forging - engineeringduniya.comengineeringduniya.com/slide_folder/first year/mech engg...
TRANSCRIPT
FORGING

Smithing It is a process of performing various operations on relatively
small work pieces, heated in an open fire (hearth) and force
is applied to manipulate the metal by means of hand
hammers or small power hammers in a smithy shop.
Forging
It is a process of producing those parts, which must be
heated in a closed furnace, and force is applied to
manipulate the metal by means of heavy hammers or
forging machines or presses.

Forging TemperatureFor forging, a metal must be heated to a
temperature at which it will possess highplastic properties both at the beginning andat the end of the forging process.
For instance, the temperature to begin theforging for low carbon steels is 1,250 to1,300°C, the temperature to finish forging is800 to 850°C.

FORGING TOOLS
Anvil: Provides a support for workpiece when hammering.
-Beak is used for bending the workpieces

FULLER:
2) Fuller
• Used for Necking down a piece of
workpiece i.e reduce thickness
Swages:
Workpiece to be reduced and finished
to round, square or hexagonal form
- Made with half grooves of dimensions
to suit the workpiece being reduced
5) Swage
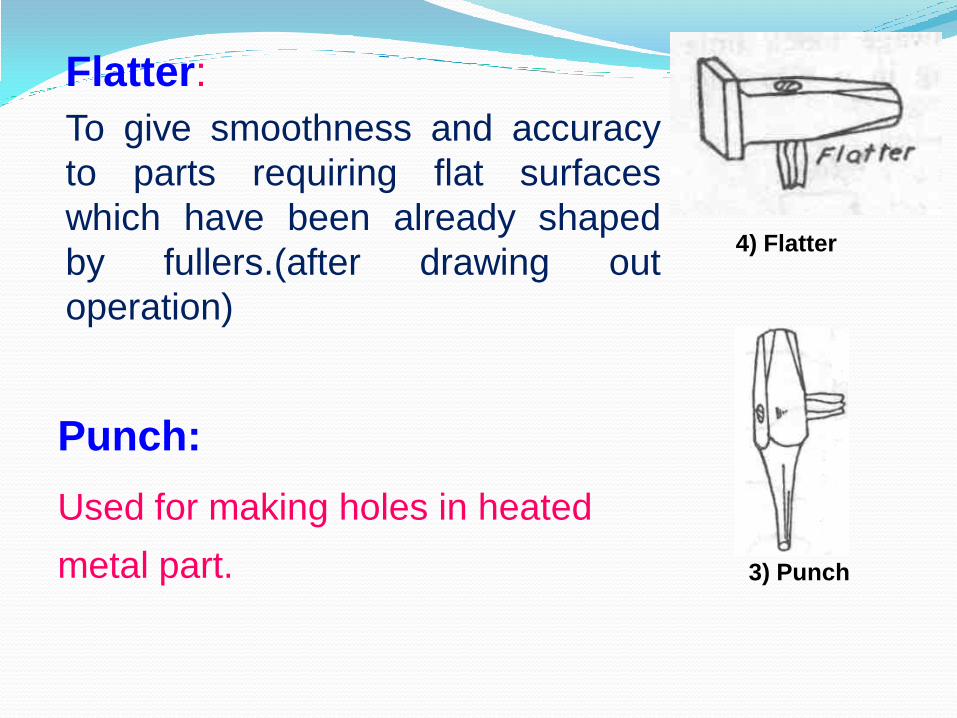
Flatter:
To give smoothness and accuracy
to parts requiring flat surfaces
which have been already shaped
by fullers.(after drawing out
operation)
4) Flatter
Punch:
Used for making holes in heated
metal part. 3) Punch

Tongs: To hold the workpiece during forging operation.
1) Flat Tong : For holding work of rectangular section
2) Ring Tong : For holding work of circular section
3) Gad Tong : For general pick-up, either straight or
tapered
6) Flat tongs
7) Ring Tongs
8) Gad Tongs

Swage block:Used for squaring, sizing, bending
operations
9) Swage block
Chisels:For cutting metals
They may be hot or cold depending on themetal to be cut is hot or cold.
Chisels
Hot Chisel

a) Ball
peen
b) Cross
peen
c) Straight
peen
Sledge
Hammer
Set hammer
Hand hammers:They may be classified as
a) Ball peen hammer
b) Cross peen hammer
c) Straight peen hammer
d) Sledge hammer
Set hammer: Used for finishing corners in shouldered
workpiece, where flatter is inconvenient.

Classification of Forging

Smith forging or open die forging Flat dies are used and simple shaped forgings
manufactured.
The final shape of the forging depends largely on theskill of the smith for size and shape.
These processes produce work-pieces of lesseraccuracy than impression die forging.
Production of a large variety of shapes.

Smith forging or open die forging
Hand forging is employed only to shape a small number of light forgings chiefly in repair shops.
Large machine parts cannot be forged by hand, since the comparatively light blow of a hand-or sledge-hammer is unable to produce a great degree of deformation(change in size and shape) in the metal being forged.
Moreover, hand forging is a lengthy process and requires repeated heating of the metal.

Smith forging or open die forging This has led to the use of power hammers and presses
in forging.
Machines which work on forgings by blow are called hammers, while those working by gradual pressure are called presses.
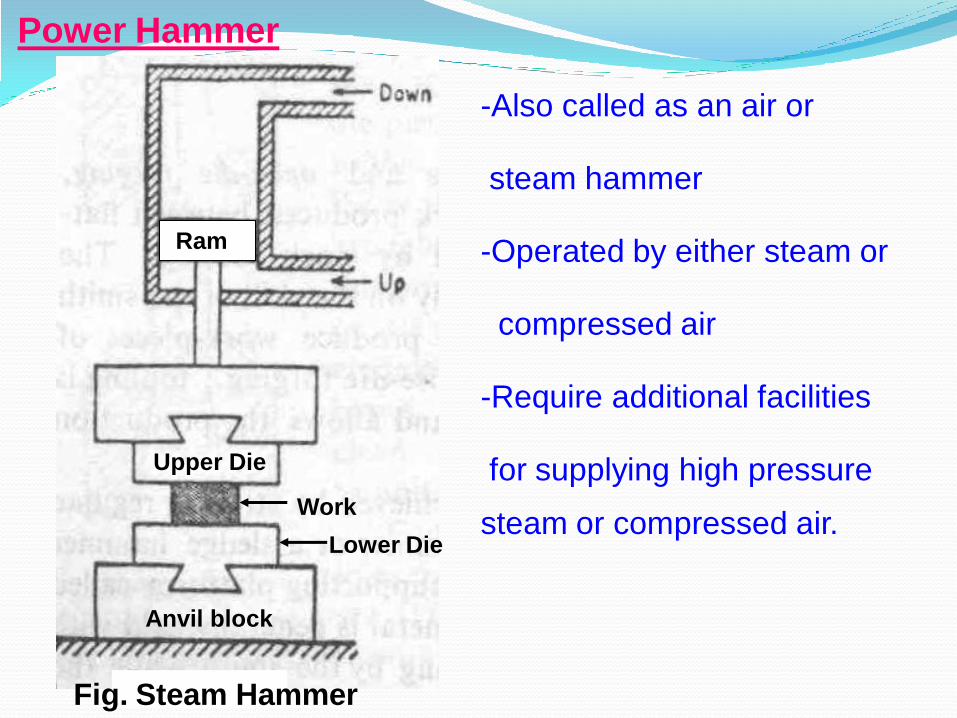
Power Hammer
Work
Ram
Anvil block
Upper Die
Lower Die
Fig. Steam Hammer
-Also called as an air or
steam hammer
-Operated by either steam or
compressed air
-Require additional facilities
for supplying high pressure
steam or compressed air.

Power forging The part of the hammer which serves as a rigid
support during forging is called the anvil block.
The heavy falling part of the hammer is called the ram.
The anvil block and the ram each has one die called lower-die and upper-die respectively for squeezing the metal to be forged.
In smith forging, the working surfaces of both the upper and lower dies are flat and horizontal.
Larger forgings are manufactured in large quantities.

Impression die forging More complex shape of greater accuracy cannot be
formed by open-die forging techniques.
Commonly known as die forging or drop forging,impression-die forging makes use of cavities inspecially prepared dies to produce forged shapes inlarge quantities.
When large quantities of smaller identical forgings arerequired as is necessary in mass production, dropforging is commonly employed to do the job.

Impression dies

work
Lower Die
Upper Die
Roll
Board
Drop Forging (Stamping/ Die forging)
Fig. Board Hammer
-Also called as Board or Gravity
Hammer
Working:
-Ram is fixed to the lower end of
the vertical hardwood board
-Board is placed between 2 rolls
-Ram will be lifted, when both rolls
are pressed against the board
-Working stroke is produced when
the rolls are released.
-Process continues till operator
holds down the treadle


Drop forging Drop forging are made by squeezing of hot metal into
shaped impressions cut in steel blocks called dies.
The bottom die is fixed to the anvil, and the upper die is attached to the ram of the drop hammer.
Generally, half the impression is cut on one die and the remainder in the other, so that when the faces of the dies meet the metal is squeezed into the cavities and a complete stamping is formed.

Drop forging The ram is fastened to the lower end of a vertical
board; the upper part of this board is placed between two counter-revolving rolls.
The metal is heated and placed on lower die.
When both rolls are pressed against the board between them, they drive them upward, lifting the ram.
When the rolls are released, the ram falls down producing a working stroke. As long as the operator continues to hold down the treadle, the hammer will continue to strike.

Drop forging But when the treadle is depressed, the ram will return
to and will remain in its top position.
The board drop hammer is generally driven by electricmotor.
Due to lower maintenance costs, and easier operation,air hammers are replacing board hammers.



Smith forging operations
Most commonly used forging operations are:
1. Upsetting
2. Bending
3. Punching
4. Drawing down
5. Setting down
6. Welding
7. Cutting
8. Fullering
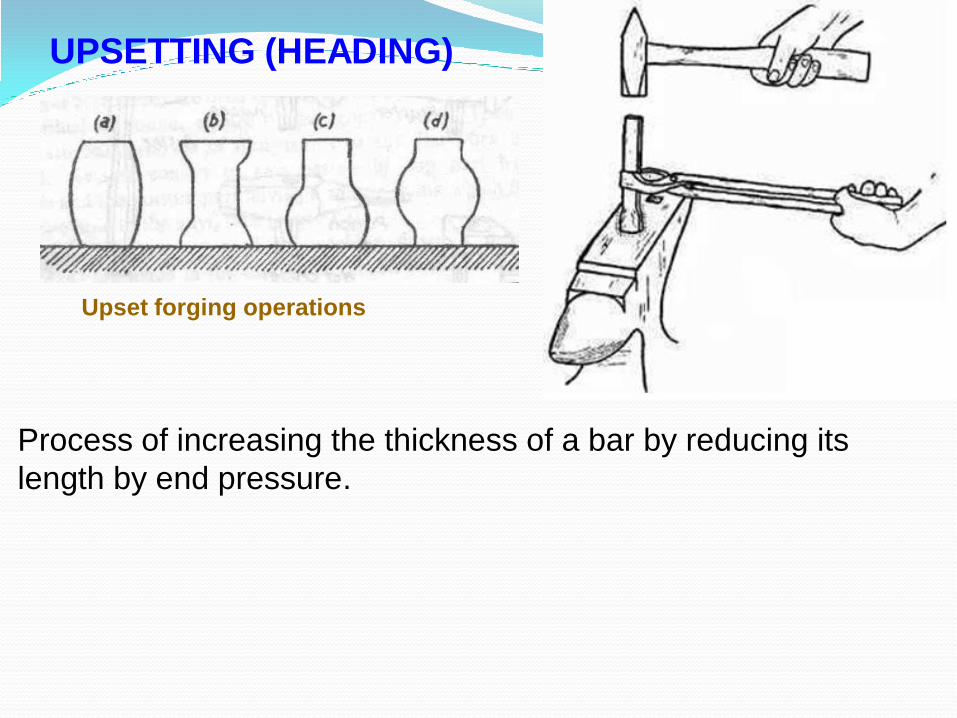
UPSETTING (HEADING)
9
Upset forging operations
Process of increasing the thickness of a bar by reducing its
length by end pressure.

Upsetting Fig. (a)shows the effect of heavy hammer blows on a
uniformly heated bar ;
(b) shows the effect of comparatively light hammer blows.
Local upsets may be obtained as shown Fig.(c) and at (d), by heating only the end or the middle of the bar respectively.

BENDING
Curvilinear
Angular
Bending operations
Process of producing curvilinear or
angular bends on a bar.
Done on the edge of the anvil face
or beak or swage block

Figure 1
Figure 2
Figure 3
Punching operation
Process of producing holes by using
a hot punch over the pritchel hole of
the anvil.

FULLERING Reduce thickness of workpiece.
Form grooves.
CUTTING
Cutting-off is a form of chiseling whereby a long piece ofstock is cut into several specified lengths, or a forging isseparated (cut-off) from its stock.

Drawing down or Swaging
Process of increasing the length of a bar at the expense of its
width or thickness or both.
•Fig(A) represents the original stock, B shows the stock
•after hammering with a straight peen hammer or with a top
fuller and hammer, and C shows the finished forging after the
flatter has been used.
•Setting Down: It is a localized drawing down or swaging
operation.
•

WELDING(Forge Welding)
Joining process performed in the smithy shop.
The first essential to the production of a sound weld is that the surfaces in contact must be perfectly clean so that cohesion will take place when the metal is in a plastic state.
A protection to the metal is a coating of flux which covers the surfaces of the metal and prevents atmospheric contamination.
Four forms of welded joint commonly employed are: (a) thelap or scarf weld, in which the ends are prepared so thatthey may be welded one upon the other, with the joint inan inclined direction; (2) the butt weld, in which the endsof the pieces to be joined are butted(end to end) together,the weld being between the ends at right angles to thelength of the piece ; (3) the 'T' or jump weld, in which onepiece is placed at the centre of another at right angle toeach other in the form of an inverted 'T' ; and (4) the split,fork, or 'V' weld in which the ends are first brought to theshape of fork and tongue respectively.


Forged parts vs. cast parts FORGED PARTS ARE STRONGER THAN CASTING
Forging refines the structure of metal by smashing up largegrain formations and closing up any cavities that may bepresent i.e. cracks and blow holes are welded up.
The original crystals typical of the cast structure aredestroyed, hard films of brittle constituents or impuritiesare broken up or rolled in to fibers and a uniformity isestablished.
Certain mechanical properties, particularly elongationpercentage, resistance to shock and vibration areimproved.
Pieces formed by forging exhibit directional propertiesindicated by the flow lines .

•Fig(a) shows component manufactured by
forging process in which grains elongated or
flow in particular direction. Forging has true
grain flow.
Fig(b) shows bar stock or workpiece in which grain flow is broken.
Fig(c) shows component manufactured by casting process in which there is no grain flow and grains are randomly oriented.