i universidad tecnica federico santa maria sede …
TRANSCRIPT

I ct/
UNIVERSIDAD TECNICA FEDERICO SANTA MARIA
SEDE CONCEPCION "REY BALDUINO DE BELGICA"
ESTUDIO DE MEJORAMIENTO DEL AREA DE REFORMATEO TABLEROS PARA PLANTA MASISA MAPAL
TRABAJO PARA OPTAR AL TITULO PROFECIONAL
IIIJ
INGENIERO DE EJECUCION EN GESTION INDUSTRIAL
Alumno: Luis Felipe Opazo Rivas
Profesor gula: Sr. Reinaldo Irribarra
K A. FED
ILI in
BIB LIOTE CA
CEPt9.
2015

AGRADECIMIENTOS
Gracias a Dios por estar conmigo en estos 3 años de estudio y darme fé y esperanza necesaria para levantarme dia a dia.
A todos los profesores que fueron participes en el proceso de mi formaciôn profesional, en especial at Sr. Reinaldo Irribarra quien fue ml profesor gula, y me colaboro y guio en todo momento.
A ml amada familia por darme el apoyo, fuerza y lo más importante estar conmigo cuando más lo necesité y sobre todo acompanarme en este largo camino, porque sin ellos no hubiese sido posible este gran pasO en ml vida.
Y a todas aquellas personas que participaron directa o indirectamente.
Gracias a todos.
tRICA FED
C *CEPC1O

/ ç,.lCA FE0
INDICE DE CONTENIDOS
Contenido \ 13I6LIQrEcA
INDICE DE CONTENIDOS ...............................................................2
INTRODUCCION...................................................................................................3
DESCRIPCION.......................................................................................................4
OBJETIVO GENERAL...........................................................................................6
OBJETIVO ESPECIFICO......................................................................................7
CAPITULO 1: ESTUDIO DE MERCADO ............................................................8
1. Objetivo del estudio de mercado ...............................................................8
1.1. La empresa MASISA S.A. (Planta Mapal)............................................9
1.1.1. Sus objetivos estratégicos son: ......................................................... 11
1.1.2. Identificaciôn de la Empresa .............................................................12
1.1.3. Mapa de distribuciOn geográfica ....................................................... 13
1.1.4. Organigrama general de MASISA ....................................................14
1.1.5. Zona geográfica donde se emplaza . ................................................ 15
1.1.6. DescripciOn del proceso.....................................................................16
1.1.7. Principles productos.........................................................................27
1.1.8. Principles clientes ............................................................................. 29
1.1.9. Principles proveedores ....................................................................30
1.1.10. Principles proveedores de astillas............................................... 30
1.1.11. Principles competidores...............................................................31
1.1.12. Análisis de la Situación actual de la empresa.............................. 32
1.1.13. Análisis de situación deseada ....................................................... 33
1.1.14. Análisis de Pareto...........................................................................34
1.1.15. Análisis FODA................................................................................. 36
1.1.16. Matriz FODA respecto al proyecto................................................37
1.1.17. Cadena de valor.............................................................................. 38
1.1.18. Fuerzasde Porter...........................................................................39
CONCLUSION ESTUDIO DE MERCADO..................................................... 41

- I
CAPITULO II: ESTUDIO TECNICO .42
2.1. Tamaño del proyecto.............................................................................42
2.1.1. Localizaciôn del proyecto ..................................................................43
2.2. INGENIERIA DEL PROYECTO............................................................45
2.2.1. DescripciOn del proceso.................................................................45
2.2.2. Diagrama de proceso .....................................................................46
2.2.3. Ventajas y desventajas de la maquina actual..............................47
2.3. Análisis de los equipos..........................................................................48
2.3.1. Caracteristicas de los equipos.......................................................49
2.3.2. Selecciôn de equipo .......................................................................53
2.4. ORGAN IGRAMA....................................................................................54
2.4.1. DescripcOn de los cargos..............................................................55
2.4.2. PolIticas de remuneraciones e incentivos .................................... 56
2.5. EstimaciOn y análisis de los costos......................................................57
2.5.1. Costos de inversion ........................................................................57
2.5.2. Costos operacionales.....................................................................58
CONCLUSION ESTUDIO TECNICO.................................................................61
CAPITULO 3: ESTUDIO ECONOMICO .....................................................62
3.1. Objetivos del proyecto...........................................................................62
3.2. Antecedentes en la evaluación del proyecto.......................................62
3.3. Determinaciôn de los costos de la inversion ....................................... 63
3.4. DeterminaciOn del can...........................................................................66
3.5. DepreciaciOn lineal.................................................................................69
3.6. Evaluación financiera............................................................................. 70
CONCLUSIONES ESTUDIO EVALUACION ECONOMICA............................ 74
INTRODUCCION
El crecimiento y desarrollo del pals va de la mano con el aumento
explosivo de la demanda, la yenta de tableros de maderas aglomeradas,
exige la mejora continua de este proceso, las empresa se encarga de
realizarlo, cada dia se esfuerzan en mantener la constante calidad de estos a
las exigencias del mercado, mantenerse dentro de los niveles aceptados por
la autoridad del rubro y ganarse la confianza de los distintos clientes.
Hacer el reemplazo de la sierra escuadradora le permitira a la empresa
seguir por la senda de la calidad y desarrollo de un producto de mayor
calidad en sus terminación.

DESCRIPCION
Este proyecto está enfocado en mejorar la calidad del servicio de
reformateo de tableros en la empresa MASISA S.A. en la comuna de
concepcion, esto se lograra con el cambio de la sierra escuadradora, Ya que
con la que se trabaja hay en dIa es una maquina antigua par to cual tiene
muchos problemas y se debe invertir demasiado dinera en reparacianes para
lograr cumplir con los estándares de calidad de los tableros y a la yes con los
pedidos y tener a los clientes satisfechos. Ya que en el rubro hay mucha
competencia.
Par ende la evaluaciOn y estudlo de dicho proyecto es necesario para
pader mejorar y aumentar la calidad del servicio.
I

OBJETIVO GENERAL
ESTUDIO DE MEJORAMIENTO DE TABLEROS DE PRIMERA CALIDAD
PARA PLANTA MASISA MAPAL

OBJETIVO ESPECIFICO
Analizar el estudlo de mercado, entomb donde se requiere su ejecuciôn,
determinar la necesidad de buen servicio
La instalaciOn de una nueva máquina escuadradora.
• mejorar la calidad del producto.
• Optimizar el proceso de reformateo.

CAPITULO 1: ESTUDIO DE MERCADO
1. Obletivo del estudio de mercado
Mediante este estudio determinar las necesidades en un sistema de trabajo
el cual necesita ser mejorado.
En Concepciôn existe mucha competencia en el mercado por lo cual se debe
trabajar con maquinaria en las mejores condiciones para lograr mantenerse
en el rubro.
A
tfk rEO
BIB LIOTECA

1.1. La empresa MASISA S.A. (Planta Mapal)
Masisa S.A. es una empresa multinacional considerada lider en Latino
America en la producciôn y comercializaciôn de tableros de madera, los que
son utilizados para la confección de muebles y arquitectura de interiores.
Actualmente Masisa tiene cuatro areas de negocios, cada una de las cuales
puede abarcar varias operaciones. La Division Tableros equivale al 61% de
las ventas y esta division de negocios de Masisa posee cinco plantas
productivas distribuidas en 4 ciudades en nuestro pals, las que se localizan
en ConcepciOn, Cabrero. Las Ilneas que se encuentran en estas plantas
producen tableros de MDF, tableros aglomerados, y productos de valor
agregado (papel impregnado y tableros melaminizados).
-a-w-- -s-, lli
~
Nm
I. I & !! I' ''
-
\ç-: \

La Misión
Lievar diseño, desempeño y sustentabilidad para la creaciOn de
cada mueble y espaclo interior en Latinoamérica.
La Vision
Conquistar la preferencia de los clientes siendo la marca más
innovadora, sustentable y confiable de la industria de tableros de
fibra y partIculas de madera, maximizando la creaciôn de valor
econOmico, social y ambiental.
. El Valor
La propuesta de valor de MASISA, es una marca confiable y cercana a todo
su püblico, que se anticipa a [as necesidades del mercado par medio de la
innovación en productos y servicios y que opera en forma comprometida con
la sociedad y el medio ambiente.
10

1.1.1. Sus objetivos estratéqicos son:
Productor de tableros para muebles en Latinoamérica (PB-
MDP-MDF).
. Diversificada base de manufactura y mercados finales en la
regiOn.
• Estrategia competitiva diferenciada: orientaciôn al cliente final,
innovación efectiva, marca y eficiencia operacional.
• Mayor red de distribuciOn especializada de Latinoamérica: Placa
centro MASISA.
Activo estratégico: 197.470 hectáreas de plantaciones
forestal e 5.
Liderazgo y compromiso con el Desarrollo Sostenible (Estrategia
del Triple Resultado).
• Perspectivas favorables de crecimiento: baja penetraciOn de
producto y significativo deficit habitacional en Latinoamérica.
• Gobierno Corporativo altamente reconocido.
.', 11

1.1.2. Identificación de la Empresa
- RazOn social : MASISA S.A.
- Nombre de fantasia: MASISA S.A.
- Domicillo Legal : AVENIDAAPOQUINDO 3650, PISO 10,
LAS CONDES, SANTIAGO, CHILE
- Tipo de entidad : SOCIEDAD ANONIMA ABIERTA.
- Rut :96.802.690-9
-:------
'--4; -
EE. .•:
-12 —

1.1.3. Mapa de distribución qeociráfica
4 61
00
Colombia
37
Ecuador
32 V
o Prrl
16
0 —Z Bolivia
S
0
Chile
51 2 53
000
Venezuela
*7 1 51
000
Bradl
9 2 1
000
Paraguay
3
0
Uruguay
0
Argentina
46 1 60
000
Argentira 46.460 1 60 Boa 5 Brasil 9.718 2 1 Colombia 37 Chile 51.894 2 53 Ecuador 32 Mexico 4 81 Paraguay 3 Peru 16 Uruguay 1 Venezuela 89.398 1 51 Total 191.470 10 340
Hc1are. de bosque
Cornpeos .idustr,&e a-
Locates Pacacentro Msa
" 13 "

1.1.4. Organigrama general de MASISA
Oce
rC4rof L
A'stee
gos
L coidøaOt
Jefe Jefe Jefe Nsta Jfe PB y JJOF YVAG Aomado
prm
Ale 0 .a:-
At Ale Aie
Pfoucol
Pnmas -
Personal fAsstete
Bodega pmdcw LI Bodep leon aec Pcucc
_
••" 14 '
A calpofl C. asajut. V 1fl1.
I S Canon.. fle 009IO ann..
C oalpofl CS CCO,btntitl...
D a. pvooaccicn
i E nano0. a. floapaao LogI.0os. F --CCt9S 00 Ca• OPT
00 1.00 n.fl. OPT.
I U And.., de C—o. lade last OPT.
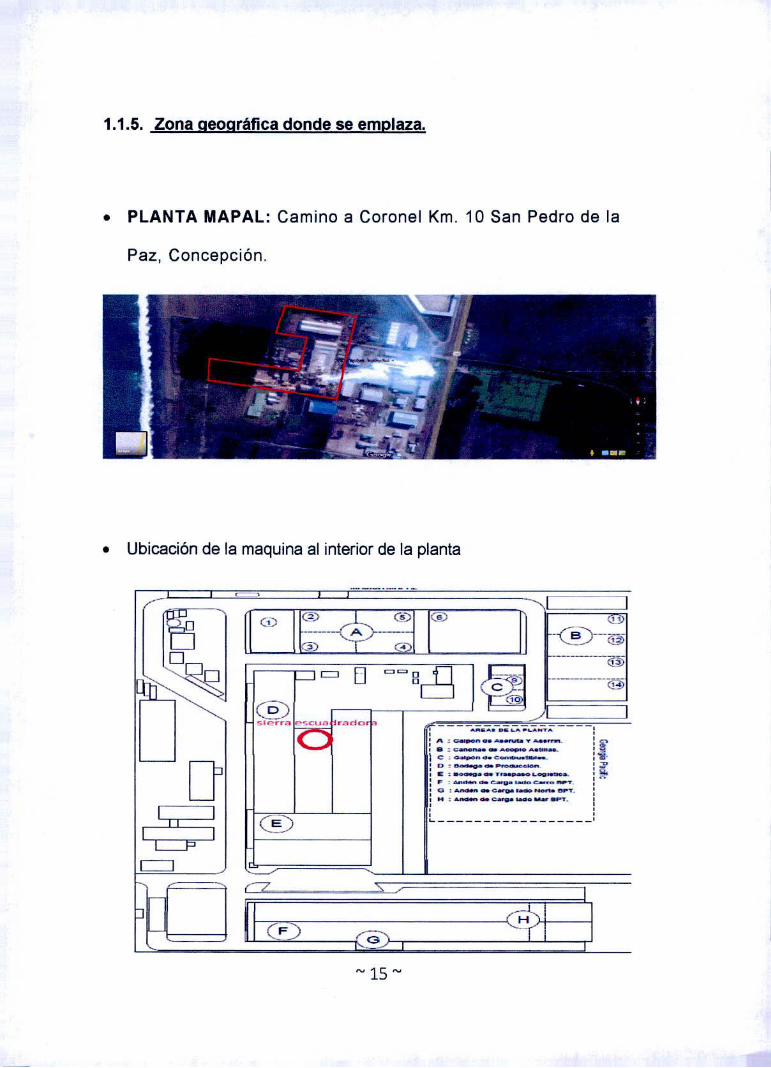
1.1.5. Zona geociráfica donde se emplaza.
. PLANTA MAPAL: Camino a Coronet Km. 10 San Pedro de la
Paz, ConcepciOn.
1'
I
. Ubicaciôn de la maquina al interior de la planta
El U I LI<AY_.Ti_I jJ 1EB)- ) --
F)
— 15-

1.1.6. Descripción del proceso
En Planta Mapal, en la Division de Tableros existen 3 Imneas de proceso,
dentro de las cuales se encuentran 2 lIneas de aglomerado, I Ilneas de
MDF, 1 lmneas de impregnaciOn de papel y 2 lIneas de laminado. A estas
Ilneas productivas se suman las Ilneas de terminaciOn (formateado, lijado,
empaque y al macenamiento), ranurado, escuadradora.
A continuaciOn se preseriart los procesos productivos de las Ilneas de
tableros de Masisa Chile.
• - - - -----z-. "-• -
T
I
Linea de Aglomerado.
En ella se fabrican tableros de partIculas de madera de distintos
formatos. Las materias primas consisten básicamente en chip, aserrmn y
viruta de madera, que se mezclan con adhesivos y posteriormente se
-16 —

prensan en placas planas. Se utilizan como revestimientos de interior y en la
fabricaciôn de muebtes. La producciôn anual de todas las IIneas de
aglomerado supera los 400,000 m3 de tableros. Masisa posee 2 lIneas de
aglomerado una Ilnea en Planta Mapal. Siendo la planta con mayor
producciOn de tableros de partIculas de madera a five! nacional.
De manera general, se puede describir el proceso productivo tableros de
partIculas en base a los siguientes pasos.
Preparación y transporte de madera: Madera en forma de astilla,
aserrIn y viruta Ilega a la planta productiva, donde es acopiada en función de
sus caracteristicas.
C!asificación de maderas: Las maderas son clasificadas mediante una
cuba que excluye compuestos ajenos at proceso como piedras o metales, y
separa virutas con sobre tamaño, las cuales son enviadas a un molino de
martillos, para homogeneizar el espesor. La parte aceptada se envia a silos
de acopio de aserrIn y viruta.
Picado: Las astillas se almacenan en un silo que alimenta a ties viruteras
de marca "Pa//man", encargadas de homogeneizar el espesor de las
partIculas. El producto (astillas) se envIa a secado, y el polvo generado en la
molienda es extraldo y enviado a combustion en una planta térmica.
-17 -

Mediante tornillos helicoidales se forma una corriente de material de
composiciOn determinada que es enviada a secado.
Secado de partIculas de madera: Los gases de combustion
provenientes de un quemador de petrOleo y polvo de madera, son enviados a
un pre-secador y luego a un secador horizontal rotatorio de 22 m de largo y
que posee una capacidad de evaporaciOn de agua igual a 11 ton/hora. Las
particulas y el vapor de agua generado que salen del secador son enviados a
ciclones que separan el vapor de las partIculas, liberando vapor a Ia
atmOsfera y entregando por el fondo una corriente de partIculas con
humedad ajustada.
Clasificado: El material obtenido en la etapa anterior, contiene virutas de
todos los tamaños. Desde partIculas de polvo muy finas hasta partIculas
toscas y gruesas. En esta etapa, se clasifica el material en partIculas finas y
gruesas, para que sea posible encolar por separado.
f)Mezcla con adhesivo: En esta etapa se añade adhesivo a las partIculas,
el cual consta principalmente de resina a base de Urea-FormaldehIdo,
catalizador (que acelera la velocidad de fraguado de la resina al centro del
tablero), secuestrante (disminuye las emisiones de FormaldehIdo), y agua. El
adhesivo es de extraordinaria importancia debido a su elevado precio,
influyendo enormemente en los costos de fabricaciOn de los tableros. Previo
a la aplicaciôn de adhesivo, se aplica emulsiOn parafInica atomizada
mediante boquillas con aire. La emulsiOn brinda propiedades hidráfobas al
-18 -

tablero, lubrica el sistema disminuyendo el roce de las partIculas con la pared
de las encoladoras y reduce, en parte, el adhesivo a aplicar. El adhesivo se
aplica en distinta proporciOn para las partIculas finas y gruesas, es asi como
en la salida de las encoladoras el material fino debe poseer humedad entre
un 9% y Un 13%, y para el material grueso no debe superar el 10%. Luego se
procede a la formaciôn del tablero.
Formación del tablero: Se realiza mediante la clasificaciôn por medio de
sopladores de aire, utilizando una formadora môvil. Las partIculas finas son
arrastradas por el aire formando la primera capa, mientras las más gruesas
caen formando la capa media. Luego, nuevamente se aplica material fino
para formar la capa superior.
Pre-Prensado: No todas las lmneas productivas poseen pre-prensa. Para
las que poseen esta maquinaria, el pre-prensado se realiza mediante una
prensa estática, con una presiôn especIfica, donde la temperatura de la placa
superior es 50°C, y de la placa inferior, 90°C aproximadamente. Este proceso
se realiza con el fin de dar al colchôn de madera particulada una mayor
consistencia, reducir el volumen, acortar el ciclo de prensado y disminuir los
requerimientos de calor en la prensa. La disminución del espesor del colchOn
de partIculas es del orden del 40%.
i)Prensado: En la prensa principal, de operaciôn estática y de platos
calefaccionados con aceite térmico, el colchOn de madera particulada es
sometido a presion hasta obtener la densidad deseada del tablero. El
19

espesor bruto (previo al lijado), está dado por barras distanciadoras ubicadas
en la prensa. La temperatura de los platos varla entre 150°C y 200°C,
dependiendo del espesor del tablero. Una humedad entre 9% y 13% para las
capas superficiales y no mayor del 10% en la capa central, corresponden a
humedades ideales para el proceso de prensado, en el que se producen
procesos mecánicos (deformaciOn de las particulas por flexiOn y compresiOn,
disminución del volumen de los poros y aumento de los puntos de contacto
entre las partIculas); procesos qulmicos (fraguado de la resina UF por poli
condensaciOn, y algunas reacciones quimicas de aditivos agregados al
tablero); y procesos térmicos (generaciOn de vapor en las capas externas, el
cual fluye hacia el interior del tablero aumentando la temperatura desde las
capas superficiales hacia el centro, hasta alcanzar una temperatura
aproximada de 105°C en el centro del tablero, temperatura a la cual la resina
actüa.
j)Enfriamiento y reposo: Los tableros ya prensados se depositan en un
enfriador estrella, que consta de alrededor de 14 aspas. Se enfrIan los
tableros hasta obtener una temperatura entre 50 y 55°C gracias a la
ventilaciOn que poseen al situarse en las aspas. Esta etapa es muy
importante porque a la salida de la prensa, el tablero presenta temperaturas
muy elevadas (sobre 170°C en las capas superficiales y sobre 100°C para la
capa central). Si los tableros se almacenaran a esta temperatura, podrian
sufrir descomposiciOn del polimero via hidrOlisis, 10 que provocarla una

disminuciôn de la resistencia mecánica, ya que desaparece el agente que
mantiene unidas a las partIculas. El reposo necesario es de
aproximadamente 48 horas.
k) Terminaciôn: Una de (as t(tmas etapas del proceso es el recode de
rebordes y consiste en eliminar los bordes del tablero cuyas particulas no se
encuentran cohesionadas correctamente, a diferencia de las zonas más
centrales. Posteriormente los tableros pasan a una bodega de reposo, aqul
adquieren su forma final gracias al reposo, cuidando evitar posibles arqueos
y deformaciones. Luego proceden al lijado y dimensionado (formateo).
Soloman
a,
I .1 UII
-21-
I,

Linea MDF
Tableros de fibra de densidad media, que son más elaborados que los
de partIculas. Se producen al extraer fibra de celulosa desde chips de pino
radiata para luego mezclara con adhesivos y prensarla en placas o rodillos,
otorgándoles diferentes espesores y tamaños. Su uso principal es en la
fabricaciOn de muebles. Las Ilneas MDF de Masisa Chile poseen una
capacidad anual de producción de 660.000 m3 de taleros de fibra.
Actualmente Masisa posee I lmneas de MDF.
De manera general, se puede describir el proceso productivo tableros
de MDF en base a los siguientes pasos.
Preparaciôn y transporte de materia prima: La madera es transportada
desde la cancha de acoplo hada la rastra de la Imnea de MDF para continuar
con el proceso de clasificado de materia prima.
Cribado (Clasificado): La rastra gula Ia madera hacia las cribas, para
separar la materia prima en funciOn del tamaño y del peso, extrayendo los
objetos compuestos de otros materiales que provocarlan un defecto
mecánico en alguna etapa de la lInea de producción, a producirlan un tablero
mal constituido.
22

c) Lavado: Se transporta la madera hacia un tambor donde se lavan las
astillas, para quitar las impurezas incluidas en el material y para no forzar
demasiado a los segmentos del desfibrador, que son aquellos que extraen la
fibra de madera.
(1) Desfibrado: Las astillas son presionadas por los segmentos del
desfibrador utilizando presiôn de vapor, para obtener fibra de madera.
e,) DigestiOn: La fibra es digerida, antes de ser encolada para obtener un
material homogeneo y as[ favorecer este proceso.
J) Encolado: El adhesivo es inyectado por medio de toberas a la fibra
previamente digerida, para luego mezclar y unificar el material.
Formación: La formadora produce un manto continuo de fibra, que luego
es analizado por un detector de metales que identifica si en la superficie del
tablero existe algün material distinto a la fibra encolada. Este análisis se
realiza ya que los materiales ajenos al proceso pueden producir graves
problemas a la prensa.
Prensado: El manto de fibra es gulado por cintas transportadoras hacia la
pre-prensa y luego hacia la prensa, que se encarga de eliminar el aire. Con
el calor emitido, la prensa permite la correcta reacciôn del adhesivo sobre la
fibra y con la presiOn otorga el espesor deseado. Luego se corta en funciOn
del largo previamente definido y se enfria a temperatura ambiente, dejando
-23-

reposar el producto durante un tiempo determinado antes de pasar a la etapa
de terminaciôn. El reposo varia entre 72 y 96 horas aproximadamente.
i) TerminaciOn: La superficie de los tableros debe ser lijada, para luego
efectuar el carte horizontal y vertical en funciôn del formato deseado.
Finalmente los paquetes de productos son embalados y almacenados en
bodega de terminaciôn.
MDF Process TO OrO,
20 - 120 %H to press
Steam I Chips
180 Kw/Ton
FL VOITWB..
.
/1
1 in 15 -20 rie, S-tTtt
I T°180C 5-8%H
:hrr*jIL -
M' our,e' ecompctior Co,,AkUKXA Press Saws (uu4er 11-15%H P2aQ,2N
V=40mm/seg
Ai I ___ Storage S.afldef C,fl to Size
72 hr. 55mlmin
24

Linea ImpregnaciOn:
En Masisa existen dos Ilneas de impregnaciOn localizadas Producen
láminas impregnadas, las que corresponden a papeles, ya sean de un color
(unicolores) o decorativos, los cuales son impregnados con dos tipos de
resinas previamente preparadas: resina urea formaldehIdo y resina melamina
formaldehido. Finalmente los papeles son dimensionados de acuerdo a los
tableros que serán recubiertos con estos productos.
Para obtener los productos, el papel se impregna con resina, pasando
además por unos secadores y sistemas de enfriamiento, para ser finalmente
dimensionado. Se produce sOlo un tipo de calidad, cuyas caracteristicas
superficiales no pueden contener defectos, si esto ocurre la lámina es
eliminada inmediatamente. Las Ilneas de impregnación abastecen de papel
melaminico a las LIneas Melamina.
UT s 1IEII;1 I]1 • Ii ii
- 0 T Ca on -k -'
- ,-- - Kg fl.. fl.n S.0
U,
I I ri I A I I I a I I r c NAC Ic) N
25
No

Linea Melamina:
En Masisa existen dos lineas de melamina, Esta Imnea produce tableros
melamInicos de distintas dimensiones, espesores, colores y texturas. Las
materias primas corresponden a tableros de madera (de partIcula o de MDF)
y láminas de papel impregnadas.
Los productos se obtienen prensando directamente sobre el tablero de
partIculas o MDF el papel decorativo impregnado en resinas ureicas y
melammnicas. Tales resinas polimerizan por efecto de la temperatura y
presiôn aplicada. La misma resina sirve de adhesivo por el lado de contacto
con el tablero y le confiere las propiedades de resistencia a ambas caras
decorativas. El acabado de las superficies, denominadas texturas (mate,
poro, poro brillo, soft, entre otras) dependen de las bandejas metálicas a
utilizar en el prensado, obteniendo productos visualmente diversos.
'— 'es..
-26 —

1.1.7. Principales productos
Tableros MDF (Tableros de Fibra de densidad media)
Se fabrican con fibra de madera, que Juego se mezcla con adhesivos y
posteriormente se prensan en grandes placas planas de distintos formatos y
espesores. Su usa masivo es en mueblerIa y arquitectura.
Tableros Aglomerados (Tableros de PartIcula)
Fabricados con partIculas de madera, que se mezclan con adhesivos, para
luego ser prensados en grandes placas planas de diversos tamaños y
espesores. Se utilizan en la construcción y mueblerla.
-27 -

. Productos de Valor Agregado
Tableros Recubiertos: Los tableros MDF y de partIcula son recubiertos por
papel impregnado (melamina).
• Papel Impregnado: La impregnación es Ilevada a cabo con resina Urea -
FormaldehIdo (UF) y Melamina - FormaldehIdo (ME). Se impregna papel de
diferentes diseños y colores. Existen sOlo dos Ilneas de impregnación,
ubicadas en Planta Mapal, y es la que abastece de papel impregnado a las 3
lineas de melamina de Masisa Chile (ConcepciOn).
- -.---
" 28

• Tableros ranurados: los tableros de MDF melamizados son
ranurados por una de sus caras segün requerimiento de los clientes.
_
fA FEe
vI UJI
BIB* LIOTc
EPCIO \\ 0
1.1.8. Pnncipales clientes
Cencosud S.A.
is Sociedad
Argentina MASISA Argentina S.A.
Georgia Pacific Resina Ltda. Chile MASISA S.A.
Madergold S.A. Argentina MASISA Argentina S.A.
Closetmaid Corporation Mexico MASISA Mexico
Sodimac S.A. Chile MASISA S.A.
Moulure Alexandria Moulding Argentina MASISA Argentina S.A.
Macleras y Puertas Gavilan S.A. Mexico MASISA Mexico S.A. de C.V.
Materiales y Soluciones S.A. Chile MASISA S.A.
East Coast Millwork Dist Chile MASISA S.A.
Mafor S.A. Chile MASISA S.A.
Happy Furniture Company Limited
Aglolam S.A.
Chile
Argentina
MASISA S.A.
MASISA Argentina S.A.
Alexandria Moulding INC.
Forros y Tacones Ramirez
Chile
Mexico
MASISA S.A.
MASISA Mexico S.A. de C.V.
Distribuidora de Tableros Aragon Mexico MASISA Mexico S.A. de C.V.
Forestal Lagunera S.A. de C.V. Mexico MASISA Mexico S.A. de C.V.
The Empire Company Inc. Chile MASISA S.A.
Imperial S.A.
Forestal Arauco S.A.
Chile
Chile
MASISA S.A.
MASISA S.A.
Moulure Alexandra Moulding Chile MASISA S.A.
29

1.1.9. Pnncipales proveedores
Ifl del I7!' Sociedad
Momentwe Quimica do Brasil Ltda. Brasil
1
MASISA do Brasil Ltda.
Georgia Pacific Reslnas Ltda. Chile MASISA S.A.
inserco Gmbh Venezuela Fibranova C.A.
Servicio y Mantenimiento Macapaima Venezuela Fibranova C.A.
Gpc Quimica s.a. Brasil MASISA do Brasil Ltda.
Methanex Chile S.A. Chile MASISA S.A.
Impress Decor Brasil Pap Decor Ltda. Brasil MASISA do Brasil Ltda.
Schattdecor do Brasil Inde corn Ltda. Brasil MASISA do Brasil Ltda.
Helm do Mexico S.A. Mexico Masnova Quimica S.A. do C.V.
Naproquisa Prod. Qulmlcos S.A. DE C.V. Mexico Masnova Oulmica S.A. deC.V.
Tasa Logistica S. A. Argentina MASISA Argentina S.A.
Resinas Concordia S.R.L. Argentina MASISA Argentina S.A.
Outsourcing PerU S.A.C. Peru Maderas y SintOticos del PerU SAC.
Cmpc Maderas S.A. Colombia MASISA Colombia S.A.
Xlog Transportes S.A.C. Peru Maderas y Sintëticos del PerU SAC.
Generadora Petrocei S.A. de C.V. Mexico Masnova Quimica S.A. de C.V.
Brasceras s/s Produtos Qulmicos Brasil MASISA do Brasil Ltda.
Autornotriz Autosur Ltda. Chile MASISA S.A. Robert Bürkle GMBH Chile MASISA S.A.
Finamens Servicios Financieros S.A. Chile MASISA S.A.
1.1.10. Principales proveedores de astillas
PRVEEDORES
FRCTION CHILI SA
FORESTAL SELEN LTA. FORESTAL CC'LLIUR LTA. FORESTAL DEL SUR S A FORESTAL LEON LT FORESTAL LOS AflES S.A. FORESTAL Y ASERRERO LEOITEP,A LILA. MSISA S.A.
-30-

1.1.11. Principales competidores
El mercado internacional de tableros MDF y tableros AGLOMERADOS y
otros productos de madera es altamente competitivo en términos de precio y
calidad. Compite con productores de Chile, Argentina, Brasil, Colombia,
Ecuador, PerU, Estados Unidos, Canada, Austria, Nueva Zelandia y China.
Los factores competitivos son el precio, la especie y el grado de calidad de
los troncos utilizados en la producciOn del producto final, la proximidad a los
centros consumidores de madera y la capacidad para satisfacer las
necesidades de los clientes.
La certificaciôn ambiental se ha convertido en un punto de
diferenciaciôn. En numerosos mercados de tableros de fibra de madera y
otros productos de madera, los fabricantes son aconsejados u obligados a
suministrar un producto terminado con certificado medioambiental.
Masisa fabrica tableros de madera y otros productos madereros en
Chile, Brasil, Venezuela, Argentina y Mexico. Vende sus productos en los
mercados en los que se producen, asi como también en mercados como
PerU, Ecuador y Colombia en America Latina; en Estados Unidos y Canada
en Norte America; y, en menor grado, en otros palses dentro de Europa y
Asia.
-31 '

1.1.12. Análisis de la Situación actual de la empresa
Hace ya 15 años atrás en la planta se instalô una sierra escuadradora
con el fin de agilizar el reformateo (sin tomar en cuenta las terminaciones de
los cortes), del material de embalaje con elfin de no retrasar las entregas por
falta de embalaje.
Hoy en dIa además de ser utilizada para cortar material para embalaje,
se utiliza para reformatear tableros de primera calidad. Los tableros que son
reformateados son aquellos que presentan despuntes, problema en sus
cantos ocasionados en el proceso de fabricaciôn o reducción de algün
formato mayor por algUn pedido especial, estos tableros una vez procesados
son utilizados solo para yenta nacional ya que el corte que realiza esta
máquina no tiene muy buenas terminaciones.
La máquina al ser muy antigua presenta varios problemas por Ic cual
hay que invertir demasiado dinero y tiempo en reparaciones, se pierde
material al momento de fallar cuando este se está procesando.
Ademãs es insegura ya que se puede accidentar un trabajador al
momento de ocurrir alguna falla ya que tiene muchas reparaciones
artesanales.
32

•
.. .t -
-
I1 I• 'U1- - - _Avg
_
I ---- - --
. !-.71
1.1.13. Análisis de situaciOn deseada
Ya que la máquina que existe hoy en dIa en la empresa presenta una
gran cantidad de fallas y estas son reparadas artesanalmente.
Para mejorar la calidad de los productos, y que los tableros
reformateados no sean solo para yenta nacional, se requiere cambiar la
maquina par una más moderna, asI de esta manera lograr reducir los castos
par mantención y perdida de material, a la vez y sin dejar de lado formar un
area de trabajo mas segura para el personal.
-33 -

11.14. Análisis de Pareto
No existen datos sobre las falla que tiene la máquina y los problemas
que ocasionan estas, se realizó un análisis del tiempo perdido por cada una
de estas, se determinô que el personal del area recolectara datos en 4
turnos, de 8 his, durante 4 dIas.
r Tempo de % Frecuencia
Causa detenciOn 80-20 acumulado acumulada
(minutos)
Camblo de sierra 120 36% 120 80%
Atasco de sierra 60 55% 180 80%
ReparaciOn de la estructura
del cairo 45 68% 225 80%
Cambio de formato 45 82% 270 80%
Atasco del cairo 25 89% 295 80%
otros _T 35 1 100% 330 80%
-34 -

Tempoce
detencion
60% (minutos)
40 -•-'% acurnulado
20%
0% "- '80-20 I
otros
Diagrama de pareto
140 120 1(0
80 60 40 20 0 till.
(ambio de Atasco de Reparacion Carnbio de Atasco del
erra §erra de la (orrnato Cairo
estructura
del cairo
lnterpretaciôn gráfica: los resultados de la grafica muestran que se
deben priorizar la soluciOn de 3 causas de problemas, cambio de sierra,
atasco de sierra y reparaciOn de la estructura del carro. Que ocasionan el
80% de los problemas.
ftA
BIBLIOTECA ')
— 35—

1.1.15. Análisis FODA
Fortalezas:
- Calidad del producto
- Mejor serviclo
- Aumento de la producciOn
• Oportunidades:
- Se captaran más clientes
- Satisfacer los requerimientos de los clientes
Debilidades:
- Costos de la mejora
- Personal técnico o capacitado
Amenazas:
COP 1y Jfl.LLi (. W4
BIB LIOTE CA
On C E P C
- Aumento de la Competencia
- Rechazo al cambio

1.1.16. Matriz FODA respecto all proyecto
Estrategia DA (Debi lidades-Amenazas)
- Asumir los costos de la mejora para producir un mejor producto que la
competencia.
- Al momento de capacitar personal, tomar en cuenta sus inquietudes para
evitar el rechazo a I cambio.
Estrategia DO (Debi lidades-Oportunidad)
- Al asumir los costos del cambio se lograra captar nuevos clientes (
nacional e internacional)
- Al capacitar al personal, trabajaran con eficacia, y obtendremos un
producto de calidad, con los cuales lograremos satisfacer los
requerimientos de los clientes
37

1.1.17. Cadena de valor.
Calidad
La empresa costa con estándares de calidad internacionales, par lo cual
todos sus productos son fabricados con materia prima seccionada para
fabricar un producto de calidad.
Confianza
Al ser una empresa que trabaja con normas internacionales brinda
confianza al cliente al saber que los productos que fabrica son de calidad
• Cumplimiento
La empresa trabaja con gran eficacia para cumplir con los estándares
de calidad y con las fechas de entrega de los productos hacia los clientes.
— 38 -

• Seguridad
La empresa trabaja diariamente reforzando y capacitado al personal en
temas de seguridad laboral, promoviendo el auto cuidado en las distintas
labores que realizan los colaboradores de la empresa.
1.1.18. Fuerzas de Porter
Rivalidad entre competidores:
- Aumentar la catidad de los productos
- Brindar nuevos servicios
- Dotar de nuevas caracterIsticas a los productos
Amenaza de entrada de nuevos competidores:
- Aumentar la calidad de los productos
- Aumentar la publicidad
• Amenaza de ingreso de productos sustitutos:
- Aumentar la calidad de los productos.
- Reducir los precios.
- Aumentar la publicidad.
39

Poder de negociaciOn de los proveedores:
- Adquirir a los proveedores.
- Realizar alianzas estratégicas con los proveedores.
Poder de negociacion de los consumidores:
- Buscar una diferenciaciOn en los productos.
- Ofrecer mayores y mejores garantlas
- Aumentar la comunicación con el cliente.
40

CONCLUSION ESTUDIO DE MERCADO
Para concluir en el tema de la fabricaciãn de tableros. Se debe ser una
empresa que trabaje con tecnologIa de punta para lograr las metas que se
proponen, además de ser una empresa de confianza para los clientes debe
tener respeto por el medo ambiente. A través del análisis de estudlo de
mercado se logra ver que la normativa vigente obliga a concentrar los
esfuerzos para mantener una mejora continua en el proceso productivo para
lograr mantener en el mercado y asI poder competir con las demás empresas
del rubro. El análisis de Pareto identifica la causa la causa de las fallas a
problemas para poder eliminarlos raIz, es ahI, donde se debe concentrar
todos los esfuerzo para solucionar las fallas, ya que estas impactan en forma
considerable en la fabricaciôn de los productos, los cuales traerán problemas
con los clientes ya que ellos siempre esperan un producto de primera calidad
en óptimas condiciones. Es importante mantener las instalaciones en
condiciones adecuadas técnicamente para evitar las interrupciones. La
autoridad estarã siempre alerta verificando y calificando si la empresa cumple
con la normas de fabricaciOn y de calidad de tableros, esto hace que la
empresa deba gestionar para mejora la situación.
La matriz FODA permitiO ver las acciones necesarias que deben tenerse
presente par el bien del negocio y importantes mejorando Ia que
se tiene sin perder las ventajas obtenidas.
-41-
-

2. CAPITULO II: ESTUDIO TECNICO
2.1. Tamaño del proyecto
Para la determinaciôn del tamaño del proyecto, está considerado el
costo de perdida que se está generando en el area de re-formateo al no
realizar la implementaciOn del proyecto, en donde intervienen una gran
cantidad de variables tanto intemas como externas como la; demanda,
disponibilidad de materias prima, personal capacitado, desarrollo de planes
estratégicos de yenta, tecnologIa, nuevos productos, entre otros.
El tamaño mantiene una estrecha vinculaciôn con la cuantificaciôn de
las inversiones, costos de operaciôn, costos de producción y los niveles de
ventas que tenga la organizaciOn en el tiempo. Por ende el tamaño es
asociado con los efectos de la economla de escata, en donde se busca
producir más y disminuir los costos medios de producción para generar una
mayor utilidad, el cual es uno de los grandes objetivos que buscan las
industrias para sostenerse en el tiempo.
/ .\CAFEL.
BIBLIOTEC/\
42

2.1 .1. Localización del proyecto
El proyecto se implementara para mejorar un area productiva dentro
de la empresa MASISA, en un area ya construida, para dicha
implementaciOn se requiere instalar una nueva sierra escuadradora que sea
capaz de aumentar la producciOn y mejorar la calidad del carte en los
tableros que hoy en dIa se recuperan en el proceso de re-formateo.
PLANTA MAPAL: Camino a Coronel Km. 10 San Pedro de la
Paz, Concepciôn.
Ito
4
—'43.--

UbicaciOn de la maquina al interior de la planta
I
-
I •-- i (-s- 6)
T
A
C3 C3
--------------
NNL 0 0
NN -
___ sierra escua iradur
C
i AREAOELAPLAP4TA
A Galpon 00 ..aewta V .?serrIt
I B : Canchae 00 Acoplo Aetlias.
C Galpon do ConbutII.s.
D B004ga do ProjccI0n
i E : Bodega Ge TraepGeo LOgIaIca.
F Anden de C2192 lade Cerro OPT.
I G Anden as Carga lade Norte BPT.
H ..nden do Carga lade Mar BPT
IL_________________
L--F'
H F
G

2.2. INGENIERIA DEL PROYECTO
2.2.1. DescripciOn del proceso
Para la descripciôn del proceso, es necesario dejar en claro que se
busca renovar la máquina, par una nueva máquina con más tecnologIa la
cual pueda reemplazar las que se está operando hay en dia.
Para ejecutar el proceso re-formateo. Una de las ültimas etapas del
proceso que es el recorte de rebordes y consiste en eliminar los bordes
dañados de los tableros cuyas particulas no se encuentran cohesionadas
correctamente, a diferencia de las zonas más centrales. Lo cual está
determinado por los estándares de calidad de la empresa.
Hoy en dia tenemos dos tipos de máquinas para realizar esta labor:
Con una máquina que se trabaja manua(mente que es con la que se
trabaja hay en dia.
Con una maquina nueva que optimizan los procesos, las cuales son
equipos con un alto nivel de tecnologIa, computadores que administran la
información e instruyen los movimientos de la sierra.
—45—

22.2. Diagrama de proceso
inspecdôn
SI
MFIN

2.2.3. Ventajas y desventajas de la maquina actual
• Ventajas:
- Implica una baja inversion.
- El impacto de una detenciOn de Ia máquina no es tan relevante, ya que la
producciOn no es muy alta
- El costo de mantenciôn es bajo.
- Muchas más personas están aptas para trabajar en la misma actividad
Desventajas:
- Las personas se fatigan, se accidentan, se enferman.
- Las personas no son capacitadas.
- El ritmo de producción está influido por las personas por lo tanto el
rendimiento es menor y no permite predicciones de gran exactitud para
efectos de planificaciOn.
- Las personas no pueden interpretar o tomar las mejores decisiones para
un code en particular.
- El costo de operaciOn es mayor.
-'47-..

2.3. Análisis de los equipos
Para la elecciôn de la maquinaria se analizara 2 empresas distribuidoras
de máquinas industriales del rubro forestal maderero.
- Maquina I
MINIMAX S400 ELITE S
- Maquina 2
KAPPA 400 X-MOTION
FORIW4T

2.3. 1. CaracterIsticas de los equipos
- MINIMAX S400 ELITE S
a - -.
k
Resultado, corte perfecto está garantizado por la unidad de sierra
constituida por una estructura de hierro poderoso, fundido. Gran estabilidad
de la pieza durante el mecanizado con el bastidor de elevaciôn al cuadrado
grande, dimensiones 1100 x 650 mm. PersonalizaciOn para cada demanda
de uso, con mesas al-aluminio anodizado correderas con 1.660, 2.310,
2.660, 3.260 mm golpes.
Grupo de sierra en fundiciOn con disco principal de 400 mm e incisor
con motor independiente. Mejor soporte en todos los trabajos, gracias al
carro deslizable de 330 mm. Maxima precision y estabilidad con la
subida/bajada de los discos mediante gulas a cola de milan e inclinación del
grupo sierra trámite medialunas iaterales.

FICHA TECNICA
Potencia motor Motor power Puissance moteur
0 Disco I eje 0 Blade I spindle 0 9ue
R.P.M. R.p.m I1! mm
Potencia motor Motor power Puissance motelir
0 Disco incisor I ele 0 Scoring I spindle ØDisue inciseur I alêsat
R.p,m.R,pjn Ti/mm
Capacidad carte 901 Max. Cut at 90°Capacité coupe a SD
Capacidad carte 45 Max. Cut at 45' Caacité coupe à45
Medidas mesa carro Sbding table Dimensions Dimensions table chariot -
Medidas mesa tundiciôn Cast iron table dimension Dimension table en foote
Extension mesa Extension table Table suplémentaire
ExtensiOn mesa paralela Rear extension table Tae extensible para&le
Medida carro aluminia Sliding table lenght Dimensions chariot aluminium
Recorrido carro deizante Sliding table tilavel Displacement charnat coiissante
lnchnaciOn rift lnclinai5on
Capacidad carte paralelo Cuffing with Capacité coupe on paralliie
Capacidad de carte escuadra Cross cut Capacite de coupe on equêrre
0 Tome de aspiraciOn Dust coNetor 0 0 Buses f aspiratio
UV)
4.000
1 ]3)
120/20 nun,
8.000
100 11.
10
1,085x 635
800 x 530
440x 530
800 x 820 ii
3,200 x 360 fli
3.200
0/45°
1.250
2.000 I 3.200
lxl00/1x40
13.400 x 3.200 X 1,200 n. 650

1T w
KAPPA 400 X-MOTION
De gran dimension y concebido para un empleo intensivo Use desliza
flotando" el carro deslizante sobre el sistema "X-Roll" una de las tecnologIas
en rieles más modernas y altamente desarrolladas para el carro deslizante
Format-4. Gracias al posicionamiento de los rodamientos cilindricos en forma
de "X" ("X-Roll") se distribuye la carga Optimamente hacia todas las
direcciones.
El apoyo lineal de los rodamientos de acero sobre las superficies de las
gulas endurecidas y rectificadas le garantiza una precisiOn y estabilidad
inalcanzable. "X-Roll" le asegura la calidad y precisiOn que usted espera de
su nueva escuadradora. Y aün un motivo más para decidirse por Format-4:
10 años de garantia laboral realzan la fiabilidad de "X-Roll".

FICHA TECNICA
Potencia motor
Disco
Capacidad corte 90'
Capacidad corte 45'
Disco inclinable
R,p.m.
Mesa deslizante
Medidas mesa
Recorrido carro
Corte paralelo
0 Toma do aspiraciOn
INCISOR
Potencia motor
øflisco/Eje
R.p.m.
ILIPI
Potencia motor
ØEje
Aftura Eje
Recorrido vertical
Max. Her ramientas
R.p.m.
Medidas mesa
$ Toma aspiración
3
250/30 HI,
80
60 H
IiflA -'. a
4.750
430 x 345
980 x 412
1.300 HL1.
500
100 Th1L
-
2 iijMono.220V)
30 fl•
90 n.
85
130 .
4.000-6.000-8.000 980 x 412 100
As 1300x1.350x1.100
£ 152 .

2.3.2. Selecciôn de equipo
Para la selecciôn de la maquinaria se pondera con una nota de 1 a 7,
identificando las variables más relevantes al momento de adquirir una
máquina.
VARIABLES
EQUIPO I (MINIMAX S400 ELITE S)
EQUIPO 2 (KAPPA 400 X- MOTION)
Puntos % N
PON Puntos % N PON PRECIO 6 85,7 15,0 5 71,4 11,6 GARANTIA 5 71,4 12,5 6 85,7 14,0 SERVICIOTECNICO 4 57,1 10,0 5 71,4 11,6 CARACTERISTICA TEC 6 85,7 15,0 5 71,4 11,6 REPUESTOS 5 71,4 12,5 6 85,7 14,0 MANTENIMIENTOS 5 71,4 12,5 4 57,1 9,3 CAPACITACIONES 4 57,1 10,0 6 85,7 14,0 MARCA 5 71,4 12,5 6 85,7 14,0
TOTALES 40 100,0 43 100,0
De acuerdo a los anãlisis realizados la mejor opciOn serla adquirir la máquina
que ofrece la empresa FORMAT 4 una sierra escuadradora modelo KAPPA
400 X-MOTION
-53-

2.4. ORGANIGRAMA
- I -
Cd L. S&SO:
Pnonie top
Je frMa Ale P8v MOFYVAG
pffm - -
-- --------- ---------__________
JON Jele J& we Ec(nc mzduol
Pr I
H L
—54--.

2.4. 1. Descripciôn de los cargos
GERENTE OPERACIONES:
Es la persona encarga de administrar y cuidar los recursos de la
empresa, su responsabilidad es dirigir y crear estrategias y metas, ya sea en
corto o largo plazo.
SUPER VISORES:
Es la persona encargada y responsable de la planificación, dirección y
control de la ejecuciOn de un trabajo en condiciones seguras para las
personas, los equipos, preocuparse que los flujos avancen en forma
continua, por lo que su funciOn es de supervisiOn y vigilancia.
OPERADORES:
Ellos están encargados de intervenir en las máquinas, realizar cambios
de productos, velar por la calidad del proceso y por la seguridad de él y su
ayudante, son netamente responsables de la máquina y reciben Ordenes
solamente de parte de la supervisiOn de la organización.

2.4.2. PolIticas de remuneraciones e incentivos
El objetivo de las politicas es que las remuneraciones constituyan un
real reconocimiento a las competencias y al desempeño del personal de
colaboradôn, estableciendo remuneraciones con criterios objetivos, claros y
concisos para su asignaciôn.
El personal de la Planta está conformado aproximadamente por 250
personas los cuales pertenece at sindicato en donde firmaron un convenio
renovable cada 4 años donde considera un sueldo base designado por la
planta segün cargo y labor que desempeña, el cual está compuesto por,
sueldo base asociado al cargo, Asignaciones legates ( movilizaciôn, colaciôn
y asignación familiar). Además una serie de beneficios en los cuales se
considera un bono variable dependiendo de las producciones y la calidad de
los tableros que se generen mensualmente.
-.

2.5. Estimaciôn y anãlisis de los costos
El anãlisis económico de las inversiones incluye la adquisiciOn y
montaje de los equipos necesarios para el correcto desarrollo de la
producciOn, ademãs de gastos relacionados con la puesta en marcha.
2.5.1. Costos de inversion
Cotización maquinaria Valor US Valor $
Sierra escuadradora 28.000 19.404.000
Montaje e instalación/ puesta
marcha 7.257 5.029.101
Total 35.257 24.433.101
En el hem montaje e instalaciOn se contempla además del montaje to
siguiente
- Puesta en marcha proceso productivo.
- CapacitaciOn adicional personal de operaciones
—'57-'-

2.5.2. Costos operacionales
Los costos operacionales corresponden a todos aquellos gastos en los
que se debe incurrir con elfin de mantener activo el proceso productivo. Los
costos operacionales pueden ser de tipo directo o indirecto, formando con la
suma de estos el Item denominado costo total.
Costos directos
Se entiende por costo directo a todos aquellos costos que tienen una
directa ParticipaciOn en el desarrollo de la producción. Dentro del item costos
directos se incluyen los siguientes aspectos:
- Materia prima
- Mano de obra directa
- Energia eléctrica
- Materiales
- Mantenimiento
-

Costos mano de obra directa mensual (equipo utilizado)
sueldo Imposiciones sueldo 'tern (mes) (20%) mes Sueldo año
Operador (I) $ 350.000 $ 70.000 $420.000 $ 5.040.000
Ayudante (3) $ 270.000 $ 54.000 $972000 $ 11.664.000
Total $ 620.000 $ 124.000 $1.392.000 $ 16.704.000
Costos mano de obra directa mensual (nuevo equipo)
sueldo lrnposiciones sueldo Item (mes) (20%) mes Sueldo año
Operador $ (1) $ 350.000 $ 70.000 420.000 $ 5.040.000
Ayudante $ (1) $ 270.000 $ 54.000 324.000 $ 3.888.000
$ Total $ 620.000 $ 124.000 744.000 $ 8.928.000
Costos materiales, energia eléctrica y mantenimiento año
item Costo mes Costo año
Mantenimiento $ 100.000 $ 1.200.000
Electricidad ($100 kwh) $ 415.800 kwh $ 4.989.600

Resumen de costos directos al año
Costos directos
Item US$/año Valor mes Valor año
Operador (1 op.) $ 420.000 $ 5.040.000
Ayudante (1 ayud) $ 324.000 $ 3.888.000
EnergIa eléctrica $ 415.800 $ 4.989.600
Mantenimiento $ 100.000 $ 1.200.000
Total $ 1.259.800 $ 15.117.600
- \CP FEL
LU
131BLIOTECA

CONCLUSION ESTUDIO TECNICO
Para concluir el estudio técnico se puede decir que es un proyecto fiable
ya que hoy en dia en el tema de la fabricaciôn de tableros se debe ser una
empresa que trabaje con tecnologIa de punta para lograr las metas que se
proponen. Por ende obliga a concentrar los esfuerzos para mantener una
mejora continua en el proceso productivo para lograr mantenerse en el
mercado y asi poder competir con las demás empresas del rubro. Es
importante mantener las instalaciones en condiciones adecuadas
técnicamente para evitar las interrupciones.

3. CAPITULO 3: ESTUDIO ECONOMICO
3.1. Objetivos del proyecto
A través de este estudio econOmico financiero del reemplazo de una
sierra escuadradora, se determinará cuáles son los aspectos a considerar y
representarlos para la toma de decision más correcta de inversiOn. Se
presentarán los costos y se evaluará su proyecciOn en el perlodo de 5 años.
3.2. Antecedentes en la evaluaciôn del proyecto
La evaluaciôn del proyecto se plantea con un periodo de 5 años.
. Se evaluô con valor del dólar de US 693 del 6 de nov del 2015.
La evaluaciOn es de reemplazo, por 10 cual no es necesario determinar el
capital de trabajo.
• El trabajo de reemplazo se realizará con contratistas que tienen contratos
con la empresa. v\CAFEL.
• La inversiOn se realizará con capital propio.
\\ BlBLlQTEC
-62 —

3.3. Determinaciôn de los costos de la inversion
La inversiOn está considerada con el aporte de capital proplo de la Empresa
MASISA.
Cotización maquinaria Valor US Valor $
Sierra escuadradora 28.000 19.404.000
Montaje e instalación/ puesta
marcha 7.257 5.029.101
Total 35.257 24.433.101
Costos mano de obra directa mensual (actual)
sueldo Imposiciones sueldo Item (mes) (20%) mensual Sueldo anual
Operador (1) $ 350.000 $ 70.000 $420.000 $ 5.040.000
Ayudante (3) $270.000 $54.000 $972.000 $ 11.664.000
Total $ 620.000 $ 124.000 $1.392.000 $ 16.704.000

Costos mano de obra directa mensual (proyectado)
sueldo Imposiciones sueldo
item (mes) (20%) mensual Sueldo anual
Operador
(1) $ 350.000 $ 70.000 $420.000 $ 5.040.000
Ayudante
(I) $ 270.000 $ 54.000 $324.000 $ 3.888.000
Total $ 620.000 $ 124.000 $744.000 $ 8.928.000
Al comparar valores se aprecia un ahorro ANUAL de:
Actual $ Proyectado $ AHORRO
$ 16.704.000 $ 8.928.000 $ 7.776.000
Actual US Proyectado US AHORRO
24.086,89 12883,11 11.220,77

Determinación de los costos operacionales actual
Costos directos
Item Valor mensual Valor anual
Operador (1 op.) $ 420.000 $ 5.040.000
Ayudante ( 3 ayud) $972.000 $ 11.664.000
EnergIa eléctrica $ 495.965 $ 5.951.580
Mantenimiento $ 145.000 $ 1.740.000
Total $ $ 2.032.965 $ 24.395.580
Total US US 2.933,57 US 35.202,85
Determinación de los costos operacionales Proyectados
Costos directos
Item US$/ano Valor mensual Valor anual
Operador (1 op.) $ 420.000 $ 5.040.000
Ayudante (1 ayud) $ 324.000 $ 3.888.000
EnergIa eléctrica $ 415.800 $ 4.989.600
Mantenimiento $ 100.000 $ 1.200.000
Total $ $ 1.259.800 $ 15.117.600
Total US Us 1.817,89 US 21 .814,71

Al comparar valores se aprecia un ahorro ANUAL de:
Actual $ Proyectado $ AHORRO
$ 24.395.580 $ 15.117.600 $ 9.277.980
Actual US Proyectado US AHORRO
US 35.202,85 US 21 .814,71 US 13.388,13
3.4. Determinaciôn del can
El CAN demuestra el costo anual neto. Con los valores obtenidos se
comparan los antecedentes, esto permite demostrar econOmicamente los
valores asociados a la renovación de la sierra escuadradora, se considera la
proyeccián del incremento de los costos asociados a la continuidad del
mismo versus el nuevo.
—66—

Además se determina el CAE, que demuestra el costo anual equivalente
también del actual y del nuevo equipo.
Si el costa de seguir operando con el equipo viejo es superior al nuevo,
convendrá realizar el reemplazo, en cambio si esto fuese al revés, hay que
seguir operando con las antiguas instalaciones hasta que la situación se
revierta.
El criterio de decision al utilizar el CAN y CAE es el siguiente: la
alternativa de solución evaluada que presente el menor valor actual de
costos, es la más conveniente desde el punto de vista técnico econOmico.
Cãlculo de CAN actual
Inversion inicial $ $21.292.273
Costa actual operacional $ $ 24.395.580
Valor residual $ 1.629200
CAN = Inv - VR I 1.12An + cost * 1.12"n-1
1.12%n*O.12

CAN = $ 67.572.785,02
CAE = can * 1.12"n *0.12
12An_1
CAE = $ 18.745.348,18
Cálculo de CAN provectado
Costo operacional proyectado $ 15.117.600
Valor residual $ 1.629.200
Can proyectado = $ 34.127.743,53
CAE proyectado = $ 9.467368,186
-68-

Comparación
CAN actual $ 67.572.785,02 CAN proyectado $ 34.127.743,53
CAE $18.745.348,18 CAE $ 9.467368,186
Esta tabla permite indicar la disminuciôn de los costos por concepto de
mantenimiento en el tiempo, justificando por medio del ahorro y la eficiencia
el reemplazo del equipo. Recordar que este proyecto lo avala
econOmicamente el ahorro generado por el uso de un nuevo activo sin
desmerecer el proceso en que está instalado.
3.5. DepreciaciOn lineal
Este valor se determina considerando los 5 años del proyecto, se usa la
vida ütil del material a utilizar. La depreciaciôn lineal hasta el año 5
corresponde a $ 814.600, el equipo tiene vida ütil a 20 años. Utilizando la
formula descrita, se calcula de la siguiente forma.
B: Valor inicial
N: Periodo años
D: Depreciaciôn
—69—

=$$16.292.00Oi20AOS = $ 814.600
Al término de los 5 años del proyecto el equipo tendrá una depreciaciOn
debido al uso. Considerando la yenta de este equipo al término de su vida Ltil
se estima un valor residual del 10% del valor inicial que corresponde a $
1.629.200
3.6. Evaluaciôn financiera
Determinación tasa de descuento
Para realizar el cáicuio se utilizará el Modelo CAPM (Capital Asset
Pricing Model) que determina la rentabilidad esperada por Pa empresa a
través del Modelo de Valorizaciôn de los Activos de Capital (CAPM), que
indica que la Tasa exigida de rentabilidad es igual a la Tasa Libre de Riesgo
más una prima por Riesgo.

A continuaciôn se indica formula para determinar tasa de mercado o
tasa de rentabilidad de la empresa.
E(Ri)= Rf+ Bx(E(Rm)- Rf)
Dônde:
E (RI) = Rentabilidad esperada de la empresa
Rf = Tasa libre de riesgo 3,9 % (informaciOn Banco Central de Chile)
E (Rem) = Tasa de Retorno esperada por el Mercado 8.2%
B = Factor de riesgo sistemático, (0,84, Beta sector forestal,
http:IIpages. stern. nyu.edu/-adamodar/New_Home_Page/dataflle/Betas. html)
Reemplazando segün datos quedarla como sigue:
E (Ri) = 0.039 + 0.84 x (0.082 - 0.039)
E (Ri) = 7,512%
-71-

Análisis financiero
Los ingresos actuates de la companIa MASISA en area de reformateo de
escuadradora.
Item Canti. Unid. Valor MENSUAL ANUAL
unitari o
Ingresos por 355 UN 11.150 $ 3.958.250 $47.499.000
ventas $
Ingresos P01 355 UN 16,08 US 5.711,76 US 68.541,12
ventas US
Los costos actuales con el equipo antiguo
Item MENSUAL ANUAL
Costos $ $ 2.032.965 $ 24.395.580
Costos us us 2.933,57 US 35.202,85
—72—

Los costos actuales proyectados
Item MENSUAL ANUAL
Costos$ $ 1.259.800 $ 15.117.600
Costos US US 1.817,89 US 2.814,71

CONCLUSIONES ESTUDIO EVALUACION ECONOMICA.
En este proyecto de reemplazo de una sierra escuadradora se analizô la
conveniencia del nuevo equipo, técnicamente están las condiciones propicias
par los antecedentes reunidos para que se ejecute, por otro lado, se
determinO que la rentabilidad se representa básicamente en la reducción de
los costos, ünica forma de determinar financieramente si conviene este
cambio. Con el análisis del CAN y CAE se confirman los menores costos
anuales al concretarse el proyecto. También se pudo apreciar en el VAN que
muestra valores sabre cero notando la fortaleza del negocio.
—74—