hauert-2000
DESCRIPTION
pysicsTRANSCRIPT

From Alloying toNanocompositesÐ ImprovedPerformance of Hard Coatings**By Roland Hauert* and Jörg Patscheider*
1. IntroductionAttempts to change the properties of materials by alloying
or structuring are as old as the earliest human activities inmetal working; since several thousand years this techniquehas been used to improve the performance of bulk materials.The ongoing development of materials has been the basis ofnew products and industries since ancient times. During theearly bronze-age copper was the main metal used. The alloy-ing of copper with tin lowered the melting point, makingcasting much easier, and conferred considerable strength onthe cast objects. During the iron age, iron and steel (carboncontaining iron) could be produced. However, for heavy dutyapplications like tools (hammers, chisel) and weapons, ironwas too soft and high carbon steel too brittle. Alloying of ironand steel did not result in improved properties, also the tem-peratures necessary for alloying could not be reached. Bywelding of iron and steel and subsequent repeated foldingand forging, a laminated material named Damascus steelcould be produced. The structure of Damascus steel consistedof iron and steel lamellas in the micrometer range, the materi-al showing high hardness as well as a high ductility and was
capable of producing superior tools and weapons.[1,2] It maybe regarded as the first multilayer material. From the MiddleAges to present, the increasing analytical possibilities allowedthe creation of several thousand different types of steel. Theydiffer by their alloying elements and their structure, each typeof steel being optimized for a class of specific applications.Steel technology also provides examples of how additionalphases can strengthen an material: PH-steels (precipitationhardening) shows high yield and tensile strength in combina-tion with a high fracture toughness due to the precipitationsformed by a suitable heat treatment. Nowadays, composite
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 247
±[*] Dr. R. Hauert, Dr. J. Patscheider
Swiss Federal Laboratories for Materials Testing and Research(EMPA)CH-8600 Dübendorf (Switzerland)
[**] Financial support by the presidents' funds of EMPA and EPFLand the Swiss Priority Program on Materials (PPM) is grate-fully acknowledged. The authors thank M. Diserens for theTEM micrograph.
REVIE
WS
Nowadays a variety of different hard coatings are commerciallyavailable, the most widely used ones are TiN, TiC, TiCN,TiAlN, CrN, Al2O3, and combinations thereof, as well as somecoatings with lubricating properties such as diamond-like car-bon (DLC), WC/C or MoS2. To fulfil the industrial demands forimproved coatings, a lower friction, a longer lifetime, a desired biological behavior or a better thermalstability in different environments, improved and application adapted coatings are developed. The dif-ferent properties of a coating can be tuned to a desired value by alloying with suitable elements. Com-posite materials such as multilayer coatings and isotropic nanocomposite coatings, having structuresin the nanometer range, can even show properties which can not be obtained by a single coating mate-rial alone. The authors review research and development work on the improvement of the overall coat-ing performance. It mainly addresses alloying, the development of multilayer systems and the recentlyemerged field of nanocomposite coatings.
1438-1656/00/00505-0247 $ 17.50+.50/0

Hauert, Patscheider/From Alloying to Nanocomposites
materials are developed to synergistically combine desiredmaterial properties for many different applications.
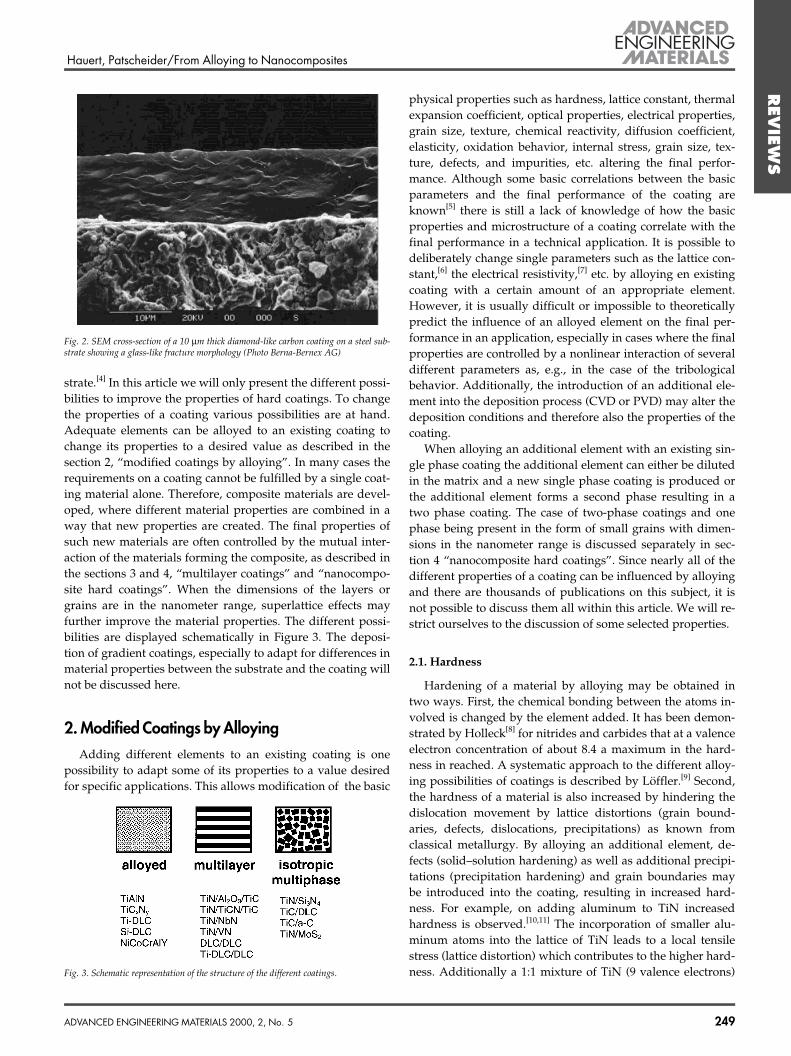
A large variety of functional properties (mechanical, wear,corrosion, fretting, weight, cost, bioreaction, etc.), can be opti-mized separately for the bulk material and the surface by ap-plying an appropriate coating. Therefore, coated parts usuallyshow a superior performance compared to uncoated work-pieces. In the second half of the 20th century, surface coatingshave emerged as an important industrial branch. In the be-ginning, coatings have been mainly deposited electrochemi-cally. However, coatings exceeding the hardness of hardchrome (HV about 1000) like transition metal nitrides andcarbides cannot be deposited from solution. In the late 1960s,TiC films deposited by CVD (chemical vapor deposition) onhard metal cutting tools have been introduced to the market.The beginning of the eighties saw the first PVD (physical va-por deposition) hard coatings appearing on the market, andallowed the coating of other materials than hard metals.Around 1980 TiN coatings deposited by CVD became com-mercially available (Figure 1). At the same time drills and cut-ting inserts with a TiN and TiC overlayer, coated by PVD (ionplating) were introduced. Around this time low friction coat-ings such as DLC (diamond-like carbon) deposited byPACVD (plasma activated chemical vapor deposition) andMoS2 deposited by PVD also became available (Figure 2). Anintroduction to the different deposition techniques can befound in the literature.[3] The ever-growing need for superiorcoatings to withstand severe operating conditions even at
high temperatures, to have low friction, to last longer or tocause a desired bioreaction is the driving force for further de-velopment of new hard coatings.
It should be highlighted, that it is crucial to regard thecombination coating/substrate as a system. Differences inmaterial properties (i.e., elastic modulus, thermal expansioncoefficient, fatigue behavior, chemical compatibility) play adecisive role in the final behavior of the workpiece. Addition-ally the chemical situation at the interface coating/substratewill influence coating adhesion, i.e., a single atomic layer candecide if a coating will delaminate or adhere to the sub-
248 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS
Roland Hauert studied Physics at the ETH in Zürich, Switzerland from 1979±1982. He worked as aPh.D. student at the University of Basel in the research group of Prof. P. Oelhafen where he completedhis thesis on ªelectron spectroscopy of chemisorbed carbon monoxide on different alloysº in 1986. Afterone year as a postdoctoral fellow at the IBM Almaden Research Center in San Jose, USA, he joined theSwiss Federal Laboratories for Materials Testing and Research (EMPA) in Switzerland. As head of theSurface Technology Laboratory, he is responsible for several research projects in bioreactions on modifieddiamond-like carbon coatings, nanostructured surfaces for tribological applications, nano-sender devel-opment, interface analysis, and adhesion studies. Additionally his surface analysis research group is aservice center for solving surface-related problems for customers from industry and universities. In 1993he worked during his sabbatical in the IBM Almaden Research Center in San Jose on diamond-like car-bon coatings.
Jörg Patscheider received his diploma in inorganic chemistry from the University of Zürich, Switzerlandfor his work on plasma restoration and conservation of historic iron objects. During his Ph.D. time atthe University of Zürich with Prof. S. VeprÏek he worked on PACVD of alumina and titanium nitridehard coatings. In 1990 he spent eight months as a postdoctoral fellow at Texas A&M University in Col-lege Station, TX on surface characterization of metal catalysts. In 1991 Patscheider joined the Swiss Fed-eral Institute for Materials Testing and Research (EMPA) to establish a thin film deposition technologylaboratory. He carried out application-oriented R+D work on deposition and adhesion of diamond-likecarbon films and nucleation of diamond films. At present he is concerned with the development of nano-composite coating systems. Besides this he is active in surface analysis as a service for external customersand quality assurance issues in surface analysis.
Fig. 1. TiN-cated cutting tools (Photo Berna-Bernex AG)
Hauert, Patscheider/From Alloying to Nanocomposites
strate.[4] In this article we will only present the different possi-bilities to improve the properties of hard coatings. To changethe properties of a coating various possibilities are at hand.Adequate elements can be alloyed to an existing coating tochange its properties to a desired value as described in thesection 2, ªmodified coatings by alloyingº. In many cases therequirements on a coating cannot be fulfilled by a single coat-ing material alone. Therefore, composite materials are devel-oped, where different material properties are combined in away that new properties are created. The final properties ofsuch new materials are often controlled by the mutual inter-action of the materials forming the composite, as described inthe sections 3 and 4, ªmultilayer coatingsº and ªnanocompo-site hard coatingsº. When the dimensions of the layers orgrains are in the nanometer range, superlattice effects mayfurther improve the material properties. The different possi-bilities are displayed schematically in Figure 3. The deposi-tion of gradient coatings, especially to adapt for differences inmaterial properties between the substrate and the coating willnot be discussed here.
2. Modified Coatings by AlloyingAdding different elements to an existing coating is one
possibility to adapt some of its properties to a value desiredfor specific applications. This allows modification of the basic
physical properties such as hardness, lattice constant, thermalexpansion coefficient, optical properties, electrical properties,grain size, texture, chemical reactivity, diffusion coefficient,elasticity, oxidation behavior, internal stress, grain size, tex-ture, defects, and impurities, etc. altering the final perfor-mance. Although some basic correlations between the basicparameters and the final performance of the coating areknown[5] there is still a lack of knowledge of how the basicproperties and microstructure of a coating correlate with thefinal performance in a technical application. It is possible todeliberately change single parameters such as the lattice con-stant,[6] the electrical resistivity,[7] etc. by alloying en existingcoating with a certain amount of an appropriate element.However, it is usually difficult or impossible to theoreticallypredict the influence of an alloyed element on the final per-formance in an application, especially in cases where the finalproperties are controlled by a nonlinear interaction of severaldifferent parameters as, e.g., in the case of the tribologicalbehavior. Additionally, the introduction of an additional ele-ment into the deposition process (CVD or PVD) may alter thedeposition conditions and therefore also the properties of thecoating.
When alloying an additional element with an existing sin-gle phase coating the additional element can either be dilutedin the matrix and a new single phase coating is produced orthe additional element forms a second phase resulting in atwo phase coating. The case of two-phase coatings and onephase being present in the form of small grains with dimen-sions in the nanometer range is discussed separately in sec-tion 4 ªnanocomposite hard coatingsº. Since nearly all of thedifferent properties of a coating can be influenced by alloyingand there are thousands of publications on this subject, it isnot possible to discuss them all within this article. We will re-strict ourselves to the discussion of some selected properties.
2.1. Hardness
Hardening of a material by alloying may be obtained intwo ways. First, the chemical bonding between the atoms in-volved is changed by the element added. It has been demon-strated by Holleck[8] for nitrides and carbides that at a valenceelectron concentration of about 8.4 a maximum in the hard-ness in reached. A systematic approach to the different alloy-ing possibilities of coatings is described by Löffler.[9] Second,the hardness of a material is also increased by hindering thedislocation movement by lattice distortions (grain bound-aries, defects, dislocations, precipitations) as known fromclassical metallurgy. By alloying an additional element, de-fects (solid±solution hardening) as well as additional precipi-tations (precipitation hardening) and grain boundaries maybe introduced into the coating, resulting in increased hard-ness. For example, on adding aluminum to TiN increasedhardness is observed.[10,11] The incorporation of smaller alu-minum atoms into the lattice of TiN leads to a local tensilestress (lattice distortion) which contributes to the higher hard-ness. Additionally a 1:1 mixture of TiN (9 valence electrons)
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 249
REVIE
WS
Fig. 3. Schematic representation of the structure of the different coatings.
Fig. 2. SEM cross-section of a 10 mm thick diamond-like carbon coating on a steel sub-strate showing a glass-like fracture morphology (Photo Berna-Bernex AG)

Hauert, Patscheider/From Alloying to Nanocomposites
and AlN (8 valence electrons) results in a valence electronconcentration of 8.5 which is close to the favorable value of8.4 described above. However, hard coatings can be pro-duced in a way that they have already a very good defect andgrain boundary density (usually a small grain size) as de-scribed for example in the reviews by Sundgren[5,12] and Hol-leck.[8] This is also the main reason why a deposited coatingusually exhibits a higher hardness than a single crystal madeof the same material, beside the internal stress in the films.Additionally, the internal stress in the films also contributesto the hardness of the film, but on the other hand large inter-nal stress cause or favor delamination of the film.
2.2. High Temperature Oxidation
Surface oxidation at high temperatures is an issue not onlyfor applications in hot environments, but also in cutting anddrilling operations, where locally elevated temperatures ofup to 800 �C can be reached at cutting edges, and even onplanes exposed to severe friction. Efforts have therefore beenundertaken to improve the high temperature oxidationbehavior of coatings. TiN, for example, has, despite its widerange of applicability, several major disadvantages. One isthat it starts to oxidize severely at temperatures above 500 �C.The concept of adding oxidation-resistant elements such asAl, Zr, and Cr during the deposition process of TiN led to thedevelopment of several new single-phased materials derivedfrom TiN such as TiAlN,[10,11] TiZrN,[11,13,14] and CrZrN.[13]
The phase diagrams and selected thermophysical propertiesof ternary transition metal nitride and carbide systems, whichare of potential interest as hard coatings, have been describedin extenso by Holleck.[15] In TiAlN, which is commerciallyavailable since the first half of the nineties, the introduction ofaluminum in TiN increased the oxidation resistance from ap-proximately 550 �C to 800 �C and additionally an increasedhardness is observed.[10,11] The enhanced oxidation resistanceis a consequence of the formation of an aluminum-rich pro-tective Al2O3 passive layer at the surface.[16±18]
2.3. Surface Chemistry, Bioreactions
The surface chemistry, which can be easily modified by in-troducing additional elements into a coating, plays an impor-tant role in bioreactions as well as tribology, surface energy,catalysis, etc. If a surface has to be created for a desired bior-eaction, a promising approach is to start from an existing bio-compatible coating (to prevent inflammatory reaction or re-jection) and to alloy it with suitable elements. Additionally, ithas to be considered that the bioreactions and the in-vivobehavior of an implant are influenced also by the surface tex-ture as described by Boyan.[19]
Amorphous DLC (a-C:H) is an excellent base coating to bealloyed with different elements. The amorphous nature of a-C:H opens the possibility to introduce certain amounts of ad-ditional elements such as Si, F, N, O, W, V, Co, Mo, Ti, (and
combinations thereof) into the film and still to maintain theamorphous phase of the coating. By this technique the differ-ent film properties such as thermal stability, hardness, inter-nal stress, tribological properties, electrical conductivity, sur-face energy, and biological reactions of cells in contact withthe surface (cell growth, cell differentiation) can be continu-ously adapted to a desired value. In the last two decades sev-eral hundred papers have been published on the changes ofdifferent properties of a-C:H when alloyed or doped with dif-ferent elements. For an introduction to a-C:H see the reviewarticles by Robertson.[20,21]
Due to its bio-homeocompatible nature,[22,23] there is grow-ing interest in the application of a-C:H on orthopedic andother implants.[24] Especially the manipulation of surface bior-eactions by adding adequate elements into the amorphous a-C:H matrix is expected to result in new fields of application(Figure 4). For example, Si±containing a-C:H coatings are un-der evaluation as a special coating for cardiovascular pros-theses. In the case of artificial heart valves the properties of a-C:H could be improved by the incorporation of Si. The Si inthe a-C:H matrix renders the surface antithrombogenic by in-hibiting the fibrinogen activation.
A desirable achievement is to obtain a bioreactive surfaceenhancing bone.[25] As an example, when Ti containing a-C:H(a-C:H/Ti) is exposed to a biological environment, the ad-sorption of different proteins could be altered as a function ofthe Ti content in the film.[26] The adsorbed proteins will sub-sequently influence cell attachment, cell proliferation, and celldifferentiation. Bone marrow cell culture experiments onthese a-C:H/Ti coatings demonstrated that the differentiationof bone marrow cells into bone resorbing cells, i.e., osteo-clasts, is inhibited on all titanium containing a-C:H coat-ings[25] making a-C:H/Ti a valuable coating for implants.
2.4. Friction and Wear
The tribological behavior of a coating can be influenced byadding different elements to the coating, however, a predic-tion of the influence of the elements added is usually not pos-sible. The real response of a coating in a specific applicationhas to be determined by conducting field tests.[27,28] In a tribo-
250 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS
Fig. 4. SEM image of mouse fibroblast cells just after mitosis on N-containing DLC(Photo ETH-BWB).

Hauert, Patscheider/From Alloying to Nanocomposites
logical system many properties and parameters (the differentmaterial properties of the friction counterparts, environment,test conditions) interact with eachother in a nonlinear and lo-cally different way which prevents a theoretical prediction ofthe final tribological behavior. Additionally, when a coatingis improved by alloying for a certain tribological application,it may perform worse under some other tribological condi-tion, as shown by Löffler[9] for the wear of TiN, TiAlN, TiCNduring face milling for different cutting speeds.
While the classical hard coatings such as TiN, TiAlN, TiC,TiCN have friction coefficients of 0.5±0.8 against steel, a-C:HexhibitsÐbeside a low wearÐalso low friction coefficients be-tween 0.05 and 0.2 against most materials except some poly-mers. These properties are the main reasons for its applica-tion as a low friction coating. Amorphous DLC (a-C:H),modified by alloying with different elements has, due to itsoutstanding properties, been studied extensively as a tribolo-gical coating as described in the review articles by Grill, Don-net, and Gangopadhyay[29±32] and is also established in sever-al industrial applications.[33±36] For example, the addition of Nto the a-C:H matrix in an application as a protective overcoatfor magnetic thin film rigid disks resulted in a 3 to 4 timesimproved performance (wear, start stop, stiction) comparedto plain a-C-H.[34] Also wear-resistant F containing a-C:Hfilms (F is introduced into the film to render the surface morehydrophobic to prevent stiction of the read/write head inmagnetic rigid disks), have been deposited.[30,37] The depen-dence of the coefficient of friction on the ambient humiditycould be improved by the addition of Si (Figure 5).[30,38,39] Areview of the influence of different concentrations of Ti, W,Nb, Si, and Ta in a-C:H films on the wear and other proper-ties is given by Klages.[40]
2.5. Other Selected Properties
There are several thousand papers presenting different re-sults on how one or more parameters have been changed byadding one or more elements to an existing coating. A surveyof a continuous variation of the electrical, magnetic, optical,
mechanical and tribological properties by the metal contentin a-C:H is given by Klages.[40] As an example, the surfaceenergy of most coatings can be modified by suitable alloyingelement as in the case of a-C:H where the wetting angle wascontinuously lowered by the incorporation of N or O and wasincreased to more hydrophobic values by Si, SiO, and F.[41] Asan example of continuous variable material properties by al-loying, the advancing and receding wetting angle, hardness,and electrical resistivity are displayed as a function of the Ncontent of a-C:H:N coating in Figure 6.[7]
Implantation of different elements can improve the surfaceproperties, either by changing the chemical situation due tothe implanted elements or by introducing intrinsic stress intothe surface. An introduction to ion implantation can be foundin the literature.[42]
3. Multilayer CoatingsA composite coating usually consists of two or more
phases combined either as different layers (multilayer) or as ahomogeneous isotropic mixture of different phases (multi-phase). The aim of a multicomponent coating is to combinedesired properties from different components as well as thecreation of new properties generated by the combination ofsuitable materials. Since coatings are usually deposited byCVD or PVD processes, multilayers can easily be obtained bychanging either the feed gas in CVD process or by the alter-nate use of different material sources (magnetron, evaporator,etc.) in PVD deposition processes.
When dealing with multilayer coatings two cases have tobe distinguished. Classical multiple layer coatings and nanos-cale multilayer coatings. Classical multilayer or multiplelayer coatings consists of a few (usually 3 to 20) differentlayers and having a total thickness of 1±8 mm. These types ofmultilayer coatings are commercially available since the early1970s. They usually consist of one or more Al2O3 or TiAlNlayers (0.05±1 mm thick) between layers of TiN, TiC, andTiCN.[43,44] The Al2O3 or TiAlN layers are introduced to ob-
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 251
REVIE
WS
Fig. 6. The advancing and receding wetting angle, hardness, and electrical resistivityare displayed as a function of the N content of a-C:H:N coatings.
0 2 4 6 80.00
0.05
0.10
0.15
0.20Counterface 100Cr6 steel
Si-containing DLC
Pure DLC
Relative humidity
R.H. 85%R.H. 5%R.H. 65%
Sliding distance (km)
Frict
ion
coeffic
ient
Fig. 5. The friction coefficient for different relative humidities of pure DLC and Si-DLC containing 5 atomic percent Si against 100Cr6 steel as af function of the slidingdistance in a pin-on-disk experiment.

Hauert, Patscheider/From Alloying to Nanocomposites
tain a better high temperature oxidation behavior (stableAl2O3 surface oxide layer) compared to single layers of TiNor TiC. Additionally, multilayer coatings consisting of materi-als with different mechanical properties may show a betterperformance since crack propagation may be deflected orstopped at the interfaces or in the more ductile material.[45]
The tribological behavior of the classical single layer coat-ings TiN and TiC could be improved by building multilayerstructures. TiN/TiC, TiN/TiC/BN, TiN/TiC/B4C, TiN/TiVC/AlN, and TIN/TiC/SiC multilayer structures com-posed of 3±150 layers, exhibit a lower coefficient of friction aswell as a longer edge life when applied on cutting tools, asshown by Holleck.[46] Reviews of the different multilayer andmulticomponent coatings and their improved tribologicalperformance are given in the articles of Submaranian andHolleck.[45,46]
Improved wear and hardness of different layered systemscontaining up to 20 layers of Ti/TiC/a-C:H can be found inthe review article on pulsed laser deposition by Voevodin.[47]
An additional benefit was obtained by introducing a gradientTixC1±x interlayer, where the concentration (x) is adapted to gra-dually increase hardness and thermal expansion coefficientfrom the steel substrate to the hard DLC top layer.[47±49] Forcescaused by the internal stress and by differences in the thermalexpansion can be very high at the interface coating/substrateand, exceeding the adhesion, result in delamination. By theintroduction of an adapted gradient layer the forces are dis-persed over the gradient coating and therefore lowered at theinterface.
3.1. Nanoscale Multilayers
In nanoscale multilayer coatings, the thickness of each sin-gle layer being in the nanometer range, superlattice effectsmay additionally increase the hardness of the coating. Sincethe late 1980s single crystal (epitaxial) nanoscaled superlatticefilms with increased hardness have been grown and ana-lyzed. An introduction to nanoscaled multilayer coatings canbe found in several review articles.[46,50±53] It was shown byHelmersson and Shinn that, when the superlattice period(thickness of the bilayer packet) is around 5 nm the hardnessof TiN/VN[54] and TiN/NbN[50] epitaxial nanoscale multi-layer films exceeds 50 GPa, which is an enhancement of morethan a factor of two compared to the hardness of the base ma-terials. Similar hardness values have also been obtained forpolycrystalline TiN/VN and TiN/NbN nanoscale coatingsby Chu[55] and Sproul[51,52] for a superlattice period of 4±8 nm.These measurements are displayed in Figure 7. The reasonfor this hardness enhancement is a hindering of the disloca-tion movement across a sharp interface, when the two materi-als have a large difference in their dislocation line energies.[56]
Since the dislocation line energy is proportional to the shearmodulus, the main requirement for a hardness enhancementin these films is a difference in the elastic moduli of the twolayer materials, as described by Sproul,[51] Shinn,[57] and
Chu.[58] To verify this concept, multilayer structures havebeen produced with two materials having nearly the sameshare moduli, namely with NbN and VN.[55] These hardnessvalues, where no increase in hardness was observed, are alsodisplayed in Figure 7. Analogous V0.6Nb0.4N/NbN nitridemultilayer films have been produced by Shinn[57] and are alsoincluded in Figure 7. V0.6Nb0.4N and NbN have nearly thesame shear moduli, but their lattice mismatch is about 3.6 %the same as that of TiN/NbN.[57] No hardness increase wasobserved which can be taken as a proof that coherency strainsplay a minor role in the hardening of multilayer systems, buta difference in the shear modulus is a precondition for a hard-ness increase in nanoscale multilayers. A convincing modelexplaining the hardness enhancement of nanoscale multilayerfilms is given by Chu.[58] The model takes into account dislo-cation movement across an interface, dislocation glide withinindividual layers as well as an interface with interface compo-sition gradient. The calculations confirmed that a differencein the shear modulus is a precondition for a hardness increasein nanoscale multilayers. If each single layer is thinner than3±5 nm the strain field around a dislocation is mainly outsidethe particular layer and the hardness increase induced by theperiodical shear modulus variation will disappear in the mul-tilayer structure.[50] Additionally, depending on the deposi-tion conditions and the thermal load applied, interdiffusionbetween the layers will decrease the amplitude of the shearmodulus modulation and therefore also the hardness. The in-terface sharpness plays therefore a decisive role in the hard-ness enhancement of multilayers.
At an interface between two materials, the lattice mis-match is producing a strain in the first few atomic rows of thematerial, the so called coherency strain. The influence of the
252 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS
Fig. 7. Hardness as a function of the lattice period for TiN/VN, TiN/NbN, TiN/V0.6Nb0.4N (no difference lattice mismatch), and Nb/VN (no difference in elastic shearmodulus) multilayers. Data taken from [51,52,55,57].

Hauert, Patscheider/From Alloying to Nanocomposites
coherency strain on the hardness of multilayers was investi-gated by Mirkarimi.[59] He deposited TiN/V0.6Nb0.4N multi-layer films in which no lattice mismatch exists between thetwo materials (see Fig. 7). An enhanced hardness could alsobe obtained in this lattice matched multilayer but the sharphardness maximum observed for TiN/NbN and TiN/VN inthe range of 4±8 nm is not present. This indicates that the co-herency strain may be responsible only for the additionalhardness increase between 4±8 nm multilayer period[50]
which is named ªsuper modulus effectº.[53] At multilayer per-iods above 10 nm the coherency strain disappears due to lat-tice relaxation as also observed by XRD (X-ray diffraction)analysis.[50] The magnitude of a possible hardness increasecaused by coherency strain is not clear. The V0.6Nb0.4N/NbNnitride multilayer has the same coherency strain as TiN/NbN, but no additional hardness increase is observed in therange of a 3±10 nm multilayer period (Fig. 7). Possibly, achange in material properties near an interface, induced bystrain or by electronic interaction with the neighboring mate-rial has to be considered as well.
In the literature[60] it was demonstrated, that the hardnessas well as the oxidation resistance of TiAlN at elevated tem-peratures can be improved additionally by building a TiAlN/CrN multilayer structure having a multilayer period (thick-ness of bilayer) of 3.6 nm.
3.2. Templates in Nanoscale Multilayers
When building a superlattice coating from two materialswith different crystallographic structures, one material mayact as a template and force the first few atomic layers of theother material in its own crystallographic structure and there-fore create a material with new properties. For example in theTiN/Cr2N superlattice system the usually hexagonal Cr2Ncan be forced into a fcc structure,[57] as long as the Cr2N layeris thin enough, so that the energy difference from the forcedcubic phase to the hexagonal phase is smaller than the coher-ency strain energy. TiN/AlN multilayer coatings show maxi-mum hardness enhancement at a multilayer period of about2.5 nm. In these superlattice films, TiN (NaCl-structure)forces the AlN (usually Wurzite structure) to be present inthe NaCl-structure, a structure that usually exists only at highpressure and which is supposed to be very hard.[61]
3.3. Tribology of Nanoscale Multilayers
When wear-resistant coatings are applied to chipping tools(drills, cutting inserts, hobs, etc.), very high temperatures upto 800 �C may occur at the cutting edge. The relevant parame-ters for a good coating are therefore not the mechanical param-eters alone, but also the chemical stability towards oxidation.Especially the toughness at the high temperatures during theapplication is a more relevant parameter than the hardness.[46]
Multilayer structures may also be produced simply by aperiodical variation of the deposition conditions. Since the in-ternal stress on TiN films produced by reactive sputtering
(ion plating) depends on the applied sample bias voltage, aperiodical modulation of the internal stress in the film can beintroduced by modulating the self bias voltage during de-position. By this technique TiN/TiN multilayer films with in-creased hardness and decreased wear have been obtained fora multilayer period of around 8 nm.[62] Analogously, a-C:Hmultilayer structures have been deposited by periodical var-iation of the sample self bias voltage between ±100 and ±600 V during film growth. These a-C:H multilayer structuresshow periodical variation of their physical properties (hard-ness, density, internal stress, etc.). Although these films donot show a hardness increase for the different multilayer peri-ods, they show a low wear down to 4 ´ 10±18 m3 N m for mul-tilayer periods of 20 and 30 nm which could not be reachedby the homogeneous films deposited at ±100 V and ±600 Vself bias.[63] Multilayer coatings with multilayer periods in thenanometer range are commercially available, for exampleWC/C coatings by the tradename Balinit C (Figure 8).
4. Nanocomposite Hard CoatingsAnalogous to the nanoscale multilayer coatings presented
above, it is possible to deposit isotropic nanocomposite coat-ings consisting of crystallites, embedded in an amorphousmatrix, with grain sizes in the nanometer range. Two differentmaterials, namely the crystalline and the amorphous phase,are deposited simultaneously and the nanocomposite materialforms by a phase separation. A prerequisite for the phase sep-aration is complete immiscibility of the two phases. In contrastto the multilayer structures, where any material combinationcan be deposited at any multilayer period, nanocompositescan only be obtained for certain material combinations. Addi-tionally, the size of the crystallites can not be independentlycontrolled by the deposition process, because it is essentiallydetermined both by the properties of the materials and by thedeposition conditions (temperature, plasma conditions, ele-mental concentrations, etc.). In the last decade some nanocom-posite thin film systems, which show promising results for ap-plications, have been deposited and investigated.
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 253
REVIE
WS
Fig. 8. TEM micrograph of the WC/C multilayer structure of Balint Câ (Photo Bal-zers AG)
Hauert, Patscheider/From Alloying to Nanocomposites
4.1. The TiN/Si3N4 System
Based on the concept of incorporating stable oxide-form-ing elements (Al, Si, Hf, Cr, Zr, Nb) into TiN, efforts havebeen undertaken to codeposit silicon and titanium nitride. Incontrast to TiAlN, TiZrN, and other single-phased hard mate-rials, silicon cannot be substitutionally built in the lattice ofTiN. In accordance with the Ti±Si±N phase diagram whichdoes not present any stable ternary phase under equilibriumconditions,[64] two-phase TiN/Si3N4 coatings form when sili-con is added during deposition of TiN. The first coatings con-sisting of Ti±Si±N have been produced by CVD in 1982 byHirai et al.[65] Posadowski used triode sputtering from a Ti/Si-component target to deposit cermet (ceramic metal com-posite) coatings with a temperature-independent electrical re-sistance.[66] Nicolet produced Ti±Si±N coatings by reactivesputtering from TiSix-targets as electrically conductive diffusionbarriers for copper metallization.[67,68]
The first successful attempts to improve the hardness ofTiN by addition of silicon have been reported by Li et al.[69]
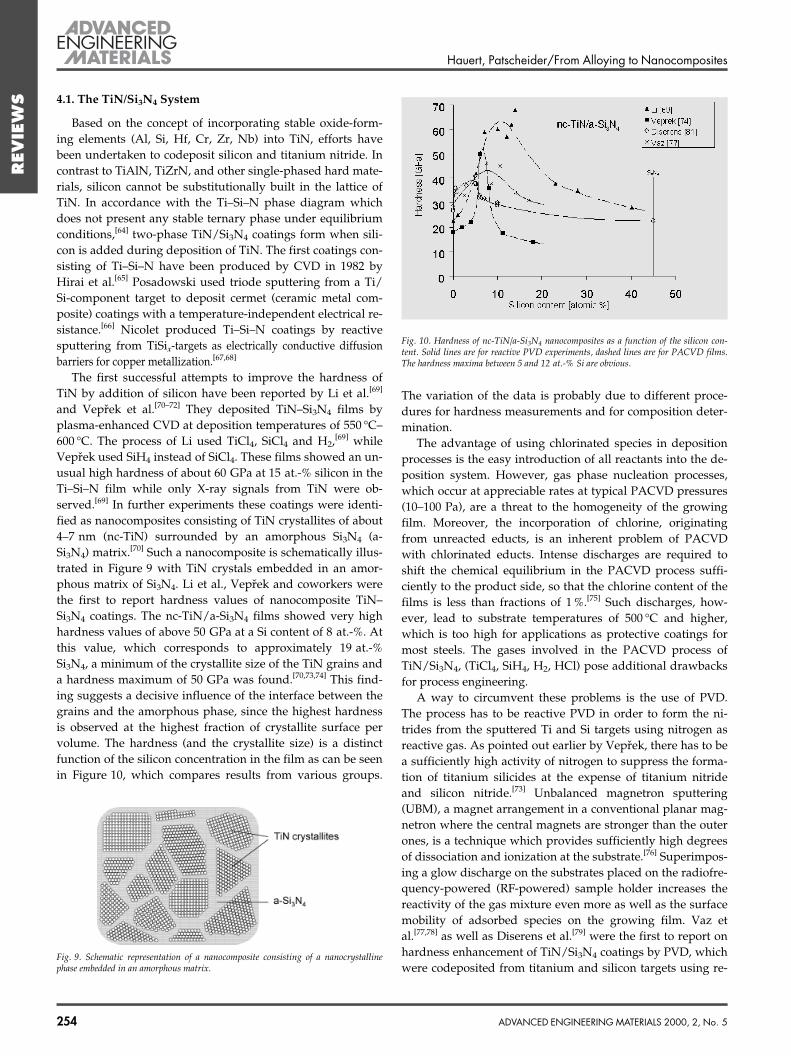
and VeprÏek et al.[70±72] They deposited TiN±Si3N4 films byplasma-enhanced CVD at deposition temperatures of 550 �C±600 �C. The process of Li used TiCl4, SiCl4 and H2,[69] whileVeprÏek used SiH4 instead of SiCl4. These films showed an un-usual high hardness of about 60 GPa at 15 at.-% silicon in theTi±Si±N film while only X-ray signals from TiN were ob-served.[69] In further experiments these coatings were identi-fied as nanocomposites consisting of TiN crystallites of about4±7 nm (nc-TiN) surrounded by an amorphous Si3N4 (a-Si3N4) matrix.[70] Such a nanocomposite is schematically illus-trated in Figure 9 with TiN crystals embedded in an amor-phous matrix of Si3N4. Li et al., VeprÏek and coworkers werethe first to report hardness values of nanocomposite TiN±Si3N4 coatings. The nc-TiN/a-Si3N4 films showed very highhardness values of above 50 GPa at a Si content of 8 at.-%. Atthis value, which corresponds to approximately 19 at.-%Si3N4, a minimum of the crystallite size of the TiN grains anda hardness maximum of 50 GPa was found.[70,73,74] This find-ing suggests a decisive influence of the interface between thegrains and the amorphous phase, since the highest hardnessis observed at the highest fraction of crystallite surface pervolume. The hardness (and the crystallite size) is a distinctfunction of the silicon concentration in the film as can be seenin Figure 10, which compares results from various groups.
The variation of the data is probably due to different proce-dures for hardness measurements and for composition deter-mination.
The advantage of using chlorinated species in depositionprocesses is the easy introduction of all reactants into the de-position system. However, gas phase nucleation processes,which occur at appreciable rates at typical PACVD pressures(10±100 Pa), are a threat to the homogeneity of the growingfilm. Moreover, the incorporation of chlorine, originatingfrom unreacted educts, is an inherent problem of PACVDwith chlorinated educts. Intense discharges are required toshift the chemical equilibrium in the PACVD process suffi-ciently to the product side, so that the chlorine content of thefilms is less than fractions of 1 %.[75] Such discharges, how-ever, lead to substrate temperatures of 500 �C and higher,which is too high for applications as protective coatings formost steels. The gases involved in the PACVD process ofTiN/Si3N4, (TiCl4, SiH4, H2, HCl) pose additional drawbacksfor process engineering.
A way to circumvent these problems is the use of PVD.The process has to be reactive PVD in order to form the ni-trides from the sputtered Ti and Si targets using nitrogen asreactive gas. As pointed out earlier by VeprÏek, there has to bea sufficiently high activity of nitrogen to suppress the forma-tion of titanium silicides at the expense of titanium nitrideand silicon nitride.[73] Unbalanced magnetron sputtering(UBM), a magnet arrangement in a conventional planar mag-netron where the central magnets are stronger than the outerones, is a technique which provides sufficiently high degreesof dissociation and ionization at the substrate.[76] Superimpos-ing a glow discharge on the substrates placed on the radiofre-quency-powered (RF-powered) sample holder increases thereactivity of the gas mixture even more as well as the surfacemobility of adsorbed species on the growing film. Vaz etal.[77,78] as well as Diserens et al.[79] were the first to report onhardness enhancement of TiN/Si3N4 coatings by PVD, whichwere codeposited from titanium and silicon targets using re-
254 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS
Fig. 10. Hardness of nc-TiN/a-Si3N4 nanocomposites as a function of the silicon con-tent. Solid lines are for reactive PVD experiments, dashed lines are for PACVD films.The hardness maxima between 5 and 12 at.-% Si are obvious.
Fig. 9. Schematic representation of a nanocomposite consisting of a nanocrystallinephase embedded in an amorphous matrix.

Hauert, Patscheider/From Alloying to Nanocomposites
active UBM sputtering. Both observed the increase of hard-ness at relatively low silicon concentrations and in this wayconfirmed the results of VeprÏek's group. Hardness measure-ments performed with a Nanoindenter using the continuousstiffness method (a method providing a depth profile of thenanohardness within only one indentation cycle[80]) showedthat at approximately 10 % to 12 % Si3N4 in nc-TiN/a-Si3N4
the hardness peaks are close to 40 GPa.[77±79,81] Transmissionelectron micrographs clearly show the presence of diffracting(200) planes of TiN nanocrystallites (see Fig. 11). Fouriertransformation of the micrograph yield a mean crystallite sizeof 2.5 nm. However, much higher values are reported for ma-terials deposited by PACVD, where hardness values exceed-ing that of diamond are postulated.[73,74,82] These hardnessfindings relate to the remaining plastic deformation accord-ing to the definition of the Vickers hardness.
The observed increase of hardness with decreasing crystal-line size resembles strikingly the behavior of the hardnessevolution in multilayer superlattices which are describedabove in Section 3. The resistance of a crystalline materialagainst deformation by dislocation movement is described bythe shear modulus. It basically gives the necessary work to in-duce shearing deformation by dislocation movement of thematerial as it occurs upon plastic deformation of a crystallinesolid.
Analogous to the situation in multilayer structures de-scribed above, a hardness increase can be expected in any two-phase material, as long as they have sharp interfaces and alarge difference in their shear modulus. One striking differenceto the multilayer systems, however, is the fact that nanocrystal-line/amorphous systems are isotropic, or, in other words, thatthe orientation and sequence of both phases (crystalline andamorphous) is random. It is reasonable to assume that theshear moduli of these two phases are different (both materialsdiffer in their structure and in their electronic properties); fol-lowing the argumentation of Chu[58] they will form barriers for
dislocation movement. The sharp interfaces encountered innc-TiN/a-Si3N4 form due to the immiscibility of the twophases. There are chemical reasons which control the forma-tion of sharp interfaces during deposition of nanocrystalline/amorphous systems while in multilayer systems these inter-faces have to be generated by a proper process technology.
In order to achieve the sharp phase transition, a perfect en-capsulation of the crystalline material by the second phase isnecessary. This is the case for superlattices with atomicallysharp interfaces. For nanocrystalline isotropic materials sucha close coverage of nanocrystals can best be obtained byamorphous materials which, due to their structural flexibility,can adapt to the shape and orientation of the nanocrystals.Furthermore, incoherence stresses which originate from therandom orientation of the crystallites, can best be accommo-dated by an amorphous material with its possibility to adoptany orientation within a few atomic distances.
Hardening of materials due to finite grain size effects hasbeen observed in metals since long time. Such phenomenaare described, e.g., by the Hall±Petch relation, which ascribethe higher hardness of metals at smaller grain size to a pile-up of dislocations at grain boundaries or, in other words, to ahindered dislocation motion across grain boundaries.[83]
However, classical theories, like the Hall±Petch theory, can-not account for the observed increase of hardness of nc/a sys-tems, exceeding the hardness of the base materials by a factorof 2±4. Like in multilayer systems, the highest hardness is ob-served at very small grain sizes of the order of a few nano-meters. This distinct dependence highlights the crucial role ofthe grain size for the hardness of nc/a systems. Hindered dis-location movement alone cannot account for these superiorproperties. A dislocation has to be at least of several nano-meters to form. In an isotropic nanocrystal of e.g., 2 nm diam-eter, the distances are of the order of five unit cells. The smallsize of such a nanocrystal precludes the development of dis-locations and hence no dislocations may agglomerate at grainboundaries. Instead, at least for carbide-based materials, plas-tic deformation as a consequence of mechanical load is sup-posed to occur via pseudoplastic deformation, where the na-nocrystals are moved against each other.[84] This requiresmore work per unit volume because a substantial rearrange-ment of material is necessary to produce a remaining defor-mation. On a macroscopic scale this is equivalent to a higherresistance against deformation or, in other words, is synon-ymous to an increased hardness.
An additional improvement of nc-TiN/aSi3N4 coatings ascompared to TiN is their improved oxidation resistance.While TiN already shows significant rates of oxidation above550 �C to 600 �C, nanocomposite nc-TiN/a-Si3N4 coatings areclearly more resistant to oxidation.[70,73,81] In contrast to single-phased TiN-based coatings like TiAlN, no silicon enrichedprotective layer was found at the outer surface of oxidizedTiN/a-Si3N4; this is indicative of a complex oxidation mecha-nism. At a Si3N4 fraction of 12 % (which corresponds to thehardness maximum), the oxidation rate at 800 �C is lowered
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 255
REVIE
WS
Fig. 11. Transmission electron microscopy (TEM) cross section micrograph of a nc-TiN/a-Si3N4 nanocomposite coating with 11 at.-% silicon where the nanocrystallinestructure is clearly apparent. The (200)-planes of TiN with its spacing of 0.212 nm areresolved. The mean crystallite size of TiN is 2.5 nm.

Hauert, Patscheider/From Alloying to Nanocomposites
by a factor of about ten as compared to TiN. A further in-crease of the silicon nitride content lowers the oxidation rateeven more, however, at the expense of the hardness, whichdecreases down to the hardness of a-Si3N4 at Si3N4 fractionsof 30 % and higher. At these values the oxidation rate is lowerthan the one of TiAlN.[16] A two-step oxidation process is like-ly to govern the oxidation in the regime between 600 �C and1000 �C. The first process, being dominant at low tempera-tures up to about 820 �C, is characterized by the slow diffu-sion of oxygen through the Si3N4 barriers into the TiN nano-crystals. An increase of the Si3N4 fraction in the coatingsmeans a thicker Si3N4 layer encapsulating the TiN grains, andhence a lower oxidation rate is observed. This is accompaniedby the formation of an amorphous silica passivation layerwhich further reduces the oxygen diffusion rate into TiN.Above 820 �C the oxidation is dominated by the recrystalliza-tion and growth of TiO2 (rutile) crystals which leads to well-facetted grains and, caused by the discontinued protectivea-SiOx and a-Si3N4 layers, to an accelerated oxidation.
4.2. Carbon-Based Nanocrystalline/Amorphous Materials
Nanocomposite thin films with outstanding properties arenot restricted to the nitride systems alone. The incorporationof carbide particles into amorphous carbon (a-C:H, DLC) wasreported by Sundgren already since the beginning of DLC asa low-friction hard coating.[85] Work by Klages et al.[40] andDimigen[86,87] on doping of a-C:H films with metals like Ti,Ta, Nb, and others also supposed the presence of carbide na-nocrystals in the amorphous a-C:H matrix. Knotek et al.[88]
observed a phase segregation of titanium carbide and hydro-genated carbon when deposited by reactive PVD at condi-tions overstoichiometric in carbon (Figure 12). Films consist-ing of TiC crystallites in a hydrogen-free a-C matrix havebeen deposited by a combined pulsed laser desorption andreactive magnetron sputtering process. The ablation of carbonin the laser plume and its subsequent ionization lead to theformation of a dense amorphous network of a-C.[89,90] In con-trast to the TiN/Si3N4 nanocomposites, this type contains sig-nificantly larger grains of some tens of nanometers with athicker separating amorphous phase between the nanocrys-tallites of about 5 nm. The crystallite size of 10±50 nm is largeenough to allow the formation of dislocations, but is too smallfor self-propagation of cracks. The larger grain separationpermits adaptation of incoherency strains and enables forma-tion of nanocracks between the crystallites to allow pseudo-plastic behavior. In this way, this material exhibits four timeshigher toughness than single-crystalline TiC and hardnessvalues of about 32 GPa.[84] During mechanical load, the pseu-doplasticity (instead of the highly elastic behavior of super-hard TiN/Si3N4) allows the distribution of load peaks origi-nating from asperities of the friction counterpart, instead ofcrack formation and hence the lifetime of the coating can beprolonged or its destruction can even be avoided. These TiC/a-C films were therefore called ªload-adaptive coatingsº.
4.3. Other Selected Properties
Many other material properties can be changed by introdu-cing an additional element in the form of nanocrystals into anexisting coating. The optical properties of a-C:H coatings havebeen adapted by the introduction of W and Cr as nanosizecarbidic inclusions in the film. These coatings are applied,e.g., as selective absorber coatings for thermal solar energyconversion.[91] An additional benefit can also be obtained byintroducing materials with lubricating properties such asMoS2, C or DLC to a coating, either as top layer or as a com-posite coating as shown for example by Gilmore for the TiN/MoS2, TiB2/MoS2, and TiB2/C nanocomposite systems.[92,93]
From the work on nanocomposites consisting of ncTiN/a-Si3N4 and nc-TiC/a-C some generalized building principlesfor nanocomposites with enhanced mechanical properties canbe derived:l One phase must be sufficiently hard to bear the load. This
is usually fulfilled for transition metal nitrides and car-bides as well as for some main group oxides.
l The other phase should provide structural flexibility toact as a binder for the nanocrystallites. Amorphous mate-rials like Si3N4, a-C, a-C:H, and possibly others are bestsuited for this purpose.
l Immiscibility of the phases is a prerequisite to ensure thesharp transition of the elastic properties from one phaseto the other.
256 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS
Fig. 12. Hardness a), crystallite size and mean distance between the crystallites b) ofTiC/a-C:H nanocomposites as a function of the composition. Maximum hardness oc-curs when the crystallite size and the separation by the amorphous phase are minimal.

Hauert, Patscheider/From Alloying to Nanocomposites
5. Conclusions and OutlookA variety of possibilities to deliberately improve the prop-
erties of hard coating have been presented. Alloying of a coat-ing during deposition, while maintaining the deposit as a sin-gle phase, is a possibility of changing most of the propertiesof a coating. Especially the hardness, toughness and thechemical properties are of prime interest for applications. Themost important characteristics for the successful use of a hardcoating are the tribological properties, hardness and tough-ness, its oxidation behavior and in some cases, the biologicalbehavior. The dilemma of increased brittleness at high hard-ness seems to have been relieved by the development of com-posite coatings.
We have shown for the multiphase coatings (e.g., nc-TiN/a-Si3N4, nc-TiC/a-C, multilayers) that the combination of dif-ferent materials which have either good oxidation resistance,ductility, hardness or chemical behavior can lead to a syner-gistic combination of these properties to give coatings withimproved performance. These composite coatings are pre-pared and used as multilayers or as nanocomposites. The in-creased hardness of these biphased materials is a conse-quence of additional interfaces between different materialswhich hinder dislocation movement and which are places ofenergy dissipation and crack deflection. Multilayers can beregarded as the highly anisotropic case and nanocompositesas the isotropic case of biphased materials. When the dimen-sions of the layer thickness in multilayer coatings or the di-mensions of the grains in nanocomposite coatings are in therange of a few nanometers (dimension of the strain fieldaround dislocations, of the coherency strain and of alteredelectronic structure), superlattice effects can further increasethe hardness of the coating. It has been shown that a main re-quirement for improved hardness by hindered dislocationmovement is a difference in the shear modulus between thetwo materials. In order to have a material for practical use,the adhesion between the two materials at each interface ofthe composite material as well as the one between the coatingand the substrate has to be at least in the range of the cohe-sion in the weaker of the two. If this is not the case, the inter-faces will be the weakest part of the whole composite systemand on increased mechanical load one of the interfaces willbe the primary source of cracks, fatigue or delamination.
A prime area of applications for new hard coatings is theuse of coated tools for dry machining. Moreover, new coat-ings have to show improved wear resistance to extend theirlifetime. Coatings with increased hardness are expected tofulfil this demand. High load bearing and rolling applicationsdo not necessarily need extremely hard surfaces, but tough-ness and low friction are key requirements which may bematched by nanocomposites or multilayers with lubricatingsolid phases.
Hard coatings development in the seventies and eightiesled to the appearance of a limited choice of coatings whichwere used for a wide palette of applications. This holds espe-cially true for the single-phase materials TiN, TiCN, and TiC.
Future new coatings will have to compete against their suc-cessful predecessors and therefore new hard coatings withsynergetic ensembles of properties will occupy niches whereno existing product can satisfy the requirements. Another in-centive for the development of new performance-improvedcoatings is the scientific curiosity of materials scientists.Based on prediction rules and theoretical models, whichemerged over the last two decades, the behavior of materials,the interaction between different phases, especially in thenanometer range, is fairly well understood. This knowledgewill lead to the appearance of new coatings, which may havesuperior properties as compared to what is available today.However, the resistance of a coated surface to wear or evencatastrophic failure cannot be predicted from such first prin-ciples. If and when a coating will fail, is not determined by itsproperties alone, but is to a large extent influenced by the na-ture of the friction counterpart and, in most cases, by lubri-cant phases (oils, transfer films, etc.) separating the twobodies. When the counterpart or the force on the counterpartor a lubricating phase changes, the overall situation is modi-fied and a different wear behavior will occur. Friction andwear problem engineering should therefore be regarded as awhole system where hard coatings play an important, but notthe only role.
±[1] R. F. Tylecote, A History of Metallurgy, 2nd ed., Institute
of Materials, London, 1992.[2] C. S. Smith, A Search for Structure, Reprint ed., MIT
Press, Cambridge, MA May 1983.[3] Thin Film Processes (Eds: J. L. Vossen, W. Kern), Aca-
demic Press, New York 1978.[4] K. H. Ernst, J. Patscheider, R. Hauert, M. Tobler, Surf.
Interface Anal. 1994, 21, 32.[5] J.-E. Sundgren, H. T. G. Hentzell, J. Vac. Sci. Technol. A
1986, 4, 2259.[6] P. Hones, R. SanjinØs, F. LØvi, Thin Solid Films 1998, 332,
240.[7] R. Hauert, A. Glisenti, S. Metin, J. Goitia. J. H. Kaufman,
P. H. M. van Loosdrecht, A. J. Kellock, P. W. Hoff-mann, Thin Solid Films 1995, 268, 22.
[8] H. Holleck, J. Vac. Sci. Technol. A 1986, 4, 2661.[9] F. H. W. Löffler, Surf. Coat. Technol. 1994, 68/69, 729.
[10] W.-D. Münz, J. Vac. Sci. Technol. A 1986, 4, 2717.[11] O. Knotek, M. Böhmer, T. Leyendecker, J. Vac. Sci. Tech-
nol. A 1986, 4, 2695.[12] J.-E. Sundgren, Thin Solid Films 1985, 128 , 21.[13] D. P. Monaghan, D. G. Teer, K. C. Laing, I. Efeoglu,
R. D. Arnell, Surf. Coat. Technol. 1993, 59, 21.[14] W. D. Sproul, Surf. Coat. Technol. 1996, 81, 1.[15] H. Holleck, Binäre und Ternäre Carbid- und Nitridsysteme
der Übergangsmetalle, Bornträger, Berlin 1984.[16] D. McIntyre, J. E. Greene, G. Hakansson, J.-E. Sundgren,
W.-D. Münz, J. Appl. Phys. 1990, 67, 1542.[17] C. W. Kim, K. H. Kim, Thin Solid Films 1997, 307, 113.[18] S. Hofmann, H. A. Jehn, Surf. Interface Anal. 1988, 12, 329.
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 257
REVIE
WS

Hauert, Patscheider/From Alloying to Nanocomposites
[19] B. D. Boyan, T. W. Hummert, D. D. Dean, Z. Schwartz,Biomaterials 1996, 17, 137.
[20] J. Robertson, Prog. Solid State Chem. 1991, 21, 199.[21] J. Robertsom, Surf. Coat. Technol. 1992, 50, 185.[22] M. Allen, F. Law, R. Rushton, Clin. Mater. 1994, 17, 1.[23] R. Butter, M. Allen, L. Chandra, A. H. Lettington, R.
Rushton, Diamond Relat. Mater. 1995, 4, 857.[24] D. P. Dowling, P. V. Kola, K. Donelly, Diamond Relat.
Mater. 1997, 6, 390.[25] G. Francz, A. Schroeder, R. Hauert, Surf. Interface Anal.
1999, 28, 3.[26] R. Hauert, L. Knoblauch-Meyer, G. Francz, A. Schroe-
der, E. Wintermantel, Surf. Coat. Technol., in press.[27] S. Hogmark, P. Hedenqvist, S. Jacobson, Surf. Coat. Tech-
nol. 1997, 90, 247.[28] S. Hogmark, S. Jacobson, J. STLE Lubrication Eng. 1992,
May 1992, 401.[29] A. Grill, Surf. Coat. Technol. 1997, 94±95, 507.[30] C. Donnet, Surf. Coat. Technol. 1998, 100±101, 180.[31] A. Gangopadhyay, Tribol. Lett. 1998, 5, 25.[32] A. Grill, Diamond Relat. Mater. 1999, 8, 428.[33] R. Hauert, U. Müller, M. Tobler, Conference proceeding of
the 17th international SAMPE EURPE Conference (Ed: U.Meier), 28±30. Mai 1996, Basel, Switzerland, p. 367.
[34] E. C. Cutiongco, D. Li, Y. W. Chung, C. S. Bhatia, Trans.ASME 1996, 118, 543.
[35] K.-R. Lee K. Y. Eun, Mater. Sci.Eng. A 1996, 209, 264.[36] J. Güttler, J. Reschke, Surf. Coat. Technol. 1993, 60, 531.[37] C. Donnet, J. Fontaine, A. Grill, V. Patel, C. Jahnes, M.
Belin, Surf. Coat. Technol. 1997, 94/95, 531.[38] D. Neerinck, P. Persoone, M. Sercu, A. Goel, D. Kester,
D. Bray, Diamond Relat. Mater. 1998, 7, 468.[39] A. K. Gangopadhyay, P. A. Willermet, M. A. Tamor,
W. C. Vassell, Tribol. Int. 1997, 30(1), 9.[40] C. P. Klages, R. Memming, Mater. Sci. Forum 1989, 52/
53, 609.[41] M. Grischke, K. Bewilogua, K. Trojan, H. Dimigen, Surf.
Coat. Technol. 1995, 74/75, 739.[42] G. A. Collins, R. Hutchings, J. Tendys, M. Samandi,
Surf. Coat. Technol. 1994, 68/69, 285.[43] J. R. Coleman, Manuf. Eng. 1990, 104, 38.[44] W. Schnitlmeister, O. Pacher, T. Krall, W. Wallgram, T.
Raine, Powder Metall. 1981, 13(1), 26.[45] C. Subramanian, K. N. Strafford, Wear 1993, 165, 85.[46] H. Holleck, V. Schier, Surf. Coat. Technol. 1995, 76/77,
328.[47] A. A Voevodin, M. S. Donley, J. S. Zabinski, Surf. Coat.
Technol. 1997, 92, 42.[48] A. A Voevodin, M. A. Capano, S. J. P. Laube, M. S.
Donley, J. S. Zabinski, Thin Solid Films 1997, 298, 107.[49] A. A Voevodin, S. D. Walk, J. S. Zabinski, Wear 1997,
203/204, 516.[50] M. Shinn, L. Hultman, S. A. Barnett, J. Mater. 1992, 7,
901.[51] W. D. Sproul, Surf. Coat. Technol. 1996, 86±87, 170.
[52] W. D. Sproul, Science 1996, 273, 889.[53] J.-E. Sundgren, J. Birch, G. Håkansson, L. Hultman, U.
Helmerson, Thin Solid Films 1990, 193/194, 818.[54] U. Helmersson, S. Todorova, S. A. Barnett, J. Sundgren,
L. C. Markert, J. E. Greene, J. Appl. Phys. 1987, 62, 481.[55] X. Chu, PhD Thesis, Northwestern Univeristy, Evans-
town, IL 1993.[56] J. C. Koehler, Phys. Rev. B 1970, 2, 547.[57] M. Shinn, S. A. Barnett, Appl. Phys. Lett. 1994, 64, 61.[58] X. Chu, S. A. Barnett, J. Appl. Phys 1995, 77, 4403.[59] P. B. Mirkarimi, L. Hultman, S. A. Barnett, Appl. Phys.
Lett. 1990, 57, 2654.[60] I. Wadsworth, I. J. Smith, L. A. Donohue, W.-D. Münz,
Surf. Coat. Technol. 1997, 94/95, 315.[61] M. Setoyama, A. Nakayama, M. Tanaka, N. Kitagawa,
T. Nomura, Surf. Coat. Technol. 1996, 86/87, 225.[62] S. J. Bull, A. M. Jones, Surf. Coat. Technol. 1996, 78, 173.[63] L. Knoblauch-Meyer, R. Hauert, Thin Solid Films 1999,
338, 172.[64] P. Rogl, J. C. Schuster, Phase diagrams of ternary boron ni-
tride and silicon nitride systems, ASM Int., Materials Park,OH 1992.
[65] T. Hirai, S. Hayashi, J. Mater. Sci. 1982, 17, 1320.[66] W. Posadowski, Thin Solid Films 1988, 126, 111.[67] X. Sun, J. S. Reid, E. Kolawa, M.-A. Nicolet, J. Appl.
Phys. 1997, 81, 656.[68] Y. Tsuji, S. M. Gasser, E. Kolawa, M.-A. Nicolet, Thin
Solid Films 1999, 350, 1.[69] L. Shizhi, S. Yulong, P. Hongrui, Plasma Chem. Plasma
Process. 1992, 12(3), 287.[70] S. VeprÏek, S. Reiprich, L. Shizhi, Appl. Phys. Lett. 1995,
66, 2640.[71] S. VeprÏek, Pure Appl. Chem. 1996, 68, 1023.[72] S. VeprÏek, S. Reiprich, Thin Solid Films 1995, 268, 64.[73] S. VeprÏek, M. Haussmann, L. Shizhi, Proc. Electrochem.
Soc. 1996, 96(5), 619.[74] S. VeprÏek, P. Nesladek, A. Niederhofer, F. Glatz, M. Ji-
lek, M. Sima, Surf. Coatings Technol. 1998, 109/(1±3), 138.[75] S. VeprÏek, Curr. Top. Mater. Sci.1980, 4, 151.[76] B. Window, N. Savvides, J. Vac. Sci. Technol. A 1986, 4/2,
196.[77] F. Vaz, L. M. Rebouta, S. Ramos, M. F. da Silva, J. C.
Soares, Surf. Coat. Technol. 1998, 108±109, 236.[78] F. Vaz, L. M. Rebouta, S. Ramos, A. Cavaleiro, M. F. da
Silva, J. C. Soares, Surf. Coat. Technol.1998, 101, 110.[79] M. Diserens, J. Patscheider, F. LØvy, Surf. Coat. Technol.
1998, 108±109, 241.[80] W. C. Oliver, G. M. Pharr, J. Mater. Res. 1992, 7(6), 1564.[81] M. Diserens, J. Patscheider, F. LØvy, Surf. Coat. Technol.,
in press.[82] A. Niederhofer, P. Nesladek, H.-D. Männling, K. Moto,
S. VeprÏek, M. Jilek, Surf. Coat. Technol., in press.[83] R. W. K. Honeycombe, The Plastic Deformation of Metals,
Edward Arnold,London 1975, p. 234.[84] A. A. Voevodin, J. S. Zabinski, J. Mater. Sci. 1998, 33, 319.
258 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5
REVIE
WS

Hauert, Patscheider/From Alloying to Nanocomposites
[85] J.-E. Sundgren, B.-O. Johansson, S.-E. Karlsson, Thin So-lid Films 1983, 105, 353.
[86] H. Dimigen, C. P. Klages, Surf. Coat. Technol. 1991, 49,543.
[87] K. Bewilogua, H. Dimigen, Surf. Coat. Technol. 1993, 61,144.
[88] O. Knotek, E. Lugscheider, F. Löffler, B. Bosserhoff, S.Schmitz, Mater. Sci. Eng. A 1996, 209, 394.
[89] A. A. Voevodin, M. A. Capano, A. J. Safriet, S. Donley,J. S. Zabinski, Appl. Phys. Lett. 1996, 69, 188.
[90] A. A. Voevodin, S. V. Prasad, J. S. Zabinski, J. Appl.Phys. 1997, 82, 855.
[91] R. Gampp, P. Gantenbein, Y. Kuster, P. Reimann, R.Steiner, P. Oelhafen, S. Brunold, U. Frei, A. Gombert, R.Joerger, W. Graf, M. Köhl, Proc. of Optical Materials Tech-nology for Energy Efficiency and Solar Energy ConversionXIII (Eds: V. Wittwer, C. G. Granqvist, C. M. Lampert),Proc. SPIE 1994, 2255, pp. 92±106.
[92] R. Gilmore, M. A. Baker, P. N. Gibson, W. Gissler, M.Stoiber, P. Losbichler, C. Mitterer, Surf. Coat. Technol.1998, 108/109, 345.
[93] R. Gilmore, M. A. Baker, P. N. Gibson, W. Gissler, Surf.Coat. Technol. 1998, 105, 45.
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 5 259
REVIE
WS
______________________