formation of hypereutectic silicon particles in ... · alloy. in zone i, polyhedral silicon is the...
TRANSCRIPT

118
CHINA FOUNDRY Vol.10 No.2 March 2013Overseas Foundry
Formation of hypereutectic silicon particles in hypoeutectic Al-Si alloys under the influence of high-intensity ultrasonic vibrationXiaogang Jian1 and *Qingyou Han2
1. Fuel Cell Energy, Danbury, CT 06810, USA;
2. MET Department, Purdue University, West Lafayette, IN 47906, USA
Aluminum-silicon (Al-Si) alloys are highly versatile materials, comprising 85% to 90% of the total of
all aluminum cast parts produced for the automotive industry. Depending on the silicon concentration in weight percent, Al-Si alloys fall into three major categories: hypoeutectic (<12% Si), eutectic (12%-13%
Abstract: The modification of eutectic silicon is of general interest since fine eutectic silicon along with fine primary aluminum grains improves mechanical properties and ductilities. In this study, high intensity ultrasonic vibration was used to modify the complex microstructure of aluminum hypoeutectic alloys. The ultrasonic vibrator was placed at the bottom of a copper mold with molten aluminum. Hypoeutectic Al-Si alloy specimens with a unique in-depth profile of microstructure distribution were obtained. Polyhedral silicon particles, which should form in a hypereutectic alloy, were obtained in a hypoeutectic Al-Si alloy near the ultrasonic radiator where the silicon concentration was higher than the eutectic composition. The formation of hypereutectic silicon near the radiator surface indicates that high-intensity ultrasonic vibration can be used to influence the phase transformation process of metals and alloys. The size and morphology of both the silicon phase and the aluminum phase varies with increasing distance from the ultrasonic probe/radiator. Silicon morphology develops into three zones. Polyhedral primary silicon particles present in zone I, within 15 mm from the ultrasonic probe/radiator. Transition from hypereutectic silicon to eutectic silicon occurs in zone II about 15 to 20 µm from the ultrasonic probe/radiator. The bulk of the ingot is in zone III and is hypoeutectic Al-Si alloy containing fine lamellar and fibrous eutectic silicon. The grain size is about 15 to 25 µm in zone I, 25 to 35 µm in zone II, and 25 to 55 µm in zone III. The morphology of the primary α-Al phase is also changed from dendritic (in untreated samples) to globular. Phase evolution during the solidification process of the alloy subjected to ultrasonic vibration is described.
Key words: eutectic solidification; aluminum alloys; microstructure; and ultrasonic vibration
CLC numbers: TG146.21 Document code: A Article ID: 1672-6421(2013)02-118-06
Si), and hypereutectic (14%-25% Si). The majority of these alloys for industrial applications are hypoeutectic alloys. The hypereutectic alloys are more wear-resistant but less ductile than the hypoeutectic alloys. Bi-metal casting is a technique of casting the hypereutectic alloy to form the surface layer where wear resistance is required and then casting the hypoeutectic alloy to form the bulk of a component [1]. Limited casting geometries can be made using such a bi-metal casting process. The bulk aluminum alloy is usually A356 alloy.
Aluminum A356 alloy is one of the most widely used cast aluminum alloys because of its good mechanical strength, ductility, hardness, fatigue strength, pressure tightness, fluidity, and machinability [2]. The A356 alloy contains 50vol% eutectic phases. The final microstructure is largely determined by eutectic reaction. Due to its diamond cubic crystal structure which predominantly grows in <112> direction on (111) planes, silicon is a faceted phase with strongly
*Qingyou HanDr. Qingyou Han is a full Processor of Mechanical Engineering Technology and is the Foundry Education Foundation (FEF) Key Professor at Purdue University. Before joining Purdue University in 2007, Dr. Han was a research scientist (1999-2007) at Oak Ridge National Laboratory (ORNL), and a program manager (2003-2006) in charge of Metalcasting activities under the Energy Efficiency and Renewable Energy (EERE) program at ORNL. His research interests include solidification and casting processing of metals, alloys, and composite materials. He has over 160 scientific publications, 5 patents, and numerous presentations to his credit, and has organized or co-organized several symposia in his areas of research. E-mail: [email protected]
Received: 2012-11-02 Accepted: 2013-02-14
119
CHINA FOUNDRYVol.10 No.2 March 2013Overseas Foundry
anisotropic growth thus it is difficult to change the growth direction [3]. In unmodified A356 alloy, the main eutectic reaction occurs at 574 ℃ as a binary reaction, which results in coarse irregular plate-like silicon. The modification of eutectic silicon is of general interest since fine eutectic silicon along with fine primary aluminum grains improves mechanical properties and ductilities. Chemical and physical means have been used for modifying the morphology of the eutectic silicon. Three well-known eutectic modification methods have been developed thus far, namely (1) chemical modification [4-6], (2) quench modification [3, 7], and (3) superheating modification [8]. These methods are capable of producing a fine fibrous silicon structure. However, the formation of polyhedral silicon particles in A356 alloy has not been much reported in open literature.
For the hypereutectic alloys, polyhedral silicon displays a large range of growth morphologies, including flake, blocky or spherical, skeletal and star-like, depending on the solidification conditions.
In a recent project investigating the effect of high-intensity ultrasonic vibration on the microstructure of A356 alloy, we found that high-intensity ultrasonic vibration has a significant effect on refining both the primary aluminum phase and the eutectic silicon phase [9]. Hypereutectic silicon is formed near the ultrasonic radiator in A356 alloy ingot. This article describes experimental results obtained using high-intensity ultrasonic vibration during the solidification of A356 alloy to induce the formation of hypereutectic silicon particles at the surface near the ultrasonic radiator.
1 Experimental methodIn the present study, the experimental setup, as shown in Fig. 1, consists of an ultrasonic generator, a transducer made of piezoelectric lead zirconate titanate crystals (PZT), an ultrasonic horn, and an ultrasonic radiator/probe. The horn and the radiator were made of Ti-6Al-4V alloy. The unit worked at a frequency of 20 kHz with a variable power output up to 1,500 W by adjusting the output acoustic amplitude from 24.3 to 81 mm, or
30% to 100% of the unit’s upper limit. The ultrasonic radiator was 1.9 cm in diameter and was placed at the bottom of a copper mold which holds up to 250 g molten aluminum.
This study used A356 alloy. The alloy is a hypoeutectic alloy containing 7wt.% Si and 0.5wt.% Mg with trace amounts of Cu, Zn, Ti, and Fe. In the study, the alloy was used to produce a surface layer with enriched silicon particles of the hypereutectic phase. The eutectic composition of the Al-Si alloy occurs at ~12wt.% silicon. The as-received commercial aluminum A356 alloy was cut, melted and held in the furnace for half an hour at 700 ± 5 ℃, about 86 ℃ higher than the liquidus temperature of the alloy, to allow the complete dissolution of silicon particles in the melt. The molten alloy was then poured into the mold at a pouring temperature of about 630 ℃.
Ultrasonic vibration at amplitude of 56.7 mm was started just before the melt was poured into the copper mold, and the vibration was applied throughout the solidification process of the ingot. For comparison, the samples without ultrasonic vibration were cast at the same conditions.
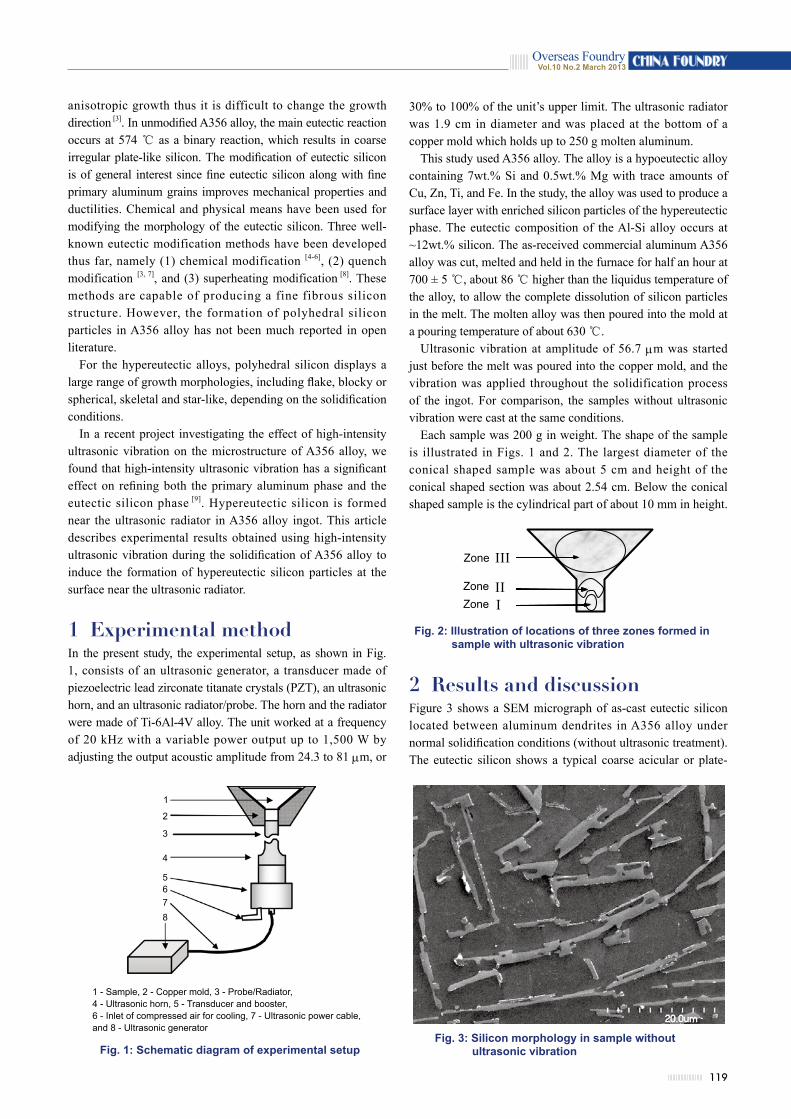
Each sample was 200 g in weight. The shape of the sample is illustrated in Figs. 1 and 2. The largest diameter of the conical shaped sample was about 5 cm and height of the conical shaped section was about 2.54 cm. Below the conical shaped sample is the cylindrical part of about 10 mm in height.
1 - Sample, 2 - Copper mold, 3 - Probe/Radiator, 4 - Ultrasonic horn, 5 - Transducer and booster, 6 - Inlet of compressed air for cooling, 7 - Ultrasonic power cable, and 8 - Ultrasonic generator
Fig. 1: Schematic diagram of experimental setup
Fig. 2: Illustration of locations of three zones formed in sample with ultrasonic vibration
Fig. 3: Silicon morphology in sample without ultrasonic vibration
2 Results and discussionFigure 3 shows a SEM micrograph of as-cast eutectic silicon located between aluminum dendrites in A356 alloy under normal solidification conditions (without ultrasonic treatment). The eutectic silicon shows a typical coarse acicular or plate-
Zone
ZoneZone

120
CHINA FOUNDRY Vol.10 No.2 March 2013Overseas Foundry
Fig. 4: Silicon morphology in the three zones in a sample with high-intensity ultrasonic vibration during its solidification process. (a) Zone I; (b) Zone II; (c) Zone III
Fig. 5: Silicon morphology analysis of samples without and with ultrasonic vibration
Fig. 6: EDS analysis of silicon particles in samples without and with ultrasonic vibration
like structure with a length up to 100 mm. Under normal casting conditions, the microstructure of A356 alloy consists of primary aluminum dendrites surrounded by eutectic structure [3, 10].
While in the A356 alloy treated by ultrasonic vibration under the experimental conditions, silicon morphology develops into three successive different form zones (I, II, and III) along with the increasing distance from the ultrasonic radiator, as illustrated in Fig. 2. It can be observed that zone I and II are quite small with respective volumes less than 10% of the whole volume of the ingot while zone III has the prevailing volume. In fact, zone I existed within about 15 mm from
the ultrasonic probe/radiator, and zone II existed in a range between 15 to 20 mm from the ultrasonic probe/radiator.
Figure 4 demonstrates the silicon morphology in the three zones, which differs greatly from that of untreated A356 alloy. In zone I, polyhedral silicon is the main form presented; in zone II, the silicon morphology is a motley collection of polyhedral silicon form together with fine lamellar and fibrous form; while in zone III, finely dispersed lamellar and fibrous eutectic silicon are appears. The size of the polyhedral silicon particles in Zone I is much larger than the lamellar and fibrous eutectic silicon in Zone III.
(a) (b) (c)
Quantitative metallographic analysis of silicon morphology in A356 alloy without and with ultrasonic treatment was performed using Image-Pro. The results are illustrated in Fig. 5. Without ultrasonic treatment, the silicon is plate-like [10] and the average eutectic silicon length is about 26 mm, and the average width is 2.7 mm. The aspect ratio is slightly less than 10. While with ultrasonic treatment, in zone I the average length and width are about 7 mm and 4 mm, respectively, with an aspect ratio of about 1.7; in zone III, the average length and width are about 2 mm and 0.6 mm, respectively, with an aspect ratio of slightly less than 3; in zone II, the polyhedral silicon is similar to that in zone I and the fine fibrous and lamellar eutectic silicon is similar to that in zone III. By comparing the aspect ratios of the untreated (about 9.8) and the zone III (about 2.8) treated A356 alloy, it may indicate that the silicon morphology in ultrasonically modified A356 alloy is not just an extra-fine
form of the silicon in unmodified alloy [11]. This is different from the previously discussed quenching modification [3, 7, 12]. The formation of such small silicon particles in Zone III has been reported and discussed in our previous study [11].
Figure 6 displays the normalized EDS X–ray analysis results of aluminum – silicon in A356 alloy without and with ultrasonic treatment. It is obvious that the silicon content is higher than average (i.e. 7wt.%Si in A357 alloy with no vibration) in zone I and II, and lower than average in zone III. Silicon conentration was calculated by comparing the Ka peak of both aluminum and silicon, based on the fact that these contents are approximately linear to their Ka counts. These results are also revealed in Fig. 7. The silicon distribution along with the distance from the ultrasonic radiator in the untreated A356 alloy shows almost a level line at the height of about 7wt.%. However, in the ultrasonically treated A356

121
CHINA FOUNDRYVol.10 No.2 March 2013Overseas Foundry
grains are mostly very fine equiaxed globular grains with primary polyhedral silicon strewed at boundaries. Eutectic or independent colonies are rarely seen in this region. In the area between zone I and II [Fig. 9(b)], a clear, continuous interface is observed. Zone II differs from zone I mainly in the presence of eutectic or independent eutectic colonies, and less primary polyhedral silicon, which can be seen in Fig. 9(c) and the right side of Fig. 9(b). In zone III [Fig. 9(e)], however, the primary α-Al grains are basically fine globular grains encompassed by continuous eutectics. Primary polyhedral silicon no longer exists in this region. Figures 9(b) and (d) reveals that the interface between zone III and II is less clear than that between zone II and I, because less
Fig. 8: Primary α-Al dendrites in sample without ultrasonic treatment.
Fig. 7: Silicon concentration distribution measured using EDS and optical metallurgical microscope
alloy, the silicon content keeps a high level of about 13wt.% in zone I and the main part of zone II. And in zone III it decreases to a level of about 4.5wt.%, which is less than average value (about 7wt.%).
In addition to a change in si l icon morphology, the primary α -Al grains have also been drastically modified by ultrasonic treatment. Figure 8 shows typical as-cast primary α -Al dendrites of A356 alloy without ultrasonic treatment. Aluminum dendrites were fully developed. One branch of a primary dendrite shown in the middle of figure is about 800 mm in length, indicating that the grain size is in the range of a few millimeters since one equiaxed grain usually contains six primary dendrite arms.
Figure 9 shows the primary α-Al grains presented in the three zones and their transition regions of A356 alloy with ultrasonic treatment. In zone I [Fig. 9(a)], the primary α-Al
(a) (b)
(c) (d)

122
CHINA FOUNDRY Vol.10 No.2 March 2013Overseas Foundry
primary polyhedral silicon presents in the region close to the interface than in the central region of zone II. Accordingly, the mean size and size distribution of primary α-Al grains in the three zones are shown in Figs. 10 and 11. In the untreated A356 alloy, the mean length of the dendritic branches is about 600 mm, and the mean secondary dendrite arm space (SDAS) about 45 mm. In the ultrasonically treated A356 alloy, the grains mainly distribute in the range of 25 – 55 mm in zone III, and 15 – 35 mm in zone II, and 15 – 25 mm in zone I. The average size (mean diameter) decreases from about 40 mm in zone III to about 28 mm in zone II, then to about 20 mm in zone I. It is evident that ultrasonic treatment
not only changes the nature of primary α-Al grains, but also refines the said grains. The refinement is better in the area closer to the ultrasonic radiator.
It is well known that the application of high-intensity ultrasonic vibration in the liquid gives rise to nonlinear effects such as cavitation, acoustic streaming, and radiation pressure [13-14]. Cavitation, or the formation of small cavities in the liquid, occurs as a result of the tensile stress produced by an acoustic wave in the rarefaction phase. These cavities continue to grow by inertia until they collapse under the action of compressing stresses during the compression half-period. Acoustic streaming is a kind of turbulent flow that is developed near various obstacles (interfaces) due to energy loss in the sound wave. These nonlinear effects are bound to interfere with the solidification process of the alloy.
The solidification process of A356 has been extensively studied [10, 15]. On cooling, primary aluminum dendrites form from the liquid as the alloy temperature drops below the liquidus temperature. Further cooling leads to the growth of dendrites and the enrichment of silicon in the remaining liquid. Eutectic structure starts to form when the fraction of solid dendrites reaches about 0.5, and the composition of the remaining liquid is enriched to the eutectic composition, about 12wt.% of Si [16].
When high-intensity ultrasonic vibration is applied to an A356 alloy, the growth or expansion of the cavitation bubbles leads to a large undercooling at the bubble/melt interfaces. This undercooling may encourage the nucleation of the aluminum phase near the liquidus temperature of the alloy [16-17]. The collapsing of the cavitation bubbles during the compressive phase of the sound wave tends to spread the newly formed nuclei throughout the solidifying alloy by acoustic streaming, leading to the formation of small globular grains of the primary aluminum phase. As the solid fraction increases during further cooling, the viscosity of the alloy increases. As a result, the attenuation of ultrasonic vibration is increased and the ultrasonic streaming is gradually confined to the regions near the ultrasonic probe/radiator by the growing aluminum grains. Still cavitation is induced near the ultrasonic probe/radiator in the remaining liquid which contains an increasing amount of silicon. When the temperature in the sample is approaching the eutectic temperature, undercooling in the cavitation bubble is likely to nucleate the silicon particles since the melting temperature of the silicon particles is much higher than the
Fig. 10: Comparison of primary α-Al grain size in samples without and with ultrasonic vibration
Fig. 11: Size distribution of primary α-Al grains in three zones of the sample with ultrasonic vibration
Fig. 9: Primary α-Al grains in various locations in a specimen with ultrasonic vibration: Zone I (a), Transition between zone I and II (b), Zone II (c), Transition between zone II and III (d), and Zone III (e)
(e)

123
CHINA FOUNDRYVol.10 No.2 March 2013Overseas Foundry
eutectic aluminum phase. These silicon nuclei grow into particles of hypereutectic morphology and consume silicon in the remaining liquid. The attenuation of the acoustic energy and the confinement of acoustic streaming near the ultrasonic probe ensure that the hypereutectic silicon (or silicon particles having the morphology of hypereutectic silicon phase) forms in the region near the ultrasonic probe.
The formation of the silicon morphology and the sizes of both silicon phase and the primary aluminum phase are resulted from the interplay of ultrasonic vibration and the evolving microstructure. In zone III where ultrasonic vibration is much weaker than that in zone I, finely dispersed lamellar and fibrous eutectic silicon occur as previously reported [11]. Spherical primary aluminum phase is also formed in zone III but its size is larger than those found in zone I.
3 ConclusionsHigh-intensity ultrasonic vibration at 20 kHz was applied at the bottom of A356 alloy ingots throughout the solidification process of these ingots. The results showed that:
(1) Silicon morphology develops into three zones according to the increasing distance from the ultrasonic radiator. Polyhedral primary silicon particles appear in zone I, which is a thin layer within 15 mm from the ultrasonic probe/radiator. The silicon concentration in zone I is about 13wt.% and the polyhedral primary silicon is hypereutectic silicon. The average length and width of the hypereutectic silicon particles are about 7 µm and 4 µm, respectively.
(2) Transition from hypereutectic silicon to eutectic silicon occurs in zone II about 15 to 20 µm from the ultrasonic probe/radiator. The bulk of the ingot is in zone III and is hypoeutectic Al-Si alloy containing fine lamellar and fibrous eutectic silicon.
(3) An composition profile is induced under the influence of high-intensity ultrasonic vibration. The silicon concentration is about 13wt.% in zone I, much higher than 7wt.% in the A356 alloy, and is about 4.5wt.% in zone III, much lower than that of the A356 alloy.
(4) The morphology of the primary α -Al phase is also changed from dendritic (in untreated samples) to globular. Without being subjected to ultrasonic vibration, the primary dendrite arms are about 800 µm. When subject to ultrasonic vibration, the size of the globular grains decreases with increasing distance from the ultrasonic probe/radiator. The grain size was about 15 to 25 µm in zone I, 25 to 35 µm in
zone II, and 25 to 55 µm in zone III.
References[1] Rohatgi P K. ASM Handbook, vol 15: Casting, Materials Parks,
Ohio, ASM International, 2008: 1149.[2] Gruzleski JE, Closset B M. The treatment of liquid aluminum
silicon alloys, Schaumberg, IL: American Foundrymen’s Society, 1990: 17.
[3] Lu S Z, and Hellawell A. Growth Mechanisms of Silicon in Al-Si Alloys. J. Crystal Growth, 1985, 73(2): 316--328.
[4] Hanna M D, Lu S Z, and Hellawell A. Modification in the Aluminum Silicon System. Metall. Trans. A, 1984, 15(3): 459-469.
[5] Heiberg G, Nogita K, Dahle A K, and Arnberg L. Columnar to equiaxed transition of eutectic in hypoeutectic aluminium-silicon alloys. Acta Mater, 2002, 50: 2537-2546.
[6] Jenkinson D C, and Hogan L M. The Modification of Aluminum-Silicon Alloys with Strontium. J. Cryst Growth, 1975, 28(2): 171-187.
[7] Lu Z S, and Hellawell A. The Mechanism of Silicon Modification in Aluminum-Silicon Alloys: Impurity Induced Twinning. Metall Trans A, 1987, 18(10): 1721-1733.
[8] Jie W, Chen Z, and Reif W. Superheat Treatment of Al-7Si-0.55Mg Melt and Its Influences on the Solidification Structures and the Mechanical Properties. Metall Mater Trans A, 2003, 34(3): 799-806.
[9] Atasoy O A, Yilmaz F, and Elliot R. Growth structures in aluminium-silicon alloys - I. The coupled zone. J. Cryst Growth, 1984, 66(1): 137-146.
[10] Han Q, and Jian X. Subject Invention # 1595, S-105, 197, Oak Ridge, Tennessee, USA, Oak Ridge National Laboratory, 2005.
[11] Bäckerud L, Chai G, and Tamminen J. Sol id i f icat ion Characteristics of Aluminum Alloys, Vol. 2: Foundry Alloys, AFS/SKANALUMINIUM, 1990: 135.
[12] Jian X, Meek T T, and Han Q. Refinement of Eutectic Silicon Phase of Aluminum A356 Alloy Using High-Intensity Ultrasonic Vibration. Scripta Materialia, 2006, 54: 893-896.
[13] Flood S C, and Hunt J D. Modification of Al-Si Eutectic Alloys with Na. Met. Sci., 1981, 15: 287.
[14] Eskin G I . Ul t rasonic Treatment of Light Al loy Melts, Amsterdam, Gorden & Breach, 1998: 1.
[15] Abramov O V. High-Intensity Ultrasonics: Theory and Industrial Applications, Amsterdam, Gorden & Breach, 1998: 67.
[16] Han Q, and Viswanathan S. The Use of Thermodynamic Simulation for the Selection of Hypoeutectic Aluminum-Silicon Alloys for Semi-Solid Metal Processing. Materials Sicence and Engineering A, 2004, 364: 48-54.
[17] Jian X, Xu H, Meek T T, and Han Q. Effect of Power Ultrasound on Solidification of Aluminum A356 Alloy. Materials Letters, 2005, 59(2-3): 190-193.
This work was supported by the US Department of Energy, Office of Energy Efficiency and Renewable Energy, Industrial Technologies Program, Industrial Materials for the Future (IMF), under Contractor No. DE-PS07-02ID14270 with UT-Battelle, LLC.