etude de l‱automatisation du processus de
TRANSCRIPT

Mémoire de fin d’études en vue de l’obtention du Diplôme d’Ingénieur Grade Master II en
Génie Mécanique et Industriel
Présenté par : RAMIARINTSOA Harisson Erick
Directeur de mémoire : RAVELOJAONA Johnson, Enseignant Chercheur à l’ESPA
Date de soutenance : 3 Mars 2018
Promotion 2016
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
D’ANTANANARIVO
**************
MENTION : GENIE MECANIQUE ET INDUSTRIEL
PARCOURS : GENIE INDUSTRIEL
ETUDE DE L’AUTOMATISATION DU PROCESSUS DE
FABRICATION DE SAC EN PAPIER BIODEGRADABLE A
PARTIR DE LA BAGASSE DE CANNE A SUCRE

Mémoire de fin d’études en vue de l’obtention du Diplôme d’Ingénieur Grade Master II en
Génie Mécanique et Industriel
Présenté par : RAMIARINTSOA Harisson Erick
Directeur de mémoire : Monsieur RAVELOJAONA Johnson, Enseignant Chercheur à l’ESPA
Président du jury : Monsieur RAKOTOMANANA Charles Rodin, Maître de Conférences à
l’ESPA
Membres du jury : Monsieur JOELIHARITAHAKA Rabeatoandro,
Enseignant Chercheur à l’ESPA
Monsieur RAKOTONINDRIANA Tahiry Fanantenana,
Enseignant Chercheur à l’ESPA
Monsieur RAKOTOMANANA Mickael,
Enseignant Chercheur à l’ESPA
Date de soutenance : 3 Mars 2018
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
D’ANTANANARIVO
**************
MENTION : GENIE MECANIQUE ET INDUSTRIEL
PARCOURS : GENIE INDUSTRIEL
ETUDE DE L’AUTOMATISATION DU PROCESSUS DE
FABRICATION DE SAC EN PAPIER BIODEGRADABLE A
PARTIR DE LA BAGASSE DE CANNE A SUCRE
Promotion 2016

TABLE DES MATIERES
REMERCIEMENTS .................................................................................................................................... i
LISTE DES TABLEAUX ...............................................................................................................................ii
LISTE DES FIGURES ................................................................................................................................. iv
LISTES DES SYMBOLES ET ABREVIATIONS ............................................................................................ vi
INTRODUCTION .................................................................................................................................... 1
PARTIE 1 :.............................................................................................................................................. 2
GENERALITES ....................................................................................................................................... 2
CHAPITRE I : MATIERES PREMIERES ........................................................................................... 3
1. CANNE A SUCRE .................................................................................................................... 3
2. CANNE A SUCRE A MADAGASCAR .................................................................................. 9
3. BAGASSE ................................................................................................................................ 10
CHAPITRE II : PROCESSUS DE FABRICATION DU SAC EN PAPIER EMBALLAGE A PARTIR DE LA BAGASSE ................................................................................................................................................ 20
1. METHODES DE FABRICATION ET COMPOSITION DU PAPIER ............................. 20
2. MISE EN PATE ....................................................................................................................... 25
3. MISE EN FEUILLE ET SECHAGE DE LA PATE ............................................................ 32
4. MISE EN FORME DU SAC EN PAPIER EMBALLAGE A PARTIR DE LA BOBINE 39
CHAPITRE III : NOTIONS SUR L’AUTOMATISATION ........................................................................... 45
1. DESCRIPTION DE L’AUTOMATISATION ...................................................................... 45
2. LES BUTS (OU OBJECTIFS) DE L’AUTOMATISATION .............................................. 48
3. LES FONCTIONS ................................................................................................................... 49
PARTIE 2 :............................................................................................................................................ 50
ETUDE EXPERIMENTALE .................................................................................................................. 50
CHAPITRE IV : CHOIX DES ORGANES D’AUTOMATISATION ET DIMENSIONNEMENT ................... 51
1. CAPTEURS ............................................................................................................................. 51
2. ACTIONNEURS ..................................................................................................................... 56
3. PREACTIONNEUR ................................................................................................................ 67
4. EFFECTEUR ........................................................................................................................... 71
5. Dimensionnement des unités hydrauliques dans le système de production ....................... 73

6. DIMENSIONNEMENT DES CONVOYEURS à Bandes ................................................... 81
CHAPITRE V : AUTOMATISATION DU PROCESSUS DE PRODUCTION DU SAC EN PAPIER EMBALLAGE .......................................................................................................................................... 93
1. ETAPE 1 : L’EXTRACTION DU SUCRE POUR L’OBTENTION DE LA BAGASSE . 93
2. ETAPE 2 : LA TRANSFORMATION DES BAGASSES EN BOBINE DE PAPIERS
EMBALLAGES ............................................................................................................................. 116
............................................................................................................................................................. 125
3. ETAPE 3 : FABRICATION DES SACS EN PAPIER A PARTIR DE LA BOBINE ..... 128
CHAPITRE VI : Application de l’étude d’automatisation du processus de traitement avec l’Automate Siemens S7-300 .................................................................................................................................. 137
1. PRESENTATION DE L’AUTOMATE .............................................................................. 137
2. ACCES AUX DONNEES DE L’API S7-300 ....................................................................... 138
3. EDITION DU PROGRAMME POUR l’AUTOMATE Siemens S7-300 .......................... 140
PARTIE 3 :.......................................................................................................................................... 158
Etude économique et Environnementale ........................................................................... 158
CHAPITRE VII : ETUDE ECONOMIQUE .............................................................................................. 159
1. IDENTIFICATION DU PROJET ....................................................................................... 159
2. ETUDE FINANCIERE ......................................................................................................... 162
CHAPITRE VIII : ETUDE ENVIRONNEMENTAL ................................................................................... 167
1. CADRE JURIDIQUE ET EXIGENCES ADMINISTRATIVES ..................................... 167
2. ANALYSE DES ETUDES D’IMPACTS ENVIRONNEMENTALES DU PROJET ET
MESURES D’ATTENUATIONS................................................................................................. 168
CONCLUSION ..................................................................................................................................... 175
ANNEXE : L’AUTOMATE SIEMENS S7-400 ............................................................................................. A
BIBLIOGRAPHIE ...................................................................................................................................... D
WEBOGRAPHIES ......................................................................................................................................F
BIBLIOGRAPHIE…………………………………………………………………………………………E
WEBOGRAPHIE………………………………………………………………………………………….F

RAMIARINTSOA HARISSON ERICK i
PROMOTION 2016
REMERCIEMENTS
Tout d’abord, je rends grâce à l’éternel Dieu Tout Puissant pour sa bonté, de m’avoir soutenu
tout le long de mes études et de m’avoir donné le temps, la force et la santé durant l’élaboration de ce
mémoire.
Ce présent n’a pu être achevé sans l’intervention de plusieurs personnes. Mes vifs remerciements
s’adressent à :
❖ Monsieur ANDRIANAHARISON Yvon, Directeur de l’Ecole Supérieure Polytechnique
d’Antananarivo de nous avoir laissé soutenir notre mémoire de fin d’études,
❖ Madame RAKOTOMANANA Dina Arisoa, Responsable de la Mention Génie Mécanique et
Industriel,
❖ Monsieur RAKOTOMANANA Charles Rodin, Maître de Conférences à l’ESPA, Président du
jury de ce présent mémoire,
L’expression de ma profonde gratitude s’adresse à Monsieur RAVELOJAONA Johnson, le
rapporteur de ce travail, pour la confiance qu’il m’a accordé à m’encadrer tout au long de la
préparation de cet ouvrage, qui s’est montré à l’écoute et nous a toujours soutenu et dirigé avec
patience, compétence et compréhension, Infinie reconnaissance.
Je tiens également à remercier tous les membres du jury qui ont bien voulu examiner ce travail
et ont sacrifié leur temps pour venir ce jour malgré leurs multiples et lourdes tâches :
❖ Monsieur JOELIHARITAHAKA Rabeatoandro, Enseignant Chercheur à l’ESPA,
❖ Monsieur RAKOTONINDRIANA Tahiry Fanantenana, Enseignant Chercheur à l’ESPA.
❖ Monsieur RAKOTOMANANA Mickael, Enseignant Chercheur à l’ESPA.
Nous ne saurons oublier tous les enseignants à l’ESPA surtout ceux de la Mention Génie
Mécanique et Industriel qui ont bien voulu nous donner leurs connaissances et leurs savoir- faire à
l’ESPA ces cinq années d’études.
Mes remerciements et toute ma gratitude s’adressent également :
❖ A mes parents et toute ma famille pour leur soutient, leurs apports moraux et financiers.
❖ A mes amis, à tous les collègues de la promotion et à tous ceux qui, de près ou de loin, ont
contribué à la réalisation de cet œuvre.
Merci à tous ! Que Dieu vous bénisse !

RAMIARINTSOA HARISSON ERICK ii
PROMOTION 2016
LISTE DES TABLEAUX
Tableau 1 : Production de Canne à sucre à Madagascar (Tonnes) ........................................................ 10
Tableau 2 : Procédure d'obtention de la bagasse ................................................................................... 11
Tableau 3 : Référence de proportionnalité ............................................................................................ 16
Tableau 4 : Eléments constitutifs .......................................................................................................... 17
Tableau 5 : La composition physique moyenne de la bagasse (ICIDCA, 1990) ................................... 17
Tableau 6 : La composition chimique de la bagasse ............................................................................. 18
Tableau 7: Comparaison entre les deux méthodes ................................................................................ 24
Tableau 8 : Déroulement de la mise en pâte .......................................................................................... 31
Tableau 9 : Bilan de Quantité ................................................................................................................ 38
Tableau 10 : Déroulement de la fabrication du sac en papier ............................................................... 44
Tableau 11 : Détermination de la charge appliquée .............................................................................. 58
Tableau 12 : Diamètre extérieur selon DIN2445 .................................................................................. 63
Tableau 13 : Classe de viscosité cinématique des fluides ..................................................................... 64
Tableau 14 : Dimensionnement des unités hydrauliques ...................................................................... 81
Tableau 15 : Rendement des couples de frottement .............................................................................. 88
Tableau 16 : Dimensionnement des convoyeurs à bande ...................................................................... 92
Tableau 17 : Choix technologiques des actionneurs (1ère Phase) .......................................................... 96
Tableau 18 : Choix technologiques des capteurs (1ère Phase) ............................................................... 96
Tableau 19 : Choix technologiques des actionneurs (Phase 2) ........................................................... 104
Tableau 20 : Choix technologiques des capteurs (Phase 2) ................................................................. 104
Tableau 21 : Choix technologiques des actionneurs (Phase 3) ........................................................... 111
Tableau 22 : Choix technologiques des capteurs (Phase 3) ................................................................. 111
Tableau 23 : Choix technologiques des actionneurs (Etape 2) ............................................................ 122
Tableau 24 : Choix technologiques des capteurs (Etape 2) ................................................................. 122
Tableau 25 : Choix technologiques des actionneurs (Etape 3) ............................................................ 131
Tableau 26 : Choix technologiques des capteurs (Etape 3) ................................................................. 132
Tableau 27: Variable de l'automate S7-300......................................................................................... 138
Tableau 28: Affectation automate N°1 ................................................................................................ 140
Tableau 29 : Affectation de la phase N°2 ............................................................................................ 143
Tableau 30 : Affectation de la phase N°3 ............................................................................................ 145
Tableau 31 : Affectation de l'Etape 2 .................................................................................................. 148
Tableau 32 : Affectation de l'Etape 3 .................................................................................................. 153
Tableau 33 : Conception des modèles ................................................................................................. 160
Tableau 34 : Quantité de papiers pour 5000 sacs ................................................................................ 161
Tableau 35 : Quantité de production par hectare de cannes ................................................................ 161
Tableau 36 : Différents prix des unités de production......................................................................... 163
Tableau 37 : Acheminements des matériels à Madagascar ................................................................. 163
Tableau 38 : Coûts des infrastructures ................................................................................................ 164

RAMIARINTSOA HARISSON ERICK iii
PROMOTION 2016
Tableau 39 : Coûts d'investissement limite (CIL) ............................................................................... 164
Tableau 40 : Nombre journalier de sacs produits ................................................................................ 165
Tableau 41 : Revenus journaliers des sacs .......................................................................................... 165
Tableau 42 : Chiffre d'affaire (CA) ..................................................................................................... 166
Tableau 43 : Les Impacts Négatifs et les mesures d'atténuations ........................................................ 174

RAMIARINTSOA HARISSON ERICK iv
PROMOTION 2016
LISTE DES FIGURES
Figure 1:Tige de la canne à sucre pour le bouturage ............................................................................... 4
Figure 2: Ecart à la plantation de canne à sucre ...................................................................................... 5
Figure 3: Canne à sucre ........................................................................................................................... 7
Figure 4 : La bagasse ............................................................................................................................. 14
Figure 5 : Défibreur à meule abrasive ................................................................................................... 22
Figure 6 : Fonctionnement d'une hacheuse ........................................................................................... 26
Figure 7 : Détection de niveau et mesure de pression dans le lessiveur ................................................ 27
Figure 8 : Vue de dessus du lessiveur ................................................................................................... 28
Figure 9 : Machine épurateur ou classeur .............................................................................................. 29
Figure 10 : Classeur Tailnet .................................................................................................................. 29
Figure 11 : Epaississeur à tambour (presse à vis) .................................................................................. 30
Figure 12 : Epaississeur presse à vis ..................................................................................................... 30
Figure 13 : Sécherie ............................................................................................................................... 33
Figure 14 : Phase de transformation de la pâte en bobine de papier ..................................................... 36
Figure 15 : Circulation de l'eau dans le processus ................................................................................. 37
Figure 16 : Bobine d'emballage obtenue à partir de la bagasse ............................................................. 37
Figure 17 : Machine d’assemblage pour la formation des poignets ...................................................... 40
Figure 18 : Lame de Queter ................................................................................................................... 40
Figure 19 : Machine de façonnage ........................................................................................................ 41
Figure 20 : Assemblage des côtés du sac .............................................................................................. 41
Figure 21 : Machine de découpage ........................................................................................................ 42
Figure 22 : Guide de reprise .................................................................................................................. 42
Figure 23 : Sortie des sacs de la chaine de production .......................................................................... 43
Figure 24: Fonctionnement d'un système automatisé ............................................................................ 49
Figure 25 : Capteurs de poids ................................................................................................................ 51
Figure 26 : Capteurs de présence photoélectrique ................................................................................. 52
Figure 27 : Capteur de proximité........................................................................................................... 53
Figure 28 : Capteur de Température ...................................................................................................... 54
Figure 29 : Capteur de PH ..................................................................................................................... 55
Figure 30 : Débitmètre à ultrason ......................................................................................................... 55
Figure 31 : Vérin hydraulique à double effet ........................................................................................ 57
Figure 32 : Vérin à double effet ............................................................................................................ 57
Figure 33 : Détermination du coefficient de mode fixation ................................................................. 58
Figure 34 : Abaque de la tige de vérin (Abaque) .................................................................................. 59
Figure 35 : Abaque du choix du vérin ................................................................................................... 61
Figure 36 : Moteur asynchrone.............................................................................................................. 66

RAMIARINTSOA HARISSON ERICK v
PROMOTION 2016
Figure 37 : Distributeur 4/3 type tandem - Commande électrique ........................................................ 67
Figure 38 : Unité de puissance hydraulique .......................................................................................... 69
Figure 39 : Schéma d'une électrovanne ................................................................................................. 71
Figure 40 : Pompe centrifuge ................................................................................................................ 72
Figure 41 : Convoyeur à bande ............................................................................................................. 82
Figure 42 : Convoyeur à bande horizontale .......................................................................................... 87
Figure 43 : Circuit de puissance de la phase 1 ...................................................................................... 98
Figure 44 : Circuit de puissance de la phase 2 .................................................................................... 106
Figure 45 : Circuit de puissance de la phase 3 .................................................................................... 113
Figure 46 : Circuit de puissance de l'étape 2 ....................................................................................... 125
Figure 47 : Circuit de puissance de l'étape 3 ....................................................................................... 134
Figure 48: Structure d’interaction du logiciel et du matériel ............................................................... 137

RAMIARINTSOA HARISSON ERICK vi
PROMOTION 2016
LISTES DES SYMBOLES ET ABREVIATIONS
SYMBOLES ET
ABREVIATIONS
DESIGNATIONS UNITES
TMP Thermomechanical Pulping
PAD Plateforme des Agrocarburants Durables
R Rendement du jus extrait dans la canne %
m Quantité de marc ou de matière insoluble Kg
E Quantité de jus séparée par la presse Kg
S Quantité de sucre dans la canne Kg
B Quantité de la bagasse obtenue Kg
V Quantité d’eau ajoutée avant la presse de la canne Kg
PC Partie Commande
PO Partie Opérative
VA Valeur ajoutée
API Automates Programmables Industriels
pH Potentiel en Ions Hydrogène
BIT Bureau International du Travail
AC Condition d’Activation
DC Condition de Désactivation
p Pression bars
s Section m2
F Force ou effort N
g Constante gravitationnelle m/s2
Q Débit moyenne par seconde m3/s
α Angle d’inclinaison du vérin °
Vr Vitesse rentrée de la tige du vérin m/s
Vs Vitesse de sortie de la tige du vérin m/s
dint Diamètre intérieur de la conduite mm
D Diamètre extérieur de la conduite mm
Viscosité cinématique du fluide cm2/s
μR Coefficient de frottement entre tambour et bande
P Puissance KW
Δp Pertes de charges bars
L Longueur m
ρ Masse volumique du fluide Kg/m3
η Rendement

RAMIARINTSOA HARISSON ERICK vii
PROMOTION 2016
Vres Volume du réservoir l
N Nombre de tour par minute tr/mn
w Vitesse angulaire rad/s
dt Diamètre du tambour du convoyeur à bande mm
Vc Vitesse du convoyeur m/s
qG Masse linéique de produit à transporter Kg/m
Iv Débit massique t/h
Ϩ Surface massique du papier m2/Kg
Cs Capacité de production de sacs par heure sacs/h
Ss Surface du papier pour un sac m2
IM Débit volumique m3/h
Fu Force utile pour entrainer le moteur N
r Rapport de transmission de l’engrènement
Mt Moment de torsion transmis par les arbres N.m
p Capteur de présence
T Mémoire des Temporisations
I Mémoire image des entrées
Q Mémoire image des sorties
V Mémoire des variables
MPI Interfaces multipoint
GRAFCET GRAphe Fonctionnel de Commande Étapes-
Transitions
SM Mémoire mémentos spéciaux
RT Relais thermique
F Fusible
PM Petit Modèle
MM Moyen modèle
GM Grand modèle
TVA Impôt fixe de l’Etat sur tous les bien et service
vendus
MECIE Mise En Compatibilité des Investissements avec
l’Environnement
EIE Etude d’Impact Environnemental
CO2 Gaz carbonique (Dioxyde de Carbone)
NOx Oxyde d’azote

RAMIARINTSOA HARISSON ERICK 1
PROMOTION 2016
INTRODUCTION
Actuellement, les produits en papier deviennent de plus en plus une première nécessité,
il en est également l’usage des sacs. Alors que ce sont des facteurs qui conduisent à une des
causes de la dégradation de la forêt. L’utilisation des sacs en plastiques contribue également à
la destruction environnementale à travers les déchets non dégradables et polluants. En effet, la
plupart des industries modernes produisent des matières biodégradables.
Madagascar est parmi les pays qui possède de grands nombres de différentes espèces
botaniques telle que la canne à sucre qui est l’une plante ligneuse et fibreuse, très exploitable
au niveau du secteur industriel et favorable à la production des sacs en papier biodégradable.
Malgré cela, nous sommes en mesure d’améliorer le processus de production, en faisant
appel à une nouvelle technologie d’automatisation pour développer la performance et la qualité
de production.
En guise de cette vision est l’esprit de choisir et d’élaborer ce présent mémoire intitulé
: « ETUDE DE L’AUTOMATISATION DU PROCESSUS DE FABRICATION DE SAC EN
PAPIER BIODEGRADABLE A PARTIR DE LA BAGASSE DE CANNE A SUCRE ».
Quel est le déroulement du processus du système d’automatisation au passage de la
canne à sucre aux différentes étapes jusqu’à la sortie des sacs en papier finis de la chaîne de
production ?
Le plan de travail d’étude sera divisé en 3 grandes parties : la première partie montre
généralement la matière première, les procédures de fabrication et la valeur de la technologie
d’automatisation. La deuxième partie sera une étude approfondie de l’automatisme du
processus de chaque phase et étape de production, en adaptant à la suite avec l’automate
SIEMENS. Finalement, la réalisation du projet sera basée sur l’étude environnementale et
économique.

RAMIARINTSOA HARISSON ERICK 2
PROMOTION 2016
PARTIE 1 :
GENERALITES

RAMIARINTSOA HARISSON ERICK 3
PROMOTION 2016
CHAPITRE I : MATIERES PREMIERES 1. CANNE A SUCRE
Plus précisément, dans la fabrication de la pâte à papier n’utilise pas entièrement tout
l’aspect de la canne mais seulement l’obtention des résidus après l’extraction du jus sucré
dans celle-ci, ce qui donne en restes la bagasse. Pour cette dernière, le mieux d’avoir une
quantité suffisante, mise à part la plantation des cannes à sucres, il faut établir une coopération
avec des usines de production qui laissent en tant que déchets cette partie, de les donner une
meilleure issue de les débarrasser en les récupérant.
1.1. Culture
La rentabilité de la culture dépend bien sûr du climat, du terrain, de l’irrigation, de la
variété et du degré de lutte contre les maladies et les parasites. Les tiges sont coupées aussi
près que possible du sol puis étêtées.
1.1.1. Préparation du sol
La préparation du sol a pour but de rendre les surfaces destinées à la culture les plus
favorables à la croissance de la canne. La canne à sucre se caractérise par un système radiculaire
important, allant en profondeur, ce qui la rend apte à coloniser les terrains même fortement en
pente et en retenir le sol. Les sols les plus propices à son développement sont donc ceux qui lui
permette cet enracinement et qui lui offrent donc une certaine profondeur et une aération du sol
n'offrant pas de résistance à la pénétration des racines. La canne à sucre est autrement
généralement considérée comme une plante très tolérante aux conditions de sols.

RAMIARINTSOA HARISSON ERICK 4
PROMOTION 2016
1.1.2. Mode de plantation
La canne à sucre se plante par bouturage. Les cannes issues de la pépinière sont
coupées en tronçons de trois yeux et puis enterrées (morceaux de tiges de canne d’environ 30
cm). De plus, il faut enlever les feuilles de la base et couper les feuilles du sommet et ne
garder que 2 ou 3 nœuds au- dessous de la partie verte.
Figure 1:Tige de la canne à sucre pour le bouturage
Les boutures sont mises à plat dans le fond des sillons en files puis recouvertes de 4 à 8
cm de terre fine. La mise en place des boutures est réalisée après l'ouverture des sillons. Les
yeux sont placés sur le côté et non dessous. Une bonne levée commence après 10 à 15
jours.
Les boutures de trois yeux de canne à sucre sont enfoncées avec un angle
d'environ 45° dans le sol, le dernier œil dépassant. Ce dernier œil permet à la canne de
démarrer dans le cas où le sol étoufferait les deux autres.
1.1.3. La densité

RAMIARINTSOA HARISSON ERICK 5
PROMOTION 2016
En général, les écartements sont en moyenne de 1,50 m entre les lignes. Ainsi, pour
planter un hectare, il faut 4 à 8 tonnes de boutures. Avec un hectare de pépinières, on plante 8
à 15 ha.
Figure 2: Ecart à la plantation de canne à sucre
1.1.4. L’Entretien
Les principaux travaux d'entretien de la canne à sucre sont les suivants :
• Irrigation : la canne à sucre est grande consommatrice d'eau. Durant les
périodes de sècheresse, il peut être nécessaire de suppléer l'apport naturel
d'eau (pluies, rosée, humidité de l’air...) en pratiquant l'arrosage ou l'irrigation.
• Drainage : la stagnation d'eau peut comme pour toute plante étouffer les
racines et retarder le développement de la canne. Le drainage consiste en
général sur des terrains plats à créer des éléments de reliefs pour éviter cette
stagnation.
• Lutte contre les mauvaises herbes : Les mauvaises herbes sont néfastes à la
plantation car elles entrent en compétition de lumière, d'eau et de nutrition
avec les cannes. De plus elles peuvent servir d'hôtes à des maladies ou des

RAMIARINTSOA HARISSON ERICK 6
PROMOTION 2016
parasites de la canne. Cette lutte se concentre sur les adventices car la
croissance de la canne lui permet de surclasser les espèces basses, pour
autant qu'un désherbage à la plantation ait donné à la canne "une longueur
d'avance".
• Lutte contre les maladies : La surveillance des cannes permet de détecter les
maladies affectant les plantations et de mettre en œuvre un traitement
phytosanitaire ou des mesures de destruction des zones contaminées pour que le
reste de la plantation ne soit pas affectée.
1.2. Physiologie de la canne à sucre
Connus depuis la préhistoire, la canne à sucre et le miel furent longtemps les
seules sources de sucre de l’humanité.
D’origine botanique au « Saccharum », cette plante n'existe plus à l'état
sauvage. Sa contrée d'origine serait l'archipel de la Nouvelle-Guinée, d'où elle aurait
été répandue par l'homme d'abord dans toutes les îles du Pacifique et dans l'Océan
Indien jusqu'en Malaisie, ainsi que dans la péninsule Indochinoise. Depuis, la canne à
sucre classifié « Saccharum officinarum » est celle qui a été domestiquée. Elle a ensuite
été croisée avec les espèces sauvages (Saccharum robustum, Saccharum barberi,
Saccharum spontaneum et Saccharum sinense) pour améliorer ses qualités végétatives.
La canne à sucre « Saccharum officinarum » est une plante de la famille des
Graminées ou Poacées, réputée pour leur grande longévité et ces caractéristiques
diverses s’adaptant aux différentes régions de culture : robustesse, résistance aux
maladies, teneur en sucre plus ou moins élevée. C’est une plante vivace, c’est-à-dire,
qu’elle n’a pas besoin d’être replantée tous les ans : la canne repousse après chaque
récolte. Après cinq (5) ou six (6) « repousses », les vieux plants sont arrachés et une «
canne vierge » est replantée. Elle se cultive par bouturage (on plante des tronçons de
tige de canne de 30 - 40 cm qui régénèrent une plante entière) ; au fil de la croissance,
RAMIARINTSOA HARISSON ERICK 7
PROMOTION 2016
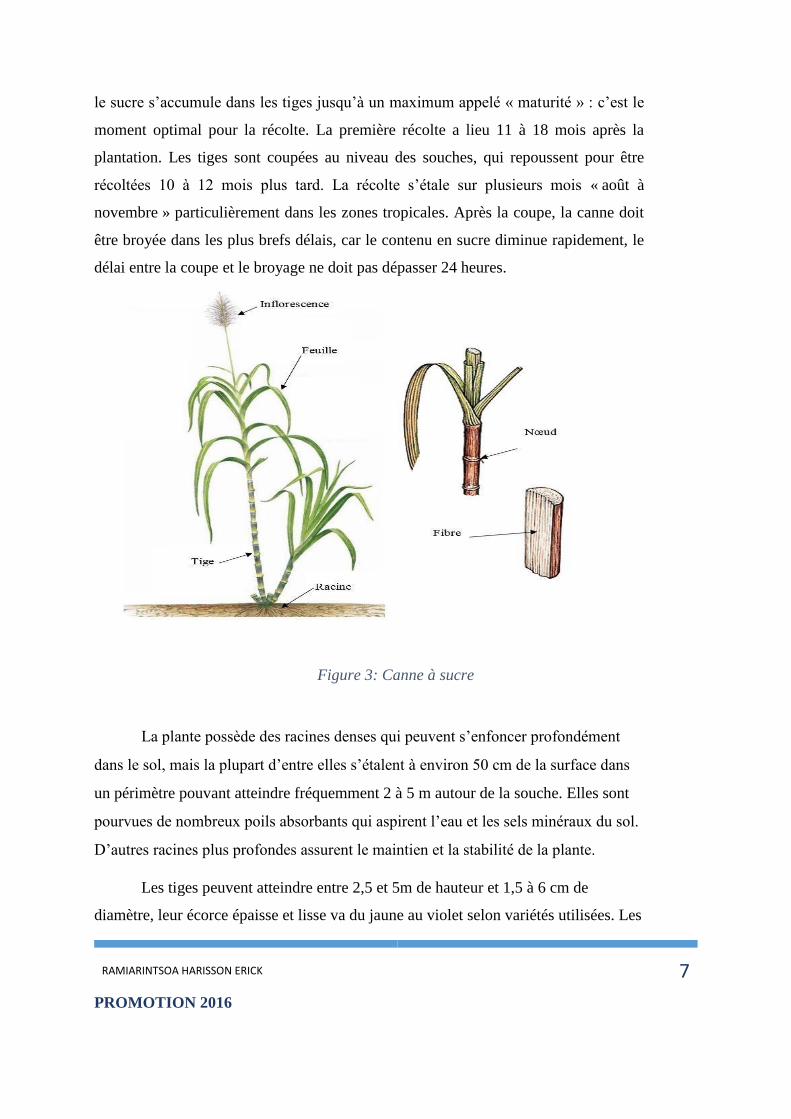
le sucre s’accumule dans les tiges jusqu’à un maximum appelé « maturité » : c’est le
moment optimal pour la récolte. La première récolte a lieu 11 à 18 mois après la
plantation. Les tiges sont coupées au niveau des souches, qui repoussent pour être
récoltées 10 à 12 mois plus tard. La récolte s’étale sur plusieurs mois « août à
novembre » particulièrement dans les zones tropicales. Après la coupe, la canne doit
être broyée dans les plus brefs délais, car le contenu en sucre diminue rapidement, le
délai entre la coupe et le broyage ne doit pas dépasser 24 heures.
Figure 3: Canne à sucre
La plante possède des racines denses qui peuvent s’enfoncer profondément
dans le sol, mais la plupart d’entre elles s’étalent à environ 50 cm de la surface dans
un périmètre pouvant atteindre fréquemment 2 à 5 m autour de la souche. Elles sont
pourvues de nombreux poils absorbants qui aspirent l’eau et les sels minéraux du sol.
D’autres racines plus profondes assurent le maintien et la stabilité de la plante.
Les tiges peuvent atteindre entre 2,5 et 5m de hauteur et 1,5 à 6 cm de
diamètre, leur écorce épaisse et lisse va du jaune au violet selon variétés utilisées. Les

RAMIARINTSOA HARISSON ERICK 8
PROMOTION 2016
tiges sont structurées en tronçons de 10 à 20 cm (les entre-nœuds), séparés par des
nœuds où les feuilles prennent naissance. Les feuilles sont réparties en deux files
opposées et ont un limbe de 1m de longueur sur 2 à 10 cm de largeur. Elles sont au
nombre de 10 sur les plantes en pleine croissance. En période de floraison, la tige se
termine par une panicule, inflorescence argentée. Cette panicule, fragile et soyeuse,
mesure de 50 cm à 1 m de longueur.
L’apparition de la floraison marque la fin de la croissance de la plante et le
début d’une augmentation sensible de formation de saccharose qui se déclenche sous
l’action de la sécheresse et de la fraîcheur nocturne. Cependant, la floraison des
plantes cultivées n’est pas désirable du fait qu’elle soutire une partie de l’énergie
nécessaire à la croissance végétative de la plante et à la production du saccharose.
Pendant la période qui précède la récolte, la plante fabrique peu à peu son
sucre (saccharose) dans les feuilles grâce à l’action conjuguée du soleil, de l’eau et de
l’air « photosynthèse ». Le saccharose s’accumule dans la tige comme réserve
énergétique, mais sa répartition n’est pas égale et le sommet de la plante est d’une
moindre teneur en sucre. Les principaux constituants de la canne à sucre sont le sucre
et les fibres. La composition moyenne de la canne à sucre est présentée. Selon l’état
de maturité de la plante, la teneur en fibre peut varier de 10 % à 18 %, la quantité
d’eau de 72 % à 77 % et le saccharose de 12 % à 16 %.
1.3. Condition climatique favorable
• Température
Température optimale diurne (seulement dans la journée) : germination de 26°
C à 33° C et croissance de 28° C à 35° C. Température minimale de croissance : 15°
C à 18° C.
• Altitude
Pour avoir un bon rendement industriel, il est conseillé de ne cultiver la canne à sucre
que sur les régions côtières ne dépassant pas le 500 m d'altitude, la canne à sucre exige un

RAMIARINTSOA HARISSON ERICK 9
PROMOTION 2016
climat chaud et humide, dans les zones tropicales et subtropicales, et plus particulièrement
entre 35° de latitude nord et 30° de latitude sud.
• Insolation
La canne à sucre exige beaucoup de lumière pour sa croissance et pour la formation
des saccharoses. Les cannes cultivées en pleine lumière possèdent des tiges plus grosses et
plus trapues, des feuilles plus larges, plus épaisses et plus vertes ainsi que des racines plus
développées, l'insolation facilite la maturation des cannes et permet la réduction de l'eau en
quantité.
• Besoins en eau et fréquence d'arrosage
Besoin en eau : 150 mm/mois avec une fréquence d'arrosage : par quinze (15) jours.
2. CANNE A SUCRE A MADAGASCAR
2.1. Conditionnement à Madagascar
Pour le cas de Madagascar il n'y a pas de création variétale à Madagascar et la
filière importe directement des nouvelles variétés. Ces derniers sont importés,
actuellement, de la quarantaine intermédiaire « CIRAD - Montpellier » (Centre de
coopération Internationale en Recherche Agronomique pour le Développement)
auprès duquel le Centre Malgache de la Canne et du Sucre (CMCS) a contracté des
abonnements renouvelables.
Législation phytosanitaire : suivant l'Arrêté n° 4 736/2002 du 07 octobre
2002 portant réglementation d'importation des végétaux ou produits végétaux et
l'Arrêté n° 4735/2002 du 07 octobre 2002 portant création des mesures de
quarantaines et conditions de détention en quarantaine végétale ; « les végétaux dont
la canne à sucre doivent, après leur introduction, être soumis en observation
phytosanitaire dans des installations appropriées dans les stations Nationales de
Quarantaine Végétale »
La procédure de mise en quarantaine se fait en deux étapes :

RAMIARINTSOA HARISSON ERICK 10
PROMOTION 2016
• En Serre ou en milieu fermé au niveau de la Station Nationale de quarantaine
végétale à Nanisana. Cette étape dure 20 mois en deux cycles de vierge.
• En plein air ou quarantaine ouverte au niveau de la Station Nationale de
Quarantaine à sucre à Ranomafana Est - Brickaville qui dure 10 mois en cycle
de vierge.
À chaque changement du cycle, les boutures sont soumises à des traitements
thermothérapies (eau courante pendant 48 heures et eau chaude à 50-51° C pendant
55 minutes).
2.2. Potentiels actuels à Madagascar
Pour le moment, c’est surtout l’éthanol pour l’usage domestique qui est promu,
pourtant Madagascar dispose d’importante potentialité agricole et que d’après une étude
réalisée par la plateforme des agrocarburants durables (PAD) et le WWF en 2011, une surface
d’un million d’hectares suffirait pour recueillir des cultures à vocation énergétique, sans
compromettre la production alimentaire, afin de saisir l’opportunité de se développer dans le
domaine des agrocarburants. À titre indicatif nous avons ici un bilan de la production de
canne à sucre et d’alcool à Madagascar sur les 3 sites les plus prépondérantes en 5 années
depuis 2009 :
Tableau 1 : Production de Canne à sucre à Madagascar (Tonnes)
3. BAGASSE
3.1. Mode d’obtention de la bagasse
On a recours à la principe d’obtention de l’alcool par fermentation du jus sucré

RAMIARINTSOA HARISSON ERICK 11
PROMOTION 2016
de la canne (pour l’obtention du rhum, de l’éthanol...) pour mieux avoir les résidus
restants non utilisés pour ce domaine c’est la bagasse. En général, le processus
d’obtention s’effectue en 4 étapes :
o L’extraction du jus sucré
o La fermentation
o La distillation
o La rectification et la déshydratation
Mais on ne s’intéresse que pour l’obtention de la bagasse, ce qui nous mène à
se concentrer que sur l’étape de l’extraction du jus sucré.
On peut aussi élaborer des différentes matières premières principalement dans
les espèces végétales souvent lignifiées constituants en majorité de fibres de celluloses,
caractéristique spécifiée pour l’obtention de la pâte à papier comme le bambou, le
manioc, le bois, canne de maïs… Mais pour notre étude, nous allons nous focaliser
pour la fabrication de papier à base de la bagasse de canne à sucre.
3.1.1. L’extraction du jus sucré
Les différentes étapes de transformation :
Les cannes sont acheminées dans un
endroit sûr ou pesées dans le cuve de
pesage et passent directement dans le
procédé suivant.
Livraison des cannes par des moyens de
transports (camion, charrette…)
Lavage et coupage des cannes à sucres en
morceaux pour mieux passer aux moulins
Broyage et Pressage, puis rincées afin d'en
extraire un maximum de jus sucré
Acheminement
Livraison
Préparation
Extraction
Bagasse
Tableau 2 : Procédure d'obtention de la bagasse

RAMIARINTSOA HARISSON ERICK 12
PROMOTION 2016
3.1.2. Calcul de rendement
Cette méthode consiste à presser la canne à sucre pour en tirer le jus afin d’en
déduire la quantité de résidus rejetés (bagasse). La pression peut s’effectuer soit par
presse à vis, soit par des batteries de moulins.
Considérons 100kg de matière issue du pressage. Ce jus contient encore 𝑚
[kg] de marc ou matière insoluble et S [kg] de sucre, la quantité de jus est :100 − 𝑚.
Si la presse sépare 𝐸[kg] de jus, le résidu B[kg] est de : 100 − 𝐸[kg]. La pression aura
abouti à une extraction de :
On peut voir que le rendement augmente avec E, c’est-à-dire, avec la
puissance de la presse. Cette méthode n’est pas très favorable si on cherche à obtenir
un rendement élevé. D’où addition 𝑉[kg] d’eau soit avant la pression, soit sur le marc
de première pression et après un malaxage avant une dernière nouvelle pression.
Dans la première pression avec addition d’eau, le rendement sera de : R1
B = 100 − 𝑅 (100−𝑚)
100 [kg]
B1= 100 − 𝑅1 (100−𝑚+𝑉)
100 [kg]
[%]
E.1
E.2

RAMIARINTSOA HARISSON ERICK 13
PROMOTION 2016
Dans la seconde pression après malaxage, nous aurons un rendement :
La pratique de la dilution favorise le rendement mais diminue le degré de vins
; c’est pourquoi cette opération doit être compensée autant que possible par
l’augmentation du nombre des pressions pour restreindre ce défaut.
Les étapes où on extrait le jus de la canne sont subdivisées en 3 parties :
o La réception des cannes :
Le ramassage de la récolte se fait dans les champs par camions, remorques et
tracteurs.
La réception des cannes par l’usine se fait directement à la balance. Arrivés à la
balance, les cannes sont pesées, puis on prélève un échantillon de cannes à l’aide
d’une sonde mobile pour procéder à une analyse afin de vérifier la teneur en
saccharose. Par la suite, les cannes peuvent être soit, entreposées pour la nuit, soit
envoyées directement à la transformation.
Le cultivateur est rémunéré en fonction de la teneur en sucre de cet échantillon et
de la masse de la canne.
o La préparation :
Les cannes passent sur des coupes cannes après avoir passé au lavage pour
enlever tous les déchets comme les boues, les poussières etc... À ce stade, les

RAMIARINTSOA HARISSON ERICK 14
PROMOTION 2016
morceaux de canne ont une taille de l’ordre de 100 mm de longueur et 4 mm de
diamètre.
o Le broyage (l’extraction) :
Lors de l’extraction, les morceaux de canne à sucre passent par une batterie de 4
moulins cylindriques qui tournent lentement (4 à 6tr/mn). Chaque moulin comporte 3
rolls montés en triangle (1 roll d’entrée, 1 roll supérieur et 1 roll de sortie).
La canne est broyée pour la première fois entre le roll d’entrée et le roll supérieur
et une deuxième fois entre le roll supérieur et le roll de sortie.
Au passage du deuxième moulin, la canne a déjà abandonné une partie de son jus,
mais il reste encore du saccharose.
Au passage du dernier moulin, on injecte de l’eau chaude (imbibition), et le jus
récolté revient au niveau du troisième moulin. Le jus au troisième moulin étant trop
dilué, est renvoyé au deuxième moulin. On récupère donc le jus du deuxième moulin
et du premier moulin. A la sortie du dernier moulin, on obtiendra de la bagasse. Pour
le jus sucré obtenu, on peut le vendre aux choix des diverses usines comme les usines
sucrières, rhumières, producteurs d’éthanol, etc…
Figure 4 : La bagasse

RAMIARINTSOA HARISSON ERICK 15
PROMOTION 2016
3.1.3. La quantité de bagasse
La canne à sucre génère une quantité importante de résidus. Il s’agit du reste
de la tige après extraction du jus, ce que l’on appelle « bagasse ». On évalue qu’une
tonne de canne produit environ 350 à 400 kg de débris, soit entre 35 % et 40 % de la
matière première.
Ainsi, la bagasse est le résidu fibreux et ligneux obtenu après broyage de la
canne à sucre pour l’extraction du jus sucré dans les moulins des sucreries et
distilleries. Il en ressort 70% du jus et 30% de la bagasse. En général, la bagasse est
considérée comme un coproduit de la canne plus que comme un déchet de l’industrie
sucrière et rhumière.
C’est une source d’énergie, et de matière première pour papiers (assiette
jetable,), cartons, isolants thermiques, panneaux agglomérés (bagapan), matière
textiles, fourrage pour les animaux (bétails), utiliser la cendre de bagasse comme
amendement pour la fertilisation du champ de canne. Sous forme de combustibles,
c’est une bioénergie utilisée dans les usines de production d’éthanol ou de sucre. De
ce fait, certaines usines peuvent fonctionner en autonomie énergétique et parfois de
produire plus d’électricité qu’elle n’en a besoin et même vendre son surplus, certes
cela étant en fonction de la quantité de bagasse en stock.
Après le processus de broyage, la bagasse est entreposée dans un hangar ou
sur une vaste surface pour sécher. Certaines usines prennent en partie de la bagasse
sert de combustible pour la chaudière qui produit la vapeur nécessaire au
fonctionnement de l’usine surtout à la distillation.

RAMIARINTSOA HARISSON ERICK 16
PROMOTION 2016
Remarque :
Concernant la proportionnalité, la quantité de bagasse peut être obtenue à
partir des références suivantes :
On constate que la quantité de bagasse obtenue en moyenne est de 24,375
tonnes par hectare avec les bonnes conditions de techniques agricoles et un calendrier
de plantation optimisé.
3.2. Composition de la bagasse
3.2.1. Propriété morphologique
Lors du broyage de la canne à sucre par les broyeurs, après extraction du jus,
les trois principales composantes de la canne se retrouvent dans la bagasse :
o La moelle, composée de fibres courtes contenant une majorité de sucrose
o Les fibres
o L’écorce : contenant les fibres les plus longues et les plus fines
La bagasse présente une grande hétérogénéité morphologique constituée de
paquets de fibres et d’autres éléments de structure comme des vaisseaux, le
sclérenchyme (cellules à parois épaisses souvent lignifiée : fibres), du
parenchyme et des cellules épithéliales.
1 Hectare de
plantation 60 à 70 tonnes de
canne à sucres
1 Tonne de
canne à sucre 350 à 400
kilogrammes de
Bagasse
Tableau 3 : Référence de proportionnalité
RAMIARINTSOA HARISSON ERICK 17
PROMOTION 2016
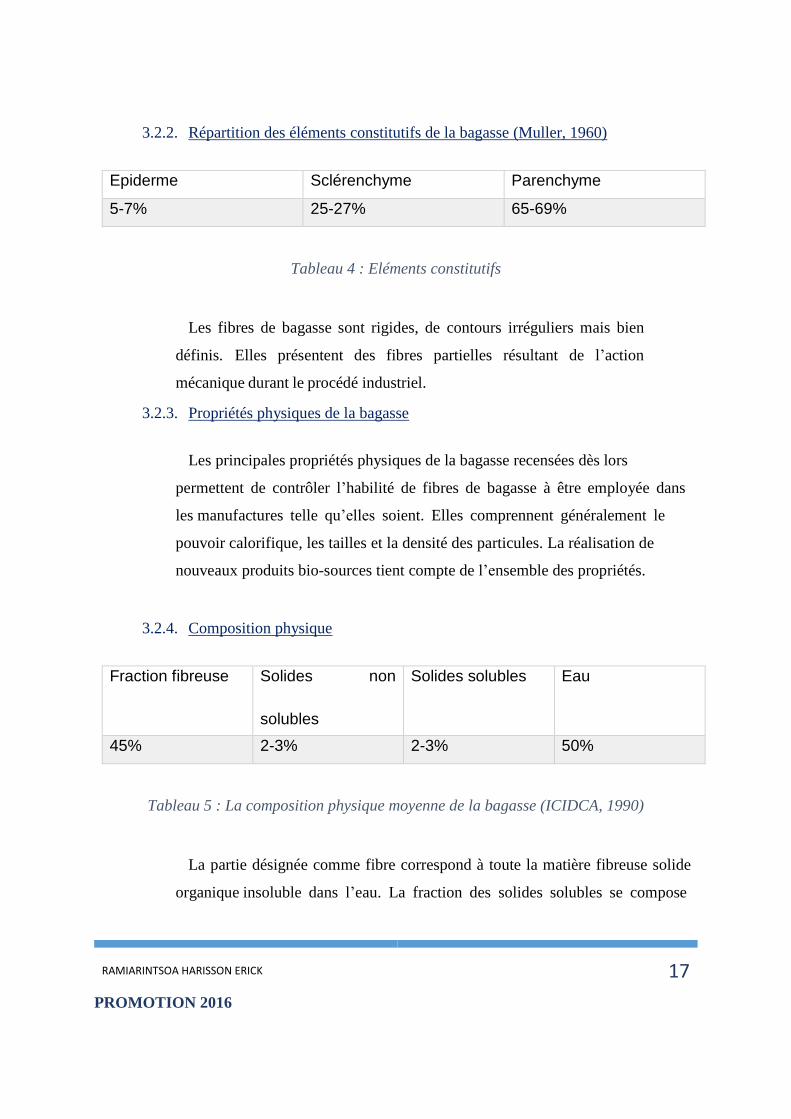
3.2.2. Répartition des éléments constitutifs de la bagasse (Muller, 1960)
Epiderme Sclérenchyme Parenchyme
5-7% 25-27% 65-69%
Tableau 4 : Eléments constitutifs
Les fibres de bagasse sont rigides, de contours irréguliers mais bien
définis. Elles présentent des fibres partielles résultant de l’action
mécanique durant le procédé industriel.
3.2.3. Propriétés physiques de la bagasse
Les principales propriétés physiques de la bagasse recensées dès lors
permettent de contrôler l’habilité de fibres de bagasse à être employée dans
les manufactures telle qu’elles soient. Elles comprennent généralement le
pouvoir calorifique, les tailles et la densité des particules. La réalisation de
nouveaux produits bio-sources tient compte de l’ensemble des propriétés.
3.2.4. Composition physique
Fraction fibreuse Solides non
solubles
Solides solubles Eau
45% 2-3% 2-3% 50%
Tableau 5 : La composition physique moyenne de la bagasse (ICIDCA, 1990)
La partie désignée comme fibre correspond à toute la matière fibreuse solide
organique insoluble dans l’eau. La fraction des solides solubles se compose

RAMIARINTSOA HARISSON ERICK 18
PROMOTION 2016
de molécules de saccharose résiduel, non-extraites lors du procédé ainsi que
d’une portion de cires.
Les solides non-solubles sont principalement inorganiques. Ils sont composés
de pierres ou autres matériaux étrangers. Cette portion, bien qu’infime, participe
à la composition de la bagasse et est grandement influencée par les moyens
mécaniques de coupe et de récolte.
3.2.5. Composition chimique de la bagasse
Alors que les variétés de canne à sucre cultivées diffèrent d’un pays à un autre,
la composition chimique des fibres de bagasse est sans variations significatives
pour les principaux constituants (Rocha, 2012).
La bagasse et la canne à sucre sont constituées d’une intime association de
polymères : cellulose, hémicellulose et lignine, dont la distribution dans la plante
est hétérogène entre la paroi cellulaire et la moelle interne.
Le Tableau ci-dessous regroupe selon les différents auteurs, la répartition des
fractions polymériques dans la bagasse reportée dans la littérature.
Composants Poids
moléculaire
Cuba9,
1990
Berndt
et
Hodzic,
2007
Dinu,
2006
ICIDCA,
1990
Cellulose 150000-350000 43-45 % 40-50 % 30-39 % 45 %
Hémicellulose 10000-20000 25-27 % 25-35 % 24-30 % 33 %
Lignine 3000-5000 20-22 % 15-35 % 18-22 % 20 %
Tableau 6 : La composition chimique de la bagasse

RAMIARINTSOA HARISSON ERICK 19
PROMOTION 2016
3.3. Disponibilité de la bagasse à Madagascar
L'industrie de la canne produit en grande quantité la bagasse, résidu de
l'extraction du jus de pipe pour la production de rhum ou de sucre. On estime que la
production mondiale de bagasse est d'environ 250 millions de tonnes par an. A
Madagascar, cette matière première est principalement produite par la SASM (Société
Agricole et Sucrière de Madagascar) qui est détenu à 70% par la Compagnie Vidzar
et 30% par la SIRAMA (l’usine de Nosy-Be a cessé de fonctionner depuis 2005 et
celle de Brickaville depuis 2007).
Le plus souvent, la bagasse est utilisée comme source d’énergie (combustible).
Mais depuis quelques années La bagasse est utilisée comme source de matière
première pour la fabrication des emballages, assiettes, bols, gobelets, etc. En effet,
cette utilisation de la bagasse est une bonne alternative au plastique et au polystyrène,
car la bagasse n'est pas dangereuse pour la santé, et elle est biodégradable en 45
jours.

RAMIARINTSOA HARISSON ERICK 20
PROMOTION 2016
CHAPITRE II : PROCESSUS DE FABRICATION DU SAC EN PAPIER EMBALLAGE A PARTIR DE LA BAGASSE
1. METHODES DE FABRICATION ET COMPOSITION DU PAPIER
1.1. Historique
L’histoire du papier est une des plus remarquables qui soit. Sa découverte par les chinois
remonte en effet à plus de 2000 ans. Le papier a longtemps été fabriqué à partir de fibres de
chanvre, de lin, puis de coton. L’augmentation de sa consommation provoqua la recherche de
nouvelles matières premières. Plusieurs idées et innovations vont bientôt se présenter. En
1719, après l’observation d’un nid de guêpes, René Antoine Ferchault de Réaumur, naturaliste
français, déclare à l’Académie française qu’il est possible de faire du papier à base de fibres
de bois. C’est à l’allemand Keller qu’on doit l’idée de presser du bois contre une meule
mouillée pour en extraire la fibre
Depuis le tout début, on fabrique le papier d’une feuille à la fois à partir de chiffons ou de
plantes selon les saisons ou les disponibilités de la matière. Les papiers se fabriquent de la
même manière : en mélangeant une matière fibreuse (les chiffons, le bois) à de l’eau pour la
constitution d’une pâte. C’est cette méthode qu’utilisent encore aujourd’hui les plus grands
groupes papetiers.
1.2. Composition du papier
Les matériaux bruts utilisés sont le bois de pin, de bouleau et d’épicéa. Mais on peut aussi
utiliser des matériaux biologiques comme les bagasses de canne à sucre, les bambous, les
maniocs, etc… Le papier est fabriqué à partir de pâte dans des usines de pâte à papier. Au
début de la chaîne de la fabrication du papier, ils se débitent toujours en copeaux afin
d’extraire les fibres de cellulose qui caractérisent la composition de la pâte à papier.
La pâte est composée de fibres de cellulose extraites de la matière utilisée. Ainsi, le
matériau subit beaucoup de traitement avant qu’il arrive à ce stade de mise en pâte comme

RAMIARINTSOA HARISSON ERICK 21
PROMOTION 2016
l’écorçage à l’exemple du bois, le défibrage (à meule ou par raffineur) ou par la cuisson du
bois (dissoudre la lignine et récupérer les fibres de cellulose) jusqu’à ce qu’il arrive dans le
cuve de mélange en pâte à papier. C’est ainsi que certain fabricant de papier l’achète ensuite
pour la raffiner une deuxième fois et effectue un battage des fibres avant de la mettre en
second traitement de son usinage par l’utilisation des machines spécifiés pour que le papier
lui-même se trouve en balles de papier ou enroulé pour former des énormes bobines à la sortie
de machine. Enfin, il subit son traitement final le découpage pour l’obtention de sa forme
voulue.
1.3. Méthodes de fabrication
Il existe généralement 2 types de pâtes à papier :
• La pâte mécanique ou thermomécanique
• La pâte chimique ou pâte kraft
1.3.1. Pâte mécanique : pâte thermomécanique
Suivant cette méthode, les rondins sont débités en copeaux, puis nettoyés pour enlever le
sable et la poussière susceptibles d’user et d’abîmer les machines nécessaires à la fabrication
de la pâte. La pâte mécanique a un rendement de 90 à 96 % c’est-à-dire que 100 kg de bois
permettent d’obtenir 90 à 96 kg de pâte. Ce bon résultat est dû à l'absence de manipulation
chimique sur la matière. Les composés organiques du bois, la cellulose, les hémicelluloses et
la lignine, sont préservés. Les copeaux sont chauffés à la vapeur afin de les ramollir, puis ils
sont introduits dans le raffineur avec de l’eau pressurisée. Un raffineur comprend deux
disques présentant un sens de rotation contraire. Chaque disque est doté de stries partant du
centre du disque jusqu’à sa partie externe. Ces stries rétrécissent au fur et à mesure qu’elles se
rapprochent de la périphérie du disque. Les copeaux attendris sont ensuite introduits au centre
et, grâce à l’action des disques, sont divisés en fibres lorsqu’ils atteignent la bordure de ces
disques. Les fibres qui n’ont pas été parfaitement séparées sont rejetées au moment de leur
passage sur la toile puis envoyées dans un raffineur pour un traitement additionnel. En effet,

RAMIARINTSOA HARISSON ERICK 22
PROMOTION 2016
que ce soit par l'utilisation d'un défibreur (meule) ou d'un raffineur, les températures
dépassent aisément les 100 degrés Celsius à cause du frottement.
Figure 5 : Défibreur à meule abrasive
1.3.2. Pâte chimique : pâte kraft (procédé au sulfate)
Les rondins écorcés sont comme dans le cas de la pâte TMP (Thermomechanical Pulping
ou pâte thermomécanique), débités en copeaux puis nettoyés avant la mise en pâte. Les
copeaux sont envoyés dans une grande cuve de cuisson, le lessiveur car il faut éliminer au
maximum les composants indésirables du bois : la lignine, les gommes, les résines pour ne
conserver que la fibre de cellulose. Des produits chimiques entraînant la dissolution de la
lignine sont maintenant ajoutés pour avoir la cohésion entre les fibres, et permettant ainsi de
séparer les fibres en sortant souples et individualisées. Le pH que doit atteindre la solution en
début de cuisson est 13 ou 14. L’augmentation de la température dans le lessiveur à près de
150 - 200° C accélère le processus. Le bois est cuit sous pression en présence de composés
chimiques pendant deux à cinq heures. La pâte est ensuite passée au tamis afin de retirer les
paquets de fibres non séparées, puis nettoyée avec des produits actifs pour éliminer toute trace
de produits chimiques, de sable et de poussière. Les produits chimiques utilisés sont recyclés
en vue d’une réutilisation ultérieure. Comme ce procédé élimine la plupart des matières non
Bois coupés
en rondins
Copeaux envoyés
directement dans
l’eau pour son
défibrage
Vérins
Meule
aspergée
avec de l’eau

RAMIARINTSOA HARISSON ERICK 23
PROMOTION 2016
fibreuses du bois, le rendement se situe habituellement entre 40 et 55%. La vapeur produite
lors de la vidange des autoclaves est recueillie, puis condensée. Généralement, le liquide est
alors débarrassé d’une partie significative de ses polluants avant d’être acheminé au système
de traitement des eaux de procédé. Le taux de récupération des produits chimiques
initialement introduits à la cuisson du bois atteint plus de 98%.
1.3.3. Comparaison des deux méthodes
PROCEDE MECANIQUE
PROCEDE CHIMIQUE
• La matière se débite en copeaux, est nettoyée avant la mise en pâte (pour ne pas
abimer les machines nécessaires).
• La fibre cellulose, les hémicelluloses
et la lignine, sont préservés.
• Ne conserver que la fibre de
cellulose
• Les copeaux sont chauffés à la
vapeur afin de les ramollir, puis ils
sont introduits dans le raffineur avec
de l’eau pressurisée (broyage).
• Contribue davantage à la
conservation des forêts.
• Les copeaux sont envoyés dans une
grande cuve de cuisson, le lessiveur.
• Induit une évaporation des matériaux
et, par conséquent, une perte
importante.
• Forte pollution à cause de
l’utilisation des produits chimiques.
• La pâte chimique demande deux fois plus de bois que la pâte mécanique.
• Forte dépense en énergie (en parlant
des machines utilisées).
• Séparation des fibres accomplie la
plupart par des adjuvants c’est-à-dire
une moindre dépense en énergie.

RAMIARINTSOA HARISSON ERICK 24
PROMOTION 2016
• Résidus ligneux et produits
chimiques brûlés fournissent de
l’énergie au site de production.
• Caractéristique mécanique faible.
• Les papiers obtenus jaunissent dans
le temps.
• Un bon rendement de 90 à 96 % dû à
l'absence de manipulation chimique
sur la matière.
• Comme ce procédé élimine la
plupart des matières non fibreuses, le
rendement se situe habituellement
entre 40 et 55%.
• Utilisé pour l’obtention :
▪ du papier journal
▪ du papier pour magazine
▪ carton, papier sanitaire et
domestique ou à moindre
échelle papiers à usage
graphique.
• Utilisé pour l’obtention :
▪ du papier emballage
▪ du papier écriture et
impression.
Tableau 7: Comparaison entre les deux méthodes

RAMIARINTSOA HARISSON ERICK 25
PROMOTION 2016
2. MISE EN PATE
Fabriquer une feuille de papier est d’une belle simplicité. Avant même le passage dans la
machine à papier, la fabrication du papier repose sur l’union physique des fibres de cellulose,
biomatériau par excellence, plongées dans l’eau. Le mouvement de l’eau donne une
orientation aux fibres que l’on peut constater à l’œil nu comme lorsqu’on déchire une feuille
de papier. On remarque en effet qu’elle se déchire de manière parfaitement nette et régulière
dans le sens des fibres. Dans le sens opposé, elle se déchire moins bien. La fabrication du
papier repose sur deux étapes, qui n’ont pas d’ailleurs changées après le passage du chiffon au
bois à l’origine :
• La transformation de la matière première en pâte à papier : les fibres de cellulose
sont extraites, déliées et traitées jusqu’à l’obtention d’une pâte homogène ;
• Le passage de la pâte dans la machine à papier, qui va la transformer en rouleaux
ou rames de papier.
2.1. Méthode choisie : pâte chimique ou pâte kraft
L’étape consiste de la façon d’obtenir de la bagasse en une pâte modulable qui servira
dans la fabrication d’emballages après l’avoir récupérée dans le moulin lors de l’extraction du
sucre.
La méthode choisie est celle de l’obtention de la pâte chimique car la bagasse ne
contient que 45 % de fibre de cellulose qu’il faut le bouillir dans le lessiveur pour mieux avoir
la totalité de ses fibres. Par contre, la bagasse de canne à sucre conserve une bonne flexibilité
par rapport au bois qui le met en avantage de mieux caractériser pour fabriquer du sac en
papier emballage.
La production du papier d’emballage à base de bagasse suit aussi le même
mécanisme que celle du papier fabriqué à partir de la fibre cellulose du bois, mais exige
tout simplement un certain traitement thermique.
En appliquant la méthode d’obtention de la pâte chimique, on a fait le choix de
procéder à ces 2 étapes :

RAMIARINTSOA HARISSON ERICK 26
PROMOTION 2016
2.1.1. Approvisionnement en fibre
Après la récupération de la bagasse à terme de déchets par l’extraction du sucre dans la
canne à sucre, celle-ci est transportée et acheminée dans un endroit sûr puis coupée par une
machine de découpage afin de les raccourcir pour mieux le broyer dans la machine hacheuse
pour le réduire en copeaux.
Figure 6 : Fonctionnement d'une hacheuse
2.1.2. Défibrage et dissolution de la lignine
Les copeaux de bagasse sont menés par un convoyeur dans la machine lessiveur pour
sa cuisson en le faisant bouillir avec de l’eau pendant 4h environ pour séparer les fibres et le
rendre en une pâte modulable. Pendant l’ébullition, on verse l’adjuvent et la soude qui est le
procédé au sulfate dont l’agent chimique qu’on exploite les propriétés pour l’aspect foncé de
Bagasse de
canne à sucre
Copeaux de
bagasse

RAMIARINTSOA HARISSON ERICK 27
PROMOTION 2016
la pâte chimique ainsi que la dissolution de la lignine. La température de cuisson ne doit pas
se dépasser entre 100° à 120°C car l’eau doit se bouillir à 100°C et on évite sa vaporisation
complète c’est-à-dire la cuisson nécessite un énorme volume d’eau.
Pour la cuisson des copeaux de la bagasse :
• Température : 100 à 120°C
• Temps de cuisson : 4h
• Valeur de pH : 14
• Pression :
Figure 7 : Détection de niveau et mesure de pression dans le lessiveur
Le conteneur blindé
contient la capsule
radioactive
Radiomètre pour
la détection de
niveau
Capteur de
pression

RAMIARINTSOA HARISSON ERICK 28
PROMOTION 2016
Figure 8 : Vue de dessus du lessiveur
2.2. Traitement de la pâte
Le traitement de la pâte chimique se fait en 3 étapes :
2.2.1. Tamisage ou triage et nettoyage des fibres
Après avoir libérer les fibres pour caractériser la pâte dans la machine défibreur
lessiveur, l’étape suivant consiste à tamiser ou filtrer ou même trier le matériau produit
dans la machine épurateur ou classeur pour enlever les restes de fibres non séparés
(moelles) car les fibres de la bagasse ne sont pas tous en évidence séparées mais il y en a
toujours des restes de fibres non séparées après la cuisson des copeaux dans le lessiveur et
pour mieux enlever les substances indésirables tout le long de son chemin. On peut utiliser le
classeur « Tailnet » un classeur de dernière étape, très efficace avec des cycles automatiques
de lavage évitant la perte de fibres qu’on peut l´équiper avec une grille ou avec un tamis à
rainures.

RAMIARINTSOA HARISSON ERICK 29
PROMOTION 2016
Figure 9 : Machine épurateur ou classeur
Figure 10 : Classeur Tailnet
Venant du
lessiveur
Fibres séparées
Fibres non
séparées

RAMIARINTSOA HARISSON ERICK 30
PROMOTION 2016
2.2.2. Epaississement de la pâte
La pâte chimique obtenue dans la machine classeur épurateur entre ensuite dans la
machine épaississeur à forme ronde pour la rendre épais allant de 0,5% dans les épaisseurs
d’entrées jusqu’à 4% aux sorties s´il fonctionne sans rouleau attrapeur et jusqu´à 6% avec
rouleau attrapeur. Le plus satisfaisant c’est d’avoir un faible contenu de fibre dans l’eau.
Figure 11 : Epaississeur à tambour (presse à vis)
Figure 12 : Epaississeur presse à vis
2.2.3. Préparation de la pâte
Après le passage de la pâte dans la machine épaississeur, la pâte épaisse est versée
dans le cuve de mélange pour bien la mélanger avec les additifs afin de rendre celle-ci en une
matière prétraitée et prêt à passer dans l’étape suivant. On doit faire le mélange au moins 1
heure avant de la pomper vers la caisse tête.
RAMIARINTSOA HARISSON ERICK 31
PROMOTION 2016
Enfin, on ajoute à la pâte les charges minérales (carbonate de calcium, kaolin, talc,
dioxyde de titane) et les adjuvants (colles, agents de rétention, anti-mousse, anti-slimes,
colorants, nuanceurs, azurants...), dans la cuve de mélange qui amélioreront les
caractéristiques du papier.
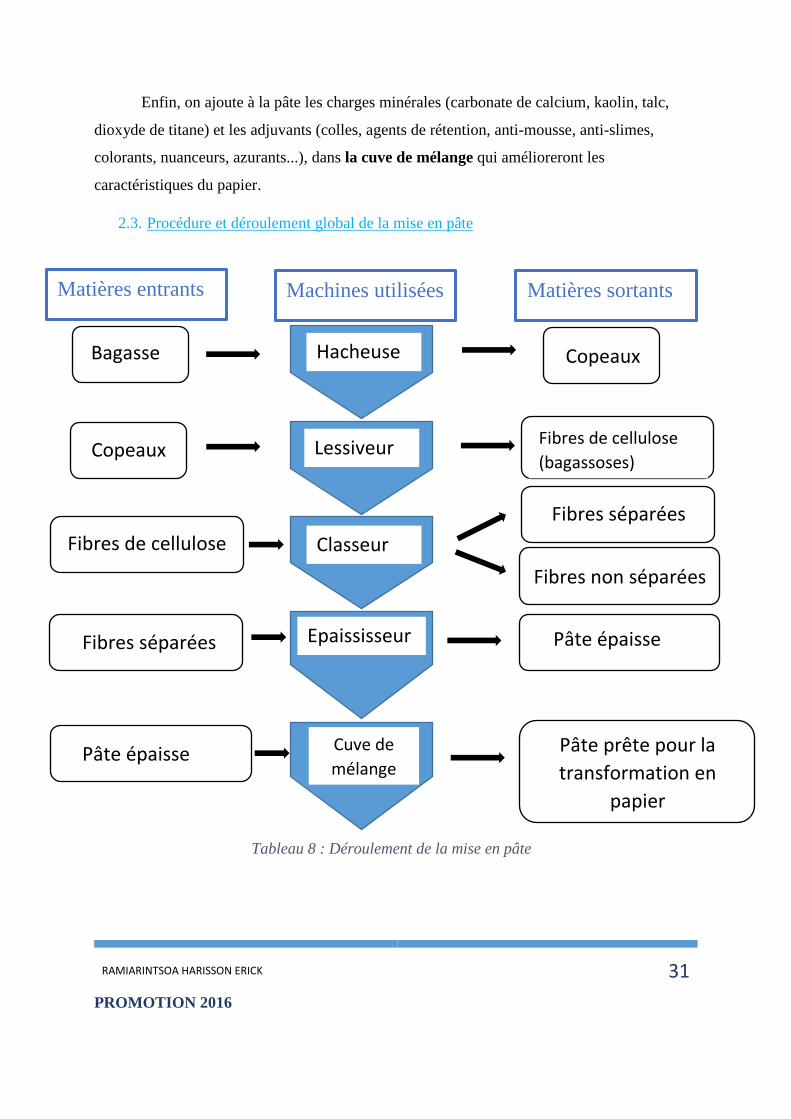
2.3. Procédure et déroulement global de la mise en pâte
Bagasse Copeaux Hacheuse
Lessiveur Fibres de cellulose
(bagassoses)
Classeur
Copeaux
Fibres de cellulose
Fibres séparées
Fibres non séparées
Epaississeur Fibres séparées Pâte épaisse
Cuve de
mélange Pâte épaisse Pâte prête pour la
transformation en
papier
Matières entrants Machines utilisées Matières sortants
Tableau 8 : Déroulement de la mise en pâte

RAMIARINTSOA HARISSON ERICK 32
PROMOTION 2016
3. MISE EN FEUILLE ET SECHAGE DE LA PATE
Après le tamisage, l’épuration et le blanchiment si nécessaire, le mélange de pâte est
dirigé à la caisse d’arrivée ou la caisse tête de la machine à papier. Le mélange est envoyé
sous pression sur une immense toile en mouvement. L’action de la toile, combinée à celle du
système de succion, permet d’extraire la majeure partie de l’eau contenue dans la pâte et,
graduellement, de former la feuille. Celle-ci passe ensuite à la section de la sécherie où, au
contact d’immenses cylindres chauffés à la vapeur sur la table de transformation en papier,
elle parvient au degré de sécheresse recherché.
3.1. La sécherie
Pour l’obtention du papier emballage, la pâte est ensuite soumise à un dernier
processus de réduction de la teneur en eau : l’évaporation.
La sécherie est composée d’une série de cylindres chauffés à la vapeur, sur lesquels
passe la feuille de papier continue. Les cylindres sont disposés de façon à ce que les deux
faces de la feuille de papier entrent l’une après l’autre en contact avec les cylindres, pour un
essorage régulier. Au cours de cette étape, la feuille de papier continue peut-être maintenue ou
peut se maintenir toute seule, en fonction de l’équipement. Le transfert de chaleur dans le
contact augmente si la feuille est maintenue. En outre, cela permet d’accélérer le processus.
Le papier obtenu est désormais conforme aux spécifications adéquates et peut alors subir
divers traitements supplémentaires comme son passage dans la machine de la lisse
comprenant un certain nombre de rouleaux en acier entrant en contact avec les deux faces du
papier afin de lisser les fibres de surface.
Dans certaines machines à papier, une calandre soft vient apporter la touche finale au
processus. Ce type de calandre est doté de deux paires de rouleaux en acier et dans chaque
paire, un des rouleaux est couvert d’une matière plastique souple. De plus, les deux paires de
rouleaux sont disposées de façon à ce que les deux faces du papier entrent en contact avec
chacun des cylindres. L’assemblage d’un rouleau souple avec un rouleau dur entraîne la
production de forces de friction différentes sur le papier et crée un léger effet de glaçage lors
du lissage des fibres de papier. Le papier nécessitant des traitements supplémentaires pour

RAMIARINTSOA HARISSON ERICK 33
PROMOTION 2016
obtenir le produit final est alors enroulé sur un cylindre d’acier, pour former une bobine mère
ou tambour. La siccité est enfin comprise entre 90 et 95 %, en fonction du type de produit
obtenu.
Figure 13 : Sécherie
3.2. L’enduction
Afin d’améliorer le lissé, l’imperméabilité et les caractéristiques optiques de la surface
du papier, on procède ensuite à une enduction, ou un "couchage", de la feuille de papier. On
dépose à sa surface un liquide composée d’amidon ou d’autres matières (pigments minéraux,
colorants, azurants, nuanceurs et dispersants) à l’aide d’une presse encolleuse.
3.3. Les apprêts
Avant la mise en bobines, la surface du papier est égalisée avec des rouleaux d’acier
poli, placés les uns contre les autres. Un passage dans la calandre peut également intervenir. Il
s’agit là de rouleaux durs ou mous. La feuille de papier subit dans la calandre une forte
compression ainsi qu’une friction, double action qui donne au papier de la brillance.

RAMIARINTSOA HARISSON ERICK 34
PROMOTION 2016
3.4. La finition
Une fois la feuille enroulée, les bobines sont ensuite découpées et emballées en rames
de 500 feuilles, ou bien refendues en bobines plus petites adaptées à des utilisations
ultérieures.
Selon la finition désirée (nos usines fabriquent plusieurs dizaines de types de papiers),
la feuille passe entre des rouleaux chauffés (calandres) qui compriment et lissent sa surface.
Des glaises spéciales peuvent également être ajoutées pour améliorer les propriétés de la
feuille (fini de surface, qualité d’impression etc.). Durant l’opération de bobinage de la feuille,
on en vérifie électroniquement chaque caractéristique : teneur en eau, lissage, densité,
couleur, opacité, résistance, etc. Les résultats de ces tests sont transmis par ordinateur au poste
de contrôle où les ajustements sont effectués.
3.5. Les contrôles
Aujourd’hui, une machine à papier est gérée par un ordinateur qui vérifie et ajuste
différents indicateurs : concentration, débit, niveau, vitesse, pression, glissement, poids au m²,
humidité, couleur, résistance, opacité, impuretés...
A cette veille permanente, s’ajoute le contrôle de qualité qui, avant emballage et
livraison, vérifie et garantit la conformité au cahier des charges.
Différence entre le papier et le carton :
Le terme "papier" s'applique généralement à des produits d'un grammage inférieur ou
égal à 224g/m2. Ces produits peuvent être couchés, imprégnés ou soumis à d'autres
transformations, pendant ou après leur fabrication. Le papier est un support d’information et
de communication. Le carton, quant à lui fabriqué avec des pâtes plus grossières, est d’un
grammage toujours supérieur à 225g/m2.
Le principe de la machine, qui suit les procédés de la fabrication du papier à la main,
est relativement simple : on verse la pâte à papier déjà affinée dans une grande cuve, d’où elle
est déversée par une roues écopes sur une toile métallique sans en rotation, animée d’un

RAMIARINTSOA HARISSON ERICK 35
PROMOTION 2016
branchement continu qui permet l’égouttage de la pâte. La feuille en formation passe alors
entre des cylindres de presse garnis de feutre, puis s’enroule sur des bobines installées au bout
de la machine.
L’approvisionnement en fibre pour fabriquer certains types de papiers et de cartons, le
blanchiment de la pâte est nécessaire. Les produits alors utilisés servent à dissoudre ou à
éliminer davantage de lignine, cet adhésif naturel qui relie les fibres de bois. Le produit
obtenu est non seulement plus blanc, mais il a également moins tendance à jaunir avec le
temps. Des recherches intensives et d’importants investissements ont permis à l’industrie de
réduire considérablement l’impact environnemental du blanchiment.
3.6. Traitement final
Le traitement final est fonction de la qualité du papier et des caractéristiques de
surface qu’il doit présenter. Un traitement final réalisé dans la machine à papier est un apprêté
sur machine ou apprêté calandré. Durant ce processus, le papier est pressé entre des rouleaux,
en acier ou d’un autre matériau, jusqu’à l’obtention d’une épaisseur uniforme et d’une surface
lisse pour garantir des impressions de qualité.
Pour que le papier soit encore mieux adapté à l’impression, il peut être couché. Le
processus de couchage du papier peut être comparé à l’égalisation de la surface avec du
mastic et un couteau à mastiquer. Le couchage est composé d’un liant (amidon ou latex) et
d’un pigment (fine argile de kaolin ou carbonate de calcium). De plus, d’autres ingrédients
sont ajoutés pour obtenir diverses caractéristiques. Le couchage améliore les qualités optiques
et d’impression du papier. La surface du papier étant plus lisse, vous pouvez également
utiliser une linéature supérieure à l’impression.
Le papier couché absorbe l’encre plus rapidement et uniformément, de sorte que les
impressions présentent un fini plus brillant. Le papier peut également être glacé pour un
brillant éclatant. Enfin, le papier est enroulé en bobines ou coupé en feuilles, en fonction de
l’usage prévu.

RAMIARINTSOA HARISSON ERICK 36
PROMOTION 2016
La pâte est le mélange des ingrédients nécessaires pour fabriquer un papier particulier. Elle se
compose d’eau, de fibres, de charges minérales, de colle et de pigments.
Le papier couché : le couchage est composé d’un liant (amidon ou latex) et d’un
pigment (fine couche d’argile de kaolin ou carbonate de calcium) appliqué sur le papier en
une fine couche. De plus, d’autres ingrédients sont ajoutés pour obtenir diverses
caractéristiques. Le processus de couchage peut être comparé à l’égalisation de la surface
avec du mastic et un couteau à mastiquer.
Figure 14 : Phase de transformation de la pâte en bobine de papier

RAMIARINTSOA HARISSON ERICK 37
PROMOTION 2016
Remarque 1 :
Le papier préfini est arrosé par une variance de quantité d’eau à l’entrée de la sècherie
jusqu’à la sortie pour conserver la continuité du papier à former.
Figure 15 : Circulation de l'eau dans le processus
Figure 16 : Bobine d'emballage obtenue à partir de la bagasse
Recirculation de l’eau dans le processus
99 %
Injection
de pâtes
mélangées
Largeur
9 à 10 m
Zone de formation Section presse Sècherie Calandre Enrouleuse
Partie humide P partie sèche
84 % 55 % 8 %
120 m Longueur

RAMIARINTSOA HARISSON ERICK 38
PROMOTION 2016
Remarque 2 :
D’après le bilan ci-dessous, on peut référencier la quantité de bobine de papier obtenue
pour une tonne de canne à sucre traitée :
On peut en déduire que la quantité des bobines de papier obtenue en moyenne pour un
hectare de canne est de 11,375 tonnes.
1 Tonnes de canne à
sucre
375 kg de Bagasses
169 kg de Fibres de
celluloses
175 kg de Bobine
en papier
185 kg de Pâte à
papier
45% de taux de
cellulose
Ajout d’eau et des adjuvants
pour la rendre pâteux
Après le passage dans la
sècherie
Tableau 9 : Bilan de Quantité
RAMIARINTSOA HARISSON ERICK 39
PROMOTION 2016
4. MISE EN FORME DU SAC EN PAPIER EMBALLAGE A PARTIR DE LA
BOBINE
Les sacs papier kraft personnalisables sont fabriqués industriellement à partir de bobines
de papiers. Pour une fabrication intégrée des sacs, il faut que la largeur de bobine
correspondant exactement à la hauteur voulue des sacs avant façonnage. Les formats ont donc
étés fixés par les usines en fonction des besoins de la clientèle pour répondre aux besoins du
marché. La bobine de papier emballage est donc positionnée en début de chaine de production
pour être dérouler. Mais avant d’y entrer dans la phase de façonnage, on doit d’abord procédé
à la formation des poignets torsadées des sacs.
4.1. Formation des poignets des sacs
On utilise une bobine de ficelle torsadée et une bobine de bande en papier environ 14 cm
de largeur. Ces dernières sont ensuite déroulées pour se rejoindre dans la machine
d’assemblage. La ficelle continue est placée en zigzag avant d’être insérée entre 2 bandes de
papier puis fixées à l’aide de 4 points de colle naturelle, et une fois collées, l’ensemble est
alors coupé en deux au milieu par une lame de Queter. Les poignets sont acheminés pour être
séparer et fixés sur la bobine de papier. Un sac doit contenir 2 poignets donc on fixe 2 lignes
de poignets sur la bobine de papier.

RAMIARINTSOA HARISSON ERICK 40
PROMOTION 2016
Figure 17 : Machine d’assemblage pour la formation des poignets
Bobines
de
ficelles
torsadées
Bobine de
bande en
papier
Figure 18 : Lame de Queter

RAMIARINTSOA HARISSON ERICK 41
PROMOTION 2016
4.2. Phase de façonnage
A partir de l’étape où les poignets sont fixés sur la bobine à papier, la feuille de papier
entre en phase de façonnage pour mettre en forme le sac. Puis, un guide métallique
confectionne le soufflet du sac grâce à un système de pliage, des galets en métal forment les
plies de soufflet, les côtés du sac sont rabattus puis assembler avec un point de colle, et une
fois collés, les sacs peuvent alors entrer dans la dernière phase de production.
Figure 19 : Machine de façonnage
Galets en
métal
Poignet fixé
à la bobine
de papier
Guide
métallique
Figure 20 : Assemblage des côtés du sac
Point de
colle
pour la
fixation Galet

RAMIARINTSOA HARISSON ERICK 42
PROMOTION 2016
4.3. Phase de découpe et finition
Une machine à un rouleau de découpe et d’entrainement sépare chacun des sacs en papier,
une guide de reprise ouvre le fond du sac, puis le fond du sac est ensuite rabattu par un guide
de pliage. Pour finir, un rouleau enduit de colle plie et referme le fond du sac en papier et les
sacs peuvent donc sortir de la chaine de production.
Figure 21 : Machine de découpage
Figure 22 : Guide de reprise
Rouleau
de
séparation
Guide de
pliage

RAMIARINTSOA HARISSON ERICK 43
PROMOTION 2016
Figure 23 : Sortie des sacs de la chaine de production

RAMIARINTSOA HARISSON ERICK 44
PROMOTION 2016
4.4. Procédure et déroulement global de la fabrication de sac en papier
Machine
d’assemblage
Machine de
façonnage
Machine de
découpage et
séparation
Formation des poignets des sacs par une
ficelle torsadée et une bande de papier de
petite largeur pour être coller ensuite sur
une longue lanière de papier de grande
largeur.
Mise en forme des sacs par un système de
pliage afin de former les soufflets et
d’assembler les côtés du sac.
Découpage et séparation un à un des sacs à
la même longueur et à un écart de précision
entre eux.
Fermeture du fond des sacs et les sacs en
papiers peuvent sortir de la chaîne de
production. Machine de
finition
Tableau 10 : Déroulement de la fabrication du sac en papier

RAMIARINTSOA HARISSON ERICK 45
PROMOTION 2016
CHAPITRE III : NOTIONS SUR L’AUTOMATISATION
L’automatisme est une discipline importante et nécessaire dans tous les secteurs industriels,
utilisé pour faciliter la tâche et le travail des opérateurs qui interviennent dans toute installation
industrielle. Il aide au développement des systèmes automatisés qui assurent des tâches
dangereuses, répétitives et dans des milieux hostiles pour l’homme.
L’automatisation de toute unité de production augmente aussi la productivité ainsi que
l’amélioration de la qualité du produit. Les automates programmables industriels représentent
l’élément important de la chaîne automatisée, car il assure de bonnes performances, meilleure
flexibilité et facilite la maintenance. Une automatisation performante assure en plus d’un
fonctionnement fiable de l’installation industrielle, la détection de toute anomalie éventuelle.
Il est nécessaire de connaitre les divers points de vue du processus ainsi que les différentes
technologies du domaine de l’automatisme dans la diversité des processus industriels.
1. DESCRIPTION DE L’AUTOMATISATION
• Historique :
➢ Blaise PASCAL (1623-1662) a créé la première calculette « La Pascaline » qui est à
l’origine de l’invention de l'ordinateur.
Principe de la carte perforée, utilisé jusqu’à la fin des années 1970.
➢ En 1949 : Bardeen, Brattain & Shockley inventent le Transistor.
➢ En 1966 : Moore invente le microprocesseur et crée Intel.
➢ En 1972 : L’invention du 1er micro-ordinateur par Grenelle.
➢ En 1974 : Grenelle invente les Premiers Automates Programmables Industriels.

RAMIARINTSOA HARISSON ERICK 46
PROMOTION 2016
• Définitions de l'automatisme :
« L’automatisation consiste à « rendre automatique » les opérations qui exigeaient auparavant
l’intervention humaine ».
Une autre définition :
« L’automatisation est considérée comme l’étape d’un progrès technique où apparaissent des
dispositifs techniques susceptibles de seconder l’homme, non seulement dans ses efforts
musculaires, mais également dans son travail intellectuel de surveillance et de contrôle. »
C’est aussi un sous-ensemble d'une machine, destinée à remplacer l'action de l'être
humain dans des tâches en générales simples et répétitives, réclamant précision et rigueur. On
est passé d'un système dit manuel, à un système mécanisé, puis au système automatisé.
Dans l'industrie, les automatismes sont devenus indispensables : ils permettent
d'effectuer quotidiennement les tâches les plus ingrates, répétitives et dangereuses. Parfois, ces
automatismes sont d'une telle rapidité et d'une telle précision, qu'ils réalisent des actions
impossibles pour un être humain. L'automatisme est donc synonyme de productivité et de
sécurité.
Il existe deux concepts technologiques :
➢ Les automatismes séquentiels,
➢ Les asservissements, la régulation ou « feedback control ».
Cependant, dans la plupart des systèmes complexes modernes, ces deux types
d’automatismes se trouvent imbriqués.
Le système automatisé permet d'obtenir de façon reproductible la valeur ajoutée.
Moyens : Les moyens permettant d’atteindre ces objectifs sont d’ordres financiers, matériels,
organisationnels, et humains. On distingue notamment : informatiser, automatiser, robotiser,
rationaliser, organiser, etc…
On admet généralement qu'un automatisme est composé de deux sous-ensembles :
➢ Un organe de décision, nommé « partie commande »,

RAMIARINTSOA HARISSON ERICK 47
PROMOTION 2016
➢ Un organe effectuant les actions ordonnées par l'organe de commande, nommé «
partie opérative » ou organe de puissance qui peut être mécanique, électrique,
pneumatique, ou hydraulique, et bien souvent un assemblage de ces technologies.
On distingue deux types d'interactions au sein des systèmes automatisés :
➢ Les ordres (PC PO),
➢ Et les informations (PO PC, ou opérateur → PC).
Ces interactions peuvent être :
• des interactions prévues et retenues (matérialisées)
• des interactions prévisibles,
• des interactions imprévisibles (incertitude).
La valeur ajoutée (VA) est une notion d'économie qui permet de mesurer la valeur créée
par un agent économique. Elle mesure l'écart entre la somme des valeurs des entrants d'un
processus de production et la somme des valeurs des produits ou des services qu'il vend.
V.A. = Matière d’Œuvre Sortante − Matière d’Œuvre Entrante

RAMIARINTSOA HARISSON ERICK 48
PROMOTION 2016
2. LES BUTS (OU OBJECTIFS) DE L’AUTOMATISATION
• Objectifs : La compétitivité de l’entreprise et des produits.
Cette compétitivité passe par la qualité, la maîtrise des coûts et l’innovation. Cela
induit une disponibilité à tous les niveaux. On cherche donc à améliorer la productivité.
L’amélioration des conditions de travail, et surtout la sécurité, fait partie des objectifs de
l’automatisation.
Les buts (ou objectifs) de l’automatisation sont donc :
➢ Éliminer les tâches répétitives,
➢ Simplifier le travail de l'homme c’est de diminuer au moindre effort physique
possible.
➢ Augmenter la sécurité (responsabilité),
➢ Accroître la productivité.
C'est également :
➢ Économiser les matières premières et l'énergie,
➢ S’adapter à des contextes particuliers : flexibilité,
➢ Améliorer la qualité.

RAMIARINTSOA HARISSON ERICK 49
PROMOTION 2016
3. LES FONCTIONS
Les fonctions d'un système automatisé :
Figure 24: Fonctionnement d'un système automatisé
Les autres fonctions d’un système automatisé : gérer, coordonner, dialoguer,
communiquer, surveiller.

RAMIARINTSOA HARISSON ERICK 50
PROMOTION 2016
PARTIE 2 :
ETUDE
EXPERIMENTALE

RAMIARINTSOA HARISSON ERICK 51
PROMOTION 2016
CHAPITRE IV : CHOIX DES ORGANES D’AUTOMATISATION ET DIMENSIONNEMENT
1. CAPTEURS
Le principal rôle des capteurs c’est de convertir les informations ou grandeurs
physiques de la partie opérative en grandeurs électriques exploitables par la partie
commande. Nous allons discerner les différents capteurs utilisés dans nos systèmes
automatisés de production.
1.1. Capteur de poids (pesage)
En réalité c’est généralement un capteur qui convertit une force (le poids)
appliqué sur un objet en signal électrique, le signal sera amplifié et passe dans une
jauge de déformation pour être utilisé dans un système destiné à son usage.
Caractéristique :
- Tension d’alimentation : 230V AC
- Plage de masse : 500 Kg à 5000 Kg
Figure 25 : Capteurs de poids

RAMIARINTSOA HARISSON ERICK 52
PROMOTION 2016
1.2. Capteur de présence ou passage
Détecteur photoélectrique se composent essentiellement d’un émetteur de
lumière associé à un récepteur photosensible.
C’est-à-dire qu’il n’y a donc pas de contact physique avec l’objet détecté. Ces
capteurs sont réputés pour leur détection à grande distance, très robuste avec une très
bonne tenue à l’environnement industriel même dans une atmosphère polluante car
les détecteurs infrarouges sont indépendants des conditions d’entourage.
Caractéristiques :
- Tension d’alimentation : 230 V AC
- Température ambiante : - 25°C à 45 °C
- Distance de portée : 1 à 30 m
Figure 26 : Capteurs de présence photoélectrique

RAMIARINTSOA HARISSON ERICK 53
PROMOTION 2016
1.3. Capteur de proximité
Il est basé sur la variation d’un champ magnétique à l’approche d’un objet
conducteur de courant électrique (inductif), ou d’un objet quelconque (capacitif). On
l’utilise particulièrement pour capter la présence ou la fin de course d’une tige de
vérin, contrôle de niveau sans contact de liquide ou de poudre dans les trémies.
Caractéristiques :
- Symbole (inductif) (capacitif)
- Tension d’alimentation 20V à 230V AC / 10V à 30V DC
- Consommation : 4 – 20 mA
- Portée : 2mm à 20mm et plus selon la grandeur
Figure 27 : Capteur de proximité
1.4. Capteurs de Température
Ces capteurs déterminent la perception de chaud ou de froid d’un milieu ou
d’un objet.
Il mesure une variable intensive, une mesure de l’énergie cinétique moyenne
des particules d’un échantillon de matière à l’échelle moléculaire dans des échanges
par conduction ou par convection. Cette mesure sera ensuite transmise et traduit à des
échelles standard (Kelvin, Celsius, Fahrenheit). Classé selon différente modèles :

RAMIARINTSOA HARISSON ERICK 54
PROMOTION 2016
Thermocouples, thermistance, sondes platine. Dans notre cas, c’est le thermocouple
qui nous intéresse avec sa large plage de mesure.
Caractéristiques :
- Tension d’alimentation : 12V à 35V DC
- Plage de température : -50°C à 500°C
Figure 28 : Capteur de Température
1.5. Capteur de PH
Il permet de mesurer le ph d’une solution. Son fonctionnement est basé sur le
rapport qui existe entre la concentration en ions H3O+ (définition du pH) et la
différence de potentiel électrochimique qui s'établit dans le pH-mètre une fois plongé
dans la solution étudiée
Caractéristiques :
- Tension d’alimentation : 5 V DC
- Mesure Ph : 0 à 14
RAMIARINTSOA HARISSON ERICK 55
PROMOTION 2016
- Température de fonctionnement : 0 à 60°C
Figure 29 : Capteur de PH
1.6. Capteur de débit
Les capteurs de débit mesurent par déduction de la vitesse moyenne à travers
une section continue connue. Le débit mesuré par cette méthode indirecte est le débit
volumique qui est le volume du fluide écoulé pendant l’unité de temps.
Pour notre cas utilisé un débitmètre à ultrason, ce capteur a pour principe
d’émettre des ultrasons afin de déterminer la quantité ou le volume d’un liquide qui
s’écoule en un point en un temps donné.
Figure 30 : Débitmètre à ultrason

RAMIARINTSOA HARISSON ERICK 56
PROMOTION 2016
Caractéristiques :
- Domaine d’utilisation : fréquemment utilisé pour les fluides non conducteur
(hydrocarbure)
- Diamètre de canalisation jusqu’à 6000mm
- Précision : 0,5% avec un temps de réponse de 1 ms
2. ACTIONNEURS
Les actionneurs sont les organes de la partie opérative qui, recevant un ordre
de la partie commande via un éventuel préactionneur, convertit l’énergie qui lui est
fournie en un travail utile à l’exécution de tâches programmées dans un système
automatisé.
2.1. Vérin
Dans notre cas, nous allons équiper le système d’un vérin hydraulique qui
permet de transmettre ou de transformer l’énergie hydraulique à un travail mécanique
avec une souplesse et une grande stabilité de pression et de débit.
Caractéristique :
- Symbole :
- Vérin hydraulique simple tige à double effet
- Fluides utilisés : huiles industrielles minérales

RAMIARINTSOA HARISSON ERICK 57
PROMOTION 2016
Figure 31 : Vérin hydraulique à double effet
Figure 32 : Vérin à double effet
2.1.1. Dimensionnement des vérins et de la tuyauterie
• Détermination de la longueur de la tige du
vérin :
La longueur libre (ou flambage) du vérin est :
(1)
Avec : - : coefficient du mode de fixation
- : course des vérins
Tige
Chambre avant Chambre arrière
Piston
Cylindre
Fluides

RAMIARINTSOA HARISSON ERICK 58
PROMOTION 2016
• Coefficient de mode de fixation :
Figure 33 : Détermination du coefficient de mode fixation
• Détermination de la charge appliquée :
Montage du vérin
Calcul de la charge
dynamique
Cd = Fext + m.g + m.a
Cd = Fext - m.g + m.a
Cd = Fext + m.a
Valeur de
l’accélération au
démarrage
5 < a < 10 m/s2
5 < a < 10 m/s2
5 < a < 10 m/s2
Tableau 11 : Détermination de la charge appliquée
Fext
Fext
Fext

RAMIARINTSOA HARISSON ERICK 59
PROMOTION 2016
• Détermination du diamètre de la tige :
Figure 34 : Abaque de la tige de vérin (Abaque)

RAMIARINTSOA HARISSON ERICK 60
PROMOTION 2016
• Détermination de la pression du vérin :
Pour l’effort de pliage à la sortie de la tige, la pression utile est :
(2) Avec :
Lorsqu’un vérin est conditions réelles d’utilisation, il développe un effort de
poussée réel inférieur à l’effort théorique car il faut tenir compte :
➢ De frottements internes au vérin,
➢ De la contre pression qui est établie dans la chambre opposée pour un
mouvement régulier.
On estime les forces qui s’opposent à l’effort de poussée à environ 3 à 20% de
l’effort obtenu.
D’où, 𝐹𝑟 = 𝐹𝑡 − 𝐹𝑓 𝐹𝑟 = 90%. 𝐹𝑡 (3)
𝐹𝑡 : effort théorique axial
𝐹𝑟 : effort réel
𝐹𝑓 : forces de frottement et divers
• Détermination du diamètre du piston :
Connaissant le diamètre de la tige du vérin et l’effort maximum de pliage, le
diamètre du piston est donné par le tableau de « sections sur efforts développés » ci-
après :

RAMIARINTSOA HARISSON ERICK 61
PROMOTION 2016
Choix des vérins :
Figure 35 : Abaque du choix du vérin

RAMIARINTSOA HARISSON ERICK 62
PROMOTION 2016
• Détermination du débit dans les vérins
➢ Débit "qr" nécessaire pour la rentrée :
qr = Sannulaire x Vr (4)
: Vitesse de la rentrée de la tige
➢ Débit "qs" nécessaire pour la sortie :
qs = Spiston x Vs (5)
: Vitesse de la sortie de la tige
• Détermination des tuyauteries
➢ Dimensionnement :
Le débit dans le circuit étant considéré comme constant vu que pour un fluide
circulant dans une conduite comportant des diamètres différents, la valeur absolue
du débit est la même partout dans la conduite. Il prendra la valeur du débit qui
a la plus grande valeur.
En hydraulique industrielle, les vitesses dans les conduites sont de l’ordre de :
4 à 8[ ] dans les conduites de refoulement ;
2 à 4[ ] dans les conduites de retour ;
0,5 à 1,5[ ] dans les conduites d’aspiration.
Comme :
Avec : - : section intérieure de la conduite.
- : vitesse du fluide dans la conduite.
Alors le diamètre intérieur de la conduite est : (6)

RAMIARINTSOA HARISSON ERICK 63
PROMOTION 2016
o Dans les conduites de refoulement,
o Dans les conduites de retour,
o Dans les conduites de d’aspiration,
Le tableau suivant issu de DIN2445 permet de trouver le diamètre intérieur et
extérieur en fonction de l’épaisseur de la conduite.
D s D s D s D s D S
6 1 6 1 6 1 6 1 6 1.5
8 1 8 1 8 1.5 8 1.5 8 2
10 1 10 1 10 1.5 10 1.5 10 2
12 1 12 1.5 12 2 12 2 12 2.5
16 1.5 16 1.5 16 2 16 2.5 16 3
20 1.5 20 2 20 2.5 20 3 20 4
25 2 25 2.5 25 3 25 4 25 5
30 2.5 30 3 30 4 30 5 30 6
38 3 38 4 38 5 38 6 38 8
50 4 50 5 50 6 50 8 50 10
Tableau 12 : Diamètre extérieur selon DIN2445
• Les pertes de charges
Le passage d’un écoulement à l’autre se définit par le nombre de Reynolds qui
permet de donner approximativement la frontière entre les deux types d’écoulement.
Tel que :
(7)
Avec : - : nombre de Reynolds [nombre sans dimension]
- : diamètre intérieur de la conduite [
- : vitesse moyenne du fluide en [cm/s]
𝑑 𝑝 , 𝑖𝑛𝑡 = √ 4 × 𝑄
𝜋 × 𝑉 𝑝
𝑑 𝑟 , 𝑖𝑛𝑡 = √ 4 × 𝑄 𝜋 × 𝑉 𝑟
𝑑 𝑎 , 𝑖𝑛𝑡 = √ 4 × 𝑄 𝜋 × 𝑉 𝑎

RAMIARINTSOA HARISSON ERICK 64
PROMOTION 2016
- : viscosité cinématique du fluide en [ ] ou [cm2/s]
Pour un tube hydraulique lisse, si :
: l’écoulement est dit laminaire.
: l’écoulement est dit turbulent.
: l’écoulement est incertain mais il est considéré
comme turbulent.
Ce nombre de Reynolds aide à la détermination de la perte de charge qui est définie
par la formule :
(9)
Avec : - : coefficient de perte de charge
- : masse volumique du fluide [
- longueur de la conduite [
Pour un écoulement laminaire :
Pour un écoulement turbulent : (11)
➢ Choix du fluide :
Pour avoir un écoulement laminaire dans toute la conduite, il faut que la viscosité
cinématique du fluide vérifie la condition : .
D’où : (12)
Tableau 13 : Classe de viscosité cinématique des fluides

RAMIARINTSOA HARISSON ERICK 65
PROMOTION 2016
• La pression de tarage p0
(13)
• Calcul des puissances :
➢ La puissance nécessaire au vérin
Deux sortes de puissances sont à déterminées :
- La puissance hydraulique (
- La puissance nécessaire pour le vérin ( . Tout en admettant que le
rendement est égal à 90%.
Pour la sortie et rentrée de la tige :
(14) (15)
En tenant compte du rendement :
(16) (17)
➢ Puissance perdue par perte de charge
Pour la sortie de la tige :
Avec ∆𝑝3 : somme des pertes de charge dans la tuyauterie d’aspiration, de
refoulement.
Pour la rentrée de la tige :
Aux pertes de charge dans les tuyauteries d’aspiration et de refoulement s’ajoutent
celle au niveau de la conduite de retour et des limiteurs de débit.
∆𝒑𝟒= ∆𝒑𝒓 + ∆𝒑𝟐

RAMIARINTSOA HARISSON ERICK 66
PROMOTION 2016
2.2. Moteur électrique
Pour convertir l’énergie électrique, la méthode la plus efficace est d’utiliser
des moteurs électriques qui reposent sur les principes d’interaction électromagnétique
de « Laplace » entre le Stator (élément fixe) et le Rotor (élément tournant)
Caractéristique :
- Symbole :
- Tension d’alimentation: 380-420 / 440-480 V en Y et 220-240 / 250-280 V
en Δ AC
- Fréquence 50 Hz
- Ampérage et puissance en fonction de l’usage
Figure 36 : Moteur asynchrone
2.2.1. Puissance du moteur électrique :
Pour un rendement de 0,85 :
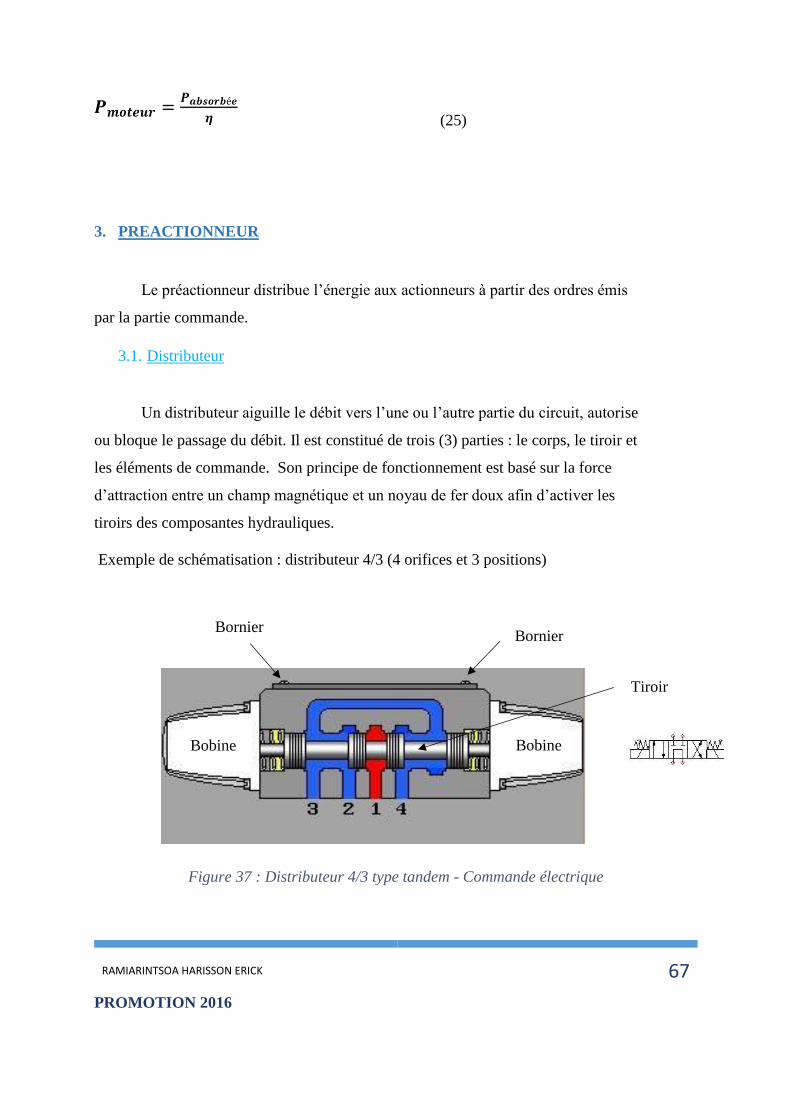
RAMIARINTSOA HARISSON ERICK 67
PROMOTION 2016
(25)
3. PREACTIONNEUR
Le préactionneur distribue l’énergie aux actionneurs à partir des ordres émis
par la partie commande.
3.1. Distributeur
Un distributeur aiguille le débit vers l’une ou l’autre partie du circuit, autorise
ou bloque le passage du débit. Il est constitué de trois (3) parties : le corps, le tiroir et
les éléments de commande. Son principe de fonctionnement est basé sur la force
d’attraction entre un champ magnétique et un noyau de fer doux afin d’activer les
tiroirs des composantes hydrauliques.
Exemple de schématisation : distributeur 4/3 (4 orifices et 3 positions)
Figure 37 : Distributeur 4/3 type tandem - Commande électrique
Bobine Bobine
Tiroir
Bornier Bornier
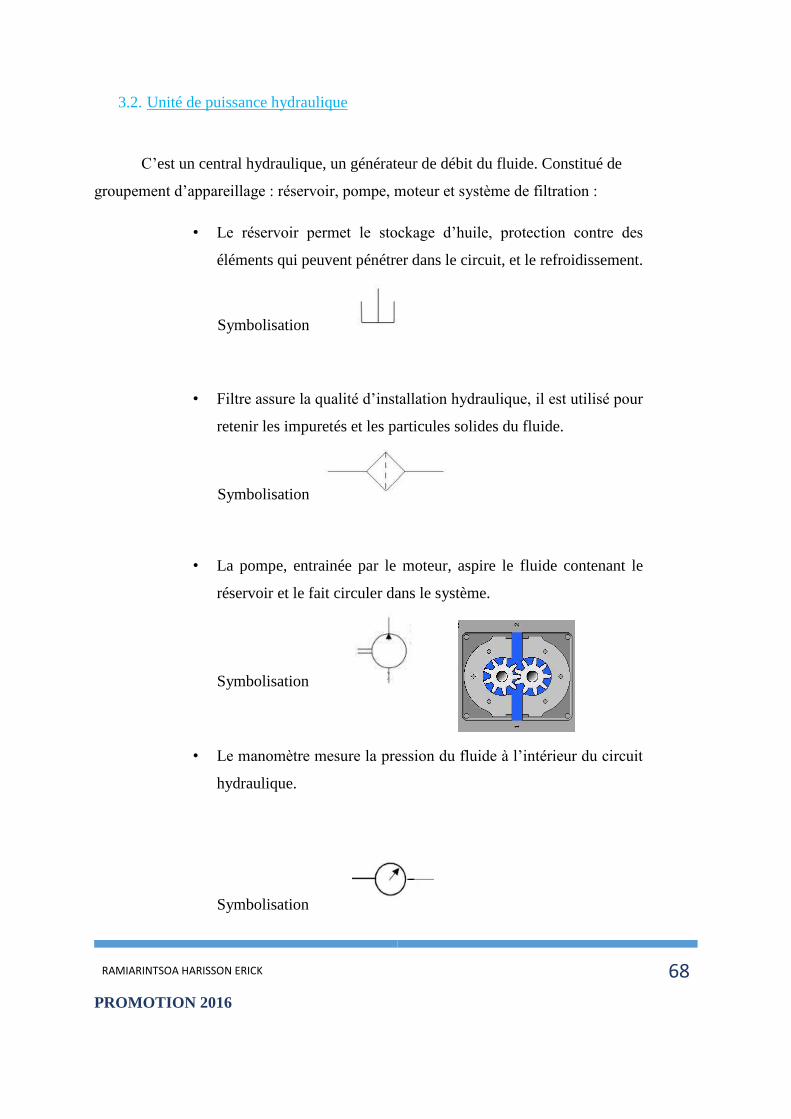
RAMIARINTSOA HARISSON ERICK 68
PROMOTION 2016
3.2. Unité de puissance hydraulique
C’est un central hydraulique, un générateur de débit du fluide. Constitué de
groupement d’appareillage : réservoir, pompe, moteur et système de filtration :
• Le réservoir permet le stockage d’huile, protection contre des
éléments qui peuvent pénétrer dans le circuit, et le refroidissement.
Symbolisation
• Filtre assure la qualité d’installation hydraulique, il est utilisé pour
retenir les impuretés et les particules solides du fluide.
Symbolisation
• La pompe, entrainée par le moteur, aspire le fluide contenant le
réservoir et le fait circuler dans le système.
Symbolisation
• Le manomètre mesure la pression du fluide à l’intérieur du circuit
hydraulique.
Symbolisation

RAMIARINTSOA HARISSON ERICK 69
PROMOTION 2016
L’ensemble est donc monté comme suit :
Figure 38 : Unité de puissance hydraulique
➢ Puissance fournie par la pompe
Pour la sortie de la tige :
𝑃𝑠 = 𝑃𝑠,𝑛𝑒𝑐 + 𝑃1 (20)
Pour la rentrée de la tige :
𝑃𝑟 = 𝑃𝑟,𝑛𝑒𝑐 + 𝑃2 (21)
3.2.1. Dimensionnement de la pompe
Pour augmenter la durée de vie de la pompe, il ne doit pas fonctionner en
charge, donc sa pression maximale doit être supérieure à la pression de service.

RAMIARINTSOA HARISSON ERICK 70
PROMOTION 2016
(22)
𝐶𝑦𝑙 : cylindrée [𝑐𝑚3/𝑡𝑜𝑢𝑟]
N : nombre de tour [tr/mn]
En consultant le catalogue fourni par le constructeur Rexroth Bosch
Group, on choisit donc une pompe à engrenage selon la cylindrée obtenue, dont
les caractéristiques sont les suivants :
➢ La puissance absorbée par la pompe et le couple
Puissance absorbée : (23)
Le couple : (24)
3.2.2. Le réservoir
Le réservoir qui recueille l’huile de travail nécessaire au fonctionnement
de l’installation doit avoir un volume de 3 à 4 fois le débit de la pompe par minute
avec un volume d’air de 10% à 15% du volume du fluide pour compenser les
variations de niveau.
3.3. Électrovanne
Une électrovanne est un dispositif commandé électriquement permettant
d'admettre ou d'interrompre par une action mécanique la circulation d'un fluide (eau,
vapeur, gaz) de toutes natures dans un circuit. Les électrovannes proportionnelles
sont celles qui peuvent être ouvertes avec plus ou moins d'amplitude en fonction du
besoin généralement utilisées grâce à une commande. Elle est surtout utilisée pour les
contrôles et régulation des systèmes industriels.

RAMIARINTSOA HARISSON ERICK 71
PROMOTION 2016
Caractéristique :
Symbolisé par
Nombre de voies : 1, 2, 3
Tenson d’alimentation : 24 V – 230 V CA
Signal de commande tout ou rien 0…10V / 0…20mA
Figure 39 : Schéma d'une électrovanne
4. EFFECTEUR
Les effecteurs sont multiples et variés conçus spécialement pour s’adapter
qu’ils ont à réaliser sur une matière d’œuvre ou un système préétabli, ils reçoivent
leur énergie des actionneurs.
On a ici une pompe centrifuge :
Une pompe centrifuge est une machine rotative qui pompe un liquide en le
forçant au travers d’une roue à aube ou d'une hélice appelée impulseur. C’est le type
de pompe industrielle le plus commun. Par l’effet de la rotation de l’impulseur, le

RAMIARINTSOA HARISSON ERICK 72
PROMOTION 2016
fluide pompé est aspiré axialement dans la pompe, puis accéléré radialement, et enfin
refoulé tangentiellement. La pompe est généralement entrainée par un moteur
électrique.
Figure 40 : Pompe centrifuge
1a, 3, 5 : corps de pompe
1b : diffuseur
2 : impulseur
4 : garniture mécanique
6 : arbre

RAMIARINTSOA HARISSON ERICK 73
PROMOTION 2016
5. Dimensionnement des unités hydrauliques dans le système de production
➢ Exemple de calcul :
- Vérin de poussage de la cuve de pesage :
m = charge = 6000kg ; C = course = 800 mm ; g = 10 m/s2 ; V = vitesse = 0,02 m/s ;
α = angle d’inclinaison du vérin = 45° = 𝜋 4⁄ rad.
o La force nécessaire pour équilibrer la masse :
o La force nécessaire pour communiquer l’accélération :
On a V = 𝑎 ∗ 𝑡
Avec 𝐹 = 𝑚 ∗ 𝑎 𝐹 = 𝑚 ∗𝑉
𝑡 et la durée d’accélération t représente 1/5 de T :
𝑡 =𝑇
5 et 𝐶= 𝑉 ∗ 𝑇
Application numérique :
𝑇 = 0.8
0.02 = 40s 𝑡 =
40
5 = 8s
𝑎 = 0.02
8 = 0.0025 m/s2
𝐹 = 6000 ∗ 0.0025 = 15 N
𝐹 = 1,5 daN
𝑃 = 𝑚 ∗ 𝑔 ∗ sin α = 4242,64 daN
𝑎 = 𝑉
𝑡
𝑇 = 𝐶
𝑉

RAMIARINTSOA HARISSON ERICK 74
PROMOTION 2016
o La Force totale nécessaire pour pousser la charge :
A.N : Ft= 4242,64+1,5
0,9
o La longueur de la tige du vérin :
En suivant le tableau du coefficient de mode de fixation :
On a :
▪ Fixation de la tige : B ;
▪ Fixation du cylindre : I ;
Donc K = 1,5
(1) A.N : Lf = 800 ∗ 1,5
o Le diamètre de la tige du vérin :
Suivant l’abaque, le diamètre de la tige qui corresponde à notre vérin de poussage est de :
d = 70mm.
o La pression du vérin :
▪ Diamètre du piston : suivant l’abaque du choix du vérin, on a D = 100mm.
A.N : P = 4715,7
78,53 S = 78,53 cm2
Ft =𝑃+𝐹
𝜂
Ft = 4715,7 daN
Lf =1200 mm
P = 60 bars
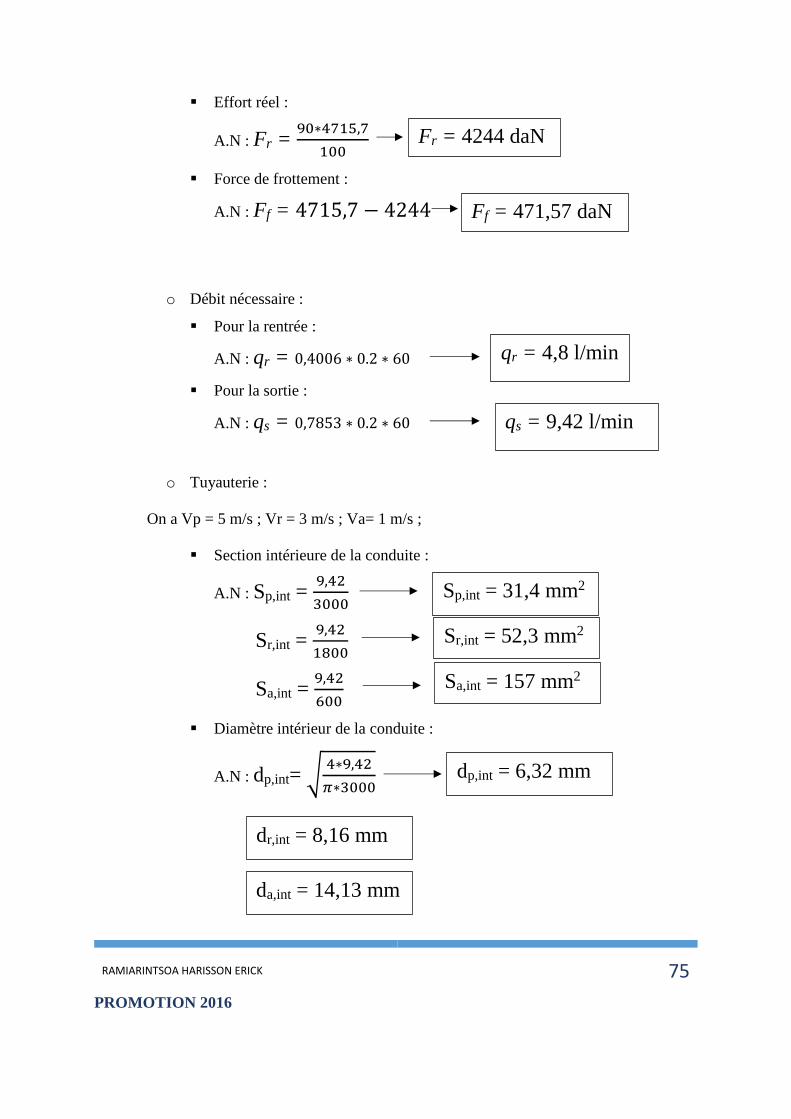
RAMIARINTSOA HARISSON ERICK 75
PROMOTION 2016
▪ Effort réel :
A.N : Fr = 90∗4715,7
100
▪ Force de frottement :
A.N : Ff = 4715,7 − 4244
o Débit nécessaire :
▪ Pour la rentrée :
A.N : qr = 0,4006 ∗ 0.2 ∗ 60
▪ Pour la sortie :
A.N : qs = 0,7853 ∗ 0.2 ∗ 60
o Tuyauterie :
On a Vp = 5 m/s ; Vr = 3 m/s ; Va= 1 m/s ;
▪ Section intérieure de la conduite :
A.N : Sp,int = 9,42
3000
Sr,int = 9,42
1800
Sa,int = 9,42
600
▪ Diamètre intérieur de la conduite :
A.N : dp,int= √4∗9,42
𝜋∗3000
Fr = 4244 daN
Ff = 471,57 daN
qr = 4,8 l/min
qs = 9,42 l/min
Sp,int = 31,4 mm2
Sr,int = 52,3 mm2
Sa,int = 157 mm2
dp,int = 6,32 mm
dr,int = 8,16 mm
da,int = 14,13 mm

RAMIARINTSOA HARISSON ERICK 76
PROMOTION 2016
o Pertes de charges :
Pour le choix du fluide :
A.N : ν > 500∗0632
1200= 0,26 cm2/s ;
On a ν = 32 mm2/s
A.N : Re,p= 500∗0,632
0.32= 987,5
Re,r= 300∗0,816
0.32= 765
Re,a= 100∗1,413
0.32= 441,56
On a Lp = 2 m ; Lr = 4 m ; La = 1 m ;
ρ = 0,9 Kg/m3
Donc Δpp= 0,064 ∗3
0,632∗
0,9
2∗ 52
Δpr= 0,083 ∗4
0,816∗
0,9
2∗ 32
Δpa= 0,144 ∗1
0,01413∗
0,9
2∗ 12
o La pression de tarage :
o Calcul de puissance :
▪ Puissance hydraulique :
✓ Pour la rentrée du vérin :
λp= 0,064
λr= 0,083
λa= 0,144
Δpp= 3,41 bars
Δpr= 1,64 bars
Δpa= 0,46 bars
P0 = 60 + (3,41 + 1,64 + 0,46) =65,5 bars

RAMIARINTSOA HARISSON ERICK 77
PROMOTION 2016
A.N :
✓ Pour la sortie du vérin :
A.N :
▪ Puissance nécessaire pour le
vérin :
✓ Pour la rentrée :
A.N :
✓ Pour la sortie :
A.N :
▪ Puissance perdue par perte de
charge :
✓ Pour la rentrée :
A.N :
Pr, hydr = 4,8∗60
600 = 0,48 KW
Ps, hydr = 9,42∗60
600 = 0,94 KW
Pr, nec = 0.48
0.9 = 0,53 KW
Ps, nec = 0.94
0.9 = 1,04 KW
P2 = 3,87∗9,42
600+
5,51∗4,8
600+ 65,5 ∗
9,42−4,8
600 = 0,6 KW

RAMIARINTSOA HARISSON ERICK 78
PROMOTION 2016
✓ Pour la sortie :
A.N :
▪ Puissance fournie par la pompe :
✓ Pour la rentrée :
A.N :
✓ Pour la sortie :
A.N :
o Pompe :
A.N :
▪ Puissance absorbée par la pompe
et le couple :
A.N : Pabsorbée= 60∗9,42
600= 0,942 KW
P1 = 3,87∗9,42
600 = 0,06 KW
Pr = 0,53 + 0,6 = 1,13 KW
Ps = 1,04 + 0,06 = 1,1 KW
Cyl = 9,42
1500 = 6,28 cm3/ tour
C = 0,942∗30
𝜋∗1500 = 0,006

RAMIARINTSOA HARISSON ERICK 79
PROMOTION 2016
o Puissance du moteur électrique :
A.N : Pmoteur = 0,942
0,85= 1,11 KW
o Réservoir :
A.N :
Le tableau ci-dessous montre les résultats de dimensionnement de toutes les unités
hydrauliques dans le système :
PARAMETRES Formule
utilisée
UNITE HYDRAULIQUE 1
Vérin de
levage
Vérin pour
trappe 1
Vérin pour
trappe 2 Vérin trappe du Lessiveur
Masse à pousser (kg) 6000 500 500 200
Effort de poussée réel "𝐹𝑟"(daN) 4244 490,5 490,5 196,2
Effort de théorique axial (3) 4715,7 545 545 218
Course "𝐶" (mm) 800 800 800 200
Mode de fixation Bride en
arrière
Bride en
arrière
Bride en
arrière Sur socle
Coefficient du mode de fixation "K" 1,5 1 1 0,7
Longueur libre "𝐿𝑓" (mm) (1) 1200 800 800 140
Diamètre de la tige "d" (mm) 70 36 36 28
Diamètre du piston "D" (mm) 100 50 50 40
S annulaire (cm²) 40,06 9,46 9,46 6,41
S piston (cm²) 78,53 19,63 19,63 12,57
pression "p" (bars) (2) 60 27,76 27,76 17,34
DEBIT DANS LES VERINS
Vitesse de sortie tige 20 40 40 50
Vitesse de rentrée tige "𝑉𝑟" (mm/s) 20 30 30 20
Débit "𝑞𝑟" (l/mn) (4) 4,8 1,70 1,70 0,77
Débit "𝑞𝑠" (l/mn) (5) 9,42 4,71 4,71 3,77
TUYAUTERIES
Vres= 3 ∗ 9,42 ∗ (1 +10
100)= 31,086 litres
UNITE HYDRAULIQUE 2

RAMIARINTSOA HARISSON ERICK 80
PROMOTION 2016
5
3
1
5
3
1
5
3
1
5
3
1
Refoulement
dint (mm) (6) 6.32 4 4 4
dext (mm) 8 6 6 6
s (mm) 1 1 1 1
Sint (cm²) 0,31 0,12 0,12 0,12
Retour
dint (mm) (6) 8,16 4 4 4
dext (mm) 10 6 6 6
s (mm) 1 1 1 1
Sint (cm²) 0,52 0,12 0,12 0,12
Aspiration
dint (mm) (6) 14,13 4 4 4
dext (mm) 16 6 6 6
s (mm) 1,5 1 1 1
Sint (cm²) 1,5 0,12 0,12 0,12
PERTES DE CHARGES
Viscosité "𝜈" (cst) (12) 32 22 22 22
masse volumique "𝜌" (kg/m3) 0,9 0,9 0,9 0,9
0,46
4,5
5,5
1
4,5
5,5
1
2
3
1
Dans le refoulement "∆𝒑𝒑" (bar) 8,81 8,81 3,96
Dans le retour "∆𝒑𝒓" (bar) 6,53 6,53 3,55
Dans l'aspiration "∆𝒑𝒂" (bar) 0,39 0,39 0,396
PRESSION DE TARAGE
(13) 65,5 43,49 43,49 29,21
3
4
1
3 , 41
1 , 64

RAMIARINTSOA HARISSON ERICK 81
PROMOTION 2016
PUISSANCE
(15)
(14)
(17)
(16)
(18)
(19)
0,48
0,94
0,53
1,04
0,06
0,60
0,078
0,217
0,087
0,24
0,07
0,33
0,078
0,217
0,087
0,24
0,07
0,33
0,02
0,11
0,02
0,12
0,03
0,18
PUISSANCE FOURNIE PAR LA POMPE
Ps (KW) (20) 1.10
1,13
0,31 0,31 0,15
𝑃𝑟 (KW) (21) 0,42 0,42 0,20
POMPE
N (tr/mn) (22) 1500 1500 1500 1500
Q (l/mn) 9,42 4,71 4,71 6,18
Cyl (cm3/tour) 6,28 3,14 3,14 4,12
(23)
(24)
(25)
0,94
0,006
1,11
0,21
0,0013
0,25
0,21
0,0013
0,25
0,18
1,14
0,21
Réservoir "𝑉𝑟𝑒𝑠" (l) (26) 31,086 15,54 15,54 20,394
Tableau 14 : Dimensionnement des unités hydrauliques
6. DIMENSIONNEMENT DES CONVOYEURS à Bandes
Les convoyeurs à bande sont caractérisés par le type de bande
transporteuse utilisée (matériaux, texture, épaisseur) et par la position du groupe
de motorisation (central ou en extrémité).
Dans tous les cas, un convoyeur à bande se compose :
• d’un tambour de commande et de sa moto réductrice,
• d’un rouleau d'extrémité,
• d’un châssis porteur avec une sole de glissement qui assure le soutien de
la bande,
• d’une bande transporteuse.

RAMIARINTSOA HARISSON ERICK 82
PROMOTION 2016
Figure 41 : Convoyeur à bande

RAMIARINTSOA HARISSON ERICK 83
PROMOTION 2016
On a dans notre système 7 convoyeurs à bande à dimensionner :
• Convoyeur 1 : transports de la canne vers le lavage
• Convoyeur 2 : transports de la canne vers l’entonnoir
• Convoyeurs 3,4 et 5 : transports de la canne vers les moulins de broyage.
• Convoyeurs 6 : transports des copeaux de bagasse vers le Lessiveur
• Convoyeurs 7 : transports des sacs préfinis vers la machine de finition.
➢ Exemple de calcul de dimension :
o Calcul du nombre de tour du convoyeur :
Avec :
- Vc : la vitesse du convoyeur
- w: la vitesse angulaire rad/s
- dt : le diamètre du tambour du convoyeur
- N: le nombre de tour N =
▪ Pour le convoyeur 6 :
On a dA6 = 0,5 m ; VC6 = 1 m/s ;
A.N :
▪ Pour le convoyeur 7 :
On a dA7 = 0,3 m ; VC7 = 3 m/s ;
A.N :
Vc = w×R = 𝜋𝑁
30 .
𝑑𝑡
2 (27)
VC x 60
π d
N6 =1∗60
𝜋∗0.5 = 38,21 tr/mn
N7 =3∗60
𝜋∗0.3 = 191 tr/mn
(28)

RAMIARINTSOA HARISSON ERICK 84
PROMOTION 2016
o Calcul de la longueur de la bande du convoyeur :
La longueur de la bande du convoyeur est égale à :
▪ Pour le convoyeur 6 :
On a A6 = 50 m ; dB6 = 0.6 m ;
A.N :
▪ Pour le convoyeur 7 :
On a A7 = 7 m ; dB6 = 0.4 m ;
A.N :
Avec :
- A : l’entraxe [m]
- dA et dB : les diamètres des tambours menant et menée.
[m]
𝐿 = A + 2 𝜋 2
( 𝑑 A + 𝑑 B ) + ( 𝑑 B − 𝑑 A
4 𝐴 )
dB dA
(29)
L6 =2 ∗ 50 +𝜋
2(0.5 + 0.6) +
(0.6−0.5)
4∗50 = 101,72 m
L6 =2 ∗ 7 +𝜋
2(0.3 + 0.4) +
(0.4−0.3)
4∗7 = 15 m

RAMIARINTSOA HARISSON ERICK 85
PROMOTION 2016
o La masse linéique du produit :
- : le poids du produit par mètre linéaire [Kg/m]
- Iv : le débit massique [t/h]
- V : la vitesse de la bande [ ]
▪ Pour les copeaux de bagasse du convoyeur 6 :
On a Iv = 220 t /h pour la capacité des copeaux en tonne par heure ;
A.N :
▪ Pour les sacs en papier du convoyeur 7 :
Iv varie selon le modèle ou la taille des sacs à transporter ;
Iv =
Avec :
- Cs : Capacité de production de sacs par heure [sacs/h]
- Ss : Surface du papier pour un sac [m2]
- Ϩ : Surface massique du papier [m2/Kg]
𝑞𝐺 = 𝐼𝑣
3 . 6 𝑉 (
𝑘𝑔 𝑚 ⁄ ) (30)
qG6 = 220
3.6∗1 = 61,1 Kg/m
Cs x Ss
Ϩ x 1000
(31)

RAMIARINTSOA HARISSON ERICK 86
PROMOTION 2016
On va prendre pour exemple le sac à modèle moyenne de notre production ;
On a : Cs = 1250 sacs/h ; Ss = 0,5 m2 ; Ϩ = 1,8 m2/Kg ;
A.N :
Donc on a :
o Le débit volumique :
Avec :
- Iv : le débit massique en [t ⁄h]
- qs : la masse volumique du produit
▪ Pour les copeaux de bagasse :
La valeur moyenne de la masse volumique des copeaux est de qs = 0,07 selon le
catalogue des vitesses maximales recommandées, compte tenu des caractéristiques physiques
et de la granulométrie du produit transporté, ainsi que de la largeur de la bande utilisée.
A.N :
𝐼𝑀 = 𝐼𝑣
𝑞𝑠 ( 𝑚 ³
ℎ ⁄ )
Iv = 1250∗0.5
1.8∗1000 = 0,347 t/h
qG7 = 0.347
3.6∗3 = 0, 03215 Kg/m ou 32,15 g/m
(32)
IM = 220
0.07= 3142 m3/ h

RAMIARINTSOA HARISSON ERICK 87
PROMOTION 2016
o La force utile :
Figure 42 : Convoyeur à bande horizontale
Avec :
- 𝑚 : la masse des produits transportés sur toute la longueur
du convoyeur (charge totale) (kg)
- 𝑚𝐵 : la masse de la bande (kg)
- 𝑚𝑅 : la masse de tous les tambours rotatifs, sauf pour le
tambour d'entraînement (kg)
- µ𝑅 : Coefficient de frottement entre tambour et bande (µ𝑅
= 0,33)
▪ Pour le convoyeur 6 :
A.N : Supposons que : 𝑚𝑅 = 400kg
m = 𝑞𝐺 × 𝐴 = 61.1 × 50 = 3055 𝑘𝑔
𝑚𝐵 = m16 × 𝐿 = 16 × 101.72 = 1627,5 𝑘𝑔
m1 : masse de la bande par mètre
D’où :
Fu = µ 𝑅 × g × ( 𝑚 + 𝑚 𝐵 + 𝑚 𝑅 ) (33)
Fu = 0.33 × 9.81 × (400 +3055 + 1627.5) = 16453,5 N

RAMIARINTSOA HARISSON ERICK 88
PROMOTION 2016
▪ Pour le convoyeur 7 :
A.N : Supposons que : 𝑚𝑅 = 100kg
m = 𝑞𝐺 × 𝐴 = 0.03215 × 7 = 0,225 𝑘𝑔
𝑚𝐵 = m17 × 𝐿 = 30 × 15 = 450 𝑘𝑔
m1 : masse de la bande par mètre
D’où :
o Le rendement du roulement et de l’engrenage :
Le tableau ci-après va nous montrer les rendements de quelques couples de
frottement :
Tableau 15 : Rendement des couples de frottement
Et : ɳ = ɳ𝑟3 × ɳ𝑒2
Avec :
- ɳ𝑟 : Rendement de roulement
- ɳ𝑒 : Rendement d’engrenage
Fu = 0.33 × 9.81 × (100 + 0.225 + 450) = 1781,24 N
Couple de frottement Rendement
(34)

RAMIARINTSOA HARISSON ERICK 89
PROMOTION 2016
▪ Pour les 7 convoyeurs :
A.N :
o La puissance du moteur :
D’où :
▪ Pour le convoyeur 6 :
A.N :
▪ Pour le convoyeur 7 :
A.N :
o Choix des moteurs compatibles avec chaque convoyeur :
▪ Pour le convoyeur 6 :
- P6 = 20 KW
- Nm6 = 750 tr / min
▪ Pour le convoyeur 7 :
- P7 = 10 KW
- Nm7 = 500 tr / min
o Le rapport de transmission :
r =
et i = 1𝑟
𝑃𝑚 = 𝐹𝑢 × 𝑉
1000 ɳ
ɳ = 0.993 × 0.972 = 0,91
(35)
Pm6 =16453.5∗1
1000∗0.91 = 18,02 KW
Pm7 =1781.24∗3
1000∗0.91 = 5,87 KW
Nm
Ns (36)

RAMIARINTSOA HARISSON ERICK 90
PROMOTION 2016
Ainsi : i = 𝑖1× 𝑖2 avec :
- 𝑖1 = 𝑖2 = √𝑖
- 𝑖1 : le rapport de transmission du premier engrènement
- 𝑖2 : le rapport de transmission du deuxième engrènement
▪ Pour le convoyeur 6 :
A.N : i6 = 1
19.6 = 0,05 ;
i61 = i62 =√0.05= 0,225
▪ Pour le convoyeur 7
A.N : i7 = 1
2.61 = 0,382 ;
i71 = i72 =√0.382= 0,62
o Calcul des moments de torsion transmis par les arbres Mt :
Mt2 =
▪ Pour le convoyeur 6 :
i2
𝑀𝑡1 = 𝑃𝑚
𝑤 𝑅
r6 = 750
38.21 = 19,6
r7= 500
191 = 2,61
(37)
Mt1
(38)

RAMIARINTSOA HARISSON ERICK 91
PROMOTION 2016
D’où :
A.N :
On a :
▪ Pour le convoyeur 7 :
wR = = 3.14∗500
30 = 52,3𝑟𝑎𝑑
𝑠⁄
D’où :
A.N :
On a :
π Nm
30
Mt61 = 20
78,5 = 0,25 KN.m = 250 N.m
Mt62 = 0.25
0.225 = 1,11 KN.m = 1111,12 N.m
Mt71 = 10
52.3 = 0,191 KN.m = 191 N.m
Mt72 = 0.19
0.62 = 0,306 KN.m = 306 N.m
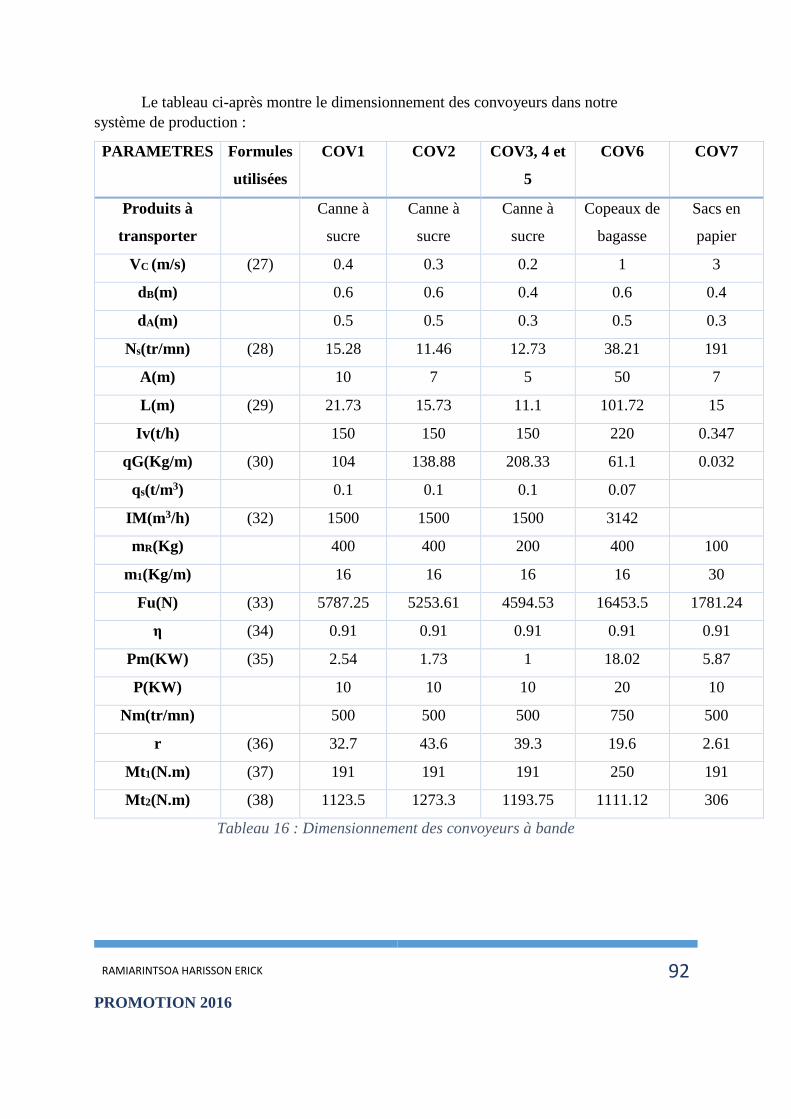
RAMIARINTSOA HARISSON ERICK 92
PROMOTION 2016
Le tableau ci-après montre le dimensionnement des convoyeurs dans notre
système de production :
PARAMETRES Formules
utilisées
COV1 COV2 COV3, 4 et
5
COV6 COV7
Produits à
transporter
Canne à
sucre
Canne à
sucre
Canne à
sucre
Copeaux de
bagasse
Sacs en
papier
VC (m/s) (27) 0.4 0.3 0.2 1 3
dB(m) 0.6 0.6 0.4 0.6 0.4
dA(m) 0.5 0.5 0.3 0.5 0.3
Ns(tr/mn) (28) 15.28 11.46 12.73 38.21 191
A(m) 10 7 5 50 7
L(m) (29) 21.73 15.73 11.1 101.72 15
Iv(t/h) 150 150 150 220 0.347
qG(Kg/m) (30) 104 138.88 208.33 61.1 0.032
qs(t/m3) 0.1 0.1 0.1 0.07
IM(m3/h) (32) 1500 1500 1500 3142
mR(Kg) 400 400 200 400 100
m1(Kg/m) 16 16 16 16 30
Fu(N) (33) 5787.25 5253.61 4594.53 16453.5 1781.24
η (34) 0.91 0.91 0.91 0.91 0.91
Pm(KW) (35) 2.54 1.73 1 18.02 5.87
P(KW) 10 10 10 20 10
Nm(tr/mn) 500 500 500 750 500
r (36) 32.7 43.6 39.3 19.6 2.61
Mt1(N.m) (37) 191 191 191 250 191
Mt2(N.m) (38) 1123.5 1273.3 1193.75 1111.12 306
Tableau 16 : Dimensionnement des convoyeurs à bande

RAMIARINTSOA HARISSON ERICK 93
PROMOTION 2016
CHAPITRE V : AUTOMATISATION DU PROCESSUS DE PRODUCTION DU SAC EN PAPIER EMBALLAGE
1. ETAPE 1 : L’EXTRACTION DU SUCRE POUR L’OBTENTION DE LA
BAGASSE
Afin d’automatiser le système de fabrication du sac en papier, il est
primordial de connaître le détail du cycle de fonctionnement de chaque phase
qui compose notre système. Il décrit en plusieurs étapes le fonctionnement de
la phase pour pouvoir en découler le GRAFCET. C’est ce GRAFCET qui nous
permettra de programmer le système dans le langage de programmation voulu
et le commander, pour notre cas, c’est le langage LADDER. Cette étape se
déroule en 3 phases :
1.1. Phase 1 : pesage de la canne
J1
J0
I1
I0
RAMIARINTSOA HARISSON ERICK 94
PROMOTION 2016
Le cycle de fonctionnement de la phase 1 :
• Avant le versement de la canne dans le pesage, la masse de la canne est imposée
par l’opérateur. Cette masse ne doit pas dépasser la masse limite que le système
de pesage peut supporter.
• Versement de la canne à sucre dans la cuve de pesage.
• Une fois la masse atteinte, détecté par le capteur de poids « p1 » :
o Le voyant rouge s’allume pour avertir l’opérateur.
o Les deux vérins de bridage VB1 et VB2 rentrent.
o Une fois les 2 vérins de bridage rentrés, le vérin de levage VL est
actionné pour verser les cannes pesées vers le convoyeur 1.
• Une fois toute les cannes versées ou fin de course du vérin de levage :
o Le vérin de levage rentre.
o Les vérins de bridage sortent, pour fermeture de la trappe.
o Le voyant rouge s’éteint.

RAMIARINTSOA HARISSON ERICK 95
PROMOTION 2016
1.1.1. GRAFCET de la phase 1
• Niveau 1 : point de vue opérateur :

RAMIARINTSOA HARISSON ERICK 96
PROMOTION 2016
• Niveau 2 : point de vue commande :
Choix technologiques :
ACTIONS REPERES ACTIONNEURS
➢ Chargement de la canne
➢ Allumage du voyant rouge
➢ Rentrée des vérins de bridage
➢ Sortie des vérins de bridage
➢ Rentrer du vérin de levage
➢ Sortie du vérin de levage
CDC
VRA
VB1- et VB2-
VB1+ et VB2+
VL-
VL+
Ouvriers
Voyant lumineux rouge
2 vérins à double effet
2 vérins à double effet
Vérin à double effet
Vérin à double effet
Tableau 17 : Choix technologiques des actionneurs (1ère Phase)
INFORMATIONS REPERES CAPTEURS
➢ Masse « m » imposée
➢ Masse « m » atteint
➢ Vérins de bridage rentré
➢ Vérins de bridage sortie
➢ Vérin de levage rentré
➢ Vérin de levage sortie
m
p1
I0
I1
J0
J1
Capteurs de masse
Capteur de proximité
Capteur de proximité
Capteur de proximité
Capteur de proximité
Tableau 18 : Choix technologiques des capteurs (1ère Phase)
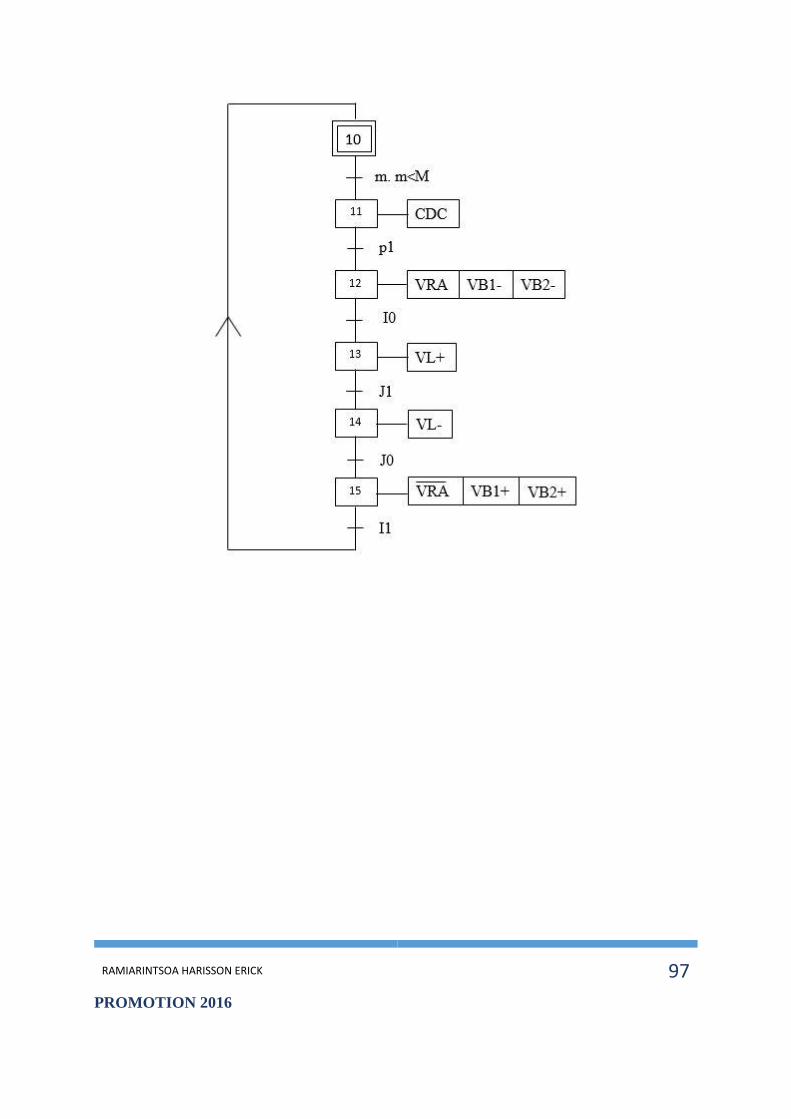
RAMIARINTSOA HARISSON ERICK 97
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 98
PROMOTION 2016
1.1.2. Circuit de puissance de la phase 1
Figure 43 : Circuit de puissance de la phase 1
Vers les
moulins

RAMIARINTSOA HARISSON ERICK 99
PROMOTION 2016
1.1.3. Circuit de commande de la phase 1
• Langage logique câblée

RAMIARINTSOA HARISSON ERICK 100
PROMOTION 2016
• Langage programmée : LADDER

RAMIARINTSOA HARISSON ERICK 101
PROMOTION 2016
1.2. Phase 2 : Transport, lavage et coupage des cannes
Le cycle de fonctionnement de la phase 2 :
• Une fois la masse détectée par « p1 » atteint dans la cuve de pesage : mise en
marche du convoyeur 1 « COV1 ».
• Détection de présence de canne par le capteur de présence « p2 » :
o Ouverture de la vanne « V1 » pour le lavage des cannes.
o Les cannes passent en dessous du niveleur 1 afin de régulariser
leurs sorties.
• Détection de présence de canne par le capteur de présence « p3 » mis en
position après le passage en dessous du niveleur 1 :
o Mise en marche de convoyeur 2 « COV2 » et des scies à canne 1
« SC1 » (4 scies parallèles espacés chacun de 1𝑚 de diamètre
d1= 120 cm).
• Avant leur passage au convoyeur 3 « COV3 », les cannes venant du convoyeur
2 « COV2 » entrent dans un grand entonnoir rectangulaire dont la section
d’entrée est de 4500 × 1000 et la section de sortie est de 1100 × 300.
• Le convoyeur 3 « COV3 » est mise en marche si la présence de canne est
détectée par le capteur de présence « p4 », et en même temps les scies 2 sont
p3
p4 p5

RAMIARINTSOA HARISSON ERICK 102
PROMOTION 2016
actionnées (10 scies en parallèles espacés chacun de 100𝑚𝑚 de diamètre
d2= 40 cm).
• Arrêt du convoyeur 1 « COV1 » si le capteur « p1 » ne détecte plus de la
masse dans le cuve de pesage et si le capteur « p2 » ne détecte plus la présence
des cannes sur le « COV1 ».
• Arrêt du lavage par la fermeture de la vanne « V1 » si le capteur « p2 » ne
détecte plus la présence des cannes.
• Arrêt du convoyeur 2 « COV2 » et des scies 1 si les capteurs « p3 » et « p4 »
ne détectent plus la présence des cannes.
• Arrêt du convoyeur 3 « COV3 » et des scies 2 si les capteurs « p4 » et « p5 »
ne détectent plus la présence des cannes.

RAMIARINTSOA HARISSON ERICK 103
PROMOTION 2016
1.2.1. GRAFCET de la phase 2
➢ Niveau 1 : point de vue opérateur
➢ Niveau 2 : point de vue commande
Les choix technologiques :
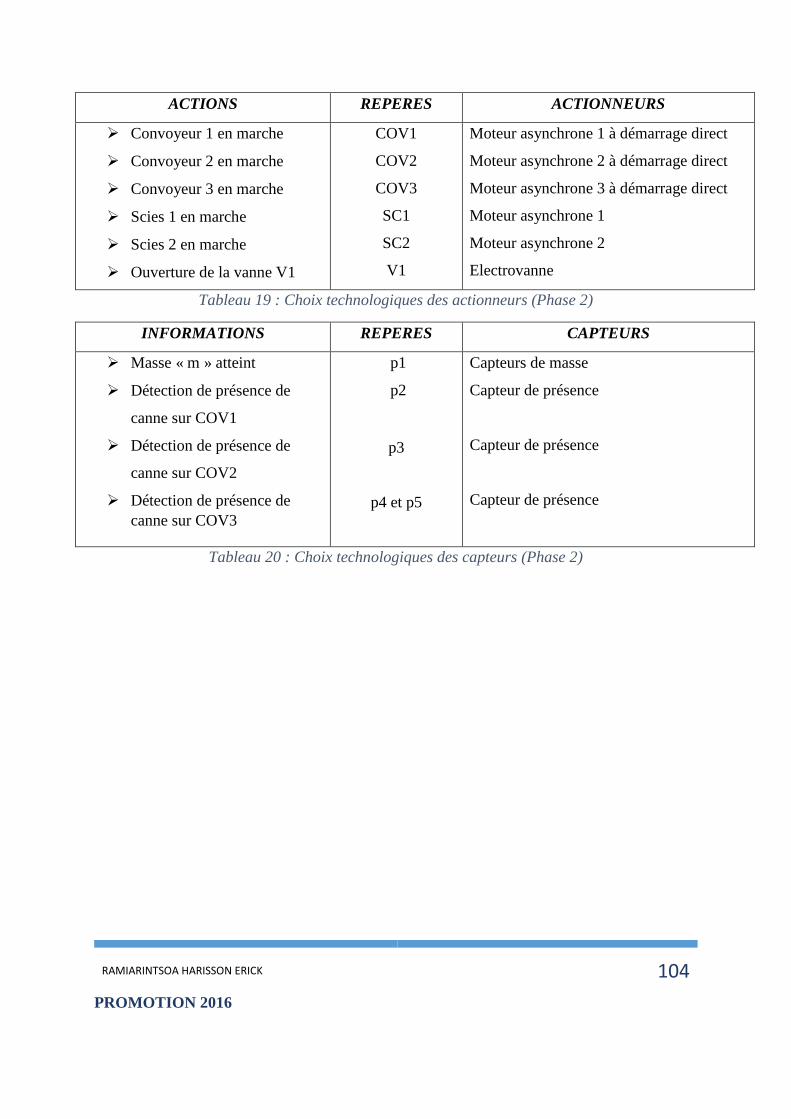
RAMIARINTSOA HARISSON ERICK 104
PROMOTION 2016
ACTIONS REPERES ACTIONNEURS
➢ Convoyeur 1 en marche
➢ Convoyeur 2 en marche
➢ Convoyeur 3 en marche
➢ Scies 1 en marche
➢ Scies 2 en marche
➢ Ouverture de la vanne V1
COV1
COV2
COV3
SC1
SC2
V1
Moteur asynchrone 1 à démarrage direct
Moteur asynchrone 2 à démarrage direct
Moteur asynchrone 3 à démarrage direct
Moteur asynchrone 1
Moteur asynchrone 2
Electrovanne
Tableau 19 : Choix technologiques des actionneurs (Phase 2)
INFORMATIONS REPERES CAPTEURS
➢ Masse « m » atteint
➢ Détection de présence de
canne sur COV1
➢ Détection de présence de
canne sur COV2
➢ Détection de présence de
canne sur COV3
p1
p2
p3
p4 et p5
Capteurs de masse
Capteur de présence
Capteur de présence
Capteur de présence
Tableau 20 : Choix technologiques des capteurs (Phase 2)

RAMIARINTSOA HARISSON ERICK 105
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 106
PROMOTION 2016
1.2.2. Circuit de puissance de la phase 2
Figure 44 : Circuit de puissance de la phase 2

RAMIARINTSOA HARISSON ERICK 107
PROMOTION 2016
1.2.3. Circuit de commande de la phase 2
• Langage logique câblée

RAMIARINTSOA HARISSON ERICK 108
PROMOTION 2016
• Langage programmée : LADDER

RAMIARINTSOA HARISSON ERICK 109
PROMOTION 2016
1.3. Phase 3 : Broyage pour l’obtention de la bagasse
Le cycle de fonctionnement de la phase 3 :
• Une fois que le capteur de présence « p5 » détecte la présence des cannes :
✓ Mise en marche des 3 moulins ou broyeurs « BROY ».
✓ Mise en marche des pompes « pump ».
✓ Mise en marche des 3 convoyeurs4 « COV4 ».
• Les cannes passent par chaque moulin, arrivée au 3ème convoyeur du COV4, la
présence de fibres des cannes avant le passage sur l’entrée du broyeur2
« BROY2 » est détectée par « p6 », ce qui va entrainer :
✓ L’ouverture de la vanne « V2 » pour faire éjecter l’eau chaude pour
l’imbibition sur les cannes.
✓ Mise en marche du broyeur2 « BROY2 ».
✓ Mise en marche du convoyeur5 « COV5 » pour la sortie des bagasses
au chargement pour son transport vers la fabrication du papier.
• Si les capteurs de présence « p5 » et « p6 » ne détectent plus :
✓ Arrêt du moteur des 3 moulins « BROY ».
✓ Arrêt des convoyeurs4 « COV4 ».
• Si les capteurs de présence « p6 » et « p7 » ne détectent plus :
✓ Fermeture de la vanne « V2 ».
✓ Arrêt du moteur des pompes « pump ».
✓ Arrêt du moteur du broyeur2 « BROY2 ».
✓ Arrêt du convoyeur5 « COV5 ».

RAMIARINTSOA HARISSON ERICK 110
PROMOTION 2016
1.3.1. GRAFCET de la phase 3
➢ Niveau 1 : point de vue opérateur

RAMIARINTSOA HARISSON ERICK 111
PROMOTION 2016
➢ Niveau 2 : point de vue commande
Les choix technologiques :
ACTIONS REPERES ACTIONNEURS
➢ 3 Moulins Broyeurs en
marche
➢ 3 Convoyeurs 4 en marche
➢ Pompes à surpresseur en
marche
➢ Broyeur 2 en marche
➢ Convoyeur 5 en marche
➢ Ouverture de la vanne V2
BROY
COV4
pump
BROY2
COV5
V2
Moteur asynchrone 3
Moteur asynchrone 4 à démarrage direct
Moteur asynchrone
Moteur asynchrone 4
Moteur asynchrone 5 à démarrage direct
Electrovanne
Tableau 21 : Choix technologiques des actionneurs (Phase 3)
INFORMATIONS REPERES CAPTEURS
➢ Détection de présence de
canne à la sortie de COV3
➢ Détection de présence de
fibres des cannes sur COV4
➢ Détection de présence de
canne sur COV5
p5
p6
p7
Capteur de présence
Capteur de présence
Capteur de présence
Tableau 22 : Choix technologiques des capteurs (Phase 3)

RAMIARINTSOA HARISSON ERICK 112
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 113
PROMOTION 2016
1.3.2. Circuit de puissance de la phase 3
Figure 45 : Circuit de puissance de la phase 3

RAMIARINTSOA HARISSON ERICK 114
PROMOTION 2016
1.3.3. Circuit de commande de la phase 3
• Langage logique câblée
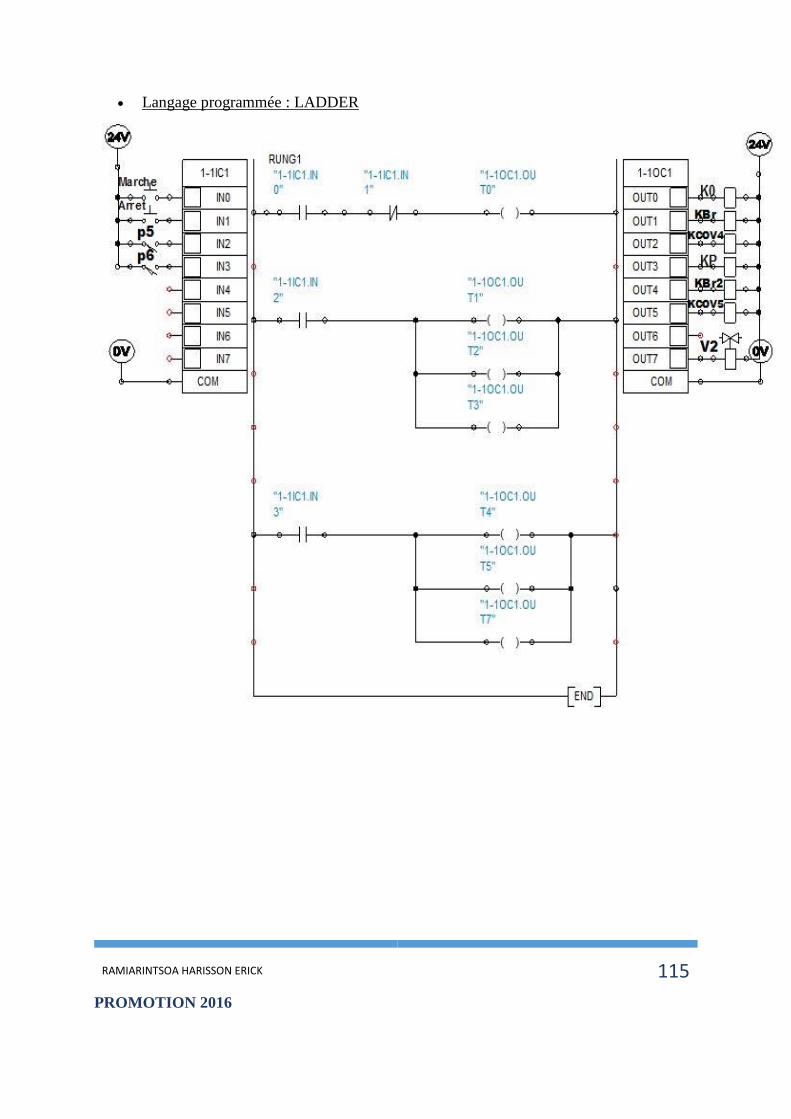
RAMIARINTSOA HARISSON ERICK 115
PROMOTION 2016
• Langage programmée : LADDER
RAMIARINTSOA HARISSON ERICK 116
PROMOTION 2016
2. ETAPE 2 : LA TRANSFORMATION DES BAGASSES EN BOBINE DE PAPIERS
EMBALLAGES
Le cycle de fonctionnement de l’Etape 2 :
• Une fois que les bagasses sont transportées vers l’usine de fabrication du
papier et sont mises dans un lieu de séchoir avant qu’elles soient déchargées
sur le premier convoyeur des convoyeurs 6, le capteur de présence « p8 »
détecte la présence des bagasses :
✓ Mise en marche des 2 convoyeurs 6 « COV6 » :
▪ Premier convoyeur pour transporter les bagasses vers la
machine Hacheuse.
▪ Deuxième convoyeur pour conduire les copeaux vers le
Lessiveur.
✓ Mise en marche de la machine Hacheuse « Hach » pour la mise en
copeaux des bagasses.
✓ Mise en marche de la pompe 1 « pump1 » pour l’addition d’eau dans
le mélange dans le Lessiveur. Et par suite de la détection de présence
d’eau par le capteur de présence « p9 » dans le Lessiveur :
▪ Mise en marche du réchauffeur « Rchf » à l’intérieur du
lessiveur.
• Arrivées dans le Lessiveur, le capteur de niveau « Niv » détecte le niveau
suffisant des mélanges (copeaux + eau), le capteur de PH « PH » mesure la
valeur de PH entre 13 et 14 et le capteur de température « Tdeg » mesure sa
température entre 100 et 120 °C :
✓ Allumage des voyants pour avertir l’opérateur :
▪ Voyant lumineux vert « VVA » pour « Niv »
▪ Voyant lumineux jaune « VJA » pour « PH »
▪ Voyant lumineux rouge « VRA » pour « Tdeg »
✓ Arrêt des convoyeurs 6 « COV6 ».
✓ Arrêt de la machine Hacheuse « Hach ».

RAMIARINTSOA HARISSON ERICK 117
PROMOTION 2016
✓ Arrêt de la pompe 1 « pump1 ».
• En laissant bouillir les mélanges pendant 4 heures avec l’ajout de la solution
alcaline pour la séparation des fibres de celluloses et afin de dissoudre la
lignine, un indicateur de temps (temporisateur) « t4h » signale la fin de la
cuisson qui allume le voyant lumineux orange « VOA » indiquant que les 4
heures sont atteintes :
✓ Arrêt du réchauffeur « Rchf ».
✓ Ouverture d’un clapet en bas du Lessiveur à l’aide d’un vérin
hydraulique à simple tige à simple effet sortie par ressort « VC » afin
de les mener à la machine Classeur.
• Une fois que le clapet s’ouvre, le capteur de proximité « OUV » capte l’entrée
de la tige du vérin « VC » :
✓ Mise en marche de la machine Classeur « CL » pour tamiser les fibres
et pour extraire les fibres non séparées des fibres séparées.
✓ Mise en marche de la machine Epaississeur « Ep » pour rendre la pâte
obtenue encore plus épaisse et cette dernière est conduite jusqu’à la
cuve de mélange.
• Une fois que la pâte épaisse est versée dans la cuve, un capteur de niveau
« Niv1 » détecte le niveau voulu de la pâte dans la cuve, qui est averti par un
voyant lumineux vert « VV2A » :
✓ Arrêt de la machine Classeur « CL ».
✓ Arrêt de la machine Epaississeur « Ep ».
✓ Mise en marche de la Cuve de mélange « Cm » pendant 2 heures.
• Un temporisateur « t2h » signale la fin du mixage indiqué par le voyant
lumineux orange allumé « VO2A » :
✓ Arrêt du moteur de la cuve de mélange « Cm ».
✓ Mise en marche des 3 pompes 2 « pump2 » :

RAMIARINTSOA HARISSON ERICK 118
PROMOTION 2016
▪ Une pompe pour faire remonter et conduire la pâte mélangée
vers la caisse tête.
▪ Une pompe pour conduire de l’eau vers la caisse tête afin de la
mélanger avec la pâte obtenue.
▪ Une pompe pour conduire et à remonter l’eau pour arroser le
papier préfini sur la table de transformation.
✓ Mise en marche de la machine de transformation en papier.
• Détection de niveau bas de la pâte dans la cuve de mélange par le capteur de
niveau « Niv0 » :
✓ Arrêt des 3 pompes 2 « pump2 » et voyant lumineux orange éteint
« VO2A ».
✓ Arrêt de la machine de transformation.
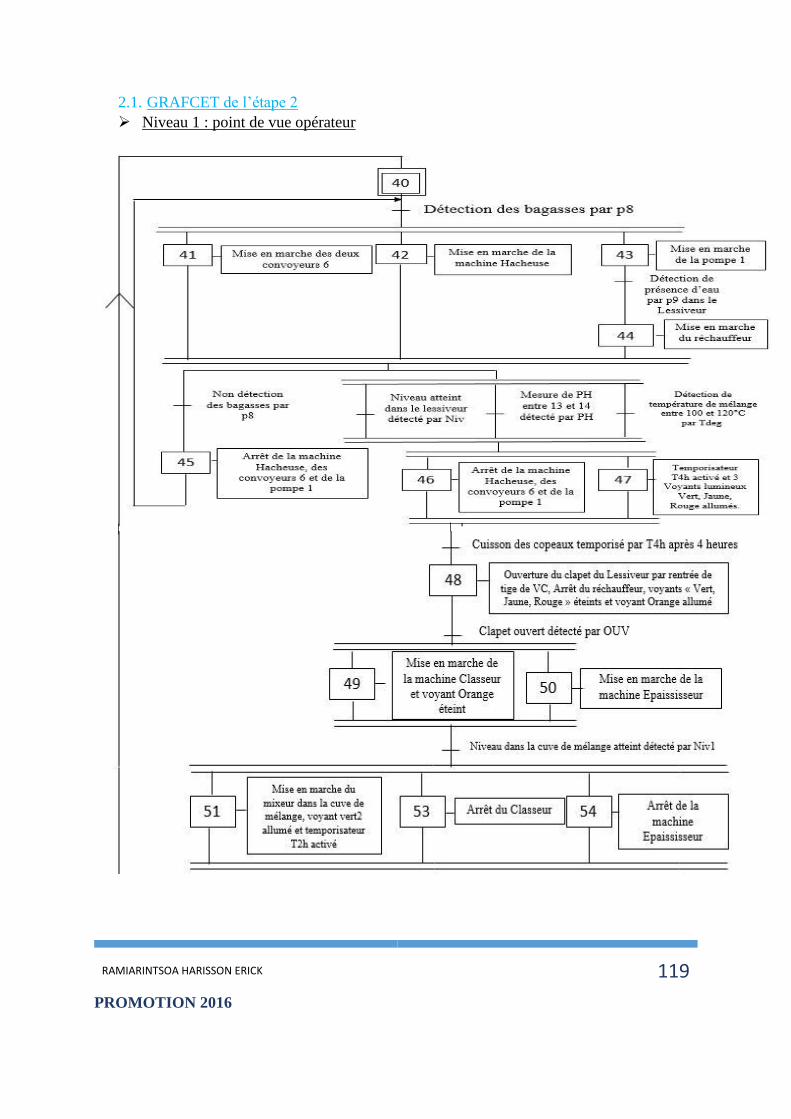
RAMIARINTSOA HARISSON ERICK 119
PROMOTION 2016
2.1. GRAFCET de l’étape 2
➢ Niveau 1 : point de vue opérateur

RAMIARINTSOA HARISSON ERICK 120
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 121
PROMOTION 2016
➢ Niveau 2 : point de vue de commande
ACTIONS REPERES ACTIONNEURS
➢ Machine Hacheuse en
marche
➢ Machine Epaississeur en
marche
➢ Machine Classeur en
marche
➢ Cuve de Mélange en
marche
➢ Machine Lessiveur en
marche
➢ Machine à table de
transformation en papier en
marche
➢ 2 Convoyeurs 6 en marche
➢ Rentrée du vérin de bridage
➢ Sortie du vérin de bridage à
la position normale
➢ Pompe 1 à surpresseur en
marche
➢ 3 pompes 2 à surpresseur en
marche
➢ Allumage du voyant vert
➢ Allumage du voyant jaune
➢ Allumage du voyant rouge
Hach
Ep
CL
Cm
Rchf
Sech
COV6
VC-
VC+
pump1
pump2
VVA
VJA
VRA
Moteur asynchrone 4
Moteur asynchrone 5
Moteur asynchrone 6
Moteur asynchrone 7
Réchauffeur thermique
Moteur asynchrone 8
Moteur asynchrone à démarrage
direct 6
Vérin à simple effet sortie par
ressort
Moteur asynchrone
Moteur asynchrone
Voyant lumineux vert
Voyant lumineux jaune
Voyant lumineux rouge

RAMIARINTSOA HARISSON ERICK 122
PROMOTION 2016
➢ Allumage du voyant orange
➢ Allumage du voyant vert 2
➢ Allumage du voyant
orange2
VOA
VV2A
VO2A
Voyant lumineux orange
Voyant lumineux vert 2
Voyant lumineux orange 2
Tableau 23 : Choix technologiques des actionneurs (Etape 2)
INFORMATIONS REPERES CAPTEURS
➢ Détection de présence des
bagasses sur COV6
➢ Détection de présence d’eau
dans le lessiveur
➢ Détection de niveau atteint
dans le lessiveur
➢ Détection de mesure de PH
entre 13 et 14
➢ Détection de température
entre 100 et 120°C
➢ Cuisson des copeaux à un
temps précis de 4 heures
➢ Vérin de bridage rentré pour
l’ouverture du clapet
➢ Détection de niveau dans la
cuve de mélange
➢ Mixage de la pâte à papier à
un temps précis de 2 heures
➢ Détection de niveau bas
limite dans la cuve de
mélange
p8
p9
Niv
PH
Tdeg
T4h
OUV
Niv1
T2h
Niv0
Capteur de présence
Capteur de présence
Capteur de niveau
Capteur de PH
Capteur de température
Temporisateur
Capteur de proximité
Capteur de niveau
Temporisateur
Capteur de niveau
Tableau 24 : Choix technologiques des capteurs (Etape 2)

RAMIARINTSOA HARISSON ERICK 123
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 124
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 125
PROMOTION 2016
2.2. Circuit de puissance de l’étape 2
Figure 46 : Circuit de puissance de l'étape 2
EAU

RAMIARINTSOA HARISSON ERICK 126
PROMOTION 2016
• Langage logique câblée :

RAMIARINTSOA HARISSON ERICK 127
PROMOTION 2016
• Langage programmée : LADDER

RAMIARINTSOA HARISSON ERICK 128
PROMOTION 2016
3. ETAPE 3 : FABRICATION DES SACS EN PAPIER A PARTIR DE LA BOBINE
Le cycle de fonctionnement de l’Etape 3 :
• Mise en place des 3 matières au début de la chaîne de production :
- Une bobine de papier de 60 cm de largeur détectée par le capteur de
présence « p10 ».
- Une bobine de ficelle torsadée détectée par le capteur de présence « p11 ».
- Une bobine de bande en papier de 14 cm de largeur détectée par le capteur
de présence « p12 ».
✓ Mise en marche de la machine d’assemblage « As » pour la formation des
poignets avec la ficelle et la bande en papier.
✓ Mise en marche des cylindres dérouleurs « Cyl » pour dérouler la bobine de
papier de grande largeur.
• Une fois que les poignets sont collés sur la longue lanière en papier large, le capteur de
présence « p13 » détecte sa présence à l’entrée de la machine de façonnage :
✓ Ouverture de la vanne « V3 » pour éjecter le point de colle blanche afin
d’assembler les côtés de la lanière (côtés des sacs).
✓ Mise en marche de la machine de façonnage « Fac » pour la mise en forme des
soufflets des sacs et l’assemblage des côtés des sacs.
• La longue lanière est formée suivant la mise en forme des sacs, celle-ci entre dans la
machine de découpage détectée par le capteur de présence « p14 » :
✓ Mise en marche de la pompe 3 « pump3 » pour l’alimentation des 2 vérins de
découpe « VD1 » et « VD2 » portant chacun une lame :
o Sortie des tiges des 2 vérins pour la coupe détectée par le capteur de
proximité « R1 ».
o Entrée des tiges des 2 vérins pour le recul des lames détectée par le
capteur de proximité « R0 ».
✓ Mise en marche du rouleau de séparation « sep » pour séparer les sacs un à
un.
✓ Mise en marche du convoyeur 7 « COV7 » pour le transport des sacs vers les
machines de finition et pour les sortir de la chaîne de production.

RAMIARINTSOA HARISSON ERICK 129
PROMOTION 2016
✓ Mise en marche du guide de pliage « Gid » pour rabattre le fond du sac après
avoir passé au guide de reprise qui ouvre ce dernier.
✓ Mise en marche de la machine de collage « Col » pour passer de la colle sur
le fond du sac ouvert et que celui-ci est renfermé à la fin par un guide plieur
fixe.
• Si l’un des capteurs de présence « p10 », « p11 » et « p12 » ne détecte plus :
✓ Arrêt de la machine d’assemblage « As ».
✓ Arrêt des cylindres dérouleurs.
• Non détection du capteur de présence « p13 » :
✓ Arrêt de la machine de façonnage « Fac »
• Non détection du capteur de présence « p14 » :
✓ Arrêt des machines de finition : « sep », « COV7 », « Gid », « Col ».
✓ Arrêt de la pompe 3 « pump3 ».
• Non détection du capteur de présence « p14 » et « p15 » (à la sortie de la chaîne) :
✓ Arrêt de la fabrication des sacs en papier.

RAMIARINTSOA HARISSON ERICK 130
PROMOTION 2016
3.1. GRAFCET de l’étape 3
➢ Niveau 1 : point de vue opérateur

RAMIARINTSOA HARISSON ERICK 131
PROMOTION 2016
➢ Niveau 2 : point de vue de commande
ACTIONS REPERES ACTIONNEURS
➢ Machine d’Assemblage en
marche
➢ Cylindres dérouleurs en
marche
➢ Machine de Façonnage en
marche
➢ Ouverture de la vanne V3
➢ Rouleau de séparation en
marche
➢ Guide de pliage en marche
➢ Machine de Collage en
marche
➢ Convoyeur 7 en marche
➢ Sortie des vérins de bridage
➢ Rentrée des vérins de
bridage à la position
normale
➢ Pompe 3 à surpresseur en
marche
As
Cyl
Fac
V3
sep
Gid
Col
COV7
VD1+ et VD2+
VD1- et VD2-
pump3
Moteur asynchrone 9
Moteur asynchrone 10
Moteur asynchrone 11
Electrovanne
Moteur asynchrone 12
Moteur asynchrone 13
Moteur asynchrone 14
Moteur asynchrone à démarrage
direct 7
2 Vérins à double effet
2 Vérins à double effet
Moteur asynchrone
Tableau 25 : Choix technologiques des actionneurs (Etape 3)

RAMIARINTSOA HARISSON ERICK 132
PROMOTION 2016
INFORMATIONS REPERES CAPTEURS
➢ Détection de présence de la
grande bobine de papier.
➢ Détection de présence de la
bobine de ficelle torsadée.
➢ Détection de présence de la
bobine de bande en papier.
➢ Détection de présence de la
lanière à l’entrée de la
machine de Façonnage.
➢ Détection de présence de la
lanière à l’entrée de la
machine de Découpage.
➢ Détection de présence des
sacs finis à la sortie du
convoyeur 7.
➢ Vérins de bridage sortis
pour le découpage des sacs.
➢ Vérins de bridage rentrés
pour la position normale des
2 lames.
p10
p11
p12
p13
p14
p15
R1
R0
Capteur de présence
Capteur de présence
Capteur de présence
Capteur de présence
Capteur de présence
Capteur de présence
Capteur de proximité
Capteur de proximité
Tableau 26 : Choix technologiques des capteurs (Etape 3)

RAMIARINTSOA HARISSON ERICK 133
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 134
PROMOTION 2016
3.2. Circuit de puissance de l’étape 3
Figure 47 : Circuit de puissance de l'étape 3
VD1
Sacs prêts
Rouleau
enduit de colle
Guide de reprise
Guide
plieur
VD2

RAMIARINTSOA HARISSON ERICK 135
PROMOTION 2016
• Langage logique câblée :

RAMIARINTSOA HARISSON ERICK 136
PROMOTION 2016
• Langage programmée : LADDER

RAMIARINTSOA HARISSON ERICK 137
PROMOTION 2016
CHAPITRE VI : Application de l’étude d’automatisation du processus de traitement avec l’Automate Siemens S7-300
1. PRESENTATION DE L’AUTOMATE
La création d’un programme dans un projet s’effectue à l‘aide du logiciel STEP7 S7.
L’automate S7 est constitué d‘un module d‘alimentation, d’une CPU et de modules d’entrées
ou de sorties (modules d’E/S).
L’automate programmable (API) contrôle et commande à l’aide du programme S7.
L’adressage des modules d’E/S se fait par l‘intermédiaire des adresses du programme S7.
Figure 48: Structure d’interaction du logiciel et du matériel

RAMIARINTSOA HARISSON ERICK 138
PROMOTION 2016
❖ Les variantes de la gamme SIMATIC S7 :
Cette gamme d’automates comporte trois familles :
• S7 200, qui est un micro-automate modulaire pour les applications simples,
avec possibilité d’extension jusqu'à 7 modules, et une mise en réseau par l’interface
multipoint (MPI) ou Profibus,
• S7 300 est un mini-automate modulaire pour les applications d’entrée et de
milieu de gamme, avec possibilité d’extension jusqu’à 32 modules, et une mise en réseau
par l’interface multipoint (MPI), Profibus ou Industrial Ethernet, ce qui est utilisé dans
notre application,
• S7 400 est un automate de haute performance pour les applications de milieu et
haut de gamme, avec possibilité d’extension à plus de 300 modules, et une possibilité de
mise en réseau par l’interface multipoint (MPI), Profibus ou Industrial Ethernet.
2. ACCES AUX DONNEES DE L’API S7-300
L’API S7-300 range les informations à différents emplacements de la mémoire ayant
chacun une adresse unique.
Symbole SIMATIC
Symbole CEI Désignation
E I Mémoire image des entrées
A Q Mémoire image des sorties
V V Mémoire des variables
L L Mémoire locale
PE Périphérie d’entrée
PA Périphérie de sortie
T T Temporisation
Z C Compteur
Tableau 27: Variable de l'automate S7-300
• Mémoire image des entrées : (I)
L’automate lit les entrées physiques au début de chaque cycle et écrit ces valeurs dans la
mémoire image des entrées. Elle peut être accédée par bits, octets, mots ou doubles mots.

RAMIARINTSOA HARISSON ERICK 139
PROMOTION 2016
- Bit : I (adresse d’octet).(adresse de bit) ; ex : I0.1
- Octet, mot ou double mot : I (taille) (adresse d’octet de départ) ; ex : IB2
• Mémoire image des sorties : (Q)
L’automate copie dans les sorties physiques, les valeurs contenues dans la mémoire image
des sorties, à la fin du cycle. Elle peut être accédée par bits, octets, mots ou doubles mots.
- Bit : Q (adresse d’octet).(adresse de bit) ; ex : Q1.2
- Octet, mot ou double mot : Q (taille) (adresse d’octet de départ) ; ex : QB3
• Mémoire des variables : (V)
Elle est utilisée pour sauvegarder les résultats intermédiaires d’opérations exécutées par la
logique de commande dans le programme. Elle peut être accédée par bits, octets, mots ou
doubles mots.
- Bit : V (adresse d’octet).(adresse de bit) ; ex :V10.1
- Octet, mot ou double mot : V (taille) (adresse d’octet de départ) ; ex : VB5
• Mémoire des temporisations : (T)
L’automate dispose des temporisations qui comptent des incréments de temps selon les
résolutions ou incréments de base de temps égales à 1𝑚𝑠,10𝑚𝑠 ou 100𝑚𝑠. La résolution dépend
du numéro de la temporisation utilisée.
- Format : T (numéro de la temporisation) ; ex : T16
• Mémoire mémentos spéciaux : (SM)
Elle donne la possibilité entre le CPU et le programme d’échanger des informations. Ces
bits sont appelés pour sélectionner et commander certaines fonctions spéciales de la S7-300,
comme : bit mise à 1 du premier cycle, bit commutant à une fréquence fixe ou bit signalant
l’état d’instructions arithmétiques ou de fonctionnement.
Elle peut être accédée par bits, octets, mots ou doubles mots.
- Bit : SM (adresse d’octet).(adresse de bit) ; ex : SM0.1→𝑚𝑖𝑠𝑒 à 1 𝑑𝑢 𝑝𝑟𝑒𝑚𝑖𝑒𝑟 𝑐𝑦𝑐𝑙𝑒.
- Octet, mot ou double mots : SMB (taille) (adresse d’octet de départ) ; ex : VMB35

RAMIARINTSOA HARISSON ERICK 140
PROMOTION 2016
3. EDITION DU PROGRAMME POUR l’AUTOMATE Siemens S7-300
Afin de pouvoir automatiser notre système de traitement, nous devons le programmer
avec le langage à contact ou LADDER adapté à l’automate S7-300 ; en utilisant les accès aux
données de l’automate, après avoir développé le GRAFCET codé automate pour référence.
3.1. Etape 1 : Extraction du jus sucré pour l’obtention des bagasses
3.1.1. Phase 1 : pesage de la canne
• Tableau d’affectation automate N°1 :
PHASE 1
Entrées Adresse des
entrées Sorties
Adresses des
sorties Etapes
Adresses des
variables
m I0.0 VRA Q0.0 Etape 10 V10.0
p1 I0.1 VB1- Q0.1 Etape 11 V10.1
I0 I0.2 VB2- Q0.2 Etape 12 V10.2
J1 I0.3 VL+ Q0.3 Etape 13 V10.3
J0 I0.4 VL- Q0.4 Etape 14 V10.4
I1 I0.5 VB1+ Q0.5 Etape 15 V10.5
VB2+ Q0.6
Tableau 28: Affectation automate N°1
• Programmation du Grafcet de la phase 1 sur l’automate S7-300 :

RAMIARINTSOA HARISSON ERICK 141
PROMOTION 2016
• Programmation langage à contacts (Ladder) de la 1ère phase appliquée sur Automate :
✓ Conditions d’activations et de désactivations des phases :

RAMIARINTSOA HARISSON ERICK 142
PROMOTION 2016
✓ Actions associées à chaque phase :
3.1.2. Phase 2 : lavage et coupage de la canne
• Tableau d’affectation automate N°2 :
PHASE 2
Entrées Adresse des
entrées Sorties
Adresses des
sorties Etapes
Adresses des
variables
p1 I0.1 COV1 Q0.7 Etape 20 V10.6
p2 I0.6 V1 Q1.0 Etape 21 V10.7
p3 I0.7 COV2 Q1.1 Etape 22 V11.0

RAMIARINTSOA HARISSON ERICK 143
PROMOTION 2016
p4 I1.0 SC1 Q1.2 Etape 23 V11.1
p5 I1.1 COV3 Q1.3 Etape 24 V11.2
SC2 Q1.4 Etape 25 V11.3
Etape 26 V11.4
Etape 27 V11.5
Etape 28 V11.6
Tableau 29 : Affectation de la phase N°2
• Programmation du Grafcet de la phase 2 sur l’automate S7-300 :
• Programmation langage à contacts (Ladder) de la 2ème phase appliquée sur
Automate :
✓ Conditions d’activations et de désactivations des phases :

RAMIARINTSOA HARISSON ERICK 144
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 145
PROMOTION 2016
✓ Actions associées à chaque phase :
3.1.3. Phase 3 : Broyage de la canne pour l’obtention de la bagasse :
• Tableau d’affectation automate N°3 :
PHASE 3
Entrées Adresse des
entrées Sorties
Adresses des
sorties Etapes
Adresses des
variables
p5 I1.1 BROY Q1.5 Etape 30 V11.7
p6 I1.2 COV4 Q1.6 Etape 31 V12.0
p7 I1.3 pump Q1.7 Etape 32 V12.1
BROY2 Q2.0 Etape 33 V12.2
COV5 Q2.1 Etape 34 V12.3
V2 Q2.2
Tableau 30 : Affectation de la phase N°3

RAMIARINTSOA HARISSON ERICK 146
PROMOTION 2016
• Programmation du Grafcet de la phase 3 sur l’automate S7-300 :
• Programmation langage à contacts (Ladder) de la 3ème phase appliquée sur
Automate :
✓ Conditions d’activations et de désactivations des phases :

RAMIARINTSOA HARISSON ERICK 147
PROMOTION 2016
✓ Actions associées à chaque phase :

RAMIARINTSOA HARISSON ERICK 148
PROMOTION 2016
3.2. Etape 2 : La transformation des bagasses en bobine de papier emballage :
• Tableau d’affectation automate N°4 :
ETAPE 2
Entrées Adresse des
entrées Sorties
Adresses des
sorties Etapes
Adresses des
variables
p8 I1.4 COV6 Q2.3 Etape 40 V12.4
p9 I1.5 Hach Q2.4 Etape 41 V12.5
Niv I1.6 pump1 Q2.5 Etape 42 V12.6
PH I1.7 Rchf Q2.6 Etape 43 V12.7
Tdeg I2.0 T1/4h Q2.7 Etape 44 V13.0
T4h I2.1 VVA Q3.0 Etape 45 V13.1
OUV I2.2 VJA Q3.1 Etape 46 V13.2
Niv1 I2.3 VRA Q3.2 Etape 47 V13.3
T2h I2.4 VC- Q3.3 Etape 48 V13.4
Niv0 I2.5 VOA Q3.4 Etape 49 V13.5
CL Q3.5 Etape 50 V13.6
Ep Q3.6 Etape 51 V13.7
Cm Q3.7 Etape 52 V14.0
T2/2h Q4.0 Etape 53 V14.1
VV2A Q4.1 Etape 54 V14.2
VO2A Q4.2 Etape 55 V14.3
pump2 Q4.3 Etape 56 V14.4
Sech Q4.4 Etape 57 V14.5
Etape 58 V14.6
Tableau 31 : Affectation de l'Etape 2
• Programmation du Grafcet de l’étape 2 sur l’automate S7-300 :
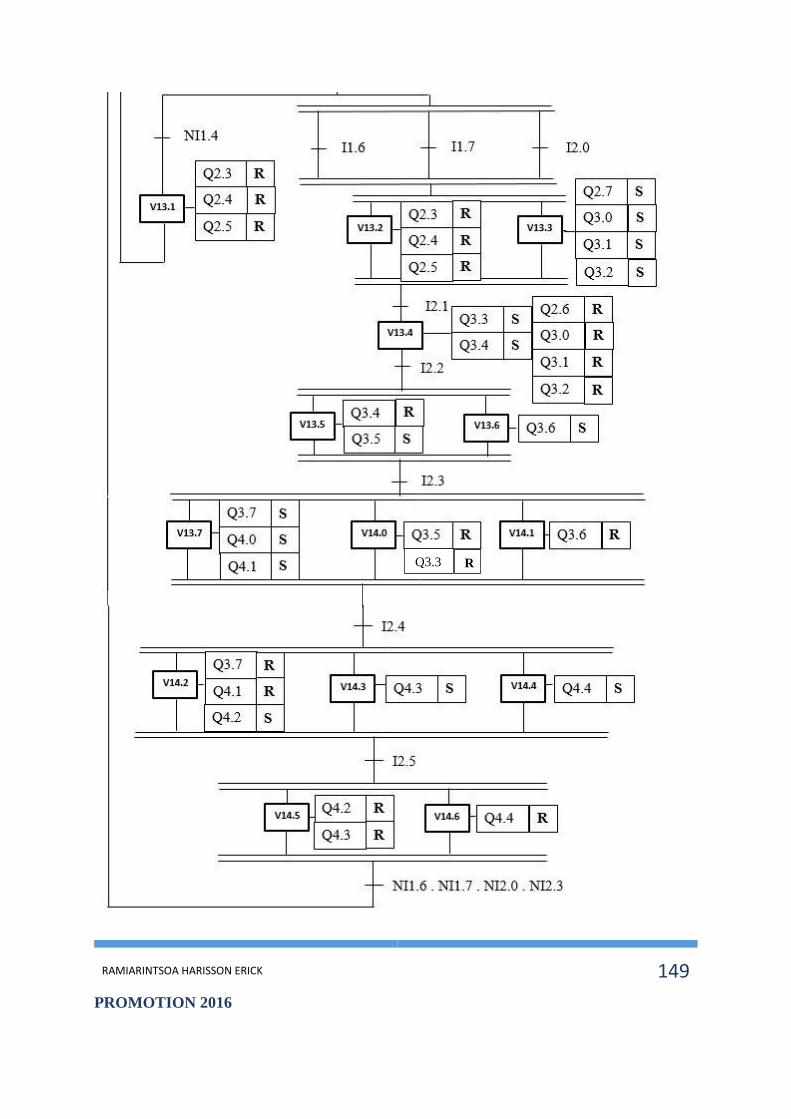
RAMIARINTSOA HARISSON ERICK 149
PROMOTION 2016
Q3.3 R

RAMIARINTSOA HARISSON ERICK 150
PROMOTION 2016
• Programmation langage à contacts (Ladder) de la 2ème étape appliquée sur
Automate :
✓ Conditions d’activations et de désactivations des phases :

RAMIARINTSOA HARISSON ERICK 151
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 152
PROMOTION 2016
✓ Actions associées à chaque phase :

RAMIARINTSOA HARISSON ERICK 153
PROMOTION 2016
3.3. Etape 3 : La fabrication du sac en papier à partir de la bobine :
• Tableau d’affectation automate N°5 :
ETAPE 3
Entrées Adresse des
entrées Sorties
Adresses des
sorties Etapes
Adresses des
variables
p10 I2.6 As Q4.5 Etape 60 V14.7
P11 I2.7 Cyl Q4.6 Etape 61 V15.0
p12 I3.0 Fac Q4.7 Etape 62 V15.1
p13 I3.1 V3 Q5.0 Etape 63 V15.2
p14 I3.2 pump3 Q5.1 Etape 64 V15.3
R0 I3.3 VD1+ Q5.2 Etape 65 V15.4
R1 I3.4 VD2+ Q5.3 Etape 66 V15.5
p15 I3.5 VD1- Q5.4 Etape 67 V15.6
VD2- Q5.5 Etape 68 V15.7
sep Q5.6 Etape 69 V16.0
COV7 Q5.7 Etape 70 V16.1
Gid Q6.0
Col Q6.1
Tableau 32 : Affectation de l'Etape 3

RAMIARINTSOA HARISSON ERICK 154
PROMOTION 2016
• Programmation du Grafcet de l’étape 3 sur l’automate S7-300 :

RAMIARINTSOA HARISSON ERICK 155
PROMOTION 2016
• Programmation langage à contacts (Ladder) de la 3ème étape appliquée sur
Automate :
✓ Conditions d’activations et de désactivations des phases :

RAMIARINTSOA HARISSON ERICK 156
PROMOTION 2016

RAMIARINTSOA HARISSON ERICK 157
PROMOTION 2016
✓ Actions associées à chaque phase :

RAMIARINTSOA HARISSON ERICK 158
PROMOTION 2016
PARTIE 3 :
Etude économique
et
Environnementale

RAMIARINTSOA HARISSON ERICK 159
PROMOTION 2016
CHAPITRE VII : ETUDE ECONOMIQUE
1. IDENTIFICATION DU PROJET
1.1. Objectifs du projet
L’usine a une capacité de traiter une quantité de 99 tonnes de cannes à sucre par jour
c’est-à-dire que la production prévisionnelle minimum est de 17.325 tonnes de papier par
jour. Pour mieux rentabiliser, l’usine va devoir fonctionner 7 jours / 7 et 24 heures/24. Vu
qu’à cause de la longévité du processus, les installations doivent être mises en marche en
fonction continue.
Les objectifs de ce projet sont de :
• Provoquer son développement et son succès sur le secteur industriel économique de
Madagascar.
• Se mettre concurrence avec l’usine de fabrication des sacs en plastique pour accroître
l’usage des sacs en papier pour notre société car le papier apporte plus de positivité
que le plastique en ce qui concerne ses impacts sur l’environnement.
• En tirer le maximum de profit.
Mais tout ceci consiste généralement à produire de grande quantité de sacs en papier
vu que la conception de l’usine est basée sur l’automatisation des processus de production,
cela étant un facteur fondamental pour assurer distinctivement la quantité, la qualité et la
pérennité de la production.

RAMIARINTSOA HARISSON ERICK 160
PROMOTION 2016
1.2. Conception des produits
On ne peut poursuivre l’étude économique de la production sans avoir poser une
conception sur les produits c’est-à-dire la conception des différents tailles et modèles des sacs
qu’on veut distribuer au choix des utilités des consommateurs. Dans notre production, les sacs
en papier sont sortis en 3 différents modèles :
• Petit modèle PM
• Moyen modèle MM
• Grand modèle GM
Le schéma du sac développé ci-après montre les mesures constitutives à donner pour son
dimensionnement :
MODELES a(cm) b(cm) c(cm) d(cm) e(cm) f(cm)
PM 25 24 5 1 5 14
MM 34 30 6 1.5 6 16
GM 42 40 8 2 8 20
Tableau 33 : Conception des modèles
e
b b
c c
c
d d
e
f f
a : Longueur du sac
b : Largeur du sac
c : Les côtés du sac (soufflet)
d : Largeur des côtés à relier
du sac
e : Largeur de la bande des
poignets du sac
f : Longueur de la bande des
poignets du sac
a

RAMIARINTSOA HARISSON ERICK 161
PROMOTION 2016
On va se référer sur l’obtention de 5000 sacs de chacun des modèles pour avoir la
valeur de la quantité de masse des papiers :
MODELES Masse
Bobine
(Tonnes)
Largeur
Bobine
(m)
Longueur
Bobine
(m)
Masse
Bande
(Tonnes)
Largeur
Bande
(m)
Longueur
Bande
(m)
Masse Totale
des
Papiers(Tonnes)
PM 0,5 0,6 1500 0,04 0,1 700 0,54
MM 0,833 0,75 2000 0,053 0,12 800 0,886
GM 1,388 1 2500 0,09 0,16 1000 1,478
Tableau 34 : Quantité de papiers pour 5000 sacs
On peut en déduire le nombre de sacs produits à chaque modèle par un hectare de
plantation de cannes à sucre vu que ce dernier apporte en moyenne de 65 tonnes de cannes à
traiter.
MODELES Quantité de papier
pour 1 tonne de
cannes (Tonnes)
Nombre de sacs
pour 1 tonne de
cannes (sacs)
Nombres de sacs
pour 1 hectare de
cannes (sacs)
PM 0,175 1620 105324
MM 0,175 987 64193
GM 0,175 592 38481
Tableau 35 : Quantité de production par hectare de cannes

RAMIARINTSOA HARISSON ERICK 162
PROMOTION 2016
1.3. Choix du site d’implantation potentiel à Madagascar
Le critère de localisation se base surtout sur l’abondance de matière première qui est la
canne à sucre. Ensuite, les besoins en eau qui devront être d’une grande ressource (lac,
rivières et fleuves…) afin de satisfaire l’irrigation et les conditionnements pour l’usine ainsi
que son accessibilité pour faciliter l’exploitation.
Ambilobe (sols hydromorphes) Antsiranana / Ankaratra
Namakia (Alluvions de la Mahavavy) 70 km à l’ouest de Katsepy
Nosy-Be (Sols volcaniques) 100 km au sud d’Ambilobe
Brickaville (sols d’alluvion) 250 km à l’est d’Antananarivo et à 100 km de Tamatave
Morondava (alluvions de Morondava).
2. ETUDE FINANCIERE
Afin d’assurer la rentabilité du projet de l’étude de l’automatisation du processus de
production de sacs en papier à une échelle industrielle, nous allons effectuer une évaluation
économique de chaque coût d’investissement et production, et ainsi déduire les indicateurs qui
nous permettrons de démontrer la profitabilité des résultats.
2.1. Coût d’investissement
2.1.1. Coûts des appareillages
L’usine est départagée en plusieurs unités distinctes pour différentier conformément les
prix respectifs de chaque unité :

RAMIARINTSOA HARISSON ERICK 163
PROMOTION 2016
SECTION DE L’USINE PRIX EN Ariary
Extraction du jus sucré 400 000 000
Mise en pâte 700 000 000
Mise en papier 500 000 000
Mise en sacs 500 000 000
Unité d’automatisation 1 000 000 000
Stockage 500 000 000
Traitement des eaux 150 000 000
Régénération de la solution alcaline 300 000 000
Centrale thermique 400 000 000
Matériels, plantation, récolte et irrigation 400 000 000
TOTAL
4 850 000 000
Tableau 36 : Différents prix des unités de production
Cependant, l’acquisition d’un grand nombre de ces matériels se fait par voies
d’importation alors les frais supplémentaires pour l’acheminement (Mise à FOB, Fret,
Assurances, Fret Gasynet) et les frais locaux pour l’importation (TVA 20%, Frais de douane
10%) qui s’ajoute à ce total donne :
Intitulé Tarifs (Ariary)
FOB free on Board 600 000
Fret 900 000
Assurance 31 525 000
Frais Gasynet 500 000
Acheminements 33 525 000
TVA 20% 976 705 000
Frais de douane 10% 488 352 500
TOTAL 6 348 582 500
Tableau 37 : Acheminements des matériels à
Madagascar

RAMIARINTSOA HARISSON ERICK 164
PROMOTION 2016
2.1.2. Coûts des infrastructures
Il s’agit des coûts des bâtiments et des hangars pour abriter les équipements
d’exploitation ainsi que tous les personnels de l’usine. Tous les travaux de génie civil sont
compris dans ces coûts.
Intitulé Unité Quantité Prix Unitaire
Ariary
Prix Total
Ariary
Terrain m² 400 000 5000 2 000 000 000
Construction 400 000 000
Mobilier et exploitation 100 000 000
TOTAL 2 500 000 000
Tableau 38 : Coûts des infrastructures
2.1.3. Investissement en limite des unités de production
Rubrique Pourcentage Montant Ariary
Matériel et infrastructure 100% 8 848 582 500
Frais de montage 30% 2 654 574 750
Dépenses imprévus 10% 884 858 250
TOTAL 12 388 015 500
Tableau 39 : Coûts d'investissement limite (CIL)
2.1.4. Chiffre d’affaire prévisionnel (CA)
Les produits à vendre sont les sacs en papier biodégradable et le jus sucré obtenu par
broyage des cannes à sucre. Mais pour avoir les revenus annuels issus de ces produits, il faut
passer à la gestion de production des modèles de sacs de la raison qu’obtient 17,325 tonnes de
papiers par jour.
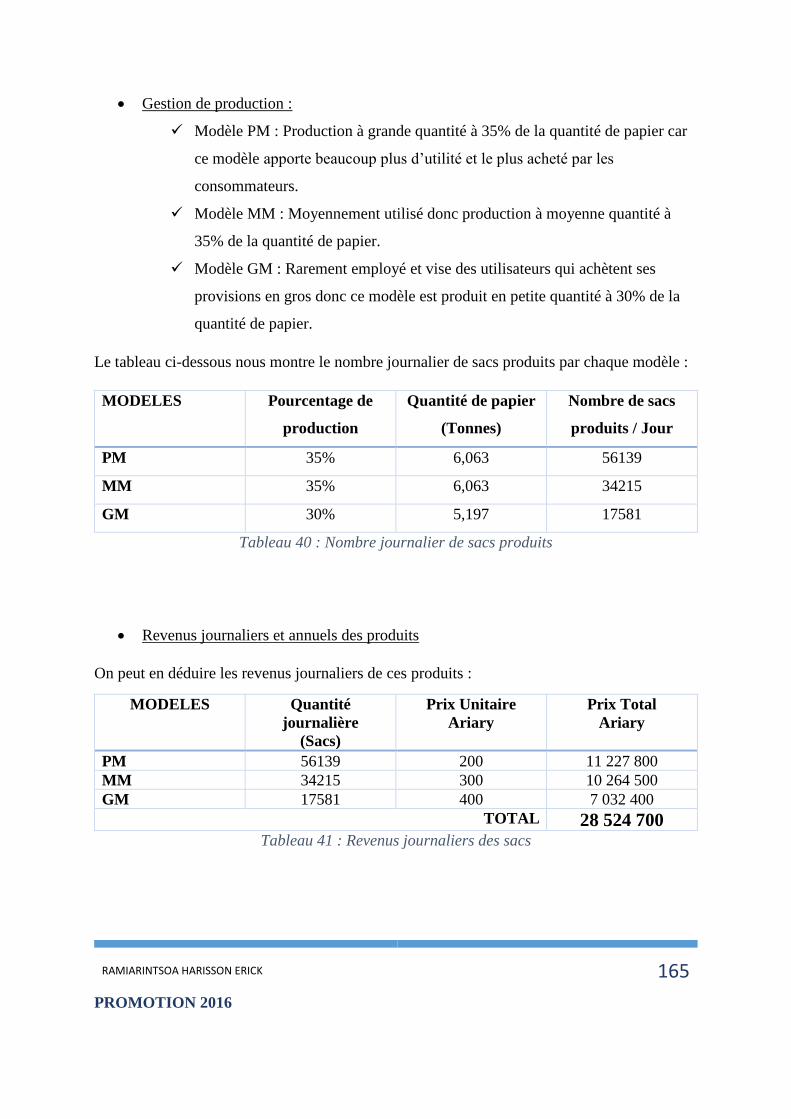
RAMIARINTSOA HARISSON ERICK 165
PROMOTION 2016
• Gestion de production :
✓ Modèle PM : Production à grande quantité à 35% de la quantité de papier car
ce modèle apporte beaucoup plus d’utilité et le plus acheté par les
consommateurs.
✓ Modèle MM : Moyennement utilisé donc production à moyenne quantité à
35% de la quantité de papier.
✓ Modèle GM : Rarement employé et vise des utilisateurs qui achètent ses
provisions en gros donc ce modèle est produit en petite quantité à 30% de la
quantité de papier.
Le tableau ci-dessous nous montre le nombre journalier de sacs produits par chaque modèle :
MODELES Pourcentage de
production
Quantité de papier
(Tonnes)
Nombre de sacs
produits / Jour
PM 35% 6,063 56139
MM 35% 6,063 34215
GM 30% 5,197 17581
Tableau 40 : Nombre journalier de sacs produits
• Revenus journaliers et annuels des produits
On peut en déduire les revenus journaliers de ces produits :
MODELES Quantité
journalière
(Sacs)
Prix Unitaire
Ariary
Prix Total
Ariary
PM 56139 200 11 227 800
MM 34215 300 10 264 500
GM 17581 400 7 032 400
TOTAL 28 524 700 Tableau 41 : Revenus journaliers des sacs

RAMIARINTSOA HARISSON ERICK 166
PROMOTION 2016
Ainsi, les revenus annuels des produits à vendre sont :
Produits Unité Quantité
journalière
Quantité
annuelle
Prix
Unitaire
Ariary
Prix totale
Ariary
Jus sucré de
cannes
Litres 15625 5703125 400 2 281 250 000
Sacs en
papier
Sacs 10 411 515 500
TOTAL 12 692 765 500 Tableau 42 : Chiffre d'affaire (CA)
RAMIARINTSOA HARISSON ERICK 167
PROMOTION 2016
CHAPITRE VIII : ETUDE ENVIRONNEMENTAL
Le fait d’utiliser de l’énergie et des matières premières, tous secteurs industriels et toutes
les activités commerciales ne peuvent y échapper à mettre une marque sur l’environnement.
Ces deux utilités mènent à produire des déchets ou des effluents que l’on retrouve ensuite dans
le milieu naturel. De tels impacts peuvent toucher de manière imprévue au niveau local,
transfrontalier ou mondial et peuvent être contradictoire pour la santé. Ils varient selon les
phases du cycle de vie d’un produit et en fonction des matières premières utilisées, de la
conception du produit, de la technologie et des recherches appliquées lors de sa fabrication, des
processus de transformation et de fabrication utilisés, du type de bien créé, de l’emballage du
produit, de son mode de distribution aux consommateurs et, enfin, de son sort final – il peut
être éliminé, réutilisé ou recyclé.
1. CADRE JURIDIQUE ET EXIGENCES ADMINISTRATIVES
1.1. Charte de l'Environnement Malagasy
Conformément à l’article 10 de la loi N° 90-033 du 21 décembre 1990 portant Charte
de l’Environnement Malagasy, et ses modificatifs, les projets d’investissements publics ou
privés susceptibles de porter atteinte à l’environnement doivent faire l’objet d’une étude
d’impact environnemental (EIE).
1.2. Décret MECIE
En application de cet article 10 de la Charte, le décret n°99-954 du 15 décembre 1999,
modifié par le décret n° 2004-167 du 03 février 2004, relatif à la mise en compatibilité des
investissements avec l’environnement (MECIE) et conformément à l’article 3 « les projets
d’investissement publics ou privés, qu’ils soient soumis ou non à autorisation ou approbation
d’une autorité administrative ou qu’ils soient susceptibles de porter atteinte à l’environnement
doivent faire l’objet d’une étude d’impact », ainsi les différentes pollutions que peuvent émettre
les unités industrielles sont atténuées.

RAMIARINTSOA HARISSON ERICK 168
PROMOTION 2016
1.3. Politique de Gestion et de Contrôle des Pollutions Industrielles
Vu l’article 26 de la loi No. 99-021 sur la Politique de Gestion et de Contrôle des
Pollutions Industrielles, le 19 Août 1999 « Tout écoulement des origines industrielles, eaux
usées ou effluents liquides, qui ne respectent pas les valeurs limites de rejets ne peut être déversé
dans le milieu récepteur, le réseau de collecte ou d’assainissement public, qu’après avoir subi
un traitement de mise en conformité à ces valeurs limites ».
1.4. Procédure de Gestion des Produits en fin de vie
Vu le Décret N° 2012-754 du 07 Août 2012, « Tout industries doivent établir et fixer
une Procédure de Gestion des Produits en fin de vie, sources de déchets et des déchets
dangereux nuisibles à l’environnement » dans le cadre de la mise en œuvre de la Convention
de Bâle : la loi n° 98-022 du 20 Janvier 1999 portant « la ratification à Madagascar sur le
contrôle des mouvements transfrontières des déchets dangereux et de leur élimination ». Les
déchets dangereux sont ce qui, de par leur nature ou leur quantité, peuvent constituer une
menace pour la santé humaine ou/et l’environnement.
1.5. Décret de l’interdiction des sachets et des sacs plastiques (par le ministère de
l’environnement, d’écologie et des forêts)
Le Décret N° 2014-1587 du 07 Octobre 2014, portant « L’interdiction de la
production, de l’importation, de la commercialisation et de l’utilisation des sachets et des sacs
plastiques d’épaisseur au-dessus de 50 μm (microns) sur le territoire national Malagasy ».
2. ANALYSE DES ETUDES D’IMPACTS ENVIRONNEMENTALES DU PROJET
ET MESURES D’ATTENUATIONS
Cette partie porte sur l’identification et l’évaluation des impacts probables sur
l’environnement, associés à la réalisation du projet. Elle vise à proposer les mesures à
prendre pour atténuer les impacts néfastes à la qualité de l’environnement ou mieux, pour
les prévenir.

RAMIARINTSOA HARISSON ERICK 169
PROMOTION 2016
Alors que la détermination des impacts se base sur des faits appréhendés, leur
évaluation comporte un jugement de valeur. En se basant sur la valorisation des composantes
du milieu et les normes en vigueur, cette évaluation peut non seulement aider à établir des
seuils d’émissions polluantes ou des niveaux de rejets dans l’environnement, mais également
permettre de déterminer les mesures d’atténuation des impacts importants ou les besoins en
matière de surveillance et de suivi des impacts indéterminés.
2.1. Identifications des impacts positifs :
Réduction des déchets non dégradables ;
Vu l’application du Décret N° 2012-754 sur la fixation de la Procédure de Gestion des
Produits en fin de vie et la durée de vie pour la dégradation du matériau de notre produit est
de 45 jours tandis que les sacs en plastique ne se dégradent pas en décharge et qu’ils ne sont
pas recyclés. Ainsi que l’appui du Décret N° 2014-1587 sur l’interdiction des sachets et des
sacs plastiques à Madagascar accroît l’utilisation des sacs biodégradables.
Réduction en moins et considérable d’émission de gaz à effet de serre (CO2) ;
Le sac en papier biodégradable émet que 30% de gaz lors de sa dégradation.
Contrairement au sac en plastique, il émet 62 % de gaz tout le long de son cycle de vie, vu
que celui-ci ne se dégrade qu’en plusieurs années.
Donner une meilleure issue de récupérer les bagasses pour résidus des autres usines
c’est comme réduire l’émission de CO2 car ces usines les prennent autant que combustibles
pour la chaudière, une solution qu’ils trouvent à ne pas les rejeter.
Conservation de la forêt et des animaux par la diminution de la déforestation ;
Le fait d’utiliser des matières biologiques dans le domaine de papeterie comme dans
notre cas la bagasse de canne à sucre, a pour buts de limiter les accès aux ressources forestiers
puisqu’effectivement, la principale matière première très utiliser par des usines de papeterie
est le bois, l’unité constitutive importante de la forêt et attende à 5 années au minimum d’être

RAMIARINTSOA HARISSON ERICK 170
PROMOTION 2016
renouveler. En opposition de la plantation de la canne à sucre, suivie de l’agrément de l’Etat,
ne demande qu’un terrain spécifié, limité et destiné pour être exploiter qui n’en manque pas à
Madagascar et n’a besoin que d’un an pour une nouvelle récolte. Ainsi, l’emploi des matières
biologiques est l’une des solutions qui évite le ravage de plusieurs milliers d’hectares de forêt
par années.
Egalement, la préservation de la faune et la flore compte tenu du fait que
Madagascar renferme d’énormes espèces endémiques et halieutiques. Sans négliger
l’environnement des hommes car l’action de couper des arbres mène à accroître du CO2 dans
l’atmosphère.
Réduction des efforts physiques et augmentation de la sécurité pour les risques
d’accidents des travailleurs ou employés ;
De l’utilisation de la nouvelle technologie d’automatisation, l’usine a été conçue
particulièrement pour qu’il n’y ait guerre des tâches musculaire fatiguant à l’exception des
interventions de maintenances donc les risques de se blesser est diminués. L’automatisation
ne demande que de superviser et surveiller au centre de contrôle de la production.
Création d’emploi stable ;
Sachant que près de 4 millions de la population active est en chômage à Madagascar
informer par le BIT (Bureau International du Travail). Celle-ci aide à redonner de l’espoir
vers le développement dans la mesure de réduire les chômeurs en leur offrant du travail
formel et honnête vu qu’à peine 4% des employés malagasy disposent de travail formel
respectant les normes internationales. La production des sacs en papier biodégradables à
grande échelle représente alors un fort potentiel pour l’offre de nouveaux emplois sans oublier
les emplois saisonniers, particulièrement chez les paysans planteurs et rapporteurs de canne à
sucre. D’un autre point de vue, cette création d’emplois sera un facteur d’atténuation des
tueries, des carnages et des pillages à Madagascar les gens pourront vivre en paix et
s’épanouir moralement avec un travail clair et honnête.

RAMIARINTSOA HARISSON ERICK 171
PROMOTION 2016
2.2. Identification des impacts négatifs et les mesures d’atténuations :
Lors de la fabrication du papier :
IMPACTS NEGATIFS MESURES D’ATTENUATIONS
Exigence d’énormes quantité
d’eau ;
Mauvaise note pour leur impact sur la
ressource en eau. Leur fabrication nécessite
et consomme huit fois plus d’eau que les sacs
plastiques.
• Pour la consommation de grande
quantité d’eau ;
On peut envisager le siège et
l’emplacement de l’usine près d’un lac, d’une
rivière, etc.… pour qu’on les exploite et les
convertit autant que ressources en eau. Mais
en respectant que la réalisation des
installations de ce système d’exploitation ne
doit pas nuire ou créer des nouveaux impacts
négatifs à l’environnement, c’est de bien
analyser profondément le système.
Pollution de l’eau ;
Les eaux usées contaminées qui
sortent de l’usine de pâtes et de papiers
peuvent détruire les organismes aquatiques,
favoriser une bioaccumulation de composés
toxiques chez le poisson et altérer le goût de
l’eau potable en aval. Ces effluents possèdent
des caractéristiques physiques, chimiques ou
biologiques particulières dont les plus
importantes sont la teneur en solides, la
demande en oxygène et la toxicité. Les
activités de fabrication de pâte et de papier
peuvent produire des rejets d’eaux
résiduaires de 10-250 mètres cubes par tonne
métrique (m3/t) de pâte séchée à l’air. Avant
le traitement, les effluents des usines de pâte
• Pour réduire la pollution de l’eau ;
Il faut : disposer de systèmes de
collecte et de recyclage des rejets temporaires
et accidentels provenant des déversements
d’eaux de fabrication ; prévoir des cuves en
nombre suffisant et contenant des volumes
équilibrés pour l’entreposage de la pâte, du
cassé de fabrication et de l’eau blanche (eau
polluée des papeterie) pour éviter ou réduire
les rejets d’eaux de fabrication ; collecter et
recycler les déversements de liqueurs de
cuisson épuisées ; aussi recycler les eaux
résiduaires, avec ou sans récupération
simultanée des fibres (en utilisant des filtres
ou en installant des ateliers de flottation) en
isolant les eaux résiduaires contaminées des

RAMIARINTSOA HARISSON ERICK 172
PROMOTION 2016
contiennent un nombre élevé de solides en
suspension totaux ; provenant principalement
de la cuisson, du criblage, du processus de
réduction en pâte, du lavage, de la
récupération des résidus de bagasses (la
moelle) et de la récupération chimique des
substances inorganiques comme la
régénération de la solution alcaline dans le
Lessiveur.
eaux non contaminées (propres) afin de
réutiliser les eaux propres.
Pollution atmosphérique ;
Les différents gaz produits lors de la
fabrication dans le type de processus de
réduction en pâte chimique sont : les
composés du soufre, matières particulaires,
oxydes d’azote, composés organiques
volatiles (matières solides ou liquides qui
s’évaporent facilement), dioxyde de carbone
et méthane.
Les composés de soufre oxydé rejetés dans
l’atmosphère par l’usine de pâtes et de
papiers endommagent la végétation, et les
émanations de composés de soufre réduit
suscitent des plaintes à cause de leur odeur «
d’œuf pourri ». Les études effectuées parmi
les riverains d’usines, notamment auprès
d’enfants, ont fait apparaître des problèmes
respiratoires en rapport avec les émissions
de particules, outre une irritation des
muqueuses et des maux de tête qui seraient
attribuables aux composés de soufre réduit.
• Pour atténuer la pollution
atmosphérique ;
Les gaz malodorants en provenance
de tous les conduits d’aération lors du
traitement de la liqueur noire, de la pâte non-
blanchie marron non lavée et les condensats
doivent être collectés et incinérés pour
oxyder entièrement tous les composés de
soufre réduit ; dans le cas de gaz très
concentrés (qui proviennent en général des
condensats et des conduits d’aération des
lessiveurs), un système d’incinération
d’appoint doit être prévu et conçu pour
prendre la relève du système principal, en
fonction des besoins, ce qui permet de
minimiser les purges de gaz (souffre réduit
total) dans l’atmosphère ; dans la mesure du
possible, le point de rejet dans l’atmosphère
des conduits d’aération d’urgence qui sont
indispensables doit consister en une
cheminée haute et chaude, comme la

RAMIARINTSOA HARISSON ERICK 173
PROMOTION 2016
Des différents procédés de fabrication de la
pâte, les plus polluants pour l’atmosphère
sont les procédés chimiques, en particulier
lorsqu’il s’agit de pâte kraft. Ce sont les
opérations au bisulfite qui rejettent le plus
d’oxydes de soufre, surtout celles qui font
intervenir des bases au calcium ou au
magnésium. Les principales sources
comprennent les souffleuses du Lessiveur,
les évaporateurs et les installations de
préparation de la liqueur, tandis que les
opérations de lavage et de criblage dans la
machine Classeur sont les moins polluantes.
chaudière de récupération ou de production
d’énergie ; envisager de bloquer et de
capturer les émissions gazeuses produites par
l’usine de traitement des eaux résiduaires
pour ensuite les incinérer en cas de problèmes
sérieux, ce qui est inhabituel ; réduction des
émissions d’oxydes d’azote (NOx) en
contrôlant les conditions de chauffage,
comme l’excès d’air.
Production des déchets et des
résidus ;
L’usine de fabrication de pâte et de
papier génère généralement des quantités
importantes de matières solides non-
dangereuses mais très peu de déchets
dangereux. La composition des solides
(boues) récupérés après traitement des
effluents liquides varie selon leur source. Les
solides issus du traitement primaire
renferment principalement des fibres de
cellulose (les boues de fibres). Quant aux
solides provenant d’un traitement secondaire,
ils renferment surtout des cellules
microbiennes, les déchets propres à cette
branche d’activité sont constitués par la
moelle résiduelle provenant de la réduction
• Pour réduire les résidus et les
déchets ;
On peut réduire les volumes de
déchets solides autant que possible en
réutilisant et en recyclant les matières sur
site. À cet effet, on peut, par exemple de
recycler les boues de fibres et améliorer
l’assèchement pour pouvoir les brûler plus
facilement (souvent dans des chaudières
auxiliaires, en utilisant un combustible
d’appoint). Mais pour la gestion des déchets,
il est également recommandé de : la moelle
de bagasse peut être compostée avec d’autres
matières organiques pour la préparation de
produits qui seront employés sur le sol ;
sinon, les incinérer ; les boues de chaux sont

RAMIARINTSOA HARISSON ERICK 174
PROMOTION 2016
en pâte de la bagasse, les boues inorganiques
(les boues de liqueur verte, les boues de
chaux) résultant de la récupération chimique,
et les boues biologiques dues au traitement
des eaux résiduaires. Une petite quantité de
déchets dangereux est produite dans toutes
les usines et comprend des résidus d’huile et
de graisse, des rebuts de matériel électrique
et des résidus chimiques qui représentent
normalement environ 0,5-1kg/tonne de
produit.
normalement recyclées dans le cadre du
système de récupération de l’usine, mais les
boues en excès ont une valeur commerciale
et peuvent servir à chauler les sols acides ; les
boues de liqueur verte peuvent être utilisées
comme couverture journalière, engrais pour
les forêts ou agent de neutralisation pour les
eaux résiduaires acides après avoir été
asséchées ; les boues de fibres peuvent être
recyclées et remises dans le circuit de la
production sur le site, vendues à d’autres
usines ou envoyées hors site pour être
utilisées avec d’autres produits ; les boues
biologiques peuvent être incinérées dans la
chaudière ou compostées avec d’autres
matières organiques pour la préparation de
produits qui seront appliqués sur le sol.
Emission en permanence de grand
bruit ;
Lors du fonctionnement de l’usine
entière, le bruit est une nuisance plus
ressentie sur les entourages de l’usine (les
habitants ou autres), comme les
ronronnements des moteurs électriques
monotone et régulier, le bruit pour les mises
en marche des vérins (comme le bruit d’un
ballon dégonflé), le bruit des mises en
marches des différents machines etc…
• Pour l’atténuation des bruits ;
Les services de contrôle compétent
peuvent imposer une meilleure isolation mais
qui sera beaucoup plus couteuses et qui sera
réalisé à postériori. Il existe des matériaux
éprouvés et fiables (par exemple des
matériaux isolants phoniques) et que les
constructeurs s’engagent à respecter
certaines normes réglementaires. Ce bruit ne
doit pas dépasser une intensité à l’ordre de 70
décibels, presque imperceptible à l’extérieur.
Tableau 43 : Les Impacts Négatifs et les mesures d'atténuations

RAMIARINTSOA HARISSON ERICK 175
PROMOTION 2016
CONCLUSION
L’obtention du papier peut se provenir par diverses méthodes de fabrication et par
d’innombrables matières premières, mais que ce soit par la procédé chimique ou mécanique,
ces choix ne dépendent que sur les produits qu’on veut obtenir et à sortir de la chaîne de
production. Pour la production des sacs en papier biodégradables, la bagasse est le mieux
employée vue sa composition chimique et physique, traitée en suivant la manière d’obtenir de
la pâte chimique pour procurer à la fin, du papier de même caractéristique que l’emballage.
L’étude de l’automatisation du système de fabrication de sac en papier biodégradable
nous dirige dans la conception d’un système automatisé de production, en partant du cycle de
fonctionnement de chaque phase du procédé ou de son cahier de charges qui permet de
développer le circuit de puissance et de modéliser le système à l’aide des GRAFCET. Tout cela,
pour pouvoir développer le circuit de commande utilisant le programme LADDER.
Ainsi l’utilisation de cette nouvelle technologie rend plus cher la construction d’une
usine de production de sac en papier mais cela demeure un projet rentable avec l’augmentation
de la performance, la qualité de production et la participation du projet au développement
économique du pays.
Ce projet contribue un grand avantage pour la protection de l’environnement, bien qu’il
y ait certes des paramètres négatifs mais des opportunités de prévention de ces impacts
défavorables peuvent être réalisées et considérées.
Pour envisager une ouverture de perspective sur des sujets connexes, une étude
approfondie sur la gestion des stocks des matières premières et de la distribution des produits
finis sera d’une importance capitale pour promouvoir le bon fonctionnement et l’administration
de l’usine.

RAMIARINTSOA HARISSON ERICK A
PROMOTION 2016
ANNEXE : L’AUTOMATE SIEMENS S7-400
A- Constituants d’un S7-400 :
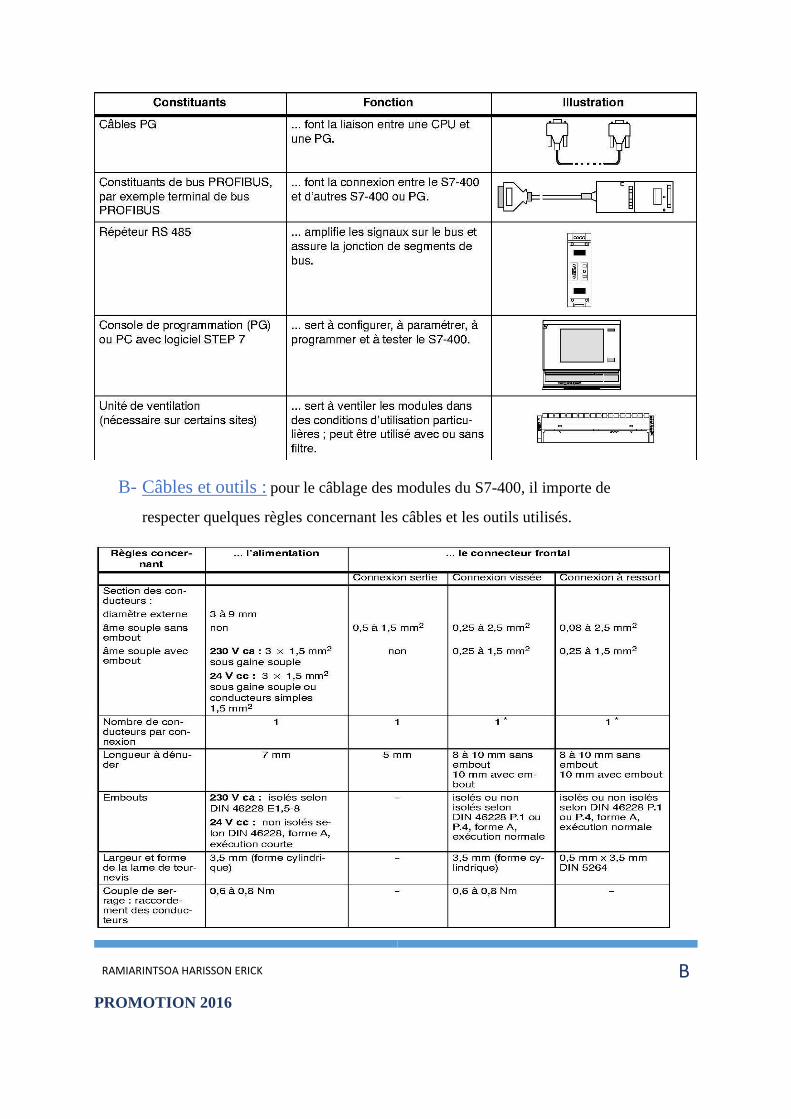
RAMIARINTSOA HARISSON ERICK B
PROMOTION 2016
B- Câbles et outils : pour le câblage des modules du S7-400, il importe de
respecter quelques règles concernant les câbles et les outils utilisés.

RAMIARINTSOA HARISSON ERICK C
PROMOTION 2016
C-Possibilités de couplage entre châssis de base et châssis d’extension :

RAMIARINTSOA HARISSON ERICK D
PROMOTION 2016
BIBLIOGRAPHIE [1] Encyclopédia Universalis : « Automatisme Industriel ».
[2] « Réalisation technologique du GRAFCET ».
Par Daniel DUPONT et David DUBOIS
Docteur en automatique et informatique industrielle
[3] « Automatique Industrielle ».
La formation technologique
Collection H.LONGEOT L.JORDAN
[4] « Programmation des Automates Siemens S7 300 – S7 400 ».
Alain MALVOISIN
[5] « Etude de l’automatisation du processus de production d’éthanol à une échelle
industrielle ».
Type de mémoire de fin d’études en vue de l’obtention du diplôme d’Ingénieur à l’ESPA.
Dans la mention Génie Mécanique et Industriel.
[6] André CHEVALIER ; « Guide du dessinateur industriel »; HACHETTE Technique;
2004; 336 pages.
[7] C. MOUREAUX, J. RIQUIER et P. ROCH; " LES SOLS A CANNE A SUCRE A
MADAGASCAR"; Mémoires de l'institut scientifique de Madagascar Série D Tome IX 1959 ;
20 pages
[8] Pascal RAVOHITRARIVO; "Filière Canne à sucre"; Filières de l'Agriculture, de l'élevage
et de la pêche, et actions du Ministère de l'Agriculture ; juillet 2004; 12 pages.
[9] « Conception d’un Convoyeur à Bande ».
Ministère de l'enseignement Supérieur et de la Recherche Scientifique.
Conception et Fabrication Assistée par Ordinateur.
[10] Directives environnementales, sanitaire et sécuritaire. USINES DE PÂTE EN PAPIER ;
10 Décembre 2007
[11] Décret malagasy sur les sacs en plastiques ; 07 Octobre 2014 ; Ministères de
l’environnement de l’écologie et des forêts
[12] DEVENIR DE L’ARSENIC DANS UNE PAPETERIE : ETUDE DE CAS ; thèse par
CLEMENCE MICHON 04 Février 2011

RAMIARINTSOA HARISSON ERICK E
PROMOTION 2016
[13] Pâtes et papiers au Québec. Monographie sectorielle
[14] Equipements pour l’Industrie du papier, Préparation des pâtes
[15] Situation environnementale des entreprises LES INDUSTRIES DE FABRICATION ET
DE TRANSFORMATION DU PAPIER ET DU CARTON AINSI QUE LES INDUSTRIES
GRAPHIQUES Avril 2007
[16] Le papier, 5 Etapes de Fabrication, Conseil de l’industrie forestière du Québec
[17] Procédés de fabrication de la pâte à papier SKF

RAMIARINTSOA HARISSON ERICK F
PROMOTION 2016
WEBOGRAPHIES
[W1] : http://www.rhum-agricole.net/site/can_culture/
[W2] : http://www.lesucre.com/sucre-a-a-z/les-plantes-sucrieres/la-canne-a-
sucre/culture-c4f9d3ab-b99c-4b99-96c8-be7383e8833f.html
[W3]: https://fr.wikipedia.org/wiki/bagasse
[W4]:http://www.academia.edu/7607862/valorisation_de_la_bagasse_de_canne
_%C3%A0 _sucre/
[W5] : https://www.ird.fr/la-mediatheque/fiches-d-actualite-scientifique/252-
valorisation-de-la-bagasse-de-canne-a-sucre-les-biotechnologies-au-service-de-
l-industrie-papetiere/
[W6] : http://www.cleantechrepublic.com/2013/05/27/reunion-dechets-canne-
sucre- electricite/
[W7] : http://www.orange.mg/actualite/sirama-usines-nosy-be-et-brickaville-
bientot- productives/
[W9] : https://e-rse.net/emballages-alimentaires-environnement-sante- 20580/
[W10]: http://genie-alimentaire.com/spip.php?article117
[W11]: (http://www.alembal.com/index.php?id=4)
[W12] : http://www.Vega.com
[W13] : http:// www.ilocis.org/fr/contilo10.html
[W14] : http://www.direct_transmission.fr
[W15] : http://www.matin-mada.com

Nom de l’auteur : RAMIARINTSOA Harisson Erick
Adresse : Lot A 169 TER B Manarintsoa Anatihazo ANTANANARIVO 101
Tel : +261347144319
E-mail : [email protected]
Titre du mémoire :
« ETUDE DE L’AUTOMATISATION DU PROCESSUS DE
FABRICATION DE SAC EN PAPIER BIODEGRADABLE A
PARTIR DE LA BAGASSE DE CANNE A SUCRE »
Nombre de pages : 175
Nombre de tableaux : 43
Nombre de figures : 48
Résumé
Ce présent mémoire a pour objectif d’introduire la production des matières
biodégradables ainsi que l’utilisation du système d’automatisation dans le cadre des industries
de papier pour le développement de la filière. A cet effet, de nombreux paramètres ont été
analysés et étudiés, les divers dispositifs et instruments d’installation, les dimensionnements.
Le travail consiste à étudier la mise en place d’un système d’automatisation de toutes les étapes
de processus de fabrication des sacs en papier biodégradable. Durant la réalisation de ce travail,
le logiciel Autocad nous a permis l’analyse symétrique et la conception de toutes les figures
représentées à travers toutes les étapes de fabrication. Celles-ci ont été simulées et détaillées
grâce à l’Automation Studio 5.0. Et pour finaliser, on a eu recours à l’utilisation d’un automate
programmable industriel « SIEMENS » pour coordonner chaque fonction et rôle de tous les
éléments d’automatisation.
Mots clés : canne à sucre, biodégradable, sac en papier, GRAFCET, API, Ladder
ABSTRACT
The objective of this present thesis is to introduce the production of degradable
materials as well as the use of the automation system in the context of paper industries in
order to develop this field. For this purpose many parameters have been analysed and studied
as well as the various devices and instruiments of installation and sizing. This work involves
studing the implementation of an automation system for all stages of the production process
of biodegradables paper bags. During the realization of the work, the use of the Autocad
software allowed the symetric analysis and the design of all figures represent through all
stages of manifacture. These have been simulated and detailed with Automation studio 5.0.
Finally, we resorted to the use of industrial programmable logic « SIEMENS » to coordinate
each function and the role of automation elements.
Keywords : sugar cane, biodegradable, paper bags, SFC, PLC, Ladder