fiber glass
TRANSCRIPT

Glass-reinforced plasticFrom Wikipedia, the free encyclopedia
For fibers of glass also known as fiberglass, see glass (fiber).
Glass-reinforced plastic (GRP),[1] also known as glass fiber-reinforced plastic (GFRP),[2] is a fiber
reinforced polymer made of a plastic matrix reinforced by fine fibers made of glass. It is also known
as GFK (for Glasfaserverstärkter Kunststoff), or simply by the name of the reinforcing fibers
themselves: fiberglass.
GRP is a lightweight, strong material with many uses, including boats, automobiles, water tanks, roofing, pipes,
cladding and external door skins.
The plastic matrix may be epoxy, a thermosetting plastic (most often polyester or vinylester) or thermoplastic.
[edit]Production
The manufacturing process for GRP fiber glass uses large furnaces to gradually melt the sand/chemical mix to
liquid form, then extrude it through bundles of very small orifices (typically 17-25 micrometres in diameter for E-
Glass, 9 micrometres for S-Glass). These filaments are then sized with a chemical solution. The individual
filaments are now bundled together in large numbers to provide a roving. The diameter of the filaments, as well
as the number of filaments in the roving determine its weight. This is typically expressed in yield-yards per
pound (how many yards of fiber in one pound of material, thus a smaller number means a heavier roving,
example of standard yields are 225yield, 450yield, 675yield) or in tex-grams per km (how many grams 1 km of
roving weighs, this is inverted from yield, thus a smaller number means a lighter roving, examples of standard
tex are 750tex, 1100tex, 2200tex).
These rovings are then either used directly in a composite application such as pultrusion, filament
winding (pipe), gun roving (automated gun chops the glass into small lengths and drops it into a jet of resin,
projected onto the surface of a mold), or used in an intermediary step, to manufacture fabrics such as chopped
strand mat (CSM) (made of randomly oriented small cut lengths of fiber all bonded together), woven fabrics,
knit fabrics or uni-directional fabrics.
[edit]Sizing
A sort of coating, or primer, which both helps protect the glass filaments for processing/manipulation as well as
ensure proper bonding to the resin matrix, thus allowing for transfer of shear loads from the glass fibers (which
would buckle) to the thermoset plastic (which is quite good at handling shear loads), without this 'bonding', the
fibers can 'slip' in the matrix and localised failure will ensue.[citation needed]. Usually also the basic material for
making cloth.
[edit]Properties

An individual structural glass fiber is both stiff and strong in tension and compression—that is, along its axis.
Although it might be assumed that the fiber is weak in compression, it is actually only the long aspect ratio of
the fiber which makes it seem so; i.e., because a typical fiber is long and narrow, it buckles easily. On the other
hand, the glass fiber is unstiff and unstrong in shear—that is, across its axis. Therefore if a collection of fibers
can be arranged permanently in a preferred direction within a material, and if the fibers can be prevented from
buckling in compression, then that material will become preferentially strong in that direction.
Furthermore, by laying multiple layers of fiber on top of one another, with each layer oriented in various
preferred directions, the stiffness and strength properties of the overall material can be controlled in an efficient
manner. In the case of glass-reinforced plastic, it is the plastic matrix which permanently constrains the
structural glass fibers to directions chosen by the designer. With chopped strand mat, this directionality is
essentially an entire two dimensional plane; with woven fabrics or unidirectional layers, directionality of stiffness
and strength can be more precisely controlled within the plane.
A glass-reinforced plastic component is typically of a thin "shell" construction, sometimes filled on the inside
with structural foam, as in the case of surfboards. The component may be of nearly arbitrary shape, limited only
by the complexity and tolerances of the mold used for manufacturing the shell.
MaterialSpecific gravity
Tensile strength (MPa)
Compressive strength (MPa)
Polyester resin (unreinforced)[3] 1.28 55 140
Polyester and Chopped Strand Mat Laminate 30% E-glass[3] 1.4 100 150
Polyester and Woven Rovings Laminate 45% E-glass[3] 1.6 250 150
Polyester and Satin Weave Cloth Laminate 55% E-glass[3] 1.7 300 250
Polyester and Continuous Rovings Laminate 70% E-glass[3] 1.9 800 350
E-Glass Epoxy composite[4] 1.99 1,770 (257 ksi) N/A

S-Glass Epoxy composite[4] 1.95 2,358 (342 ksi) N/A
[edit]Applications
GRP is an immensely versatile material which combines lightweight with inherent strength to provide a weather
resistant finish, with a variety of surface texture and an unlimited colour range available.
GRP was developed in the UK during the Second World War as a replacement for the molded plywood used in
aircraft radomes (GRP being transparent to microwaves). Its first main civilian application was for building
of boats, where it gained acceptance in the 1950s. Its use has broadened to the automotive and sport
equipment sectors as well as model aircraft, although its use there is now partly being taken over by carbon
fiber which weighs less per given volume and is stronger both by volume and by weight. GRP uses also
include hot tubs, pipes for drinking water and sewers, office plant display containers and flat roof systems.
Advanced manufacturing techniques such as pre-pregs and fiber rovings extend the applications and the
tensile strength possible with fiber-reinforced plastics.
GRP is also used in the telecommunications industry for shrouding the visual appearance of antennas, due to
its RF permeability and low signal attenuation properties. It may also be used to shroud the visual appearance
of other equipment where no signal permeability is required, such as equipment cabinets and steel support
structures, due to the ease with which it can be molded, manufactured and painted to custom designs, to blend
in with existing structures or brickwork. Other uses include sheet form made electrical insulators and other
structural components commonly found in the power industries.
[edit]Storage tanks
Several large GRP tanks at an airport
Storage tanks can be made of GRP with capacities up to about 300 tonnes. The smaller tanks can be made
with chopped strand mat cast over a thermoplastic inner tank which acts as a preform during construction.
Much more reliable tanks are made using woven mat or filament wound fibre with the fibre orientation at right
angles to the hoop stress imposed in the side wall by the contents. They tend to be used for chemical storage
because the plastic liner (often polypropylene) is resistant to a wide range of strong chemicals. GRP tanks are
also used for septic tanks.
[edit]House building
Glass reinforced plastics are also used in the house building market for the production of roofing laminate, door
surrounds, over-door canopies, window canopies and dormers, chimneys, coping systems, heads with
keystones and sills. The use of GRP for these applications provides for a much faster installation and due to
the reduced weight manual handling issues are reduced. With the advent of high volume manufacturing
processes it is possible to construct GRP brick effect panels which can be used in the construction of
composite housing. These panels can be constructed with the appropriate insulation which reduces heat loss.
[edit]Piping
GRP and GRE pipe systems can be used for a variety of applications, above and under the ground.
Firewater systems
Cooling water systems
Drinking water systems
Waste water systems/Sewage systems
Gas systems
[edit]Construction methods
[edit]Fiberglass hand lay-up operation
Resin is mixed with a catalyst or hardener if working with epoxy, otherwise it will not cure (harden) for days/
weeks. Next, the mold is wetted out with the mixture. The sheets of fiberglass are placed over the mold and
rolled down into the mold using steel rollers. The material must be securely attached to the mold, air must not
be trapped in between the fiberglass and the mold. Additional resin is applied and possibly additional sheets of
fiberglass. Rollers are used to make sure the resin is between all the layers, the glass is wetted throughout the
entire thickness of the laminate, and any air pockets are removed. The work must be done quickly enough to
complete the job before the resin starts to cure. Various curing times can be achieved by altering the amount of
catalyst employed.
[edit]Fiberglass spray lay-up operation
The fiberglass spray lay-up process is similar to the hand lay-up process but the difference comes from the
application of the fiber and resin material to the mold. Spray-up is an open-molding composites fabrication
process where resin and reinforcements are sprayed onto a mold. The resin and glass may be applied
separately or simultaneously "chopped" in a combined stream from a chopper gun. Workers roll out the spray-
up to compact the laminate. Wood, foam or other core material may then be added, and a secondary spray-up

layer imbeds the core between the laminates. The part is then cured, cooled and removed from the reusable
mold.
[edit]Pultrusion operation
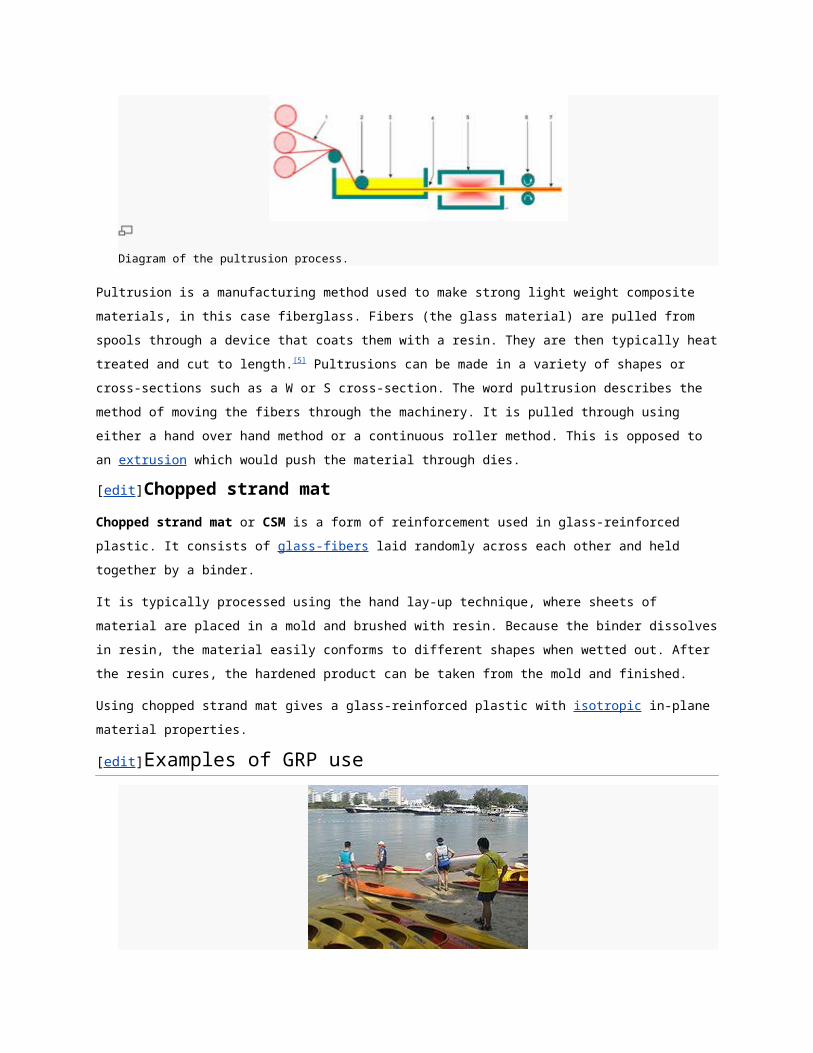
Diagram of the pultrusion process.
Pultrusion is a manufacturing method used to make strong light weight composite materials, in this case
fiberglass. Fibers (the glass material) are pulled from spools through a device that coats them with a resin.
They are then typically heat treated and cut to length.[5] Pultrusions can be made in a variety of shapes or
cross-sections such as a W or S cross-section. The word pultrusion describes the method of moving the fibers
through the machinery. It is pulled through using either a hand over hand method or a continuous roller
method. This is opposed to an extrusion which would push the material through dies.
[edit]Chopped strand mat
Chopped strand mat or CSM is a form of reinforcement used in glass-reinforced plastic. It consists of glass-
fibers laid randomly across each other and held together by a binder.
It is typically processed using the hand lay-up technique, where sheets of material are placed in a mold and
brushed with resin. Because the binder dissolves in resin, the material easily conforms to different shapes
when wetted out. After the resin cures, the hardened product can be taken from the mold and finished.
Using chopped strand mat gives a glass-reinforced plastic with isotropic in-plane material properties.
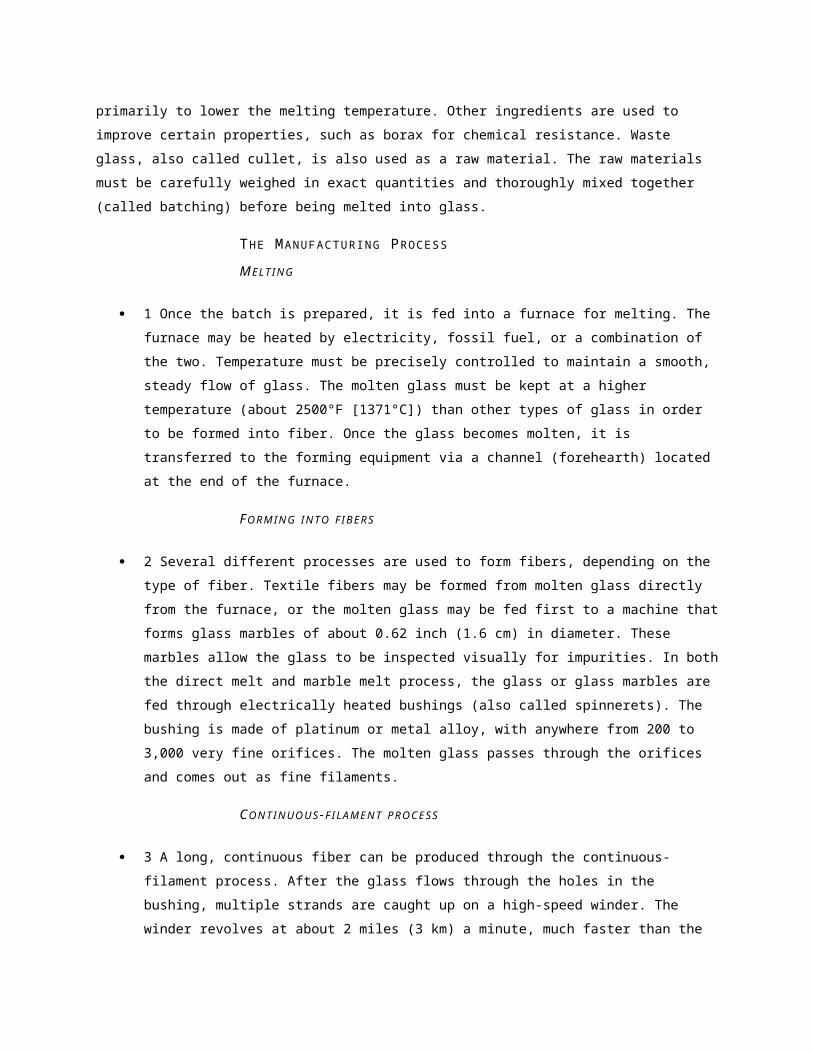
[edit]Examples of GRP use
Kayaks made of GRP
Gliders , kit cars, sports cars, microcars, karts, bodyshells, boats, kayaks, flat roofs, lorries, wind
turbine blades.
Minesweeper hulls
Pods, domes and architectural features where a light weight is necessary.
Bodies for automobiles, such as the Quantum Coupé, Chevrolet Corvette and Studebaker Avanti, and
DeLorean DMC-12 under body.
A320 radome.
FRP tanks and vessels : FRP is used extensively to manufacture chemical equipments and tanks and
vessels. BS4994 is a British standard related to this application.
UHF-broadcasting antennas are often mounted inside a glass-reinforced plastic cylinder on the pinnacle of
a broadcasting tower
Most commercial Velomobiles
ucts are Made
About
Get help in the Science Group
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S

T
U
V
W
X
Y
Z
Search How Products are Made:
F IBERGLASS
1. Printable Version
2. Download PDF
3. Cite this Page
4. Share
BACKGROUND
Fiberglass refers to a group of products made from individual glass fibers combined into a
variety of forms. Glass fibers can be divided into two major groups according to their
geometry: continuous fibers used in yarns and textiles, and the discontinuous (short) fibers
used as batts, blankets, or boards for insulation and filtration. Fiberglass can be formed into
yarn much like wool or cotton, and woven into fabric which is sometimes used for draperies.
Fiberglass textiles are commonly used as a reinforcement material for molded and
laminated plastics. Fiberglass wool, a thick, fluffy material made from discontinuous fibers, is
used for thermal insulation and sound absorption. It is commonly found in ship and
submarine bulkheads and hulls; automobile engine compartments and body panel liners; in
furnaces and air conditioning units; acoustical wall and ceiling panels; and architectural
partitions. Fiberglass can be tailored for specific applications such as Type E (electrical),

used as electrical insulation tape, textiles and reinforcement; Type C (chemical), which has
superior acid resistance, and Type T, for thermal insulation.
Though commercial use of glass fiber is relatively recent, artisans created glass strands for
decorating goblets and vases during the Renaissance. A French physicist, Rene-Antoine
Ferchault de Reaumur, produced textiles decorated with fine glass strands in 1713, and
British inventors duplicated the feat in 1822. A British silk weaver made a glass fabric in
1842, and another inventor, Edward Libbey, exhibited a dress woven of glass at the 1893
Columbian Exposition in Chicago.
Glass wool, a fluffy mass of discontinuous fiber in random lengths, was first produced in
Europe at the turn of the century, using a process that involved drawing fibers from rods
horizontally to a revolving drum. Several decades later, a spinning process was developed
and patented. Glass fiber insulating material was manufactured in Germany during World
War I. Research and development aimed at the industrial production of glass fibers
progressed in the United States in the 1930s, under the direction of two major companies,
the Owens-Illinois Glass Company and Corning Glass Works. These companies developed a
fine, pliable, low-cost glass fiber by drawing molten glass through very fine orifices. In 1938,
these two companies merged to form Owens-Corning Fiberglas Corp. Now simply known as
Owens-Corning, it has become a $3-billion-a-year company, and is a leader in the fiberglass
market.
RAW MATERIALS
The basic raw materials for fiberglass products are a variety of natural minerals and
manufactured chemicals. The major ingredients are silica sand, limestone, and soda ash.
Other ingredients may include calcined alumina, borax, feldspar, nepheline syenite,
magnesite, and kaolin clay, among others. Silica sand is used as the glass former, and soda
ash and limestone help primarily to lower the melting temperature. Other ingredients are
used to improve certain properties, such as borax for chemical resistance. Waste glass, also
called cullet, is also used as a raw material. The raw materials must be carefully weighed in
exact quantities and thoroughly mixed together (called batching) before being melted into
glass.
THE MANUFACTURING PROCESS
MELTING
1 Once the batch is prepared, it is fed into a furnace for melting. The furnace may be
heated by electricity, fossil fuel, or a combination of the two. Temperature must be
precisely controlled to maintain a smooth, steady flow of glass. The molten glass
must be kept at a higher temperature (about 2500°F [1371°C]) than other types of
glass in order to be formed into fiber. Once the glass becomes molten, it is
transferred to the forming equipment via a channel (forehearth) located at the end of
the furnace.
FORMING INTO FIBERS
2 Several different processes are used to form fibers, depending on the type of fiber.
Textile fibers may be formed from molten glass directly from the furnace, or the
molten glass may be fed first to a machine that forms glass marbles of about 0.62
inch (1.6 cm) in diameter. These marbles allow the glass to be inspected visually for
impurities. In both the direct melt and marble melt process, the glass or glass
marbles are fed through electrically heated bushings (also called spinnerets). The
bushing is made of platinum or metal alloy, with anywhere from 200 to 3,000 very
fine orifices. The molten glass passes through the orifices and comes out as fine
filaments.
CONTINUOUS-FILAMENT PROCESS
3 A long, continuous fiber can be produced through the continuous-filament process.
After the glass flows through the holes in the bushing, multiple strands are caught up
on a high-speed winder. The winder revolves at about 2 miles (3 km) a minute, much
faster than the rate of flow from the bushings. The tension pulls out the filaments
while still molten, forming strands a fraction of the diameter of the openings in the
bushing. A chemical binder is applied, which helps keep the fiber from breaking
during later processing. The filament is then wound onto tubes. It can now be twisted
and plied into yarn.
STAPLE-FIBER PROCESS
4 An alternative method is the staplefiber process. As the molten glass flows through
the bushings, jets of air rapidly cool the filaments. The turbulent bursts of air also
break the filaments into lengths of 8-15 inches (20-38 cm). These filaments fall
through a spray of lubricant onto a revolving drum, where they form a thin web. The
web is drawn from the drum and pulled into a continuous strand of loosely assembled
fibers. This strand can be processed into yarn by the same processes used for wool
and cotton.
CHOPPED FIBER
5 Instead of being formed into yarn, the continuous or long-staple strand may be
chopped into short lengths. The strand is mounted on a set of bobbins, called a creel,
and pulled through a machine which chops it into short pieces. The chopped fiber is
formed into mats to which a binder is added. After curing in an oven, the mat is rolled
up. Various weights and thicknesses give products for shingles, built-up roofing, or
decorative mats.
GLASS WOOL
6 The rotary or spinner process is used to make glass wool. In this process, molten
glass from the furnace flows into a cylindrical container having small holes. As the
container spins rapidly, horizontal streams of glass flow out of the holes. The molten
glass streams are converted into fibers by a downward blast of air, hot gas, or both.
The fibers fall onto a conveyor belt, where they interlace with each other in a fleecy
mass. This can be used for insulation, or the wool can be sprayed with a binder,
compressed into the desired thickness, and cured in an oven. The heat sets the
binder, and the resulting product may be a rigid or semi-rigid board, or a flexible
batt.
PROTECTIVE COATINGS
7 In addition to binders, other coatings are required for fiberglass products.
Lubricants are used to reduce fiber abrasion and are either directly sprayed on the
fiber or added into the binder. An anti-static composition is also sometimes sprayed
onto the surface of fiberglass insulation mats during the cooling step. Cooling air
drawn through the mat causes the anti-static agent to penetrate the entire thickness
of the mat. The anti-static agent consists of two ingredients—a material that
minimizes the generation of static electricity, and a material that serves as a
corrosion inhibitor and stabilizer.
Sizing is any coating applied to textile fibers in the forming operation, and may
contain one or more components (lubricants, binders, or coupling agents). Coupling

agents are used on strands that will be used for reinforcing plastics, to strengthen
the bond to the reinforced material.
Sometimes a finishing operation is required to remove these coatings, or to add
another coating. For plastic reinforcements, sizings may be removed with heat or
chemicals and a coupling agent applied. For decorative applications, fabrics must be
heat treated to remove sizings and to set the weave. Dye base coatings are then
applied before dying or printing.
FORMING INTO SHAPES
8 Fiberglass products come in a wide variety of shapes, made using several
processes. For example, fiberglass pipe insulation is wound onto rod-like forms called
mandrels directly from the forming units, prior to curing. The mold forms, in lengths
of 3 feet (91 cm) or less, are then cured in an oven. The cured lengths are then de-
molded lengthwise, and sawn into specified dimensions. Facings are applied if
required, and the product is packaged for shipment.
QUALITY CONTROL
During the production of fiberglass insulation, material is sampled at a number of locations
in the process to maintain quality. These locations include: the mixed batch being fed to the
electric melter; molten glass from the bushing which feeds the fiberizer; glass fiber coming
out of the fiberizer machine; and final cured product emerging from the end of the
production line. The bulk glass and fiber samples are analyzed for chemical composition and
the presence of flaws using sophisticated chemical analyzers and microscopes. Particle size
distribution of the batch material is obtained by passing the material through a number of
different sized sieves. The final product is measured for thickness after packaging according
to specifications. A change in thickness indicates that glass quality is below the standard.
Fiberglass insulation manufacturers also use a variety of standardized test procedures to
measure, adjust, and optimize product acoustical resistance, sound absorption, and sound
barrier performance. The acoustical properties can be controlled by adjusting such
production variables as fiber diameter, bulk density, thickness, and binder content. A similar
approach is used to control thermal properties