evaluating the conversion of an automotive paint spray-booth scrubber to an activated-sludge
TRANSCRIPT

Evaluating the conversion of an automotive paint spray-booth scrubber to an
activated-sludge system for removing paint volatile organic compounds from air Byung R. Kim, Diane H. Podsiadlik, Daniel H. Yeh, Irving T. Salmeen, Linda M. Briggs
ABSTRACT: Volatile organic compound emissions from painting operations are of primary concem in the automotive industry and require costly control measures using vapor-phase activated-carbon adsorption. At Ford Research Laboratory, Dearborn, Michigan, a process modifica- tion has been proposed as a supplemental or an alternative control measure to convert an existing paint-sludge pit, part of a spray-booth scrubber system, to an activated-sludge reactor. Under this scheme, water-soluble paint solvents, captured by the scrubber water from the booth air in the spray booth, are to be biologically degraded in the sludge pit. For this paper, the technical feasibility of the conversion was evaluated by conducting a laboratory experiment using a bench-scale activated-sludge reactor fed with nine selected paint solvents; analyzing the experimental data with Monod kinetics for substrate utilization and a first-order kinetics for endogenous respiration; and estimating the performance of the paint-sludge pit as a bioreactor at a typical assembly plant.
Results showed that a paint-sludge pit is sufficiently large to biologi- cally destroy all captured paint solvents at a typical paint-spraying rate if the pit is converted to a bioreactor; most of the oxygen-supply require- ment for degrading paint solvents, which is a significant operating cost item for activated sludge, could be provided by the existing spray-booth air circulation at no extra cost; the rate of biomass production was estimated to be comparable to the rate of accumulation of overspray paint polymers; and the data agreed well with the Monod and first-order respiration kinetics. Water Environ. Res., 69, 121 1 (1997).
KEYWORDS: vents, aerobic treatment, sludge, scrubbers.
automotive, paints, volatile organic compounds, sol-
Introduction Automotive painting generates gaseous, liquid, and solid
emissions: the exhaust spray-booth air that contains volatile organic compounds (VOCs) from the paint solvents; the spray- booth scrubber water that contains captured VOCs; and paint sludge that is formed because of overspray paint particulates captured in the scrubber water. Currently, at Ford Motor Com- pany, VOCs in the exhaust spray-booth air are removed using a vapor-phase, activated-carbon adsorptiodincineration system. The scrubber water is collected in a paint-sludge pit and continu- ously recirculated to capture overspray paint particulates from the spray-booth air. Periodically, the sludge pit is drained, with the pit water discharged to a municipal wastewater treatment plant and the accumulated paint sludge removed for landfilling.
The recirculating scrubber water in the scrubber is typically introduced by nozzles or troughs to generate water droplets and turbulence through which the booth air is allowed to pass. The
scrubber is a crude Venturi type and was originally designed to capture the overspray paint particulates only and not VOCs because VOC emissions were not of environmental concern when many automotive assembly plants were built. Therefore, the capture of VOCs was unintentional, and the process was not operated for maximum removal of VOCs from the air. The carbon adsorption system was added later to address VOC emis- sions.
The carbon adsorption system is expensive to install and operate because the volume of air to be treated is large (a typical downdraft of 18 to 30 d m i n [60 to 100 ft/min] in spray booths or flow on the order of at least 30 000 m3/min [l mil. cu ft/ min]) and the VOC concentration in the booth air is relatively low (approximately 100 parts per million by volume). There- fore, there is a need to explore alternative control technologies that are efficient and cost effective. Ford Research Laboratory, Dearborn, Michigan, has been investigating an alternative scheme that makes use of the existing scrubbers in an integrated manner to capture some VOCs from the air, biologically destroy the captured VOCs, and recover the paint sludge for conversion to activated carbon. The activated carbon can then be added back to the scrubber water for capturing additional VOCs from air.
Field and laboratory studies conducted at Ford have shown that paint solvent VOCs (for example, alcohols and glycol ethers), which are highly soluble in water, can be readily cap- tured by water scrubbers (Clysters, 1992, and Kim et al., 1993). However, VOCs (for example, toluene), which are poorly solu- ble in water, were poorly captured in water alone (Kim et al., 1993) but were effectively captured in water with the addition of powdered activated carbon (Kim and Pingel, 1989). Over- camp et al. (1994) and Kok (1992) also estimated that the addition of powdered activated carbon to an aerobic reactor could enhance the capture of VOCs from air. Therefore, it may be feasible to use the spray-booth scrubbers either as an alterna- tive to the vapor-phase carbon adsorption system or as a pre- treatment step to reduce the size of the vapor-phase carbon adsorption system, and thus reduce capital and operating costs.
The VOCs in the booth air are captured in the booth water when the concentration of VOCs in the water is below satura- tion. Capture of VOCs will eventually stop when the VOC concentration in the water reaches the saturation concentration. Therefore, to sustain the VOC capture, the captured VOCs must
NovembedDecember 1997 121 1

''1 ' I Kim et al.
be continuously removed from the water to keep the VOC con- centration below saturation. The captured VOCs in the booth water can be removed through liquid-phase adsorption, biodeg- radation, or a combination. Both liquid-phase adsorption and biodegradation have been studied at Ford Research Laboratory. With regard to liquid-phase adsorption, as part of an effort to recycle and reuse paint sludge, Kim et al. (1994 and 1996) tested several adsorbents: a commercially available powdered activated carbon, a paint-sludge char, and paint chars (dried paints were used as simulated paint sludge).
This paper deals with the biodegradation of selected paint solvents. Biological treatment of the scrubber water is a viable option because biological treatment is generally more economi- cal than physical/chemical treatment, and biological treatment could be implemented by converting the existing sludge pits to biological reactors. Overcamp et al. (1993) and Kok (1992) described a similar concept for capturing VOCs from air in a scrubber and subsequently degrading them in a bioreactor. The main objective of this study was to evaluate the technical feasi- bility of converting an existing paint-sludge pit to an activated- sludge reactor by conducting a laboratory treatability study and determining whether the pit is sufficiently large to handle the organic loading rate expected during full production of vehicles at a typical assembly plant. For the evaluation, experimental data were analyzed using Monod kinetics for substrate utiliza- tion and first-order endogenous respiration. In addition, the rate of biomass production was estimated for the biological paint- sludge pit.
Experimental Methods and Materials Materials. An aeration tank (152 mm [6 in.] wide, 254 mm
[ lo in.] long, and 610 mm [24 in.] tall) was constructed using 9.53-mm (0.38-in.) thick polymethylmethacrylate (Plexiglas@) plate to have an aeration volume of 11.4 L. A 6.4-mm (0.25- in.) plastic tube (152 mm [6 in.] long), manually perforated, was placed near a bottom corner and used as an air diffuser for the tank. The bottom of the tank had a 30-deg slope to facilitate mixing in the tank.
A solvent solution was prepared by diluting one of the follow- ing solvent stock solutions to obtain a predetermined chemical oxygen demand (COD) concentration: (1) one that was made of three alcohols (2-propanol, isobutanol [2-methyl- 1 -propa- nol], and n-butanol), three glycol ethers (cellosolve [2-ethoxy- ethanol], butyl cellosolve [2-butoxyethanol], and butyl carbitol [2-{ 2-butoxy-ethoxy]ethanol]), and three ketones (methyl ethyl ketone [2-butanone], methyl propyl ketone [2-pentanone], and methyl amyl ketone [2-heptanone]); and (2) another that was made of the three glycol ethers only.
A nutrient solution was prepared by diluting a salt stock, a vitamin stock, and an ammonium stock solution as used by Wang et al. (1984) and Kim et al. (1989, 1992a, and 1992b).
Sodium bicarbonate (NaHC03) was added to the solvent solu- tion at a dosage of 0.48 to 1.57 g NaHCO,/g COD to provide alkalinity necessary to maintain a neutral pH.
The influent to the reactor was a mixture of the solvent solu- tion and the nutrient solution, which were separately fed. The contribution of the nutrient solution to the overall influent COD concentration was less than 3%.
Methyl ethyl ketone and methyl amyl ketone were obtained from Eastman Kodak (Rochester, New York), and the remaining
solvents were obtained from Fisher Scientific (Fair Lawn, New Jersey). All chemicals used for the vitamin stock solution were purchased from Sigma Chemical Co. (St. Louis, Missouri). All salts were from Fisher Scientific.
The gases used for the gas chromatography (GC) analysis were hydrocarbon-free air, helium (a minimum purity of 99.999%), nitrogen (99.999%), and hydrogen (99.999). These gases were obtained from either Scott Specialty Gases (Troy, Michigan) or Airco (Murray Hill, New Jersey).
Analytical Methods. Concentrations of individual solvents in the solvent solution and in the effluent were measured using a gas chromatograph equipped with a flame ionization detector (Model 3600, Varian, Sugarland, Texas) and a DB-WAX (320 pm x 30 m with a 0.5" phase thickness) capillary column (J&W Scientific, Folsom, California). The reactor effluent sam- ples were filtered with 0.45-pm membrane filters using a What- man pressure-filter device (Clifton, New Jersey) and were di- rectly injected through a split injector with a deactivated cyclo- splitter glass insert (Restek, Bellefonte, Pennsylvania) using a Varian 8100 automatic sampler. The sample injection parame- ters were as follows: sample volume of 4 pL; solvent plug (deionized water) of 1 pL; lower air gap of 0.8 pL; injection rate of 5 p u s ; and split ratio of 1:14. The injector temperature was held at 250°C during the analysis and increased to 300°C for several minutes after the analysis to purge any potential sample residue. The oven temperature was increased from 35°C to 52°C at 1"C/min, then from 52°C to 200°C at 7"C/min, and finally held at 200°C for 5 minutes. An eight-point calibration curve with a concentration range of 1 to 2 200 mg/L was used. Calibration standards were prepared in 5% methanol and 95% water by diluting a mixture of pure solvents when ketones were included, and in water only when no ketones were included. A calibration standard consisting of 1 mg/L of each solvent was reproducible within a relative standard deviation of 2 to 11%.
The COD concentrations of the solvent solution, the nutrient solution, and effluent samples were analyzed based on the pro- cedure described by Hach Co. (Hach Co., 1989) using COD vials (Hach Co., Loveland, Colorado) and an ultraviolethisible spectrophotometer (Perkin-Elmer Lambda 6, The Perkin-Elmer Corp., Oakbrook, Illinois).
Both raw and filtered (with 0.45-pm membrane filters) efflu- ent samples were analyzed for COD. The influent COD concen- tration was calculated using the measured COD data for the solvent and nutrient solutions, along with their pumping rates and frequencies.
(VSS) of effluent samples were analyzed as described in Stan- dard Methods (Method 2540) (APHA et al., 1989). These TSS and VSS concentrations were used to report concentrations of mixed liquor total suspended solids and mixed liquor volatile
Reactor dissolved oxygen (DO) concentration was measured using a DO meter (Model 58, Yellow Springs Instrument Co., Inc., Yellow Springs, Ohio). An ion analyzer (Model EA 940, Orion Research, Boston, Massachusetts) was used to measure
Experimental Methods. The reactor was initially seeded with secondary sludge obtained from the Detroit Wastewater Treatment Plant (Detroit, Michigan). The solvent solution and the nutrient solution were separately fed to the reactor using
Total suspended solids (TSS) and volatile suspended solids ~ ~
suspended solids (MLVSS), respectively. ~ .~
PH.
1212 Water Environment Research, Volume 69, Number 7

Kim et al. ~
~ ~~
two Masterflex pumps (Cole-Palmer, Chicago, Illinois) and an electronic timer (Chrontrol, Lindburg Enterprise, Inc., San Diego, California).
During an initial acclimation period (63 days), an internal settling compartment was used in the reactor to retain and accu- mulate biomass. After the period, the reactor was operated as a chemostat by removing the settling compartment and allowing biomass to leave the reactor along with the effluent.
There were two phases of operation in this study. During the first phase (days 1 through 217), the solvent solution was pre- pared with the solvent stock solution that contained the nine paint solvents. For the second phase (days 326 through 613), only the three glycol ethers were used in the feed to evaluate the performance of the reactor at higher COD loading rates without potentially losing the solvents through volatilization.
To limit the evaporative loss of the reactor contents, the compressed air used for aeration was humidified before being introduced to the reactor using a 4-L bubbler in which the air was contacted with deionized water through a gas-dispersion tube with a fritted cylinder. The air flow rate used for aeration was 1 to 2 L/min. The DO concentration ranged from 2 to 8 mg/L, and the reactor pH was maintained between 7 and 9.
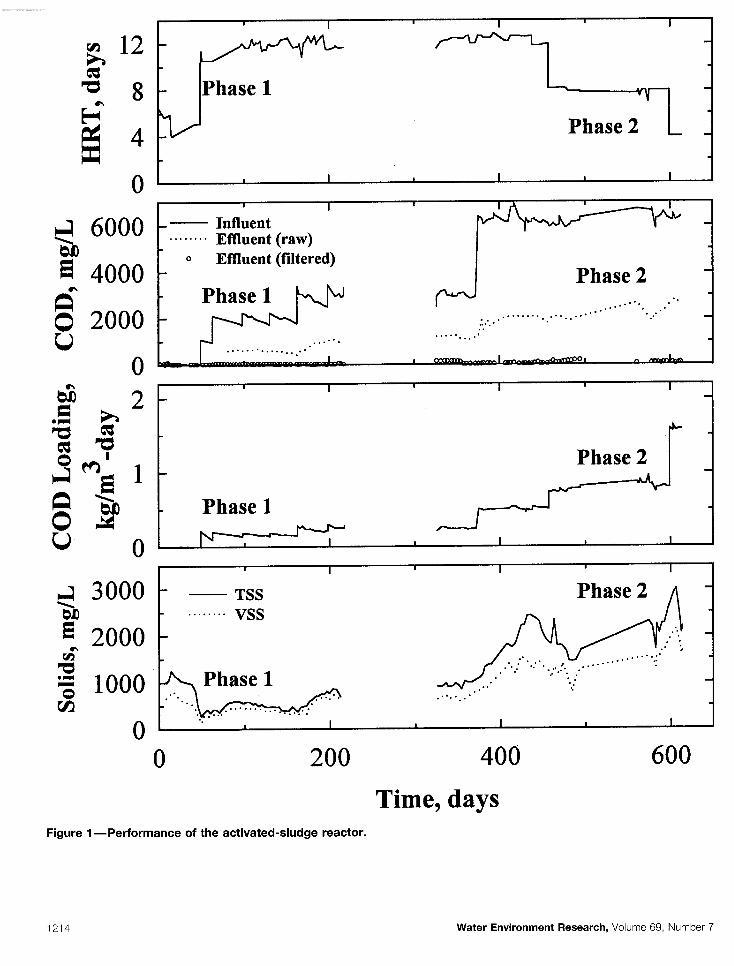
Results and Discussion General Performance of the Reactor. The reactor system
was operated for approximately 220 days for the first phase (days 1 through 217) by feeding all nine solvents and approxi- mately 290 days for the second phase (days 326 through 613) by feeding only glycol ethers. The experimental results are shown in Figure 1 in terms of hydraulic retention time (HRT), influent and effluent COD concentrations, organic loading rate as COD, and solids concentrations. The COD loading rate was varied by adjusting either the influent COD concentration or the HRT. Under all loading rates tested here, the reactor was able to remove all the solvents as evidenced by very low COD concentrations in the effluent (mostly more than 99% COD removal). As will be discussed later, the removal resulted pri- marily from biodegradation with little contribution from volatil- ization. The unfiltered (raw) effluent COD concentration is also included in Figure 1 to show the contribution of biomass to effluent COD.
Food-to-microorganism (F:M) ratios for several COD loading periods were calculated using the data shown in Figure 1 and are shown in Table 1. The F:M ratios in Table 1 varied from 0.35 to 0.91 mg COD/mg MLVSS - d. An F:M ratio for a typical activated-sludge process ranges from 0.2 to 0.6 mg biochemical oxygen demand (BODJmg MLVSS . d or 0.4 to 1.2 mg COD/ mg MLVSS - d (assuming a COD-to-BOD5 ratio of 2 for typical domestic wastewater) (Metcalf & Eddy, Inc., 1991). Therefore, the range tested in this study almost covered the full range of F:M ratio that is expected in a typical activated-sludge system. The F:M ratios for the HRT of 12.2 days shown in Table 1 were basically the same, which is to be expected for chemostat experiments with the same HRTs or mean cell residence times and supports the consistency of the data collected here.
The F:M ratio was calculated assuming all of the solvents in the influent were degraded. If some solvents in the influent (especially ketones) were volatilized and lost from the aeration tank, this abiotic loss would have resulted in a higher F:M ratio than the actual values. An approximate analysis will be made
later in this report to estimate the magnitude of the abiotic loss of the solvents. However, the consistent F:M ratio for both phases indicates that almost all solvents fed to the reactor were degraded.
Removal of Solvents. Influent and effluent concentrations of individual solvents are shown in Figure 2. As mentioned earlier, nine solvents (three glycol ethers, three alcohols, and three ke- tones) were used for the influent solution in the first phase, whereas three glycol ethers were used in the second phase. At day 5 11 during the second phase, the composition of the influent solution was altered inadvertently as shown in Figure 2, in which the amounts of cellosolve and butyl cellosolve were switched. However, the switch did not affect the organic load- ing, and the performance of the reactor did not appear to have been affected in terms of the removal of the solvents and cell yield.
All the solvents that were fed were removed during both phases as evident from the COD data. With regard to the glycol ethers, two observations can be made: the three glycol ethers in the influent did not volatilize from the solvent-solution reservoir (their concentrations stayed basically the same once the solvent solution was prepared), and all glycol ethers were removed throughout the duration of the study. A separate laboratory bub- bler test revealed that the glycol ethers were not volatilized after vigorous aeration, over several days, of a solution containing these glycol ethers. This finding supports the conclusion that the removal of the glycol ethers was from biodegradation. Even if some volatilization did occur, the amount would be insignifi- cant because of the low concentrations of the glycol ethers in the reactor (or in the effluent). The concentration dependency of the volatilization rate will be discussed in a later section. BridiC et al. (1979) observed that butyl cellosolve was degraded by 31% with an unacclimated seed and by 71% with an accli- mated seed using BOD, tests. Similarly, they observed 53% and 65% degradation of cellosolve, respectively, with an unac- climated seed and an acclimated seed. These values can be compared with those of the easily degradable organic com- pounds, glucose and glutamic acid. An equal mixture of these compounds is frequently used as a standard for BOD tests (Stan- dard Methods, Method 5210) (APHA et al., 1989) and is de- graded by approximately 70% in a BOD5 test. This supports the conclusion that the cellosolve compounds would be easily biodegradable when microorganisms are acclimated to the sol- vents. To confirm this, an investigation is underway to isolate and identify microorganisms present in the reactor that are re- sponsible for the degradation of the glycol ethers.
With regard to the alcohols, some alcohols in the influent seem to have volatilized, especially between days 160 and 200 of the first phase. All these alcohols are known to be biodegrad- able. For example, BridiC et al. (1979) reported 81%, 63%, and 66% biodegradation in BOD5 tests for 2-propanol, isobutanol, and n-butanol, respectively.
With regard to the three ketones, appreciable amounts of the ketones were lost during the first phase from the solvent-solution reservoir because of their relatively high volatilities among the solvents studied. BridiC et al. (1979) reported 83% biodegrada- tion of methyl ethyl ketone in a BOD, test.
The loss of the ketones and the alcohols from the solvent- solution reservoir by volatilization caused a decrease in the
November/December 1997 1213
Kim et al.
I I I I I I
m 12 - - h e 8 - Phase 1 -
4 b Phase 2 - -
I I I I I I
I I 1 I I I - &
Phase 2 - . -
Phase 1 I I I I
h 4000
I I I I I I - TSS
vss -
........ - -
- ......
i I I I I I I
8 2000 u 0
u 0
3000
2000
1000
0
. . . . . . .... . . . .
Time, days Figure 1 -Performance of the activated-sludge reactor.
1214 Water Environment Research, Volume 69, Number 7

Kim et a[.
Table 1-Operating conditions.
HRT, Loading, kg F M ratio, mg Phase days COD/m3. d COD/mg MLVSS.d
1 12.2 0.16 1 12.2 0.23 2 12.2 0.24 2 12.2 0.50 2 8 0.80 2 4 1.6
0.38 0.35 0.35 0.37 0.49 0.91
influent COD concentration during the first phase, as shown in Figure 1.
Contribution of Volatilization to Volatile Organic Com- pound Removal. In addition to biodegradation, solvents can also be removed by volatilization from the reactor and adsorp- tion onto biomass. The adsorption onto biomass is expected to be insignificant because of the relatively polar nature of these solvents. This was confirmed by extracting biomass with metha- nol and analyzing the extract by GC. No solvents were found in the extract.
The contribution of volatilization to removal could be sig- nificant depending on the volatility of the solvents and the de- gree of aeration. As mentioned earlier and shown in Figure 2, even in the still solvent-solution reservoir, almost all ketones were lost because of volatilization over a period of approxi- mately 40 days. The upper limit of the contribution of volatiliza- tion can be estimated by considering the gas-liquid interfacial mass transfer, which is controlled by equilibrium. Therefore, the maximum contribution of volatilization for the experiment conducted in this study, in which both volatilization and biodeg- radation occurred simultaneously, can be estimated using the solvent loading rate and the volatilization rate at equilibrium as follows:
Where
L, = loss of solvent from volatilization, %; Qa = air flow rate, L/min; H = Henry's law constant for the solvent, atm L/mol;
Ceff = concentration of the solvent in the effluent, mg/L; CInf = concentration of the solvent in the influent, mg/L;
R = gas constant, L atm/K - mol; T = temperature, K; and
Qw = flow rate of the influent or effluent, L/min.
The losses from volatilization were calculated for three ef- fluent concentrations and are shown in Table 2. Toluene was included to illustrate its high volatility. The volatilization loss for toluene would be as high as 17% even at 0.01 mg/L. How- ever, the loss was not nearly as high for the solvents used in this study. Even for the relatively volatile ketones, the contribu- tion was less than a few percent at 0.1 mg/L. The results clearly show that the contribution of volatilization would be minor when the effluent concentration is less than 1 mg/L. In this study, effluent solvent concentrations were consistently much
less than 1 mg/L. Therefore, the experimental results and their analyses indicate that, even in an open aerated biological system such as the one used in this study, almost all solvents could be degraded biologically as long as their concentration in water could be kept relatively low.
Kinetics of Biodegradation and Biomass Production in the Reactor. An activated-sludge reactor without sludge recycle is frequently described by the following two equations for sub- strate and biomass concentrations (Metcalf & Eddy, Inc., 1991):
(3)
Where
S,nf = substrate concentration in the influent as COD, mg/L; Seff = substrate concentration in the effluent as COD, mg/L; X,, = MLVSS concentration in the effluent, mg/L;
Y = cell-yield coefficient, mg MLVSS/mg COD; kd = endogenous decay rate constant, d-'; td = HRT, days;
k, = maximum substrate utilization rate, d-'; and K, = half-saturation constant, mg COD/L.
The above equations have been developed assuming that the reactor is operated at steady state; the biological degradation kinetics of organics are described by Monod kinetics; the reactor is a continuous-stirred-tank reactor; the influent has a negligible amount of biomass; and the endogenous respiration of biomass is first order. All of the assumptions apply to the case studied here.
Equation 2 can be used to estimate the values of Y and kd by linear regression as shown in Figure 3, which shows a linear- regression plot of the data as extracted from Figure 1 and com- piled in Table 3. Using the values of the intercept and the slope from Figure 3, Y and kd were estimated to be 0.312 mg MLVSSI mg COD and 0.030 2 d-', respectively. The coefficient of deter- mination (7') was 0.844.
The value of Y, 0.312 mg MLVSS/mg COD, is consistent with those values reported for an activated-sludge process (for domestic wastewater), which range from 0.4 to 0.8 mg MLVSS/ mg BOD5 or 0.2 to 0.4 mg MLVSS/mg COD (again assuming a COD-to-BOD5 ratio of 2), with a typical value of 0.6 mg MLVSS/mg BOD5 or 0.3 mg MLVSS/mg COD (Metcalf and Eddy, Inc., 1991). This is also consistent with the fact that approximately 30 to 45% of the COD fed became biomass, according to the unfiltered (raw) effluent COD concentration shown in Figure 1.
The value of kd was also found to be within the range of reported values, 0.025 to 0.85 d-' (Metcalf and Eddy, Inc., 1991). The values of k, and K, were also estimated by linear regression using Equation 3, as shown in Figure 4. From the intercept and the slope, k, and K, were estimated to be 1.95 d-' and 11 1 mg/L, respectively. The coefficient of determination was 0.642. The value of k, was slightly lower than reported values, 2 to 10 d-', whereas the value of K, was slightly higher
NovembetYDecember 1997 1215

.,i Kim et al.
2000
L"
3 0
I I Influent cellosolve)
0 Effluent cellosolve) 0 Effluent butyl cellosolve) 0 Effluent butyl carbitol)
__- . . . . . . . . . Influent Influent butyl butyl carbitol) cellosolve) ' I:,-- 1 f / ' L\
\i -
b-Ld i Phase 2
$ 200
% 100
?
. I . . . . . . . . h
# m 0
0
0 80
$ 60
G' 40 z 2 20
E 0
0 0 200 400 600
Time, days Figure 2-Removal of paint solvents in the reactor.
than reported values, 15 to 70 mg/L (Metcalf and Eddy, Inc., 1991).
Application of the Kinetics to a Paint-Sludge Pit. If a paint-sludge pit were converted to an activated-sludge reactor, it would be operated differently from the way the bench-scale activated-sludge reactor used here or any conventional acti- vated-sludge system is operated. The biological paint-sludge pit would neither receive a liquid influent nor discharge a liquid effluent. Instead, the pit would be fed by gaseous paint solvents
via the spray-booth air. Therefore, the material-balance equa- tions for substrate and biomass that are used for conventional activated-sludge systems need to be modified for the biological pit. The material balance for substrate for the pit results in
(4) g ( K + SI
kmS X =
Where
1216 Water Environment Research, Volume 69, Number 7

Kim et al.
Table 2-Percent solvent loss resulting from volatilizationa (both volatilization and biodegradation in effect).
Loss from volatilization (LJ, YO
Solvents
Henry's law Influent Effluent concentration (C,)
atm Umol (Cindr mg/L 0.01 mg/L 0.1 mg/L 1 mg/L constant (H),b concentration
2-propanol 0.008 1 lsobutanol 0.012 n-Butanol 0.008 48 Methyl ethyl ketone 0.046 6 Methyl propyl ketone 0.064 3 Methyl amyl ketone 0.144 Toluene 6.73
50 50
200 70 70 70 50
0.020 0.20 2.0 0.030 0.30 3.0 0.005 3 0.053 0.53 0.083 0.83 8.3 0.1 1 1.1 11 0.26 2.6 26
- - 17
"The values of T, Q,, and Q, used for calculation are 298 K, 6.58 x Umin, and 2 Umin, respectively. These values correspond to the experimental conditions used in this study. The values of C,,t are the maximum values used in this study except for toluene, which is an arbitrary value for illustration. 25°C (Hine and Mookerjee, 1975).
g = paint-solvent loading as COD, mgk-dd; X = MLVSS concentration in the biological paint-sludge pit,
S = substrate concentration in the pit as COD, mg/L.
For the bench-scale reactor used here, g is equal to (Sinf - s , f f ) / t d . However, g for the pit and g for the reactor are basically the same because S,, is negligible compared to Sinr. Therefore, Equation 4 can be used to describe both the bench-scale reactor and the biological paint-sludge pit, and it was used to analyze the COD data collected in this study and estimate the COD in the biological paint-sludge pit.
mg/L; and
The material balance for biomass results in
(5 )
Where
0 = mean cell residence time or sludge age (days) = V/q,;
5
4 9 %
II) I c a-
3
2
' I
1 Data - Regression Fit
I I I I
0 4 8 12
t*
Figure 3-Regression fit on t d versus (Sin' - S,,)/X.
NovembedDecember 1997
qw = flow rate of biomass wasting, Lld; and V = volume of the paint-sludge pit, L (biomass is wasted
Equation 5 is basically the same as Equation 3 because the mean cell residence time and the HRT were the same for the experiments conducted in this study. Therefore, Equation 5 was used both to analyze the biomass data collected in this study and to estimate the biomass in the biological paint-sludge pit.
Prediction of Performance of a Biological Paint-Sludge Pit. With the values of Y , kd, k,, and K, that were obtained earlier, Equations 4 and 5 can be used to predict the performance of a biological paint-sludge pit in terms of reactor COD concen- tration and biomass production as a function of mean cell resi- dence time, as shown in Figure 5. The top figure shows the prediction of COD concentration in the pit by Equation 5 and the experimental data points in Table 3. The data were somewhat scattered but showed a relatively good fit considering the accu- racy of COD analysis (typically ?lo%). The bottom figure shows the prediction of the MLVSS concentration in the pit using Equations 4 and 5 at several selected COD loading rates. The last four data points in Table 3 were also plotted in the
directly from the pit).
0.04
0.02 r 3
0.00
-0.02
Data - Regression Fit
4 6 8 10
'd'(' + kd td)
Figure 4-Regression fit on (fd/i + k d t d ) versus 1/S.
1217

. . Kim et al.
Table 34teady-state performance of the activated-sludge reactor.
Loading, fd/(l + kg COD/m3. d td or 8, days X, mg/L Cett, mg/L Cinf, mg/L (Ci, - C)/X 1/C, Umg kdfd), days
0.16 12 41 1 23.8 1 900 4.56 0.042 0 8.81 0.23 12 666 21.2 2 800 4.17 0.047 2 8.81 0.24 12.2 683 21.3 2 970 4.32 0.046 9 8.91 0.5 12.2 1 380 36.2 6 244 4.50 0.027 6 8.91 0.8 8 1579 63.0 6 244 3.91 0.01 5 9 6.44 1.6 4 1 702 66.3 6 244 3.63 0.015 1 3.57
a td and 0 are the same for a chemostat.
bottom figure for the corresponding loading rates to illustrate a good fit between the data and the equations. To avoid crowding, the first two data points were not plotted, but they showed an equally good agreement with the equations. Table 4 shows a comparison of all the data with the corresponding values ob- tained from the equations.
Using Figure 5, concentrations of COD and MLVSS in the biological paint-sludge pit can be estimated for a typical assem- bly plant producing 200 000 vehicledyear (800 vehicledday). The maximum solvent loading rate for this plant is estimated to be approximately 2 040 kgld (4 500 lb/d), assuming a paint application rate of 9.5 L/vehicle (2.5 galhehicle); a production schedule of 5 days per week; a paint density of 1.08 kg/L (9 lb/gal); a distribution of 50% solids and 50% solvents in the paint; capture of 80% of all the paint solvents sprayed in the scrubber water and destruction of 20% during a paint-curing process in a bake oven; and a sludge-pit volume of 1 892 500
0 ' U I I I I I
I I I
E $ 6000
$ 4000 v1 m 3 2000 s s o
0 4 8 12 16 20
Mean Cell Residence Time, days
Figure 5-Performance of a biological paint-sludge pit as an activated-sludge reactor.
L (500 000 gal). All of these values are typical at an automotive assembly plant. The loading rate is equivalent to approximately 1 kg/m3.d (9 lb/d/l 000 gal). In terms of COD, the loading rate is approximately 2 kg COD/m3 d with a conversion factor of 2 g COD/g solvents (1.95 for cellosolve, 2.17 for butyl carbi- tol, and 2.3 for butyl cellosolve).
For the sludge-pit COD concentration, the top graph in Figure 5 is still valid if all the paint solvents in the pit water behave similarly to the solvents used in this study.
The biomass concentration can be estimated for a COD load- ing rate from the bottom graph in Figure 5. The biomass produc- tion rate depends on an MLVSS concentration in the pit and a mean cell residence time as follows:
where r, is the biomass production rate or biomass wasting rate, kg/m3 * d.
The rates were calculated for several selected COD loading rates and were plotted in Figure 6. For example, the rate of biomass production is expected to be 0.39 to 0.54 kg/m3 d (3.2 to 4.5 lb/d/l 000 gal) for a mean cell residence time of 5 to 20 days and a loading rate of 2 kg COD/m3 d. The biomass production decreases as the mean cell residence time increases because of endogenous respiration. The biomass production rate proportionally decreases or increases as the COD loading rate decreases or increases for a given mean cell residence time, as shown in Figure 6 and demonstrated by Equation 6.
The production of biomass adds to the paint-sludge mass from the overspray paint particulates; therefore, the overall
Table &Comparison of the model output with the data.
X, mg/L Loading, kg td or 8, COD/m3. d days" Data Model outputb
0.16 12 41 1 439 0.23 12 666 63 1 0.24 12.2 683 667 0.5 12.2 1380 1 390 0.8 8 1579 1 607 1.6 4 1702 1 780
a td and 6' are the same for a chemostat. from Equations 6 and 8.
1218 Water Environment Research, Volume 69, Number 7

Kim et al. ~
m I E
1 0.5 kg/m’-day n
0.1 kdm3-day
sludge production will increase with the production of biomass. For the typical assembly plant discussed earlier, the rate of sludge production resulting from overspray paint particulates is estimated to be 1 040 kg/d (2 300 lb/d) or 0.55 kg/m3 d (4.6 lb/d/l 000 gal), assuming a paint-transfer efficiency of 60%. Therefore, the contribution of biomass to the overall sludge production is estimated to be approximately comparable to that of paint polymers.
Implications of the Results As previously stated, this study is one aspect of a scheme
that is being investigated at Ford Research Laboratory to control gaseous, liquid, and solids emissions from painting operations in an integrated manner and using an existing scrubber system. For the control of gaseous and liquid emissions, the proposed modification calls for the conversion of the paint-sludge pit to an activated-sludge reactor to biologically remove paint solvents captured in the scrubber water and reduce the loss from volatil- ization. The results obtained in this study clearly indicate that for the solvent loading rates at a typical assembly plant, many of these solvents can be degraded in an aerobic treatment system.
The existing scrubber system at a typical assembly plant already has an inherent capability of providing aeration because of the circulation of spray-booth air. The oxygen supplied by the aeration is available to biodegradation at no extra cost. This is a significant advantage of converting the scrubber system to a biological reactor system compared to other alternatives, such as a sidestream biological treatment process. The maximum amount of oxygen that can be supplied is calculated to be ap- proximately 2 300 kg/d (5 000 lb/d) for a paint-sludge pit of 1 892 500 L (500 000 gal) with a typical design HRT of 12 minutes, assuming the saturation DO concentration is 10 mg/L. In comparison with the previously estimated maximum solvent loading rate of 2 040 kg/d (4 500 lb/d) or 4 080 kg COD/d (9 000 lb COD/d), the spray booth is capable of meeting more than 50% of the maximum oxygen demand. However, there are two conflicting factors that must be considered here: the maximum solvent loading rate is a slight overestimation, with the actual loading expected to be lower; and the maximum oxygen uptake given above might not be realized, with the actual amount of oxygen transfer expected to be lower. Regard-
less, additional oxygen supply seems to be required to operate a paint-sludge pit as an activated-sludge reactor. Options for the additional oxygen supply include the use of surface aerators in the pit, the increase of booth-water circulation rate, or both. The additional aeration in the pit will also help keep biomass in suspension.
The COD concentration in a biological paint-sludge pit was estimated to be less than 80 m g L for a mean cell residence time greater than 5 days (see Figure 5). This is much lower than the COD concentration in a typical paint-sludge pit water, which ranges from several thousand milligrams per litre to more than 10 000 mg/L (Clysters, 1992). The lower concentration would favor a higher capture of paint solvents into the pit water from the air and would also reduce the loss of the paint solvents by volatilization from the pit water.
With regard to handling the solids emission, paint sludge is proposed to be converted to activated carbon. A study was conducted on the pyrolysis of paint sludge and the liquid-phase adsorption of paint solvents on the resulting activated carbon (Kim et aZ., 1994 and 1996, and Kruse et aL, 1994). The paint sludge used in the study did not include biomass. Because, currently, none of the paint-sludge pits are operated as biologi- cal reactors, no biomass is available to study the effect of the biomass on the pyrolysis of paint sludge for making activated carbon. In the preceding study, a high ash content (over 60%) was reported to be present in the activated carbon produced from a paint sludge because of inorganic pigments used in paints. It was also found that the addition of coal as a supple- mental carbonaceous material could decrease the ash content and thus increase the adsorption capacity of the resulting acti- vated carbon. Then, the biomass produced in the biological paint-sludge pit could be an ideal source for the supplemental carbonaceous materials and could reduce the ash content by 50%.
Another positive aspect of the biomass production from paint solvents is a reduction in the amount of carbon dioxide (CO,) production during the removal of paint solvents, as compared to vapor-phase activated-carbon adsorption, followed by incin- eration in which most of the paint solvents sprayed are designed to be captured and thermally destroyed. In the biological treat- ment proposed here, approximately 40% of the solvent degraded becomes biomass. This is evidenced in that 30 to 45% of the influent COD becomes biomass as shown in Figure 1, and 36 to 50% of the solvent fed to the reactor becomes biomass ac- cording to Equation 6 for a mean cell residence time of 5 to 20 days and a loading rate of 2 kg COD/m3 * d (a biomass produc- tion rate of 3.2 to 4.5 lb/d/l 000 gal at a solvent loading rate of 9 lb/d/l 000 gal). Therefore, the biodegradation-pyrolysis combination is expected to produce substantially less carbon dioxide, a greenhouse gas. Of course, there is additional carbon dioxide production associated with air pollution control for py- rolysis. However, this production is believed to be substantially less than that associated with the combustion of natural gas for incinerating the adsorbed/desorbed solvents for the adsorption/ incineration system.
To implement the proposed scheme (especially the biological aspect), issues associated with start-up and nonproduction peri- ods (that is, shutdown, weekends, and evenings) must be ad- dressed. The biological paint-sludge pit will have to be seeded at the beginning, similarly to any other start-up of a biological
NovembedDecember 1997 1219

Kim et at.
system, to speed up the accumulation of biomass and the accli- mation of microorganisms to paint solvents. During weekends and evenings, air circulation in a spray booth may have to be continuously operated, and/or surface aeration in the paint- sludge pit may have to be provided. During a prolonged shut- down period, additional substrate may have to be provided.
Summary and Conclusions Emissions of VOCs from painting operations are of signifi-
cant concern in the automotive industry and require costly con- trol measures. Ford Research Laboratory is exploring the con- cept of using the existing spray-booth scrubbers to capture VOCs from the spray-booth air in the scrubber water and subse- quently remove the VOCs from the water. As a part of this concept, the aerobic biological treatment of a simulated VOC- laden water using a laboratory reactor was studied. The waste- water contained several commonly used paint solvents including glycol ethers, alcohols, and ketones. The main objective was to determine whether an existing paint-sludge pit converted to an activated-sludge reactor could handle a solvent loading rate that a typical assembly plant experiences. Experimental results obtained in this study using a bench-scale activated-sludge reac- tor showed that a typical paint-sludge pit is sufficiently large to biologically destroy all captured paint solvents at a typical paint-spraying rate. For this, the experimental data on COD degradation and biomass production were analyzed with Monod kinetics for substrate utilization and a first-order kinetics for endogenous respiration.
Under continuous biological removal, the COD concentration in the biological paint-sludge pit was estimated to be less than 80 mg/L for a mean cell residence time greater than 5 days, which is much lower than the COD concentration in a typical paint-sludge pit (higher than several thousand milligrams per litre). The process conversion would then result in greater cap- ture of paint solvents from the air and would also reduce the loss of paint solvents in the pit from volatilization.
The existing spray-booth air circulation already has an oxy- gen-supply capacity that is available at no extra cost, which is another advantage for converting a paint-sludge pit to an acti- vated-sludge reactor.
Biomass production was estimated to be approximately 0.39 to 0.54 kg/m3.d (3.2 to 4.5 lb/d/l 000 gal) for a mean cell residence time of 5 to 20 days. This biomass production rate was comparable to the accumulation rate of overspray paint polymers. The production of the biomass may present two bene- fits: the biomass could be used as a supplemental carbonaceous material for converting paint sludge to activated carbon, and the biodegradation-pyrolysis combination could produce less carbon dioxide, a greenhouse gas.
Acknowledgments Credits. This research was conducted at Ford Research Labo-
ratory, Dearborn, Michigan. J.F.O. Richert and Willie C. Young assisted, respectively, in developing the procedure for GC anal- ysis of the paint solvents and monitoring the reactor system. Louis Lieberman of the Detroit Wastewater Treatment plant, Michigan, provided a secondary sludge for seeding the acti- vated-sludge system used in this study. E.M. Kalis provided editorial and technical comments.
Authors. Byung R. Kim is Staff Technical Specialist, Diane
H. Podsiadlik is Research Scientist, Irving T. Salmeen is Man- ager, and Linda M. Briggs is Technical Specialist in the Chemis- try Department, Ford Research Laboratory, Dearborn, Michi- gan. Daniel H. Yeh is a graduate student at the School of Civil and Environmental Engineering, Georgia Institute of Technol- ogy, Atlanta. At the time of the study, Daniel H. Yeh was Research Engineer in the Chemistry Department, Ford Research Laboratory. Correspondence should be addressed to Byung R. Kim, Ford Research Laboratory, P.O. Box 2053, Mail Drop 3083/SRL, Dearborn, MI 48121.
Nomenclature Influent solvent concentration, mg/L Effluent solvent concentration, mg/L Substrate (paint-solvent) loading rate as COD, mg/L d Henry’s constant, atm Wmol Half-saturation constant, mg COD/L Endogenous decay rate constant, d-‘ Maximum substrate utilization rate, d-’ Loss of a solvent because of volatilization, % Biomass production rate or biomass wasting rate, kg/m3 d Air flow rate, L/min Liquid flow rate, Wmin Flow rate of biomass wasting, L/d Gas constant, L a t d K mol Substrate concentration in the biological paint-sludge pit as COD, mg/L Substrate concentration in the influent as COD, mg/L Substrate concentration in the effluent as COD, mg/L Temperature, K Hydraulic retention time, days Volume of the paint-sludge pit, L Mixed liquor volatile suspended solids concentration in the biological paint-sludge pit, mg/L Mixed liquor volatile suspended solids concentration in the effluent, mg/L Cell-yield coefficient, mg MLVSS/mg COD Mean cell residence time or sludge age (days), equal to v/qw
Submitted for publication February 12, 1996; revised manu- script submitted May 16, 1996; accepted for publication July 18, 1996.
References American Public Health Association, American Water Works Associa-
tion, and Water Environment Federation (1989) Standard Methods for the Examination of Water and Wastewater. 17th Ed., Washing- ton, D.C.
BridiC, A.L.; Wolff, C.J.M.; and Winter, M. (1979) BOD and COD of
Clysters, H.M.L. (1992) Air Pollution Control at Ford Plants in Eu- rope-Emissions from Paint Operations. SAE Technical Paper Se- ries 920191, presented at SAE Int. Congress Exposition.
Hach Co. (1989) Water Analysis Handbook. Loveland, Colo. Hine, J., and Mookerjee, P.K. (1975) The Intrinsic Hydrophilic Charac-
ter of Organic Compounds. Correlation in Terms of Structured Contributions. J . Org. Chem., 40, 292.
Kim, B.R., and Pingel, L.J. (1989) Removal of Toluene from Air Using PACNater Slurry Reactor. J. Environ. Eng., 115, 1025.
Kim, B.R.; Matz, M.J.; and Lipari, F. (1989) Treatment of a Metal-
Some Petrochemicals. Water Res. (G.B.), 13, 627. ~
1220 Water Environment Research, Volume 69, Number 7

~~
Cutting-Fluids Wastewater Using an Anaerobic, GAC Fluidized- Bed Reactor. J. Water Pollut. Control Fed., 61, 1430.
Kim, B.R.; Anderson, S.G.; and Zemla, J.F. (1992a) Aerobic Treatment of Metal-Cutting-Fluid Wastewater. Water Environ. Res., 64, 258.
Kim, B.R.; Zemla, J.F.; Anderson, S.G.; Stroup, D.P.; and Rai, D.N. (1992b) Anaerobic Removal of COD in Metal-Cutting-Fluid Wastewater. Water Environ. Res., 64, 216.
Kim, B.R.; Kalis, E.M.; and Salmeen, I.T. (1993) AbsorptionNolatiliza- tion of Selected Paint Solvents from Water. Internal Report, Ford Research Laboratory, Dearborn, Mich.
Kim, B.R.; Kalis, E.M.; Salmeen, I.T.; Kruse, C.W.; Demir, I.; Carson, S.L.; and Rostam-Abadi, M. (1994) Converting Automotive Paint
~~
Abatement Odour Control Policies, Maastricht, The Netherlands, A.J. Dragt and J. van Ham (Eds.), Elsevier Science Publishers, Oxford, U.K.
Kruse, C.W.; Demir, 1.; Carson, S.L.; Rostam-Abadi, M.; Kim, B.R.; Kalis, E.M.; and Salmeen, I.T. (1994) Use of Char for Management of Paint Processing Waste. HWRIC TR-018, HWRIC Project Num- ber HWR 92-099, Final Report prepared for Hazardous Waste Res. Inf. Cent., Ill. Dep. Energy Nat. Resour., Springfield.
Metcalf and Eddy, Inc. (1991) Wastewater Engineering. 3rd Ed., McGraw-Hill, Iuc., New York, N.Y.
Overcamp, T.J.; Chang, H.-S.; and Grady, C.P.L., Jr. (1993) An Inte- grated Theory for Suspended-Growth Bioscrubbers. J. Air Waste
Sludge to Activated Carbon. Paper presented at 6th Annu. Water Environ. Fed. Tech. Exposition Conf., #AC945 105, Chicago, 111.
Kim, B.R.; Kalis, E.M.; Salmeen, I.T.; Kruse, C.W.; Demir, I.; Carlson, S.L.; and Rostam-Abadi, M. (1996) Evaluating Paint Sludge Chars for Adsorption of Selected Paint Solvents. J. Environ. Eng., 122,532.
Kok, H.J.G. (1992) Bioscrubbing of Air Contaminated with High Con- centrations of Hydrocarbons. Proc. Int. Symp. Biotech. Air Pollut.
Manage. Assoc., 43, 153. Overcamp, T.J.; Smets, B.F.; Hammervold, R.E.; and Grady, C.P.L., Jr.
(1994) A Bioregenerated Sorptive Slurry Scrubber. Proc. 49th Ind. Con$, Lewis Publishers, Chelsea, Mich.
Wang, Y.T.; Suidan, M.T.; and Pfeffer, J.T. (1984) Anaerobic Activated Carbon Filter for the Degradation of Polycyclic N-Aromatic Com- pounds. J. Water Pollut. Control Fed., 56, 1241.
NovembetYDecember 1997 1221