exercises in welding process and equipment ---part 3
TRANSCRIPT

1
Takayoshi OHJI
Professor Emeritus, Osaka University
Dr. of Engineering
VIRTUAL WELD CO.,LTD
Exercises in Welding Process and Equipment
--- Part 3: Power-source and Equipment ---
JICA_JICA_JICA_JICA_OHJI
© OK 0912
Ex. Explain briefly the following technical terms.
①①①① Reactance
②②②② Power factor
JWES_JWES_JWES_JWES_OHJI

2
Ex. Power sourceWelding processes are given in the column A in the following table. The external
characteristics of the power sources and the wire (including rod) feeding systems
or electrode adjusting systems are given in Group B and Group C below.Select and put a mark of the appropriate word in the column B and C respectively.
Group B: Power source
(a) Drooping (or constant current) characteristics
(b) Constant potential characteristics
Group C: Wire feeding system or electrode adjusting system
(1)Manually feeding or adjusting
(2)Voltage feed-back control feeding or adjusting
(3)Constant speed feeding or adjusting
A Welding process B Power source C Wire feeding system
SMAW
TIG welding (GTAW)
MIG welding (GMAW)
MAG welding (GMAW)
SAW
© JWES 0808
JWES_JWES_JWES_JWES_OHJI
Output characteristics of welding power source ①①①①
The output characteristics of welding power source is classified into two types, i.e.,
the constant current (or the drooping characteristics) and the constant voltage types.
The constant-current type of power source (CC) is generally applied to manual arc
welding processes such as shielded metal arc welding, TIG welding or plasma arc
welding, where the variation in arc length caused by the manual operation is inevitable.
The constant-voltage type of power source (CV) is generally applied to MAG or
MIG welding process where a consumable electrode-wire is used and the electrode is
fed at a constant speed to make use of the self regulation effect.
Fig.1 Constant voltage and constant current welding power sources
Output current
(a) Drooping characteristics (b) Constant voltage characteristics
Constant current
characteristics
Output current
Output
voltage
Output
voltage
Drooping
characteristics Constant voltage
characteristics
JWES_JWES_JWES_JWES_OHJI

3
Ex. Power Sources for Welding _No.1
A constant voltage type of power source is applied to MAG arc welding.
The power source with a constant-speed wire feeder sustains a nearly
constant arc voltage (arc length) during the welding operation. Explain the
mechanism of the self regulation of arc length.
JWES_JWES_JWES_JWES_OHJI
I0 Current
Self regulation of arc length in constant voltage type power source
Arc characteristics
L0MR
WF
WF=MR
WF:WF:WF:WF: const. MRMRMRMR≒≒≒≒f(I)f(I)f(I)f(I)
Output characteristics
of power source
Ll
Ll
Voltage
Arc length:
Ls<L0<Ll
Ls
WF<MRWF>MR
L0
Ls
JWES_JWES_JWES_JWES_OHJI

4
Ex. Power Sources for Welding _No.2
In AC Welding Power Sources mostly used in Japan, the drooping external
characteristics are normally provided by means of the movable iron core
installed in the welding transformer. The welding current adjustment is made by
taking in or taking out the movable iron core. Explain this principle, showing a
schematic diagram of the welding transformer and an external characteristics
diagram of the welding power source.
JWES_JWES_JWES_JWES_OHJI
In AC Welding Power Sources mostly used in Japan, the drooping characteristics are
generally realized by using a movable iron core, installed in the welding transformer.
The welding current, the output is adjusted by taking in or taking out the movable core.
For example, as shown in Fig.1, a third iron core M3 is inserted between the cores M1
and M2 of a normal transformer, so that when the load current flows, the magnetic flux
partially leaks and passes through the iron core M3, which then acts as a series reactor.
Since the magnetic leakage flux, i.e. reactance, becomes larger as M3 is inserted deeper
into the main transformer, the external characteristics of the power source changes, as
shown in Fig.2, and the output current (arc current) becomes smaller.
Fig. 1 Movable iron core type Fig.2 External characteristic of power source
Primary input
Primary coil Secondary coil
Movable core
Electrode
Base metal
M3
M1M2
Output current
Leakage flux: small
Leakage flux: large
Outp
ut
voltag
e
A.C. Welding Power Source JWES_JWES_JWES_JWES_OHJI
5
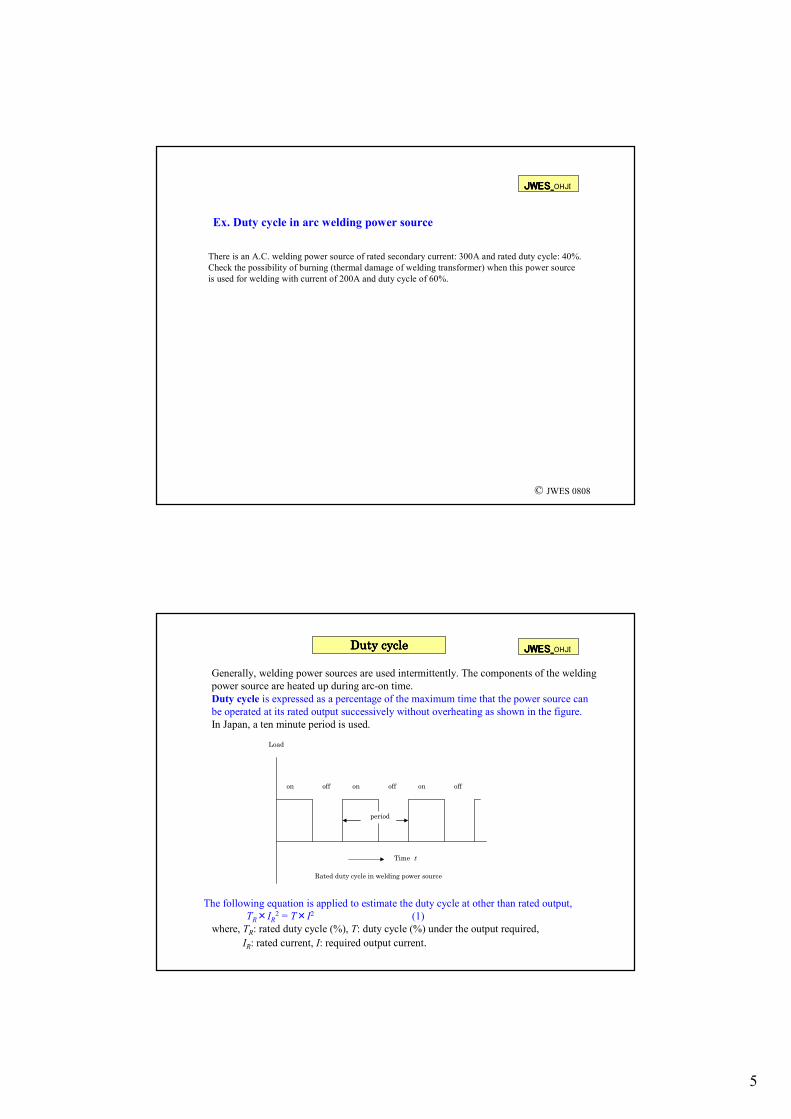
There is an A.C. welding power source of rated secondary current: 300A and rated duty cycle: 40%.
Check the possibility of burning (thermal damage of welding transformer) when this power source
is used for welding with current of 200A and duty cycle of 60%.
© JWES 0808
Ex. Duty cycle in arc welding power source
JWES_JWES_JWES_JWES_OHJI
Load
Time t
on on onoff off off
period
Rated duty cycle in welding power source
Generally, welding power sources are used intermittently. The components of the welding
power source are heated up during arc-on time.
Duty cycle is expressed as a percentage of the maximum time that the power source can
be operated at its rated output successively without overheating as shown in the figure.
In Japan, a ten minute period is used.
The following equation is applied to estimate the duty cycle at other than rated output,
TR×IR2 = T×I2 (1)
where, TR: rated duty cycle (%), T: duty cycle (%) under the output required,
IR: rated current, I: required output current.
Duty cycleDuty cycleDuty cycleDuty cycle JWES_JWES_JWES_JWES_OHJI

6
The power source of three-phase is generally used as the input power of a D.C. welding machine.
There is a three-phase D.C. welding machine of the rated input voltage: 200V, rated output: 300A
and the rated primary input: 21 kVA. Calculate the rated primary current of this machine.
© JWES 0808
JICA_JICA_JICA_JICA_OHJI
Ex. Primary current of arc welding power source
Most electric power systems are three-phase where they involve three voltage
sources having the same amplitude and frequency but displaced in time from
each other by 120°.
(1)
(2)
(3)
Fig. 1 Three-phase power and its expression by complex vectors
For a three-phase power source, the following expressions of power are given:
:apparent power (VA):active or real power (W)
:reactive power (var)where Vl:line voltage (effective value), Il:line current (effective value).
[J.J.Cathey and S.A.Nasar, Basic Electrical Engineering, McGraw-Hill,1997 ]
tVv ma ωsin=
)120sin( °−= tVv mb ω
)120sin()240sin( °+=°−= tVtVv mmc ϖω
ll IV ××3
θcos3 ll IVP ××=
θsin3 ll IVQ ××=
Three-phase circuits JWES_JWES_JWES_JWES_OHJI

7
Ex. Power Sources for Welding _No.3
Explain the principle of the inverter controlled welding machine, and give two
items of the advantage of the inverter controlled machine compared with the
conventional SCR-type welding machine.
JWES_JWES_JWES_JWES_OHJI
DC power source of SCR-type
Fig.1 Single phase DC power source with SCR
Figure 1 shows a single phase DC power source of SCR type. The silicon-controlled
rectifier (SCR), so called a thyristor, is a sort of diode with a trigger, called a gate.
The SCR is non-conducting until a proper signal is applied to the gate and the conduction
stops only if the anode voltage is less than the cathode voltage.
The output current is controlled by adjusting the gate-on timing of SCR and is smoothened
by using the reactor to reduce the fluctuation of welding current.
DDDD........C/smoothedC/smoothedC/smoothedC/smoothed
A.C.A.C.A.C.A.C.
ReactorSCR
JWES_JWES_JWES_JWES_OHJI

8
Inverter controlled welding machineThe inverter controlled welding machine is based on the fact that transformer size is significantly
reduced if its operating frequency is increased.
As shown in the figure, the primary AC input is rectified first and the DC voltage is converted to
a high frequency AC voltage by using a inverter. And the high frequency AC voltage is adjusted to
suit the welding by using a high frequency transformer. Then the transformer output is rectified
again to supply the DC power for arc welding.
The welding machine of inverter type, where the frequency of operation is between 5000 and
50000Hz, has the following advantage, compared with the conventional machine of SCR type,
(1) Mechanical: compact and light.
(2) Electrical: high response and accurate control.
D.C.D.C.D.C.D.C.((((smoothedsmoothedsmoothedsmoothed))))
RectifierRectifierRectifierRectifier TransformerTransformerTransformerTransformer
WorkWorkWorkWork----piecepiecepiecepiece
D.C.D.C.D.C.D.C.A.C.A.C.A.C.A.C. High Frequency A.C.High Frequency A.C.High Frequency A.C.High Frequency A.C.
InverterInverterInverterInverter
TorchTorchTorchTorchMains power lineMains power lineMains power lineMains power line
JWES_JWES_JWES_JWES_OHJI
© OK 0806
Inverter controlled power sourceInverter controlled power source
------ high timehigh time--response and compact size response and compact size ------
JWES_JWES_JWES_JWES_OHJI
100100100100100100100100
200200200200200200200200
00000000
Current
Current
((AA
))
10101010msmsmsms
Inverter controlled power sourceInverter controlled power sourceInverter controlled power sourceInverter controlled power sourceInverter controlled power sourceInverter controlled power sourceInverter controlled power sourceInverter controlled power source
22222222 kgkgkgkgkgkgkgkg
msms
100100100100100100100100
200200200200200200200200
00000000
Current
Current((AA))
10101010msmsmsms
Time (10ms/div)
ower source of CRower source of CRower source of CRower source of CRower source of CRower source of CRower source of CRower source of CR--------typetypetypetypetypetypetypetype
10 10 10 10 10 10 10 10 kgkgkgkgkgkgkgkg
Time (10ms/div)
Courtesy of DAIHEN Corporation.

9
Ex. Wire feeding system in MAG weldingEx. Wire feeding system in MAG weldingEx. Wire feeding system in MAG weldingEx. Wire feeding system in MAG welding
In MAG/MIG welding, three methods of wire feeding system have been used.
Explain the methods and their features in brief.
JWES_JWES_JWES_JWES_OHJI
Torch
Feeding motor
Wire reel
Feed roller Flexible conduit
(a) Push type
Torch
Feed roller
Flexible conduit
Motor
Wire reel(b) Pull type
Wire feeding system in MAG welding ①
The wire feeding systems for MAG welding machines are classified into three types, the push type,
pull type and push-pull type.
The push type in figure (a) is equipped with a feeding motor near the wire reel. This type is suitable for
steel wires which are hard to buckle and has excellent operability with a light welding torch.
The pull type in (b) is quipped with a feeding motor near the torch. This type is suitable for thin wires
and soft wires, but the conduit cable can not be very long.
© OK 0911
JWES_JWES_JWES_JWES_OHJI
10
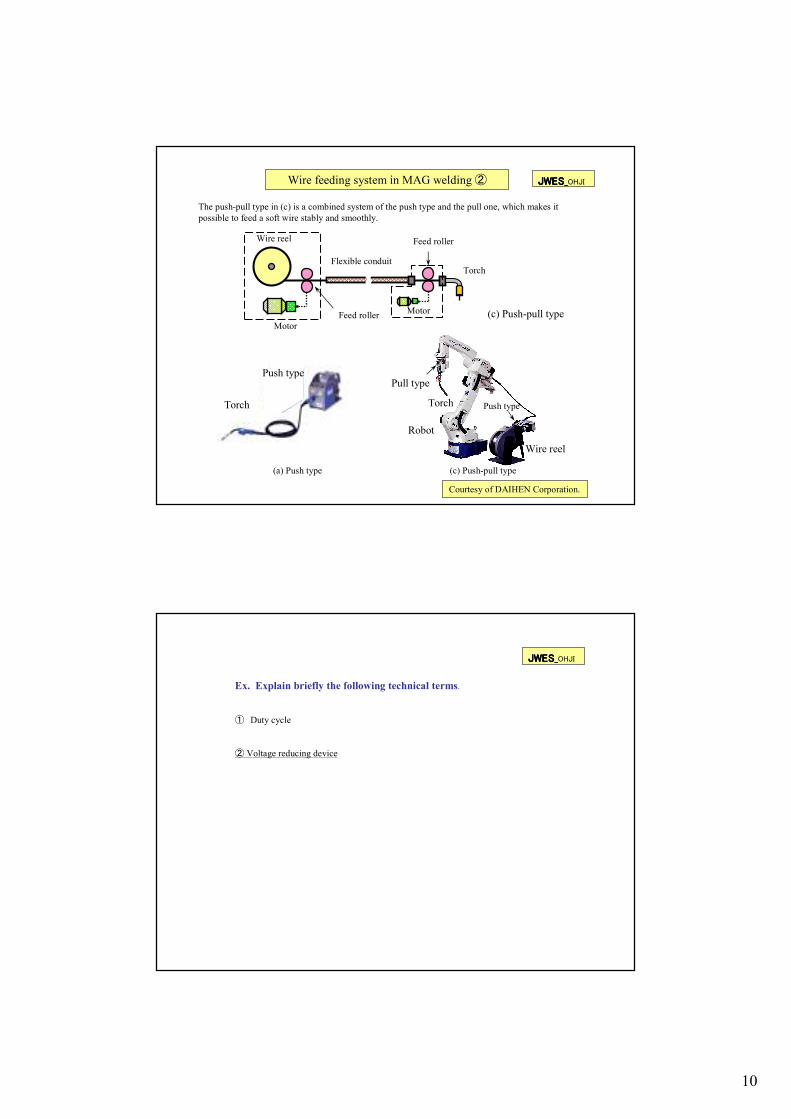
Wire feeding system in MAG welding ② JWES_JWES_JWES_JWES_OHJI
The push-pull type in (c) is a combined system of the push type and the pull one, which makes it
possible to feed a soft wire stably and smoothly.
Torch
Feed roller
Flexible conduit
Feed roller
Wire reel
Motor
Motor
(c) Push-pull type
Courtesy of DAIHEN Corporation.
Push type
Torch
(a) Push type
Pull type
Push typeTorch
Robot
Wire reel
(c) Push-pull type
Ex. Explain briefly the following technical terms.
① Duty cycle
② Voltage reducing device
JWES_JWES_JWES_JWES_OHJI

11
controller
transformer for voltage reducing
welding transformer
200VS1
S2
current
transformer
primary secondary
controller
transformer for voltage reducing
welding transformer
200VS1
S2
current
transformer
primary secondary
electrode contact
starting time delay time
time
(30V~40V)
25Vreduced
voltage
(with in 0.06s)
25V
80V
arc voltage
no load voltage
reduced
voltage ( 1.0s )≈
output voltage electrode contact
starting time delay time
time
(30V~40V)
25Vreduced
voltage
(with in 0.06s)
25V
80V
arc voltage
no load voltage
reduced
voltage ( 1.0s )≈
output voltage
When an AC arc welding machine is no load, the voltage between the electrode and the base plate is high.
The voltage is dangerous from the viewpoint of the electric shock. To avoid the electric shock, “Safety and
Health Administrative Regulations in Japan” requires a voltage reducing device for the welding in narrow
spaces or in locations more than 2m from the ground. The device reduces the voltage between the electrode
and the base plate to less than 25 volts when the welding arc is off, as shown in the figures bellow.
JIS C 9311 requires : time to reduce no load voltage : 1.0±0.3 sec.
Voltage reducing deviceVoltage reducing deviceVoltage reducing deviceVoltage reducing device JWES_JWES_JWES_JWES_OHJI
© OK 0912
Up & Down
Swing
Twist
Back & Forth
Bend
Back & Forth
Up and Down
Twist
Bend
Right & Left
Arc welding robotArc welding robotArc welding robotArc welding robot
The industrial robot plays an important role in the flexible manufacturing system. As shown in the figure, the welding robot is classified into two types, articulated (jointed) and rectangular coordinates types.
(a) Articulated type (b) Rectangular coordinates type
Recently, the articulated type of robot is preferred to the rectangular coordinates type because the articulated robot is capable of flexible and quick motion, and the work envelope is wide for the installation space.
JWES_JWES_JWES_JWES_OHJI

12
Ex. Arc sensor (through-arc sensor))))
In the robotic welding, the “arc sensor” technique is applied to the seam tracking in
process. Explain the principle of the arc sensor in robotic welding.
JWES_JWES_JWES_JWES_OHJI
Arc sensor techniques utilize the change of the arc current or voltage during weaving of the welding
torch in the groove. If the arc is oscillated laterally across the seam, the stand off (torch-head to
work-piece distance) will change. In MAG arc welding with a constant voltage power source, the arc
current will change corresponding to the torch position as shown in the figure.
Accordingly, in the arc sensor system, the torch position can be estimated from the pattern of current
or voltage fluctuation during the oscillation. The arc sensor seam tracking system is commonly
available on welding robots and applied to the fillet and heavy section butt welding.
arc current
weaving position
Seam tracking by arc-sensor
Arc sensorArc sensorArc sensorArc sensor JWES_JWES_JWES_JWES_OHJI

13
Welding wire
Welding torch Power source for detecting
circuit
Detecting circuit
Principles of wire-touching sensor(Typical sensing process for fillet welding)
Wire-touching sensor utilize the change in voltage or current when the welding wire
tip touches the base metal to detect the position of the groove or the base metal.
In the typical sensing process as shown in the figure, the touching procedure is
repeated several times before welding to detect a particular position such as the groove
and the edge of the work-piece.
Wire touching sensorWire touching sensorWire touching sensorWire touching sensorJWES_JWES_JWES_JWES_OHJI