size to give Figure 20. This included the diagonal line
(actual = predicted) which represented 100% accuracy for
this correlation. The data was very close to the diagonal,
with low scatter and coefficient of determination (R2) above
0.97, showing that this correlation fitted the data well.
Identification of droplet breakage regime
Different droplet breakage regimes are described in the
literature, based on whether the flow is laminar or turbulent,
and how the size of the droplets compares to the minimum
turbulent eddy length scale (the Kolmogorov length scale).
A comparison was made between the flow conditions in the
pilot plant experiments described above with the regimes
described in literature.
Equation 2
Equation 3
Table 1: Reynolds numbers and Kolmogorov length scales at
orifice and main chamber, for low and high flow rates.
Equations for Reynolds number (Re) and Kolmogorov
length scale (le) (Kolmogorov 1949) are given in Equation 2
and Equation 3 respectively. Calculations are given in Table
1 for the maximum and minimum of Reynolds numbers and
Kolmogorov length scales, according to the ranges of mass
flow rates and oil viscosities investigated during the pilot
plant experiments.
At the orifice the Reynolds number (Equation 2) was
between 15 000 and 67 000. Since a Reynolds number
above 10 000 indicated fully turbulent flow, the flow was
deduced to be fully turbulent at the orifice at all flow rates
during the pilot plant experiments.
Far downstream from the orifice the superficial velocity was
low (0.02 m/s to 0.12 m/s), with Reynolds numbers between
900 and 4000. However, as seen during PIV and CFD
studies (Figure 6 and Figure 9 respectively) typically the
local velocity in the jet dissipation region was 10 times the
main chamber superficial velocity. The true Reynolds
number in the dissipation region was therefore
9000 to 40 000. Hence the flow stayed fully turbulent
throughout the region of emulsification. This meant that
laminar droplet disruption mechanisms could be discounted.
Walstra & Smulders (1998:59) give two main droplet
disruption regimes in turbulent flow: turbulent viscous (TV)
and turbulent inertial (TI). For regime TV, droplets are
typically smaller than all turbulent eddies. The smallest
eddies have diameters of the order of the Kolmogorov
length scale (Equation 3). Droplets break within these
eddies because of the viscous shear stresses. Conversely, for
regime TI, droplets are typically larger than the
Kolmogorov length scale and are broken by random
pressure fluctuations from the surrounding turbulent eddies.
Both of these different regimes give a different correlation
between droplet size and flow parameters.
To calculate the Kolmogorov length scale, epsilon (ε) had to
be estimated in the jet dissipation region. Based on the
largest values of epsilon obtained from CFD simulations
(Figure 10) a model was constructed for peak epsilon based
on flow rate and orifice size. Subsequently, epsilon
calculations were added (Table 1) to the pilot plant data, and
Kolmogorov length scales were found to be between
2.5 µm and 0.83 µm as the flow rate increased from
1.5 kg/min to 6.5 kg/min.
The largest Kolmogorov length scale obtained was 2.5 µm
at low flow rate, and the smallest average droplet size (d32)
was over 3 µm at high flow rate (Figure 19). It was
therefore concluded that for these pilot plant experiments on
the Sonolator, with water as the continuous phase, droplets
were always larger than the Kolmogorov length scale, the
break-up regime was always turbulent, and that therefore
the break-up regime was turbulent inertial (TI) throughout
these pilot plant trials.
Comparison of empirical model with turbulent inertial (TI) correlations and experimental data described in the literature
Literature exists describing theories concerning how the
droplet size changes with epsilon and dispersed phase
viscosity in the turbulent inertial (TI) droplet break-up
regime. Experimental results for the same regime also exist.
Both are compared to the empirical model for average
droplet size obtained above. All the theoretical and
experimental results are in the form of power laws. These
are convenient because the effect of each term is
independent, i.e. in the power law model epsilon has an
independent effect on droplet size from the effect of
viscosity. Power laws are also convenient since, when
comparing them, one need only compare the relative indices
of matching variables.
Table 2: Theoretical correlations for droplet size.
Author Droplet size (d)
proportional to:
Hinze (1955) ε-0.4
ρC-0.6
σ0.6
Walstra & Smulders
(1998:71)
ε-0.25
ρC-0.75
µD0.75
Davies (1987) ε-0.4
ρC-0.6
σ0.6
(1+ βµD u′/ σ)0.6
Note: u′ can be approximated
by (ε d)1/3. Also note that the
scaling constant β was estimated
at 0.7 for Newtonian fluids.
Hinze (1955) considered droplet break-up at equilibrium in
regime TI, with non-coalescing conditions (dilute dispersed
phase), isotropic homogenous turbulence and low viscosity
of dispersed phase. The proportionality Hinze obtained for
dmax is given in Table 2. dmax is the maximum droplet size

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
9
which is expected to be stable in regime TI. If the shape of
the droplet size distribution does not change (on a
logarithmic size axis) as the average droplet size reduces,
d32 is also proportional to the same expression. (The
constant of proportionality would be reduced when going
from dmax to d32.)
Walstra & Smulders (1998) considered regime TI for
droplets where high viscosity hindered breakage time. Their
proportionality was dependent upon dispersed phase
viscosity (µD) instead of interfacial tension (σ), since the
limiting factor in droplet break-up had changed.
Davies (1987) previously had modified Hinze’s expression
by adding to the cohesive force due to interfacial tension an
extra cohesive term due to viscosity. In fact, with the
assumption given in Table 2 concerning the magnitude of u′,
for low viscosity Davies’ expression reduces to that of
Hinze, and for high viscosity it reduces to that of Walstra.
To conclude the literature survey on theoretical droplet
breakage mechanisms in regime TI: there are a range of
droplet size models for low and high dispersed phase
viscosity. Those given above agree with one another in
terms of power law dependency upon epsilon (ε),
continuous phase density (ρC), interfacial tension (σ) and
dispersed phase viscosity (µD).
Table 3: Experimental results for droplet size.
Author Droplet size (d)
proportional to:
Ryan (empirical droplet
size model given above) on
Sonolator
µD0.15
ε-0.2
or
µD0.15
ΔP-0.3
Walstra & Smulders (1998:72)
on UltraTurrax, high pressure
homogenizer (HPH)
µD0.33
Karbstein (1994) on HPH µD0.4
Pandolfe (1981) on HPH µD0.7
Experimental correlations also appear in the literature,
which are given in Table 3 along with the empirical model.
Comparing dispersed phase viscosity (µD) between Table 2
and Table 3: the range of viscosity indices in the
experimental results is [0.33, 0.7]; the empirical model
developed above in this paper has a slightly lower viscosity
index of 0.15; the theoretical results give bounds on
viscosity index of 0 (Hinze) and 0.75 (Walstra & Smulders),
and predict a smooth transition regime in-between (Davies).
All the experimental results fit into the theoretical bounds of
[0, 0.75]. The range of experimental results for a high
pressure homogenizer (HPH) is [0.33, 0.7] and these
differences are not explained in the literature when
mentioned by Walstra & Smulders (1998:72).
HPH and Sonolator are superficially similar systems since
both involve forcing a fluid through a small gap and both
have a jet-like region with high fluid velocity and epsilon
(for HPH results see Hakansson et. al. 2009). Due to this
similarity, an explanation is needed for the difference
between Sonolator index (0.15) and HPH indices [0.33,
0.7].
The Sonolator index of viscosity (0.15) was constructed
from multiple graphs of droplet size vs dispersed phase
viscosity (on log-log axes) across the whole range of
viscosities from 10 cSt to 10 000 cSt, and utilising some
additional data at 3.8 cSt. It was not noted that for low
viscosity the slope was approximately 0 (as per Hinze 1955),
with a relatively quick transition at higher viscosity to slope
of 0.75 (as per Walstra & Smulders 1998); the absence of
such an observation contradicts Davies’ model (1987) which
predicts these two distinct regions. Instead, the overall slope
of 0.15 appeared to be nearly constant across the whole
range of viscosities, when flow rate was held constant at
various levels. Walstra (1993:340) also expressed
reservations about Davies’ derivation, and provided
experimental evidence on various devices showing a power
law (constant slope) dependency of droplet size upon
viscosity.
In summary concerning droplet size dependency upon
dispersed phase viscosity: the experimental results were
within the bounds provided by theoretical considerations.
Differences exist between the experimental results which
await further explanation. The way the different theoretical
models fit together is likely to be more gradual than
indicated by Davies (1987).
Equation 4
Epsilon should scale according to Equation 4 from
dimensional considerations. Length scale (L) and velocity
(u) are characteristic for the system. C1 is a numerical
constant (as are Ci in subsequent equations below). For any
Sonolator with fixed orifice and main chamber geometry, i.e.
fixed L, epsilon should therefore be proportional to flow
rate cubed. Examination of CFD simulation results found
that this rule was followed reasonably closely. Since
pressure drop was found to be proportional to flow rate
squared, epsilon was therefore proportional to pressure drop
to the index 3/2. The empirical model for experimental data
for the Sonolator stated that droplet size was proportional to
pressure drop to the power -0.3, which is thus equivalent to
epsilon to the power -0.2, as given in Table 3.
This sits at odds with the theoretical models in Table 2. For
low viscosity, Hinze (1955) gives index of epsilon of -0.4;
for high viscosity, Walstra & Smulders (1998) gave index of
-0.25, and for in-between cases Davies (1987) gave a
smooth transition between these two extremes with local
indices in the range [-0.4, -0.25].
Therefore the experimental data, as summarized by the
empirical model given, does not support any of the
theoretical models unless they are suitably modified.
It is in fact thought that a suitable modification can be made.
The assumption so far has been that interfacial tension was
constant during breakage, and so the interfacial tension term
(σ) in Hinze’s correlation was constant. However, the results
suggest that this assumption may have been erroneous.
One argument was in terms of an interfacial age concept: for
high epsilon, new interface was created at a faster rate than
at low epsilon. Diffusion of SLES surfactant (present in
excess) to the newly formed interfaces happened at
approximately a constant rate. Therefore, at high epsilon
newly created droplets had lower interfacial concentrations
of surfactant, hence higher interfacial tension; at low
epsilon newly created droplets had higher concentrations of
surfactant, hence lower interfacial tension. This introduced a
dependency of interfacial tension upon epsilon, whereas
previously interfacial tension was thought independent of

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
10
epsilon. As shown below, this can suitably modify the
overall epsilon dependency to fit experimental results.
Equation 5
Returning to the overall problem of predicting droplet size;
it was clear that droplet size would depend both on surface
tension (Hinze) as well as viscosity (Walstra). However, a
different way was sought to combine the two models than
that of Davies. Since the viscosity dependence from
experiment was a power law, it was thought appropriate to
combine the Hinze and Walstra correlations according to a
joint power law with unknown exponents A and B, as per
Equation 5. A and B represent the relative effect of each
equation in predicting droplet size and are, at a first
approximation, constants.
C2 is a dimensionless constant; solving for A and B: for d to
be in metres, A + B = 1. Furthermore: 0.75 B = 0.15 to
achieve the correct index of viscosity. Therefore: A = 0.8,
B = 0.2, and the resulting equation was simplified to give
Equation 6:
Equation 6
Interfacial tension (σ) was now thought to be a function of
epsilon. Assuming that within a suitable range the
dependence of σ upon ε could expressed by another power
law:
Equation 7
In Equation 7 the constant C3 is dimensional; also the range
of applicability must be limited, since σ is limited above by
the interfacial tension of a clean interface, and limited below
by the interfacial tension of a surfactant saturated interface.
Substituting Equation 7 into Equation 6:
Equation 8
From the empirical model, the index of epsilon should be
-0.2. Therefore, from Equation 8, -0.2 = -0.37 + 0.48 N.
Solving: N = 0.354. This yields two final correlations:
Equation 9
Equation 10
So, based upon the assumption that power law dependencies
were reasonable throughout, Equation 9 was formed; a
semi-theoretical correlation combining Hinze’s and
Walstra’s theoretical correlations for droplet size, and
assuming that the experimental data should determine the
relative effect of each of the source correlations. Equation
10 is the required dependency of interfacial tension upon
epsilon. Note that this agrees with the interfacial age
concept previously discussed: high epsilon gives higher
interfacial tension, low epsilon gives lower interfacial
tension.
In order to check the range of epsilon values Equation 10
could be valid for: in Table 1, ε was found to vary from
25 700 W/kg to 2 090 000 W/kg, a factor of approximately
82. According to Equation 10, σ should consequently vary
by a factor of 4.7.
El-Hamouz (2007:802) gave σ for a water / silicone oil
interface as 42.5 mN/m, and for a water / 0.7 wt% SLES /
silicone oil interface as 13 mN/m, at 25°C; this σ varies by a
factor of 3.3. Since this experimental factor for σ is slightly
smaller than the 4.7 derived earlier, it is likely that the
power law approximation (Equation 10) is a good
approximation across most of the range of epsilon values
investigated above, but should not be extended to any
higher or lower values of epsilon due to σ being bounded by
the values for clean and saturated interfaces respectively.
In conclusion regarding the effect of epsilon upon droplet
size for droplet breakage in turbulent inertial flow:
theoretical models gave epsilon index in the range [-0.4,
-0.25]. The empirical model gave an epsilon index of -0.2.
These values appeared to be incompatible. Surfactant was
present in excess during droplet breakage. It was thought
likely that this led to a dependence of interfacial tension
upon epsilon. Using this modification, it was possible to
develop further correlations which harmonised theoretical
and empirical results.
Conclusions
The emulsification effect of a Sonolator liquid whistle was
investigated, due to there being sparse literature on the
subject. Two dimensional Particle Image Velocimetry (PIV)
experimentation was undertaken to measure the flow fields
inside the Sonolator. Computational Fluid Dynamics (CFD)
simulations were also carried out to find velocity, pressure
and epsilon fields inside the Sonolator in three dimensions.
The CFD was successfully validated by the PIV results,
allowing CFD to be used increasingly as a tool for
investigating the Sonolator.
Pilot plant experiments using a “model emulsion” (silicone
oil dilute dispersed phase, water continuous phase, SLES
surfactant) were carried out to characterise the change in
droplet size due to processing in the Sonolator under
different flow conditions. An empirical model was
constructed to predict droplet size from pressure drop and
dispersed phase viscosity. Dispersed phase weight fraction
between 0.5 wt% and 10 wt% was found to be insignificant
for predicting droplet size.
The droplet breakage regime was investigated and found to
be turbulent inertial (TI). The theoretical correlations of
Hinze, Walstra and Davies were provided from the literature
to compare to the empirical model. Although the basic
theoretical models did not agree with the empirical model, a
modification assuming interfacial tension dependence upon
epsilon yielded a plausible explanation of how theory and
experiment fitted together.
Acknowledgements
Neil Adams, Kim Jones (Unilever R&D Port Sunlight)

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
11
for assistance with pilot plant experiments.
Adam Kowalski (Unilever R&D Port Sunlight) for
advice interpreting the pilot plant experimental results
with respect to surfactant effect, and for access to
supplementary pilot plant data.
Federico Alberini (School of Chemical Engineering,
University of Birmingham) for training on the PIV
equipment and software.
Andrea Gabriele (School of Chemical Engineering,
University of Birmingham) for training on ANSYS CFX.
Nomenclature
[M,N] numerical range. M and N are real numbers;
range is from lower bound M to upper bound N.
cSt centistokes, unit of kinematic viscosity;
equivalent to 10-6
m2 s
-1
Roman letters
A, B, N numerical constants
Ci numerical constants in correlations
d droplet size (m)
d32 Sauter mean diameter (m)
dmax Maximum stable droplet size in
turbulent flow (m)
dT delta-T; time delay between laser pulses in PIV (s)
L Characteristic length scale (m)
le Kolmogorov eddy length scale (m)
ΔP Pressure drop across Sonolator orifice (Pa)
px pixel, unit of length in a digital image
R2 Coefficient of determination, close to unity when
scatter is close to zero.
Re Reynolds Number
u velocity / characteristic velocity (m/s)
u′ time dependent component of velocity (m/s)
X, Y, Z position coordinates (m)
Greek letters
β beta, constant relating effect of viscosity to
interfacial tension
ε epsilon, local specific turbulent energy
dissipation rate (m2 s
-3 or W/kg)
νC kinematic viscosity of continuous phase (m2 s
-1)
νD nu, kinematic viscosity of dispersed phase (m2 s
-1)
µD mu, dynamic viscosity of dispersed phase (Pa s)
ρC rho, density of continuous phase(kg m-3
)
σ sigma, interfacial tension (N m-1
)
Subscripts
C continuous phase (water)
D discrete phase (oil)
e eddy
max maximum (droplet size)
References
Chand R., Bremner D. H., Namkung K. C., Collier P. K.,
Gogate P. R. Water disinfection using the novel approach of
ozone and a liquid whistle reactor. Biochemical Engineering
Journal 35 357-364 (2007)
Clark A., Dewhurst R. J., Payne P. A. Degassing a Liquid
Stream using an Ultrasonic Whistle. IEEE Ultrasonics
Symposium 579 (2001)
Davies J. T. Drop Sizes of Emulsions Related to Turbulent
Energy Dissipation Rates. Chem. Eng. Sci. 40 5 pp839-842
(1985)
Davies J. T. A Physical Interpretation of Drop Sizes in
Homogenizers and Agitated Tanks, Including the Dispersion
of Viscous Oils. Chem Eng Sci 42 7 pp1671-1676 (1987)
El-Hamouz A. Effect of Surfactant Concentration and
Operating Temperature on the Drop Size Distribution of
Silicon Oil Water Dispersion. J. Disp. Sci. Tech., 28
pp797-804 (2007)
Hakansson A., Tragardh C., Bergenstahl B. Studying the
effects of adsorption, recoalescence and fragmentation in a
high pressure homogenizer using a dynamic simulation
model. Food Hydrocolloids 23 pp1177-1183 (2009)
Hall S., Pacek A. W., Kowalski A. J., Cooke M., Rothman D.
The Effect of Scale on Liquid-liquid Dispersion in In-line
Silverson Rotor-Stator Mixers. 14th
European Conference
on Mixing, Warzawa. (2012)
Hinze J. O. Fundamentals of the Hydrodynamic Mechanism
of Splitting in Dispersion Processes. A.I.Ch.E. Journal 1 3,
pp289-295 (1955)
Karbstein H., Ph.D. Thesis, University of Karlsruhe (1994)
Kolmogorov A. N. The breakup of droplets in a turbulent
stream. Dokl. Akad. Nauk 66 pp825-828 (1949)
Menter F. R. Zonal Two Equation Kappa-Omega
Turbulence Models for Aerodynamic Flows. AIAA 24th
Fluid Dynamics Conference, Orlando, Florida (1993)
Pandolfe W.D. Effect of Dispersed and Continuous Phase
Viscosity on Droplet Size of Emulsions Generated by
Homogenization. J. Disp. Sci. Technol. 2 459 (1981)
Quan K-M., Avvaru B., Pandit A. B. Measurement and
Interpretation of Cavitation Noise in a Hybrid
Hydrodynamic Cavitating Device. A.I.Ch.E. Journal 57 4,
pp861-871 (2011)
Ryan D., Simmons M. J. H., Baker M. Modelling
Multiphase Jet Flows for High Velocity Emulsification.
Proceedings of ASME-JSME-KSME Joint Fluids
Engineering Conference 2011, Hamamatsu, Japan.
AJK2011-03023. (2011)
Simmons M. J. H., Alberini F., Tsoligkas A. N., Gargiuli J.,
Parker D. J., Fryer P. J., Robinson S. Development of a
hydrodynamic model for the UV-C inactivation of milk in a
novel ‘SurePure turbulatorTM
’ swirl-tube reactor. Innov.
Food Sci. Emerg. Tech. 14 pp122-134 (2012)
Sonic Corporation. Sonolator Homogenizing Systems
Operating and Instruction Manual (downloaded 1st July

8th
International Conference on Multiphase Flow ICMF 2013, Jeju, Korea, May 26 - 31, 2013
12
2011 from www.sonicmixing.com/ Manuals/
Sonolator_System_Manual.pdf) (2011)
Tesch S., Freudig B., Schubert H. Production of Emulsions
in High Pressure Homogenizers Part I: Disruption and
Stabilization of Droplets. Chem. Eng. Technol. 26 5
pp569-573 (2003)
Walstra P. Formation of Emulsions (Chapter 2 of
Encyclopedia of Emulsion Technology, ed. Becher P.)
pp57-127 (1983)
Walstra P. Principles of Emulsion Formation. Chem. Eng.
Sci. 48 2 pp333-349 (1993)
Walstra P., Smulders P. E. A. Emulsion Formation (Chapter
2 of Modern Aspects of Emulsion Science, ed. Binks B. P.)
pp56-99 (1998)