gfrp and bfrp composite materials with carbon nanotubes are promising materials for construction
DESCRIPTION
Materials for an illustration of perspectivity of application composite and nanocomposite materials are presented. Application-building area, mechanical engineering, construction in seismodangerous zones.TRANSCRIPT


Composite materials from a fiber and a
polymeric matrix
• Composite material (CM) the non-uniform, pseudo-
continuous material consisting of two or more components
with border of section between them. Mechanical properties
of the CM consisting of a fiber and a polymeric matrix
depend, basically, from properties of a fiber. The matrix
(polymer resin) provides teamwork of fillers. Delamination
of fibers in CM almost completely depends on properties of a
matrix. For additional hardening in a matrix short fibers,
various powders and nanoparticles can be added. The Overall
objective of any technology-provide necessary distribution of
a matrix between reinforcing elements.

Properties of resins of matrixes for
composite materials
Table1
Property Resin
Polyester Phenolic Epoxy Polyimide
Density,
kg/m31100-1460 1200-1760 1100-1400 1200-1450
Young's
modulus, GPa1.5-4,5 1,4-6,8 1,9-5,0 3,2-5,5
Tensile strength,
MPa23,5-28,5 22,5-78,3 27,4-140 90-95
Impact strength
kJ/m22-10,3 2-11,2 29-24,5 4,9-12,0
Marten’s heat
resistance °C60-80 140-180 140-190 250-370

Strength and the
elasticity module at a
tensile of various fibers
and a steel
Mechanical characteristics of a basalt fiber above, than at hight-modulus glass fiber S2 and ВМП (Russia),
which cost above 10 $/kg and slightly more low on the module to the
aramide fiber Kevlar, which cost above 20 $/kg.
Therefore, depending on success of realization of properties of a basalt
fiber in a composite material, it can be competitive at the price from 4 to 10
$/kg

Manufacturing of a composite material
by pultrusion, the most effective
process for products for building

Properties of some metals and the
composite materials (CM) produced
by pultrusion method Table 2
Property Fiber reinforcement epoxy resin CM Metal
E-Glass
fiber
Basalt
fiber
Aramid
fiber
Kevlar
Carbon
fiber
T300
Steel Aluminum
alloy**
(profil)
Density,
kg/m31900 2000 1400 1600 7800 2640
Young's
modulus,
GPa
40-50 60-85* 75 135 200 71
Tensile
strength,
MPa
1000 1000-
1800*
1300 1500 200-
400***
190***
* -depends on quality of basalt, ** -alloy aluminum 91,1-93,6% magnesium 5,8-6,8%*** -proportional limit σp

Typical Uniaxial Tensile of Prestressing
Tendons (CAN/CSA-S806-02)
from site www.isiscanada.com Table 3
Mechanical
Properties
Prestressing
Steel
AFRP CFRP GFRP
Tensile strength
(MPa)1379−1862 1200−2068 1650−2410 1379-1724
Elastic Modulus
(GPa)186−200 50−74 152−165 48-62
Rupture Strain
(%)>4 2−2.6 1−1.5 3-4.5
Density (kg/m3) 7900 1250−1400 1500−1600 1250-2400
A-aramid, C-carbon,-G-glass FRP (Fiber Reinforced Polymer)

Comparison steel and glass fiber reinforced
polymer deformation at a tensile
The steel should be maintained at
stress less than limit of
proportionality σp. Value of a
proportionality limit several times is
less ultimate stress σu. Typical value
σp for steels 200-400МПа
On the schedule results of measurements
are presented at a stretching of samples
of fiberglass cores with diameters from
4, 8, 12 and 20 mm. The proportionality
limit in all cases is more than 1000 Mpa
that is considerable above, than at a
steel.

Typical profiles from GFRR or
BFRR made by pultrusion for
constructions
For

The use of composite materials in
constructions
1. Bridges (ApATeCh, www.apatech.ru)

The use of composite materials in constructions
2. civil buildingShebanov S.M., Strebkov D.S., Goregliad V.V., Kogevnikov J.A. (Advances in
science and technology agricultural, 2011, in press )

The use of composite materials in
constructions3. Composite (GFRR or BFRR) rebar for concrete
• Composite rebar has advantages before metal
rebar in some important areas
• 1) Concrete with composite rebar is easier and
stronger, than with the metal. Perspective area -
building in seismodangerous zones.
• 2) The composite rebar isn't subject to
electrochemical corrosion. Concrete service life
can reach 100 and more years even near to the
sea.
• 3) Building of durable buildings and constructions

Samples Fiber Reinforced Polymer
(FRP) rebar
*- from site www.isiscanada.com

Advantages BFRP rebar as
compared with GFRP rebar
• 1) Basalt fiber for rebar is preferable to glass. Fiber E-glass
can lose strength in an alkaline environment, which is formed
during concrete hardening. Alkali-resistant glass fiber has a
high cost
• 2) Basalt widespread cheap raw materials (in 100 times is
cheaper than raw materials for glass fiber)
• 3) Mechanical properties of BFRP rebar is higher than the
properties GFRP rebar. Mechanical properties of BFRP rebar
can be equal to the properties of AFRP rebar, so the cost BFRP
may be higher than the GFRP.

Technical and economic the analysis
of use GFRP rebar for bridge deck.
• “The case study selected involves a deck
replacement for a specific bridge in Winnipeg,
Manitoba.
• The first design alternative was a standard steel-
reinforced concrete bridge deck. The second
alternative replaced steel in the deck with glass
FRP bar.”
• ISIS Canada Education. Module No7: An
introduction to Life cycle Costing
• From site www.isiscanada.com

The economic analysis of application
composite rebar at bridge building from site www.isiscanada.com Table 4
Parameter Metal rebar GFRP rebar
Deck area, sq m 6000 6000
Total Present WIC, $ 2275000 2669000
Annual WIC, $ 144336 162192
Total rebar cost, $ 150000 564000
Annual WMRC, $ 96602 12970
Total Annual WLCC, $ 251270 177468
Service life (years) 50 75
WIC -Worth of the Initial Cost,
WMRC -Worth of Maintenance and Repair Cost
WLCC-Worth of Life Cycle Cost
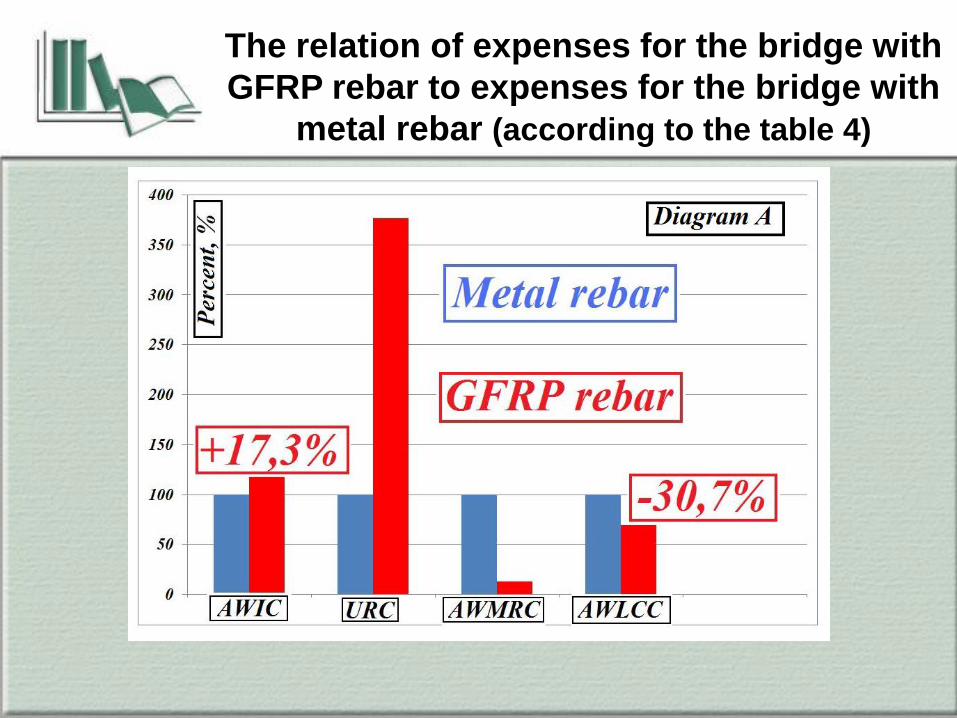
The relation of expenses for the bridge with
GFRP rebar to expenses for the bridge with
metal rebar (according to the table 4)

Comments
to the table 4 and the diagram A
• 1. The rebar from a carbonaceous steel is almost
always cheaper than rebar from composite materials.
• 2. The rebar from composite materials is favourable
for using from for big life service
• 3. In special conditions, for example, sea water or
salty water of mines, almost always rebar from
composite materials is more preferable metal.

Criteria for comparing the diameters
the FRP rebar and steel rebar in
concrete

The relation of diameters of rebars
from a steel and a composite material
Table 5
Material
E,
Gpa
σ,
MPa
ρ,
kg/c.m
d(CM)/d(Steel) Price
$ per kgCrit. 1 Crit. 2
Steel 200 400* 7900 0,6
GFRP 45 1000 1800 0,63 2,11 5
Nano** GFRP 60 1200 1900 0,57 1.83 7
BGRP 70 1500 1950 0,51 1,69 4,5
Nano**
BGRP90 1900 2100 0,48 1,49 7
d-diameter, * - proportionality limit, ** -added MWCNT 0,05-0,1 % ( S.
Shebanov Composite World n. 4, 2010). Nanocomposites and composites
were made at Stupino factory (Russia Moscow reg.)

Comments to table 5
• 1. By criterion 1 diameter rebar from a FRP compositematerial always is less, than at the metal. In this casealmost always composite rebar is more cheaply
than metal.
• 2. By criterion 2 diameter rebar FRP composite materialalways is more than at the metal. In this case almostalways metal rebar is more cheaply than composite.
• 3. The criterion choice depends on conditions in whichthe construction is maintained

Increase Total Present Worth of the Initial Cost
at use of composite rebar (according to the table 5).

Reduction the total Annual Worth of Life Cycle Cost the
bridge at use of rebar of concrete from composite
materials
(according to the table 4 and table 5)

Comments to the Diagram C
• 1. We have no experimental data about time of life of concrete and the
periods of repair with rebars from nanoGFRP, BFRP and nanoBFRP.
These are new materials. Therefore for an estimation given tables 4 for
GFRP have been accepted. Time of life of concrete with BFRP above,
than with GFRP.
• 2. FRP composite materials with MWCNT have very big life cycle at
cyclic loadings (to 100 times above, than FRP without MWCNT).
• Therefore we hope that terms between repairs at concrete with nanoGFRP,
BFRP and nanoBFRP rebars can be more, and the volume of repairs can
be less, than for concrete with GFRP rebars
• For the successful decision of all problems should unite efforts designers,
concretes technologists , composite and nanocomposite materials
technologists, economists and builders.

Intermediate conclusions
• Now there are no reliable experimental results for modeling of mechanical
properties of concrete with basalt armature. Therefore for the analysis
simple evident model (3) has been chosen. The parameter “X” equal 0,62
has been defined from the qualitative information from site
www.isiscanada.com only for GFRP. For other rebars value can be
another. It reduces reliability of conclusions. However economic
estimations at cost BFRP are made on the basis of a wide experience of
the organization of manufacture of a basalt fiber in Russia and release of
several experimental batches of composites and nanocomposites at
factory. The received information allows to draw a basic conclusion on
perspectivity and economic feasibility of use rebar from a basalt fiber
(with additives MWCNT and without) in concrete.

Perspective and expediency of use MWCNT
for increase in durability GFRR and BFRR
composite materials
• In the composite materials made pultrusion it is not possible to
realize completely mechanical properties of a fiber. Even along a
direction of fiber the module of the composite material made
pultrusion , usually doesn't exceed 60-70 %, and ultimate tensile
strength 50 % from values of a used fiber. It is shown (S. Shebanov
Composite World n. 4, 2010) that addition of 0,1 % and less
multilayered carbon nanotube (MWCNT) in GFRP can increase the
Young's module of a composite material to 90 % from value for a
fiber. In this case nanoBFRR will have the Young's module above,
than at an aluminum profile. As the constructional material
nanoBFRP will surpass aluminum in the mechanical characteristics
and on corrosion firmness.

MultiWalled Carbon NanoTubes (MWCNT)
Tensile individual MWCNT SEM MWCNT

Our technology for manufacturing
nanocomposites, nanoGFRP or nanoBFRP
• 1. Manufacturing MWCNT by method CVD
• 2. Oxidation of surface MWCNT by acids
• 3. Dispersion of MWCNT in the resin using ultrasonic
cavitation
• 4. Use of resin with MWCNT in technology pultrusion.
Manufacturing rebar or a profile from nanocomposite
material, nanoGFRP or nanoBRFP.

Ultrasonic dispersion MWCNT in epoxy
resinCavitation in resin MWCNT in resin after dispersion

Result of addition MWCNT: increase in mechanical
characteristics and change of character of deformation
of resin and FRP a composite material
Compression epoxy resin Bending of rebars

Intermediate summary
• Composition reinforcement has advantage over the metal one being used
in concrete where metal is prone to corrosion. Concrete with the
composite reinforcement is more durable. It is known that corrosion
becomes more aggressive under the influence of humidity and ground
electrical currents. Correspondingly the most promising areas of use are
sea shore constructions, mines, foundation of overhead transmission line
structures and constructions in the damp climate.
• The basalt fibers composition reinforcement is more promising than glass
fiber compositions. The basalt fibers have more advanced mechanical
properties and are more stable to alkaline solution which results by
concrete maturing. The basalt and glass fiber technologies are close
but basalt itself is much cheaper than the input materials for the glass
fiber. As a result, the commercial production of basalt fibers (which does
not exist at present) will be considerable cheaper than production of the
glass fiber.

The average time between repairs
(TBR) oil pumps in the U.S. increased
from 472 to 675 days for 5 years(Poddubnij J. from site www.eng.rpi-inc.ru)
1. Optimization of work of
the pump
Decrease in power inputs on 15-
40 %
Increase in efficiency on 20 – 40
%
2. Equipment upgrade
Increased TBR in 1,5 –
2 timescontinuous sucker rods
GFRP sucker rods
Application of electric motors
with 500 rpm Power consumption decrease on
30-45 %Increase in length of stroke
At oil recovery FRP composite
materials can be used in the most
various places. These are various
pipes, capacities, lungs and
buildings. In our opinion use
nanoGFRP and nanoBFRP for sucker
rods of oil pumps can be very
favourable. In this case, the unique
properties of nanocomposite materials
can be most fully realized. According
to a table 6, increase of TBR in 2
times on condition of the use of
continuous rods and/or GFRP rods
and also by measures related to them.
GFRP sucker rods are produced in the
USA, Canada, Japan, China and
Russia.
Perspective of use nanoFRP of
composite materials at oil recovery
Table 6

GFRP it was offered to use in pumps for oil
recovery for a long time. One of early variant of use GFRP sucker rod is resulted, for example,
in the US patent 3889579, 17 June, 1975
For

A serious problem is connection of GFRP rod with
a metallic tip.The fittings illustrated in FIGS. 7 and 8 are intended as merely illustrative of the types
which may be used and selection of a particular design depends on the environment
and circumstances of use. (from US patent 3889579)
“ In FIG. 7, the rod 80 extends into a cylindrical
connector 82 which is threaded at one end and
tapered at the other. The rod is held in the connector
by a plurality of wedges illustrated at 84 and 86
which are pressed against the rod by the conical
configuration of the cylinder 82. A potting compound,
such as an epoxy thermosetting resin, indicated at 88
bonds the end of the rod in the cylinder and bonds the
wedges in the cylinder to the cylinder and to the rod.”
“In FIG. 8, the rod 90 is held in the cylinder 92
simply by a potting compound 94. The potting
compound would typically be an epoxy or other
thermosetting adhesive resin. The thickness of the
potting compound in 94 is exaggerated in FIG. 8 for
illustrative purposes”

Comment • 1. Advantages GFRP in comparison with metal:
• -smaller weight (the GFRP density is four times less than steel density)
• -higher durability
• -flexibility of GFRP. Rod, as well as rebar can be transported on reels
• 2. Disadvantages GFRP in comparison with metal :
• -low value of the Young's module (45 GPa for GFRP and 200 GPa for a
steel)
• - the probability of delamination of fibers
• Maximize the advantages and minimize the disadvantages will allow the
use of nanotechnology:
• -earlier been shown that the use of CNT increases all the mechanical
properties of GFRP and BFRP
• - further we will show influence CNT on the fatigue characteristic and
delamination of FRP composite materials

Increase in delamination resistance of a FRP
composite material as a result of MWCNT additionRate of growth of a crack in resin with
MWCNT (a matrix of a composite material)
can be to 100 more low, than in pure resin.
( W. Zhang , etc. Small, 2009)
Interlaminar shear of FRP composites with
CNT increased by 20-40%
(S.Shebanov, etc., 2005) Table 7
FiberInterlaminarshear, MPa
Increase in %Without
MWCNT
With 0.001-
0,1%
MWCNT
Aramid 30,4 35,4 16
E-glass 41 54 24
Carbon 63 87 38
Comments
to the diagram D and the table 7
• According to diagram D and table 7 we expect
increase of resistance to delamination at nanoFRP
composite materials in comparison with FRP in real
designs.
• According to it life cycle time of designs with
nanoFRP composite materials can be considerable
above.

Summary
• We expect improvement in characteristics of nanoGFRP and nanoBGFRP compared
with GFRP and BFRP materials under the simultaneous action of cyclic loading in
axial and longitudinal direction. This effect is very important for any FRP composite
materials. It isn’t important when you will use FRP composite materials.
• The increase of price of nanoGFRP and nanoBGFRP compared with GFRP and BFRP
materials depend on the price of MWCNT. The most of the commercial activity
involves the use of hollow multi-wall carbon nanotubes MWCNTs. Increased demand
for MWCNT stimulates the creation of new industries. For example, Bayer plans to
bring the total production of CNT to 3000 tons per year, company CNano (U.S.) by
mid-2009 completed the construction of a large factory in China, with capacity of 500
tons per year and it plans to build another plant. The company Arkema (France) plans
to increase the production of CNT to 550 tons per year. Showa Denko (Japan) plans to
increase the production of CNT to 650 tons per year, Nanocyl (Belgium) - up to 150
tons per year. Due to the expansion of applications for 2014, the market for CNT can
make more than $ 1 billion. We can expect significant price reductions on CNT with
such volume of production.
• Falling prices of MWCNT makes nanoGFRP and nanoBGFRP very promising
materials for the construction and engineering industries.
• Presented results reduced the risk for the promotion of these materials
in the industry. Also results prepared a basis for tests of materials in real
structures.

Acknowledgements
• The author expresses deep gratitude to all thanks to
which it was possible to finish the presented work.
They are employees of the D. Mendeleev University
of Chemical Technology of Russia, Moscow State
University, Semenov Institute of Chemical Physics
RAS, polytechnical college № 8, all Moscow.
Personally to Streltsova Ye., Streltsov A., Serbin V.,
Kogevnikov J., Goregliad V., Tarakanov P.
