facultad de ingenierÍa en ciencias agropecuarias y...
TRANSCRIPT
i
FACULTAD DE INGENIERÍA EN CIENCIAS
AGROPECUARIAS Y AMBIENTALES
ESCUELA DE INGENIERÍA AGROINDUSTRIAL
“EVALUACIÓN DE LA CONFORMIDAD DEL SISTEMA DE BUENAS
PRÁCTICAS DE MANUFACTURA EN NONOLÁCTEOS CÍA. LTDA.”
Tesis previa a la obtención del Título de:
Ingeniero Agroindustrial
AUTOR
José María Morillo Vaca
DIRECTOR:
Ing. Jimmy Cuaran Guerrero Mg. I
Ibarra – Ecuador
2015
ii

iii

iv
v

vi

vii
AGRADECIMIENTOS
El desarrollo de esta investigación ha sido posible gracias a la colaboración del
NONOLACTEOS CIA. LTDA., quien se comprometió a acoger las observaciones
realizadas en este trabajo y a otorgar las facilidades económicas para la mejora de sus
procesos e infraestructura, compromiso sin el cual no se hubiese podido llegar a feliz
término el presente trabajo.
Un Sistema de Buenas Prácticas de Manufactura requiere de constancia a través de la
formación de buenos hábitos en quienes conforman dicho sistema, por lo que deben
convertirse en parte de la filosofía de una empresa y no como parte de la obligatoriedad
en el cumplimiento de un reglamento y cuya finalidad sea evitar una sanción. La
aplicación de BPM es una oportunidad para mejorar procesos y valorar la calidad de los
productos, en este caso alimentos procesados.
También quiero agradecer a la Universidad Técnica del Norte, en los profesores de la
Carrera de Ingeniería Agroindustrial quienes han contribuido en mi desarrollo personal y
en la construcción de este trabajo final que comprende una parte de mi experiencia
profesional.
Muchas Gracias
José Morillo

viii
DEDICATORIA
Dedico este trabajo a mi madre quien tuvo la confianza en los estudios de su hijo.
A mi esposa y mis hijos por su tiempo, paciencia y apoyo durante esta fase de mi vida.
A mi Profesor Guía del trabajo de grado por ser claro en sus observaciones para obtener
mejores resultados en la investigación.
A todos los que me apoyaron para escribir y concluir mi trabajo de graduación.
Para ellos es esta dedicatoria de mi trabajo, pues es a ellos a quienes se las debo por su
apoyo incondicional.
José Morillo
ÍNDICE DE CONTENIDO

ix
INTRODUCCIÓN ............................................................................................................ 2
1.1 ANTECEDENTES ............................................................................................ 2
1.1.1 Nonolácteos Compañía Limitada ................................................................ 2
1.1.2 Actividad económica de Nonolácteos Cía. Ltda. ........................................ 3
1.1.3 Productos ..................................................................................................... 3
1.1.4 Clientes ........................................................................................................ 5
1.1.5 Política de calidad ........................................................................................ 5
1.2 PROBLEMA ...................................................................................................... 6
1.3 JUSTIFICACIÓN .............................................................................................. 7
1.4 OBJETIVOS ...................................................................................................... 8
1.4.1 General......................................................................................................... 8
1.4.2 Específicos ................................................................................................... 8
1.5 Hipótesis ............................................................................................................ 8
2 MARCO TEÓRICO ................................................................................................. 9
2.1 PRODUCCIÓN Y CONSUMO DE LECHE .................................................... 9
2.1.1 Importancia de consumo de lácteos ........................................................... 10
2.1.2 Quesos ....................................................................................................... 11
2.2 INOCUIDAD ALIMENTARIA, EL CODEX ALIMENTARIUS ................. 12
2.3 Enfermedades transmitidas por los Alimentos (ETA) ..................................... 12
2.4 Intoxicaciones de origen alimentario ............................................................... 14
2.5 contaminaciones en la industria alimentaria .................................................... 14
2.6 Microorganismos y alimentos .......................................................................... 14
2.7 Cinco claves para mejorar la inocuidad de los alimentos ................................ 18
2.8 Seguridad alimentaria ...................................................................................... 19
2.9 MARCO LEGAL ECUATORIANO en seguridad alimentaria ...................... 19
x
2.9.1 Constitución del Estado ............................................................................. 19
2.9.2 Buenas Prácticas de Manufactura .............................................................. 20
2.9.3 Sistemas de Gestión ................................................................................... 21
2.9.4 Auditoría de calidad................................................................................... 21
2.9.5 Mejora continua ......................................................................................... 22
2.9.6 Reglamento Ecuatoriano de Buenas Prácticas de Manufactura para
Alimentos Procesados. ............................................................................................ 23
2.9.7 Garantía de Calidad (Aseguramiento y Control de Calidad) ..................... 26
2.9.8 Manual de Buenas Prácticas de Manufactura ............................................ 26
2.9.9 Procedimientos Operativos Estandarizados (POE) ................................... 27
2.9.10 Programa de Control y Mantenimiento de Equipos e Instalaciones .......... 28
2.9.11 Programa de recepción de Materia Prima e insumos ............................... 28
2.9.12 Programa de Salud de Higiene Personal.................................................... 29
2.9.13 Programa de trazabilidad ........................................................................... 29
2.9.14 Programa de limpieza y desinfección ........................................................ 29
2.9.15 Programa de control de agua y vapor ........................................................ 30
2.9.16 Programa de tratamiento de desechos ....................................................... 31
2.9.17 Programa control de plagas ....................................................................... 31
2.9.18 Programa de Aseguramiento y Control de la Calidad ............................... 32
2.9.19 Programa de capacitación .......................................................................... 33
3 MATERIALES Y MÉTODOS ............................................................................... 34
3.1 Materiales ......................................................................................................... 34
3.2 Métodos ........................................................................................................... 35
3.2.1 Caracterización del área de estudio ........................................................... 35
3.2.2 Auditoría Interna de Buenas Prácticas de Manufactura (BPM) ................ 35
3.2.3 Diseño del Sistema de BPM ...................................................................... 36

xi
3.2.4 Implementación y capacitación del sistema de Buenas Prácticas de
Manufactura ............................................................................................................. 36
3.2.5 Verificación de la implementación del Sistema de BPM .......................... 37
3.2.6 Variables a Evaluarse ................................................................................ 37
3.2.7 Manejo Específico del Experimento.......................................................... 38
4 RESULTADOS Y DISCUSIONES ....................................................................... 42
4.1 Auditoría Inicial realizada a la planta de producción de NONOLÁCTEOS CIA
LTDA. ........................................................................................................................ 42
4.1.1 Auditoria a los requisitos de las Instalaciones de la Planta Producción
Nonolacteos Cía. Ltda. ............................................................................................ 43
4.1.2 Resultados de la auditoría a los requisitos de Equipos y Utensilios de la
Planta Producción NONOLÁCTEOS CIA. LTDA. ................................................ 45
4.1.3 Resultados de la auditoría inicial a los requisitos higiénicos de fabricación
del personal de la planta en producción Nonolácteos Cía. Ltda. ............................ 46
4.1.4 Resultados de la auditoría a los requisitos de materia prima e insumos de
la planta de producción Nonolácteos Cía. Ltda. ...................................................... 47
4.1.5 Resultados de la auditoría inicial a los requisitos de operaciones de
producción planta de producción Nonolácteos Cía. Ltda. ....................................... 48
4.1.6 Resultados de la auditoría inicial a los requisitos de envasado, etiquetado
y empacado de la planta producción de Nonolácteos Cía. Ltda. ............................. 48
4.1.7 Resultados de la auditoría inicial a los requisitos de Almacenamiento,
Distribución Transporte de la Planta de Producción de Nonolácteos Cía. Ltda. ... 49
4.1.8 Resultados de la auditoría a los requisitos de aseguramiento y control de
calidad de la planta de producción de Nonolácteos Cía. Ltda. ............................... 50
4.1.9 Resultados del monitoreo microbiológico inicial. ..................................... 51
4.2 Diseño del sistema de buenas prácticas de Manufactura. ................................ 52
4.3 Implementación y capacitación del sistema de Buenas Prácticas de
Manufactura ................................................................................................................ 53

xii
4.3.1 Plan de Mejoras ......................................................................................... 53
4.3.2 Plan de Capacitación ................................................................................. 64
4.4 Auditoría Final realizada a la planta de producción de NONOLÁCTEOS CIA.
LTDA. ........................................................................................................................ 66
4.4.1 Resultados de la auditoría a los requisitos de las instalaciones de la planta
producción Nonolácteos Cía. Ltda. ......................................................................... 68
4.4.2 Resultados de la auditoría final a los requisitos de equipos y utensilios de
la planta de producción de Nonolácteos Cía. Ltda. ................................................ 68
4.4.3 Resultados de la auditoría final a los requisitos de higiénicos de fabricación
personal de la planta producción de Nonolácteos Cía. Ltda.................................... 68
4.4.4 Resultados de la auditoría final a los requisitos de materia prima e insumos
de la planta de producción de Nonolácteos Cía. Ltda. ........................................... 69
4.4.5 Resultados de la auditoría final a los requisitos de operaciones de
producción planta producción Nonolácteos Cía. Ltda............................................. 69
4.4.6 Resultados de la auditoría final a los requisitos de envasado, etiquetado y
empacado de la planta producción Nonolácteos Cía. Ltda. ..................................... 69
4.4.7 Resultados de la auditoría final a los requisitos de almacenamiento,
distribución transporte de planta producción Nonolácteos Cía. Ltda. ..................... 69
4.4.8 Resultados de la auditoría a los requisitos de aseguramiento y control de
calidad de la planta de producción Nonolácteos Cía. Ltda. .................................... 70
4.4.9 Resultados del monitoreo microbiológico Final ........................................ 70
4.4.10 Comparativo de los resultados de la auditoría de Buenas Prácticas de
Manufactura inicial y final ...................................................................................... 71
4.4.11 Comparativo de los resultados del monitoreo microbiológico inicial y
final 72
5 CONCLUSIONES Y RECOMENDACIONES ..................................................... 73
5.1 CONCLUSIONES ........................................................................................... 73
5.2 RECOMENDACIONES .................................................................................. 74

xiii
GLOSARIO .................................................................................................................... 75
BIBLIOGRAFÍA ............................................................................................................ 77
ANEXOS ........................................................................................................................ 80
Anexo1. Certificado de buenas prácticas de manufactura .......................................... 80
Anexo 2. Lista de verificación auditoria buenas prácticas de manufactura. .............. 81
Anexo 3. 3M placas Petrifilm , para el recuento de e. coli y coliformes totales ........ 92
Anexo 4. Registro de capacitación ............................................................................. 98
Anexo 5. Manual de Buenas Prácticas de Manufactura, (Documento Anexo Externo )
ÍNDICE DE TABLAS
Tabla 1. Cartera de productos elaborados en Nonolácteos Cía. Ltda. 4
Tabla 2. Composición nutricional de la leche de varias especies. 11
Tabla 3. Organismos causantes de afecciones transmitidas por los alimentos. 15
Tabla 4. Puntos de monitoreo inicial y resultados microbiológico. 51
Tabla 5. Porcentaje de cumplimiento y no cumplimiento puntos monitoreo
microbiológico inicial. 51
Tabla 6. Puntos de monitoreo final y resultados microbiológicos. 70
Tabla 7. Porcentaje de cumplimiento y no cumplimiento puntos de monitoreo
microbiológico final. 71
Tabla 8. Comparación resultados auditoria inicial y final de los requisitos de BPM. 71
Tabla 9. Comparativo del monitoreo microbiológico inicial y final. 72
ÍNDICE DE GRÁFICOS
Gráfico 1. Producción leche de vaca en Ecuador por regiones. 9
Gráfico 2. Porcentaje de cumplimiento de los requisitos de las BPM. 42
Gráfico 3. Resultados del monitoreo microbiológico inicial. 52
Gráfico 4. Porcentaje de cumplimiento de los requisitos de las BPM. 67

xiv
RESUMEN
En el Ecuador el Código de Salud en su artículo 102 establece que el Registro Sanitario
podrá ser conferido a la empresa fabricante de productos alimenticios, sobre la base de la
aplicación de Buenas Prácticas de Manufactura; en el Reglamento de Registro y Control
Sanitario, en su artículo 15, numeral 4, establece como requisito para la Certificación de
Operación de la Planta Procesadora la utilización de buenas prácticas de manufactura.
Esta obligatoriedad implica el diseño y la aplicación de Sistemas de Buenas Prácticas de
Manufactura (BPM) en pequeñas industrias que han venido elaborando productos
sensibles sin tomar en cuenta el Decreto Ejecutivo 3253, referente al Reglamento De
Buenas Prácticas Para Alimentos Procesados, so pena de perder su permiso de
funcionamiento, es decir, dejando de ejercer su actividad económica, que en la mayoría
de los casos generarían un impacto negativo en un sector agropecuario que tiene limitadas
fuentes de ingresos económicos.
En este contexto el presente trabajo tuvo como objetivo evaluar la Conformidad del
Sistema de Buenas Prácticas de Manufactura en Nonolácteos Cia. Ltda., una pequeña
industria láctea de 3000 litros de leche diarios de procesamiento en quesos frescos y
leches fermentadas. Para este propósito se realizó una auditoría interna de cumplimiento
de BPM de la planta de acuerdo al Reglamento vigente, luego se procedió a diseñar un
Sistema de Buenas Prácticas de Manufactura y su implementación, para lo cual además
del compromiso de la Gerencia en dotar de los recursos económicos para las
modificaciones y trabajos respectivas sobre infraestructura fue también necesario la
capacitación a todos los miembros de la empresa en dicho sistema.
Una vez habilitado el Sistema de BPM, se procedió a verificar su funcionamiento
mediante una auditoría interna la cual indicó un porcentaje de cumplimiento de los
Requisitos de la Buenas Prácticas de Manufactura del 94,85 %, alcanzando un nivel
sobre el mínimo exigido (80%), debido a este grado de cumplimiento se puede garantizar
la inocuidad de los productos elaborados en Nonolácteos Cia. Ltda., según la Agencia
Nacional de Regulación, Control y Vigilancia Sanitaria (ARCSA).

xv
SUMMARY
In Ecuador the Health Code Article 102 states that the health registration may be granted
to the manufacturer of food products, based on the application of Good Manufacturing
Practices; in Regulation Registration and Sanitary Control, in Article 15, paragraph 4, it
stipulates that for the Certification of Operation Processing Plant using good
manufacturing practices.
This requirement involves the design and implementation of systems Good
Manufacturing Practices (GMP) in small industries that have been developing sensitive
products without taking into account the Executive Decree 3253, concerning the
regulation of Good Practice for Processed Foods, on pain of losing its operating permit,
ie failing to exercise their economic activity, which in most cases would generate a
negative impact on an agricultural sector that has limited sources of income.
In this context the present work was to evaluate the Compliance System in Good
Manufacturing Practices Nonolácteos Cia. Ltda., A small dairy industry 3000 liters of
milk processing fresh cheeses and fermented milk. For this purpose an internal audit of
compliance with GMP plant according to the existing regulation was made, then
proceeded to design a system of Good Manufacturing Practices and its implementation,
for which in addition to the commitment of the management to provide the economic
resources for work on modifications and respective infrastructure was also necessary
training to all members of the company in such a system.
Once the system BPM enabled, we proceeded to verify its operation by an internal audit
which indicated a percentage of compliance with the requirements of Good
Manufacturing Practices of 94.85%, reaching a level above the minimum required (80%
) due to the degree of compliance can ensure the safety of products made in Nonolácteos
Cia. Ltda., according to the National Agency for Regulation and Control Health
Surveillance (ARCSA).
2
CAPÍTULO I
INTRODUCCIÓN
1.1 ANTECEDENTES
1.1.1 Nonolácteos Compañía Limitada
Ubicación y situación geográfica
La planta de producción se encuentra ubicada en la Provincia de Pichincha, Cantón
Quito, Parroquia rural de Nono, Comunidad Nono a 18 kilómetros al Noroccidente del
Distrito Metropolitano de Quito.
La Comunidad de Nono limita al Norte por la parroquia Calacalí y Nanegal, al Sur por la
parroquia de Lloa, al Este por el Distrito Metropolitano de Quito y al Oeste por el cantón
San Miguel de los Bancos. Tiene una extensión de 207,6 km2, su superficie aproximada
es de 23.000 hectáreas de las cuales están destinadas en su mayoría a la explotación
agrícola y pecuaria sin dejar de lado el extenso bosque que forma parte de un ecosistema
único en la zona. Se encuentra en altitudes comprendidas entre 2.727 y 3.800 m.s.n.m.
con una población estimada de 2.037 habitantes, mismos que están distribuidos en 8
barrios que son: Alaspungo, Nonopungo, Pucará, San Francisco de la Merced, San
Martín, Guarumos – La Sierra, Alambí y Yanacocha.
Nono es una zona turística y eminentemente agrícola, la agricultura y ganadería es su
principal fuente de riqueza y de trabajo.
Historia
Nonolácteos Cía. Ltda., surgió ante la necesidad de los ganaderos de la zona, de mejorar
la comercialización y obtener un precio estable para su producción lechera, debido a que
ser proveedor de las grandes empresas de procesamiento de leche implica tener un
volumen mínimo 300 litros por productor, siendo marginados los pequeños ganaderos;
esto les obligó a introducir su producción a través de intermediarios, condición que no
fue favorable. Ante esta situación, tanto grandes como pequeños ganaderos de la zona
deciden formar la Asociación PROLAN, que busca vender su producción asociada total

3
directamente a las empresas que demandan leche; sin embargo la inestabilidad de los
precios y las pérdidas que conlleva crearon la oportunidad para que un pequeño grupo de
accionistas de FLORALP y el Club Rotario apoyen a los productores de leche para que
trabajen en esta actividad más allá de la subsistencia, dando un valor agregado a la materia
prima y así obtener mayores beneficios económicos. Decidieron entonces invertir en una
empresa dedicada a la producción de quesos.
La empresa inició la producción en enero del 2009 con una producción diaria de 1000
litros, sin embargo el inconveniente fue el mercado ya que no es fácil posicionar nuevos
productos, debido a este inconveniente, se firmó un convenio entre PROLAN y
FLORALP para asociarse, cediendo parte de sus acciones a FLORALP, quienes fueron
los encargados de la capacitación e implantación de la tecnología necesaria para la
elaboración de quesos, así como la comercialización y distribución del producto. De esta
manera tienen un mercado seguro y un precio justo.
En consecuencia la asociación PROLAN cambia su razón social a QUILAC para
constituir la nueva empresa NONOLÁCTEOS.
1.1.2 Actividad económica de Nonolácteos Cía. Ltda.
Su actividad principal es la producción de derivados lácteos de marca MONTANO y la
maquila de productos lácteos Marca FLORALP S.A.
Los principales productos elaborados en la planta son: Quesos frescos, quesos de pasta
hilada, yogurt, crema de leche y los quesos apanados, con una producción aproximada
de 3000 litros diarios de leche de vaca.
La compañía contribuye directamente a la economía de la comunidad de Nono, al realizar
un pago justo a los proveedores de leche y al proporcionarles asesoramiento técnico para
mejorar la productividad y calidad de leche, el pago de dividendos por rentabilidad a los
socios de QUILAC y la generación de puestos de trabajo directos e indirectos.
1.1.3 Productos
En la siguiente tabla se detalla la lista de productos elaborados por la NONOLÁCTEOS
CIA. LTDA.

4
Tabla 1. Cartera de productos elaborados en Nonolácteos Cía. Ltda.
TIPO DE QUESO MARCA DESCRIPCION PRESENTACION
Quesos Frescos FLORALP Fresco Bloque Bloques de 3 kilos
MONTANO Fresco 500 gr 500 gramos
Quesos Pasta Hilada
FLORALP Fior di late 225 gramos
FLORALP Baby di late 250 gramos
FLORALP Tavola 1 Kilogramo
Apanados
FLORALP Mozarella stiks apanada 400 gramos
1 Kilogramo
FLORALP Camembert bits apanado(Camebert) 400 gramos
1Kilogramo
FLORALP Popper jalapeño apanado(queso crema)
400 gramos
1 Kilogramo
Leches Fermentadas
FLORALP Yogurt espeso 1000 cc
FLORALP Yogurt Natural 200 cc
FLORALP Yogurt sabor Durazno 2000 cc
1000 cc
FLORALP Yogurt sabor Mora 2000 cc
1000 cc
FLORALP Yogurt sabor Fresa 2000 cc
1000 cc
Crema de leche FLORALP Crema Galón 35% 4000 cc
Fuente: Nonolácteos Cía. Ltda., elaborado por José Morillo
En Nonolácteos Cía. Ltda., la producción está establecida por líneas de producción, con
los siguientes productos:
Línea de quesos frescos
Queso Fresco
Línea de quesos de pasta hilada
Queso mozzarella
Línea de líquidos pasteurizados
Crema de leche pasteurizada
Línea de leches acidificadas

5
Yogurt
Línea de quesos apanados
Quesos Apanados
1.1.4 Clientes
El principal cliente y socio comercial es FLORALP S.A quien comercializa los
productos elaborados en la planta ya que la actividad principal de la empresa se centra
en la maquila de productos marca FLORALP, esto a consecuencia de que la empresa no
tiene un departamento de ventas; FLORALP a través de su departamento de ventas
entrega la producción a grandes empresas del país, con puntos de distribución y ventas
ubicados en Ibarra , Quito, Guayaquil y Cuenca, siendo su principal cliente la cadena de
supermercados Supermaxi.
1.1.5 Política de calidad
Garantizar la calidad e inocuidad de nuestros productos a través del sistema de buenas
prácticas manufactura aplicando la mejora continua para cumplir con las normas legales
y regulatorias exigidas por nuestros clientes, consumidores y los organismos de control.
Misión.- Elaborar y entregar productos lácteos de calidad e inocuidad que cumpla con las
exigencias de nuestros clientes consumidores y organismos de Control.
Visión.- Alcanzar un posicionamiento de los productos de la marca en los segmentos de
mercado a nivel nacional hasta el 2020.

6
1.2 PROBLEMA
Nonolácteos Cía. Ltda., es una empresa que se dedica a la elaboración de productos
lácteos muy sensibles de contaminación, como es el queso fresco, yogurt, queso
mozzarella, quesos apanados; que han sido definidos por el Ministerio de Salud Pública
del Ecuador como alimentos de alto riesgo epidemiológico (Tipo A) y por tanto toda
empresa que procese estos productos debe cumplir con el Reglamento de Buenas
Prácticas de Manufactura (BPM) previo una auditoría externa que abalice dicho
cumplimiento.
En Nonolácteos se realizó una auditoría interna de BPM y se evidenció que no hay la
aplicación de las Buenas Prácticas de Manufactura; a interno este incumplimiento es el
responsable de la pérdida de negociaciones importantes en los segmentos de mercado a
nivel nacional en vista de que los supermercados tienen procesos de calificación de
proveedores donde uno de los requisito es la certificación de BPM. En el aspecto legal,
dependiendo del porcentaje de incumplimiento de BPM se puede derivar hasta en el cierre
temporal de la fábrica.
El incumplimiento de BPM no solamente infringe una exigencia legal sino que los
productos elaborados en la planta registran reclamos por defectos de calidad y en especial
de inocuidad, lo que reduce notablemente la vida útil del producto en el mercado,
afectando la imagen de la marca, lo que se traduce en pérdidas difíciles de cuantificar
como la limitación en la comercialización de los productos, lo que ha llevado a reducir la
producción afectando a todas personas vinculadas con la empresa.
7
1.3 JUSTIFICACIÓN
La aplicación de BPM en la planta de Nonolácteos Cía. Ltda. reduce el riesgo de originar
Enfermedades Transmitidas por los Alimentos (ETA), como infecciones e intoxicaciones
en la población consumidora, garantiza la inocuidad de los procesos y productos
elaborados en la planta, lo que permite cumplir en óptimas condiciones el tiempo de vida
en percha de sus productos, mejora notablemente la imagen de la empresa y por tanto las
relaciones comerciales con los segmentos de mercado y las exigencias legales nacionales
e internacionales se satisfacen a conformidad en beneficio de los consumidores y de la
empresa.
El Sistema de BPM incrementa la economía de la planta ya que reduce la pérdida de
producto al mantener control continuo y permanente sobre la materia prima, el personal,
edificaciones, equipos, y procesos en general, obteniendo un producto inocuo cuyas
devoluciones de producto no conforme se disminuyen, en consecuencia la imagen de la
empresa se verá beneficiada directamente.
En el aspecto legal la implementación de BPM permite la obtención del Permiso de
Funcionamiento, requisito obligatorio para ejercer la actividad económica de las
empresas elaboradoras de alimentos, que en la actualidad es otorgado por el Ministerio
de Salud Pública del Ecuador luego de haber aprobado una auditoría externa de
cumplimiento de BPM según el Reglamento de Buenas Prácticas de Manufactura para
alimentos procesados.

8
1.4 OBJETIVOS
1.4.1 General
Evaluar la conformidad del Sistema de Buenas Prácticas de Manufactura en
NONOLÁCTEOS CIA. LTDA.
1.4.2 Específicos
Realizar una auditoría interna de cumplimiento de BPM de la planta.
Diseñar un Sistema de Buenas Prácticas de Manufactura.
Implementar y capacitar a todos los miembros de la empresa en el Sistema de
BPM
Verificar los resultados obtenidos de la aplicación del Sistema de las BPM en la
planta mediante auditoría interna.
1.5 HIPÓTESIS
Ho: La implementación de un Sistema de Buenas Prácticas de Manufactura en
NONOLÁCTEOS CIA. LTDA., incrementa el nivel de cumplimiento de las mismas y
garantiza la inocuidad de los procesos y productos elaborados en la planta.
Hi: La implementación de un Sistema de Buenas Prácticas de Manufactura en
NONOLÁCTEOS CIA. LTDA., no incrementa el nivel de cumplimiento de las mismas
y no garantiza la inocuidad de los procesos y productos elaborados en la planta.
9
CAPÍTULO II
2 MARCO TEÓRICO
2.1 PRODUCCIÓN Y CONSUMO DE LECHE
Se reporta para Ecuador una producción de 6.300 millones de litros de leche anuales,
mientras que los principales referentes del sector lácteo del país coinciden en señalar que
la producción del año 2011 fue de 5.900 millones, que se asemejan a los datos censales
que arrojan una producción diaria de 5.300 millones de litros de leche (FAO, 2012).
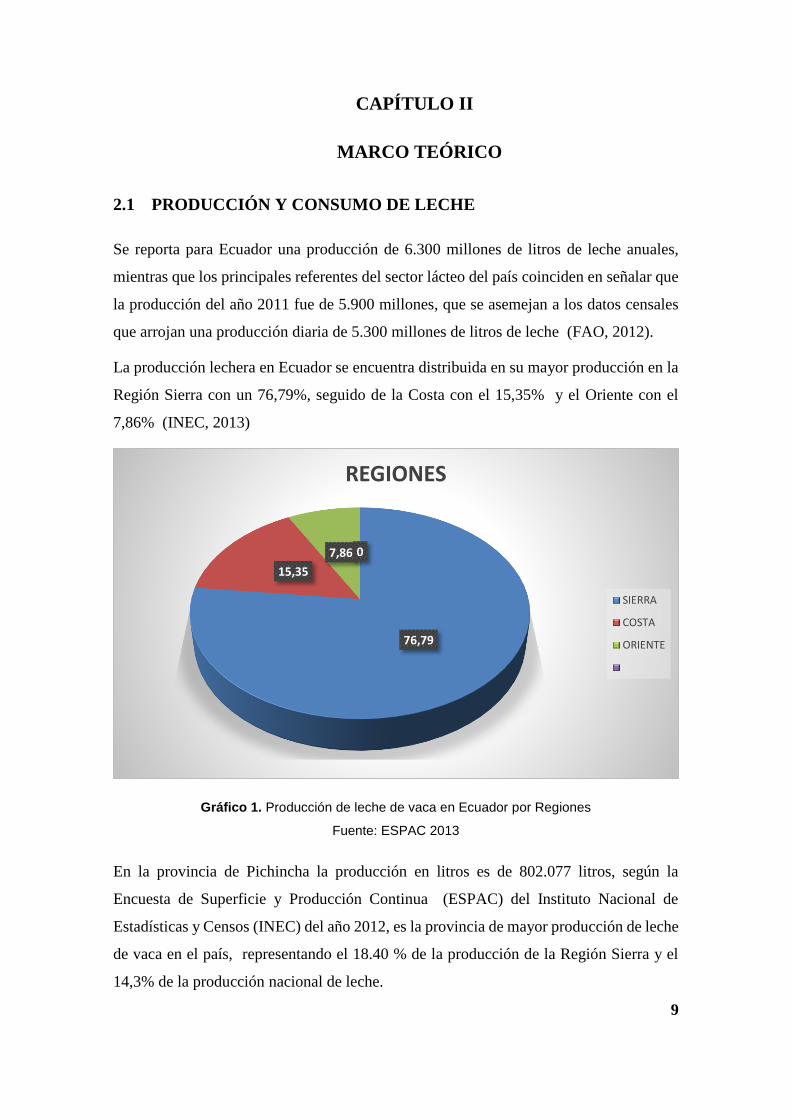
La producción lechera en Ecuador se encuentra distribuida en su mayor producción en la
Región Sierra con un 76,79%, seguido de la Costa con el 15,35% y el Oriente con el
7,86% (INEC, 2013)
Gráfico 1. Producción de leche de vaca en Ecuador por Regiones
Fuente: ESPAC 2013
En la provincia de Pichincha la producción en litros es de 802.077 litros, según la
Encuesta de Superficie y Producción Continua (ESPAC) del Instituto Nacional de
Estadísticas y Censos (INEC) del año 2012, es la provincia de mayor producción de leche
de vaca en el país, representando el 18.40 % de la producción de la Región Sierra y el
14,3% de la producción nacional de leche.
76,79
15,35
7,86 0
REGIONES
SIERRA
COSTA
ORIENTE

10
Consumo de leche
Según el informe de la FAO de mayo del 2012, el consumo de lácteo global per capital
creció a 104,5 litros promedio equivalente leche por persona y por año en el 2011, detrás
de este comportamiento se esconden dos comportamiento muy diferentes ya que por un
lado están los países más desarrollados, con un consumo medio de 234.3 en el año 2011
y por otro lado se encuentran los países en desarrollo con un consumo medio de 69.5
litros (FAO, 2012).
En Ecuador según los datos estadísticos generados por el Censo Nacional Agropecuario
ESPAC (2013) en el país se producen 5,7 millones de litros de leche por día, llevando los
niveles de consumo interno aproximadamente de 100 litros de leche por persona por año.
La producción láctea está destinada para el consumo humano en un 68,86 %, elaboración
de quesos, yogures, leches saborizadas, manjares y dulces 12,89%, leches pasteurizadas
y otros 16% y aproximadamente un 0,48% se lo vende a Colombia y Venezuela en la
frontera. (Aguirre, 2014)
2.1.1 Importancia de consumo de lácteos
La leche de buena calidad es el alimento más completo que nos da la naturaleza
especialmente de la propia especie, la leche es el producto íntegro del ordeño completo
de las hembras mamíferas en su primera etapa de vida (Borbonet & Castañeda, 2010), es
un producto de la secreción normal de animales bovinos lecheros sanos, obtenida
mediante uno o más ordeños diarios, higiénicos, completos e interrumpidos sin ningún
tipo de adición o extracción, destinada a un tratamiento posterior previo a su consumo
(INEN, 2012).
Composición
Básicamente está compuesta por agua, proteínas, materia grasa, lactosa (el azúcar de la
leche) y minerales; a esto se agregan microcomponentes muy valiosos como son: las
vitaminas, las enzimas y los microorganismos propios (Borbonet & Castañeda, 2010).
A lo largo de toda la cadena alimenticia se aplicarán buenas prácticas de higiene a fin de
garantizar que la leche y los productos lácteos resulten inocuos e idóneos para el uso
previsto (FAO, 2013)

11
Tabla 2. Composición Nutricional de la leche de varias especies.
Especie
Extracto seco Total
g/100 g
Grasa
g/100 g
Lactosa
g/100 g
Sales
g/100 g
Proteínas
g/100 g
Vaca 12,5 3,5 4,7 0,8 3,5
Cabra 13,6 4,3 4,5 0,8 4
Oveja 19,1 7,5 4,5 1,1 6
Mujer 11,7 3,5 6,5 0,2 1,5
(Borbonet & Castañeda, 2010)
2.1.2 Quesos
El queso se puede definir de varias maneras, y una forma sencilla de hacerlo es que es
aquello que resulta de la concentración de la mayor concentración de sustancias sólidas
de la leche mediante una coagulación (Borbonet & Castañeda, 2010).
Se entiende por queso el producto, blando, semiduro, duro y extra duro, madurado o no
madurado, y que puede estar recubierto, en el que la proporción ente las proteínas del
suero y la caseína no sea superior a la de la leche (INEN, 2012).
Clasificación de los quesos
La clasificación más usada es (Borbonet & Castañeda, 2010):
Según el tipo de leche: quesos de vaca, de cabra, de oveja o de búfala.
Según el tiempo de Maduración: frescos o Madurados.
Según la consistencia: queso de pasta blanda, pasta semidura y pasta dura.
Según el contenido de materia grasa del extracto seco: Extra graso o doble crema.
Según el contenido de humedad, quesos de baja humedad, pasta dura, de mediana
humedad pasta semidura; de alta humedad o pasta blanda.
Según el tipo de tecnología empelada: pasta no cocida o cocida, pasta lavada, con
ojos o sin ellos.
Según la presencia de hongos: en superficie o el interior.
Según el tipo de coagulación: ácida o láctica, y enzimática o dulce.

12
2.2 INOCUIDAD ALIMENTARIA, EL CODEX ALIMENTARIUS
La Comisión del Codex Alimentarios fue Creada en 1963 por La Organización de
Naciones Unidas para la Agricultura y la Alimentación (FAO), y la Organización
Mundial de la Salud (OMS) con el propósito de desarrollar Normas bajo el Programa
Conjunto (FAO/OMS) de Normas Alimentarias.
Los objetivos principales del Programa son: la protección de la salud de los
consumidores, asegurar prácticas equitativas en el comercio de alimentos y promocionar
la coordinación de todas las normas alimentarias acordadas por las organizaciones
gubernamentales y no gubernamentales.
El Codex Alimentarios en Latín significa “Código sobre alimentos” consiste en una
recopilación de normas alimentarias, códigos de prácticas y otras recomendaciones, cuya
aplicación busca que los productos alimentarios sean inocuos y aptos para el consumo
(Díaz & Uría, 2009).
Los principales problemas actuales para muchos países, es el suministro de un volumen
de alimentos de calidad aceptables e inocuos, suficientes para satisfacer las necesidades
de una población mundial en constante crecimiento, ya que se pronostica que en el
periodo de 1995 - 2020 se duplicará la población urbana de los países en desarrollo
(Lucas, 2010).
La leche y los productos lácteos constituyen una fuente abundante y cómoda de nutrientes
para la población de muchos países, y el volumen de comercio internacional de productos
derivados de la leche es considerable; todos los alimentos tienen la posibilidad de
transmitir enfermedades, la leche y los productos lácteos no constituyen una excepción a
esta regla (FAO, 2004).
2.3 ENFERMEDADES TRANSMITIDAS POR LOS ALIMENTOS (ETA)
Las enfermedades transmitidas por alimentos, mejor conocidas por sus siglas como ETA,
se refieren a cualquier enfermedad causada por la ingestión de un alimento contaminado
que provoca efectos nocivos en la salud del consumidor (Fundación Wikipedia, Inc,
2015).

13
Las enfermedades transmitidas por los alimentos (ETA) se definen como aquellas que se
producen por la ingestión de alimentos que contienen toxinas o microorganismos
patógenos en cantidades suficientes para afectar la salud del consumidor.
Las ETA se clasifican en tres categorías: enfermedades infecciosas, intoxicaciones y
tóxico infecciones (Mencías & Mayero, 2010).
Las enfermedades transmitidas por los alimentos causan, principalmente, trastornos en el
tracto intestinal, es decir, provocan dolores abdominales, diarrea y vómito.
Estas enfermedades son causados por la ingestión de alimentos que contienen cantidades
considerables de bacterias patógenas (nocivas al organismo) o toxinas (venenos) que se
generan por el crecimiento o duplicación de éstas (Bravo Martínez, 2012).
Los factores que ocasionan ETA son:
1. No lavar ni desinfectar adecuadamente frutas, verduras, cuchillos, tablas y toda
superficie que esté en contacto con los alimentos.
2. No calentar, cocinar o mantener los alimentos y la temperatura correcta.
3. No enfría los alimentos adecuadamente.
4. Permitir que personas infectadas o con mala higiene manipulen los alimentos.
5. Preparar alimentos con un día o más por adelantado sin el cuidado o la
conservación adecuados.
6. Agregar ingredientes crudos o contaminados a alimentos sin cocinar.
7. Dejar que los alimentos pasen demasiado tiempo por temperaturas peligrosas
(arriba de 4 °C y debajo de 60 °C).
8. Precalentar alimentos por debajo de las temperaturas (arriba de 74 °C por 15
segundos) que matan las bacterias.
9. Permitir la contaminación cruzada de alimentos cocidos por alimentos crudos.
10. Equipo mal lavado o mal desinfectado, o personas que manejen incorrectamente
la comida (Bravo Martínez, 2012).

14
2.4 INTOXICACIONES DE ORIGEN ALIMENTARIO
Las sustancias tóxicas ingeridas con los alimentos pueden ser:
Sustancias tóxicas de origen orgánico como son las bacterias patógenas, virus,
parásitos, etc.
Sustancias tóxicas de origen inorgánico como son los venenos, metales
pesados, toxinas, etc.
La presencia de estas sustancias tóxicas en los alimentos, se suele producir durante su
manipulación proceso de elaboración en la industria, almacenamiento, distribución y
preparación en el hogar. Y no hay mejor forma de evitar estas intoxicaciones que unas
buenas prácticas de higiénicas de principio a fin, con una conservación a temperaturas
adecuadas (Madrid, 2012).
2.5 CONTAMINACIONES EN LA INDUSTRIA ALIMENTARIA
En la industria alimentaria, la inocuidad se asocia con factores o peligros que pueden
causar contaminaciones accidentales se clasifican de acuerdo a su origen (Mencías &
Mayero, 2010) :
Biológicos. Proliferación de microorganismos patógenos que se encuentran de
manera natural en el proceso o tóxicos presentes en forma natural.
Químicos. Compuestos generados por el proceso, plaguicidas, metales,
antibióticos y abuso potencial de aditivos, así como adulteraciones intencionales.
Físicos. Pedazos de vidrio, astillas de madera, metales, huesos, espinas, plásticos
duros.
2.6 MICROORGANISMOS Y ALIMENTOS
Se conoce como microorganismo todos aquellos seres vivos, de tamaño diminuto que no
se pueden observar a simple vista. Suelen tener una estructura unicelular y son difíciles
de clasificar como animales o vegetales.
Su clasificación más comúnmente aceptada es (Madrid, 2012) :
15
Bacterias
Levaduras
Mohos
El virus
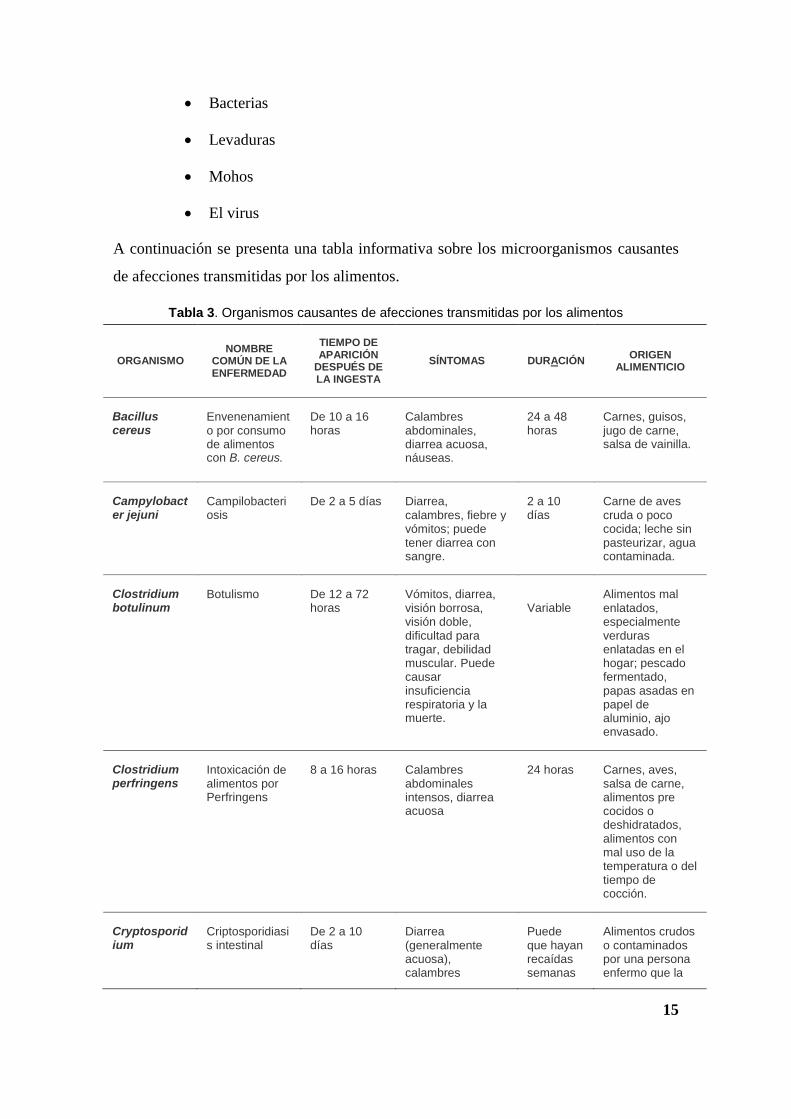
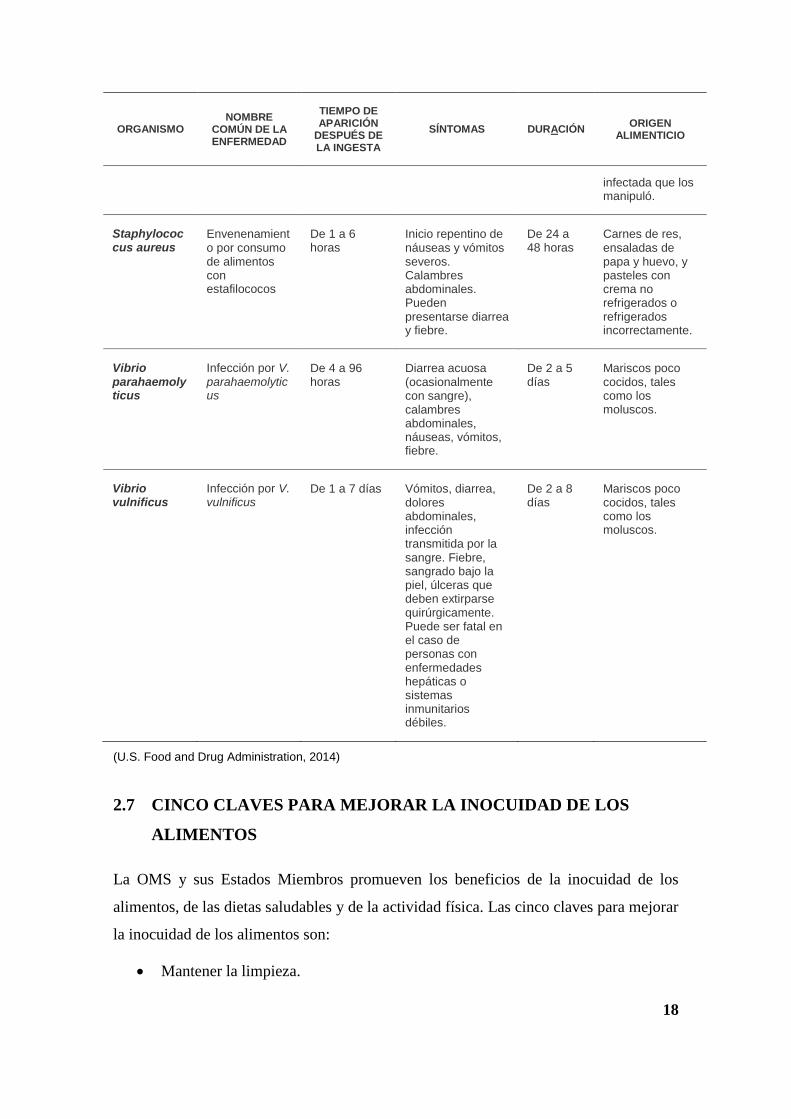
A continuación se presenta una tabla informativa sobre los microorganismos causantes
de afecciones transmitidas por los alimentos.
Tabla 3. Organismos causantes de afecciones transmitidas por los alimentos
ORGANISMO NOMBRE
COMÚN DE LA ENFERMEDAD
TIEMPO DE APARICIÓN
DESPUÉS DE LA INGESTA
SÍNTOMAS DURACIÓN ORIGEN
ALIMENTICIO
Bacillus cereus
Envenenamiento por consumo de alimentos con B. cereus.
De 10 a 16 horas
Calambres abdominales, diarrea acuosa, náuseas.
24 a 48 horas
Carnes, guisos, jugo de carne, salsa de vainilla.
Campylobacter jejuni
Campilobacteriosis
De 2 a 5 días Diarrea, calambres, fiebre y vómitos; puede tener diarrea con sangre.
2 a 10 días
Carne de aves cruda o poco cocida; leche sin pasteurizar, agua contaminada.
Clostridium botulinum
Botulismo De 12 a 72 horas
Vómitos, diarrea, visión borrosa, visión doble, dificultad para tragar, debilidad muscular. Puede causar insuficiencia respiratoria y la muerte.
Variable
Alimentos mal enlatados, especialmente verduras enlatadas en el hogar; pescado fermentado, papas asadas en papel de aluminio, ajo envasado.
Clostridium perfringens
Intoxicación de alimentos por Perfringens
8 a 16 horas Calambres abdominales intensos, diarrea acuosa
24 horas Carnes, aves, salsa de carne, alimentos pre cocidos o deshidratados, alimentos con mal uso de la temperatura o del tiempo de cocción.
Cryptosporidium
Criptosporidiasis intestinal
De 2 a 10 días
Diarrea (generalmente acuosa), calambres
Puede que hayan recaídas semanas
Alimentos crudos o contaminados por una persona enfermo que la

16
ORGANISMO NOMBRE
COMÚN DE LA ENFERMEDAD
TIEMPO DE APARICIÓN
DESPUÉS DE LA INGESTA
SÍNTOMAS DURACIÓN ORIGEN
ALIMENTICIO
estomacales, malestar estomacal, fiebre leve.
o incluso meses
manipuló luego de cocinarla; agua potable contaminada.
Cyclospora cayetanensis
Ciclosporiasis De 1 a 14 días, generalmente al menos 1 semana
Diarrea (generalmente acuosa), pérdida del apetito, pérdida de peso significativa, calambres estomacales, náuseas, vómitos, fatiga.
recaídas durante semanas o incluso meses
Varios tipos de frutas y verduras frescas (bayas, lechuga y albahaca importadas).
E. coli (Escherichia coli) productor de toxina
Infección por E. coli (causa común de la "diarrea del viajero")
De 1 a 3 días Diarrea acuosa, calambres abdominales, algo de vómito.
De 3 a 7 o más días
Agua o alimentos contaminados con excrementos humanos.
E. coli O157:H7
Colitis hemorrágica o infección por E. coli O157:H7
De 1 a 8 días Diarrea aguda (a menudo con sangre), dolores abdominales y vómitos. Por lo general, no se tiene fiebre o se tiene muy poca. Es más común en niños de 4 años o menos. Puede causar insuficiencia renal.
De 5 a 10 días
Carne de res poco cocida (especialmente hamburguesas); leche y jugo sin pasteurizar; frutas y verduras crudas (ej. brotes); y agua contaminada.
Hepatitis A Hepatitis 28 días en promedio (De 15 a 50 días)
Diarrea, orina oscura, ictericia y síntomas similares a los de la gripe, por ejemplo, fiebre, dolor de cabeza, náuseas y dolores abdominales.
Variable, de 2 semanas a 3 meses
Frutas y verduras crudas, agua potable contaminada, alimentos sin cocer o alimentos cocidos que no son recalentados luego de haber estado en contacto con una persona infectada que los manipuló.
Listeria monocytogenes
Listeriosis De 9 a 48 horas para síntomas
Fiebre, dolores musculares y náuseas o diarrea.
Variable Leche sin pasteurizar, quesos blandos

17
ORGANISMO NOMBRE
COMÚN DE LA ENFERMEDAD
TIEMPO DE APARICIÓN
DESPUÉS DE LA INGESTA
SÍNTOMAS DURACIÓN ORIGEN
ALIMENTICIO
gastrointestinales, de 2 a 6 semanas para enfermedades invasivas
Las mujeres embarazadas pueden tener síntomas leves similares a los de la gripe, y la infección podría ocasionar un parto prematuro o de un bebé muerto. Los ancianos o pacientes con deficiencias inmunitarias podrían contraer bacteremia o meningitis.
hechos con leche sin pasteurizar, carnes preparadas listas para comer.
Noroviruses Se le llama de distintas maneras: gastroenteritis viral, diarrea invernal, gastroenteritis aguda no bacteriana, envenenamiento por consumo de alimentos e infección por consumo de alimentos
De 12 a 48 horas
Náuseas, vómitos, calambres abdominales, diarrea, fiebre, dolor de cabeza. La diarrea es más frecuente en los adultos y los vómitos en los niños.
De 12 a 60 horas
Frutas y verduras crudas, agua potable contaminada, alimentos sin cocer o alimentos cocidos que no son recalentados luego de haber estado en contacto con una persona infectada que los manipuló; mariscos de aguas contaminadas.
Salmonella Salmonelosis De 6 a 48 horas
Diarrea, fiebre, calambres abdominales, vómitos
De 4 a 7 días
Huevos, aves, carne de res; no pasteurizados leche o jugos; quesos, frutas y verduras crudas contaminadas.
Shigella Shigelosis o disentería bacilar
De 4 a 7 días Calambres abdominales, fiebre y diarrea. La materia fecal puede contener sangre y mucosidad.
De 24 a 48 horas
Frutas y verduras crudas, agua potable contaminada, alimentos sin cocer o alimentos cocidos que no son recalentados luego de haber estado en contacto con una persona
18
ORGANISMO NOMBRE
COMÚN DE LA ENFERMEDAD
TIEMPO DE APARICIÓN
DESPUÉS DE LA INGESTA
SÍNTOMAS DURACIÓN ORIGEN
ALIMENTICIO
infectada que los manipuló.
Staphylococcus aureus
Envenenamiento por consumo de alimentos con estafilococos
De 1 a 6 horas
Inicio repentino de náuseas y vómitos severos. Calambres abdominales. Pueden presentarse diarrea y fiebre.
De 24 a 48 horas
Carnes de res, ensaladas de papa y huevo, y pasteles con crema no refrigerados o refrigerados incorrectamente.
Vibrio parahaemolyticus
Infección por V. parahaemolyticus
De 4 a 96 horas
Diarrea acuosa (ocasionalmente con sangre), calambres abdominales, náuseas, vómitos, fiebre.
De 2 a 5 días
Mariscos poco cocidos, tales como los moluscos.
Vibrio vulnificus
Infección por V. vulnificus
De 1 a 7 días Vómitos, diarrea, dolores abdominales, infección transmitida por la sangre. Fiebre, sangrado bajo la piel, úlceras que deben extirparse quirúrgicamente. Puede ser fatal en el caso de personas con enfermedades hepáticas o sistemas inmunitarios débiles.
De 2 a 8 días
Mariscos poco cocidos, tales como los moluscos.
(U.S. Food and Drug Administration, 2014)
2.7 CINCO CLAVES PARA MEJORAR LA INOCUIDAD DE LOS
ALIMENTOS
La OMS y sus Estados Miembros promueven los beneficios de la inocuidad de los
alimentos, de las dietas saludables y de la actividad física. Las cinco claves para mejorar
la inocuidad de los alimentos son:
Mantener la limpieza.

19
Separar los alimentos crudos de los cocinados.
Cocinar bien todos los alimentos.
Mantener los alimentos a la temperatura adecuada.
Utilizar agua e ingredientes inocuos.
2.8 SEGURIDAD ALIMENTARIA
La seguridad alimentaria la podríamos definir como la vigilancia y control de los
alimentos para evitar que se produzcan intoxicaciones.
La Organización de las Naciones Unidas para la Agricultura y la alimentación (FAO)
durante la Cumbre Mundial de la Alimentación, adopto como definición de seguridad
alimentaria:
“Cuando todas las personas tienen en todo momento, acceso físico, social y económico a
los alimentos suficientes, inocuos y nutritivos que satisfagan sus necesidades energéticas
diarias y preferencias alimentarias para llevar una vida sana y activa” (Madrid, 2012).
2.9 MARCO LEGAL ECUATORIANO EN SEGURIDAD
ALIMENTARIA
2.9.1 Constitución del Estado
El artículo 13 de la Constitución de la República del Ecuador manifiesta que las personas
y colectividades tienen derecho al acceso seguro y permanente a alimentos sanos,
suficientes y nutritivos; preferentemente producidos a nivel local y en correspondencia
con sus diversas identidades y tradiciones culturales el estado ecuatoriano promoverá la
soberanía alimentaria;
El artículo 281 numeral 13 de la Constitución de la República del Ecuador reconoce que
la soberanía alimentaria constituye un objetivo estratégico y una obligación del estado
para garantizar que las personas, comunidades, pueblos y nacionalidades alcancen la
autosuficiencia de alimentos sanos y culturalmente apropiados de forma permanente, para
ello será responsabilidad del estado prevenir y proteger a la población del consumo de

20
alimentos contaminados o que pongan el riesgo su salud o que la ciencia tenga
incertidumbre sobre sus efectos;
El artículo 1 de la Ley Orgánica de Soberanía Alimentaria tiene por objeto establecer los
mecanismos mediante los cuales el estado cumpla con su obligación y objetivo estratégico
de garantizar a las personas, comunidades y pueblos la autosuficiencia de alimentos
sanos, nutritivos y culturalmente apropiados de forma permanente;
El artículo 24 de la ley orgánica de soberanía alimentaria establece que la sanidad de
inocuidad alimentaria tienen por objeto promover una adecuada nutrición y protección de
la salud de las personas; y prevenir, eliminar o reducir la incidencia de enfermedades que
se puedan causar o agravar por el consumo de alimentos contaminados.
2.9.2 Buenas Prácticas de Manufactura
Son los principios básicos y prácticas generales de higiene en la manipulación,
preparación, elaboración, envasado y almacenamiento de alimentos para consumo
humano, con el objeto de garantizar que los alimentos se fabriquen en condiciones
sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. (MSP, 2002)
La Inocuidad de los alimentos se define como “Condición de un alimento que no hace
daño a la salud del consumidor cuando es ingerido de acuerdo a las instrucciones del
fabricante” (MSP, 2002).
La implementación de las Buenas Prácticas de Manufactura traen consigo las siguientes
ventajas como:
Reducción de enfermedades transmitidas por los alimentos y mejoría en la salud
de la población.
Protección en la industria alimenticia en litigios, evita perdidas en ventas, perdidas
por devolución o reproceso de productos, publicidad negativa causada por los
brotes alimentarios que provocan sus productos.
Mejoría en la moral de los funcionarios de la planta.
Mejoría en la confianza del consumidor en la seguridad de su producto.
Minimizar los riesgos de contaminación y facilitar todas las tareas de higiene y
lucha contra plagas (Perez, 2005).
21
2.9.3 Sistemas de Gestión
Según la norma internacional ISO 9000, Sistemas de gestión de la calidad-fundamentos
y vocabulario, el aseguramiento de la calidad: es parte de la gestión de la calidad orientada
a proporcionar confianza en que se cumplirán los requisitos de la calidad, y está
principalmente enfocado en el producto que se pretende.
Para configurar y mantener un Sistema de Gestión se requiere del compromiso de la
Dirección, la cual debe proporcionar evidencia de su compromiso con el desarrollo e
implementación de Sistemas de Gestión de Calidad, así como de la mejora continua de
su eficacia.
a) Comunicando a la Organización la importancia de satisfacer tanto los requisitos
del cliente como los legales y reglamentarios.
b) Estableciendo políticas de Calidad.
c) Asegurándose que se establezcan los objetivos del Sistema de gestión de Calidad.
d) Llevando a cabo las revisiones por la dirección ; y
e) Asegurando la disponibilidad de recursos (HOLOS, T, 2004).
2.9.4 Auditoría de calidad
Las auditorías de calidad son aquellas en las que se evalúa la eficacia del sistema de
gestión de calidad de la organización. Se pueden distinguir tres tipos de auditorías:
Auditorías de primera parte (auditorías internas): son las efectuadas por el propio
personal de la empresa.
Ante auditorios de segunda parte (auditorías al proveedor): son auditorias para
evaluar la calidad de un proveedor.
Auditorías de tercera parte (auditorías externas o de certificación) son realizadas
por una entidad acreditada y su objetivo es la certificación del sistema. (ISO)
Auditorías internas
Una auditoría del sistema de gestión de calidad consiste en comprobar que las actividades
desarrolladas por la organización en dicho sistema de gestión de la calidad son acordes

22
con los requisitos de las normas de referencia y que se están ejecutando en la forma, en
el momento y por los responsables definidos en el sistema.
Objetivos de la auditoría interna
Los objetivos de la auditoría interna de un sistema de gestión de la calidad son los
siguientes:
Comprobar la adecuación del sistema de calidad a los requisitos de la norma.
Comprobar que las actuaciones de todo el personal que están de acuerdo con los
procedimientos documentados.
Verificar la eficacia de los procesos establecidos para alcanzar los objetivos de la
empresa.
Comprobar la orientación hacia la mejora continua.
Evaluar la capacidad de un proveedor.
2.9.5 Mejora continua
El objetivo de la mejora continua del sistema de gestión de la calidad es incrementar la
probabilidad de aumentar la satisfacción de los clientes y de otras partes interesadas. Las
siguientes son acciones destinadas a la mejora:
a) El análisis y la evaluación de la situación existente para identificar áreas para la
mejora;
b) el establecimiento de los objetivos para la mejora;
c) la búsqueda de posibles soluciones para lograr los objetivos;
d) la evaluación de dichas soluciones y su selección;
e) la implementación de la solución seleccionada;
f) la medición, verificación, análisis y evaluación de los resultados de la
implementación para determinar que se han alcanzado los objetivos;
g) la formalización de los cambios.
Los resultados se revisan, cuando es necesario, para determinar oportunidades adicionales
de mejora, de esta manera, la mejora es una actividad continua. La información

23
proveniente de los clientes y otras partes interesadas, las auditorías, y la revisión del
sistema de gestión de la calidad pueden, así mismo, utilizarse para identificar
oportunidades para la mejora. (ISO)
2.9.6 Reglamento Ecuatoriano de Buenas Prácticas de Manufactura para
Alimentos Procesados.
En Ecuador mediante Decreto Ejecutivo 3253, Registro Oficial 696 del 4 de Noviembre
del 2002, se establece el Reglamento de Buenas Prácticas de Manufactura (BPM) para
Alimentos Procesados, en donde se considera a las BPM como los principios básicos y
prácticas generales de higiene en la manipulación, preparación, elaboración, envasado y
almacenamiento de alimentos para consumo humano, con el objeto de garantizar que los
alimentos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos
inherentes a la producción (Decreto Ejecutivo 3253, 2002).
La aplicación de BPM es obligatoria para:
a. Los establecimientos donde se procesen, envasen y distribuyan alimentos.
b. Los equipos, utensilios y personal manipulador sometidos al Reglamento de
Registro y Control Sanitario, exceptuando los plaguicidas de uso doméstico,
industrial o agrícola, a los cosméticos, productos higiénicos y perfumes, que
se regirán por otra normativa.
c. Todas las actividades de fabricación, procesamiento, preparación, envasado,
empacado, almacenamiento, transporte, distribución y comercialización de
alimentos en el territorio nacional.
d. Los productos utilizados como materias primas e insumos en la fabricación,
procesamiento, preparación, envasado y empacado de alimentos de consumo
humano.
El reglamento de BPM debe ser cumplido y es necesario para la obtención del Registro
Sanitario, a través de la certificación de buenas prácticas de manufactura, como para las
actividades de vigilancia y control señalados en el Capítulo IX del Reglamento de
Registro y Control Sanitario, publicado en el Registro Oficial No. 349, Suplemento del
18 de junio del 2001. Cada tipo de alimento podrá tener una normativa específica
guardando relación con estas disposiciones (MSP, 2002).

24
El Reglamento de BPM hace referencia al monitoreo de los siguientes componentes de la
producción:
2.9.6.1 Condiciones físicas de la planta.
El local debe estar situado lejos de lugares que sean focos de insalubridad y/o
contaminación, la edificación debe brindar protección del ambiente como son polvo,
roedores, insectos, etc., la construcción debe ser sólida, con divisiones por áreas, y amplia,
de tal manera que de espacio suficiente de operación, limpieza e iluminación, además de
tener la identificación de áreas, equipos, etc., como avisos importantes (lavado de manos).
(MSP, 2002)
2.9.6.2 Servicios de Planta -Facilidades
Se toma en cuenta los suministros de agua, vapor y la disposición de desechos líquidos y
sólidos. (MSP, 2002)
2.9.6.3 Equipos y Utensilios
Se debe realizar el respectivo monitoreo de los equipos.
El equipo debe ser instalado de manera que:
Permita el mantenimiento y una limpieza adecuados.
Funcione de conformidad con el uso al que está destinado; y
Facilite una buena prácticas de Higiene e incluida la Vigilancia (FAO, 2003).
2.9.6.4 Requisitos higiénicos de la fabricación-personal
El personal manipulador que entre o no en contacto directo con los alimentos debe
mantener higiene, cuidado personal, encontrarse en buenas condiciones de salud como
contar con los uniformes adecuados a la operación a realizar.
La planta procesadora debe contener un plan de capacitación continua y permanente en
cuanto a Buenas Prácticas de Manufactura y cerciorarse que se cumplan, como también
programas de entrenamiento de normas, procedimientos, precauciones a tomar, etc.
(MSP, 2002).
25
2.9.6.5 Materias primas e insumos
Las materias primas e insumos deben estar libres de contaminantes, alteración de su
composición y daños físicos; la recepción y almacenamiento debe realizarse en óptimas
condiciones higiénicas, tomando en cuenta el ambiente en el que deben ser almacenados,
asegurando su rotación y tiempo de caducidad; se debe llevar el control de estos ya sea
en kárdex, etc.
El Agua utilizada como materia prima debe ser potabilizada de acuerdo a normas como
también la que se emplea para el lavado de equipos o utensilios para la elaboración de los
diferentes productos. (MSP, 2002)
2.9.6.6 Operación de producción
Antes de iniciar las operaciones de producción se debe cerciorar que las instalaciones,
equipos, materiales, utensilios, personal se encuentren en perfecta condiciones de
salubridad y orden.
La organización debe contar con las normas, procedimientos, estándares de proceso, etc.,
validados.
Se debe registrar acciones correctivas y las medidas tomadas cuando se detecte cualquier
anormalidad durante el proceso o fabricación.
Se debe controlar y registrar la producción y su distribución, cuyos registros deben
almacenarse por lo menos un período mínimo equivalente al de la vida útil del producto.
(MSP, 2002)
2.9.6.7 Envasado, etiquetado y empacado
Todo alimento debe ser envasado, etiquetado y empacado de acuerdo a las normas
técnicas y reglamentarias respectivas.

26
2.9.6.8 Almacenamiento, distribución, transporte y comercialización.
Las áreas de almacenamiento y transporte deben ser de fácil limpieza, manteniendo
condiciones higiénicas y ambientales apropiadas para evitar la descomposición o
contaminación de los alimentos envasados y empaquetados.
El propietario o representante legal del establecimiento de comercialización, es el
responsable en el mantenimiento de las condiciones sanitarias exigidas por el alimento
para su conservación. (MSP, 2002)
2.9.7 Garantía de Calidad (Aseguramiento y Control de Calidad)
Las diferentes operaciones de proceso y distribución de los alimentos deben estar sujetas
a control de calidad apropiados, con sus especificaciones, procedimientos,
documentaciones, manuales e instructivos, actas, planes de muestreo, etc., que garanticen
un adecuado manejo del producto, al igual que su trazabilidad cada que sea necesario.
(MSP, 2002)
2.9.8 Manual de Buenas Prácticas de Manufactura
El manual de buenas prácticas de manufactura comprende todos los procedimientos que
son necesarios para garantizar la calidad y seguridad de los alimentos durante cada una
de las etapas del proceso, incluyen las recomendaciones generales para ser aplicadas en
los establecimientos dedicados a la obtención, elaboración, fabricación, mezclado,
acondicionamiento, envasado o empacado, conservación, almacenamiento, distribución,
manipulación de alimentos, materias primas y aditivos.
Históricamente, las Buenas Prácticas de Manufactura surgieron en respuesta hechos
graves relacionados con la falta de inocuidad, pureza y eficacia de alimentos y
medicamentos.
Los antecedentes se remontan a 1906, en Estados Unidos, cuando se creó el Federal Food
& Drugs Act (FDA). Posteriormente, en 1938, se promulgó el Acta sobre alimentos,
Drogas y Cosméticos, donde se introdujo el concepto de inocuidad. El episodio decisivo,
sin embargo tuvo lugar el 4 de julio de 1962, al conocer los efectos secundarios de un
medicamento, hecho que motivó la enmienda Kefauver-Harris y la creación de la primera
guía de buenas prácticas de manufactura. Esta guía fue sometida a diversas
27
modificaciones y revisiones hasta que se llegó a las regulaciones vigentes actualmente en
Estados Unidos para buenas prácticas de manufactura de alimentos. (Díaz & Uría, 2009)
La higiene supone un conjunto de operaciones que deben ser vistas como parte integral
de los procesos de elaboración y preparación de los alimentos, para asegurar su inocuidad.
Estas operaciones serán más eficaces si se aplican de manera tanto regular y estandarizada
como debidamente validada, siguiendo las pautas que rigen los procesos de
acondicionamiento y elaboración de los alimentos.
Una manera segura y eficiente de llevar a cabo esas tareas es poniendo en práctica los
Procedimientos Operativos Estandarizados de Saneamiento (POES), una derivación de la
denominación en idioma inglés de Sanitation Standard Operating Procedures (SSOP).
Los POES describen las tareas de saneamiento para ser aplicados antes, durante y después
del proceso de elaboración (Díaz & Uría, 2009).
2.9.9 Procedimientos Operativos Estandarizados (POE)
En inglés “Standard Operation Procedures” (SOP), estos son aquéllos procedimientos
escritos que describen y explican cómo realizar una tarea para lograr un fin específico, de
la mejor manera posible detallando funciones y responsabilidades.
La realización de POE es requerida por las Buenas Prácticas de Manufactura (BPM) y
por normas internacionales como por ejemplo, las normas ISO. Su aplicación contribuye
a garantizar el mantenimiento de los niveles de calidad y servicio tiene como propósito,
además de suministrar un registro que demuestre el control del proceso, minimizar o
eliminar errores y riesgos en la inocuidad alimentaria y asegurar que la tarea sea realizada
en forma segura. Los POE garantizan la realización de las tareas respetando un mismo
procedimiento, sirven para evaluar al personal y conocer su desempeño.
Los POE:
• Ayuda a que cada persona dentro de la organización pueda saber con exactitud qué le
corresponderá.
• Describen una secuencia específica de eventos para realizar una actividad.
• Aseguran la estandarización.
• Aplicables a operaciones específicas.

28
• Son propios de cada organización. Indican él: cómo, cuándo, dónde y quién lo hace.
• Basados en las normas o leyes correspondientes al rubro y/o país. (Pazmiño, 2015).
2.9.10 Programa de Control y Mantenimiento de Equipos e Instalaciones
El mantenimiento de una instalación tiene que ver tanto con el de la maquinaria como con
las propias infraestructuras, edificios, locales, desagües, etc.
Tipos de Mantenimiento.
Mantenimiento correctivo: se realiza la intervención cuando se produce una incidencia
en el funcionamiento de la máquina.
Mantenimiento preventivo: se realiza de forma periódica, reemplazando piezas o
comprobando parámetros para evitar incidencias durante el funcionamiento (Roman,
2007).
Se debe tener un programa de mantenimiento preventivo funcionando. El programa de
mantenimiento preventivo debe incluir todos los dispositivos usados para monitoreo y
control de peligros a la inocuidad del alimento.
El mantenimiento correctivo se efectúa cuidando de no poner en riesgo de contaminación
los productos en líneas adyacentes a la estación que se está reparando.
Los lubricantes y líquidos térmicos deben ser grado alimenticio cuando existe el riesgo
de contaminación directa o indirecta del producto.
El procedimiento para poner en alta un equipo debe incluir los requisitos de limpieza,
sanitación e inspección previa antes dar de alta el equipo. Esto incluye equipos reparados
por contratistas, los equipos recién reparados deben aceptarse conforme por un
responsable y deben cumplir los requisitos de sanitación establecidos antes de ponerlos
en uso (Pertz, 2011)
2.9.11 Programa de recepción de Materia Prima e insumos
Las compras de materiales que impactan la inocuidad deben ser controladas para asegurar
que los proveedores son capaces de alcanzar los requisitos especificados, se debe asegurar
la conformidad de los materiales entrantes con los requisitos especificados (Pertz, 2011).

29
2.9.12 Programa de Salud de Higiene Personal
El objeto del programa es asegurar que quienes tienen contacto directo o indirecto con
los alimentos no tengan probabilidades de contaminar los productos alimenticios:
Manteniendo un grado apropiado de aseo personal;
Comportándose y actuando de manera adecuada.
Las personas que no mantienen un grado apropiado de aseo personal, las que padecen
determinadas enfermedades o estados de salud o se comportan de manera inapropiada,
pueden contaminar los alimentos y transmitir enfermedades a los consumidores. (FAO,
2003)
2.9.13 Programa de trazabilidad
Todos los operadores están obligados a mantener la documentación sobre la trazabilidad
de los productos, referido esto al histórico sobre materia prima, ingredientes, proceso y
tratamientos realizados, etc.
La trazabilidad en relación con el producto se puede referir a:
Origen de materias primas;
Historia de los procesos aplicados al producto;
La distribución y localización del producto después de la entrega.
El histórico de la trazabilidad debería permitirnos localizar dónde está un producto en un
momento determinado, identificar los materiales utilizados en la fabricación de un
producto, demostrar la realización de las inspecciones, ensayos planificados y buscar no
conformidades a lo largo del proceso.
El concepto de trazabilidad que se pretende poner en marcha es conseguir una trazabilidad
en las dos direcciones, hacia delante, saber dónde va el producto, como se distribuye hacia
el consumidor final y hacia atrás, formulación, ingredientes, materia prima (Roman,
2007).
2.9.14 Programa de limpieza y desinfección
Los programas de limpieza y desinfección tienen por objeto asegurar que la totalidad de
las instalaciones, incluyendo los pisos, las paredes de las salas de proceso, las cámaras de

30
frio, los almacenes, los equipos, los utensilios, los servicios higiénicos y el equipo de
limpieza, entre otros, se mantengan debidamente limpios. Los programas de limpieza
deben incluir la zona de limpieza de equipos y utensilios, así como la zona de desechos.
Los programas de limpieza y desinfección deben indicar claramente:
Las superficies, los equipos y los utensilios que se van a limpiar, y asignar
responsables.
Los métodos o procedimientos que se van a aplicar (incluidos los detergentes, los
desinfectantes y la concentración a que se van a usar) y la frecuencia de la limpieza
y la desinfección.
Las medidas de vigilancia (os niveles de actuación). (Díaz & Uría, 2009)
2.9.15 Programa de control de agua y vapor
Este programa debe considerar la provisión de los servicios de apoyo y las rutas de
distribución de los mismos, alrededor de las áreas de proceso o de almacenamiento, se
han diseñado de forma que previenen el riesgo de contaminación del producto.
La calidad de los suministros de servicios es monitoreada para prevenir cualquier riesgo
de contaminación del producto.
El suministro de agua potable debe ser el suficiente para las necesidades del proceso
productivo.
Las facilidades de almacenamiento y distribución, cuando aplica, el control de
temperatura, se diseñan para alcanzar los requisitos de calidad especificados para el agua.
Nota: el agua potable debe cumplir con los requisitos de la OMS para agua de tomar.
El agua empleada como ingrediente, incluyendo la usada para hacer hielo o vapor,
(incluyendo vapor culinario), o aquella en contacto con el producto o con las superficies
de contacto con el producto es de la calidad y requisitos microbiológicos relevantes para
el producto.
El agua para limpieza u otras aplicaciones donde hay riesgo de contacto indirecto con el
producto cumple los requisitos de calidad y microbiológicos relevantes a la aplicación.

31
Cuando se utilizan suministros de agua clorada se efectúan chequeos del nivel adecuado
de cloración que de acuerdo a lo especificado, aseguren la permanencia de cloro residual
dentro de límites establecidos.
El agua no potable tiene tuberías separadas y no puede mezclarse por interconexión o
reflujo con el agua potable. Nota: se recomienda que el agua que pueda tener contacto
con el producto fluya a través de tuberías que se puedan desinfectar (Pertz, 2011)
2.9.16 Programa de tratamiento de desechos
Se adoptarán las medidas apropiadas para la remoción y el almacenamiento de los
desechos No deberá permitirse la acumulación de desechos en las áreas de manipulación
y de almacenamiento de los alimentos o en otras áreas de trabajo ni en zonas circundantes,
salvo en la medida en que sea inevitable para el funcionamiento apropiado de las
instalaciones.
Los almacenes de desechos deberán mantenerse debidamente limpios (FAO, 2003).
2.9.17 Programa control de plagas
El programa de control de plagas tiene por objeto prevenir la introducción y la
proliferación de plagas, y, si es necesario, tomar las medidas de erradicación
correspondientes. Las probabilidades de infestación se pueden reducir con un buen
saneamiento y una vigilancia eficaz. La zona de eliminación de desperdicios, principal
foco de anidamiento de plagas, debe ser objeto de especial atención. (Díaz & Uría, 2009)
Las plagas suponen una importante amenaza para la seguridad e idoneidad de los
alimentos. La composición de las materias primas y de los productos finales es propicia
para el desarrollo de las plagas y estas pueden producir ETA. Para eliminar esta
posibilidad es preciso mantener, junto al programa de L&D, un programa de lucha contra
plagas.
El programa de lucha contra plagas contempla de manera detallada:
Nombre del producto o productos empleados.
Tipo (composición) y dosis de productos utilizados.
Método y frecuencia con que se realizan estas operaciones.
Resultado o eficacia de las trampas y número de incidencias que se detecten.

32
Personal que se encarga de estas actividades (Pazmiño, 2015).
2.9.18 Programa de Aseguramiento y Control de la Calidad
De acuerdo al reglamento de Buenas Prácticas de Manufactura (MSP, 2002) establece:
Art. 60.- Todas las operaciones de fabricación, procesamiento, envasado,
almacenamiento y distribución de los alimentos deben estar sujetas a los controles de
calidad apropiados. Los procedimientos de control deben prevenir los defectos evitables
y reducir los defectos naturales o inevitables a niveles tales que no represente riesgo para
la salud. Estos controles variarán dependiendo de la naturaleza del alimento y deberán
rechazar todo alimento que no sea apto para el consumo humano.
Art. 61.- Todas las fábricas de alimentos deben contar con un sistema de control y
aseguramiento de la inocuidad, el cual debe ser esencialmente preventivo y cubrir todas
las etapas de procesamiento del alimento, desde la recepción de materias primas e
insumos hasta la distribución de alimentos terminados.
Art. 62.- El sistema de aseguramiento de la calidad debe, como mínimo, considerar los
siguientes aspectos:
1. Especificaciones sobre las materias primas y alimentos terminados. Las
especificaciones definen completamente la calidad de todos los alimentos y de
todas las materias primas con los cuales son elaborados y deben incluir criterios
claros para su aceptación, liberación o retención y rechazo.
2. Documentación sobre la planta, equipos y procesos.
3. Manuales e instructivos, actas y regulaciones donde se describan los detalles
esenciales de equipos, procesos y procedimientos requeridos para fabricar
alimentos, así como el sistema almacenamiento y distribución, métodos y
procedimientos de laboratorio; es decir que estos documentos deben cubrir todos
los factores que puedan afectar la inocuidad de los alimentos.
4. Los planes de muestreo, los procedimientos de laboratorio, especificaciones y
métodos de ensayo deberán ser reconocidos oficialmente o normados, con el fin
de garantizar o asegurar que los resultados sean confiables (MSP, 2002).

33
2.9.19 Programa de capacitación
Las BPM se basan en una adecuada capacitación e instrucción del personal. Por lo tanto,
todas las personas que laboran en actividades relacionadas con alimentos, ya sea que estén
en contacto directo o indirecto con los alimentos, deben ser capacitadas.
La capacitación es fundamental para cualquier sistema de gestión de Inocuidad de
alimentos (Díaz & Uría, 2009).
Todo el personal que operen en las áreas de producción o elaboración deben capacitarse
en las buenas prácticas de higiene por lo menos una vez al año la capacitación debe
incluir:
Higiene personal uso correcto reglamentario de trabajo y lavado las manos;
La naturaleza de los productos, en particular su capacidad para el desarrollo de los
microorganismos patógenos o de descomposición;
La forma en que se procesan los alimentos, bebidas o suplementos alimenticios
considerando la probabilidad de contaminación;
El grado y tipo de producción o de preparación posterior antes del consumo final;
Las condiciones es que las mismas que se debe recibir y almacenar las materias
primas, alimentos y bebidas o suplementos alimenticios;
El tiempo que se preveía que transcurrirá antes del consumo (Madrid, 2012).

34
CAPÍTULO III
3 MATERIALES Y MÉTODOS
3.1 MATERIALES
Equipos
Incubadora para microbiología
Mechero de Bunsen
Balanza digital con medida en gramos
Termómetro
pH metro
Refrigerador
Reactivos
Alcohol
Peptona Granulada
Caldo Letheen Modificado
Placas Petriflim 3m Coliformes Totales, E Coli
Placas Petriflim 3m EstafilococusAureus
Materiales laboratorio
Fundas Estériles
Frascos de Vidrios de 100 ml
Probetas de 100 ml
Balón Aforado 1000 ml
Isopo de Algodón
Papel Aluminio
Tijera
Pipetas automáticas de 1 ml
Puntas de Pipetas Plásticas desechables 1 ml
Tubos de ensayo
Gradilla

35
Algodón
Paletas de Madera
Cuchillo
Saca Muestras para queso
Cooler porta muestras
Suministros de Oficina
Cámara fotográfica digital
Computador portátil
Materiales de Escritorio
3.2 MÉTODOS
3.2.1 Caracterización del área de estudio
Nonolácteos Cía. Ltda., está ubicada en la Provincia de Pichincha, Cantón Quito,
Parroquia Nono, Comunidad Nono. Presenta las siguientes características geográficas:
Altitud 2.710 m.s.n.m
Temperatura promedio 14° Celsius
Latitud 00° 03´58´´ Sur
Longitud 78° 34´41´´Oeste
Clima templado – húmedo
(INAMHI, 2015)
3.2.2 Auditoría Interna de Buenas Prácticas de Manufactura (BPM)
El diagnóstico inicial se realizó por medio de una auditoría interna de cumplimiento de
BPM, en base a la Lista de Verificación del Cumplimiento de los Requisitos del
Reglamento de Buenas Prácticas para Alimentos Procesados (MSP, 2002). La auditoría
se realizó en la planta tomando en cuenta todos los requisitos que establece dicho
reglamento.
La calificación que se dio a cada ítem de los requisitos de la lista de verificación, en base
a las condiciones de cumplimiento:
C = CUMPLE

36
NC = NO CUMPLE
NA = NO APLICA
Los datos son expresados en porcentaje de cumplimiento de las secciones evaluadas y del
total del grado de cumplimiento de BPM.
3.2.3 Diseño del Sistema de BPM
En base a los resultados obtenidos de la auditoría inicial, y con la revisión de la
documentación de planta se procedió a diseñar y elaborar el sistema de BPM tomando
como fundamento el Reglamento de Buenas Prácticas para Alimentos Procesados (MSP,
2002), en los siguientes componentes:
Programa de Control y Mantenimiento de Equipos e Instalaciones.
Programa de recepción de Materia Prima e insumos.
Programas Operativos.
Programa de Salud de Higiene Personal.
Programa de Limpieza y Desinfección.
Programa de Control de Agua y Vapor.
Programa Control de Plagas.
Programa de Aseguramiento y Control de la Calidad.
Programa de Capacitación.
3.2.4 Implementación y capacitación del sistema de Buenas Prácticas de
Manufactura
Para poder implementar y capacitar el sistema de Buenas Prácticas de Manufactura se
establecieron:
1. El plan de mejoras con las acciones necesarias y tiempos de ejecución para
cumplir con los requisitos que establece el Cumplimiento de los Requisitos del
Reglamento de Buenas Prácticas para Alimentos Procesados.
2. La elaboración del plan de capacitación.
3. La capacitación a todo el personal operativo en todos los procedimientos del
Sistema de Buenas Prácticas de Manufactura.

37
3.2.5 Verificación de la implementación del Sistema de BPM
Se realizó una nueva auditoría interna para verificar el cumplimiento de BPM, en base a
la Lista de Verificación del Cumplimiento de los Requisitos del Reglamento de Buenas
Prácticas para Alimentos Procesados, la auditoría se realizó en la planta tomando en
cuenta todos los requisitos que establece el reglamento luego de haber implementado y
capacitado el sistema de buenas prácticas de manufactura y tomado las correcciones
urgentes a las no conformidades encontradas en la auditoria inicial.
La calificación que se dio a cada ítem de los requisitos de la lista de verificación, en base
a las condiciones de cumplimiento:
C = CUMPLE
NC = NO CUMPLE
NA = NO APLICA
Los datos son expresados en porcentaje de cumplimiento de las secciones evaluadas y del
total del grado de cumplimiento de BPM.
3.2.6 Variables a Evaluarse
Se determinó la carga microbiana antes y después de la aplicación de BPM en:
Agua Potable
Leche Pasteurizada
Queso en proceso (cuajada)
Quesos terminados. (cuarto frío)
El control de superficies se realizó mediante la técnica de hisopados 3M en manos,
delantales, paredes, pisos, techos, mesas, moldes, tinas queseras, hiladora de quesos,
utensilios. En estos puntos de monitoreo se determinó la presencia de:
Coliformes Totales, UFC,g
EscherichiaColi,UFC,g
Estaphylococusaureus, UFC,g
Enterobacterias
38
Aerobios mesófilos Totales, UFC,g
Comparando los resultados con las normas técnicas nacionales de los siguientes
productos:
- NTE INEN 10 Leche pasteurizada, requisitos.
- NTE INEN 1528 Norma general para quesos frescos no madurados, requisitos.
- NTE INEN 82 Queso mozzarella, requisitos.
- NTE INEN 2395 Leches fermentadas, requisitos.
- NTE INEN 1108 Agua Potable, requisitos.
Para el control de superficie se basará en los parámetros establecidos en la Guía técnica
para el análisis microbiológico de superficies en contactos con alimentos y bebidas,
resolución Ministerial N° 461-2007 MINSA, Perú.
3.2.7 Manejo Específico del Experimento
3.2.7.1 Toma de muestras en Planta
Las muestras fueron recolectadas de acuerdo al plan establecido en las variables a
evaluarse, las mismas que se identificaron con la muestra que contienen, área y proceso
de producción del cual proviene, lote y fecha; se las colocó en un recipiente aclimatado a
6°C y se llevó las muestras al laboratorio de la planta para su análisis microbiológico
respectivo. Las muestras de producto, leche y agua se tomaran en fundas estériles y los
controles de hisopados se tomaron en los tubos de ensayo del medio de cultivo de acuerdo
a los siguientes pasos:
Extraer en una funda estéril aproximadamente 50 gramos de muestra utilizando
un cuchillo estéril, con un saca muestras en las mismas condiciones. Si se tratara
de una muestra líquida.
El caso de superficies se realizó por hisopados de superficies según las áreas de
contacto con el alimento.
39
3.2.7.2 Métodos específicos del experimento
A continuación se presenta la metodología utilizada en Nonolácteos Cía. Ltda., para los
análisis microbiológicos:
Preparación de los Medios.
Agua de peptona al 0.1% (diluciones)
Pesar 1g. del medio de peptona por cada 1000ml de agua destilada.
Colocar el medio pesado dentro de un frasco limpio y añadirle la cantidad
necesaria de agua, agitar vigorosamente hasta lograr una total disolución.
Distribuir el medio en alícuotas de la siguiente manera: 9.2 ml por cada tubo
y 90.2ml por cada frasco, ambos de vidrio, bien limpios, secos y con tapa
rosca.
Tapar los tubos y frascos y esterilizarlos en la autoclave a 15-20PSI por 15
minutos. (FLORALP S.A., 2010)
Caldo Letheen (Isopados)
Pesar 2 gr. del medio de caldo Letheen por cada 100 ml. de agua destilada.
Colocar el medio pesado dentro de un frasco limpio y añadirle la cantidad
necesaria de agua, agitar vigorosamente hasta lograr una total disolución.
Distribuir el medio en alícuotas de 5.2 ml. en tubos de vidrio, limpios, secos
y con tapa rosca.
Tapar los tubos y esterilizarlos en la autoclave a 15-20 PSI por 15 minutos.
Preparación de la Muestra
Homogeneizar la muestra contenida en la funda estéril aplastándola con las
yemas de los dedos o agitándola.
Preparar una dilución 1:10 pesando 10 gramos de la muestra en el frasco que
contiene 90 ml. de agua peptonada al 0.1% estéril, o midiendo 1 ml. de la muestra
líquida para diluirla en un tubo que contiene 9 ml. de agua de peptona estéril de
la misma concentración.

40
Sistemáticamente homogenizar el contenido del frasco o tubo durante 30
segundos y dejar en reposo aproximadamente 5 minutos.
Antes de realizar la siembra o la dilución homogenizar nuevamente el
frasco/tubo que contiene la muestra y dependiendo del tipo de producto que se
vaya a analizar se realiza una serie de diluciones sucesivas hasta el factor que el
analista por experiencia considere pertinente.
Siembra de Muestras
Para el desarrollo del presente experimento se utilizaran placas 3M Petrifilm.
TM.para cada tipo de Microorganismo a analizar.
Colocar la placa 3M Petrifilm en una superficie plana y e identificar la placa
indicando el nombre del producto, factor de dilución, lote y fecha de análisis.
Acoplar a la pipeta automática una punta estéril y tomar 1 ml. de muestra. Verter
perpendicularmente en el centro de la placa, previo levantamiento del film
superior. (si fuera necesario hacer diluciones se utiliza la pipeta automática y se
transfiere el 1ml de muestra a un tubo que contiene 9 ml. de agua de peptona al
0,1%, realizándose una dilución a la 10-2).
Bajar el film superior con cuidado evitando introducir burbujas de aire.
Incubación
1. Coliformes Totales- E. Coli : Incubar las placas con la cara hacia arriba en pilas
de hasta 20 Unidades. La temperatura debe ser de 35-37 +1°C, el tiempo de
incubación es de 24 + 3 horas. (referencia métodos estándar para pruebas de
productos lácteos, normalizados por la AOAC).
2. Recuento total (aerobios): Incubar las placas con la cara hacia arriba en pilas
de hasta 20. La temperatura debe ser de 32-35 +1°C, el tiempo de incubación es
de 48 horas + 3 horas (referencia métodos estándar para pruebas de productos
lácteos, normalizados por la AOAC).
3. Mohos y levaduras: Incubar las placas con la cara hacia arriba en pilas de hasta
20. La temperatura debe ser de 25 +1°C durante 3-5 días.

41
4. Estafilococos aureus: Incubar las placas con el lado transparente hacia arriba en
pilas de hasta 20. La temperatura de incubación es de 35-37 +1°C por 24 + 2
horas (FLORALP S.A., 2010).
Interpretación de resultados
Leer las placas en una fuente de luz, de acuerdo a la guía de interpretación para
cada tipo de Placas 3M Petrifilm proporcionadas por 3M (3M Petrifilm TM,
2004).

42
CAPÍTULO IV
4 RESULTADOS Y DISCUSIONES
4.1 AUDITORÍA INICIAL REALIZADA A LA PLANTA DE
PRODUCCIÓN DE NONOLÁCTEOS CIA LTDA.
La auditoría interna se realizó en la planta en compañía de la Jefe de Planta , se efectuó
un recorrido detallado por la planta para determinar la situación actual del
cumplimiento de BPM ,en base a la Lista de Verificación del Cumplimiento de los
Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados (MSP, 2002).
Gráfico 2. Porcentaje de cumplimiento de los requisitos de las BPM.
Como se puede observar en el Gráfico 2, después de tabular los datos de la auditoría
inicial se encontró que Nonolácteos Cía. Ltda., alcanzó un porcentaje de cumplimiento
de los requisitos de las Buenas Prácticas de Manufactura del 45,19 %, no cumpliendo con
una serie de requisitos necesarios para cumplir con los requisitos establecidos en
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
42
,86
%
50
,00
% 37
,50
%
66
,67
%
35
,71
%
66
,67
%
69
,23
%
30
,43
%
45
,19
%
57
,14
%
50
,00
%
62
,50
%
33
,33
%
64
,29
%
33
,33
%
30
,77
%
69
,57
% 54
,81
%
% DE CUMPLIMEINTO DE LOS REQUÍSITOS DE LAS BUENAS PRÁCTICAS DE MANUFACTURA
CUMPLE NO CUMPLE
43
reglamento de BPM. Debido al grado de cumplimiento, Nonolácteos no puede garantizar
la inocuidad de los productos elaborados en la planta, ya que según la Agencia Nacional
de Regulación, Control y Vigilancia Sanitaria (ARCSA), las empresas pueden garantizar
productos sanos y certificar cuando alcanzan un cumplimiento del 80% mínimo de los
requisitos, siempre y cuando los incumplimientos no afecten la inocuidad del producto.
Con este diagnóstico se establece la necesidad de diseñar e implementar el sistema de
Buenas Prácticas de Manufactura, para que la Empresa alcance un grado de cumplimiento
que le permita certificar en BPM y pueda obtener el permiso de funcionamiento
respectivo.
En el Anexo 2, puede constatar la Lista de Verificación de Requisitos de Buenas Prácticas
de Manufactura.
4.1.1 Auditoria a los requisitos de las Instalaciones de la Planta Producción
Nonolacteos Cía. Ltda.
Se observa en la Gráfica 2 que las Instalaciones presentan un 42,86% de cumplimiento
de los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados. El
proceso de auditoría arrojó importantes fallas en las instalaciones de la planta que pueden
afectar directamente la inocuidad de los alimentos que se procesan en la misma, las no
conformidades encontradas son:
1. No hay una separación física entre el área de Recepción y pasteurización, esto
puede provocar una contaminación cruzada de leche cruda a pasteurizada.
2. El ingreso al proceso de producción se realiza por el área de recepción, generando
una contaminación cruzada al personal que ingresa al área de procesos.
3. El césped esta sin cortar y existen materiales que ya no se usan, si se mantiene
esta condición puede convertirse en un foco de contaminación y anidación de
plagas.
4. Existe presencia de perros en los exteriores de la planta principalmente en el área
de venta de suero, generando un alto grado de contaminación por ser potenciales
transmisores de enfermedades.
5. El área de recepción permite el paso de plagas, aves al interior del área ya que no
tiene mallas de protección que eviten el ingreso de las mismas provocando
contaminación con excrementos en esta área.

44
6. En el área de Apanado se ve presencia de estiércol de aves sobre las vigas y el
techo hay aberturas sin cerrar en las vigas exteriores que permiten el ingreso de
aves y el anidamiento de las mismas, esto puede ocasionar una contaminación
grave a material de envasado y al proceso de apanados.
7. Las ventanas de toda el área de producción son con bordes planos, las ventanas
no tienen película de protección y existe una ventana que comunica con
pasteurización con producción que se encuentra en malas condiciones (cuarteada),
pudiendo generar una contaminación física al producto en caso de llegar a
romperse.
8. La estructura de toda el área de producción es de hierro, al igual que las puertas
de la misma que en algunos casos están oxidadas y no son herméticas, lo que
permite el paso de polvo e insectos al interior de la planta, provocando una
contaminación física al producto por desprendimiento de partículas metálicas.
9. Hay conexiones eléctricas expuestas en el tablero principal; empaque y
suministros, lámparas sin protección y lámparas que no funcionan en algunas
áreas, pudiendo generar problemas eléctricos y caída de vidrios al producto si
llegaran a romperse.
10. En las paredes del área de túnel de ingreso a producción y empaque existe
presencia de hongos, generando una contaminación al producto que se encuentra
en tránsito por esta zona.
11. Falta espacio en área de suministros y el piso esta sin tablas, provocando un
contaminación a los suministros que ubican en esta área.
12. No existe un diagrama de flujo de distribución de materias primas, producto
terminado y personal lo que no permite identificar las zonas críticas del proceso y
flujo en la planta.
13. No se realizan análisis microbiológicos y físico-químicos del de agua con
laboratorios acreditados, la norma establece como requisito que se debe realizar
análisis microbiológicos en laboratorios acreditados.
14. Hay mucha acumulación de condensado durante el proceso de elaboración,
ocasionando una contaminación cruzada por caída del condensado al producto.
15. Las uniones de los pisos en producción están deterioradas, esto puede ocasionar
contaminación cruzada.
45
16. El lavamanos de ingreso a planta se encuentra dañado, los dispensadores de jabón
y desinfectante están deteriorados, hay un solo baño para todo el personal,
generando incumplimiento de lavado de manos por parte del personal en la planta.
17. No existe un proceso de sistema de recolección de desechos, ni un sistema de
tratamiento de los mismos. Al no existir un proceso adecuado la acumulación de
desechos son potencial fuente de contaminación.
4.1.2 Resultados de la auditoría a los requisitos de Equipos y Utensilios de la
Planta Producción NONOLÁCTEOS CIA. LTDA.
En los resultados de la auditoría a Equipos y Utensilios existe un 50% Cumplimiento de
los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados, Norma
con Decreto Ejecutivo 3253 afectados principalmente porque:
1. No existe un procedimiento definido para el mantenimiento preventivo y
correctivos de los equipos en la planta, no existen los manuales de los equipos y
el personal no han sido capacitados formalmente en el manejo de los equipos, no
existe evidencia de los mantenimientos realizados, la falta de procedimiento
provocan desconocimiento del personal e incumplimiento de las buenas práctica
de manufactura.
2. Se encontraron problemas de goteo de lubricantes en la marmita de preparación
de yogurt, generando contaminación química al producto elaborado en este
equipo.
3. Existe un tablón de madera como soporte para escurrir una mesa, no es permitido
el uso de maderas en planta de alimentos.
4. La hiladora de Mozzarella está desprendiéndose el teflón generando una
contaminación física al producto.
5. No se tienen las fichas técnicas de los lubricantes y químicos usados en los
equipos, por lo que el operario puede usar concentraciones no adecuadas de los
mismos.
6. No existe filtros en la generación de vapor. La falta de estos pueden generar daño
a los equipos y contaminación a los productos elaborados en la planta.
7. Existen algunas tuberías de vapor que no están con protección sobre las tinas de
elaboración de queso y la marmita de elaboración de yogurt, provoca el
46
desprendimiento de partículas metálicas que caen al producto, y no existe una
identificación de todas las tuberías de vapor agua y aire en toda la planta.
8. Las paletas de agitación de la marmita para elaboración de yogurt están
partiéndose y caen al producto por lo que se ocasiona una contaminación física.
9. La tubería del pasteurizador hay una unión en t que no se usa, que permite
acumulación de suciedad y esto puede generar una contaminación cruzada en la
leche pasteurizada.
10. Los soportes de las puertas y la estructura del condensador del cuarto frio esta
oxidada hay queso expuestos en el cuarto frio que puede ocasionar una
contaminación cruzada.
4.1.3 Resultados de la auditoría inicial a los requisitos higiénicos de fabricación
del personal de la planta en producción Nonolácteos Cía. Ltda.
En los requisitos Higiénicos de Fabricación Personal existe un 37,50% Cumplimiento de
los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados, Norma
con Decreto Ejecutivo 3253 como consecuencia directa de:
1. La falta del manual actualizado de buenas Prácticas de Manufactura para la planta
trae como consecuencia el incumplimiento y desconocimiento de las mismas.
2. No existe procedimientos definidos de procesos de capacitación y no hay
evidencia el plan de capacitación y de registros de capacitación al personal, el
personal que está capacitado formalmente se puede convertir en fuente de
contaminación de los procesos y productos en los cuales interviene.
3. No existe una capacitación formal de procesos al personal en planta, la falta de
evidencia de registros de capacitación genera incumplimiento al reglamento de
Buenas Prácticas de Manufactura una probable contaminación del producto.
4. No se tiene el certificado médico de todos los empleados ni de los transportistas
que prestan el servicio de transporte de leche cruda, como de producto terminado
es necesario para garantizar la inocuidad del producto.
5. No hay registro de evidencia de la acción frente a enfermedades presentadas a los
empleados ni las acciones realizadas, puede generar la interpretación que se
trabajó con personas enfermas lo que es un potencial fuente de contaminación.
47
6. Por la falta de capacitación, no se evidencia el lavado constante de las manos en
el personal en los cambios de actividad, esto genera con contaminación directa.
7. Falta definir restricciones de ingreso a la planta para los trabajadores
8. No existe una adecuada señalética en la planta principalmente en tema de
prevención de seguridad Industrial, el ingreso de personal no autorizado a la planta
ocasiona una contaminación.
9. El personal trabaja con objetos personales y usa bajo el uniforme ropa de calle.
La ropa de calle puede ser una fuente de contaminación.
10. No existe una identificación clara del uso de los uniformes por parte del personal,
la falta de identificación puede generar que los operarios usen el mismo uniforme
varios días provocado contaminación.
11. Las visitas no cumplen con las normas de ingreso a la planta, estas fuentes de
contaminación si no cumplen las normas de ingreso a planta son un potencial
peligro de contaminación para los productos en proceso.
4.1.4 Resultados de la auditoría a los requisitos de materia prima e insumos de
la planta de producción Nonolácteos Cía. Ltda.
En los requisitos de materia prima e insumos que existe un 66,67% cumplimiento de los
requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados, norma con
Decreto Ejecutivo 3253 como consecuencia directa de la falta del manual actualizado de
Buenas Prácticas de Manufactura para la planta las no conformidades encontradas son:
1. No existen procedimientos definidos de procesos del manejo de suministros,
como consecuencia no hay un control adecuado de los mismos generando una
inadecuada rotación, la falta de control permite el uso de productos caducados o
sin liberación previa, lo que generar problemas en el producto final.
2. No existe todas las fichas técnicas de los insumos y suministros y aditivos
utilizados en la planta, las fichas tecinas son necesarias para la dosificación
adecuado provocando una potencial contaminación química.
3. En la bodega de químicos se colocan los productos para control de plagas juntos
con los insumos utilizados para los procesos, no están identificados, generando
una contaminación cruzada.

48
4.1.5 Resultados de la auditoría inicial a los requisitos de operaciones de
producción planta de producción Nonolácteos Cía. Ltda.
Se observa en los requisitos de Operaciones de producción que existe un 35,71%
Cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos
Procesados, Norma con Decreto Ejecutivo 3253 como consecuencia directa de la falta del
manual actualizado de Buenas Prácticas de Manufactura:
1. Falta actualización, validación y capacitación de los procesos de elaboración, no
se evidencia control en el proceso de pasteurización el registro no está lleno y no
están definidas las acciones a tomar frente a las desviaciones en temas del proceso
de pasteurización, como consecuencia se generara contaminación cruzada.
2. No existe el procedimiento de la prevención contaminación cruzada para la
planta, no se cuenta con el procedimiento de acciones correctivas, el no tomar las
acciones de corrección conlleva a generar constante problemas de calidad e
inocuidad en el producto final.
3. No existe el procedimiento de destrucción de productos no aptos para reprocesarse
para la planta, esto trae como consecuencia un posible descontrol y uso no
adecuado del producto (contaminación cruzada).
4. No exista validación de los resultados de los análisis de producto terminado con
laboratorios acreditados, es necesario validar con laboratorios acreditados para
garantizar los resultados de los análisis en la planta.
5. No hay un registro y seguimiento de la cadena de frio. Los equipos de medición
de temperaturas, los termómetros no están calibrados; no hay registros de
calibración actualizados, la falta de seguimiento y descontrol del sistema puede
generar daños en el producto terminado.
6. No existe un proceso definido para realizar la trazabilidad del producto para la
planta. Es necesario para evaluar donde se generó el problema y poder tomar los
correctivos necesarios.
4.1.6 Resultados de la auditoría inicial a los requisitos de envasado, etiquetado y
empacado de la planta producción de Nonolácteos Cía. Ltda.
En los requisitos de Envasado, Etiquetado y Empacado existe un 66,67% Cumplimiento
de los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados,
49
Norma con Decreto Ejecutivo 3253 como consecuencia directa de la falta del manual
actualizado de buenas Prácticas de Manufactura:
1. Los procesos de operación de envasado están desactualizadas y de la falta de los
registros capacitación de los mismos, la capacitación evidencia el grado de
cumplimiento y formación del personal.
2. No se realiza una desinfección de las pomas para yogurt previo al envase,
generando una potencial contaminación del producto.
3. Se observa que las mesas de transporte de quesos están con residuos de quesos
falta limpieza, esto genera contaminación del producto.
4. Se observó que durante el proceso de auditoría, en el cuarto frío de producto
terminado los productos estaban sin identificar en la jabas y sin la codificación
respectiva, se debe identificar el producto para que no existan confusiones con
producto que no esté cumpliendo las especificaciones.
5. Las jabas del producto están en contacto directo con el piso generando una
contaminación directa al producto terminado.
4.1.7 Resultados de la auditoría inicial a los requisitos de Almacenamiento,
Distribución Transporte de la Planta de Producción de Nonolácteos Cía.
Ltda.
Se observa en los requisitos de envasado, etiquetado y empacado existe un 69,23% de
cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos
Procesados, Norma con Decreto Ejecutivo 3253 como consecuencia directa de:
1. Se encontró que el cuarto frío están los ventiladores muy deteriorados,
provocando contaminación física al producto expuesto en esta área.
2. No existe un control de la temperatura de los cuartos fríos. La falta de control
puede generar problemas de calidad en el producto final.
3. No están definidos en los procesos las cuarentenas de los productos, el
desconocimiento puede generar que envíe producto al mercado fuera de
especificaciones.
4. No se puede evidenciar los registros de limpieza de los furgones de transporte de
producto terminado, el chofer no tienen certificado médico y no está capacitado

50
en Buenas Prácticas de Manufactura, siendo un potencial fuente contaminación
por no garantizar la salud de las personas.
4.1.8 Resultados de la auditoría a los requisitos de aseguramiento y control de
calidad de la planta de producción de Nonolácteos Cía. Ltda.
Se puede observar que existe un cumplimiento de 30,43 % esto a consecuencia:
1. De la falta de evidencia de registros actualizados de la áreas y de la falta de
verificación. La falta control y registros no demuestran la seguridad del proceso y
productos elaborados en la planta.
2. No hay los procedimientos establecidos del producto no conforme, permitiendo
ser un potencial riesgo de generar enfermedades en las personas que consumen el
producto.
3. No hay procedimientos validados de limpieza, pese a que existen los controles
con programas establecidos por FLORALP, la falta de validación puede generar
que los proceso de limpieza no son los adecuados provocando una contaminación
microbiológica o química al producto.
4. Se evidencio una falta de control total de plagas las estaciones de cebos están en
mal estado y no hay registros que evidencian un control de los mismos, las plagas
son una potencial fuente de contaminación si no se controlas adecuadamente este
proceso.
5. No se evidencio calibración de los equipos en toda la planta. Los equipos de
medición deben garantizar medición la exactitud, si existiera fallas pude generar
que los procesos no sean los adecuados para las destrucción de los
microorganismos.
6. Hay registros de limpieza sin embargo al momento de realizar la auditoría se
encontró novedades de falta de limpieza, pese a que están llenos los registros de
limpieza. La falta de verificación del cumplimiento permite generar que no se
cumplan los procesos de limpieza provocando una contaminación al producto.

51
4.1.9 Resultados del monitoreo microbiológico inicial.
Posterior a la realización de la auditoría se procedió a realizar el monitoreo
microbiológico para evaluar el estado inicial de los procesos de limpieza se procedió a
monitorear microbiológicamente 26 puntos, con el objeto de evaluar el grado de
cumplimiento microbiológico de las Buenas Prácticas de Manufactura.
Tabla 4. Puntos de monitoreo inicial y resultados microbiológico.
Tabla 5. Porcentaje de cumplimiento y no cumplimiento puntos monitoreo microbiológico inicial
MONITOREO TOTAL
ANÁLISIS
TOTAL DENTRO DE PARÁMETROS
MICROBIOLÓGICOS BAJO NORMA
% Cumplimiento
% Incumplimiento
Meta
MONITOREO MICROBIOLÓGICO INICIAL
26 19 73,08% 26,92% 100%
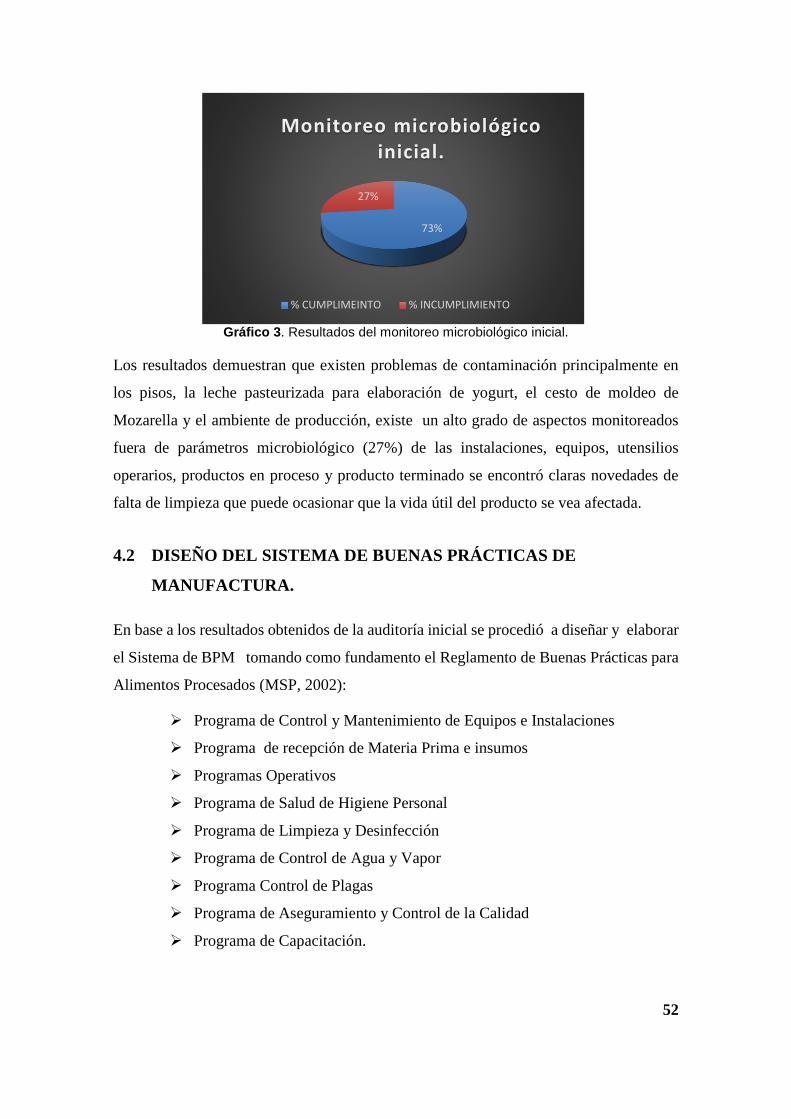
52
Gráfico 3. Resultados del monitoreo microbiológico inicial.
Los resultados demuestran que existen problemas de contaminación principalmente en
los pisos, la leche pasteurizada para elaboración de yogurt, el cesto de moldeo de
Mozarella y el ambiente de producción, existe un alto grado de aspectos monitoreados
fuera de parámetros microbiológico (27%) de las instalaciones, equipos, utensilios
operarios, productos en proceso y producto terminado se encontró claras novedades de
falta de limpieza que puede ocasionar que la vida útil del producto se vea afectada.
4.2 DISEÑO DEL SISTEMA DE BUENAS PRÁCTICAS DE
MANUFACTURA.
En base a los resultados obtenidos de la auditoría inicial se procedió a diseñar y elaborar
el Sistema de BPM tomando como fundamento el Reglamento de Buenas Prácticas para
Alimentos Procesados (MSP, 2002):
Programa de Control y Mantenimiento de Equipos e Instalaciones
Programa de recepción de Materia Prima e insumos
Programas Operativos
Programa de Salud de Higiene Personal
Programa de Limpieza y Desinfección
Programa de Control de Agua y Vapor
Programa Control de Plagas
Programa de Aseguramiento y Control de la Calidad
Programa de Capacitación.
73%
27%
Monitoreo microbiológicoinicial.
% CUMPLIMEINTO % INCUMPLIMIENTO

53
4.3 IMPLEMENTACIÓN Y CAPACITACIÓN DEL SISTEMA DE BUENAS PRÁCTICAS DE MANUFACTURA
Para implementar y capacitar el Sistema de Buenas Prácticas de Manufactura se elaboraron el plan de mejoras y el plan de capacitación.
4.3.1 Plan de Mejoras
Conjuntamente con Gerencia y Jefatura de planta se establecieron las acciones a tomar frente a las desviaciones encontradas en la auditoría inicial.
REQUISITO
PROBLEMÁTICA
ACCIÓN DE MEJORA
CRITÉRIO DE RESPUESTA
RECURSOS Y MATERIALES
APLICACIÓN RESPONSABLE
UR
GE
NT
E
MU
Y I
MP
OR
TA
NT
E
MP
OR
TA
NT
EI
INM
ED
IAT
A/
CO
RT
O P
LA
ZO
LA
RG
O P
LA
ZO
Capítulo I de las Instalaciones
- No hay una separación física entre el área de Recepción y pasteurización
Realizar separación física del área
X Económicos 1 Año Gerencia
-El ingreso al proceso de producción se realiza por el área de recepción.
Construcción Túnel de Ingreso a planta por el área de laboratorio
X Económicos 2 meses
Gerencia /jefe de Planta

54
-El césped esta sin cortar y existen materiales que ya no usan sin organizar esto puede ser un foco de contaminación y anidación de plagas.
Incluir en los planes de limpieza de áreas externas
X Material Oficina
1 mes José Morillo
-Existe presencia de perros en los exteriores de la planta área de venta de suero.
Establecer Prohibiciones de ingreso de animales a la planta
X Económicos 1 mes Jefe de Planta/José Morillo
-El área de recepción permite el paso de plagas, aves al interior del área ya que no tiene mallas de protección que eviten el ingreso de las mismas.
Colocar mallas mosquiteras para evitar el ingreso de plagas al interior del área
X Económicos 1 mes Jefe de Planta/José Morillo, Operarios
-En el área de Apanado se ve presencia de estiércol de aves sobre las vigas y el techo hay aberturas sin cerras en las vigas exteriores que permiten el ingreso de aves y el anidamiento de las mismas esto puede ocasionar una contaminación grave a las pomas y el proceso de apanados.
Realizar limpieza de nidos de aves y sellar aberturas exteriores para evitar el anidamiento de aves en el techo
X Económicos 1 mes Jefe de Planta/José Morillo, Operarios
-Las ventanas de toda el área de producción son con bordes planos, las ventanas no tienen película de protección y existe una ventana que comunica con pasteurización con producción que esta partida.
Realizar trabajos para inclinación de ventanas , colocar lamina de protección ventanas de toda la planta
X Económicos, Materiales construcción
2 meses
Jefe de Planta/José Morillo, Operarios, Albañil
-La estructura de todo el área de producción es de hierro al igual que las puertas las misma que en algunos compones están oxidadas y
Realizar pintura de toda la estructura metálica de la
X Económicos, Materiales construcción
3 meses
Jefe de Planta/José Morillo, Operarios, Albañil

55
permiten el paso de polvo e insectos al interior de la planta por no cerrar herméticamente.
planta, Colocar mallas plásticas para evitar el ingreso de polvo a la planta
-Hay conexiones eléctricas expuestas en el tablero principal; empaque y suministros, lámparas sin protección y quemadas en algunas áreas.
Realizar trabajos de arreglo del sistema eléctrico, colocar protección metálica en el tablero principal , colocar lámparas y cambiar tubos fluorescentes quemadas
X Económicos, Materiales construcción
2 Meses
Jefe de Planta/José Morillo, Operarios, Electricista
-Las paredes del área de túnel de ingreso a producción y empaque existe presencia de hongos.
Realizar pintura del área
X Económicos, Materiales construcción
1 Meses
Jefe de Planta/José Morillo, Operarios, Albañil
-Falta espacio en área de suministros y el piso esta sin tablas.
Organizar el área e identificar suministros , colocar tablas en el piso de la bodega de suministros
X Materiales de Oficina, económicos
1 Mes
Jefe de Planta/José Morillo, Operarios, Albañil
-No hay un diagrama Flujo de distribución de materias primas, producto terminado y personal.
Elaborar Layout de la planta
X
Materiales de oficina, Software AutoCAD
2 meses José Morillo, jefe de Planta

56
Las tuberías de agua, vapor, aire y combustible no están identificadas de acuerna a la norma Técnica de identificación de tuberías
Identificar y señalizar tuberías en toda la planta en base la Norma Técnica de Identificación de tuberías
X Económicos y humanos
1 mes
Jefe de Planta/José Morillo, Responsable externo mantenimiento
-No hay análisis microbiológico y físico químico del de agua con laboratorios acreditados.
Coordinar el envió de muestras de agua , y establecer en el programa el plan de monitoreo
X Económicos 2 Meses Jefe de Planta/José Morillo,
-Hay mucha acumulación de condensado durante el proceso de elaboración
Colocar extractores eólicos en la planta
X Económicos, extractores eólicos
2 meses Jefe de Planta/José Morillo,
-Las uniones de los pisos en producción están deterioradas son es de fácil limpieza puede ocasionar contaminación cruzada.
Emporar uniones de gres en piso con material epóxido
X Económicos 1 Mes Jefe de Planta/José Morillo,
-El lavamanos de ingreso a planta está dañado en recepción, los dispensadores de jabón y desinfectante están deteriorados, hay un solo baño para todo el personal,
Cambio y arreglo de lavamanos al túnel de ingreso, colocar un lavamanos para el área de recepción y pasteurización
X Económicos 2 Meses Jefe de Planta/José Morillo,
-No existe un proceso de sistema de recolección de desechos ni un sistema de tratamiento de los mismos.
Elaborar programas de
X Materiales de oficina,
1 meses Jefe de Planta/José Morillo,

57
Tratamiento de desechos
Revisión Bibliografía
Capítulo II De los Equipos y utensilios
- No existe un procedimiento definido para el mantenimiento preventivo y correctivos de los equipos en la planta, no existen los manuales de los equipos y el personal no han sido capacitados formalmente en el manejo de los equipos, no existe evidencia de los mantenimientos realizados,
Elaborar programa de mantenimiento de equipo e instalaciones.
X Material de oficina ,
4 meses
Jefe de Planta/José Morillo, Responsable externo mantenimiento
-Se encontraron problemas de goteo de lubricantes en la marmita de preparación -de yogurt
Arreglo de sellos de motor cambio de lubricantes de grado alimenticio
X
Económicos, Lubricantes de grado alimenticio repuestos de motores
3
Jefe de Planta/José Morillo, Responsable externo mantenimiento
-Existe un tablón de madera como soporte para escurrir una mesa
Retirar tablón X Inmediato
Jefe de Planta/José Morillo, Operarios
-La hiladora de Mozzarella está desprendiéndose el teflón.
Coordinar el teflonado del equipo
X Económicos 8 meses
Jefe de Planta/José Morillo, Responsable externo mantenimiento
-No se tienen las fichas técnicas de los lubricantes y químicos usados en los equipos.
Solicitar fichas técnicas de lubricantes de grado alimenticio
X Fichas Técnicas de proveedores
1 mes Jefe de Planta/José Morillo,
-No existe filtros en la generación de vapor.
Realizar la colocación filtros de Vapor en el sistema de
x Económicos 3 meses
Jefe de Planta/José Morillo, Responsable

58
generación de vapor
externo mantenimiento
-Las paletas de agitación de la marmita para elaboración de yogurt están partiéndose y caen al producto por lo que se ocasiona una contaminación física.
Realizar el cambio de las paletas con material duralon
X Económicos 2 meses
Jefe de Planta/José Morillo, Responsable externo mantenimiento
-La tubería del pasteurizador hay una unión en t que no se usa, que permite acumulación de suciedad y esto puede generar una contaminación cruzada en la leche pasteurizada.
Realizar limpieza incluir verificación registros limpieza, realizar cambio tubería colocar codo
X Registros , Económicos
1 mes
Jefe de Planta/José Morillo, Operarios, Responsable externo mantenimiento
-Los soportes de las puertas y la estructura del condensador del cuarto frio esta oxidada hay queso expuestos en el cuarto frio que puede ocasionar una contaminación cruzada.
Realizar limpieza y pintura de la estructura de la puerta , cambio de la estructura de los ventiladores
X Estructura metálica
8 meses
Jefe de Planta/José Morillo,
Título IV
-La falta del manual actualizado de buenas Prácticas de Manufactura para la planta.
Elabora Manual Buenas prácticas de Manufactura
X Material oficina,
4 meses Jefe de Planta/José Morillo,
-No existe procedimientos definidos de procesos de capacitación y no hay evidencia el plan de capacitación y de registros de capacitación al personal.
Elaborar programa de capacitación , establecer plan de capacitación del personal
X Material Oficina,
2 meses
Jefe de Planta/José Morillo, Operarios,
Elaborar programa de
X Material Oficina,
2 meses Jefe de Planta/José
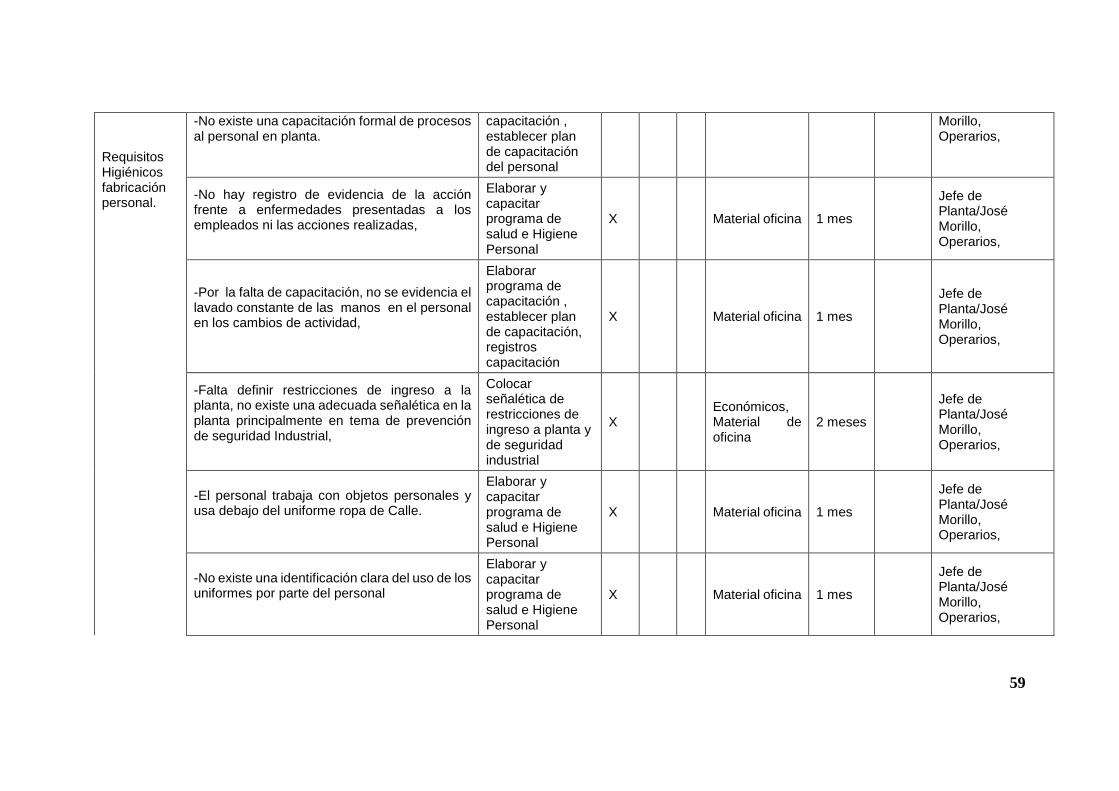
59
Requisitos Higiénicos fabricación personal.
-No existe una capacitación formal de procesos al personal en planta.
capacitación , establecer plan de capacitación del personal
Morillo, Operarios,
-No hay registro de evidencia de la acción frente a enfermedades presentadas a los empleados ni las acciones realizadas,
Elaborar y capacitar programa de salud e Higiene Personal
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-Por la falta de capacitación, no se evidencia el lavado constante de las manos en el personal en los cambios de actividad,
Elaborar programa de capacitación , establecer plan de capacitación, registros capacitación
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-Falta definir restricciones de ingreso a la planta, no existe una adecuada señalética en la planta principalmente en tema de prevención de seguridad Industrial,
Colocar señalética de restricciones de ingreso a planta y de seguridad industrial
X Económicos, Material de oficina
2 meses
Jefe de Planta/José Morillo, Operarios,
-El personal trabaja con objetos personales y usa debajo del uniforme ropa de Calle.
Elaborar y capacitar programa de salud e Higiene Personal
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-No existe una identificación clara del uso de los uniformes por parte del personal
Elaborar y capacitar programa de salud e Higiene Personal
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,

60
-Las visitas no cumplen con las normas de ingreso a la planta
Elaborar y capacitar programa de salud e Higiene Personal
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
Capitulo II
Materias primas e insumos.
-No existe procedimientos definidos de procesos del manejo de suministros, como consecuencia no hay un control adecuado de los mismos generando una inadecuada rotación,
Elaborar el manual de compras
X
Material de oficina, fichas técnicas de materias primas, insumos y suministros
2 meses
Jefe de Planta/José Morillo, Operarios,
-No existe todas las fichas técnicas de los insumos y suministros y aditivos utilizados en la planta.
Solicitar y actualizar fichas técnicas
X
Material de oficina, fichas técnicas de materias primas, insumos y suministros
2 meses
Jefe de Planta/José Morillo, Operarios,
-En la bodega de químicos se colocan los productos para control de plagas juntos con los insumos utilizados para los procesos, no están identificados.
Retiro inmediato de químicos usados para el control de plagas Organizar y estructurar el área
X Humanos 1mes
Jefe de Planta/José Morillo, Operarios,
Capitulo III
Operaciones
-Falta actualización, validación y capacitación de los procesos de elaboración , no se evidencia control en el proceso de pasteurización el registro no está lleno y no están definidas las acciones a tomar frente a las desviaciones en temas del proceso de pasteurización,
Actualización de instructivos de elaboración de procesos de elaboración de productos en planta
X Material Oficina
1 mes
Jefe de Planta/José Morillo, Operarios,

61
de producción
-No existe el procedimiento de la prevención contaminación cruzada para la planta, no se cuenta con el procedimiento de acciones correctivas,
Desarrollo programas de contaminación cruzada y el programa de acciones correctivas y preventivas
X Material Oficina
1 mes
Jefe de Planta/José Morillo, Operarios,
-No existe el procedimiento de destrucción de productos no aptos para reprocesarse para la planta,
Desarrollo programas de control de productos no conformes.
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-No exista validación de los resultados de los análisis de producto terminado con laboratorios acreditados,
Enviar muestras a laboratorios acreditados
X Económicos 2 meses Jefe de Planta/José Morillo,
-No hay un registro y seguimiento de la cadena de frio y los equipos de medición de temperaturas, los termómetros no están calibrados, no hay registros de calibración actualizados,
Elaborar procedimiento de control de la cadena de frio
X Materiales de oficina
1 mes Jefe de Planta/José Morillo
Capitulo IV
Envasado, Etiquetado y empacado
-Los procesos de operación de envasado están desactualizadas y de la falta de los registros capacitación de los mismos,
Desarrollo procesos de elaboración de productos en planta
X Material de oficina
1 mes Jefe de Planta/José Morillo
-No se realiza una desinfección de las pomas para yogurt previo al envase
Establecer instructivo de desinfección de pomas validar procedimiento
X Material oficina 1 mes Jefe de Planta/José Morillo
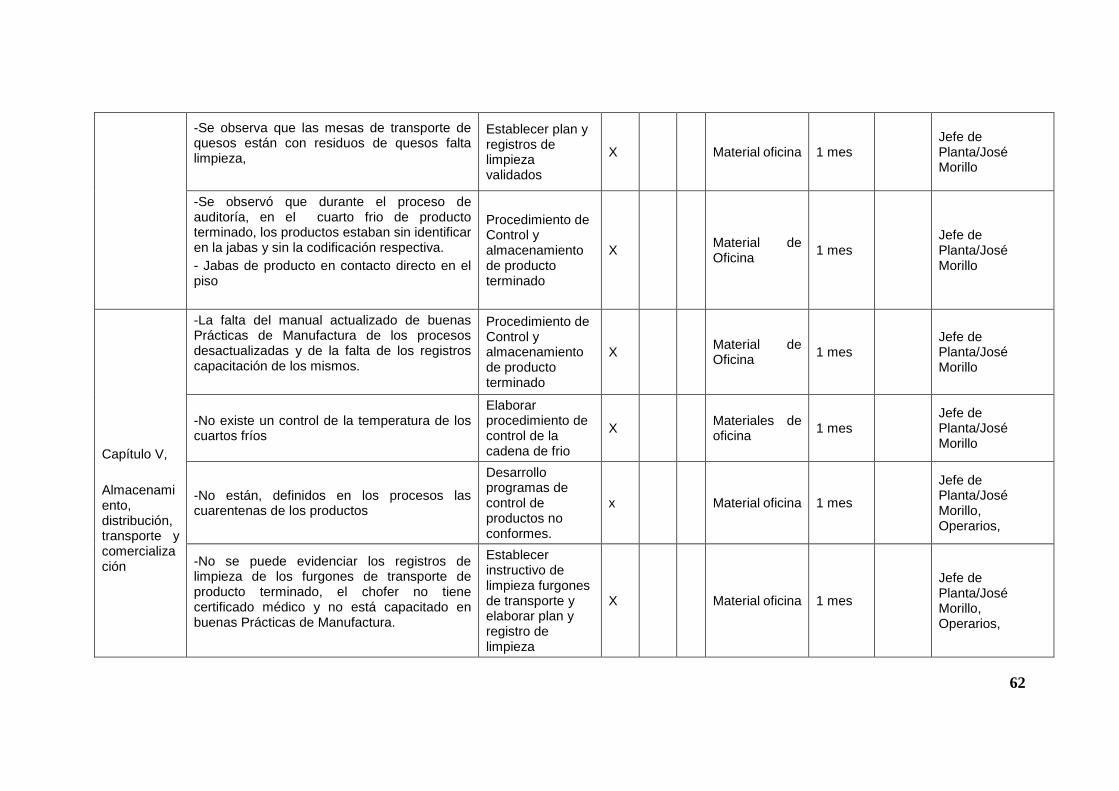
62
-Se observa que las mesas de transporte de quesos están con residuos de quesos falta limpieza,
Establecer plan y registros de limpieza validados
X Material oficina 1 mes Jefe de Planta/José Morillo
-Se observó que durante el proceso de auditoría, en el cuarto frio de producto terminado, los productos estaban sin identificar en la jabas y sin la codificación respectiva.
- Jabas de producto en contacto directo en el piso
Procedimiento de Control y almacenamiento de producto terminado
X Material de Oficina
1 mes Jefe de Planta/José Morillo
Capítulo V,
Almacenamiento, distribución, transporte y comercialización
-La falta del manual actualizado de buenas Prácticas de Manufactura de los procesos desactualizadas y de la falta de los registros capacitación de los mismos.
Procedimiento de Control y almacenamiento de producto terminado
X Material de Oficina
1 mes Jefe de Planta/José Morillo
-No existe un control de la temperatura de los cuartos fríos
Elaborar procedimiento de control de la cadena de frio
X Materiales de oficina
1 mes Jefe de Planta/José Morillo
-No están, definidos en los procesos las cuarentenas de los productos
Desarrollo programas de control de productos no conformes.
x Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-No se puede evidenciar los registros de limpieza de los furgones de transporte de producto terminado, el chofer no tiene certificado médico y no está capacitado en buenas Prácticas de Manufactura.
Establecer instructivo de limpieza furgones de transporte y elaborar plan y registro de limpieza
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,

63
Título V
Capitulo único del Aseguramiento y control de la calidad
Limpieza y Desinfección
No esta actualizado el manual de aseguramiento de la calidad al formato y condiciones en la planta
Desarrollo y actualización de Manual de aseguramiento de la calidad
X Materiales de oficina
3 mese
Jefe de Planta/José Morillo, Operarios,
-De la falta de evidencia de registros actualizados de la áreas y de la falta de verificación.
-No hay procedimientos validados de limpieza pese a que existe los controles se realizan con programas establecidos para FLORALP,
-Hay registros de limpieza sin embargo al momento de realizar la auditoria se encontró novedades de falta de limpieza, pese a que están llenos los registros de limpieza.
Establecer plan de control de la verificación de los registros de limpieza validación instructivos de limpieza
X Material oficina 1 mes
Jefe de Planta/José Morillo, Operarios,
-Se evidencio una falta de control total de plagas las estaciones de cebos están en mal estado y no hay registros que evidencian un control de los mismos
Actualizar e implantar programa de control de plagas, Evaluar contratación servicio tercer izado de control de plagas
X
Material de oficina
Económicos
4meses
Jefe de Planta/José Morillo, Operarios, empresa externa de control de plagas
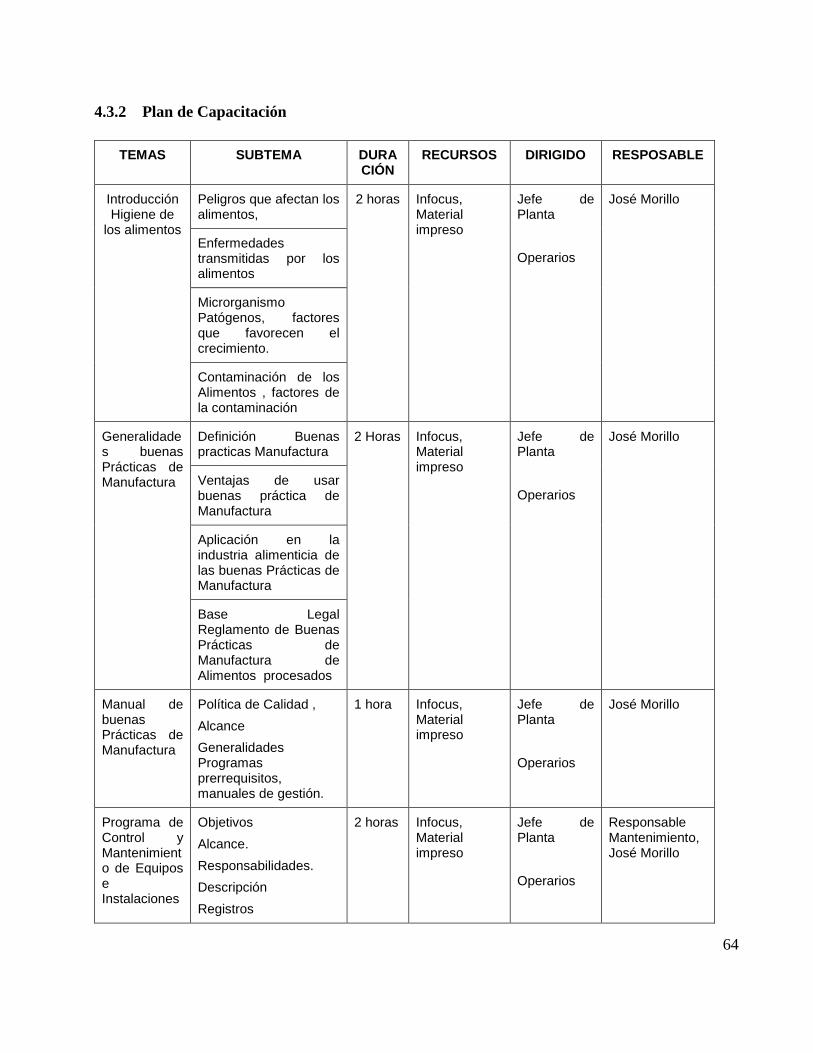
64
4.3.2 Plan de Capacitación
TEMAS SUBTEMA DURACIÓN
RECURSOS DIRIGIDO RESPOSABLE
Introducción Higiene de
los alimentos
Peligros que afectan los alimentos,
2 horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Enfermedades transmitidas por los alimentos
Microrganismo Patógenos, factores que favorecen el crecimiento.
Contaminación de los Alimentos , factores de la contaminación
Generalidades buenas Prácticas de Manufactura
Definición Buenas practicas Manufactura
2 Horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Ventajas de usar buenas práctica de Manufactura
Aplicación en la industria alimenticia de las buenas Prácticas de Manufactura
Base Legal Reglamento de Buenas Prácticas de Manufactura de Alimentos procesados
Manual de buenas Prácticas de Manufactura
Política de Calidad ,
Alcance
Generalidades Programas prerrequisitos, manuales de gestión.
1 hora Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programa de Control y Mantenimiento de Equipos e Instalaciones
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
2 horas Infocus, Material impreso
Jefe de Planta
Operarios
Responsable Mantenimiento, José Morillo

65
Normas de Referencia
Programa de recepción de Materia Prima e insumos
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
Normas de Referencia
2 horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programas Operativos
Recepción leche Cruda,
Pasteurización leche, Elaboración queso fresco, Yogurt, Mozarella, quesos Apanados
16 horas
Infocus, Material impreso
Jefe de Planta Operarios
José Morillo
Programa de Salud de Higiene Personal
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
Normas de Referencia
2 horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programa de Limpieza y Desinfección
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
Normas de Referencia
8 Horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programa de Control de Agua y Vapor
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
Normas de Referencia
2 Horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programa Control de Plagas
Objetivos
Alcance.
4 Horas Infocus, Material impreso
Jefe de Planta
José Morillo
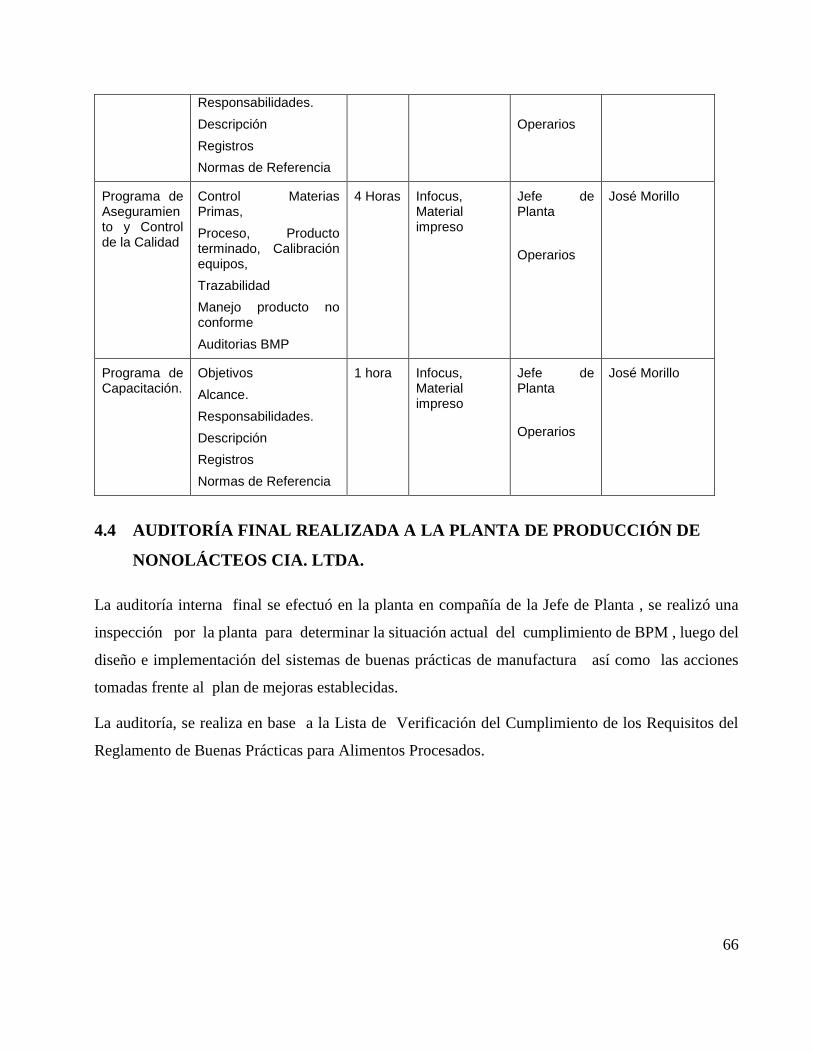
66
Responsabilidades.
Descripción
Registros
Normas de Referencia
Operarios
Programa de Aseguramiento y Control de la Calidad
Control Materias Primas,
Proceso, Producto terminado, Calibración equipos,
Trazabilidad
Manejo producto no conforme
Auditorias BMP
4 Horas Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
Programa de Capacitación.
Objetivos
Alcance.
Responsabilidades.
Descripción
Registros
Normas de Referencia
1 hora Infocus, Material impreso
Jefe de Planta
Operarios
José Morillo
4.4 AUDITORÍA FINAL REALIZADA A LA PLANTA DE PRODUCCIÓN DE
NONOLÁCTEOS CIA. LTDA.
La auditoría interna final se efectuó en la planta en compañía de la Jefe de Planta , se realizó una
inspección por la planta para determinar la situación actual del cumplimiento de BPM , luego del
diseño e implementación del sistemas de buenas prácticas de manufactura así como las acciones
tomadas frente al plan de mejoras establecidas.
La auditoría, se realiza en base a la Lista de Verificación del Cumplimiento de los Requisitos del
Reglamento de Buenas Prácticas para Alimentos Procesados.

67
Gráfico 4. Porcentaje de cumplimiento de los requisitos de las BPM
Como se puede observar el Gráfico 4, después de tabular los datos de la auditoría final se encontró
que NONOLÁCTEOS CIA. LTDA. alcanzó un porcentaje de cumplimiento de los requisitos de la
Buenas Prácticas de Manufactura del 94,85 %, cumpliendo con requisitos necesarios para cumplir
con los requisitos establecidos en reglamento de buenas prácticas de manufactura; debido al grado de
cumplimiento puede garantizar la inocuidad de los productos elaborados en la planta, según la
Agencia Nacional de Regulación, Control y Vigilancia Sanitaria (ARCSA), la empresas pueden
garantizar productos sanos y certificar cuando alcanzan un cumplimiento del 80% mínimo de los
requisitos siempre y cuando los incumplimientos los mismos no afecten la inocuidad del producto.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00% 90,48% 91,67% 93,75%100,00% 100,00% 100,00%
92,31%100,00%
94,85%
9,52%
8,33%
6,25%0,00% 0,00% 0,00%
7,69%0,00%
5,15%
% DE CUMPLIMIENTO DE LOS REQUISITOS DE LAS BUENAS PRACTICA SDE MANUFACTURA
CUMPLE NO CUMPLE

68
Con este diagnóstico se establece que luego del diseño, implementación y capacitación la Empresa
alcanzó un mayor grado de cumplimiento, con este grado de cumplimiento puede certificar en buenas
prácticas de manufactura y así pueda obtener el permiso de funcionamiento respectivo que le permitirá
continuar con su normal funcionamiento.
Ver Anexo 2. Lista de Verificación Requisitos de Buenas Prácticas de Manufactura.
4.4.1 Resultados de la auditoría a los requisitos de las instalaciones de la planta producción
Nonolácteos Cía. Ltda.
De acuerdo a la Gráfico 4 se observa que en los requisitos de Instalación que posterior a las acciones
tomadas en el plan de acciones se alcanzó un 90,48% de Cumplimiento de los Requisitos del
Reglamento de Buenas Prácticas para Alimentos Procesados, Norma con Decreto Ejecutivo 3253.
Las observaciones encontradas y que requieren una mayor inversión son:
No hay una separación física entre el área de Recepción y pasteurización.
Existe un solo baño que es usado por hombre y mujeres.
4.4.2 Resultados de la auditoría final a los requisitos de equipos y utensilios de la planta de
producción de Nonolácteos Cía. Ltda.
De acuerdo al Gráfico 4, se observa en los requisitos de Equipos y Utensilios existe un 91,67%
Cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados,
Norma con Decreto Ejecutivo 3253 afectados principalmente porque:
La hiladora de Mozzarella está desprendiéndose el teflón.
4.4.3 Resultados de la auditoría final a los requisitos de higiénicos de fabricación personal
de la planta producción de Nonolácteos Cía. Ltda.
Se observa en los requisitos Higiénicos de Fabricación Personal que existe un 93,75% de
Cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados,
Norma con Decreto Ejecutivo 3253 como consecuencia directa de:

69
Falta incluir los certificados médicos del personal.
4.4.4 Resultados de la auditoría final a los requisitos de materia prima e insumos de la
planta de producción de Nonolácteos Cía. Ltda.
En los requisitos de Materia prima e insumos que existe un 100% Cumplimiento de los Requisitos
del Reglamento de Buenas Prácticas para Alimentos Procesados, Norma con Decreto Ejecutivo 3253
como consecuencia directa del manual actualizado y de la capacitación de buenas Prácticas de
Manufactura para la planta:
4.4.5 Resultados de la auditoría final a los requisitos de operaciones de producción planta
producción Nonolácteos Cía. Ltda.
De acuerdo al Gráfico 4, se observa en los requisitos de Operaciones de producción que existe un
100% Cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos
Procesados, Norma con Decreto Ejecutivo 3253 como consecuencia del manual actualizado y de la
capacitación de Buenas Prácticas de Manufactura.
4.4.6 Resultados de la auditoría final a los requisitos de envasado, etiquetado y empacado de
la planta producción Nonolácteos Cía. Ltda.
En los requisitos de Envasado, Etiquetado y Empacado existe un 100% de cumplimiento de los
Requisitos del Reglamento de Buenas Prácticas para Alimentos Procesados, Norma con Decreto
Ejecutivo 3253 como consecuencia directa de la falta del manual actualizado de Buenas Prácticas de
Manufactura.
4.4.7 Resultados de la auditoría final a los requisitos de almacenamiento, distribución
transporte de planta producción Nonolácteos Cía. Ltda.
De acuerdo al Gráfico 4, se observa en los requisitos de Envasado, Etiquetado y Empacado existe
un 92,31% de cumplimiento de los Requisitos del Reglamento de Buenas Prácticas para Alimentos
Procesados, Norma con Decreto Ejecutivo 3253 como consecuencia directa se encontró que el cuarto
frío están los ventiladores muy deteriorados.
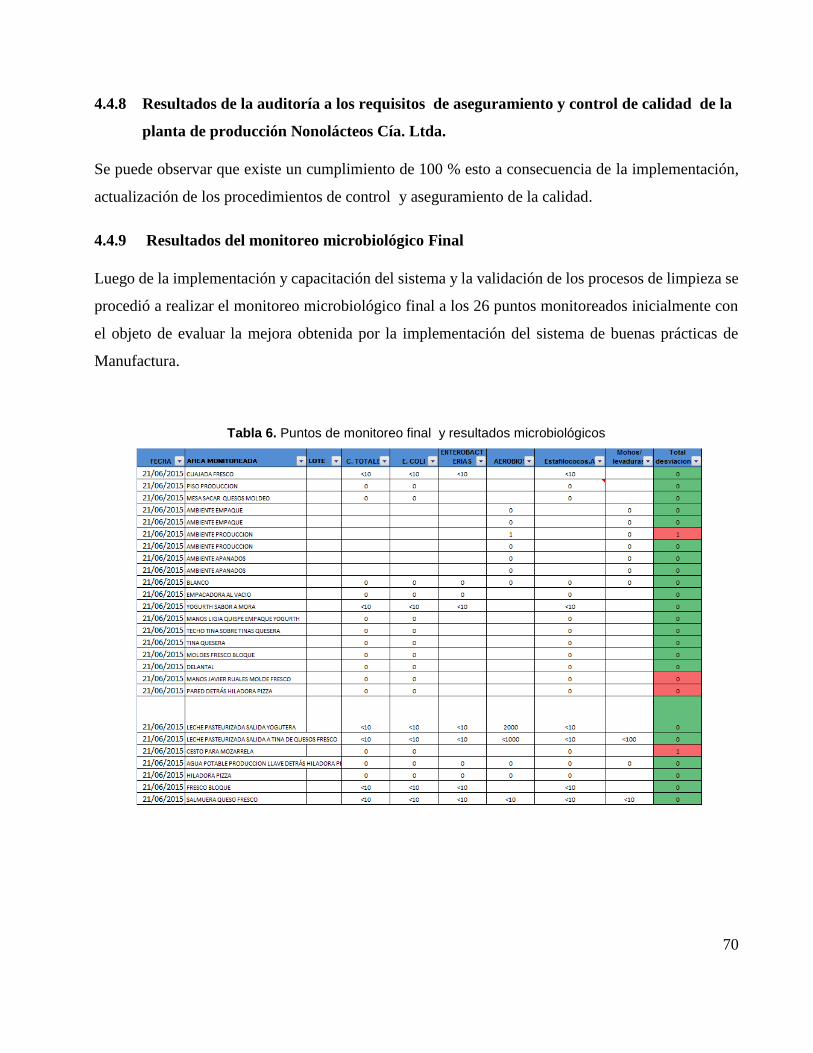
70
4.4.8 Resultados de la auditoría a los requisitos de aseguramiento y control de calidad de la
planta de producción Nonolácteos Cía. Ltda.
Se puede observar que existe un cumplimiento de 100 % esto a consecuencia de la implementación,
actualización de los procedimientos de control y aseguramiento de la calidad.
4.4.9 Resultados del monitoreo microbiológico Final
Luego de la implementación y capacitación del sistema y la validación de los procesos de limpieza se
procedió a realizar el monitoreo microbiológico final a los 26 puntos monitoreados inicialmente con
el objeto de evaluar la mejora obtenida por la implementación del sistema de buenas prácticas de
Manufactura.
Tabla 6. Puntos de monitoreo final y resultados microbiológicos

71
Tabla 7. % Cumplimiento y no cumplimiento puntos monitoreo microbiológico final.
MONITOREO TOTAL
ANÁLISIS
TOTAL DENTRO DE PARÁMETROS
MICROBIOLÓGICOS BAJO NORMA
% CUMPLIMIENTO
% INCUMPLIMIENTO
% META
MONITOREO MICROBIOLOGICO FINAL
26 26 100,00 0,00 100
Los resultados microbiológicos demuestran un control de los proceso de limpieza y cumplimiento de
las buenas prácticas de manufactura en los procesos de elaboración en la línea de productos
elaborados en Nonolácteos Cía. Ltda., luego de la implementación del manual y la capacitación
respectiva del personal.
4.4.10 Comparativo de los resultados de la auditoría de Buenas Prácticas de Manufactura
inicial y final
En la siguiente tabla se muestra la comparación de los resultados de la situación inicial y final de las
auditorías realizadas antes y luego de la implementación del sistema de buenas prácticas de
manufactura.
Tabla 8. Comparación resultados auditoria inicial y final de los requisitos de BPM
REQUISITOS GRADO DE CUMPLIMIENTO INICIAL
GRADO DE CUMPLIMIENTO FINAL
MEJORA
De las instalaciones 42,86% 90,48% 47,6%
Equipos y utensillos. 50,00% 91,67% 41,7%
Higiénicos de fabricación personal 37,50% 93,75% 56,3%
Materia prima e insumos 66,67% 100,00% 33,3%
Operaciones de producción 35,71% 100,00% 64,3%
Envasado, etiquetado y empaquetado 66,67% 100,00% 33,3%
Almacenamiento, distribución transporte y almacenamiento
69,23% 92,31% 23,1%
Aseguramiento y control de calidad 30,43% 100,00% 69,6%
% Cumplimiento requisitos de buenas prácticas de manufactura
45,19% 94,85% 49,7%

72
De acuerdo a la Tabla 8 se puede apreciar una mejora considerable en la aplicación del sistema de
buenas prácticas de manufactura en la planta de Nonolácteos Cía. Ltda., obteniendo un
cumplimiento de 94,85% a consecuencia de implementación de la mayoría de las acciones
establecidas en el plan, de la implementación y de la capacitación de programas establecidos en el
manual; así como del compromiso de la dirección en proveer los recursos necesarios para le
ejecución de los mismos y del alto grado de compromiso de los operarios y la Jefe de planta para
ejecutarlos diariamente.
4.4.11 Comparativo de los resultados del monitoreo microbiológico inicial y final
El siguiente tabla se puede observar los datos comparativos del monitoreo inicial y final.
Tabla 9. Comparativo del monitoreo microbiológico inicial y final
MONITOREO TOTAL
ANÁLISIS
TOTAL DENTRO DE PARÁMETROS
MICROBIOLÓGICOS BAJO NORMA
% CUMPLIMIENTO
% INCUMPLIMIENTO
META
Monitoreo microbiológico inicial
26 19 73,08 26,92 100%
Monitoreo microbiológico final
26 26 100,00 0,00 100%
De acuerdo a la Tabla 9 se puede apreciar el comparativo del monitoreo llegando a un 100 % luego
de la validación, implementación y capacitación del sistema de buenas prácticas de manufactura,
obteniendo mejora considerable del 26,92%.

73
CAPÍTULO V
5 CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
Los resultados de la auditoría inicial encontraron un cumplimiento del 45,19% a los Requisitos
de las buenas prácticas de manufactura en Nonolácteos Cía. Ltda., por lo que se concluye que
el porcentaje es muy bajo para que la empresa pueda garantizar la inocuidad de sus productos
por lo que es importante implementar el sistema de BPM.
Se concluye que los requisitos con un porcentaje muy bajo de cumplimiento son: el de
aseguramiento de la calidad, operaciones de producción, higiénicos de fabricación y las
instalaciones, es decir no contaban con la documentación, capacitaciones e instalaciones
adecuadas.
En base los resultados de la auditorías y revisión de la documentación se concluye que no
hay la documentación necesaria por lo que se diseñó y elaboró el manual de Buenas Prácticas
de Manufactura tomando como referencia Reglamento de Buenas Prácticas para Alimentos
Procesados, Norma con Decreto Ejecutivo 3253.
Con las observaciones encontradas en la auditoría muestran una serie de problemas en todos
los procesos de producción por lo que es urgente y prioritario responder con las mejoras y las
acciones respectivas.
Del programa de capacitación se puede concluir que muchas de las cosas que no se aplicaron
en los procesos de la planta, en gran medida se debe al desconocimiento de los temas básicos
de las BPM y que sustenta la afirmación que se realizó en la auditoría inicial de que el personal
que labora en la planta carecía de capacitación adecuada en los diversos aspectos del manejo,
funcionamiento y procesos de la planta.
De la implementación del Plan de Mejora se destaca lo siguiente: Por una parte, la buena
disposición del personal de la planta para aprender y aplicar los correctivos necesarios en su
labor dentro y fuera de la planta; por otra, la colaboración de la empresa en todos los aspectos,

74
pero, de manera especial las inversiones para realizar las adaptaciones necesarias para hacer
los ajustes necesarios acorde a la normativa vigente.
De la auditoría final: Alcanza una calificación 94,85 % , alcanzando una mejora de 49,7 % ;
Se observa que en la planta física se han realizado los cambios para la identificación de las
áreas, el aislamiento necesario para evitar contaminación cruzada y la protección de ventanas
y otros para el evitar los agentes contaminantes. Se observa la adecuada aplicación de los
procesos de higiene del personal y de todos los procesos desde las materias primas hasta el
transporte de los productos finales.
5.2 RECOMENDACIONES
Al personal de la planta: Ser constantes en la aplicación de todos los procesos aprendidos en
las capacitaciones y los que por su cuenta puedan adquirir ya por la experiencia ya sea por
otras fuentes. Autoevaluarse constantemente sin necesidad de que sean los jefes o agentes
externos que tengan que venir a evaluar y esta es una forma de cuidar y fortalecer su trabajo.
Ser propositivos y hacer las observaciones a tiempo a los responsables de los procesos sin
temor a que el otro se pueda enojar porque lo que afecta a uno afecta a todos.
A los Directivos de la empresa: Invertir en el talento humano es una de las mejores estrategias
para tener trabajadores empoderados de su trabajo y con sentido de pertenencia es la mejor
inversión que se pueda hacer.
A los Directivos pedir la aprobación respectiva a la autoridad competente para estar ajustados
a la norma ya que se han realizados los ajustes necesarios tanto locativos como de los procesos
de la planta y que está preparada para dicho proceso.
A los ganaderos que suministran una de las materias primas básicas: Cambiar
responsablemente las prácticas higiénicas de ordeño y de todos los procesos relacionados con
la sanidad del ganado para que se pueda garantizar un producto con alta calidad y así sea más
competitivo en el mercado de ellos también depende este éxito.

75
GLOSARIO
Para la realización del presente trabajo se tomó en cuenta las definiciones contempladas en el Código
de Salud y en el Reglamento de Alimentos para BPM.
Buenas Prácticas de Manufactura (B.P.M.): Son los principios básicos y prácticas generales de
higiene en la manipulación, preparación, elaboración, envasado y almacenamiento de alimentos para
consumo humano, con el objeto de garantizar que los alimentos se fabriquen en condiciones sanitarias
adecuadas y se disminuyan los riesgos inherentes a la producción.
Certificado de Buenas Prácticas de Manufactura: Documento expedido por la autoridad de salud
competente, al establecimiento que cumple con todas las disposiciones establecidas en el presente
reglamento.
HACCP: Siglas en inglés del Sistema de Análisis de Peligros y Puntos Críticos de Control, Sistema
que identifica, evalúa y controla peligros, que son significativos para la inocuidad del alimento.
Punto Crítico de Control: Es un punto en el proceso del alimento donde existe una alta probabilidad
de que un control inapropiado pueda provocar, permitir o contribuir a un peligro o a la descomposición
o deterioro del alimento final.
Área Crítica: Son las áreas donde se realizan operaciones de producción, en las que el alimento esté
expuesto y susceptible de contaminación a niveles inaceptables.
Proceso Tecnológico: Es la secuencia de etapas u operaciones que se aplican a las materias primas e
insumos para obtener un alimento. Esta definición incluye la operación de envasado y embalaje del
alimento terminado.
Insumo: Comprende los ingredientes, envases y empaques de alimentos.
Sustancia Peligrosa: Es toda forma de material que durante la fabricación, manejo, transporte,
almacenamiento o uso puede generar polvos, humos, gases, vapores, radiaciones o causar explosión,
corrosión, incendio, irritación, toxicidad u otra afección, que constituya riesgo para la salud de las
personas o causar daños materiales o deterioro del medio ambiente.
Higiene de los Alimentos: Son el conjunto de medidas preventivas necesarias para garantizar la
inocuidad y calidad de los alimentos en cualquier etapa de su manejo, incluida su distribución,
transporte y comercialización.
Inocuidad: Condición de un alimento que no hace daño a la salud del consumidor cuando es ingerido
de acuerdo a las instrucciones del fabricante.
Vigilancia Epidemiológica de las Enfermedades Transmitidas por los Alimentos: Es un sistema
de información simple, oportuno, continuo de ciertas enfermedades que se adquieren por el consumo
de alimentos o bebidas, que incluye la investigación de los factores determinantes y los agentes
causales de la afección, así como el establecimiento del diagnóstico de la situación, permitiendo la
formación de estrategias de acción para la prevención y control. Debe cumplir además con los
atributos de flexible, aceptable, sensible y representativo.
Alimentos de alto riesgo epidemiológico: Alimentos que, en razón a sus características de
composición especialmente en sus contenidos de nutrientes, actividad de agua y pH de acuerdo a
76
normas internacionalmente reconocidas, favorecen el crecimiento microbiano y por consiguiente
cualquier deficiencia en su proceso, manipulación, conservación, transporte, distribución y
comercialización puede ocasionar trastornos a la salud del consumidor.
Infestación: Es la presencia y multiplicación de plagas que pueden contaminar o deteriorar las
materias primas, insumos y los alimentos.
Ambiente: Cualquier área interna o externa delimitada físicamente que forma parte del
establecimiento destinado a la fabricación, al procesamiento, a la preparación, al envase,
almacenamiento y expendio de alimentos.
Actividad de agua (Aw): Es la cantidad de agua disponible en el alimento, que favorece el
crecimiento y proliferación de microorganismos. Se determina por el cociente de la presión de vapor
de la sustancia, dividida por la presión de vapor de agua pura, a la misma temperatura o por otro
ensayo equivalente.
Contaminante: Cualquier agente químico o biológico, materia extraña u otras sustancias agregadas
no intencionalmente al alimento, las cuales pueden comprometer la seguridad e inocuidad del
alimento.
Contaminaciones Cruzadas: Es el acto de introducir por corrientes de aire, traslados de materiales,
alimentos o circulación de personal, un agente biológico, químico bacteriológico o físico u otras
sustancias, no intencionalmente adicionadas al alimento, que pueda comprometer la inocuidad o
estabilidad del alimento.
Limpieza: Es el proceso o la operación de eliminación de residuos de alimentos u otras materias
extrañas o indeseables.
Desinfección - Descontaminación: Es el tratamiento físico, químico o biológico, aplicado a las
superficies limpias en contacto con el alimento con el fin de eliminar los microorganismos
indeseables, sin que dicho tratamiento afecte adversamente la calidad e inocuidad del alimento.
Diseño Sanitario: Es el conjunto de características que deben reunir las edificaciones, equipos,
utensilios e instalaciones de los establecimientos dedicados a la fabricación de alimentos.
Validación: Procedimiento por el cual con una evidencia técnica, se demuestra que una actividad
cumple el objetivo para el que fue diseñada.
Acta de Inspección: Formulario único que se expide con el fin de testificar el cumplimiento o no de
los requisitos técnicos, sanitarios y legales en los establecimientos en donde se procesan, envasan,
almacenan, distribuyen y comercializan alimentos destinados al consumo humano.
Entidad de Inspección: Entes naturales o jurídicos acreditados por el Sistema Ecuatoriano de
Metrología, Normalización, Acreditación y Certificación (MNAC) de acuerdo a su competencia
técnica para la evaluación de la aplicación de las Buenas Prácticas de Manufactura.
77
BIBLIOGRAFÍA
3M Petrifilm TM. (2004). Guía Interpretación ,. Placas para Recuento de E. coli y Coliformes.
Aguirre, E. (2014). Viabilidad Empresarial Para La Tecnificacion Ganadera En La Produccion De
Leche En Ecuador. Guayaquil: Universidad de Guayaquil.
Alvares. (2002). Manual Buenas Practicas Manufactura. Ibarra.
Barragan, R. (1997). Principios del Diseño Experimental . Ibarra: Universidad Técnica del Norte.
Borbonet, S., & Castañeda, R. (2010). Quesos de America del Sur. Buenos Aires : ALBATROS.
Bravo Martínez, F. (2012). El manejo higiénico de los alimentos acorde con la NOM-251-SSA1 2010.
México: LIMUSA.
CODEX. (2003). Norma del Codex para leches fermentadas.
Díaz, A., & Uría, R. (2009). Buenas Prácticas de Manufactura, Una guia para pequeños y medianos
empresarios. Buenas Prácticas de Manufactura, Una guia para pequeños y medianos
empresarios. San José, Costa Rica: ICCA.
FAO. (2003). CODEX ALIMENTARIUS, Principios Generales de los Alimentos. Roma: Fao.
FAO. (2004). Codex Alimentarius. Código de prácticas de higiene para la leche y productos lácteos.
Roma: FAO.
FAO. (2013). Codex Alimentarius. Código de practica de hiegiene para la leche y productos lacteos.
Roma: FAO.
FAO, F. (2012). Situación de la lecheria en America Latina y el Caribe en 2011. Chile: FAO.
FLORALP S.A. (2010). Instructivo para el control de calidad sanitaria.
FLORALP S.A. (2010). Instructivo de control microbilógico productos terminados.
Fundación Wikipedia, Inc. (19 de julio de 2015). Wikipedia. Obtenido de
https://es.wikipedia.org/wiki/Enfermedades_de_transmisi%C3%B3n_alimentaria

78
Gonzales, J. (2004). Manual de Calidad de Laboratorio para el Control Físico Químico y de Procesos
, Tesis de Ingeniería, Universidad Técnica del Norte. Ibarra.
HOLOS, T. (2004). Programa de implementacion y certificacion del sistema de gestion de la calidad
segun los requerimeintos de l norma ISO 9001/2000.
INEC. (2013). Encuesta de Superficie y Producción Agropecuaria Continua 2013.
INEN. (1985). NTE INEN 10, Leche pasteurizada requisitos. Quito: INEN.
INEN. (2011). NTE INEN 2395, Leches Fermentadas. Requisitos. Quito: INEN.
INEN. (2011). NTE INEN 2395:2001 Leches fermentadas: Requsitos. Quito: INEN.
INEN. (2011). NTE INEN 82. Queso Mozzarella. Requisitos. Quito: INEN.
INEN. (2012). Leche cruda requisitos. Quito: INEN.
INEN. (2012). NTE INEN 1428. Norma General para quesos frescos no madurados. Requisitos.
Quito: INEN.
INEN. (2012). NTE INEN 1528:2012 Norma General para quesos frescos no madrados requisistos.
ISO. (s.f.). Iso 9001: 2008.
Lucas, E. (2010). Alimentos e nocuidad. Su importancia para los pasises de America Latina y el
Caribe.
Madrid, A. (2012). Curso de manipuladores de alimentos. Barcelona.
Mencías, E., & Mayero, L. (2010). Manual de toxicología básica. Madrid: Díaz de Santos.
MSP. (4 de Noviembre de 2002). Reglamento de Buenas Prácticas para Alimentos Procesados.
Decreto Ejecutivo 3253, Registro Oficial 696. Quito, Ecuador.
Pazmiño, D. (2015). “Diseño e implementación de un sistema de aseguramiento de la calidad basado
en las Buenas Prácticas de Manufactura para garantizar la inocuidad en los Productos
Lácteos Bonanza” Pag 21-22. IBARRA.
Perez, M. (Diciembre de 2005). Elaboración de un Manual de Buenas Prácticas de Manufactura
(BPM) para "Reposteria El Hogar" . Honduras.

79
Pertz, A. (2011). Programa prerrequisistos para la inocuidada de los alimentos en la industria de los
alimentos. Managua.
Revista el Agro. (octubre de 2014). ¿Por qué es importante el consumo de leche? Revista el Agro, 16-
20.
Roman, M. (2007). Buenas Practicas de Manufactura ,planes de higiene planes de higiene y sistemas
de análisis de peligros y puntos criticos de control para la pequeña y mediana empresa
quesera. Argentina.
U.S. Food and Drug Administration. (2014 de mayo de 2014). FDA. Obtenido de
http://www.fda.gov/Food/ResourcesForYou/Consumers/ucm250640.htm

80
ANEXOS
ANEXO1. Certificado de buenas prácticas de manufactura

81
ANEXO 2. Lista de verificación auditoria buenas prácticas de manufactura.
LISTA DE VERIFICACIÓN REQUISITOS DE BUENAS PRÁCTICAS
DE MANUFACTURA (FUENTE: LV-SIA-BPM-004)
COD: LV-ARCSA-BPM-AL-004
FECHA REVISION: 10/09/2013
VERSIÓN: 1
CVINFBPM20-2014
No REQUISITOS CUMPLE
OBSERVACIONES SI NO N/A
REQUISITOS DE LAS INSTALACIONES
( TÍTULO III, CAPÍTULO I)
(Art. 3 y Art. 4) De las condiciones mínimas básicas y localización
1 El establecimiento está protegido de focos de insalubridad
2
El diseño y distribución de las áreas permite una apropiada limpieza,
desinfección y mantenimiento evitando o minimizando los riesgos de
contaminación y alteración.
(Art. 5) Diseño y Construcción
3 Ofrece protección contra polvo, materias extrañas, insectos, roedores,
aves y otros elementos del ambiente exterior
4 La construcción es sólida y dispone de espacio suficiente para la
instalación; operación y mantenimiento de los equipos
5 Las áreas interiores están divididas de acuerdo al grado de higiene y al
riesgo de contaminación.
(Art. 6) Condiciones específicas de las áreas, estructuras internas y accesorios.
1. Distribución de áreas
6 Las áreas están distribuidos y señalizados de acuerdo al flujo hacia
adelante
7 Las áreas críticas permiten un apropiado mantenimiento, limpieza,
desinfección y desinfestación
8 Los elementos inflamables, están ubicados en área alejada y adecuada
lejos del proceso
2. Pisos, paredes, techos y drenajes
9 Permiten la limpieza y están en adecuadas condiciones de limpieza
10 Los drenajes del piso cuenta con protección
11 En áreas críticas las uniones entre pisos y paredes son cóncavas
12 Las áreas donde las paredes no terminan unidas totalmente al techo, se
encuentran inclinadas para evitar acumulación de polvo.

82
13 Los techos falsos techos y demás instalaciones suspendidas facilitan la
limpieza y mantenimiento.
3. Ventana, puertas y otras aberturas
14 En áreas donde el producto esté expuesto, las ventanas, repisas y otras
aberturas evitan la acumulación de polvo
15 Las ventanas son de material no astillable y tienen protección contra
roturas
16 Las ventanas no deben tener cuerpos huecos y permanecen sellados
17 En caso de comunicación al exterior cuenta con sistemas de protección
a prueba de insectos, roedores, etc.
18
Las puertas se encuentran ubicadas y construidas de forma que no
contaminen el alimento, faciliten el flujo regular del proceso y limpieza
de la planta.
19
Las áreas en donde el alimento este expuesto no tiene puertas de acceso
directo desde el exterior, o cuenta con un sistema de seguridad que lo
cierre automáticamente,
6.Escaleras, Elevadores y Estructuras Complementarias (rampas, plataformas).
20 Están ubicadas sin que causen contaminación o dificulten el proceso
21 Proporcionan facilidades de limpieza y mantenimiento
22 Poseen elementos de protección para evitar la caída de objetos y
materiales extraños
5. Instalaciones eléctricas y redes de agua
23 Es abierta y los terminales están adosados en paredes o techos en áreas
críticas existe un procedimiento de inspección y limpieza.
24 Se ha identificado y rotulado las líneas de flujo de acuerdo a la norma
INEN
6. Iluminación
25 Cuenta con iluminación adecuada y protegida a fin de evitar la
contaminación física en caso de rotura.
7. Calidad de Aire y Ventilación
26 Se dispone de medios adecuados de ventilación para prevenir la
condensación de vapor, entrada de polvo y remoción de calor
27 Se evita el ingreso de aire desde un área contaminada a una limpia, y
los equipos tienen un programa de limpieza adecuado.
28 Los sistemas de ventilación evitan la contaminación del alimento,
están protegidas con mallas de material no corrosivo
29 Sistema de filtros sujeto a programas de limpieza
8.Control de temperatura y humedad ambiental

83
30 Se dispone de mecanismos para controlar la temperatura y humedad
del ambiente
9. Instalaciones Sanitarias
31 Se dispone de servicios higiénicos, duchas y vestuarios en cantidad
suficiente e independientes para hombres y mujeres
32 Las instalaciones sanitarias no tienen acceso directo a las áreas de
Producción.
33
Se dispone de dispensador de jabón, papel higiénico, implementos para
secado de manos, recipientes cerrados para depósito de material usado
en las instalaciones sanitarias
34 Se dispone de dispensadores de desinfectante en las áreas críticas
35
Se ha dispuesto comunicaciones o advertencias al personal sobre la
obligatoriedad de lavarse las manos después de usar los sanitarios y
antes de reiniciar las labores de producción
(Art. 7) Servicios de planta – facilidades/(Art. 26 ) Agua
1. Suministro de agua
36 Se dispondrá de un abastecimiento y sistema de distribución adecuado
de agua
37 Se utiliza agua potable o tratada para la limpieza y lavado de materia
prima, equipos y objetos que entran en contacto con los alimentos
38 Los sistemas de agua no potable se encuentran diferenciados de los de
agua no potable
39 En caso de usar hielo es fabricado con agua potable o tratada bajo
normas nacionales o internacionales
40 Se garantiza la inocuidad del agua re utilizada
2. Suministros de vapor
41 El generador de vapor dispone de filtros para retención de partículas,
y usa químicos de grado alimenticio
3. Disposición de desechos sólidos y líquidos
42
Se dispone de sistemas de recolección, almacenamiento, y protección
para la disposición final de aguas negras,
efluentes industriales y eliminación de basura
43 Los drenajes y sistemas de disposición están diseñados y construidos
para evitar la contaminación
44 Los residuos se remueven frecuentemente de las áreas de producción y
evitan la generación de malos olores y refugio de plagas
45 Están ubicadas las áreas de desperdicios fuera de las de producción
y en sitios alejados de misma
EQUIPOS Y UTENSILLOS
( TÍTULO III, CAPÍTULO II)
(Art. 8) (Art. 29)

84
46 Diseño y distribución está acorde a las operaciones a realizar
47 Las superficies y materiales en contacto con el alimento, no representan
riesgo de contaminación
48
Se evita el uso de madera o materiales que no puedan limpiarse y
desinfectarse adecuadamente o se tiene certeza que no es una fuente de
contaminación
49 Los equipos y utensilios ofrecen facilidades para la limpieza,
desinfección e inspección
50 Las mesas de trabajo con las que cuenta son lisas, bordes redondeados,
impermeables, inoxidables y de fácil limpieza
51 Cuentan con dispositivos para impedir la contaminación del producto
por lubricantes, refrigerantes, etc.
52 Se usa lubricantes grado alimenticio en equipos e instrumentos
ubicados sobre la línea de producción
53
Las tuberías de conducción de materias primas y alimentos son
resistentes, inertes, no porosos, impermeables y fácilmente
desmontables
54 Las tuberías fijas se limpian y desinfectan por recirculación de
sustancias previstas para este fin
55 El diseño y distribución de equipos permiten: flujo continuo del
personal y del material
(Art. 9) Monitoreo de los equipos
56 La instalación se realizó conforme a las recomendaciones del fabricante
57 Provista de instrumentación e implementos de control adecuados
REQUISITOS HIGIÉNICOS DE FABRICACIÓN PERSONAL (TÍTULO IV, CAPÍTULO I)
(Art. 10) Consideraciones Generales
58 Se mantiene la higiene y el cuidado personal
(Art. 11), (Art. 28) (Art. 50) Educación y capacitación
59
Se han implementado un programa de capacitación documentado,
basado en BPM que incluye normas, procedimientos y precauciones a
tomar
60 El personal es capacitado en operaciones de empacado.
61 El personal es capacitado en operaciones de fabricación
( Art. 12) Estado de Salud
62 El personal manipulador de alimentos se somete a un reconocimiento
médico antes de desempeñar funciones
63
Se realiza reconocimiento médico periódico o cada vez que el personal
lo requiere, y después de que ha sufrido una enfermedad infecto
contagiosa
64
Se toma las medidas preventivas para evitar que labore el personal
sospechoso de padecer infecciosa susceptible de ser transmitida por
alimentos

85
(Art. 13) Higiene y medidas de protección
65 El personal dispone de uniformes que permitan visualizar su limpies,
se encuentran en buen estado y limpios
66 El calzado es adecuado para el proceso productivo
67 El uniforme es lavable o desechable y as operaciones de lavado se
realiza en un lugar apropiado
68 Se evidencia que el personal se lava las manos y desinfecta según
procedimientos establecidos
(Art. 14) Comportamiento del personal
69 El personal acata las normas establecidas que señalan la prohibición de
fumar y consumir alimentos y bebidas
70
El personal de áreas productivas mantiene el cabello cubierto, uñas
cortas, sin esmalte, sin joyas, sin maquillaje, barba o bigote cubiertos
durante la jornada de trabajo
(Art. 15)
71 Se prohíbe el acceso a áreas de proceso a personal no autorizado
(Art. 16)
72 Se cuenta con sistema de señalización y normas de seguridad
(Art. 17)
73 Las visitas y el personal administrativo ingresan a áreas de proceso con
las debidas protecciones y con ropa adecuada
MATERIA PRIMA E INSUMOS (TÍTULO IV, CAPITULO II)
(Art. 18), (Art. 19) Inspección de materias primas e insumos
74 No se aceptan materias primas e ingredientes que comprometan la
inocuidad del producto en proceso
(Art. 20), (Art. 21) Recepción y almacenamiento de materias primas e insumos
75
La recepción y almacenamiento de materias primas e insumos se
realiza en condiciones de manera que eviten su contaminación,
alteración de su composición y daños físicos.
76 Se cuenta con sistemas de rotación periódica de materias primas
(Art. 22) Recipientes, contenedores y empaques
77 Son de materiales que no causen alteraciones o contaminaciones
(Art. 23) Traslado de insumos y materias primas
78 Procedimientos de ingreso a área susceptibles a contaminación
(Art. 24), (Art. 25) Manejo de materias primas e insumos
79 se realiza la descongelación bajo condiciones controladas
80 Al existir riesgo microbiológico no se vuelve a congelar

86
81 La dosificación de aditivos alimentarios se realiza de acuerdo a límites
establecidos en la normativa vigente
OPERACIONES DE PRODUCCIÓN
(TÍTULO IV ,CAPÍTULO III)
(Art. 27), (Art. 33) Planificación del producción
82 Se dispone de planificación de las actividades de producción
(Art. 28) (Art. 31) (Art. 33) (Art. 34) (Art. 35) (Art. 36) (Art. 39) (Art. 40)
Procedimientos y actividades de producción
83 Cuenta con procedimientos de producción validados y registros de
fabricación de todas las operaciones efectuadas
84 Se incluye puntos críticos donde fuere el caso con sus observaciones y
advertencias
85 Se cuenta con procedimientos de manejo de substancias peligrosas,
susceptibles de cambio, etc.
86
Se realiza controles de las condiciones de operación(tiempo,
temperatura, humedad, actividad acuosa (Aw), pH, presión, etc.,
cuando el proceso y naturaleza del alimento lo requiera
87
Se cuenta con medidas efectivas que prevengan la contaminación física
del alimento como instalando mallas, trampas, imanes, detectores de
metal, etc.
88 Se registran las acciones correctivas y medidas tomadas de
anormalidades durante el proceso de fabricación
89 Se cuenta con procedimientos de destrucción o desnaturalización
irreversible de alimentos no aptos para ser reprocesados
90 Se garantiza la inocuidad de los productos a ser reprocesados
91 Los registros de control de producción y distribución son mantenidos
por un período mínimo equivalente a la vida del producto
(Art. 30) Condiciones pre operacionales
92 Los procedimientos de producción están disponibles
93 Se cumple con las condiciones de temperatura, humedad, ventilación,
etc.
94 Se cuenta con aparatos de control en buen estado de funcionamiento
(Art. 32) (Art. 46) Trazabilidad
95 Se identifica el producto con nombre, lote y fecha de fabricación
(Art. 37) (Art. 42)
96 Se garantiza la inocuidad de aire o gases utilizados como medio de
transporte y/o conservación
ENVASADO, ETIQUETADO Y EMPAQUETADO
(TÍTULO IV, CAPÍTULO IV)
(Art. 41) (Art. 38) (Art. 51) Condiciones generals

87
97 Se realiza le envasado, etiquetado y empaquetado conforme normas
técnicas
98 El llenado y/o envasado se realiza rápidamente a fin de evitar
contaminación y/o deterioros
99 De ser el caso, las operaciones de llenado y empaque se efectúan en
áreas separadas.
(Art. 42) (Art. 43) (Art. 44) Envases
100 El diseño y los materiales de envasado deben ofrecer protección
adecuada de los alimentos
101 En el caso de envases reutilizables, son lavados, esterilizados y se
eliminan los defectuosos
102 Si se utiliza material de vidrio existen procedimientos que eviten que
las roturas en la línea contaminen recipientes adyacentes.
(Art. 45) Tanques y depósitos
103 Los tanques o depósitos de transporte al granel permiten una adecuada
limpieza y están desempeñados conforme a normas técnicas
(Art. 47) Actividades pre operacionales
104
Previo al envasado y empaquetado se verifica y registra que los
alimentos correspondan con su material de envase y
acondicionamiento y que los recipientes estén limpios y desinfectados.
(Art. 48)
105 Los alimentos en sus envases finales, están separados e identificados.
(Art. 49)
106 Las cajas de embalaje de los alimentos terminados son colocadas sobre
plataformas o paletas que eviten la contaminación.
ALMACENAMIENTO, DISTRIBUCIÓN TRANSPORTE Y ALMACENAMIENTO (TÍTULO IV, CAPÍTULO V)
(Art.52) (Art.53) (Art.54) (Art.55) (Art.56) (Art.57) Condiciones generals
107
Los almacenes o bodega para alimentos terminados tienen condiciones
higiénicas y ambientales
apropiados.
108
En función de la naturaleza del alimento los almacenes o bodegas,
incluyen dispositivos de control de temperatura y humedad, así como
también un plan de limpieza y control de plagas.
109 Los alimentos son almacenados, facilitando el ingreso del personal para
el aseo y mantenimiento del local.
110 Se identifican las condiciones del alimento: cuarentena, aprobado.
(Art. 58) Transporte
111 El transporte mantienen las condiciones higiénico - sanitarias y de
temperatura adecuados

88
112 Están construidos con materiales apropiados para proteger al alimento
de la contaminación y facilitan la limpieza
113 No se transporta alimentos junto a sustancias tóxicas.
114 Previo a la carga de los alimentos se revisan las condiciones sanitarias
de los vehículos.
115 El representante legal del vehículo es el responsable de la condiciones
exigidas por el alimento durante el transporte
(Art. 59) Comercialización
116 La comercialización de alimentos garantizará su conservación y
protección.
117 Se cuenta con vitrinas, estantes o muebles de fácil limpieza
118 Se dispone de neveras y congeladores adecuados para alimentos que lo
requieran.
119 El representante legal de la comercialización es el responsable de las
condiciones higiénico - sanitarias
ASEGURAMIENTO Y CONTROL DE CALIDAD
(TÍTULO V, CAPÍTULO UNICO)
(Art. 60) Procedimientos de control de calidad
120 Previenen defectos evitables
121 Reducen defectos naturales
(Art. 61) Sistema de control de aseguramiento de la inocuidad
122 Cubre todas las etapas de procesamiento del alimento (Recepción de
materias primas e insumos hasta distribución de producto terminado)
123 Es esencialmente preventivo
(Art. 62)
124 Existen especificaciones de materias primas y productos terminados
125 Las especificaciones definen completamente la calidad de los alimentos
126
Las especificaciones incluyen criterios claros para la aceptación,
liberación o retención y rechazo de materias primas y producto
terminado
127 Existen manuales e instructivos, actas y regulaciones sobre planta,
equipos y procesos
128
Los manuales e instructivos, actas y regulaciones Contienen los detalles
esenciales de: equipos, procesos y procedimientos requeridos para
fabricar alimentos, del sistema almacenamiento y distribución,
métodos y procedimientos de laboratorio.
129
Los planes de muestreo, los procedimientos de laboratorio,
especificaciones métodos de ensayo, son reconocidos oficialmente o
normados
(Art. 63)

89
130 En el caso de tener implementado HACCP, se ha aplicado BPM como
prerrequisito
(Art. 64)
131 Se cuenta con un laboratorio propio y/o externo acreditado
(Art. 65), (Art. 30) Registros individuales escritos de cada equipo o instrumento para:
132 Limpieza
133 Calibración
134 Mantenimiento preventivo
(Art. 66), (Art. 29), (Art. 30) Programas de limpieza y desinfección
135
Procedimientos escritos incluyen los agentes y sustancias utilizadas,
las concentraciones o forma de uso, equipos e implementos requeridos
para efectuar las operaciones, periodicidad de limpieza y desinfección.
136 Los procedimientos están validados
137
Están definidos y aprobadas los agentes y sustancias así como las
concentraciones, formas de uso, eliminación y tiempos de acción del
tratamiento
138 Se registran las inspecciones de verificación después de la limpieza y
desinfección
139 Se cuenta con programas de limpieza pre-operacional validados,
registrados y suscritos
(Art. 67) Control de plagas
140 Se cuenta con un sistema de control de plagas
141 Si se cuenta con un servicio tercerizado, este es especializado
142
Independientemente de quien haga el control, la empresa es la
responsable por las medidas preventivas para que, durante este
proceso, no se ponga en riesgo la inocuidad de los alimentos.
143
Se realizan actividades de control de roedores con agentes físicos dentro
de las instalaciones de producción, envase, transporte y distribución de
alimentos
144 Se toman todas las medidas de seguridad para que eviten la pérdida de
control sobre los agentes usados.
DOCUMENTOS Y REGISTROS A SOLICITAR
Métodos Operativos y prácticas del personal
Programa de capacitación continuo y permanente para todo el
personal sobre BPMs

90
Carnet de salud, resultados de evaluaciones médicas,
programa de salud
Hojas de especificaciones de materias primas y registros de
inspecciones de estos
Procedimiento para ingreso de ingredientes a áreas susceptibles de
contaminación
Procedimientos validados de elaboración de
alimentos
Descripción secuencial de los procesos
conjuntamente y límites
Registro a correcciones cuando el proceso salga fuera de
parámetros
Procedimientos cuando ocurran rotura de envases de
vidrio en línea
Registros de inspección de vehículos
Registros de aceptación, liberación, retención y rechazo de materias primas y productos
terminados
Mantenimiento para la seguridad de los alimentos
Procedimiento para la inspección y limpieza de instalaciones eléctricas en áreas críticas.
Programa de limpieza periódica de los sistemas de ventilación
Programa de mantenimiento, limpieza o cambios de los filtros de aire
Evidencia de la característica potable del agua
Evidencia de la potabilidad del hielo
Evidencia que los químicos de caldera no presentan riesgo para el alimento
Evidencia del uso de lubricantes grado alimenticio en los lugares que se requiera
Programa de calibración de instrumentos y equipos
Prácticas de limpieza
Procedimientos de limpieza detallados, deben contemplar el uso detallado de los agentes y sustancias de desinfección – de requerirse
Aprobación de sustancias de limpieza y desinfección
Procedimientos de limpieza y desinfección validados.
Registros de monitoreo y verificación después de la limpieza y desinfección
Programa de control de plagas
Programa escrito de control de plagas

91
Evidencia del control sobre el uso de los agentes químicos utilizados
Suficiencia del los programas
Especificaciones sobre las materias primas y alimentos terminados.
Manuales e instructivos, actas y regulaciones donde se describan los detalles esenciales de equipos, procesos y
procedimientos requeridos para fabricar alimentos, así como el sistema almacenamiento y distribución.
Métodos y procedimientos de laboratorio - de requerirse
NOMBRE DEL ESTABLECIMIENTO:
ORGANISMO DE INSPECCIÓN ACREDITADO ASIGNADO:
INSPECTOR LIDER REPRESENTANTE LEGAL
NOMBRE_________________________________________________
NOMBRE__________________________________
FECHA: _______________________________________________
FECHA:
____________________________________
FIRMA
FIRMA

92
ANEXO 3. 3M placas Petrifilm , para el recuento de e. coli y coliformes totales

93

94

95

96
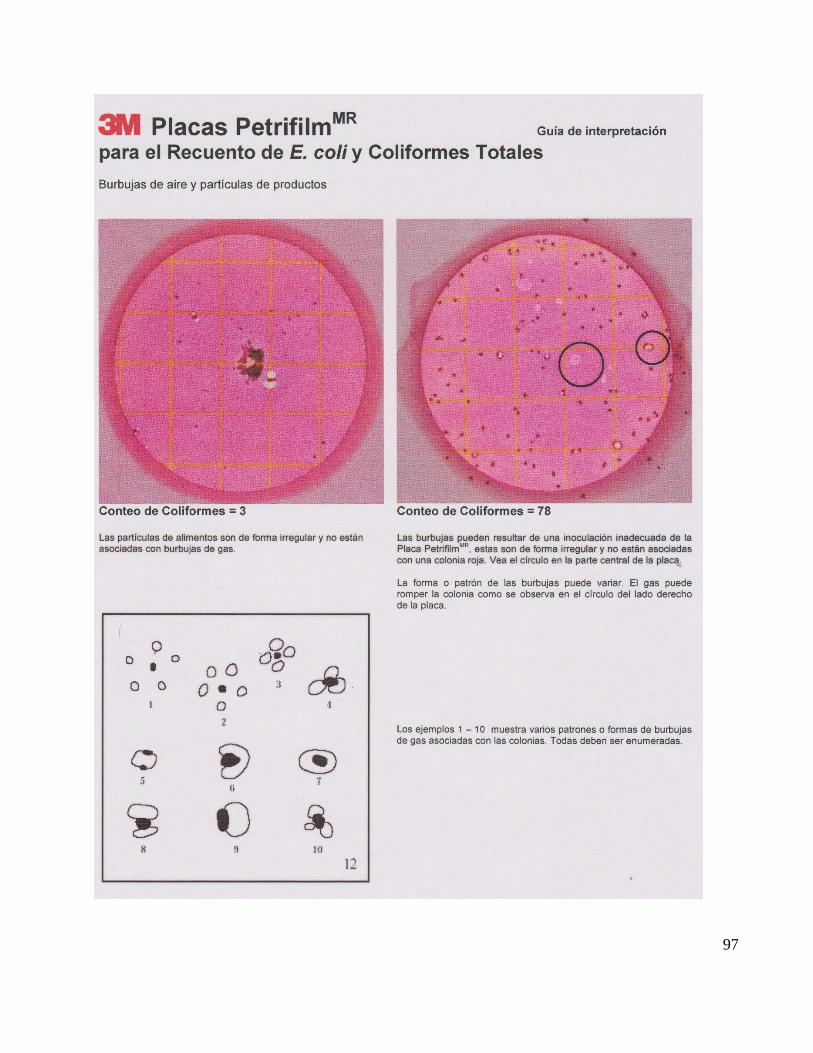
97
98
ANEXO 4. Registro de capacitación
Izquierda y derecha, fotografías de capacitación. Abajo, registro de asistencia.

99