global calcium private limitedenvironmentclearance.nic.in/writereaddata/online/... · global...
TRANSCRIPT
.
PRE-FEASIBILITY REPORT ON ENVIRONMENTAL ASPECTS
PROPOSED EXPANSION
GLOBAL CALCIUM PRIVATE LIMITED
# 125, 126 SIPCOT Industrial Complex, Phase – 1, Hosur – 635 126.
MAY 2014

Pre-Feasibility Report GCPL
i
CONTENTS
1.0 INTRODUCTION .............................................................................................................. 1
2.0 PROPOSED PROJECT ...................................................................................................... 1
3.0 PROJECT LOCATION ...................................................................................................... 2
4.0 RAW MATERIALS CONSUMPTION ............................................................................. 4
5.0 MANUFACTURING PROCESS ....................................................................................... 7
6.0 RAW WATER REQUIREMENT .................................................................................... 12
7.0 ENERGY CONSUMPTION ............................................................................................ 14
8.0 WORK FORCE ................................................................................................................ 14
9.0 EXISTING ENVIRONMENTAL SCENARIO ............................................................... 14
9.1 Air Environment ................................................................................................................. 14
9.3 Water Environment ............................................................................................................. 17
9.4 Soil & Land Environment ................................................................................................... 20
10.0 WASTE & WASTE MANAGEMENT ............................................................................ 23
10.1 Air Pollution...................................................................................................................... 23
10.2 Wastewater Generation .................................................................................................... 25
10.3 Solid Wastes...................................................................................................................... 26
11.0 CONCLUSION ................................................................................................................. 26

Pre-Feasibility Report 1 GCPL
1.0 INTRODUCTION
As an EU-GMP certified global company and an established hallmark for pharmaceutical
standards, Global Calcium has stood the test of time since its inception in 1979 as Calcium
India. Today, Global Calcium represents the true hallmark of quality when it comes to
pharmaceutical products.
Global Calcium is backed by an excellent management team comprising of industry
specialists, technocrats, entrepreneurs and business specialists bringing in strong domain
expertise in the pharmaceutical industry.
Global Calcium prioritizes Research and Development over everything else; companies
today are well aware that only with superior R & D can they continue to innovate and
deliver international-quality products. The focused R&D effort and initiatives are behind the
cost advantages that the end customers enjoy.
Global Calcium's goal is to develop genuine business partnership with clients to result in a
win-win strategy. By combining its resources and expertise with its strategy pattern Global
Calcium achieves product development objectives and successful completion of quality
health formulations and products.
Global Calcium is one of the major producers of Nutrition Supplements/Additives in the
Domestic Market as also in the Global Market. These Nutrition Supplements are widely
used for human consumption as also for veterinary care.
2.0 PROPOSED PROJECT
Global Calcium Private Limited (GCPL) has proposed to expand its facility by installing
an additional unit to produce Active Pharmaceutical Ingredient in addition to existing
facility producing mineral salts of Gluconates, Lactates, Lactobionate etc.
The proposed expansion will be carried out within the existing premises of the existing
plant site itself.
Pre-Feasibility Report 2 GCPL
The production details at present are as follows.
Pharmaceutical bulk drugs and chemicals such as Mineral salts of Gluconates, Citrates, Lactates, Lactobionates, Fumarates, Orotates etc by Conventional Process
1641 TPA
Pharmaceutical bulk drugs and chemicals such as Mineral salts of Gluconates, Citrates, Lactates, Lactobionates, Fumarates, Orotates etc by Conversion
1400 TPA
Calcium Glubionate , Calcium Borogluconate, Calcium lacto Gluconate, and other Mineral Salts by spray drier process
2615 TPA
Calcium Glubionate , Calcium Borogluconate, Calcium lacto Gluconate, and other Mineral Salts by Conversion using spray drier process.
1215 TPA
It is now proposed to expand by additionally installing a unit to produce Active Pharma Ingredients (API) Products, such as
Iron sucrose, Calcium dobesylate, Tiemonium methyl sulphate, Ethamsylate Tolperisone hcl, Calcium glycerophosphate, Magnesium glycerophosphate, Carbasalate calcium, Calcium d-saccharate, Alendronate sodium, Benfotiamine, Calcium folinate, Sodium beta glycerphosphate, Phenrocoumon etc
60 TPA
3.0 PROJECT LOCATION
The proposed expansion is within the premises of the existing plant site located at # 125,
126 SIPCOT Industrial Complex, Phase – 1, Hosur – 635 126, Tamil Nadu, which is a
notified industrial estate in Tamil Nadu.
State Industries Promotion Corporation of Tamil Nadu (SIPCOT) Limited, a fully
government owned premier institution, established in the year 1972, has been a catalyst in
development of small, medium and large scale industries in Tamil Nadu.
Total Area of the SIPCOT Complex Phase-1 at Hosur is 1235.86 Acres, which is well
connected by National Highway (NH-7) ie Chennai - Bangalore Highway. SIPCOT has also
established all requisite infrastructure to supply water to all the industries, and have also
established an exclusive substation to ensure uninterrupted power supply.
The Location Map is as shown in Fig.1.0.

Pre-Feasibility Report 3 GCPL
Fig 1.0 LOCATION MAP
Pre-Feasibility Report 4 GCPL
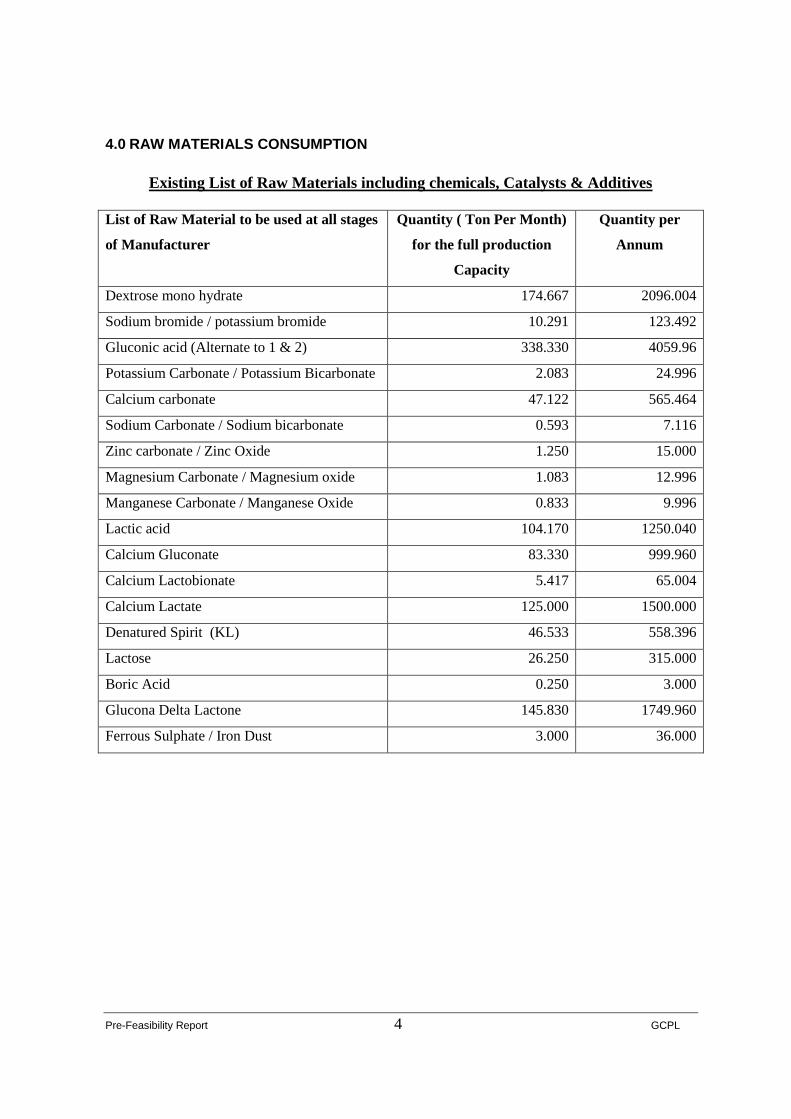
4.0 RAW MATERIALS CONSUMPTION
Existing List of Raw Materials including chemicals, Catalysts & Additives
List of Raw Material to be used at all stages
of Manufacturer
Quantity ( Ton Per Month)
for the full production
Capacity
Quantity per
Annum
Dextrose mono hydrate 174.667 2096.004
Sodium bromide / potassium bromide 10.291 123.492
Gluconic acid (Alternate to 1 & 2) 338.330 4059.96
Potassium Carbonate / Potassium Bicarbonate 2.083 24.996
Calcium carbonate 47.122 565.464
Sodium Carbonate / Sodium bicarbonate 0.593 7.116
Zinc carbonate / Zinc Oxide 1.250 15.000
Magnesium Carbonate / Magnesium oxide 1.083 12.996
Manganese Carbonate / Manganese Oxide 0.833 9.996
Lactic acid 104.170 1250.040
Calcium Gluconate 83.330 999.960
Calcium Lactobionate 5.417 65.004
Calcium Lactate 125.000 1500.000
Denatured Spirit (KL) 46.533 558.396
Lactose 26.250 315.000
Boric Acid 0.250 3.000
Glucona Delta Lactone 145.830 1749.960
Ferrous Sulphate / Iron Dust 3.000 36.000

Pre-Feasibility Report 5 GCPL
Proposed List of Raw Material – Non Hazardous Sl. No
Name of the Products Name of the raw material
Quantity of Major RM in Tons
Qty of solvent Input in KL
1 IRON SUCROSE Ferric chloride Sucrose
22.4 70
3 TIEMONIUM METHYL SULPHATE
2-acetylthiophene 10.98 38.25
5 TOLPERISONE HCl 4-Methyl Propiophenone, 1,3-dioxalone
9.3 3
6 CALCIUM GLYCEROPHOSPHATE
Epichlorohydrin
Trisodium
Phosphate,
Calcium
Carbonate
108 10
7 MAGNESIUM GLYCEROPHOSPHATE
Magnesium Carbonate
59.25 5
8 CARBASALATE CALCIUM Aspirin Urea Calcium chloride
12 2
9 CALCIUM D-SACCHARATE Dextrose Monohydrate
13 1
10 ALENDRONATE SODIUM 4-aminobutyric acid
12.8 2
11 BENFOTIAMINE Thiamine hcl, Orthophosphoric acid,
37.5 6
12 CALCIUM FOLINATE Folic acid, sodium borohydride,
0.3 3.9
13 SODIUM BETA GLYCERPHOSPHATE
Glycerol,
Phosphorous
Oxy chloride
17.2 17.2
14 PHENROCOUMON 4-hydroxy coumarin
8.5 5.7
Total 329.83 178.89

Pre-Feasibility Report 6 GCPL
Proposed List of Raw Material – Hazardous
Sl. No.
as per
MSIHC
Name of the raw material Quantity of Major RM in Tons
319
591
Hydroquinone
Sulphuric acid
13.8
408 Morpholine 10.98
319
591
196
Hydroquinone,
Sulphuric acid,
Diethyl amine
4.8
514 Piperidine, 9.3
506 Phosphorous trichloride 12.8
505
67
Phosphorous pentoxide,
Benzoyl chloride
37.5
652 Triethyl amine 0.3

Pre-Feasibility Report 7 GCPL
5.0 MANUFACTURING PROCESS
EXISTING MANUFACTURING PROCESS
The process to produce Calcium Gluconate, Sodium Gluconate, Potassium Gluconate,
Magnesium Gluoconate, Zinc Glouconate, Manganese Gluconate involves the
following process
Calculated Quantity of Dextrose Mono Hydrate and Sodium Bromide are
dissolved in DM Water and Electrolysed to obtain Gluconic Acid.
Gluconic Acid thus obtained is Neutralized based on the Salt of Gluconate
required by either Calcium Carbonate, Sodium Carbonate, Potassium
Carbonate, Magnesium Carbonate, Zinc Carobonate, Manganese Carbonate.
The Neutralized Salt is then Filtered, Crystallized, Centrifuged, Dried, Milled and
Packed.
In the Alternate Process Gluconic Acid is Neutralized with respective Salts to obtain respective Gluconates which is then Filtered, Crystallized, Centrifuged, Dried, Milled & Packed.
In the Alternate Process using Spray Dried, Salts of Gluconates are Filtered, Dried & Packed.
ELECTROLYSIS NEUTRALISATION
CRYSTALLISATION
PACKING MILLING DRYING CENTRIFUGING
FILTERATION

Pre-Feasibility Report 8 GCPL
CALCIUM LACTATE
Calcium Carbonate is Neutralized with Lactic Acid and then Filtered, Crystalised, Centrifuged, Dried & Packed.
CALCIUM GLUBIONATE
Calculated quantities of Calcium Gluconate & Calcium Lactobionate are Blended, Sieved and Packed.
In the Alternate Process calculated quantities of Calcium Gluconate and Calcium Lactobinate are dissolved in DM Water and then Filtered, Dried Sieved & Packed.
CALCIUM LACTO GLUCONATE
Calculated quantities of Calcium Lactate & Calcium Gluconate are Blended, Sieved and Packed.
In the Alternate Spray Drier Process Calcium Lactate & Calcium Gluconate are dissolved in DM Water and then Filtered, Dried Sieved & Packed.
In another Process either Gluconic Acid or Glucono Delta Lactone are Neutralized with Lactic Acid and Calcium Carbonate, the product thus obtained is Filtered, Dried, Sieved and Packed.
CALCIUM LACTOBIONATE
Calculated quantities of Lactose, Sodium Bromide, Calcium Carbonate are mixed in Water and electrolyzed.
The product is Filtered, Vaccum Concentrated, Crystallized with Alcohol, Centrifuged, Milled, Dried and Packed.
FERROUS GLUCONATE
Calcium Gluconate & Ferrous Sulphate are mixed with DM Water.
The Product is then Filtered, Concentrated, Dried, Milled and Packed.

Pre-Feasibility Report 9 GCPL
PROPOSED MANUFACTURING PROCESS
IRON SUCROSE Ferric Chloride is dissolved in water and sodium bicarbonate solution is added to
precipitate ferric hydroxide which is filtered.
Above ferric hydroxide is mixed with sucrose and heated to get iron sucrose in solution.
Which is concentrated to get thick mass which is added with vigorous stirring to DNS and
then methanol to precipitate iron sucrose solid. This is centrifuged and slurried with DNS
and acetone again to remove the impurities. The wet material is dried under vacuum,
pulverized, redried, milled, blended as needed and packed.
TIEMMONIUM METHYL SULPFATE (TMS) Morpholine is reacted with 2-acetyl thiophene and p-formaldehyde in the presence of
hydrochloric acid in denatured spirit (DNS) to get the corresponding mannich base as HCl
salt. The above HCl salt is basified in toluene to get the corresponding mannich ketone
base. This is reacted with phenyl magnesium bromide in tetrahydrofuran to get
tiemmonium hydrochloride which is purified using methanol slurry. The pure hydrochloride
is converted to base and treated with dimethyl sulfate in acetone to get the tiemmonium
methyl sulfate. This is dried in a vacuum oven, milled, blended and packed.
PERAZINE DIMALEATE Stage – I: N-methyl piperazine is reacted with Bromochloro propane in presence of sodium
hydroxide.
Stage – II: condensation of phenothiazine with stage – I product in DMF (Dimethyl
formamide) to form Perazine base.
Stage – III: Perazine base reacted with Maleic acid in acetone to form Perazine Dimaleate.
CALCIUM D-SACHARIDE (CADS) Nitric acid reacted with Dextrose monohydrate (DMH) at hot condition. The reacted mass is
basified with Potassium hydroxide. Again the mass is acidified to get mono potassium salt
of D-sacharic acid. This salt is reacted with Sodium hydroxide. The mass is reacted with
Calcium chloride to form Calcium D-sacharide.
Pre-Feasibility Report 10 GCPL
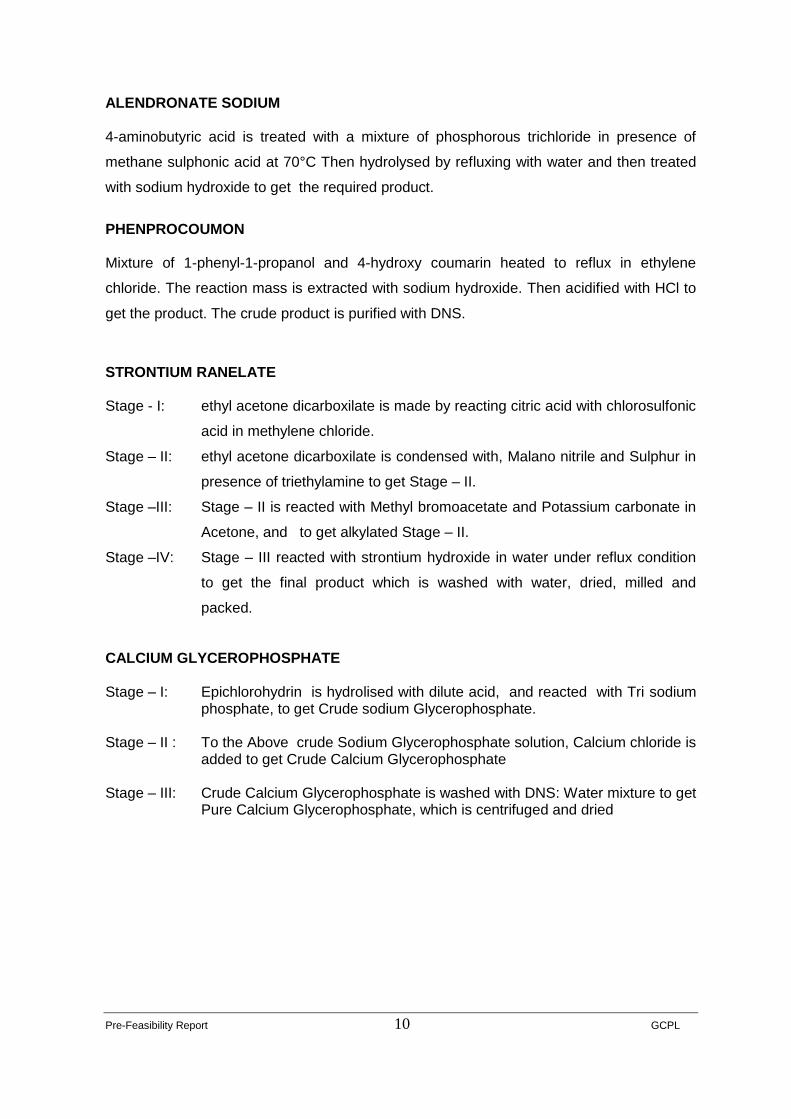
ALENDRONATE SODIUM 4-aminobutyric acid is treated with a mixture of phosphorous trichloride in presence of
methane sulphonic acid at 70°C Then hydrolysed by refluxing with water and then treated
with sodium hydroxide to get the required product.
PHENPROCOUMON Mixture of 1-phenyl-1-propanol and 4-hydroxy coumarin heated to reflux in ethylene
chloride. The reaction mass is extracted with sodium hydroxide. Then acidified with HCl to
get the product. The crude product is purified with DNS.
STRONTIUM RANELATE Stage - I: ethyl acetone dicarboxilate is made by reacting citric acid with chlorosulfonic
acid in methylene chloride.
Stage – II: ethyl acetone dicarboxilate is condensed with, Malano nitrile and Sulphur in
presence of triethylamine to get Stage – II.
Stage –III: Stage – II is reacted with Methyl bromoacetate and Potassium carbonate in
Acetone, and to get alkylated Stage – II.
Stage –IV: Stage – III reacted with strontium hydroxide in water under reflux condition
to get the final product which is washed with water, dried, milled and
packed.
CALCIUM GLYCEROPHOSPHATE Stage – I: Epichlorohydrin is hydrolised with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate. Stage – II : To the Above crude Sodium Glycerophosphate solution, Calcium chloride is
added to get Crude Calcium Glycerophosphate Stage – III: Crude Calcium Glycerophosphate is washed with DNS: Water mixture to get
Pure Calcium Glycerophosphate, which is centrifuged and dried

Pre-Feasibility Report 11 GCPL
MAGNESIUM GLYCEROPHOSPHATE Stage – I : Epichlorohydrin is hydrolised with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate. Stage –II : To the Above crude Sodium Glycerophosphate solution ,Magnesium
chloride is added to get Crude Magnesium Glycerophosphate Stage – III : Crude Magnesium Glycerophosphate is washed with DNS: Water mixture to
get Pure Magnesium Glycerophosphate, which is centrifuged and dried SODIUM GLYCEROPHOSPHATE Stage – I: Epichlorohydrin is hydrolised with dilute acid, and reacted with Tri sodium
phosphate, to get Crude sodium Glycerophosphate solution which is concentrated and filtered to get Crude sodium Glycerophosphate
Stage–II: Crude Sodium Glycerophosphate is washed with DNS: Water mixture to get
Pure Sodium Glycerophosphate, which is entrifuged and dried . SODIUM BETA GLYCEROPHOSPHATE Stage – I : Glycerol is reacted reaction with pivaloyl chloride in presence pyridine in
Methyl tertiary butyl ether to get dipivaloyl glycerol, which is reacted with phosphorous oxychloride in presence of Triethylamine.
Stage – II : Stage I is quenched with water. And extracted with hexane and methanol:
water Stage – III: Methanol –water mixture is basified with sodium hydroxide to the beta
sodium salt which is Centrifuged and dried. CARBASALATE CALCIUM Aspirin is dissolved in water using sodium bicarbonate. This clear solution is reacted with urea and calcium chloride solution to get carbasalate calcium precipitated which is Centrifuged, washed with DNS and dried. ETHAMSYLATE Stage-I: Sulphuric acid is added to a suspention of hydroquinone in ethylene di
chloride. After the sulfonation, water is added and aqueous layer separated. Stage-II: Aqueous layer is neutralized with diethylamine, concentrated, chilled, the
product filtered and washed with isopropanol and dried.
Pre-Feasibility Report 12 GCPL
CALCIUM DOBESYLATE Stage-I: Sulphuric acid is added to a suspension of hydroquinone in ethylene di
chloride. After the sulfonation, water is added and aqueous layer separated. Stage-II: Aqueous layer is neutralized with a slurry of calcium carbonate in water,
centrifuged to separate calcium sulfate. Liquid from centrifuge is concentrated, chilled, the product filtered and washed with isopropanol and dried.
6.0 RAW WATER REQUIREMENT
A full-fledged ETP with 2 stage RO/Evaporator provided to recycle the treated waste water
in process and make-up water met through SIPCOT supply.
The Plant operates at present, and will operate on expansion on Zero Discharge basis. The
entire waste water is treated & reused. There will be no discharge of waste water from the
Plant.
The additional make-up water requirement is met through SIPCOT sources. There is no
drawal of ground or surface water from the plant.

Pre-Feasibility Report 13 GCPL
Water Balance Diagram All Values are in KL Existing [ ] Proposed ( )
Evaporation [27] + (5.54) = 32.54
Waste water [38] + (7.8) = 45.8
Evaporation [27] + (4) = 31
Waste water [18] + (2.6) = 20.6
Evaporation [1.4] + (0.2) = 1.6
Waste water [5.6] + (0.8) = 6.4
Permeate Recycled water [59.75] + (10.86) = 70.61
[142] + (20.94) =
162.94
Cooling water /
Floor wash
[45] + (6.6) = 51.6
Process/Boiler/
Equipment Cleaning [65]
+ (13.34) = 78.34
Domestic
[7] + (1) = 8
Garden [25] KL
ETP
[61.6] + (11.2) =
72.8
RO
SIPCOT / Outsourced
[82.25] + (10.08) = 92.33 ME
[59
.75
] +
(10
.86
) =
70
.61
Evaporation
Residue 0.65 kg

Pre-Feasibility Report GCPL
14
7.0 ENERGY CONSUMPTION
The details of existing and upon expansion power consumption and its source are as follows:
Power Consumption
Source Existing Proposed Upon Expansion
TNEB 0.9 MW 0.3 MW 1.2 MW
Global Calcium has its own windmill, and the entire power required is met through this windmill.
The plant runs entirely on this green energy.
D.G. Sets of 125 KVA x 3, 180 KVA x 2, 380 KVA, 450 KVA capacity will be used only during
emergency or grid failure.
8.0 WORK FORCE
The existing work force of 140 Nos. will continue to remain the same even upon expansion.
9.0 EXISTING ENVIRONMENTAL SCENARIO
9.1 Air Environment
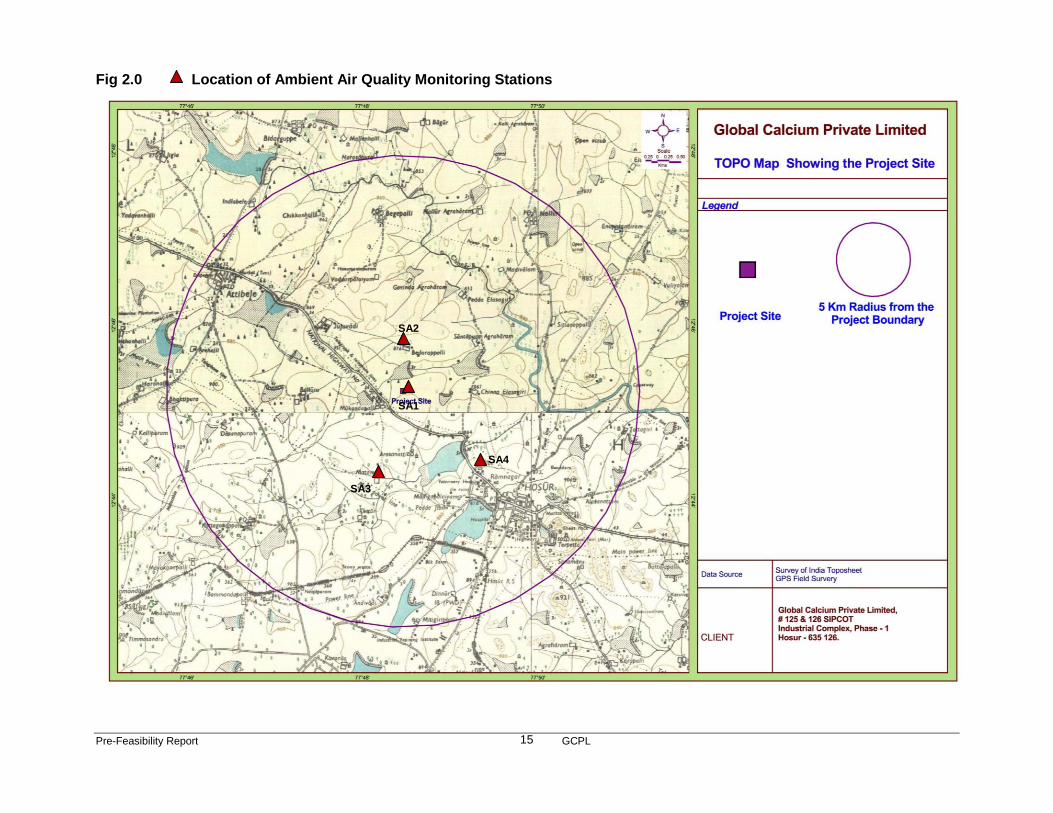
Ambient air quality monitoring was carried out for 4-locations, one in the plant site and 3 in
different directions outside the plant site, the location of sampling station is given in the following
Table and as shown in Fig 2.0.
Pre-Feasibility Report GCPL
15
Fig 2.0 Location of Ambient Air Quality Monitoring Stations
SA1
SA2
SA3
SA4
Pre-Feasibility Report GCPL
16
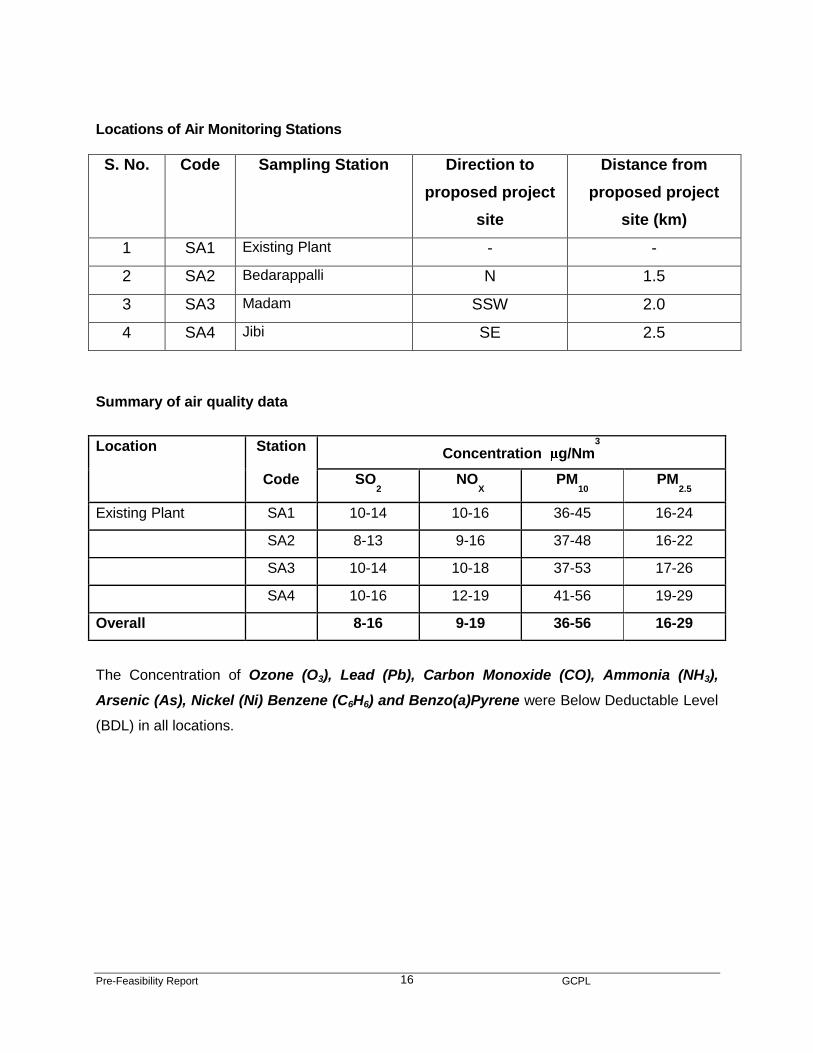
Locations of Air Monitoring Stations
S. No. Code Sampling Station Direction to
proposed project
site
Distance from
proposed project
site (km)
1 SA1 Existing Plant - -
2 SA2 Bedarappalli N 1.5
3 SA3 Madam SSW 2.0
4 SA4 Jibi SE 2.5
Summary of air quality data
Location Station Concentration g/Nm
3
Code SO2 NO
X PM
10 PM
2.5
Existing Plant SA1 10-14 10-16 36-45 16-24
SA2 8-13 9-16 37-48 16-22
SA3 10-14 10-18 37-53 17-26
SA4 10-16 12-19 41-56 19-29
Overall 8-16 9-19 36-56 16-29
The Concentration of Ozone (O3), Lead (Pb), Carbon Monoxide (CO), Ammonia (NH3),
Arsenic (As), Nickel (Ni) Benzene (C6H6) and Benzo(a)Pyrene were Below Deductable Level
(BDL) in all locations.
Pre-Feasibility Report GCPL
17
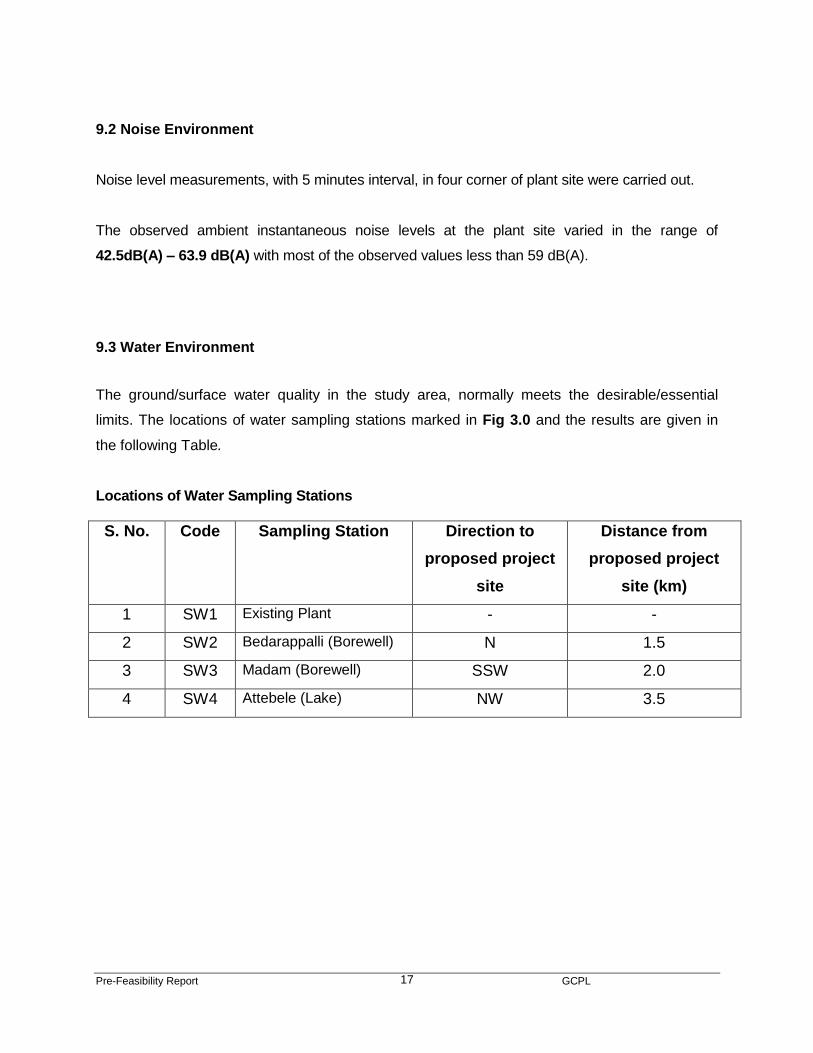
9.2 Noise Environment
Noise level measurements, with 5 minutes interval, in four corner of plant site were carried out.
The observed ambient instantaneous noise levels at the plant site varied in the range of
42.5dB(A) – 63.9 dB(A) with most of the observed values less than 59 dB(A).
9.3 Water Environment
The ground/surface water quality in the study area, normally meets the desirable/essential
limits. The locations of water sampling stations marked in Fig 3.0 and the results are given in
the following Table.
Locations of Water Sampling Stations
S. No. Code Sampling Station Direction to
proposed project
site
Distance from
proposed project
site (km)
1 SW1 Existing Plant - -
2 SW2 Bedarappalli (Borewell) N 1.5
3 SW3 Madam (Borewell) SSW 2.0
4 SW4 Attebele (Lake) NW 3.5

Pre-Feasibility Report GCPL
18
Fig 3.0 Location of Water Sampling Stations
SW1
SW2
SW3
SW4

Pre-Feasibility Report GCPL
19
Water Quality Data
S.No Parameters SW1 SW2 SW3 SW4
1 Colour (Hazen units) <1 <1 <1 <1
2 Odour Agreeable Agreeable Agreeable Agreeable 3 Total Suspended Solids, mg/l 15 15 16 18
4 Dissolved Solids mg/l 520 630 432 1200
5 PH Value 7.0 7.48 7.6 7.12
6 Temperature in oC 32 32 32 32
7 Oil & Grease, mg/l BDL BDL BDL BDL
8 Total Residual Chlorine, mg/l BDL BDL BDL BDL
9 Nitrate as No3, mg/l 14.12 16.14 0.05 22.21
10 B.O.D (3 days 27oC), mg/l 15 17 2 10
11 Arsenic (as As), mg/l BDL BDL BDL BDL
12 Mercury (as Hg), mg/l BDL BDL BDL BDL
13 Lead (as Pb), mg/l BDL BDL BDL BDL
14 Cadmium (as Cd), mg/l BDL BDL BDL BDL
15 Hexavalent Chromium (as Cr+6), mg/l
BDL BDL BDL BDL
16 Total Chromium (as Cr), mg/l BDL BDL BDL BDL
17 Copper (as Cu), mg/l BDL BDL BDL BDL
18 Zinc (as Zn), mg/l 0.02 0.02 <0.01 0.05
19 Selenium (as Se), mg/l BDL BDL BDL BDL
20 Nickel (as Ni), mg/l BDL BDL BDL BDL
21 Boron (as B), mg/l BDL BDL BDL BDL
22 Percent Sodium 28 31 20 29
23 Cyanide (as CN), mg/l BDL BDL BDL BDL
24 Chloride (as Cl), mg/l 296 290 102 460
25 Fluoride (as F), mg/l 0.3 1.2 Nil 1.2
26 Sulphate (as SO4), mg/l 138 156.06 3 158.9
27 Pesticides Nil Nil Nil Nil
28 Total Coliform Organisms, (MPN/100ml)
5 7 4 17
29 Phenolic Compounds (as C6 H5 OH), mg/l
Nil Nil Nil Nil

Pre-Feasibility Report GCPL
20
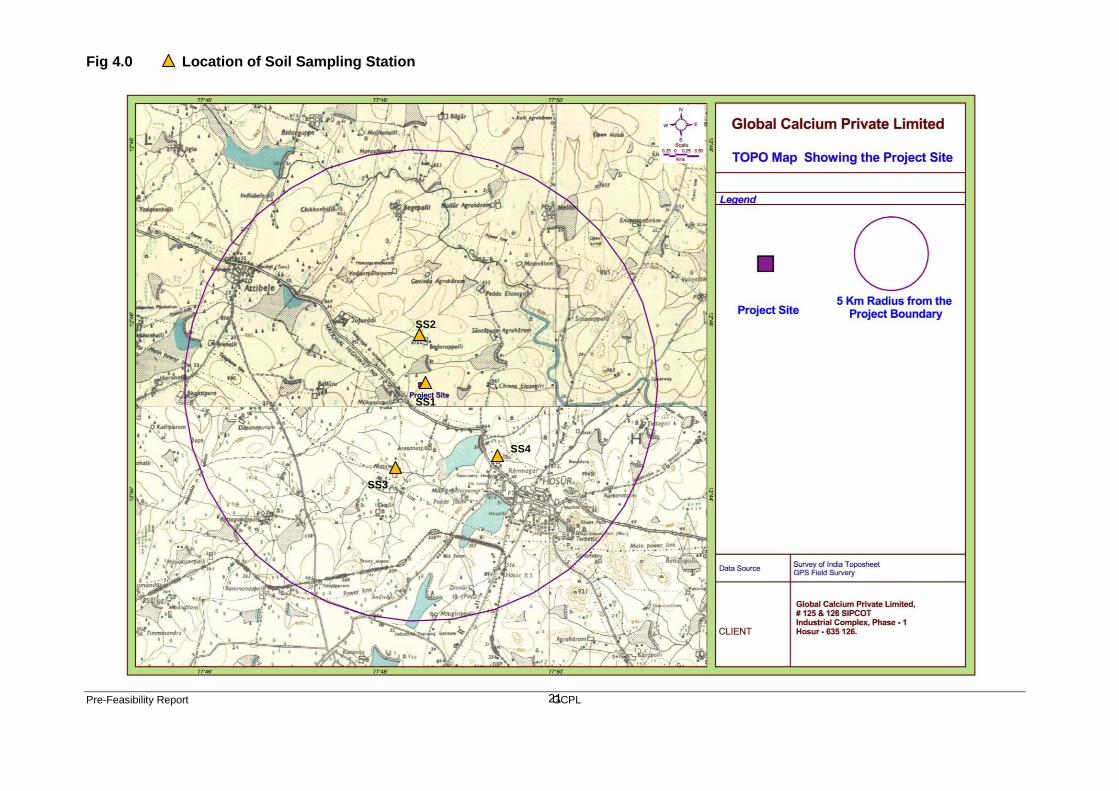
9.4 Soil Environment
A total of 4-samples was collected in and around the plant site. Samples were collected using
augers at depths upto 30, 60 and 100 cms. The Soil Samples were analysed for pH, electrical
conductivity, nitrogen, phosphorus, potassium, available magnesium, natural moisture
content, grain size distribution (gravel, sand, clay/silt) textural class, bulk density, plastic
limit, liquid limit etc. The undisturbed sample at 60 cm depth was analysed for field capacity,
wilting coefficient, and available water storage capacity. The results are given in the
following Table.
Locations of Soil Sampling Stations
S. No. Code Sampling Station Direction to
proposed project
site
Distance from
proposed project
site (km)
1 SS1 Existing Plant - -
2 SS2 Bedarappalli N 1.5
3 SS3 Madam SSW 2.0
4 SS4 Jibi SE 2.5
Location of the sampling stations are marked in Fig 4.0.
Pre-Feasibility Report GCPL
21
Fig 4.0 Location of Soil Sampling Station
SS1
SS2
SS3
SS4

Pre-Feasibility Report GCPL
22
Soil Quality Data
S.No Location SS1 SS2 SS3 SS4
1. Depth, cm 0-30 30-60 60-100 0-30 30-60 60-100 0-30 30-60 60-100 0-30 30-60 60-100
2. PH 6.5 6.05 6.4 6.7 6.65 6.7 6.8 6.65 6.7 6.8 6.75 6.6
3. Electrical Conductivity ( mho/cm) 10.4 11.0 11.1 12.8 13.0 12.6 13.4 13.5 13.0 11.0 13.2 12.5
4. Moisture Content (%) 5.0 4.5 6.0 4.5 5.1 6.05 3.0 7.5 8.0 10.0 11.5 10.0
5. Organic matter (%) 1.85 1.98 1.5 1.1 1.4 1.25 1.13 1.24 1.2 1.98 2.46 2.38
6. Alkalinity 0.005 0.005 0.005 0.0051 0.0052 0.0051 0.0052 0.0055 0.0051 0.0052 0.0052 0.0053
7. Acidity Nil Nil Nil Nil Nil Nil Nil Nil Nil Nil Nil Nil 8. Sodium Absorption Ratio 0.11 0.1 0.1 0.1 0.09 0.1 0.13 0.11 0.11 0.08 0.090 0.08
9. Nitrogen (as N, %) 0.004 0.004 0.005 0.001 0.001 0.001 0.003 0.004 0.004 0.005 0.003 0.003
10. Phosphorus (as P, %) 0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.001 0.001
11. Potassium (as K, %) 0.01 0.008 0.01 0.007 0.006 0.006 0.009 0.01 0.001 0.009 0.01 0.008
12. Iron (as Fe, %) 0.8 0.84 0.75 0.55 0.6 0.55 0.51 0.55 0.5 1.07 1.0 1.05
13. Copper (as Cu, %) 0.003 0.003 0.002 0.001 0.001 0.001 0.002 0.002 0.002 0.003 0.003 0.003
14. Zinc (as Zn, %) 0.01 0.01 0.01 0.004 0.003 0.001 0.005 0.005 0.005 0.010 0.005 0.005
15. Manganese (as Mn, %) 0.02 0.02 0.02 0.009 0.009 0.01 0.02 0.02 0.02 0.020 0.02 0.02
16. Boron (as B, ppm) 0.2 0.2 0.22 0.2 0.24 0.21 0.25 0.2 0.21 0.22 0.24 0.21
17. Sodium chloride (as Nacl, %) 0.013 0.016 0.013 0.009 0.008 0.008 0.01 0.01 0.01 0.060 0.04 0.05
18. Sodium Carbonate (as Na2CO3, %) 0.006 0.004 0.004 0.01 0.01 0.009 0.009 0.01 0.01 0.01 0.01 0.01
19. Texture Sandy Sandy Sandy Sandy Sandy Sandy Sandy Sand Sandy Sandy Sandy Sandy
20. Sand, % 89.45 89.05 89.2 90.4 90.15 90.05 84.4 84.95 84.25 88.55 88.1 87.9
21. Silt & Clay, % 10.5 10.85 10.75 9.55 9.8 9.95 15.6 15.05 15.7 11.45 11.8 12.05
22. Spedific gravity, g/cc 2.37 2.38 2.39 2.55 2.5 2.48 2.45 2.5 2.52 2.5 2.53 2.48
23. Bulk Density, g/cc 1.09 1.0 1.03 1.16 1.14 1.1 1.09 1.15 1.14 1.09 1.09 1.13
24. Infiltration Capacity (in cm/hr) 5.0 3.1 2.5 5.5 1.9 1.2 5.8 2.05 1.7 5.4 1.8 1.05
25. Arsenic as As (mg/kg) BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL
26. Cadmium as Cd (mg/kg) BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL
27. Chromium as Cr (mg/kg) BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL
28. Lead as Pb (mg/kg) BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL
29. Mercury as Hg (mg/kg) BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL BDL

Pre-Feasibility Report GCPL
23
10.0 WASTE & WASTE MANAGEMENT
10.1 Air Pollution
The major sources of air emissions are from fuel burning in the Boiler and Thermopac,
apart from small quantity of emission of Bromine from production processes. However,
adequate measures are incorporated and the details are as follows:
Emissions from combustion of fuels
The emissions are from Diesel Generator, Wood fired boiler and Thermopac.
The Diesel Generator is used only when there is an electrical supply breakdown.
The Wood fired boiler capacity is of 4 T. The stack is to a height of 20 m as per the norms.
It will be ensured that the fuel used will have low sulphur, optimum air fuel ratio to limit NOx
emission. Moreover, the fuel used is wood, which is most environment friendly.
Thermopac used for hot air generator also has stack of adequate height as per norms
based on sulphur in the diesel.
Emissions from production process
The emissions from production process are mainly from the electrolytic cells. The reactions
are carried out in closed condition and the vent is connected to an alkali scrubber. The
emissions are absorbed in alkali media. The alkali strength is monitored and maintained
and changed, if required. Thus resulting in insignificant Bromine emissions.
Emissions from storage or transport
The material is stored in closed container and hence no possible emission on storage and
transport. The material are transported to the reactor tanks using residual vacuum, hence
very minimal emission is possible while transporting the emissions through the drum bunk
openings are very minimal.
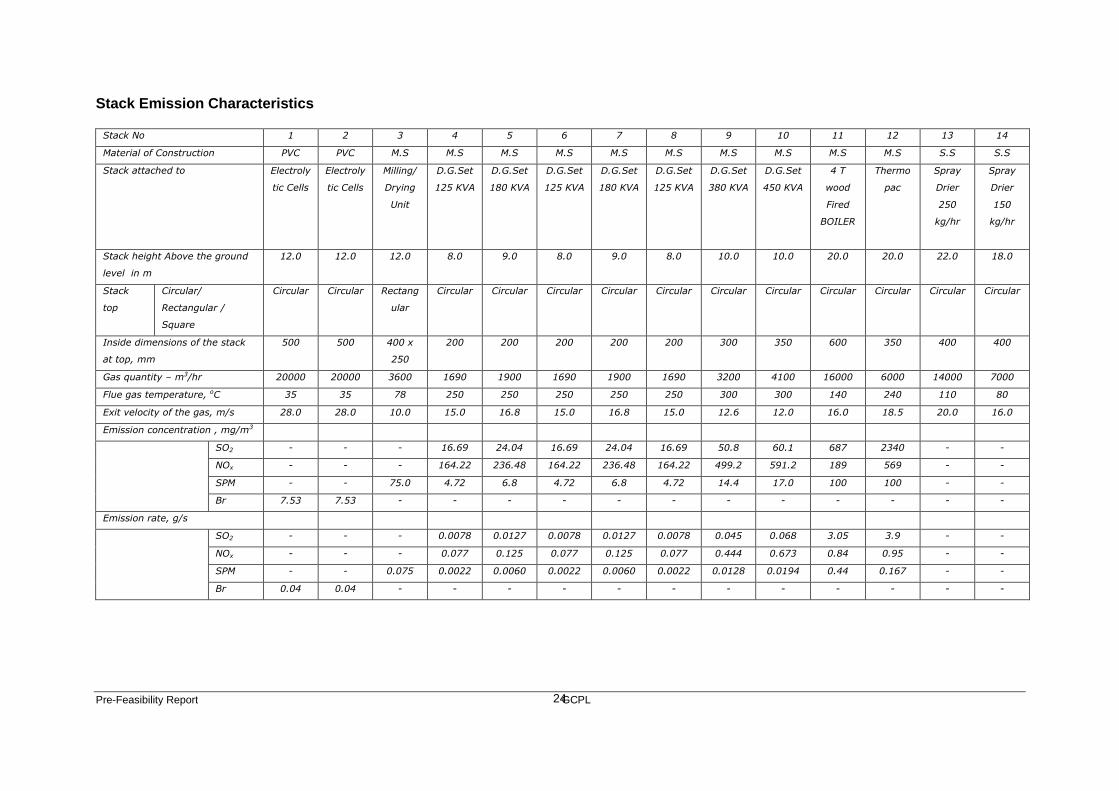
Stack Emission Characteristics are given in the following Table.
Pre-Feasibility Report GCPL
24
Stack Emission Characteristics
Stack No 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Material of Construction PVC PVC M.S M.S M.S M.S M.S M.S M.S M.S M.S M.S S.S S.S
Stack attached to Electroly
tic Cells
Electroly
tic Cells
Milling/
Drying
Unit
D.G.Set
125 KVA
D.G.Set
180 KVA
D.G.Set
125 KVA
D.G.Set
180 KVA
D.G.Set
125 KVA
D.G.Set
380 KVA
D.G.Set
450 KVA
4 T
wood
Fired
BOILER
Thermo
pac
Spray
Drier
250
kg/hr
Spray
Drier
150
kg/hr
Stack height Above the ground
level in m
12.0 12.0 12.0 8.0 9.0 8.0 9.0 8.0 10.0 10.0 20.0 20.0 22.0 18.0
Stack
top
Circular/
Rectangular /
Square
Circular Circular Rectang
ular
Circular Circular Circular Circular Circular Circular Circular Circular Circular Circular Circular
Inside dimensions of the stack
at top, mm
500 500 400 x
250
200 200 200 200 200 300 350 600 350 400 400
Gas quantity – m3/hr 20000 20000 3600 1690 1900 1690 1900 1690 3200 4100 16000 6000 14000 7000
Flue gas temperature, oC 35 35 78 250 250 250 250 250 300 300 140 240 110 80
Exit velocity of the gas, m/s 28.0 28.0 10.0 15.0 16.8 15.0 16.8 15.0 12.6 12.0 16.0 18.5 20.0 16.0
Emission concentration , mg/m3
SO2 - - - 16.69 24.04 16.69 24.04 16.69 50.8 60.1 687 2340 - -
NOx - - - 164.22 236.48 164.22 236.48 164.22 499.2 591.2 189 569 - -
SPM - - 75.0 4.72 6.8 4.72 6.8 4.72 14.4 17.0 100 100 - -
Br 7.53 7.53 - - - - - - - - - - - -
Emission rate, g/s
SO2 - - - 0.0078 0.0127 0.0078 0.0127 0.0078 0.045 0.068 3.05 3.9 - -
NOx - - - 0.077 0.125 0.077 0.125 0.077 0.444 0.673 0.84 0.95 - -
SPM - - 0.075 0.0022 0.0060 0.0022 0.0060 0.0022 0.0128 0.0194 0.44 0.167 - -
Br 0.04 0.04 - - - - - - - - - - - -
Pre-Feasibility Report GCPL
25
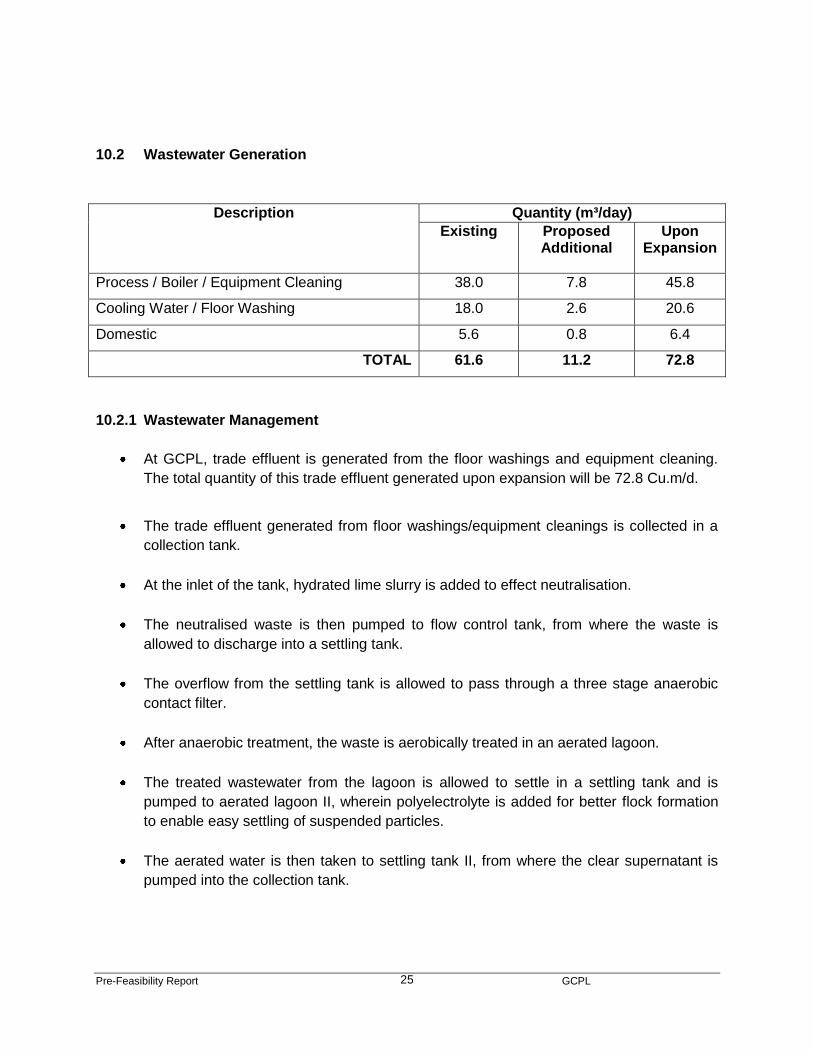
10.2 Wastewater Generation
Description Quantity (m³/day)
Existing Proposed Additional
Upon Expansion
Process / Boiler / Equipment Cleaning 38.0 7.8 45.8
Cooling Water / Floor Washing 18.0 2.6 20.6
Domestic 5.6 0.8 6.4
TOTAL 61.6 11.2 72.8
10.2.1 Wastewater Management
At GCPL, trade effluent is generated from the floor washings and equipment cleaning.
The total quantity of this trade effluent generated upon expansion will be 72.8 Cu.m/d.
The trade effluent generated from floor washings/equipment cleanings is collected in a
collection tank.
At the inlet of the tank, hydrated lime slurry is added to effect neutralisation.
The neutralised waste is then pumped to flow control tank, from where the waste is
allowed to discharge into a settling tank.
The overflow from the settling tank is allowed to pass through a three stage anaerobic
contact filter.
After anaerobic treatment, the waste is aerobically treated in an aerated lagoon.
The treated wastewater from the lagoon is allowed to settle in a settling tank and is
pumped to aerated lagoon II, wherein polyelectrolyte is added for better flock formation
to enable easy settling of suspended particles.
The aerated water is then taken to settling tank II, from where the clear supernatant is
pumped into the collection tank.

Pre-Feasibility Report GCPL
26
The treated water is then passed through the RO plant. Treated water from RO is reused
and the RO rejects are subject to Mechanical evaporation. Condensed water from
Mechanical evaporator is also reused.
10.3 Solid Wastes
Sl. No. Type of Solid
Waste
Quantity TPA
Existing Proposed
Hazardous Non-
Hazardous
Hazardous Non-
Hazardous
1. Process Waste -- 3.0 18.875 113.5
2. ETP Sludge -- 1.5
Hazardous wastes from the production process are collected and stored in closed containers.
The containers containing the Hazardous waste is stored in a closed shed. The Hazardous
waste is disposed to common waste collection yard of Tamil Nadu Waste Management Limited
at Gummidipoondi, Tiruvallur District.
Sewage sludge / sludge from effluent treatment
The sewage is connected to SIPCOT sewage system and hence no sewage sludge is collected
within the premises.
The sludge from the effluent treatment is dried in Filter Press. The dried sludge is packed in
polythene woven / polythene bags and the sludge bags are stored in a closed shed. The
hazardous sludge will be disposed to common waste collection yard of Tamil Nadu Waste
Management Limited at Gummidipoondi, Tiruvallur District.
11.0 CONCLUSION
The proposed expansion is planned within the existing premises of GCPL located at # 125, 126
SIPCOT Industrial Complex, Phase – 1, Hosur – 635 126, Tamil Nadu, which is a notified
industrial estate in Tamil Nadu. More-over the plant with modern process and techniques
including efficient environment management plan viz., air pollution control system to limit air
emissions, treatment of effluent in a full-fledged ETP / 2 stage RO and disposal of solid waste in
common landfill as authorized will all result in insignificant impact on the ambient environment.