flame-retardant effect of sepiolite on an intumescent flame-retardant polypropylene system
TRANSCRIPT

Published: January 11, 2011
r 2011 American Chemical Society 2047 dx.doi.org/10.1021/ie101737n | Ind. Eng. Chem. Res. 2011, 50, 2047–2054
ARTICLE
pubs.acs.org/IECR
Flame-Retardant Effect of Sepiolite on an IntumescentFlame-Retardant Polypropylene SystemYun Liu, Jing Zhao, Cheng-Liang Deng, Li Chen, De-Yi Wang, and Yu-Zhong Wang*
Center for Degradable and Flame-Retardant Polymeric Materials (ERCEPM-MoE), College of Chemistry, State Key Laboratory ofPolymer Materials Engineering, National Engineering Laboratory of Eco-Friendly Polymeric Materials (Sichuan), Sichuan University,Chengdu 610064, China
ABSTRACT: Intumescent flame-retardant polypropylene-containing phosphorus and nitrogen compounds were enhancedsignificantly by adding a small amount of sepiolite as a synergistic agent. The flame-retardant polypropylene composite wascharacterized by limiting oxygen index (LOI), UL-94, the cone calorimeter (CCT), and thermogravimetric analysis (TGA) to studythe combustion behavior and thermal stability. The addition of 0.5% sepiolite increased the LOI from 29.8 to 31.8. The addition ofsepiolite at a low additive amount appears to be an optimum blend ratio for the low heat release rate, total smoke, and CO2
production. Sepiolite also has a significant improvement in mechanical properties.
1. INTRODUCTION
Polypropylene (PP) is widely used in electrical, building,transport applications, and general household materials.1-3
However, because PP is organic in nature and is inherentlycombustible, one of the main problems to be conquered relatesto the need for improving the flame-retardant properties.
To reduce flammability, the addition of flame retardants (FR)is an effective way. Moreover, the use of intumescent flameretardant (IFR) in polyolefins is a relatively recent technology ascompared to the development and extensive use of the poly-olefins themselves.4,5 It is well known that the IFR is known as anew generation of flame retardants for polyolefins (such as PEand PP) due to its advantages, such as low-smoke, low release oftoxic gases during burning, and antidripping.6,7 However, it alsohas some drawbacks as compared to halogen-containing flameretardants,8,9 for instance, low flame-retardant efficiency, and IFRneeds more additive amount to achieve the results obtained withthe halogenated compound.
There are many papers that have reported the effect of theaddition of clays on decreasing the PHRR of the composites;10-12
however, those papers did not give the LOI and UL-94 results ofthe composites. In fact, the LOI and UL-94 results of thecomposites only containing clays are not improved, especiallyat a low content of O-MMT. At the same time, a lot of papershave reported that a little amount of clay as the synergistic agentwith IFR can effectively increase the LOI value and UL-94 ratingby improving the strength and the stability of the char,13-17 and alittle amount of clay as the synergistic agent can decrease greatlythe peak heat release rate (PHRR) because of the barrier effectfrom clay platelets, according to which the clay layers slow boththe mass and the heat transfer from and to the polymer.18-20
Sepiolite is a hydrated magnesium silicate with the half unite-cell formula Si12O30Mg8(OH)4 3 (H2O)4 3 8H2O. The sepiolitestructure is composed of two bands of silica tetrahedrons linkedby magnesium ions in octahedral coordination, and the silicatetrahedrons extend as a continuous layer with an inversion of the
apical ends every six units.21-23 There are many papers thatreport the enhancement of the mechanical properties thanks tosepiolite;24-26 however, there are few papers that report thesynergistic effect on the intumescent flame-retardant PP.
In the present work, we use sepiolite as a synergistic agent toflame-retard PP, along with intumescent flame retardant (IFR),which is composed of ammonium polyphosphate (APP) and acharring agent (CA). The ratio of APP to CA is kept as 2:1, andthe chemical structure of CA is shown in Scheme 1. Their flame-retardant properties, thermal stabilities, burning behavior, andmechanical properties will be systematically investigated.
2. EXPERIMENTAL SECTION
2.1. Materials. The intumescent flame retardant (IFR) wassupplied by Weili Flame Retardant Chemicals Co. (Chengdu,China). Commercial polypropylene (PP, F401) was provided byYangzi Petroleum Chemical Co. (Nanjing, China). Pristinesepiolite was purchased from Neixiang Dongfeng SepioliteLimited Liability Co. (Neixiang, China) and used as received.2.2. Preparation of Flame-Retardant PP Sample. The
content of sepiolite is kept at 0, 0.5, 1.0, 1.5, 2.0, and 3.0 wt %in the intumescent flame-retardant polypropylene systems, re-spectively, and the total content of sepiolite and IFR is kept at 20wt %. The intumescent flame-retardant PP (IFR-PP) matrixcomposites were prepared by blending 79 wt % of PP powder, 20wt % of IFR and sepiolite, and 1 wt % of other auxiliaries(antioxidant and lubricant) using a high-speed mixer, and thenextruded by a twin-screw extruder (D, 20.5 mm; L/D, 44; model,CTE 20, Kebeilong Keya Nanjing Machinery Co., Ltd., Nanjing,China) at a temperature profile of 170, 190, 195, 200, 195, and
Received: August 17, 2010Accepted: December 26, 2010Revised: December 3, 2010
2048 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
185 �C. The extruded strands were cut into pellets. Next, thecomposites were injected into standard testing bars for the testsof combustibility and mechanical properties. The detailed for-mulations of the intumescent flame-retardant PP (IFR-PP)matrix composites are listed in Table 1.2.3. Measurements. The limiting oxygen index (LOI) values
were measured using an HC-2C oxygen index meter (Jiangning,China) with sheet dimensions of 130 mm � 6.5 mm � 3.2 mmaccording to ASTM D2863-97 at room temperature.Vertical burning tests were conducted on a vertical burning
test instrument (CZF-2-type) (Jiangning, China) with sheetdimensions of 130 mm� 13 mm� 3.2 mm according to ASTMD3801.Thermogravimetric analysis (TGA) was performed on a TG
209 F1 (NETZSCH, Germany) thermogravimetric analyzer at aheating rate of 10 �C/min. 4-6 mg of the sample was examinedunder air at a flowing rate of 60 mL/min at temperatures rangingfrom 40 to 700 �C. All samples were run in duplicate, the tem-perature of the instrument was reproducible to within (0.1 �C,and the mass was reproducible to within (1%.The cone calorimeter tests were carried out by an FTT cone
calorimeter (FTT, U.K.), following the procedures in ISO 5660-1.Square specimens (100 mm� 100 mm� 3 mm) were irradiatedat a heat flux of 35 kW/m2.Tensile tests were completed on a universal experimental
machine (CMT2000, SANS, Inc. ShenZhen, China) in accor-dance with the procedures in GB/T 1040-1992 at an extensionspeed of 50 mm/min at room temperature. The specimens arethe dumbbell with the size of 160 mm� 10 mm (the breadth ofcabined section) � 4 mm, and the length of cabined section is100 mm. All data were the average of five independent measure-ments; and the relative errors committed on each datum werereported as well.Flexural properties were carried out on a universal experimental
machine (CMT2000, SANS, Inc. ShenZhen, China) in accordancewith the procedures in GB/T 9314-2000 at a crosshead speed of 2mm/min and a spanwidth of 64mmat room temperature. The sizeof specimens is 160 mm � 10 mm � 4 mm. All data were theaverage of five independent measurements, and the relative errorscommitted on each datum were reported as well.
The Izod impact properties were tested on a pendulum impacttester (ZBC2000, SANS, Inc. ShenZhen, China) in accordancewith the procedures in GB/T 1843-1996, and the depth of nickis 2 mm at room temperature. The size of specimens is 80 mm�10 mm � 4 mm. All data were the average of five independentmeasurements, and the relative errors committed on each datumwere reported as well.
3. RESULTS AND DISCUSSION
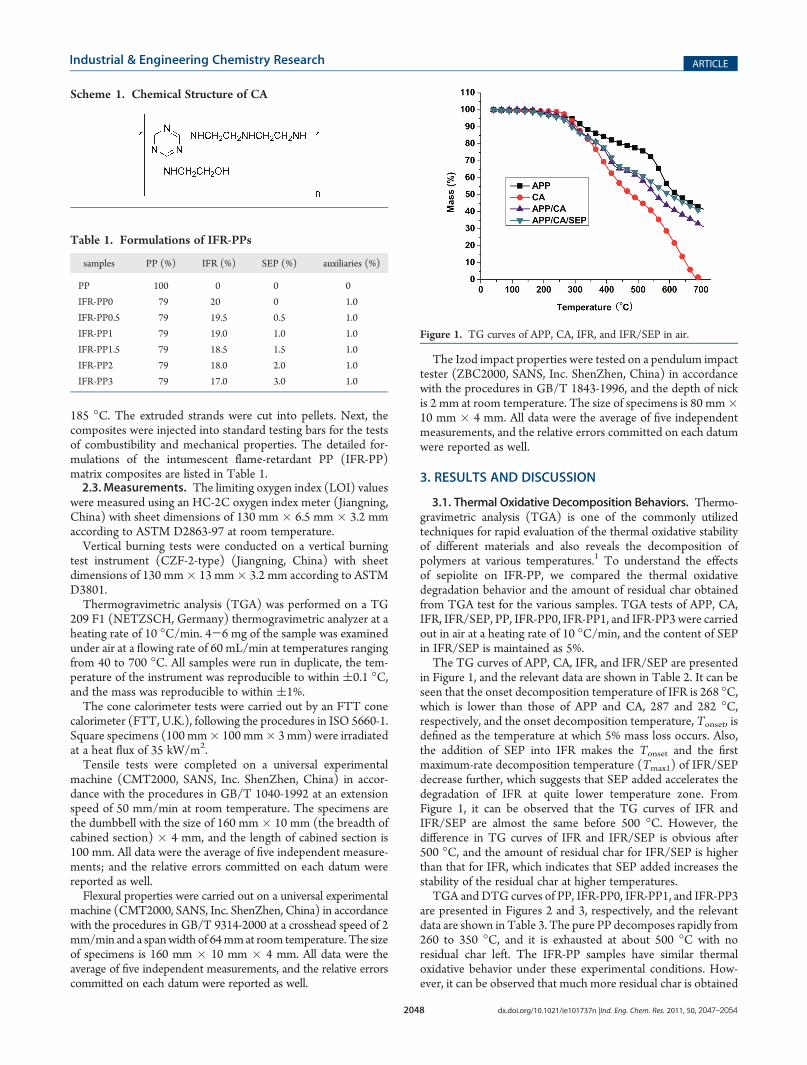
3.1. Thermal Oxidative Decomposition Behaviors. Thermo-gravimetric analysis (TGA) is one of the commonly utilizedtechniques for rapid evaluation of the thermal oxidative stabilityof different materials and also reveals the decomposition ofpolymers at various temperatures.1 To understand the effectsof sepiolite on IFR-PP, we compared the thermal oxidativedegradation behavior and the amount of residual char obtainedfrom TGA test for the various samples. TGA tests of APP, CA,IFR, IFR/SEP, PP, IFR-PP0, IFR-PP1, and IFR-PP3 were carriedout in air at a heating rate of 10 �C/min, and the content of SEPin IFR/SEP is maintained as 5%.The TG curves of APP, CA, IFR, and IFR/SEP are presented
in Figure 1, and the relevant data are shown in Table 2. It can beseen that the onset decomposition temperature of IFR is 268 �C,which is lower than those of APP and CA, 287 and 282 �C,respectively, and the onset decomposition temperature, Tonset, isdefined as the temperature at which 5% mass loss occurs. Also,the addition of SEP into IFR makes the Tonset and the firstmaximum-rate decomposition temperature (Tmax1) of IFR/SEPdecrease further, which suggests that SEP added accelerates thedegradation of IFR at quite lower temperature zone. FromFigure 1, it can be observed that the TG curves of IFR andIFR/SEP are almost the same before 500 �C. However, thedifference in TG curves of IFR and IFR/SEP is obvious after500 �C, and the amount of residual char for IFR/SEP is higherthan that for IFR, which indicates that SEP added increases thestability of the residual char at higher temperatures.TGA and DTG curves of PP, IFR-PP0, IFR-PP1, and IFR-PP3
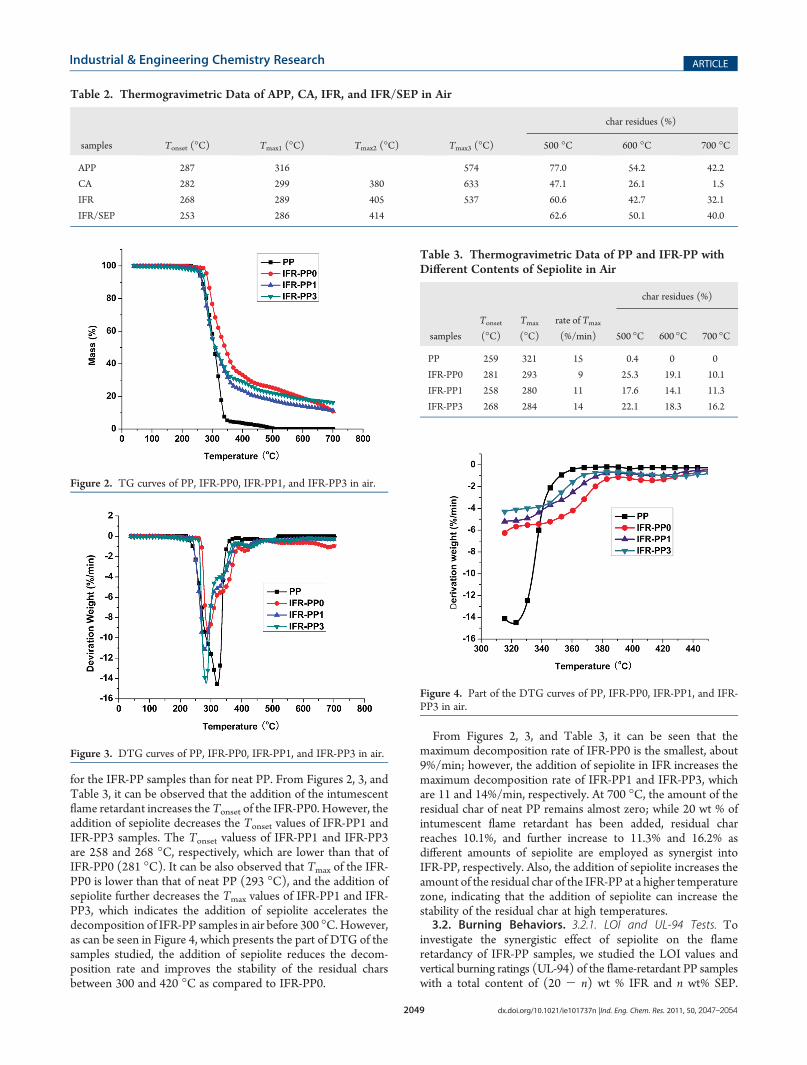
are presented in Figures 2 and 3, respectively, and the relevantdata are shown in Table 3. The pure PP decomposes rapidly from260 to 350 �C, and it is exhausted at about 500 �C with noresidual char left. The IFR-PP samples have similar thermaloxidative behavior under these experimental conditions. How-ever, it can be observed that much more residual char is obtained
Table 1. Formulations of IFR-PPs
samples PP (%) IFR (%) SEP (%) auxiliaries (%)
PP 100 0 0 0
IFR-PP0 79 20 0 1.0
IFR-PP0.5 79 19.5 0.5 1.0
IFR-PP1 79 19.0 1.0 1.0
IFR-PP1.5 79 18.5 1.5 1.0
IFR-PP2 79 18.0 2.0 1.0
IFR-PP3 79 17.0 3.0 1.0
Scheme 1. Chemical Structure of CA
Figure 1. TG curves of APP, CA, IFR, and IFR/SEP in air.
2049 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
for the IFR-PP samples than for neat PP. From Figures 2, 3, andTable 3, it can be observed that the addition of the intumescentflame retardant increases theTonset of the IFR-PP0. However, theaddition of sepiolite decreases the Tonset values of IFR-PP1 andIFR-PP3 samples. The Tonset valuess of IFR-PP1 and IFR-PP3are 258 and 268 �C, respectively, which are lower than that ofIFR-PP0 (281 �C). It can be also observed that Tmax of the IFR-PP0 is lower than that of neat PP (293 �C), and the addition ofsepiolite further decreases the Tmax values of IFR-PP1 and IFR-PP3, which indicates the addition of sepiolite accelerates thedecomposition of IFR-PP samples in air before 300 �C.However,as can be seen in Figure 4, which presents the part of DTG of thesamples studied, the addition of sepiolite reduces the decom-position rate and improves the stability of the residual charsbetween 300 and 420 �C as compared to IFR-PP0.
From Figures 2, 3, and Table 3, it can be seen that themaximum decomposition rate of IFR-PP0 is the smallest, about9%/min; however, the addition of sepiolite in IFR increases themaximum decomposition rate of IFR-PP1 and IFR-PP3, whichare 11 and 14%/min, respectively. At 700 �C, the amount of theresidual char of neat PP remains almost zero; while 20 wt % ofintumescent flame retardant has been added, residual charreaches 10.1%, and further increase to 11.3% and 16.2% asdifferent amounts of sepiolite are employed as synergist intoIFR-PP, respectively. Also, the addition of sepiolite increases theamount of the residual char of the IFR-PP at a higher temperaturezone, indicating that the addition of sepiolite can increase thestability of the residual char at high temperatures.3.2. Burning Behaviors. 3.2.1. LOI and UL-94 Tests. To
investigate the synergistic effect of sepiolite on the flameretardancy of IFR-PP samples, we studied the LOI values andvertical burning ratings (UL-94) of the flame-retardant PP sampleswith a total content of (20 - n) wt % IFR and n wt% SEP.
Table 2. Thermogravimetric Data of APP, CA, IFR, and IFR/SEP in Air
char residues (%)
samples Tonset (�C) Tmax1 (�C) Tmax2 (�C) Tmax3 (�C) 500 �C 600 �C 700 �C
APP 287 316 574 77.0 54.2 42.2
CA 282 299 380 633 47.1 26.1 1.5
IFR 268 289 405 537 60.6 42.7 32.1
IFR/SEP 253 286 414 62.6 50.1 40.0
Figure 2. TG curves of PP, IFR-PP0, IFR-PP1, and IFR-PP3 in air.
Figure 3. DTG curves of PP, IFR-PP0, IFR-PP1, and IFR-PP3 in air.
Table 3. Thermogravimetric Data of PP and IFR-PP withDifferent Contents of Sepiolite in Air
char residues (%)
samples
Tonset
(�C)Tmax
(�C)rate of Tmax
(%/min) 500 �C 600 �C 700 �C
PP 259 321 15 0.4 0 0
IFR-PP0 281 293 9 25.3 19.1 10.1
IFR-PP1 258 280 11 17.6 14.1 11.3
IFR-PP3 268 284 14 22.1 18.3 16.2
Figure 4. Part of the DTG curves of PP, IFR-PP0, IFR-PP1, and IFR-PP3 in air.
2050 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
The effect of the content of sepiolite on the flame retardancy ofIFR-PP samples is listed in Table 4. The LOI value of the IFR-PPwithout sepiolite reaches 29.8 with a total content of 20 wt % IFR.As can be seen in Table 4, the LOI values at first increase withincreasing the amount of sepiolite until a maximum in LOI isreached, but with the further increase in sepiolite content, theLOI value starts to decrease. The highest LOI value reaches 31.8when 0.5 wt % of sepiolite is added. A V-0 rating in the UL-94standard is observed when IFR-PP contains no sepiolite, and aV-0 rating is also reached when the content of sepiolite maintainsbetween 0.5 and 1.5 wt %. However, there is V-1 rating when theadditive amount of sepiolite is 2.0 wt %, and there is no ratingwhen it increases further. As discussed above, because theaddition of only sepiolite could not improve the LOI valuesand UL-94 rating of PP, some important conclusions could bedrawn: with a suitable content of sepiolite, there exists asynergistic effect between sepiolite and the IFR system, andthere is an optimal sepiolite content in this system for the bestflame retardancy of PP.3.2.2. Cone Calorimeter. The cone calorimeter has been
available for the bench-scale assessment of several reactions offire and fire parameters, and many research groups have takeninterest in quantitative material flammability analysis.27-31 Toidentify the role of the sepiolite in the formation of theintumescent coating during the combustion process of the PPand IFR-PP samples, the cone calorimeter has been used.Heat Release Rate (HRR). The heat release rate (HRR) has
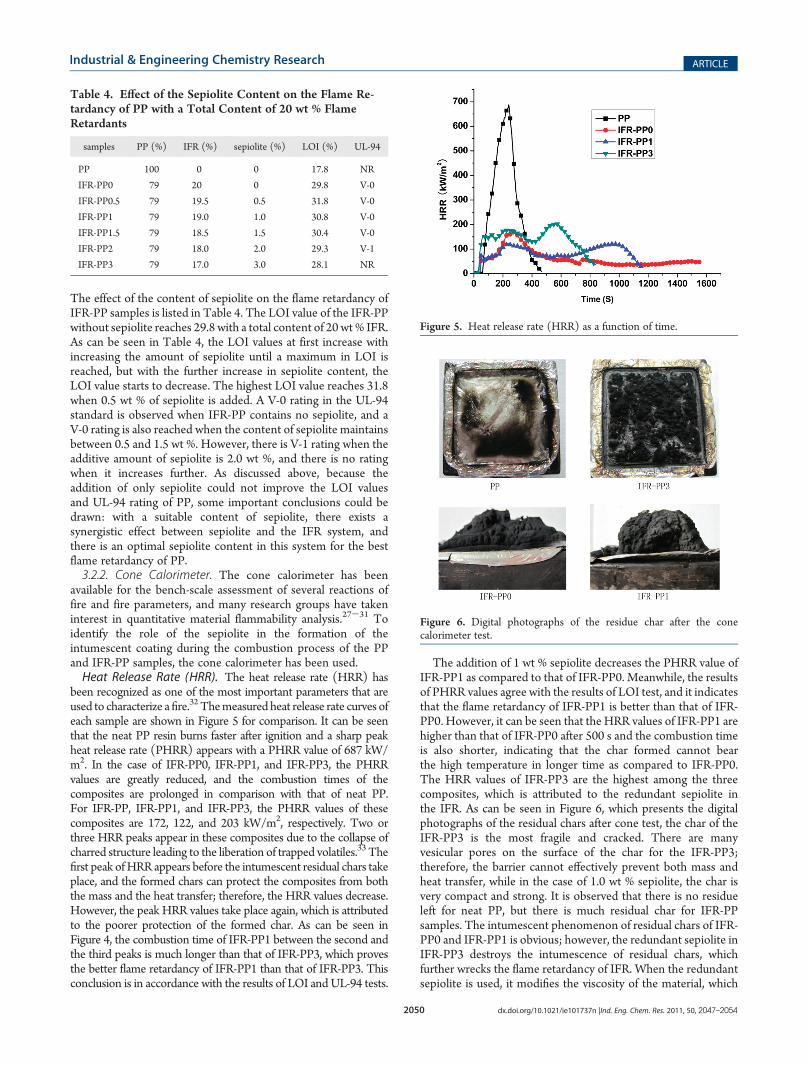
been recognized as one of the most important parameters that areused to characterize afire.32Themeasured heat release rate curves ofeach sample are shown in Figure 5 for comparison. It can be seenthat the neat PP resin burns faster after ignition and a sharp peakheat release rate (PHRR) appears with a PHRR value of 687 kW/m2. In the case of IFR-PP0, IFR-PP1, and IFR-PP3, the PHRRvalues are greatly reduced, and the combustion times of thecomposites are prolonged in comparison with that of neat PP.For IFR-PP, IFR-PP1, and IFR-PP3, the PHRR values of thesecomposites are 172, 122, and 203 kW/m2, respectively. Two orthree HRR peaks appear in these composites due to the collapse ofcharred structure leading to the liberation of trapped volatiles.33 Thefirst peak ofHRR appears before the intumescent residual chars takeplace, and the formed chars can protect the composites from boththe mass and the heat transfer; therefore, the HRR values decrease.However, the peak HRR values take place again, which is attributedto the poorer protection of the formed char. As can be seen inFigure 4, the combustion time of IFR-PP1 between the second andthe third peaks is much longer than that of IFR-PP3, which provesthe better flame retardancy of IFR-PP1 than that of IFR-PP3. Thisconclusion is in accordance with the results of LOI and UL-94 tests.
The addition of 1 wt % sepiolite decreases the PHRR value ofIFR-PP1 as compared to that of IFR-PP0. Meanwhile, the resultsof PHRR values agree with the results of LOI test, and it indicatesthat the flame retardancy of IFR-PP1 is better than that of IFR-PP0. However, it can be seen that the HRR values of IFR-PP1 arehigher than that of IFR-PP0 after 500 s and the combustion timeis also shorter, indicating that the char formed cannot bearthe high temperature in longer time as compared to IFR-PP0.The HRR values of IFR-PP3 are the highest among the threecomposites, which is attributed to the redundant sepiolite inthe IFR. As can be seen in Figure 6, which presents the digitalphotographs of the residual chars after cone test, the char of theIFR-PP3 is the most fragile and cracked. There are manyvesicular pores on the surface of the char for the IFR-PP3;therefore, the barrier cannot effectively prevent both mass andheat transfer, while in the case of 1.0 wt % sepiolite, the char isvery compact and strong. It is observed that there is no residueleft for neat PP, but there is much residual char for IFR-PPsamples. The intumescent phenomenon of residual chars of IFR-PP0 and IFR-PP1 is obvious; however, the redundant sepiolite inIFR-PP3 destroys the intumescence of residual chars, whichfurther wrecks the flame retardancy of IFR. When the redundantsepiolite is used, it modifies the viscosity of the material, which
Table 4. Effect of the Sepiolite Content on the Flame Re-tardancy of PP with a Total Content of 20 wt % FlameRetardants
samples PP (%) IFR (%) sepiolite (%) LOI (%) UL-94
PP 100 0 0 17.8 NR
IFR-PP0 79 20 0 29.8 V-0
IFR-PP0.5 79 19.5 0.5 31.8 V-0
IFR-PP1 79 19.0 1.0 30.8 V-0
IFR-PP1.5 79 18.5 1.5 30.4 V-0
IFR-PP2 79 18.0 2.0 29.3 V-1
IFR-PP3 79 17.0 3.0 28.1 NR
Figure 5. Heat release rate (HRR) as a function of time.
Figure 6. Digital photographs of the residue char after the conecalorimeter test.
2051 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
prevents the protection to develop homogeneously at the surfaceof the material and prevents the structure from swelling.16,20,34,35
The morphology of residual chars after the cone test alsoindicates that the flame retardancy of IFR-PP1 and IFR-PP0 isbetter than that of IFR-PP3, and it is accordant with the results ofLOI and UL-94 tests.From Figure 5 and Table 5, it can be observed that there is a
decrease in time to ignition (TTI) with the addition of IFR andsepiolite; the reduction of TTI could be due to the fact that thesurface gets hotter more quickly because the presence of a solid-like intumescent layer prevents effective heat transfer.31
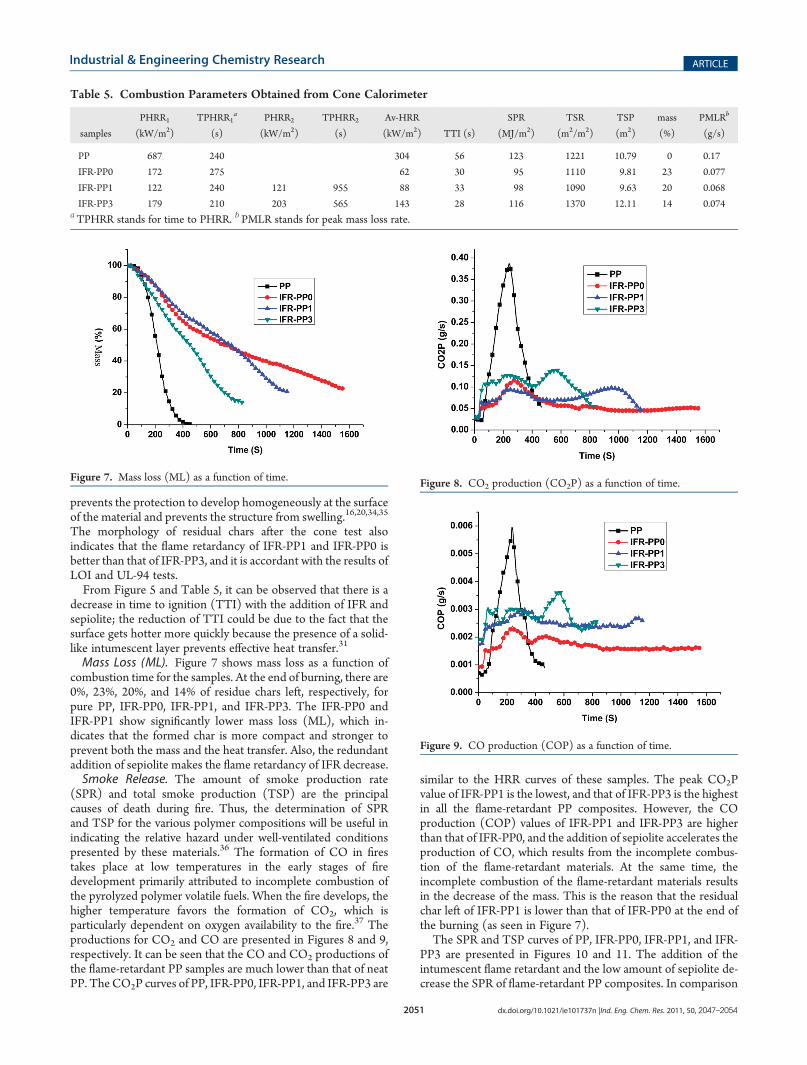
Mass Loss (ML). Figure 7 shows mass loss as a function ofcombustion time for the samples. At the end of burning, there are0%, 23%, 20%, and 14% of residue chars left, respectively, forpure PP, IFR-PP0, IFR-PP1, and IFR-PP3. The IFR-PP0 andIFR-PP1 show significantly lower mass loss (ML), which in-dicates that the formed char is more compact and stronger toprevent both the mass and the heat transfer. Also, the redundantaddition of sepiolite makes the flame retardancy of IFR decrease.Smoke Release. The amount of smoke production rate
(SPR) and total smoke production (TSP) are the principalcauses of death during fire. Thus, the determination of SPRand TSP for the various polymer compositions will be useful inindicating the relative hazard under well-ventilated conditionspresented by these materials.36 The formation of CO in firestakes place at low temperatures in the early stages of firedevelopment primarily attributed to incomplete combustion ofthe pyrolyzed polymer volatile fuels. When the fire develops, thehigher temperature favors the formation of CO2, which isparticularly dependent on oxygen availability to the fire.37 Theproductions for CO2 and CO are presented in Figures 8 and 9,respectively. It can be seen that the CO and CO2 productions ofthe flame-retardant PP samples are much lower than that of neatPP. The CO2P curves of PP, IFR-PP0, IFR-PP1, and IFR-PP3 are
similar to the HRR curves of these samples. The peak CO2Pvalue of IFR-PP1 is the lowest, and that of IFR-PP3 is the highestin all the flame-retardant PP composites. However, the COproduction (COP) values of IFR-PP1 and IFR-PP3 are higherthan that of IFR-PP0, and the addition of sepiolite accelerates theproduction of CO, which results from the incomplete combus-tion of the flame-retardant materials. At the same time, theincomplete combustion of the flame-retardant materials resultsin the decrease of the mass. This is the reason that the residualchar left of IFR-PP1 is lower than that of IFR-PP0 at the end ofthe burning (as seen in Figure 7).The SPR and TSP curves of PP, IFR-PP0, IFR-PP1, and IFR-
PP3 are presented in Figures 10 and 11. The addition of theintumescent flame retardant and the low amount of sepiolite de-crease the SPR of flame-retardant PP composites. In comparison
Table 5. Combustion Parameters Obtained from Cone Calorimeter
samples
PHRR1
(kW/m2)
TPHRR1a
(s)
PHRR2
(kW/m2)
TPHRR2
(s)
Av-HRR
(kW/m2) TTI (s)
SPR
(MJ/m2)
TSR
(m2/m2)
TSP
(m2)
mass
(%)
PMLRb
(g/s)
PP 687 240 304 56 123 1221 10.79 0 0.17
IFR-PP0 172 275 62 30 95 1110 9.81 23 0.077
IFR-PP1 122 240 121 955 88 33 98 1090 9.63 20 0.068
IFR-PP3 179 210 203 565 143 28 116 1370 12.11 14 0.074aTPHRR stands for time to PHRR. b PMLR stands for peak mass loss rate.
Figure 7. Mass loss (ML) as a function of time. Figure 8. CO2 production (CO2P) as a function of time.
Figure 9. CO production (COP) as a function of time.
2052 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
with IFR-PP0, IFR-PP1, and IFR-PP3, the peak SPR of the IFR-PP1 is the lowest, indicating the IFR-PP1 is the best flame-retardant system in all samples studied. Meanwhile, the TSP ofthe IFR-PP1 is also the lowest, reaching 9.63 m2, which is lowerthan that of neat PP (10.79 m2). The combustion parametersobtained from cone calorimeter test are listed in Table 4. It can beseen fromTable 4 that the addition of the IFR reduces greatly thepeak mass loss rate (PMLR) and total smoke release (TSR) ofIFR-PP0, and the addition of sepiolite at low amount furtherreduces the PMLR and TSR values of IFR-PP1. However, the3 wt % addition of sepiolite increases the PMLR and TSR valuesof IFR-PP3 as compared to IFR-PP0 and IFR-PP1, indicatingthat only an appropriate amount of sepiolite can improve theflame retardancy of IFR-PP systems. Combined with the analysisof LOI, UL-94, and cone tests, a conclusion can be made thatthere exists a synergistic effect between the IFR and the sepioliteat low amount. The appropriate addition of sepiolite can improvethe flame retardancy of IFR-PP samples; however, the redundantaddition of sepiolite can destroy it because of the discontinuouschar formed.3.3. Mechanical Properties. The mechanical properties of
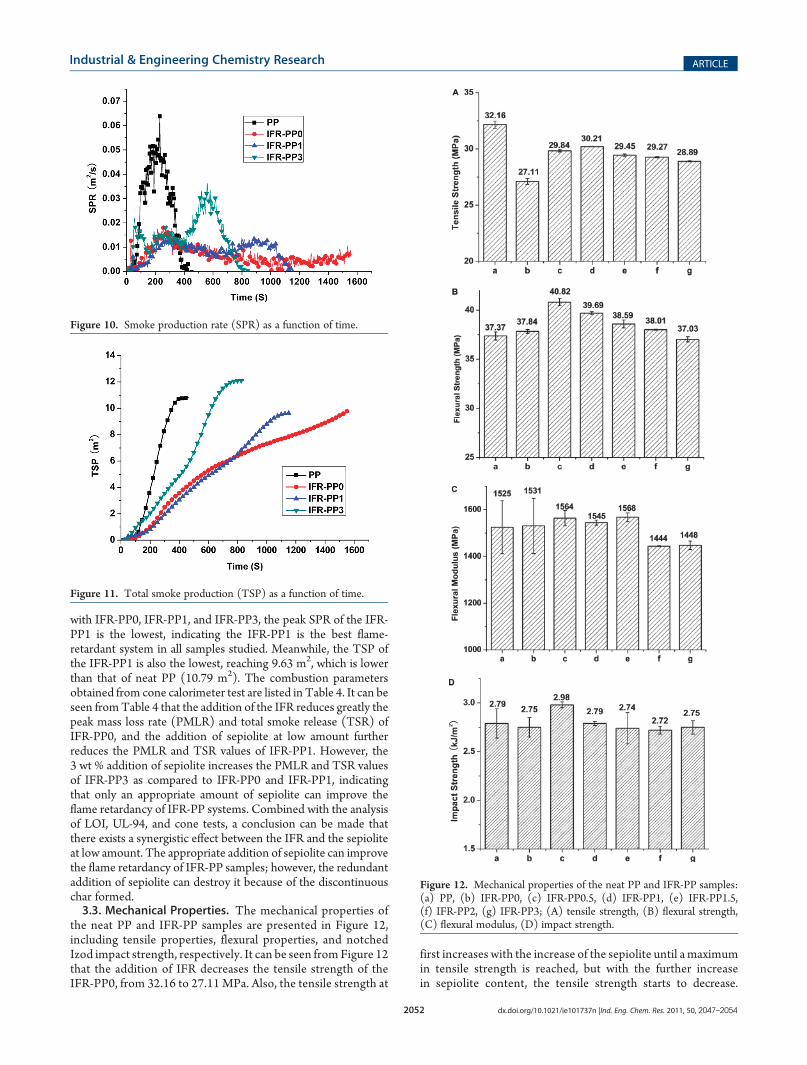
the neat PP and IFR-PP samples are presented in Figure 12,including tensile properties, flexural properties, and notchedIzod impact strength, respectively. It can be seen fromFigure 12that the addition of IFR decreases the tensile strength of theIFR-PP0, from 32.16 to 27.11 MPa. Also, the tensile strength at
first increases with the increase of the sepiolite until a maximumin tensile strength is reached, but with the further increasein sepiolite content, the tensile strength starts to decrease.
Figure 10. Smoke production rate (SPR) as a function of time.
Figure 11. Total smoke production (TSP) as a function of time.
Figure 12. Mechanical properties of the neat PP and IFR-PP samples:(a) PP, (b) IFR-PP0, (c) IFR-PP0.5, (d) IFR-PP1, (e) IFR-PP1.5,(f) IFR-PP2, (g) IFR-PP3; (A) tensile strength, (B) flexural strength,(C) flexural modulus, (D) impact strength.

2053 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
The highest tensile strength value of IFR-PP samples is 30.21MPa when 1.0 wt % of sepiolite is added, which decreases by6.06% as compared to that of pure PP. Furthermore, the tensilestrength of IFR-PP3 is also higher than that of IFR-PP0.However, the superabundant addition of sepiolite decreasesthe flexural strength and flexural modulus as compared to thatof IFR-PP0. It can be seen from Figure 12 that the addition of IFRand sepiolite increases the flexural strength and almost maintainsthe notched Izod impact strength of the samples studied. Also,the flexural modulus of the samples increases at the low amountof sepiolite. The tensile strength, flexural strength, flexuralmodulus, and notched Izod impact strength of IFR-PP0.5 are29.84 MPa, 40.82 MPa, 1564 MPa, and 2.98 kJ/m2, respectively,and the mechanical properties decrease by 7.21% for tensilestrength and increase by 9.23% for flexural strength, 2.56% forflexural modulus, and 6.81% for notched Izod impact strength ascompared to the neat PP. The improved mechanical propertiesshould be attributed to the large interfacial area and the stronginteraction between the polymer and the sepiolite.25 More than1 wt % sepiolite could result in aggregation of fillers, which canact as the stress concentrators leading to the reduction inmechanical properties of composites. From the above analysis,it is concluded that the IFR-PP0.5, which contains 0.5 wt %of sepiolite, is the best one according to the flame retardancyand mechanical properties of the composite as compared to theneat PP.
4. CONCLUSIONS
The thermal stabilities of IFR-PP0 are enhanced by appendingthe intumescent flame retardant as compared to pure PP. It isnoted from the TGA data that the onset decomposition tem-perature of IFR-PP0 is higher than that of neat PP; however, themaximum-decomposition-rate temperature of the sample is low-er than that of neat PP. The onset decomposition temperaturesof IFR-PP1 and IFR-PP3 are reduced by the addition of sepiolite,and the maximum-decomposition-rate temperatures of thesesamples are equal to IFR-PP0. The combustion behaviors ofPP are improved by introducing the intumescent flame retardant,and the appropriate addition of sepiolite further improves theflame retardancy of IFR-PP samples. The LOI value of the IFR-PP0.5 can be increased to 31.8; that is to say that the LOI value isincreased by 2.0 unit as compared to that of IFR-PP0. The resultsof the cone calorimeter indicate that the addition of IFRsignificantly decreases the HRR, THR, TSP, COP, and CO2Pof the IFR-PP0, and the 1.0 wt % addition of sepiolite to IFR-PP1further decreases some of the above corresponding values of theIFR-PP0 at the same total loading. All results indicate thatsepiolite has a significant effect on the flame retardancy of IFR-PP at the low amount of sepiolite. Furthermore, the appropriateaddition of sepiolite enhances the mechanical properties of IFR-PP samples as compared to IFR-PP0.
’AUTHOR INFORMATION
Corresponding Author*Tel./fax: þ86-28-85410259. E-mail: [email protected].
’ACKNOWLEDGMENT
We acknowledge the financial support from the Key Project ofthe National Science Foundation of China (50933005).
’REFERENCES
(1) Li, Q.; Jiang, P. K.; Su, Z. P.; Wei, P.; Wang, G. L.; Tang, X. Z.Synergistic effect of phosphorus, nitrogen, and silicon on flame-retar-dant properties and char yield in polypropylene. J. Appl. Polym. Sci. 2005,96, 854.
(2) Wang, X. Y.; Li, Y.; Liao, W.W.; Gu, J.; Li, D. A new intumescentflame-retardant: preparation, surface modification, and its application inpolypropylene. Polym. Adv. Technol. 2008, 19, 1005.
(3) Lv, P.; Wang, Z. Z.; Hu, K. L.; Fan, W. C. Flammability andthermal degradation of flame retarded polypropylene composites con-taining melamine phosphate and pentaerythritol derivatives. Polym.Degrad. Stab. 2005, 90, 523.
(4) Le Bras, M.; Bgajny, M.; Lefebvre, J. M.; Bourbigot, S. Vulcaniza-tion of carboxylated nitrile rubber (XNBR) by a mixed zinc peroxide-sulphur system. Polym. Int. 2000, 49, 115.
(5) Xie, R. C.; Qu, B. J. Expandable graphite systems for halogen-freeflame-retarding of polyolefins I: flammability characterization andsynergistic effect. J. Appl. Polym. Sci. 2001, 80, 118.
(6) Horacek, H.; Grabner, P. Advantages of flame retardants basedon nitrogen compounds. Polym. Degrad. Stab. 1996, 54, 205.
(7) Xie, F.; Wang, Y. Z.; Yang, B.; Liu, Y. A novel intumescent flame-retardant polyethylene system. Macromol. Mater. Eng. 2006, 291, 247.
(8) Camino, G.; Grassie, N.; McNeill, I. C. Influence of the fireretardant, ammonium polyphosphate, on the thermal degradation ofpoly(methyl methacrylate). J. Polym. Sci., Polym. Chem. Ed 1978, 16, 95.
(9) Li, B.; Sun, C. Y.; Zhang, X. C. An investigation of flammability ofintumescent flame retardant polyethylene containing starch by usingcone calorimeter. Chem. J. Chin. Univ. 1999, 20, 146.
(10) Jang, B. N.; Wilkie, C. A. The thermal degradation of poly-styrene nanocomposite. Polymer 2005, 46, 2933.
(11) Jang, B. N.; Wilkie, C. A. The effect of clay on the thermaldegradation of polyamide 6 in polyamide 6/clay nanocomposites.Polymer 2005, 46, 3264.
(12) Costache, M. C.; Jiang, D. D.; Wilkie, C. A. Thermal degrada-tion of ethylene-vinyl acetate coplymer nanocomposites. Polymer2005, 46, 6947.
(13) Song, R. J.; Zhang, B. Y.; Huang, B. T.; Tang, T. Synergisticeffect of supported nickel catalyst with intumescent flame-retardants onflame retardancy and thermal stability of polypropylene. J. Appl. Polym.Sci. 2006, 102, 5988.
(14) Chen, X. C.; Ding, Y. P.; Tang, T. Synergistic effect of nickelformate on the thermal and flame-retardant properties of polypropylene.Polym. Int. 2005, 54, 904.
(15) Bourbigot, S.; Le Bras, M.; Delobel, R.; Patrice, B.; Tremillon,J. M. 4A zeolite synergistic agent in new flame retardant intumescentformulations of polyethylenic polymers-study of the effect of theconstituent monomers. Polym. Degrad. Stab. 1996, 54, 275.
(16) Lewin, M.; Endo, M. Catalysis of intumescent flame retardancyof polypropylene by metallic compounds. Polym. Adv. Technol. 2003,14, 3.
(17) Li, Y. T.; Li, B.; Dai, J. F.; Jia, H.; Gao, S. L. Synergistic effects oflanthanum oxide on a novel intumescent flame retardant polypropylenesystem. Polym. Degrad. Stab. 2008, 93, 9.
(18) Ma, H. Y.; Tong, L. F.; Xu, Z. B.; Fang, Z. P. Intumescent flameretardant-montmorillonite synergism in ABS nanocomposites. Appl.Clay Sci. 2008, 42, 238.
(19) Ye, L.;Wu, Q.H.; Qu, B. J. Synergistic effects andmechanism ofmultiwalled carbon nanotubes with magnesium hydroxide in halogen-free flame retardant EVA/MH/MWNT nanocomposites. Polym. De-grad. Stab. 2009, 94, 751.
(20) Tang, Y.; Hu, Y.; Li, B. G.; Liu, L.;Wang, Z. Z.; Chen, Z. Y.; Fan,W. C. Polypropylene/montmorillonite nanocomposites and intumes-cent, flame-retardant montmorillonite synergism in polypropylenenanocomposites. J. Polym. Sci., Part A: Polym. Chem. 2004, 42, 6163.
(21) Tartaglione, G.; Camino, D. T. Thermal and morphologicalcharacterization of organically modified sepiolite. Microporous Mesopor-ous Mater. 2008, 107, 161.

2054 dx.doi.org/10.1021/ie101737n |Ind. Eng. Chem. Res. 2011, 50, 2047–2054
Industrial & Engineering Chemistry Research ARTICLE
(22) Xie, S. B.; Zhang, S. M.; Wang, F. S.; Yang, M. S.; S�egu�ela, R.;Lefebvre, J. M. Preparation, structure and thermomechanical propertiesof nylon-6 nanocomposites with lamella-type and fiber-type sepiolite.Compos. Sci. Technol. 2007, 67, 2334.(23) Chen, H. X.; Zheng, M. S.; Sun, H. Y.; Jia, Q. M. Characteriza-
tion and properties of sepiolite/polyurethane nanocomposites. Mater.Sci. Eng., A 2007, 445-446, 725.(24) Duaresne, E.; Moins, S.; Alexandre, M.; Dubois, P. How can
nanohybrids enhance polyester sepiolite nanocomposite properties.Macromol. Chem. Phys. 2007, 208, 2542.(25) Zheng, Y. P.; Zheng, Y. Study on sepiolite-reinforced polymeric
nanocomposites. J. Appl. Polym. Sci. 2006, 99, 2163.(26) Ma, J.; Bilotti, E.; Peijs, T.; Darr, J. A. Preparation of poly-
propylene/sepiolite nanocomposites using supercritical CO2 assistedmixing. Eur. Polym. J. 2007, 43, 4931.(27) Morgan, A. B.; Bundy, M. Cone calorimeter analysis of UL-94
V-rated plastics. Fire Mater. 2007, 31, 257–283.(28) Siat, C.; Bras, M. L.; Bourbigot, S. Combustion behaviour of
ethylene vinyl acetate copolymer-based intumescent formulations usingoxygen consumption calorimetry. Fire Mater. 1998, 22, 119.(29) Schartel, B.; Hull, T. R. Development of fire-retarded materials-
interpretation of cone calorimeter data. Fire Mater. 2007, 31, 327.(30) Gallina, G.; Bravin, E.; Badalucco, C.; Audisio, G.; Armanini,
M.; Chirico, A. D.; Provasoli, F. Application of cone calorimeter for theassessment of class of flame retardants for polypropylene. Fire Mater.1998, 22, 15.(31) Wang, D. Y.; Liu, Y.; Wang, Y. Z.; Artiles, C. P.; Hull, T. R.;
Price, D. Fire retardancy of a reactively extruded intumescent flameretardant polyethylene system enhanced by metal chelates. Polym.Degrad. Stab. 2007, 92, 1592.(32) Elliot, P. J.; Whiteley, R. H. A cone calorimeter test for the
measurement of flammability properties of insulated wire. Polym.Degrad. Stab. 1999, 64, 577.(33) Wang, X. Y.; Li, Y.; Liao, W. W.; Gu, J.; Li, D. A new
intumescent flame-retardant: preparation, surface modification, and itsapplication in polypropylene. Polym. Adv. Technol. 2008, 19, 1055.(34) Bourbigot, S.; Le Bras, M.; Dabrowski, F.; Gilman, J. W.;
Kashiwagi, T. PA-6 clay nanocomposite hybrid as char forming agentin intumescent formulations. Fire Mater. 2000, 24, 201.(35) Gilman, J. W.; Harris, R. H., Jr.; Shields, J. R.; Kashiwagi, T.;
Morgan, A. B. A study of the flammability reduction mechanism ofpolystyrene-layered silicate nanocomposite: layered silicate reinforcedcarbonaceous char. Polym. Adv. Technol. 2006, 17, 263.(36) Wang, D. Y.; Liu, Y.; Ge, X. G.; Wang, Y. Z.; Stec, A.; Biswas,
Br.; Hull, T. R.; Price, D. Effect of metal chelates on the ignition and earlyflaming behavior of intumescent fire-retarded polyethylene systems.Polym. Degrad. Stab. 2008, 93, 1024–1030.(37) Biswas, B.; Kandola, K. K.; Horrocks, A. R.; Price, D. A
quantitative study of carbon monoxide and carbon dioxide evolutionduring thermal degradation on flame retarded epoxy resins. Polym.Degrad. Stab. 2007, 92, 765–776.