extrusion of starch-extended water-soluble polyvinyl alcohol
TRANSCRIPT

s94 Ind. Eng. Chem. Prod. Res. Dev. 1904, 23, 594-595
Extrusion of Starch-Extended Water-Soluble Polyvinyl Alcohol
Bethrand Tabugbo Nwufo,*t Gerry J. L. Grlffln,* and Kleran I. Ekpenyongt
Department of Chemistry, Faculty of Natural Sciences, University of Jos, Jos, Nigera, and Department of Non-Metallic Materials, Brunel University, Uxbridge, MMlesex, England
A 1: 1 mixture of polyvinyl alcohol and corn starch has been extruded into pipes through the use of a vacuum sizing (external) calibrator. The calibrator, which incorporates a water-cooling device, sizes the hot polyvinyl alcohol/corn starch extrudate to the desired pipe dimension: the extrudate itself is cooled slmultaneously, while at the same time contact between the extrudate and water is prevented.
Introduction Polyvinyl alcohol (PVA), a highly water-soluble polymer
of limited processibility, finds wide application, especially in such areas as textiles, paints, and adhesive industries (Brydson, 1966). A major drawback in PVA processing is its decomposition prior to melting (Toyoshima, 1951). Wet processing of PVA at aqueous solution concentrations of 60% PVA allows for limited casting of PVA into film or spinning into yarns. However, this technique is unsuitable in the production of materials of higher strength such as thick-walled sheets and pipes. This is because considerable time is required in the preparation of solution, processing, and evaporation of water after forming or molding. The melting problem has been overcome by internal plastici- zation of the PVA. A technical design which has improved the dry processing of PVA is one in which the hot extru- date emerging from the extruder die maintains its shape and is water-cooled simultaneously, without direct contact between the water and the extrudate. This sizing (spe- cifically vacuum sizing incorporating water cooling) device known as an external calibrator (Granville, 1971) has been employed in this study for the dry processing of PVA/corn starch composite into pipes.
Materials PVA was an internally plasticized copolymer (mowiol)
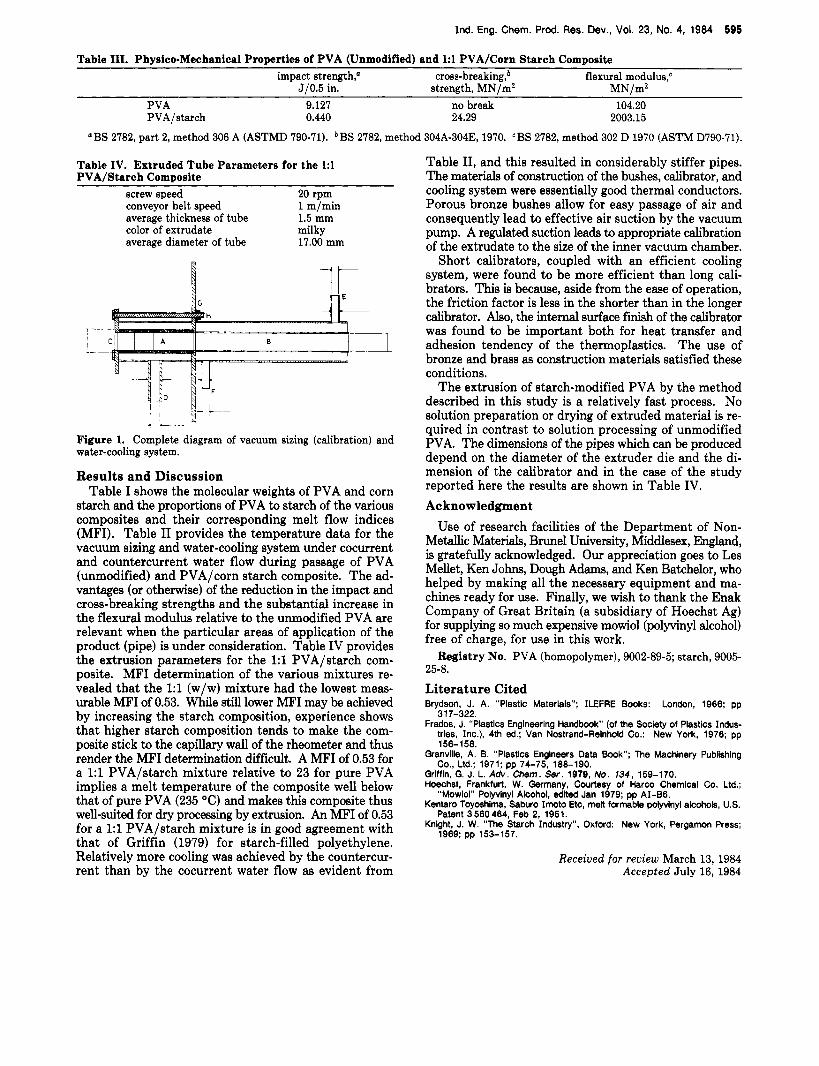
and a product of Harco Chemical Co., England (Hoechst, 1979). Its bulk density was of the range of 0.53-0,62 g/cm3. Corn starch was the U.S.A. grown type and contained 59.4% starch (Knight, 1969). The general form of the vacuum sizing calibrator is as shown in Figure 1. The calibrator (Metals Handbook, 8th edition, 1961) consists of a vacuum of sizing tube (Figure 1, A) and a water-cooling jacket (B). The vacuum chamber has four porous bronze bushes and a brass tube soldered to the die-end plate (C). The tube (A) can be evacuated through the outlet (D). The water-cooling jacket (B) is constructed of two brass cyl- inders of different diameters, with the external cylinder having an inlet (E) and outlet (F) for water circulation. This chamber is soldered onto a brass plate (G). Both (A) and (B) are assembled together by means of bolts and screws (H).
The single screw extruder (not shown) was a product of Reifenhauser Ag Maschinenfabrik, Troisdorf, Cologne, West Germany. Compounding of the various compositions of PVA/starch mixtures was carried out with the Francis Shaw two-roll mill operated a t 175 "C. The melt flow index of the compounded products was determined with
University of Jos. * Brunel University.
Table I. Molecular Weights of PVA and Corn Starch and the Melt Flow Indices (MFI) of Their Mixtures (Molecular Weight: PVA, 20 000; Corn Starch, 30 000)
wt % PVA wt % starch MFI 100 0 22.90 90 10 9.08 80 20 6.45 70 30 3.36 60 40 2.16 50 50 0.53
Table 11. Temperature Data for Cocurrent and Countercurrent Cooling Water Flow of the Vacuum Sizing System
1. Cocurrent Flow inlet temperature of extrudate: outlet temperature of extrudate:
outlet temperature of water:
inlet temperature of extrudate
150 "C 82 "C 21 "C 29 "C
inlet temperature of water:
2. Countercurrent Flow 150 "C 74 "C 21 "C 33 "C
outlet temperature of extrudate inlet temperature of water outlet temperature of water
the constant load capillary rheometer of Devenport Co., Ltd., England, operated at 190 f 2 "C (Table I), ASTMD
Experimental Section The compounded PVA/starch composite in the form of
pellets is fed from a feed hopper through a feed throat into the channel of a screw (not shown) which rotates in a temperature-regulated barrel. In this region the material undergoes zonal electrical heating to a maximum tem- perature of 150 "C. Melting is achieved and the material is conveyed forward through an adaptor into the die of the extruder (C in Figure 1) which is 12.7 mm in diameter (Frados, 1976). From the extruder, the PVA/starch melt emerges practically in a tubular form with a sealed end and enters the vacuum sizing device (A in Figure 1). The tubular composite is continuously inflated by passage of air through the die. By this arrangement, the tubular composite is in direct contact with the inner surface of the vacuum sizing device, with the air pressure as well exerting an internal pressure on the composite. Depending on the diameter and wall thickness of A, as well as the viscosity of the composite, the applied air pressure generally varied between 562.48 X lo2 and 703.1 X lo2 kg m-2. Under this condition, the external surface of the extrudate becomes frozen to size and is self-supporting. Final cooling throughout the entire wall thickness is then achieved as the tubular extrudate passes through the water-cooling chamber.
(1238-73).
0196-4321/84/1223-0594$01.50/0 0 1984 American Chemical Society
Ind. Eng. Chem. Prod. Res. Dev., Vol. 23, No. 4, 1984 595
Table 111. Physico-Mechanical Properties of PVA (Unmodified) and 1:l PVA/Corn Starch Composite impact strength: cross-breaking,b flexural modulus;
510.5 in. strength, MN/m2 MN/m2 PVA 9.127 no break 104.20 PVA/starch 0.440 24.29 2003.15
“BS 2782, part 2, method 306 A (ASTMD 790-71). *BS 2782, method 304A-304E, 1970. “S 2782, method 302 D 1970 (ASTM D790-71).
Table IV. Extruded Tube Parameters for the 1:l PVA/Starch Composite
screw speed 20 rpm conveyor belt speed 1 m/min average thickness of tube 1.5 mm color of extrudate milky average diameter of tube 17.00 mm
I li-
I [?-- I
c; c- 4 -
Figure 1. Complete diagram of vacuum sizing (calibration) and water-cooling system.
Results and Discussion Table I shows the molecular weights of PVA and corn
starch and the proportions of PVA to starch of the various composites and their corresponding melt flow indices (MFI). Table I1 provides the temperature data for the vacuum sizing and water-cooling system under cocurrent and countercurrent water flow during passage of PVA (unmodified) and PVA/corn starch composite. The ad- vantages (or otherwise) of the reduction in the impact and cross-breaking strengths and the substantial increase in the flexural modulus relative to the unmodified PVA are relevant when the particular areas of application of the product (pipe) is under consideration. Table IV provides the extrusion parameters for the 1:l PVA/starch com- posite. MFI determination of the various mixtures re- vealed that the 1:l (w/w) mixture had the lowest meas- urable MFI of 0.53. While still lower MFI may be achieved by increasing the starch composition, experience shows that higher starch composition tends to make the com- posite stick to the capillary wall of the rheometer and thus render the MFI determination difficult. A MFI of 0.53 for a 1:l PVA/starch mixture relative to 23 for pure PVA implies a melt temperature of the composite well below that of pure PVA (235 OC) and makes this composite thus well-suited for dry processing by extrusion. An MFI of 0.53 for a 1:l PVAIstarch mixture is in good agreement with that of Griffin (1979) for starch-filled polyethylene. Relatively more cooling was achieved by the countercur- rent than by the cocurrent water flow as evident from
Table 11, and this resulted in considerably stiffer pipes. The materials of construction of the bushes, calibrator, and cooling system were essentially good thermal conductors. Porous bronze bushes allow for easy passage of air and consequently lead to effective air suction by the vacuum pump. A regulated suction leads to appropriate calibration of the extrudate to the size of the inner vacuum chamber.
Short calibrators, coupled with an efficient cooling system, were found to be more efficient than long cali- brators. This is because, aside from the ease of operation, the friction factor is less in the shorter than in the longer calibrator. Also, the internal surface finish of the calibrator was found to be important both for heat transfer and adhesion tendency of the thermoplastics. The use of bronze and brass as construction materials satisfied these conditions.
The extrusion of starch-modified PVA by the method described in this study is a relatively fast process. No solution preparation or drying of extruded material is re- quired in contrast to solution processing of unmodified PVA. The dimensions of the pipes which can be produced depend on the diameter of the extruder die and the di- mension of the calibrator and in the case of the study reported here the results are shown in Table IV. Acknowledgment
Use of research facilities of the Department of Non- Metallic Materials, Brunel University, Middlesex, England, is gratefully acknowledged. Our appreciation goes to Les Mellet, Ken Johns, Dough Adams, and Ken Batchelor, who helped by making all the necessary equipment and ma- chines ready for use. Finally, we wish to thank the Enak Company of Great Britain (a subsidiary of Hoechst Ag) for supplying so much expensive mowiol (polyvinyl alcohol) free of charge, for use in this work.
Registry No. PVA (homopolymer), 9002-89-5; starch, 9005- 25-8.
Literature Cited Brydson, J. A. “Plastic Materials”; ILEFRE Books: London, 1966; pp
Frados, J. “Plastics Engineering Handbook” (of the Society of Plastics Indus- tries, Inc.), 4th ed.; Van Nostrand-Reinhold Go.: New York, 1976; pp
Granville, A. E. “Plastlcs Engineers Data Book”; The Machinery Publishing
Grlffin, G. J. L. A&. Chem. Ser. 1979, No. 134, 159-170. Hoechst. Frankfurt, W. Germany, Courtesy of Harco Chemical Go. Ltd.;
“Mowiol” Polyvinyl Alcohol, edited Jan 1979; pp AI-BB. Kentaro Toyoshlma, Saburo Imoto Etc, melt formable polyvinyl alcohols, US.
Patent 3560464, Feb 2. 1951. Knlght. J. W. “The Starch Industry”, Oxford: New York, Pergamon Press;
Received for review March 13, 1984 Accepted July 16, 1984
317-322.
156-158.
GO., Ltd.; 1971; pp 74-75, 188-190.
1969; pp 153-157.