estudio de prefactibilidad para la...
TRANSCRIPT
ESTUDIO DE PREFACTIBILIDAD PARA LA CREACIÓN DE UNA EMPRESA PRODUCTORA DE RESINAS DE PLASTICO RECUPERADO PET
(POLIETILEN TELEFTARATO) EN LA CIUDAD DE BOGOTA
PRESENTADO POR: CAMILO ANDRES JIMENEZ
YEISON MALPICA DIEGO ANDRES MENESES
Proyecto de grado para optar al título de ESPECIALISTA EN GESTIÓN DE PROYECTOS DE INGENIERÍA
Director JUAN GABRIEL ROBLES
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD DE INGENIERÍA
ESPECIALIZACIÓN EN GESTIÓN DE PROYECTOS DE INGENIERÍA
BOGOTÁ D.C.
2016
TABLA DE CONTENIDO
1. JUSTIFICACION DEL PROYECTO ................................................................................................... 9
2. PLANTEAMIENTO DEL PROBLEMA .............................................................................................. 9
3. OBJETIVOS ................................................................................................................................. 10
General .......................................................................................................................................... 10
Específicos ..................................................................................................................................... 10
4. MARCO CONCEPTUAL ............................................................................................................... 11
Polietilen Tereftalato (PET) ........................................................................................................... 11
Sistemas de Reciclado del PET ...................................................................................................... 11
Macroselección de componentes: ................................................................................................ 12
Microselección de componentes: ................................................................................................. 12
Reciclado mecánico ....................................................................................................................... 12
Reciclado químico ......................................................................................................................... 14
Granulometría ............................................................................................................................... 15
Retención De Viscosidad Intrínseca .............................................................................................. 16
5. ESTUDIO DE MERCADOS ........................................................................................................... 16
DESCRIPCION DEL PRODUCTO ...................................................................................................... 16
Definición y usos ........................................................................................................................... 17
Especificaciones del producto ....................................................................................................... 19
Atributos del producto .................................................................................................................. 20
6. ESTUDIO DE LA INDUSTRIA DEL RECICLAJE ............................................................................... 21
Reciclaje de plásticos en Bogotá ................................................................................................... 23
Segmentación y criterios de segmentación .................................................................................. 25
Mercado objetivo .......................................................................................................................... 26
Análisis de los Proveedores ........................................................................................................... 27
7. ESTUDIO DE LA OFERTA ............................................................................................................ 28
8. ESTUDIO DE LA DEMANDA ........................................................................................................ 30
Participación en el mercado .......................................................................................................... 32
El precio ......................................................................................................................................... 34
Compra de la materia prima ......................................................................................................... 35
9. ESTUDIO DE COMERCIALIZACION ............................................................................................. 37
10. PUBLICIDAD Y PROMOCIÓN .................................................................................................. 37
Estrategias a adoptar .................................................................................................................... 38
Presupuesto de publicidad y promoción. ..................................................................................... 38
Presupuesto de lanzamiento ......................................................................................................... 39
Presupuesto de operación ............................................................................................................ 39
11. ESTUDIO TECNICO ................................................................................................................. 39
Análisis del producto ..................................................................................................................... 39
Proceso de reciclado del PET......................................................................................................... 41
Etapas del reciclado mecánico: ..................................................................................................... 42
Reciclado Químico ......................................................................................................................... 43
12. INGENIERÍA DEL PROYECTO .................................................................................................. 44
Ficha técnica del producto ............................................................................................................ 44
13. DIAGRAMA DEL PROCESO OPERATIVO ................................................................................. 45
Pasos: ............................................................................................................................................ 45
Diagrama de flujo del proceso. ..................................................................................................... 45
Diagrama de distribución de planta .............................................................................................. 46
14. TAMAÑO DEL PROYECTO ...................................................................................................... 47
El tamaño del proyecto y la demanda........................................................................................... 48
El tamaño del proyecto: los suministros e insumos. ..................................................................... 48
El tamaño del proyecto: la tecnología y equipos. ......................................................................... 48
El tamaño del proyecto: la localización. ........................................................................................ 48
El tamaño del proyecto: el financiamiento. .................................................................................. 48
Capacidad del proyecto ................................................................................................................. 48
Capacidad total diseñada .............................................................................................................. 49
Capacidad instalada ...................................................................................................................... 49
Capacidad utilizada y proyectada.................................................................................................. 49
15. MAQUINARIA Y EQUIPOS ...................................................................................................... 50
Cargador automático a tornillo sinfín ........................................................................................... 50
Sistema de reciclaje químico de las Hojuelas PET ......................................................................... 51
EMPACADORA ............................................................................................................................... 55
Montacargas Manual .................................................................................................................... 56
16. RECURSOS FISICOS Y HUMANOS ........................................................................................... 57
Recurso humano. .......................................................................................................................... 57
Recurso físico ................................................................................................................................ 58
17. LOCALIZACIÓN ....................................................................................................................... 58
Macro localización. ........................................................................................................................ 58
Micro localización. ......................................................................................................................... 59
Descripción de los lugares. ............................................................................................................ 59
Factores y grados de ponderación. ............................................................................................... 60
18. ESTUDIO ECONOMICO Y FINANCIERO .................................................................................. 64
ESTUDIO FINANCIERO ................................................................................................................... 64
INVERSIONES ................................................................................................................................. 64
Mano obra directa. ........................................................................................................................ 67
Costos indirectos. .......................................................................................................................... 68
19. COSTOS Y GASTOS ................................................................................................................. 73
Costos y gastos fijos. ..................................................................................................................... 73
Costos y gastos variables. .............................................................................................................. 73
PRECIO DE VENTA.......................................................................................................................... 74
PRESUPUESTO DE INGRESOS Y EGRESOS ...................................................................................... 74
INGRESOS ...................................................................................................................................... 75
20. ESTUDIO ADMINISTRATIVO Y LEGAL ..................................................................................... 76
Forma de constitución .................................................................................................................. 76
Los trámites o pasos para la creación de este tipo de empresa son: ........................................... 77
Legalización de funcionamiento.................................................................................................... 78
Legalización tributaria. .................................................................................................................. 78
Legalización laboral. ...................................................................................................................... 79
21. CULTURA ORGANIZACIONAL ................................................................................................. 79
Visión. ............................................................................................................................................ 79
Misión. ........................................................................................................................................... 79
Objetivos estratégicos. .................................................................................................................. 79
22. ESTRUCTURA ORGANIZACIONAL ........................................................................................... 80
Organigrama .................................................................................................................................. 80
Asignación salarial. ........................................................................................................................ 80
23. CONCLUSIONES ..................................................................................................................... 82

24. BIBLIOGRAFIA ........................................................................................................................ 83
25. ANEXOS ................................................................................................................................. 85
LOCALIZACIÓN DEL PROYECTO ..................................................................................................... 86
MÁQUINA VACUREMA .................................................................................................................. 90
MÁQUINA EMPACADORA ............................................................................................................. 92
FLUJO DE CAJA............................................................................................................................... 93
INDICE DE FIGURAS
Figura 1. Ciclo de vida envases PET ................................................................................................... 11
Figura 2. Limpieza y separación de plásticos .................................................................................... 13
Figura 3. Reciclado químico envase PET ........................................................................................... 14
Figura 4. Resinas de PET recuperado de grado alimenticio .............................................................. 17
Figura 5. Descripción de las resinas plásticas más utilizadas ............................................................ 18
Figura 6. Usos del PET ....................................................................................................................... 19
Figura 7. Tipos de plásticos ............................................................................................................... 19
Figura 8. Proyección de los posibles consumidores .......................................................................... 26
Figura 9. Empresas de reciclaje registradas en la cámara de comercio y la región .......................... 27
Figura 10. Hojuelas de PET reciclado ................................................................................................ 28
Figura 11. Consumo aparente de resinas plásticas en Colombia ...................................................... 30
Figura 12. Principales sectores consumidores de materias plásticas en Colombia 2010-2012 ........ 30
Figura 13. Proyección de Demanda resinas PET ............................................................................... 31
Figura 14. Proyección de crecimiento países latinoamericanos 2015-2020. .................................... 33
Figura 15. Proyección ventas anuales del proyecto .......................................................................... 34
Figura 16. Resultados encuesta ......................................................................................................... 36
Figura 17. Resultados encuesta ......................................................................................................... 36
Figura 18. Tipos de canales de distribución ...................................................................................... 37
Figura 19. Flujo de proceso proyecto ................................................................................................ 46
Figura 20. Distribución de planta ...................................................................................................... 47
Figura 21. Cargador automático a tornillo sinfín .............................................................................. 51
Figura 22. Sistema químico de reciclaje de hojuelas PET .................................................................. 52
Figura 23. Funcionamiento sistema químico de reciclaje ................................................................. 53
Figura 24. Porcentaje de incremento de la viscosidad Intrínseca IV ................................................ 54
Figura 25. Maquina Empacadora ...................................................................................................... 55
Figura 26. Elevador Manual .............................................................................................................. 56
Figura 27. Mapa de Bogotá ............................................................................................................... 59
Figura 28. Consulta de Homonomía .................................................................................................. 77
Figura 29. Organigrama de la empresa Requipet ............................................................................. 80

INDICE DE TABLAS
Tabla 1. Propiedades resinas virgen y reciclada ................................................................................ 20
Tabla 2. Número de establecimientos en CIIU Rev.4 ........................................................................ 21
Tabla 3. Importaciones Productos químicos 2014-2015 en Colombia ............................................. 22
Tabla 4. Producción total de residuos sólidos en Bogotá y se región ............................................... 24
Tabla 5. Empresas dedicadas al reciclaje Bogotá y municipios aledaños ......................................... 25
Tabla 6. Precios hojuelas PET-reciclado ............................................................................................ 28
Tabla 7. Empresas productoras de resinas PET grado alimenticio .................................................... 29
Tabla 8. Principales exportadores de las resinas plásticas a Colombia, 2005 -2007 ........................ 29
Tabla 9. Proyección de Demanda PET ............................................................................................... 31
Tabla 10. Empresas demandantes de resinas PET grado alimenticio ............................................... 32
Tabla 11. Consumo total de PET en Colombia. ................................................................................. 33
Tabla 12. Precios Resina PET para compra Internacional ................................................................. 34
Tabla 13. Presupuesto de lanzamiento ............................................................................................. 39
Tabla 14. Presupuesto de operación ................................................................................................. 39
Tabla 15. Factores por tipo de proceso de reciclaje ......................................................................... 44
Tabla 16. Capacidad Proyectada ....................................................................................................... 50
Tabla 17. Capacidades sistema químico de reciclaje ........................................................................ 54
Tabla 18. Características técnicas de la máquina empacadora ........................................................ 56
Tabla 19. Especificaciones montacargas ........................................................................................... 57
Tabla 20. Recurso humano proyecto ................................................................................................ 57
Tabla 21. Recurso físico proyecto ..................................................................................................... 58
Tabla 22. Factores, grados de ponderación y resultados. ................................................................. 64
Tabla 23. Maquinaria y equipo.......................................................................................................... 65
Tabla 24. Muebles y enseres. ............................................................................................................ 65
Tabla 25. Herramientas. .................................................................................................................... 66
Tabla 26. Total, de inversión fija. ...................................................................................................... 66
Tabla 27. Inversión diferida ............................................................................................................... 66
Tabla 28. Inventario de mercancía .................................................................................................... 67
Tabla 29. Mano de obra directa ........................................................................................................ 67
Tabla 30. Nómina mano de obra directa........................................................................................... 68
Tabla 31. Costos indirectos ............................................................................................................... 68
Tabla 32. Costos totales del servicio. ................................................................................................ 68
Tabla 33. Gastos de administración. ................................................................................................. 69
Tabla 34. Gastos de ventas................................................................................................................ 69
Tabla 35. Nomina administración y ventas ....................................................................................... 70
Tabla 36. Gastos de administración y ventas .................................................................................... 70
Tabla 37. Capital de trabajo .............................................................................................................. 70

Tabla 38. Inversión total .................................................................................................................... 70
Tabla 39. Fuentes de financiación ..................................................................................................... 71
Tabla 40. Tabla amortización crédito ................................................................................................ 72
Tabla 41. Costos y gastos fijos ........................................................................................................... 73
Tabla 42. Costos y gastos variables. .................................................................................................. 73
Tabla 43. Costos y gastos del producto a 5 años .............................................................................. 74
Tabla 44. Gastos financieros a 5 años ............................................................................................... 74
Tabla 45. Ingresos.............................................................................................................................. 75
Tabla 46. Flujo del proyecto escenario optimista ............................................................................. 75
Tabla 47. Precio de venta producto en los diferentes escenarios .................................................... 76
Tabla 48. Análisis financiero .............................................................................................................. 76
Tabla 49. Asignación salarial empleados Requipet ........................................................................... 81
Tabla 50. Seguridad social y prestaciones empleados Requipet. ..................................................... 81
Tabla 51. Honorarios contador ......................................................................................................... 82

1. JUSTIFICACION DEL PROYECTO
El ciclo de vida de un producto no termina cuando llega a nuestras manos. El consumo es
sólo la mitad del camino. Por el bien del planeta, de nuestra salud y de la economía mundial,
debemos aprender a reducir y sacar provecho de los desechos que generamos.
Estamos atrapados en un ciclo de consumismo: comprar y desechar. Olvidamos que los
recursos de la tierra son limitados y que los desechos que generamos contaminan los suelos
y las aguas, producen malos olores y gases de efecto invernadero que causan el
calentamiento global. Millones y millones de toneladas de desechos se apilan cada día en
el mundo, formando verdaderas montañas de desperdicios.
En Colombia, desde hace un tiempo, se ha adoptado la práctica del reciclaje de plástico
como una alternativa para la obtención de materia prima para la industria. Los precios son
competitivos, ofreciendo un beneficio ambiental adicional, y por ultimo como una
alternativa para generar empleo para aquellas personas que ejercen el reciclaje de manera
informal. ; Un experimento cuyo resultado se espera que fuera un ingreso monetario o
como en mucho otros casos, se desarrolló como un proceso exitoso basado en la
investigación y el desarrollo de procesos industriales que permiten transformar el plástico
en materiales que se pueden emplear de tres diferentes formas. La primera, y objeto de
este proyecto de grado, el grado textil, el cual se usó por primera vez durante la Segunda
Guerra Mundial para remplazar el uso de fibras naturales como el lino o el algodón, a lo cual
se le conoció como poliéster. La segunda, el grado botella, para el envasado de productos
líquidos, fármacos o alimentos. Finalmente, el grado film, para la fabricación de películas
fotográficas, de Rayos X y de audio
2. PLANTEAMIENTO DEL PROBLEMA
Dado el incremento en el consumo actual de plásticos, especialmente utilizado en botellas
para bebidas de consumo humano (gaseosas, refrescos, agua, etc.), se hace necesario
asignar tiempo y recursos para el desarrollo de procesos que aseguren que el reciclaje de
plástico sea una actividad económicamente redituable, contribuyendo a la crítica situación
ambiental ocasionada por la disposición final de los residuos sólidos en la ciudad de Bogotá,
a medida que se reduce la cantidad de residuos que llegan a los lugares destinados para el
acopio.
Se estima que Bogotá genera más de 200 toneladas por día de residuos de PET, de los cuales
solo el 10% son procesados por la “práctica del reciclaje”, lo restante es acumulado en
botaderos a cielo abierto y rellenos sanitarios. Dada la nula madurez tecnológica de las
prácticas de reciclaje y ante la oportunidad de explotación, la sociedad ha generado técnicas
y programas orientados a obtener lucro de los residuos plásticos de PET, generando un
impacto ambiental de gran magnitud. Vemos hoy en día como se utilizan botellas PET en la
fabricación de utensilios para el hogar, soluciones de jardinería, accesorios de moda,
accesorias para oficina, soluciones de iluminación para viviendas de interés social y
recientemente la producción de materias primas como fibras para la industria textil y
productos de gran valor agregado para la industria como accesorios automotrices o la
producción de botellas tipo grado alimenticio.
Como aporte innovador a la industria y generando un impacto socio-ambiental se plantea
realizar los estudios pertinentes y definir la factibilidad de la producción de resinas
mediante procesos físico-mecánicos utilizando botellas PET resultantes del reciclaje en la
cuidad de Bogotá, o si por el contrario si al utilizar procesos físico-químicos para el
aprovechamiento de la materia base se obtienen mejores y mayores beneficios.
3. OBJETIVOS
General
Realizar un estudio de pre factibilidad para la creación de una empresa productora de
resinas de plástico recuperado PET (Polietilen Teleftarato) en la ciudad de Bogotá.
Específicos
Elaborar un estudio de mercados, que consista de un análisis del sector y una
investigación de mercados con el fin de conocer la aceptación del mercado objetivo
hacia las resinas producidas.
Hacer un estudio técnico que abarque las características del producto, descripción de
los procesos, necesidades y requerimientos, costos de producción, parámetros técnicos
especiales e infraestructura requerida.
Determinar la viabilidad del proyecto mediante el análisis de indicadores de evaluación
financiera y el estudio de las implicaciones de orden económico y social que éste tiene.
Estudiar los componentes organizacionales del proyecto para determinar aspectos
relacionados al tipo de empresa, estructura y reglamentación interna, así como de
necesidades de personal.
4. MARCO CONCEPTUAL
Polietilen Tereftalato (PET)
El polietilen tereftalato (PET), es un polímero plástico, lineal, con alto grado de cristalinidad
y termoplástico en su comportamiento, lo cual lo hace apto para ser transformado
mediante procesos de extrusión, inyección, inyección-soplado y termoformado. Es
extremadamente duro, resistente al desgaste, dimensionalmente estable, resistente a los
químicos y tiene buenas propiedades dieléctricas.
Sistemas de Reciclado del PET
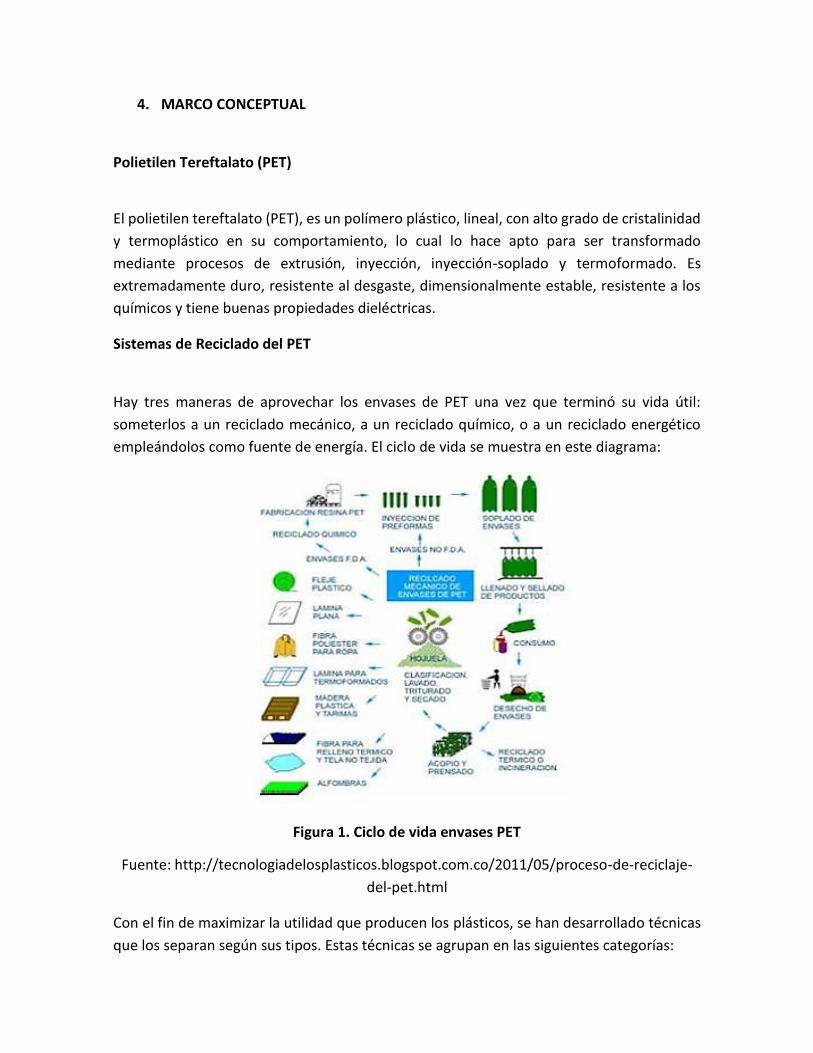
Hay tres maneras de aprovechar los envases de PET una vez que terminó su vida útil:
someterlos a un reciclado mecánico, a un reciclado químico, o a un reciclado energético
empleándolos como fuente de energía. El ciclo de vida se muestra en este diagrama:
Figura 1. Ciclo de vida envases PET
Fuente: http://tecnologiadelosplasticos.blogspot.com.co/2011/05/proceso-de-reciclaje-
del-pet.html
Con el fin de maximizar la utilidad que producen los plásticos, se han desarrollado técnicas
que los separan según sus tipos. Estas técnicas se agrupan en las siguientes categorías:
Macroselección de componentes:
Es aquella labor primaria que permite seleccionar y agrupar manual o automáticamente los
artículos desechados de acuerdo con su naturaleza y destino. Un ejemplo de lo anterior es
la separación de las botellas PET que se utilizan en los refrescos de las PE-HD que se
emplean en el envasado de leche.
La selección de los polímeros con fines de reutilizarlos se realiza, en parte, empleando la
codificación y recomendaciones dadas por la Sociedad de la Industria del Plástico (SPI), que
clasifica a los polímeros en siete categorías.
Microselección de componentes:
La microselección anotada implica separar los polímeros en función de sus tipos, después
de haber sido cortados y triturados en pequeños trozos. Actualmente la microseparación
comercial se aplica a las botellas PET de refrescos ya que es posible triturar la botella y
separar los trozos de PET y de PE-HD y PP
para obtener un producto de alta calidad. Este procedimiento implica utilizar una
tecnología de flotación extraída de la industria minera en la que los materiales se separan
por flotación aprovechando las diferencias de densidad. La tecnología de hidrociclones,
empleando la fuerza centrífuga para acelerar la separación gravitacional, puede aplicarse
con bastante eficacia para separar polímeros en base a su densidad dentro de un medio
acuoso.
Otra tecnología que presenta algún potencial para separar materiales a nivel micro es la
trituración criogénica en la que polímeros se fracturan de forma distinta a temperaturas
diferentes mediante su inmersión en nitrógeno líquido. Se puede provocar la fractura de los
polímeros disímiles, y mediante ello, se posibilita la separación de materiales genéricos
partiendo de una mezcla.
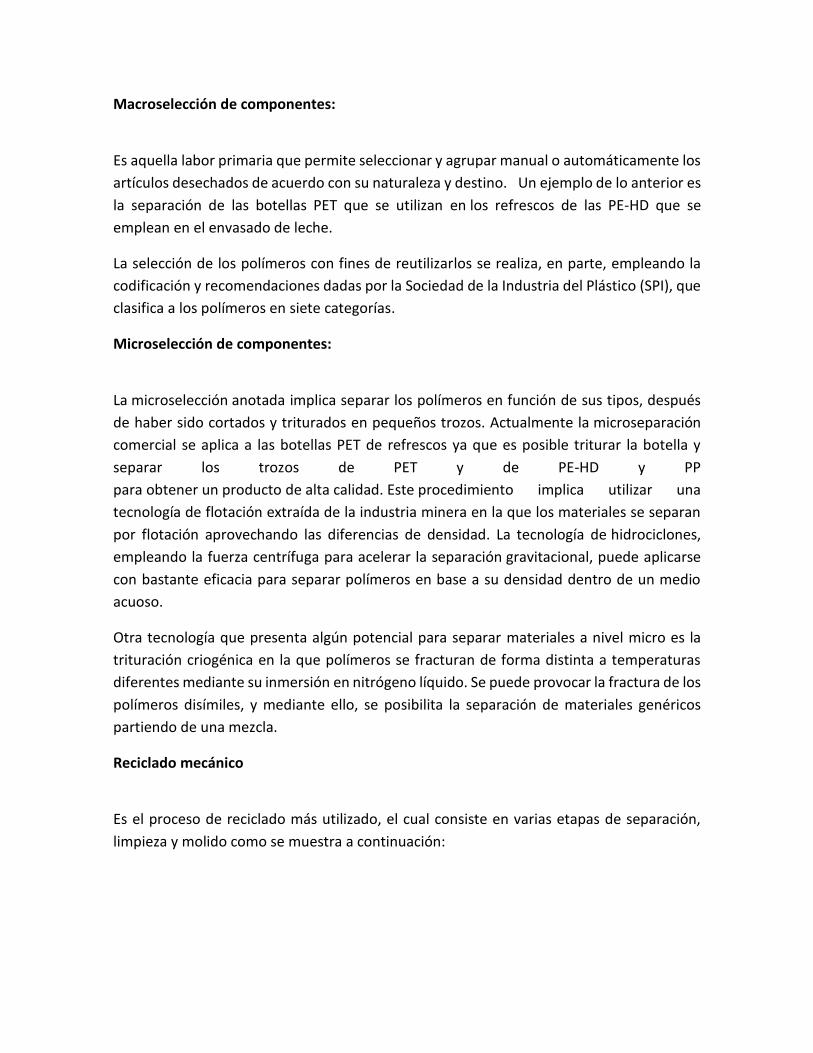
Reciclado mecánico
Es el proceso de reciclado más utilizado, el cual consiste en varias etapas de separación,
limpieza y molido como se muestra a continuación:

Figura 2. Limpieza y separación de plásticos
Fuente: http://tecnologiadelosplasticos.blogspot.com.co/2011/05/proceso-de-reciclaje-
del-pet.html
Los plásticos escogidos y gruesamente limpiados (etiquetas, papeles, residuos de material
biodegradable) pasan por un molino o una trituradora. Este proceso se puede realizar en
diferentes órdenes de sucesión, dependiendo del grado de contaminación de los plásticos
y de la calidad del producto reciclado. La preparación final del producto empieza con el
lavado y la separación de sustancias contaminantes, proceso que se puede repetir si es
necesario. Después el material pasa por una centrifuga y secadora y se almacena en un silo
intermedio. En el caso ideal, este silo sirve también para homogeneizar más el material, al
fin de obtener una calidad constante.
El producto triturado, limpio, seco y homogéneo se alimenta a una extrusora, y, tras el
proceso de granceado, se obtiene la granza lista para ser procesada por
diferentes técnicas. La granza de plásticos reciclados se puede utilizar de diferentes
maneras, según los requerimientos para el producto final:
Procesado del producto reciclado directamente, con la formulación que sea
adecuada a su aplicación concreta. En este caso, las piezas obtenidas tienen en general
propiedades menores a las fabricadas con polímero virgen, lo que es suficiente para la
utilidad deseada.
Mezcla de granza reciclada con polímero virgen para alcanzar las prestaciones requeridas.
El ejemplo típico es la adición de polímero virgen a la mezcla de termoplásticos.

Coextrusión del producto reciclado. Un ejemplo de esta técnica es la fabricación
de recipientes para detergentes, en la que la capa intermedia puede ser de polímero
reciclado y la interior (contacto con el producto) y la exterior son de polímero virgen.
Reciclado químico
Para el reciclado químico, se han desarrollado distintos procesos. Dos de ellos, la
metanólisis y la glicólisis, se llevan a cabo a escala industrial. El PET se deshace o
despolimeriza: se separan las moléculas que lo componen y estas se emplean para fabricar
otra vez PET. Dependiendo de su pureza, este material puede usarse, incluso, para el
envasado de alimentos.
Figura 3. Reciclado químico envase PET
Fuente: http://tecnologiadelosplasticos.blogspot.com.co/2011/05/proceso-de-reciclaje-
del-pet.html
Dentro del reciclado químico los principales procesos son:
Pirólisis: Es el craqueo de las moléculas por calentamiento en el vacío. Este proceso genera
hidrocarburos líquidos o sólidos que pueden ser luego procesados en refinerías. En el caso
del PET, su pirólisis genera carbón activado.
Hidrogenación: En este caso los plásticos son tratados con hidrógeno y calor. Las cadenas
poliméricas son rotas y convertidas en un petróleo sintético que puede ser utilizado en
refinerías y plantas químicas.

Gasificación: Los plásticos son calentados con aire o con oxígeno. Así se obtienen los
siguientes gases de síntesis: monóxido de carbono e hidrógeno, que pueden ser utilizados
para la producción de metanol o amoníaco o incluso como agentes para la producción de
acero en hornos de venteo.
Chemolysis: Este proceso se aplica a poliésteres, poliuretanos, poliacetales y poliamidas.
Requiere altas cantidades separadas por tipo de resinas. Consiste en la aplicación de
procesos solvolíticos como hidrólisis, glicólisis o alcohólisis para reciclarlos y transformarlos
nuevamente en sus monómeros básicos para la repolimerización en nuevos plásticos.
Metanólisis: Es un avanzado proceso de reciclado que consiste en la aplicación de metanol
en el PET. Este poliéster (el PET), es descompuesto en sus moléculas básicas, incluido
el dimetiltereftalato y el etilenglicol, los cuales pueden ser luego repolimerizados para
producir resina virgen. Varios productores de polietileno tereftalato están intentando de
desarrollar este proceso para utilizarlo en las botellas de bebidas carbonatadas. Las
experiencias llevadas a cabo por empresas como Hoechst -
Celanese, DuPont e Eastmanhan ha demostrado que los monómeros resultantes del
reciclado químico son lo suficientemente puros para ser reutilizados en la fabricación de
nuevas botellas de PET.
Granulometría
En el pasado, la distribución granulométrica de una resina se hacía con una serie de tamices.
Se medía el volumen de la fracción de la muestra de resina permaneciendo encima de cada
tamiz en un cilindro graduado. Por razones prácticas se suelen expresar los resultados como
porcentaje acumulado de la resina pasando por un tamiz de malla conocida.
Hoy se mide la distribución granulométrica con aparatos contando las partículas, atados a
un ordenador que calcula todos los parámetros de la distribución, que son:
Diámetro medio
Coeficiente de uniformidad
Tamaño efectivo
Tamaño medio harmónico
Cantidad de bolas finas
Cantidad de bolas gruesas
A continuación, examinaremos algunas de estas características.
El diámetro medio corresponde a la abertura del tamiz teórico a través del cual
pasan exactamente 50 % de la muestra de resina. Se representa habitualmente por
"d50"
El tamaño efectivo corresponde al tamiz a través del cual pasan 10 % de la muestra.
Abreviación d10.
El coeficiente de uniformidad es definido como CU = d50 / d10
Este coeficiente mide la extensión de la distribución y corresponde a la anchura de
la curva de Gauss. Si todas las bolas de resina fuesen idénticas, el CU tendría el valor
1,00.
Retención De Viscosidad Intrínseca
La Viscosidad Intrínseca (V.I.) es una medida indirecta del peso molecular, o sea, del tamaño
promedio de moléculas que definen al polímero. La Viscosidad Intrínseca de uso general es
de 0.8 ± 0.02 dl/g que corresponde aproximadamente a 125 unidades repetidas por
molécula y un peso aproximado de 24,000 g/mol. Cualquier disminución en la viscosidad
del polímero en su paso de granulado a preforma, significará una reducción del peso
molecular. Bajo condiciones controladas de secado y moldeo, la pérdida de viscosidad no
deberá ser mayor de 0.03 dl/g. Cualquier pérdida superior a este nivel trae como
consecuencia un detrimento en la transparencia de la preforma debido a un incremento en
la velocidad de cristalización, acarreando la pérdida de las propiedades mecánicas del
envase, particularmente la resistencia al impacto y la carga vertical aplicada sobre la tapa.
La pérdida de la viscosidad se debe básicamente a una degradación hidrolítica ocurrida
durante el estado de fusión que es donde el agua a niveles superiores de 40 ppm tiene una
acción destructiva del polímero. Una segunda causa de la caída de V.I. es la degradación
térmica durante la fusión del polímero para inyectarlo. De ahí que se debe emplear un perfil
de temperaturas de modelo y velocidades de corte lo más suave posible que permitan la
obtención de preformas claras, transparentes y libres de distorsión
5. ESTUDIO DE MERCADOS
DESCRIPCION DEL PRODUCTO
Producto: Resinas de PET recuperado de grado alimenticio

Figura 4. Resinas de PET recuperado de grado alimenticio
Fuente: http://www.audax.com.ar/producto/laser-rf-resinas-pet-para-envases-
retornables/
Definición y usos
Se entiende por resina cualquiera de las resinas naturales modificadas químicamente o
sintéticos polimerizados físicamente similares, incluyendo los materiales termoplásticos
tales como polivinilo, poliestireno y polietileno y materiales termorígidos tales como
poliésteres, epóxidos y siliconas que son utilizados con los estabilizadores, pigmentos y
otros componentes para formar plásticos. Para el desarrollo del proyecto se plantea la
producción de “resinas PET” inclusive, grado alimenticio por la Administración de Drogas
y Alimentos (FDA) a partir de botellas (PET -Polietilen Tereftalato). Esto implica en primer
término que la viscosidad intrínseca debe volver a ser IV ≥ 0,82 dl/g. Por otro lado, no deben
existir sustancias contaminantes, como los aromáticos, y otros químicos como el
acetaldehído y el glicol de etileno no deben presentarse en la pared del PET reciclado en
cantidades no recomendadas.
A continuación, se encuentra la descripción de las resinas más utilizadas y sus
características.

Figura 5. Descripción de las resinas plásticas más utilizadas
Fuente: Ministerio de ambiente, vivienda y desarrollo territorial
Cabe destacar que el PET es un tipo de plástico muy utilizado en diversas industrias bajo
procesos de soplado, inyección y extrusión, los cuales sirven para realizar:

Figura 6. Usos del PET
Fuente: http://tecnologiadelosplasticos.blogspot.com.co/2011/05/pet.html
Las resinas plásticas recuperadas presentan una gran variedad de productos
intermedios que responden a una clasificación y a un alistamiento previo de los
materiales, los cuales se comercializan teniendo en cuenta su presentación, calidad y
volumen. A continuación, se listan los tipos de plásticos y sus procesos de alistamiento.
Figura 7. Tipos de plásticos
Fuente: Fundes -Sector reciclaje en Bogotá y su región
Especificaciones del producto
Se listan a continuación una tabla comparativa de la resina virgen PET y la resina obtenida
del reciclaje RPET, siendo esta ultima la materia prima (ver imagen, resinas PET post-
consumo) a producir en el proyecto.

Propiedad PET virgen RPET
Módulo de Young [MPa]
1890
1630
Resistencia a la rotura [MPa]
47
24
Elongación a la rotura [%]
3,2
110
Resistencia al impacto [J m-1]
12
20
IV (dl g-1)
0.72 – 0.84
0.46 – 0.82
Temperatura de fusión (ºC)
244 - 254
247 - 253
Peso molecular (g mol-1)
81600
58400
Tabla 1. Propiedades resinas virgen y reciclada
Fuente: Polymer Recycling, Recycling of PET.
Atributos del producto
Por resistir procesos industriales de lavado.
Por sus propiedades de barrera especialmente al dióxido de carbono, vapor de agua y
oxígeno.
Alta resistencia a la deformación
Estabilidad dimensional
Lavado y secado rápido
Resistencia contra agentes químicos
Gran transparencia
Ligereza
Menores costos de fabricación
Comodidad en su manejo
Apto para el contacto con alimentos
6. ESTUDIO DE LA INDUSTRIA DEL RECICLAJE
Para dar un vistazo a la dinámica del sector del reciclaje, se hace necesario empezar por
analizar la industria del plástico en Colombia. Esta industria, se ha caracterizado por ser, en
condiciones normales, la actividad manufacturera más dinámica de las últimas tres décadas,
con un crecimiento promedio anual del 7%.1
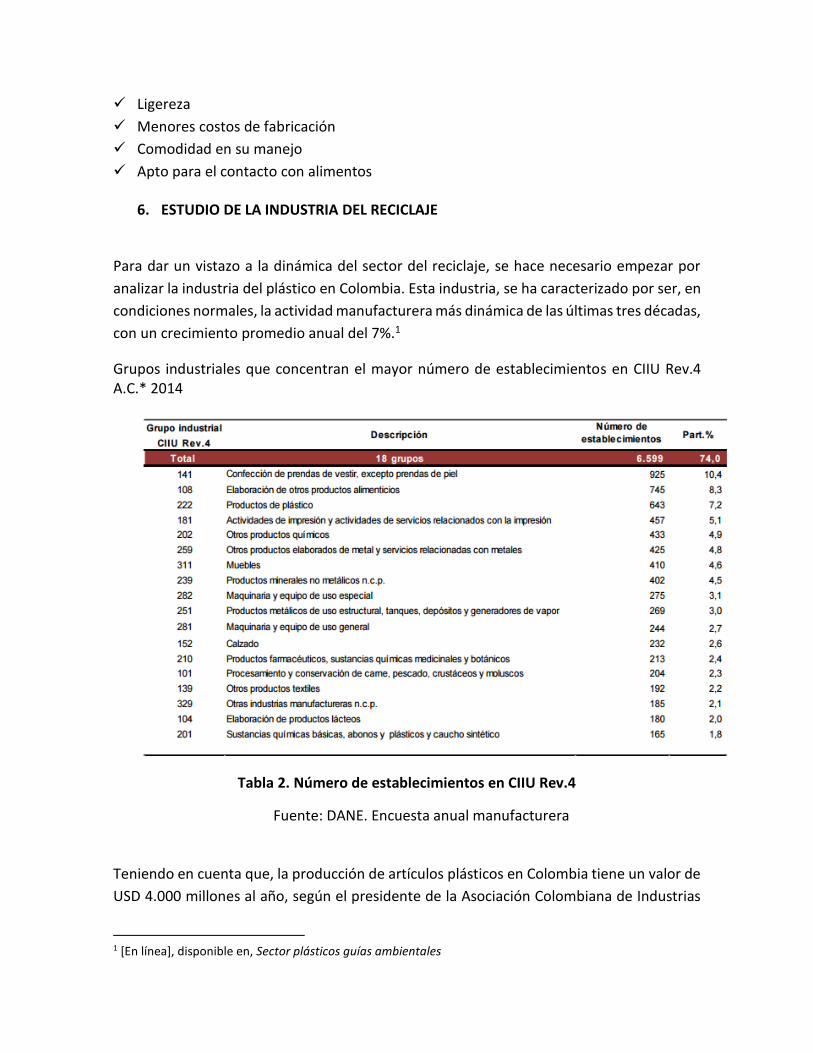
Grupos industriales que concentran el mayor número de establecimientos en CIIU Rev.4 A.C.* 2014
Tabla 2. Número de establecimientos en CIIU Rev.4
Fuente: DANE. Encuesta anual manufacturera
Teniendo en cuenta que, la producción de artículos plásticos en Colombia tiene un valor de
USD 4.000 millones al año, según el presidente de la Asociación Colombiana de Industrias
1 [En línea], disponible en, Sector plásticos guías ambientales

Plásticas, Acoplásticos, Carlos Alberto Garay Salamanca, quien aseguró que en 2011 el
crecimiento fue del 7.8%.
Las empresas de la industria del plástico representan el 7,2% del total de las empresas en
el país y si a estas le sumamos la industria textil, la cual es una de las principales
consumidoras de fibras de poliéster, las cuales son fabricadas a partir resinas PET, entonces
el total de participación de los dos sectores es de alrededor de 17,6%, lo cual es una cifra
significativa donde las resinas pueden tener cabida, ya sea como fuente primaria para la
realización de los productos o en combinación con otros productos.
Es importante resaltar el preocupante decrecimiento al cual se está viendo sumergida esta
industria de los plásticos con el pasar de los años, debido a los distintos factores que la
golpean directamente tal como son las fluctuaciones del mercado de divisas, y las
importaciones de países como China, Ecuador y Perú, en condiciones desiguales de
competencia. En la coyuntura actual, la devaluación del peso en el último año ha hecho que
las importaciones de las resinas plásticas, presenten una disminución cercana al 22,45 %2 .
Tabla 3. Importaciones Productos químicos 2014-2015 en Colombia
Fuente: DANE. Comercio exterior-Importaciones
Se hace necesario que la industria del plástico tenga un crecimiento que logre contribuir
con el crecimiento económico del país, de esta manera juega un papel importante la
industria del reciclaje plástico en Colombia para lograr brindar la materia prima para su
2 [En línea] http://www.dane.gov.co/files/investigaciones/boletines/importaciones/bol_impo_sep15.pdf

futura transformación ya que de las 28.800 toneladas diarias de residuos que se generan en
Colombia sólo 3.800 toneladas, el 13%, son recuperadas y reincorporadas al ciclo
productivo. De ese 13%, aproximadamente 2.100 toneladas diarias son recuperadas y
comercializadas por los denominados recicladores o recuperadores informales y unas 1.600
son reincorporadas al ciclo productivo a través de convenios directos entre los generadores
y la industria3, es por esto que se vuelve imprescindible conocer algunos modelos de
reciclaje tal como se implementan en la actualidad, así como la planta de reciclado de PET
grado alimenticio más grande del mundo está en México. Procesa 3 mil 100 millones de
botellas anuales, genera mil empleos directos y más de dos mil indirectos y su inversión es
de cien millones de dólares.
Actualmente la industria manufacturera de los plásticos y sus productos es un sector
amenazado por una serie de factores que ponen en peligro la sostenibilidad del sector,
tanto en el mercado local como en el mercado internacional, entre las cuales están:
El crecimiento de las importaciones de materia prima y productos terminados
provenientes de países como China, a muy bajo costo.
La llegada de marcas internacionales con experiencia e inteligencia de mercados.
Por último, los costos de producción que no le permiten al sector ser competitivos
con aquellos países de bajo costo.
La progresiva reducción de las barreras comerciales de este sector ha supuesto el
desplazamiento de los principales centros productivos desde el mundo desarrollado a Asia,
continente dentro del cual China ha ido aumentando en los últimos años su tasa de
crecimiento hasta conseguir desplazar a otros.
Reciclaje de plásticos en Bogotá
El potencial económico que ofrece Bogotá y su región para el desarrollo sostenible de
Colombia, es también visible en la generación de residuos sólidos. Bogotá al constituirse en
el principal nodo económico de Colombia y al concentrar la mayor actividad financiera,
comercial y de servicios, sin olvidar la industrial, demanda grandes cantidades de materias
primas, que en los procesos respectivos se convierten en productos, que luego de su
consumo son, en su mayoría, desechados.
Para el año 2012, el PIB de Colombia reportó un crecimiento del 4,2% frente a 2011, donde
las principales participaciones se generaron en los departamentos de Bogotá D.C,
Antioquia, Valle, Santander, con un total de 54,4% del PIB nacional. Por su parte, Bogotá
3 19 [en línea], disponible en, la cadena del reciclaje
reportó un incremento del 4,1% y una participación en la economía nacional del 24,4%
aportando un punto en la variación del país. Las ramas de actividad con mayor participación
dentro del PIB de Bogotá fueron los establecimientos financieros, seguros, actividades
inmobiliarias y servicios a las empresas que representaron el 36,8%; los servicios sociales,
comunales y personales el 19,3%, comercio, reparación, restaurantes y hoteles el 15,5% y
la industria manufacturera con el 10,3%4.
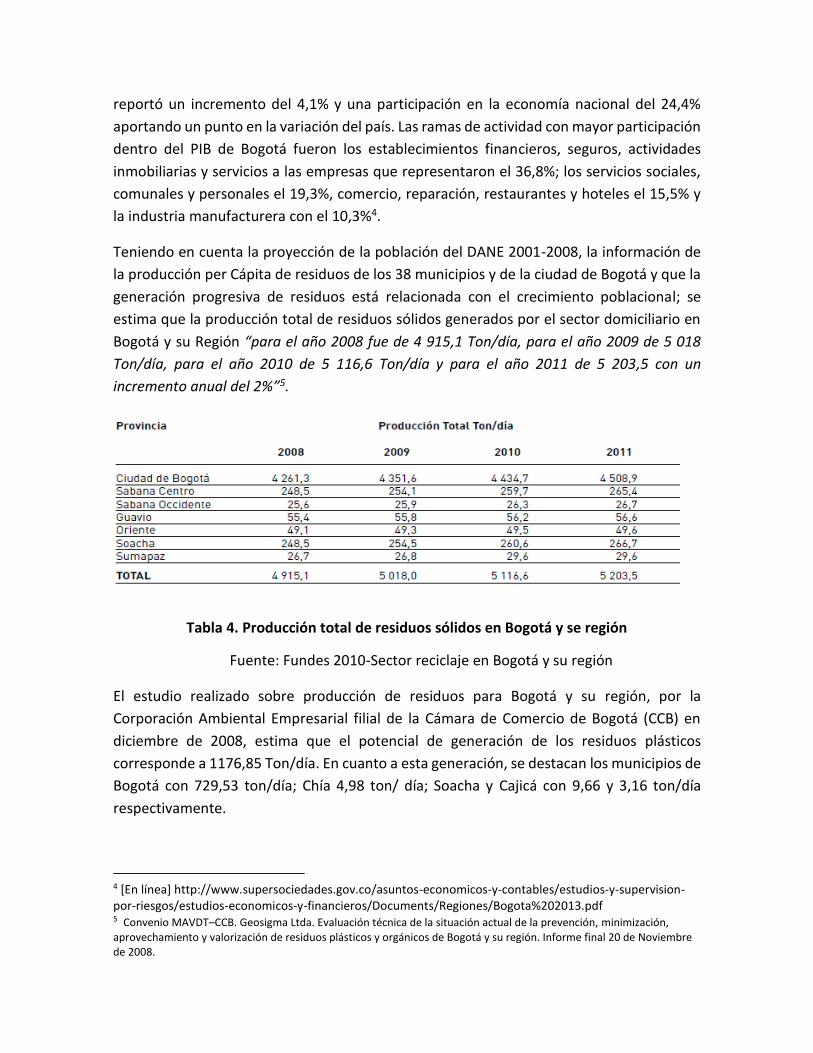
Teniendo en cuenta la proyección de la población del DANE 2001-2008, la información de
la producción per Cápita de residuos de los 38 municipios y de la ciudad de Bogotá y que la
generación progresiva de residuos está relacionada con el crecimiento poblacional; se
estima que la producción total de residuos sólidos generados por el sector domiciliario en
Bogotá y su Región “para el año 2008 fue de 4 915,1 Ton/día, para el año 2009 de 5 018
Ton/día, para el año 2010 de 5 116,6 Ton/día y para el año 2011 de 5 203,5 con un
incremento anual del 2%”5.
Tabla 4. Producción total de residuos sólidos en Bogotá y se región
Fuente: Fundes 2010-Sector reciclaje en Bogotá y su región
El estudio realizado sobre producción de residuos para Bogotá y su región, por la
Corporación Ambiental Empresarial filial de la Cámara de Comercio de Bogotá (CCB) en
diciembre de 2008, estima que el potencial de generación de los residuos plásticos
corresponde a 1176,85 Ton/día. En cuanto a esta generación, se destacan los municipios de
Bogotá con 729,53 ton/día; Chía 4,98 ton/ día; Soacha y Cajicá con 9,66 y 3,16 ton/día
respectivamente.
4 [En línea] http://www.supersociedades.gov.co/asuntos-economicos-y-contables/estudios-y-supervision-por-riesgos/estudios-economicos-y-financieros/Documents/Regiones/Bogota%202013.pdf 5 Convenio MAVDT–CCB. Geosigma Ltda. Evaluación técnica de la situación actual de la prevención, minimización, aprovechamiento y valorización de residuos plásticos y orgánicos de Bogotá y su región. Informe final 20 de Noviembre de 2008.

Aunque un sistema adecuado de recolección y reciclaje de PET en Colombia apenas se está
desarrollando, ya existen varias empresas trabajando en este ámbito. A continuación, se
relacionan diferentes empresas que actualmente basan su actividad económica en la
trasformación de residuos plásticos post-consumo en la cuidad de Bogotá y municipios
aledaños como lo muestra la Tabla 5.
Tabla 5. Empresas dedicadas al reciclaje Bogotá y municipios aledaños
Fuente: Fundes 2010-Sector reciclaje en Bogotá y su región
Segmentación y criterios de segmentación
Al realizar la división o segmentación del mercado, de las empresas que requieren de las resinas plásticas provenientes de PET post-consumo, en grupos más o menos homogéneos de consumidores. Se puede decir, que, en esta división del mercado, se encuentran clientes con diferentes necesidades de materias primas (PET post-consumo), estos grupos se caracterizan por los volúmenes que necesitan adquirir para desarrollar su actividad económica, enmarcada en la producción de fibras, fabricación de nuevos envases o recipientes en base al PET post-consumo. Para esto se ha optado por seleccionar como variable de segmentación la ubicación geográfica de los clientes. Se establece como mercado potencial, las unidades industriales o compañías dentro del
área metropolitana de Bogotá, que utilizan en algún punto de su cadena productiva resinas
plásticas. Según la cámara de comercio de Bogotá, existen 324.196 empresas registradas en
el 2014, y de ellas 86% fueron microempresas, 13% pymes y 1% son grandes compañías.

Cerca de 21.3326 corresponden a la industria manufacturera. No se conoce a detalle cuantas
de estas empresas involucran en su producción resinas plásticas.
Mercado objetivo
El proyecto adoptara como mercado objetivo, las empresas manufactureras e industrias
que tienen como materia prima para elaboración de sus productos las resinas PET, como lo
es la industria de los envases para alimentos, bebidas, productos farmacéuticos y productos
para el aseo.
Figura 8. Proyección de los posibles consumidores
Fuente: Autores
6 [En línea] http://www.empresario.com.co/recursos/page_flip/CCB/2012/estadisticas_empresas_bogota_59municipios/files/assets/downloads/publication.pdf

Análisis de los Proveedores
En cuanto a los proveedores de materia prima, que en nuestro particular serán las hojuelas
provenientes del molido del material PET reciclado. Según Fundes De las 312 empresas más
destacadas del sector de plásticos a nivel nacional, el 54% realizan su actividad económica en
Bogotá y su Región.
De este porcentaje, Bogotá y Soacha, representan uno de los nodos de desarrollo más importantes del reciclaje y comercialización de resinas plásticas, con una participación en ventas cercana al 86% para el año 2006. Esta situación de concentración del mercado se evidencia también en una proliferación de MIPYMES y de personas naturales registradas en la Cámara de Comercio de Bogotá y la Región en el sector de reciclaje.
Figura 9. Empresas de reciclaje registradas en la cámara de comercio y la región
Fuente: Fundes 2010-Sector reciclaje en Bogotá y su región
Un ejemplo claro de una empresa bogotana dedicada a la industria del reciclaje y cuyo
producto final son las hojuelas “flakes” es Biocirculo. Esta empresa ofrece un producto
homogéneo, el cual incluso tiene procesos que le dan valor agregado como lo son los
procesos de lavado y secado.

Figura 10. Hojuelas de PET reciclado
Fuente: http://www.biocirculo.com/productos/hojuela-pet/hojueal-cristal/
A continuación, se muestra los precios comunes, de las hojuelas de PET. Esta información
fue obtenida vía telefónica en la ciudad de Bogotá.
PRECIOS HOJUELAS PET-RECICLADO
Tipo Precios Pet
Pet lavado 1200-1600
Pet lavado y secado 2000
Tabla 6. Precios hojuelas PET-reciclado
Fuente: Autores
7. ESTUDIO DE LA OFERTA
En cuanto a las empresas que reciclan el PET, y lo trasforman en resinas plásticas aptas para
el contacto con alimentos se destacan Apropet (antigua Aproplast), con una producción
anual de 1200 ton/año, Socya (antigua fundación codesarrollo) con 4.200 Ton/año y Enka
Colombia con más de 11.000 Ton/año.

Empresa Oferta (Ton/año)
Apropet (antigua Aproplast) 1200
Socya (antigua fundación codesarrollo) 4200
Enka Colombia 11000
Total 16400
Tabla 7. Empresas productoras de resinas PET grado alimenticio
Fuente: Autores
En Colombia, la mayor parte de las resinas plásticas son importadas ya que en el país no se
cuenta con la producción de las mismas, a diferencia del polipropileno el cual es fabricado
por la fábrica filial de Ecopetrol, Propilco. La cual no solo abastece el mercado nacional, sino
que gran parte de su producción es para la exportación.
Entre los principales importadores de plásticos el año pasado se encuentran, Dow Química
de Colombia S.A con US$43,2 millones, le sigue Ajecolombia Empresa Unipersonal U.E por
un valor de US$38,5 millones, Industria Nacional de Gaseosas en US$37,4 millones de
dólares, entre otras empresas.
Según la revista Dinero en 2010, las compras extranjeras de plástico representaron
US$1.543 millones; el 2011 fue el año de mayor crecimiento, con el 32% y por un valor de
US$2.035 millones; en 2012 hubo una disminución en las importaciones a un ritmo del 5%,
con un saldo de US$2.142 millones, donde las materias primas representan el 63% de las
importaciones.
Las principales importaciones de materias primas de plástico que más compra Colombia,
son polietileno de densidad mayor o igual a 0,94, seguido por polímeros tereftalato de
etileno.
Resinas de polietilen tereftalato (PET)
13.096 100 22.652 100 35.886 100
México 6.875 52,5 14.839 65,5 31.258 87,1
Corea del Sur 4.303 32,9 1.906 8,4 274 0,8
Estados Unidos 1.014 7,7 2.675 11,8 1.706 4,8
India 626 4,8 1.449 6,4 1.053 2,9
Otros 278 2,1 1.782 7,9 1.595 4,4
Tabla 8. Principales exportadores de las resinas plásticas a Colombia, 2005 -2007
Fuente: Estudio benchmarking del Sector de Plástico entre República Dominicana y
Colombia

8. ESTUDIO DE LA DEMANDA
Figura 11. Consumo aparente de resinas plásticas en Colombia
Fuente: Acoplásticos
Figura 12. Principales sectores consumidores de materias plásticas en Colombia 2010-2012
Fuente: Acoplásticos
La proyección se realizó por el método de regresión lineal ya que se cuentan con datos
históricos para poder desarrollar este método de pronósticos.

Proyección de Demanda PET
Año Cantidad
(Ton) Crecimiento
2010 81230 -
2011 97456 19,98%
2012 119543 22,66%
2013 137722 15,21%
2014 156879 13,91%
2015 176035 12,21%
2016 195192 10,88%
2017 214348 9,81%
2018 233505 8,94%
2019 252661 8,20%
2020 271818 7,58%
2021 290974 7,05%
2022 310131 6,58%
2023 329287 6,18%
2024 348444 5,82%
2025 367600 5,50%
Tabla 9. Proyección de Demanda PET
Fuente: Autores
Figura 13. Proyección de Demanda resinas PET
Fuente: Autores
y = 19.156,48x - 38.424.261,75R² = 1,00
0
50000
100000
150000
200000
250000
300000
350000
400000
2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026
Proyeccion de Demanda resinas PET
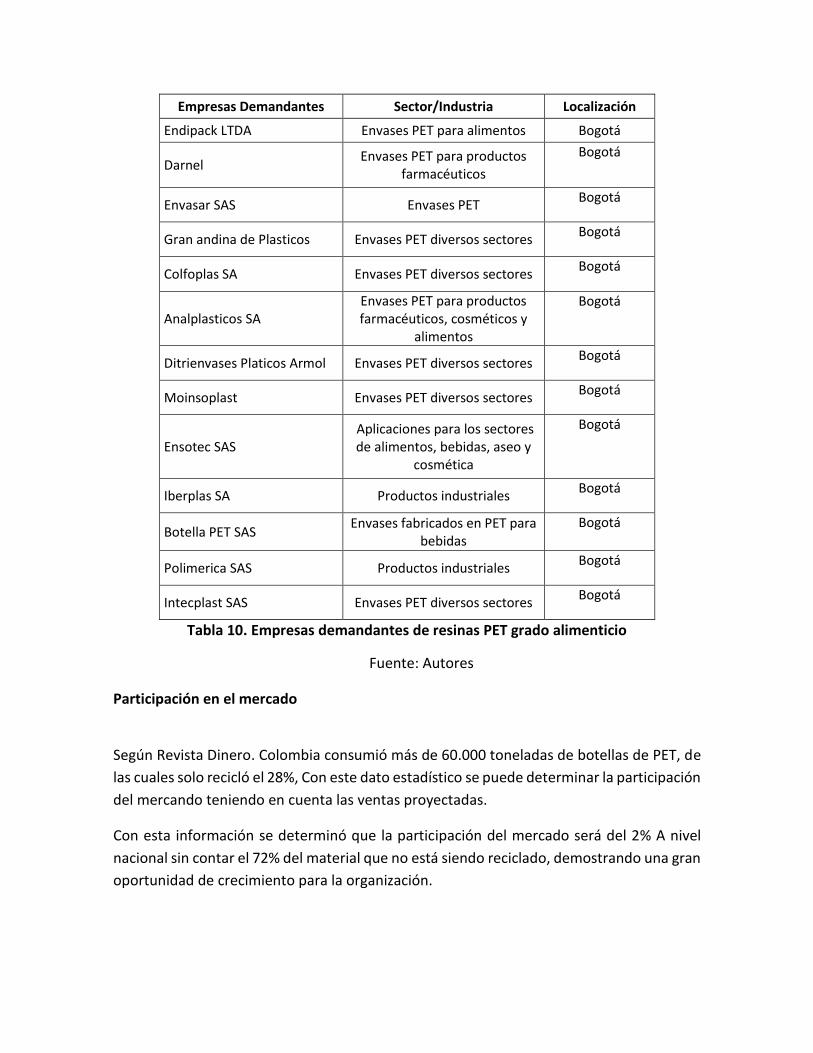
Empresas Demandantes Sector/Industria Localización
Endipack LTDA Envases PET para alimentos Bogotá
Darnel Envases PET para productos
farmacéuticos
Bogotá
Envasar SAS Envases PET Bogotá
Gran andina de Plasticos Envases PET diversos sectores Bogotá
Colfoplas SA Envases PET diversos sectores Bogotá
Analplasticos SA Envases PET para productos farmacéuticos, cosméticos y
alimentos
Bogotá
Ditrienvases Platicos Armol Envases PET diversos sectores Bogotá
Moinsoplast Envases PET diversos sectores Bogotá
Ensotec SAS Aplicaciones para los sectores de alimentos, bebidas, aseo y
cosmética
Bogotá
Iberplas SA Productos industriales Bogotá
Botella PET SAS Envases fabricados en PET para
bebidas
Bogotá
Polimerica SAS Productos industriales Bogotá
Intecplast SAS Envases PET diversos sectores Bogotá
Tabla 10. Empresas demandantes de resinas PET grado alimenticio
Fuente: Autores
Participación en el mercado
Según Revista Dinero. Colombia consumió más de 60.000 toneladas de botellas de PET, de
las cuales solo recicló el 28%, Con este dato estadístico se puede determinar la participación
del mercando teniendo en cuenta las ventas proyectadas.
Con esta información se determinó que la participación del mercado será del 2% A nivel
nacional sin contar el 72% del material que no está siendo reciclado, demostrando una gran
oportunidad de crecimiento para la organización.
Consumo total de PET en Colombia (Ton)
60000
Reciclaje real del PET en Colombia
28% 16800
Participación Proyectada del mercado a nivel nacional (Ton)
2,00% 336
Tabla 11. Consumo total de PET en Colombia.
Fuente: Autores
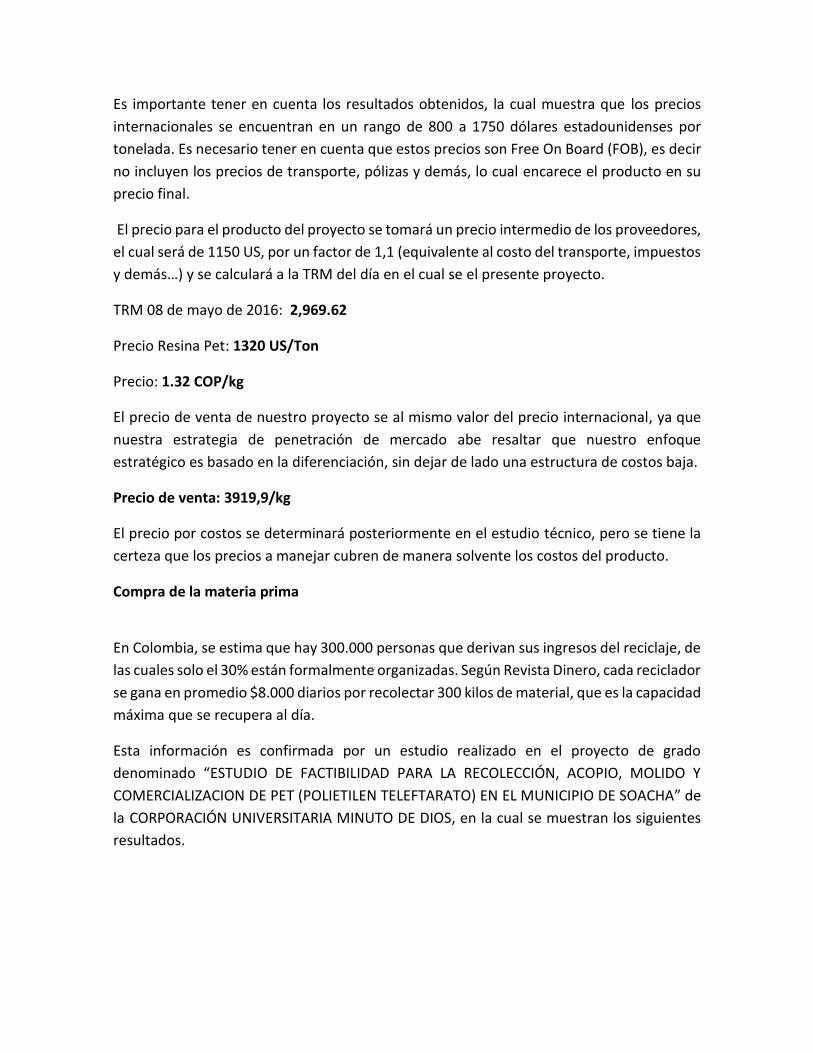
Para realizar la proyección de ventas se tuvo en cuenta la información del Banco de la
República y del Fondo Monetario Internacional, los cuales hacen una proyección de
crecimiento promedio del PIB de Colombia.
Figura 14. Proyección de crecimiento países latinoamericanos 2015-2020.
Fuente: Fondo Monetario Internacional
Con base a lo anterior se realiza la proyección de ventas del proyecto con el crecimiento
anual del mercado como el crecimiento promedio del PIB de Colombia, estimado por el
Fondo Monetario Internacional

Figura 15. Proyección ventas anuales del proyecto
Fuente: Autores
El precio
Para la determinación del precio del producto se tiene en cuenta los precios internacionales
de la resina PET, para lo cual se hace una exhaustiva búsqueda de los precios en las páginas
web de los fabricantes y paginas especializadas de proveedores internacionales.
Tradicionalmente, los costos de la resina PET, tienen una fuerte correlación con los
hidrocarburos (petróleo, gas natural), la posición relativa de los precios del PET virgen y
reciclado puede cambiar temporalmente siguiendo sus respectivos factores de influencia
como lo son para el caso de Colombia el precio del dólar y los precios internacionales del
petróleo.
Empresa País US/Ton Pedido
Min (Ton)
Dalian Bona Biological Technology Co China 1000-1500 17
Hebei Xiongye Machine Trade Co., Ltd. China (Continental) China 880-1200 10
Shanghai New Epoch International China 1200 22
Henan Bigment Commerce Co., Ltd. China (Continental) China 800-1450 10
Lanzhou Qianmiaonuo Trading Co. China 1350-1750 14
Tabla 12. Precios Resina PET para compra Internacional
Fuente: Autores
330000
340000
350000
360000
370000
380000
390000
2015 2016 2017 2018 2019 2020 2021
Ventas Anuales (Kg)
Es importante tener en cuenta los resultados obtenidos, la cual muestra que los precios
internacionales se encuentran en un rango de 800 a 1750 dólares estadounidenses por
tonelada. Es necesario tener en cuenta que estos precios son Free On Board (FOB), es decir
no incluyen los precios de transporte, pólizas y demás, lo cual encarece el producto en su
precio final.
El precio para el producto del proyecto se tomará un precio intermedio de los proveedores,
el cual será de 1150 US, por un factor de 1,1 (equivalente al costo del transporte, impuestos
y demás…) y se calculará a la TRM del día en el cual se el presente proyecto.
TRM 08 de mayo de 2016: 2,969.62
Precio Resina Pet: 1320 US/Ton
Precio: 1.32 COP/kg
El precio de venta de nuestro proyecto se al mismo valor del precio internacional, ya que
nuestra estrategia de penetración de mercado abe resaltar que nuestro enfoque
estratégico es basado en la diferenciación, sin dejar de lado una estructura de costos baja.
Precio de venta: 3919,9/kg
El precio por costos se determinará posteriormente en el estudio técnico, pero se tiene la
certeza que los precios a manejar cubren de manera solvente los costos del producto.
Compra de la materia prima
En Colombia, se estima que hay 300.000 personas que derivan sus ingresos del reciclaje, de
las cuales solo el 30% están formalmente organizadas. Según Revista Dinero, cada reciclador
se gana en promedio $8.000 diarios por recolectar 300 kilos de material, que es la capacidad
máxima que se recupera al día.
Esta información es confirmada por un estudio realizado en el proyecto de grado
denominado “ESTUDIO DE FACTIBILIDAD PARA LA RECOLECCIÓN, ACOPIO, MOLIDO Y
COMERCIALIZACION DE PET (POLIETILEN TELEFTARATO) EN EL MUNICIPIO DE SOACHA” de
la CORPORACIÓN UNIVERSITARIA MINUTO DE DIOS, en la cual se muestran los siguientes
resultados.

Figura 16. Resultados encuesta
Fuente: Estudio de factibilidad para la recolección, acopio, molido y comercialización de
pet (polietilen teleftarato) en el municipio de Soacha-uniminuto
Figura 17. Resultados encuesta
Fuente: Estudio de factibilidad para la recolección, acopio, molido y comercialización de
PET (polietilen teleftarato) en el municipio de Soacha-uniminuto
De las anteriores graficas podemos analizar que más del 83% del PET reciclado aparte del
proceso de clasificación, separación y molido tiene un proceso de lavado, el cual es
indispensable para remover todo el pegante y demás que hayan quedado en la materia

prima. Además, podemos observar que el precio de venta de las hojuelas de PET tiene un
precio que oscila entre los 1200 a 1600 pesos.
9. ESTUDIO DE COMERCIALIZACION
La industria procesadora del plástico PET está en pleno crecimiento, lo que hace necesario
saber entrar rápidamente el producto al mercado y aprovechar las ventajas de la poca
competencia en el momento y la oportunidad de adquirir los clientes antes de la entrada
de nuevas empresas, además de saber aprovechar la oportunidad de estar constituidos
formalmente. Por las necesidades determinadas por los clientes, la resina PET se empacará
en sacos de polipropileno de 25 kilogramos. La venta se realizará a empresas que elaboran
productos a base de plástico PET.
Para la distribución el presente proyecto contempla la utilización del canal “fabricante-
consumidor”. Dicho canal fue tomado debido a que el mercado segmentado es: Punto
directo de utilización (Nivel cero). El nivel 0 es el único que se considera debido a que la
resina plástica PET post-consumo no es un producto de consumo masivo sino de consumo
industrial, lo que significa que no debe pasar por puntos de venta y por consiguiente
permite un menor precio al no requerir de intermediación comercial.
Figura 18. Tipos de canales de distribución
Fuente: http://www.braidot.com/
10. PUBLICIDAD Y PROMOCIÓN
Es de gran importancia para cualquier proyecto y por tanto para el presente proyecto, dar a
conocer sus productos y la excelente calidad de estos, lo cual permite, generar en la mente del
consumidor, que la empresa busca ser una organización confiable, la cual puede adquirir su
materia prima, que para el presente caso es el plástico proveniente molido de PET post-
consumo y de esta forma generar una relación económica estable y duradera.
Estrategias a adoptar
La diferenciación de productos es una estrategia de comercialización que las empresas utilizan para
distinguir un producto de ofertas similares en el mercado. Esta estrategia puede proporcionar a las
pequeñas empresas una ventaja competitiva en un mercado dominado por las grandes compañías.
Para nuestro proyecto la estrategia de diferenciación ira dirigida al segmento de mercado
establecido en búsqueda de entregar el mensaje de que el producto es positivamente distinto de
todos los demás productos similares.
Para el lanzamiento se prevén las siguientes estrategias.
Envío de muestras comerciales en presentaciones de 500 gr, a los clientes
potenciales.
Presentación de la nueva empresa, (publicidad) por medio de elementos impresos
como catalogo y ficha técnica del producto, aviso publicitario etc.
Se crearán artículos, los cuales serán indexadas en las revistas especializadas del
gremio. Al igual se contempla la publicidad en las revistas de circulación local.
Se estableció que el precio de venta de nuestro producto se fije en un 10% por
debajo del precio del mercado, ya que este factor juega un papel importante a la
hora de la toma de la decisión de compra.
Como estrategia de producto, siempre se resaltará que nuestro producto contribuye
al mejoramiento del medio ambiente a través del aprovechamiento de residuos
sólidos.
Presupuesto de publicidad y promoción.
El presupuesto inicial correspondiente a la publicidad y promoción incluye el diseño e impresión de brochure y/o catálogo, creación de la página web de la empresa, artículos de recordación (lapiceros, llaveros, pisapapeles y tarjetas de presentación), costos asociados a la asistencia a ferias ambientales o eventos del mismo corte.

Presupuesto de lanzamiento
Tabla 13. Presupuesto de lanzamiento
Fuente: Autores
Presupuesto de operación
Tabla 14. Presupuesto de operación
Fuente: Autores
11. ESTUDIO TECNICO
Análisis del producto
Nuestro producto final serán pellets de PET que se obtiene por el reciclado químico, para
acondicionarlos con el propósito de integrarlos nuevamente a un ciclo productivo como
materia prima para la elaboración de envases para producto alimenticio.
El PET tiene buenas propiedades de barrera de oxígeno y dióxido de carbono y es por ello
que es utilizado en botellas para gaseosas. El PET existe como polímero amorfo
(transparente) y el semicristal no (opaco) y está clasificado como material termoplástico
reciclable. El PET tiene resistencia generalmente a las grasas minerales, solventes y ácidos,
pero no a las bases. El PET semi-cristalino tiene buena resistencia es dúctil, buena rigidez y
Descripción Cantidad Valor U Valor Total
Catalogos 200 $ 1.500,00 $ 300.000,00
Página web 1 $ 1.200.000,00 $ 1.200.000,00
Feria Ambiental-Comercial 1 $ 1.690.000,00 $ 1.690.000,00
Publicidad POP 100 $ 300,00 $ 30.000,00
Articulos de recordacion 100 $ 800,00 $ 80.000,00
Aviso Publicitario 1 $ 700.000,00 $ 700.000,00
4.000.000,00$ Total
Descripción Cantidad Valor U Valor Total
Catalogos 100 $ 1.500,00 $ 150.000,00
Publicidad POP 100 $ 300,00 $ 30.000,00
Articulos de recordacion 100 $ 800,00 $ 80.000,00
Pagoservidor Pagina Web 1 $ 150.000,00 $ 150.000,00
410.000,00$ Total

dureza, en cambio el PET amorfo tiene mejor ductilidad o capacidad de termo de formación,
con una menor rigidez y dureza (García, 2009). El plástico molido y posteriormente
peletizado proveniente del post-consumo de PET ya es un producto que ha sido probado e
investigado por varias empresas, la Fundación Codesarrollo e instituciones educativas como
el EAFIT, el SENA, en Colombia y a nivel internacional empresas como “SchmalbachLubeca
y Bühler investigan en nuevos procesos y aplicaciones en donde la más reciente es usar el
PET peletizado de Post-consumo para producir envases para bebidas alcohólicas en el caso
de ellos será para la cerveza que está siendo consumida en la Unión Europea.” Este
producto presenta alternativas ecológicas como el retorno del material que permite realizar
el proceso conocido como rehusó de molienda y la posterior obtención de fibras, Polioles
para poliuretanos, Poliésteres no saturados y Envases no alimenticios. El contexto actual las
empresas enfocan su actividad productiva y comercial a la transformación de residuos
plásticos en cualquiera de sus clases (PET, PP, PS, PVC y PEAD-PEBD), y aquellas que han
decidido especializarse en la producción de plástico peletizado PET de post-consumo como
es el caso de PROPELET, estas organizaciones encuentran un mercado inestable, debido a
lo precoz del sector empresarial, en donde muy pocas organizaciones se encuentran
legalmente constituidas. Maquinaria y entidades como Jóvenes con Empresa apoya con
recursos económicos la creación de empresa. Es necesario relacionar en el macro entorno
el aumento de residuos sólidos entre ellos el PET de post-consumo, esto facilita la
adquisición de la materia prima para realizar el proceso productivo y esto permite en el
mediano plazo la creación de una economía de escala, ya que el plástico peletizado es
solicitado en grandes cantidades como consecuencia del amplio campo de aplicación, es
amplio en donde las empresas están dedicadas a la fabricación de recipientes plásticos PET,
fibras o resinas todas estas de consumo masivo. Las expectativas en relación al crecimiento
empresarial y del mercado se hacen evidentes, lo que hace posible desarrollar planes
empresariales, con el objetivo de incursionar en el mercado y satisfacer las necesidades de
los clientes. (Pachón, Y. 2009).
Existen varios factores implicados en la elaboración y usos del PET que hacen que se
considere como material no beneficioso para el medio ambiente. Los grandes volúmenes
de producción actual de este material utilizan cantidades considerables de petróleo, una
fuente valiosa y no renovable. Y el PET termina en artículos que finalmente necesitan una
eliminación adecuada. De los más de 4 billones de libras producidas en 1998, sólo 745
millones de libras fueron recicladas. El 81% restante, unos 3.25 billones de libras fueron
llevadas a vertedero o incineradas. Parte de este bajo porcentaje de reciclado es
consecuencia de la pérdida de programas de reciclado en muchas áreas. Sin embargo, uno
de los principales inconvenientes es el hecho de que, bajo las tecnologías de reciclado
existentes, conocidas como reciclado mecánico, la mayoría de estas 3.25 billones de libras
no pueden reciclarse debido a que contienen cantidades significativas de impurezas como

tintes y metales que interfieren con el procesado. Por lo tanto, este reciclado se facilita con
el empleo de envases de PET transparente, ya que sin pigmentos tiene mayor valor y mayor
variedad de usos en el mercado, evitando los envases multicapa, así como los
recubrimientos de otros materiales, que reducen la reciclabilidad del PET, aumentando el
empleo de tapones de polipropileno o polietileno de alta densidad y evitando los de
aluminio o PVC que pueden contaminar grandes cantidades de PET, así como la inclusión
de etiquetas fácilmente desprendibles en el proceso de lavado, evitando sistemas de
impresión xerográfica, que provocan que el PET reciclado y granulado tenga color,
disminuyendo sus posibilidades de uso, mercados y precio, así como las etiquetas
metalizadas o con pigmentos de metales pesados que contaminan el producto final. (Textos
científicos, 2006).
Proceso de reciclado del PET
En la mayoría de los casos se trata de reciclar botellas PET que se reciben a granel, en pacas
o fardos. El primer paso para su recuperación es la selección manual de las botellas en una
banda transportadora. Este paso es extremadamente importante, porque si el PET se
contamina con PVC, su valor comercial disminuirá drásticamente. Inclusive, dependiendo
de su nivel de contaminación, puede quedar inservible.
Otro motivo por lo que es muy recomendable este primer paso es porque en esta etapa es
relativamente fácil separar las botellas de PVC de las botellas PET. Una vez molidas, la
separación es casi imposible, debido a los pesos específicos similares de estos dos
materiales. El siguiente paso es llevar al material a un equipo rascador de etiquetas donde
dentro de un baño de agua se remueven las etiquetas y, además, se perforan las botellas.
De esta manera entra agua a su interior y se aplastan con facilidad. Este equipo, que es
utilizado con mucha frecuencia, tiene en su interior barras y segmentos de cintas
helicoidales soldadas sobre una flecha, gracias a las cuales es posible eliminar
aproximadamente el 80% de las tapas y etiquetas de las botellas. La operación utiliza
solamente agua a temperatura del ambiente, sin detergentes y sin aditivos químicos,
logrando un material recuperado con suficiente limpieza para la mayoría de las aplicaciones.
Para lograr un alto grado de limpieza en el material recuperado, el agua se puede calentar
y agregarle diferentes tipos de aditivos. El agua caliente ocasiona un ligero cambio en la
coloración de las botellas de PVC por lo tanto facilita la identificación de aquellas botellas
que no han sido separadas durante el proceso de selección manual. Ocasionalmente, en
lugar de este equipo rascador de etiquetas se puede utilizar un equipo turbo lavador,
llamado también lavador por fricción. Este equipo es muy similar a los turbo mezcladores
utilizados para producir compuestos de PVC o a los sistemas de aglomerado para películas
de Polietileno. El equipo consta de un tanque cilíndrico vertical, con hélice en su fondo. Este
equipo puede desgarrar y lavar directamente las botellas o lavar la molienda de las botellas.
(Moniker, 2014). Es muy eficiente, ya que debido la fricción el agua se calienta, aunque
tiene la desventaja de que su consumo eléctrico y su costo es demasiado alto.
Posteriormente, las botellas pasan a otra banda transportadora permitiendo su inspección
y la eventual selección de algunas botellas de PVC. Esta banda alimenta a un molino que
tritura las botellas bajo el agua, produciendo hojuelas grandes, las cuales alimentan a uno
o dos equipos de lavado y flotado para separar las tapas y las etiquetas. De esta manera las
hojuelas de PET quedan muy limpias. (Maquinaria y equipos, 2014). El siguiente paso es
secar las hojuelas es por medio de una centrifugadora, la cual elimina la humedad.
Finalmente, las hojuelas se transportan manualmente a un silo de almacenaje que permite
llenar cajas, contenedores o supersacos. Gracias a que estos equipos normalmente son
modulares y permiten adaptarlos a diferentes condiciones y a diferentes cantidades de
producción según los requerimientos.
Aunque estos equipos utilizan grandes cantidades de agua, debido a que esta circula a
contra flujo del proceso es muy eficiente debido a que el agua utilizada se puede tratar para
su reutilización en el mismo proceso o para otras finalidades. En ciertos casos las hojuelas,
ya limpias, se pueden filtrar y pelletizar en un equipo de extrusión pre cristalizándolas.
(Maquinaria y equipos, 2014).
Etapas del reciclado mecánico:
Se define “reciclado mecánico” al proceso físico-mecánico mediante el cual el plástico
postconsumo, post-industrial (scrap) o proveniente del agro es recuperado, permitiendo su
posterior utilización. El proceso es indistinto para cualquier tipo de plástico, bien puede
usarse para reciclar PET o para reciclar otro termoplástico, aunque puede tener pequeñas
variaciones según cada reciclador. A continuación, se presenta el proceso que se diseñó
para esta empresa (ECOPLAS, 2011). Conocer el proceso permitirá luego conocer que
máquinas son necesarias obtener. Cabe aclarar que es un proceso continuo, por lo que no
es necesario que haya un operario trabajando en cada puesto, es decir, no es necesario
manipular las máquinas constantemente.
Recolección
Separación manual
Molienda
Separación por densidad
Lavado
Secado

Embolsado
Control de calidad
Almacenado
Reciclado Químico
El reciclado químico es una alternativa más que se tiene a la hora de reciclar polímeros,
especialmente el PET, a pesar de existir varias alternativas para lograr romper los enlaces y
obtener nuevamente los reactivos principales a partir de los cuales se fabrica este plástico,
no hay mucha información respecto a los procesos productivos como tal, esto se debe a
que muy pocas empresas se han dedicado a este tipo de reciclaje dada su complejidad y su
costo, sin embargo durante la realización de este trabajo se encontró que la compañía
Erema, ha logrado desarrollar tecnologías de reciclado haciendo uso de procesos químicos
que son capaces de reciclar cualquier tipo de PET y obtener un producto equivalente en
pureza y calidad a la del material virgen.
El factor decisivo de la tecnología Vacurema de Erema, es la eficiente descontaminación
conforme a estándares alimentarios antes del proceso de extrusión. El pre-tratamiento
patentado de escamas de PET a altas temperaturas y a altas presiones antes del proceso de
extrusión elimina la humedad y migración de los materiales de la materia prima de forma
muy efectiva y en un entorno de proceso estable. Gracias al tratamiento de vacío, se pueden
obtener valores de IV estables incluso cuando existen varios niveles de humedad y
diferentes valores de IV del material entrante. Ya que se pueden procesar materiales de
entrada hasta con una humedad de 1,5%, no es necesario un pre-secado costoso, a
diferencia del resto de tratamientos existentes en el mercado. Tampoco es necesaria la
desgasificación, puesto que se puede utilizar un husillo de extrusora corto que dé como
resultado una reducción del estrés térmico sobre el material. Además, esta única y
patentada configuración implica considerablemente menos mantenimiento comparado
con otros sistemas.
Aprobado por la EFSA y probado en su modo de funcionamiento automático para contacto
alimentario (FCC). El granulo / producto final producido con tecnología VACUREMA® para
contacto con alimentos cumple con los requisitos de pureza de la mayoría de propietarios
de marcas y, aparte de las aprobaciones específicas de cada país, también está
internacionalmente reconocido con el certificado FDA de América del Norte y EFSA, la
Autoridad Europea de Seguridad Alimentaria. “Alrededor de 347000 toneladas de rPET para
contacto con alimentos se producen anualmente con sistemas VACUREMA®. Haciendo esto,
los clientes usan hasta el 100% del granulo reciclado para la producción de botellas y lámina

termoformada para contacto con alimentos de acuerdo con las directrices de la EFSA,”
explica Christoph Wöss, gerente de producto de VACUREMA®.
Tipo Inversión Mantenimiento Numero
de Operarios
Mercado Producto
Mecánico Bajo Bajo Medio Reducido
Químico Alta Bajo Bajo Amplio
Tabla 15. Factores por tipo de proceso de reciclaje
Fuente: Autores
12. INGENIERÍA DEL PROYECTO
Ficha técnica del producto RESINAS PET RCICLADO GRADO ALIMENTICIO
DESCRIPCION DEL PRODUCTO
Tipo de material PET RECICLADO
Cristalinidad ≤ 60
Homogeneidad de los Pellets
Si
Dimensiones aprox. 2,5 mm de diámetro x 3 mm longitud, o esférico
Color Transparente
IV (dl g-1) 0,81
Temperatura de fusión (ºC) 247 - 253
Peso molecular (g mol-1) Aprox. 58400
Resistencia a la rotura [MPa] 24
Contenido de acetaldehído
< 1 PPM
Otras
Excelente resistencia al desgaste
Alta flexibilidad
Estabilidad superior
Bajo coeficiente de fricción
Transparente
PET materia prima (resina de PET recuperado, Gránulos de PET) son adecuados para la fabricación de las botellas de embalaje para el agua pura, agua mineral natural, agua destilada, agua potable, aromatizantes y contenedores de caramelos, material de lámina de PET, etc. Proceso certificado por la FDA y Autoridad Europea de Seguridad Alimentaria (EFSA).
Fuente: Autores

13. DIAGRAMA DEL PROCESO OPERATIVO
A continuación, se definen las acciones que permiten convertir la materia prima en un
producto terminado.
Pasos:
1. Toma del pedido: una vez determinada la capacidad de producción se elabora la
orden de pedido que será el documento de control y seguimiento a los pedidos
solicitados para el desarrollo de la operación de producción.
2. Recibo de las hojuelas de PET reciclado de nuestros proveedores al almacén interno
donde se la hace una inspección, control y pesaje.
3. Transporte a la tolva de alimentación y almacenamiento en el sitio del producto
necesario para la orden de producción.
4. Posteriormente las hojuelas son ingresadas a la tolva de recibimiento de la materia
prima, estas son transportadas por un tornillo sin fin a las tolvas del sistema de
alimentación del proceso químico.
5. Luego que la materia ingresa al equipo, empieza todo el proceso automático de
producción, cuyo producto final serán los pellets.
6. Luego los pellets son transportados, mediante conexión directa a la empacadora, la
cual se encargará de empacar el producto en bolsas de 25 kg.
7. Se realiza un control de calidad en donde se verifican las cualidades del lote
producido, el cual deberá estar acorde a las especificaciones requeridas.
8. Almacenar producto terminado: el producto terminado es pesado y almacenado
para que pueda ser despachado al cliente.
Diagrama de flujo del proceso.
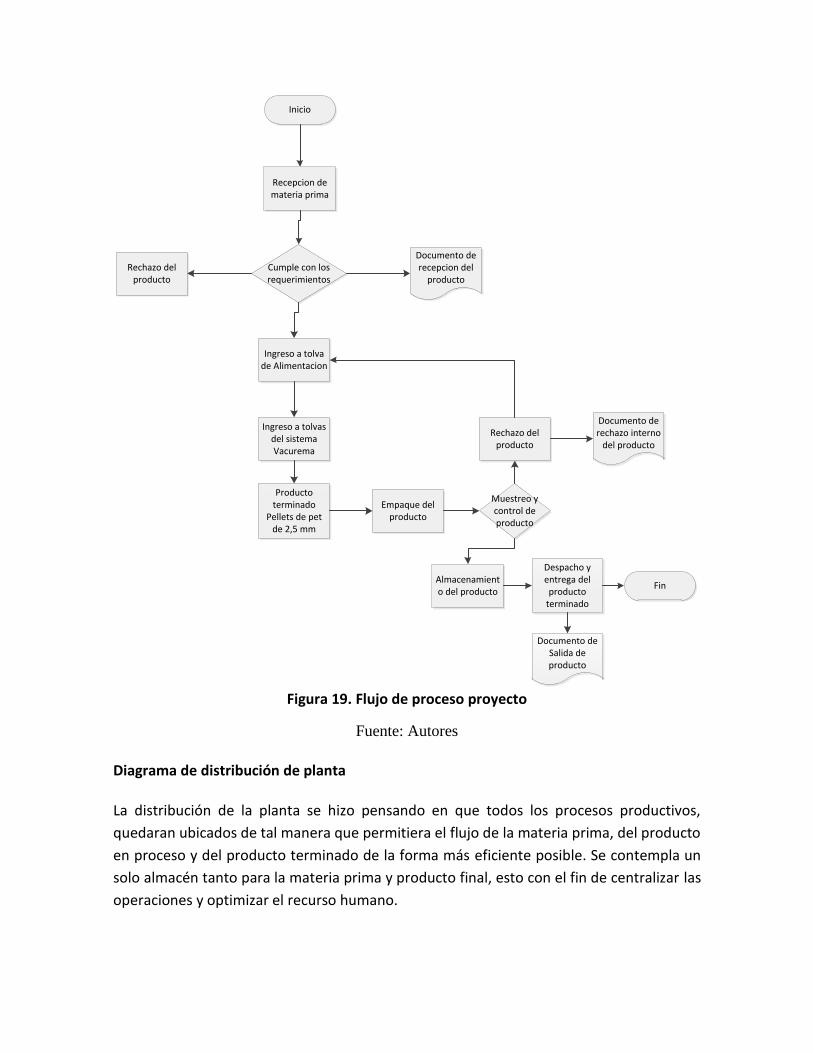
Inicio
Recepcion de materia prima
Cumple con los requerimientos
Rechazo del producto
Documento de recepcion del
producto
Ingreso a tolva de Alimentacion
Ingreso a tolvas del sistema Vacurema
Producto terminado
Pellets de pet de 2,5 mm
Empaque del producto
Almacenamiento del producto
Despacho y entrega del producto
terminado
Fin
Muestreo y control de producto
Rechazo del producto
Documento de Salida de producto
Documento de rechazo interno
del producto
Figura 19. Flujo de proceso proyecto
Fuente: Autores
Diagrama de distribución de planta
La distribución de la planta se hizo pensando en que todos los procesos productivos,
quedaran ubicados de tal manera que permitiera el flujo de la materia prima, del producto
en proceso y del producto terminado de la forma más eficiente posible. Se contempla un
solo almacén tanto para la materia prima y producto final, esto con el fin de centralizar las
operaciones y optimizar el recurso humano.

En relación al área administrativa se encuentran todas las oficinas para las personas coordinadoras del proceso de producción, la oficina gerencia, la oficina de secretaría y ventas, donde también se encuentran los espacios adecuados para el aseo personal de todos operarios y los empleados.
La distribución en planta para el proyecto es la distribución por producto, ya es un único
Producto auto apilable y que agrupa a nuestros trabajadores y al equipo de acuerdo con la
secuencia de operaciones realizadas sobre el producto o usuario.
TOLVA DE ALIMENTA
CION
EMPACADORA
SUPERVISOR DE
PRODUCCION Y MANT.
SALA DE JUNTAS GERENCIA
AREACOMERCIAL
ALMACEN
MATERIA PRIMA A
INGRESAR EN LA LINEA
AREA DE ALMACENAMIENTO DE
MATERIA PRIMA
AREA DE ALMACENAMIENTO
PRODUCTO TERMINADO
INSUMOS, REPUESTOS
AREA DE MATENIMIENTO VESTIER
AREA DE MANIPULACIO
N PRODUTO TERMINADO
BAÑO
BAÑO
Figura 20. Distribución de planta
Fuente: Autores
14. TAMAÑO DEL PROYECTO
Los pellets de PET recuperado que la empresa comercializará están sujeto a los resultados del análisis de mercado, para lo cual se determinó una participación en el mercado del 2%, correspondiente a 336.000 kg durante el primer año, con un incremento anual promedio del 3,3%

Factores que determinan el tamaño de un proyecto. Para determinar el tamaño del proyecto es necesario analizar varios factores que a continuación se detallan:
El tamaño del proyecto y la demanda.
esultados obtenidos en el estudio de mercado se determinó que existen una gran cantidad de empresas en la ciudad de Bogotá que utilizan en sus procesos de producción resinas plásticas. Por lo anterior se puede afirmar que el factor demanda no es limitante para el tamaño del proyecto.
El tamaño del proyecto: los suministros e insumos.
Para la producción de los pellets de PET, se cuenta con una amplia gama de proveedores en la ciudad de Bogotá, los cuales se encuentran diseminados por toda la ciudad. Cabe resaltar que la mayoría de estas en presas son PYMES, según los resultados del análisis de mercado.
El tamaño del proyecto: la tecnología y equipos.
El proyecto requiere de un nivel tecnológico alto, ya que el proceso principal para la descontaminación y purificación e incremento del IV del Tereftalato de polietileno (PET) es químico y se requiere un alto grado de especialización en la tecnología a utilizar. A nivel de Colombia no se cuenta con proveedores que puedan suplir esta necesidad y se hace necesario realizar una búsqueda de proveedores internacionales, los cuales deben estar presentes en la instalación y puesta en marcha del sistema. Además, otro factor a tener en cuenta es el nivel de automatización que debe tener el sistema en miras de manejar los más altos niveles de producción y calidad.
El tamaño del proyecto: la localización.
La localización de la empresa es importante en la competitividad de la misma; la empresa estará ubicada en la ciudad de Bogotá y se entrará a analizar en detalle un lugar estratégico el cual garantice el acceso a la materias primas y cercanía con los clientes.
El tamaño del proyecto: el financiamiento.
Para el montaje, instalación y puesta en marcha se requiere de grandes inversiones de dinero, por lo cual se requiere de financiación por parte de terceros. Se considera que este factor limita el tamaño del proyecto, con lo cual se debe tener un especial cuidado a la hora de determinar el tamaño del proyecto y las capacidades instaladas y utilizadas del mismo.
Capacidad del proyecto
En este punto se analizarán las capacidades:

1. Diseñada 2. Instalada 3. Utilizada y proyectada
Capacidad total diseñada
La empresa laborará 22 días al mes, es decir 264 días al año, en horario de oficina (7:00am a 12:00m y de 1:00 pm a 5:30 pm) de lunes a viernes. Contará con 2 operarios quienes son los encargados del proceso de alistamiento de la materia prima y recolección del producto terminado. Las horas totales laboradas serian:
ℎ𝑜𝑟𝑎𝑠 𝑥 𝑑𝑖𝑎 = 9.5 𝐻𝑜𝑟𝑎𝑠 𝑎𝑙 𝑎ñ𝑜 = 2508
Entonces para producir 336.000 kg el 1er año, se debe tener una planta con capacidad para producir:
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑃𝑙𝑎𝑛𝑡𝑎 =𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑎 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑟
ℎ𝑜𝑟𝑎𝑠 𝑎𝑛𝑢𝑎𝑙𝑒𝑠=
336.000
2508
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑃𝑙𝑎𝑛𝑡𝑎 = 134 𝐾𝑔/ℎ
Capacidad instalada
De acuerdo al resultado del nivel de producción para satisfacer los requerimientos de producción se debe plantear un sistema de producción que nos permita producir el primer año 134 𝐾𝑔/ℎ , con incrementos anuales del 3,3% para los próximos años.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑚𝑖𝑛𝑖𝑚𝑎 𝑃𝑙𝑎𝑛𝑡𝑎 1𝑒𝑟 𝑎ñ𝑜 = 134 𝐾𝑔/ℎ 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑚𝑖𝑛𝑖𝑚𝑎 𝑃𝑙𝑎𝑛𝑡𝑎 5𝑡𝑜 𝑎ñ𝑜 = 153 𝐾𝑔/ℎ
Capacidad utilizada y proyectada
Se estima una capacidad utilizada y proyectada correspondiente al 85% de la capacidad instalada, con un incremento anual del 3,3% como política de crecimiento adoptada por la empresa.
Año Capacidad
(Kg/h) % de
incremento Capacidad
Proyectada (Kg/h)

1 134 0% 134
2 134,0 3,3% 138,42
3 138,4 3,3% 142,99
4 143,0 3,3% 147,71
5 147,7 3,3% 152,58
Tabla 16. Capacidad Proyectada
Fuente: Autores
15. MAQUINARIA Y EQUIPOS
Para la compra del equipo y la maquinaria necesaria para la implementación del Proyecto
se tomaron en cuenta una seria de Factores que afectaron directamente la elección:
Proveedores
Precio
Capacidad
Flexibilidad
Mano de Obra Necesaria
Costo del Mantenimiento
Consumo de Energía Eléctrica
Infraestructura Necesaria
Equipos Auxiliares
Costos de la Instalación y Puesta en Marcha
Cargador automático a tornillo sinfín
Es una máquina que se encargara de llevar las hojuelas a las tolvas de alimentación del sistema
de procesamiento químico.
Se encuentra compuesto de una tolva con tapas, del tipo auto-portante con patas a nivel
piso, construida en chapa de acero al carbono protegida con esmalte epoxi horneado o en
acero inoxidable, especialmente adecuado para el uso en la industria de la alimentación.
El transporte es efectuado mediante un tornillo sinfín flexible sin eje construido en acero
inoxidable, contenido en un tubo en acero inoxidable de diámetro exterior 75mm.

Figura 21. Cargador automático a tornillo sinfín
Fuente: http://www.tme.com.co/otros-equipos/elevadores/tornillo-sin-fin/
Datos técnicos:
Capacidad de tolva: 500 dm3
Altura de tolva: 1.300mm
Motor eléctrico: 1,5 CV 950 rpm
Capacidad de transporte: 3500 dm3/hora
Diámetro del sinfín: 65mm
Elevación: hasta 3.000mm
Sistema de reciclaje químico de las Hojuelas PET
Para este sistema se tienen algunos requerimientos especiales de acuerdo a las necesidades
del producto final esperado las cuales son:
El producto final y sus procesos debe estar certificado por la FDA (Food and Drug
Administration: Agencia de Alimentos y Medicamentos o Agencia de Drogas y
Alimentos)
Baja huella de carbono
Aumento IV ajustable, hasta 0,86 y superiores
Bajo consumo energético
Sistema automatizado
No utilización de químicos como insumos en el proceso.

Casos de éxito en la implementación de la tecnología en Colombia o países de
Latinoamérica.
De acuerdo a los requerimientos anteriores se procede a la búsqueda del proveedor
internacional, el cual con los requerimientos planteados con anterioridad.
Se escoge el proveedor internacional Erema el cual con su línea Vacurema son líderes en el
mundo en el aprovechamiento de residuos sólidos. Con más de 150 sistemas instalados
alrededor del mundo y particularmente tienen un sistema instalado en Bogotá, en la
empresa Apropet.
VACUREMA® Advanced
Figura 22. Sistema químico de reciclaje de hojuelas PET
Fuente: http://www.erema.at/assets/pdf/produkte_neu/VACUREMA_Pelletising_2013_09_EN.pdf?utm_s
ource=newsletter&utm_medium=e-mail&utm_campaign=vacurema_general
Funcionamiento
El cristalizador-secador sometido al vacío se llena a través de la esclusa de material al vacío
con hojuelas de PET amorfas y lavadas, y proporciona un secado previo y una
descontaminación adicionales del material de entrada. A continuación, el material se
transfiere mediante un husillo de transporte al reactor del sistema VACUREMA Basic
situado aguas abajo. Esto hace que el sistema cuente con todas las ventajas de la tecnología
VACUREMA Basic, e incluso las supere en lo relativo a los valores de IV alcanzables en el
pellet reciclado y a la eficiencia de limpieza.
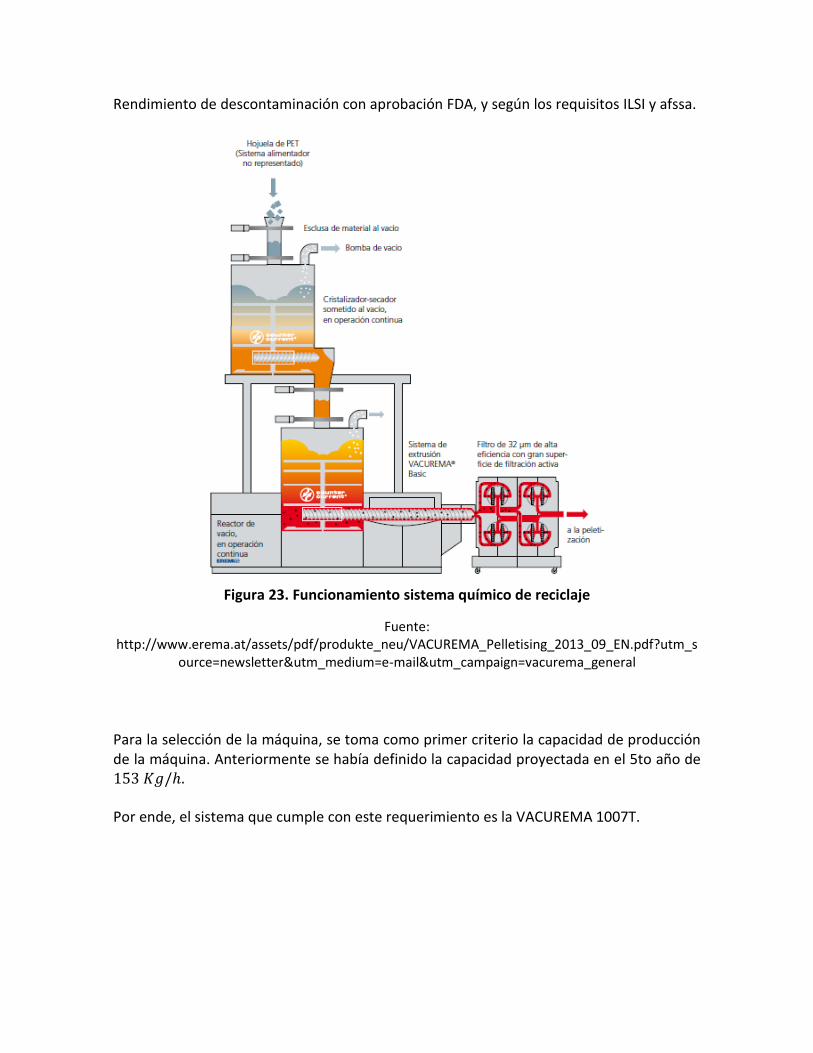
Rendimiento de descontaminación con aprobación FDA, y según los requisitos ILSI y afssa.
Figura 23. Funcionamiento sistema químico de reciclaje
Fuente: http://www.erema.at/assets/pdf/produkte_neu/VACUREMA_Pelletising_2013_09_EN.pdf?utm_s
ource=newsletter&utm_medium=e-mail&utm_campaign=vacurema_general
Para la selección de la máquina, se toma como primer criterio la capacidad de producción de la máquina. Anteriormente se había definido la capacidad proyectada en el 5to año de 153 𝐾𝑔/ℎ.
Por ende, el sistema que cumple con este requerimiento es la VACUREMA 1007T.
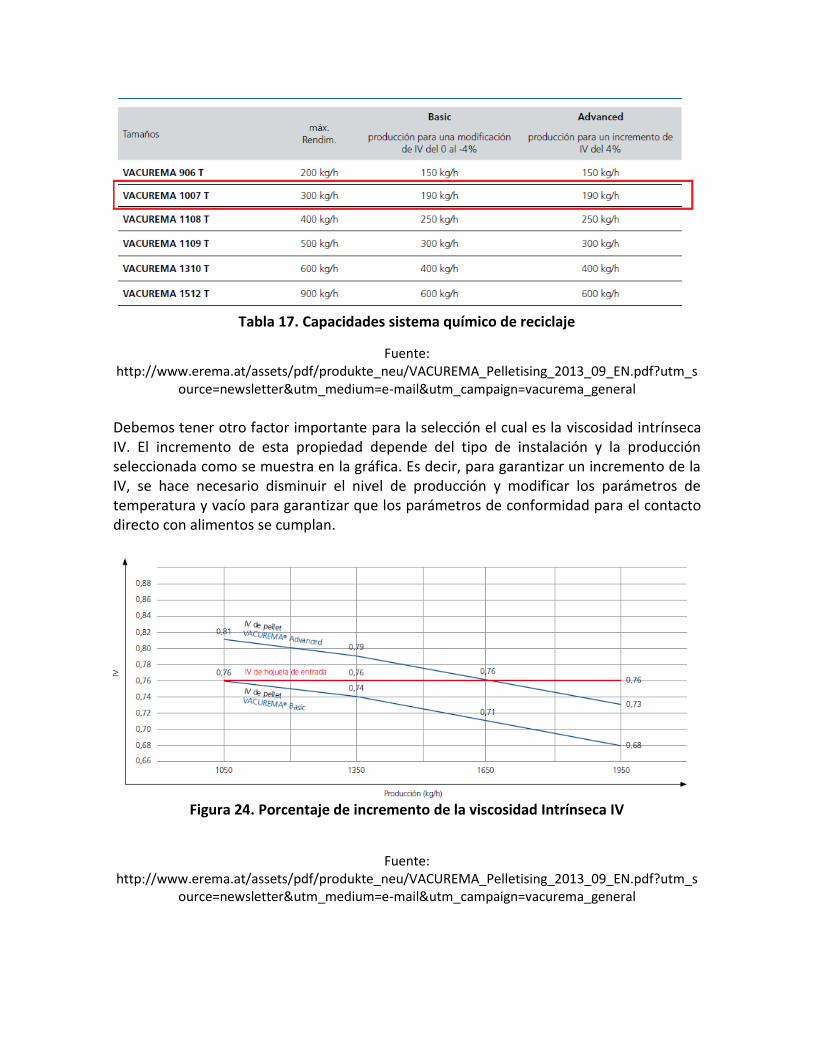
Tabla 17. Capacidades sistema químico de reciclaje
Fuente: http://www.erema.at/assets/pdf/produkte_neu/VACUREMA_Pelletising_2013_09_EN.pdf?utm_s
ource=newsletter&utm_medium=e-mail&utm_campaign=vacurema_general
Debemos tener otro factor importante para la selección el cual es la viscosidad intrínseca IV. El incremento de esta propiedad depende del tipo de instalación y la producción seleccionada como se muestra en la gráfica. Es decir, para garantizar un incremento de la IV, se hace necesario disminuir el nivel de producción y modificar los parámetros de temperatura y vacío para garantizar que los parámetros de conformidad para el contacto directo con alimentos se cumplan.
Figura 24. Porcentaje de incremento de la viscosidad Intrínseca IV
Fuente:
http://www.erema.at/assets/pdf/produkte_neu/VACUREMA_Pelletising_2013_09_EN.pdf?utm_source=newsletter&utm_medium=e-mail&utm_campaign=vacurema_general

Datos técnicos:
Los pellets producidos a partir de las hojuelas pueden tener un aumento IV: hasta el 6%, ajustable. El consumo específico de energía total: 0,28 a 0,31 kWh / kg produciendo solamente rPET Área requerida sistema VACUREMA 1007T: 43𝑚3
EMPACADORA
La máquina empacadora de pellets automática se aplica al pesaje, llenado, prensado y conteo acumulativo de pesos y unidades, sellado y transporte con asistente manual para material en forma de pellets o en polvo. La máquina viene equipada con básculas de llenado, sellador de bolsas y banda transportadora.
Figura 25. Maquina Empacadora
Fuente: www.zzleabon.com Características
Cuenta con tres velocidades de llenado para garantizar precisión al trabajar con el peso mínimo y velocidad al trabajar con el peso máximo.
Los bloques de dispensado, transporte, y sellado por calor pueden subirse y bajarse según se necesite
El sistema de pesaje tiene un dispositivo de absorción de impactos, el cual evita que este sistema se vea afectado por impactos.
El sistema es hermético, y tiene depósitos de polvo y aspiradora. Cuenta con guías en los rodillos de la banda transportadora para evitar desviaciones
y roturas
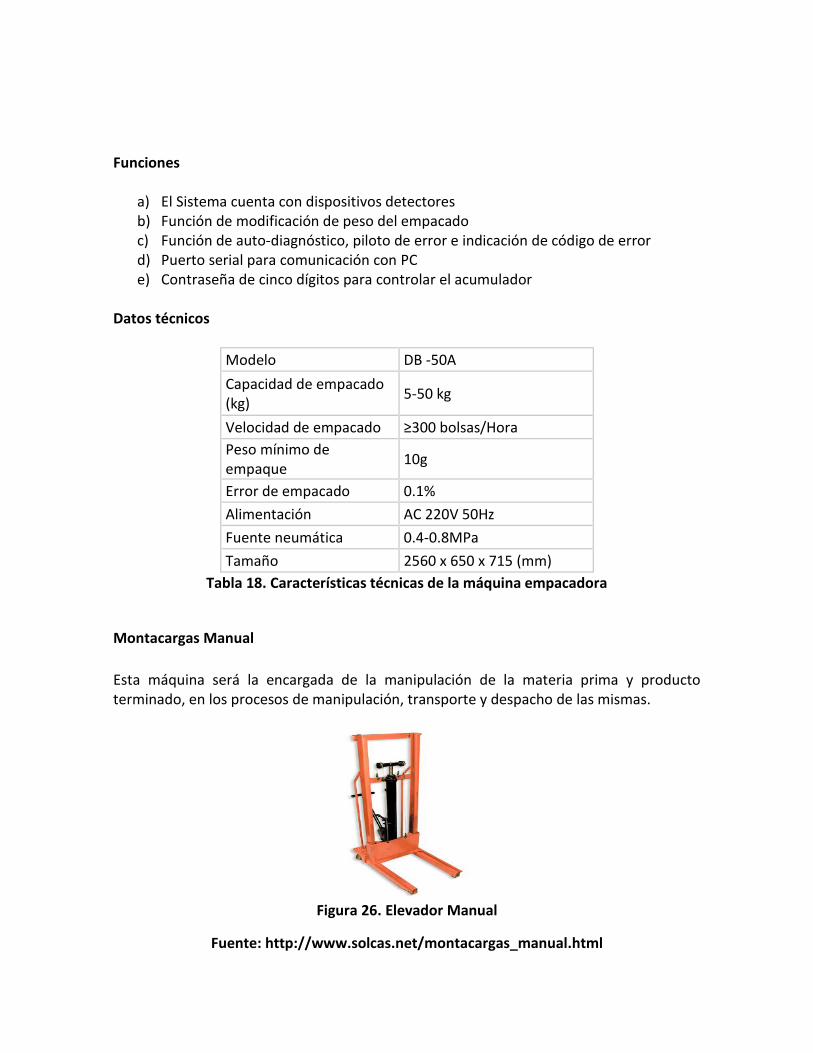
Funciones
a) El Sistema cuenta con dispositivos detectores b) Función de modificación de peso del empacado c) Función de auto-diagnóstico, piloto de error e indicación de código de error d) Puerto serial para comunicación con PC e) Contraseña de cinco dígitos para controlar el acumulador
Datos técnicos
Modelo DB -50A
Capacidad de empacado (kg)
5-50 kg
Velocidad de empacado ≥300 bolsas/Hora
Peso mínimo de empaque
10g
Error de empacado 0.1%
Alimentación AC 220V 50Hz
Fuente neumática 0.4-0.8MPa
Tamaño 2560 x 650 x 715 (mm)
Tabla 18. Características técnicas de la máquina empacadora
Montacargas Manual
Esta máquina será la encargada de la manipulación de la materia prima y producto terminado, en los procesos de manipulación, transporte y despacho de las mismas.
Figura 26. Elevador Manual
Fuente: http://www.solcas.net/montacargas_manual.html

Datos técnicos
Tabla 19. Especificaciones montacargas
16. RECURSOS FISICOS Y HUMANOS
Recurso humano.
El recurso o talento humano es indispensable para el desarrollo óptimo de todas las actividades requeridas por la empresa.
CARGO No. DE
EMPLEADOS
Gerente 1
Secretaria 1
Asesor de ventas 3
Operarios 2
Supervisor de producción
1
Contador Público 1
Director Comercial
1
Director de Producción y
Mantenimiento 1
Tabla 20. Recurso humano proyecto
Fuente: Autores
REFERENCIA MHM-100 SOLCAS
CAPACIDAD: 1000 Kls
ALTURA MINIMA UÑAS: 18 Cm.
ALTURA MAXIMA UÑAS: 170 Cm.
LONGITUD ÚTIL DE LA UÑA: 70 Cm.
ANCHO TOTAL: 70 Cm.
LONGITUD: 113 Cm.
ALTURA TOTAL: 215 Cm.
RUEDAS DELANTERAS: 6”
RUEDAS TRASERAS GIRATORIAS: 8”

Recurso físico
Para el funcionamiento de la empresa se contará con los siguientes recursos.
EQUIPO CANTIDAD
Computadores de escritorio
4
Computadores portátiles 3
Impresoras 1
Archivador 2
Escritorios para computador
3
Escritorios para computador completos
3
Sillas 7
Tabla 21. Recurso físico proyecto
Fuente: Autores
17. LOCALIZACIÓN
La ubicación geográfica de la empresa será definida buscando aumentar utilidades y reducir costos. Es muy importante analizar la cercanía de los recursos y la concurrencia del mercado.
Macro localización.
La empresa estará ubicada en la ciudad de Bogotá D.C., capital del país y del departamento. Se opta por esta ubicación principalmente porque el marcado objetivo inicial se encuentra casi en su totalidad ubicado en la ciudad. También por el hecho que, en caso de presentarse la expansión del mercado, la capital cuenta con los servicios logísticos necesarios para el transporte y manejo de la mercancía dentro y fuera de la ciudad y del país.

Figura 27. Mapa de Bogotá
Fuente: Google Maps
Micro localización.
La micro localización de la empresa corresponde al área específica o lugar donde se establecerá la oficina para el área administrativa y planta de producción, dentro de la ciudad de Bogotá. Se escoge la localidad de Puente Aranda para la localización de las instalaciones debido a que se trata de una zona industrial, con construcciones ideales para la operación de la empresa. Esta ubicación además brinda la ventaja de estar en un punto central si se toma como referencia la ubicación de los clientes potenciales. Es identificar los factores clave para la selección del lugar más apropiado para llevar a cabo las actividades administrativas y operativas de la empresa.
Descripción de los lugares.
Opción 1: Se trata de una bodega de 68 m2, ubicada cerca de la Calle 68 con Carrera 13, tiene un valor de arriendo de $16’720.000. La Carrera 13 es una de las principales vías de acceso a la ciudad por el lado occidental y esta zona se caracteriza por la presencia de distintas industrias. Cuenta con espacio para la maquinaria y almacenaje, pero no cuenta con instalaciones para oficinas. Opción 2: Bodega con área total 750 m2, área libre 450 m2, doble altura, consta de oficinas, mezanine, cocineta, batería de baños, recepción, entrada peatonal, excelente estado y

ubicación, cerca de la Calle 68 con carrera 13. Presenta las mismas ventajas de la ubicación anterior, pero en este caso su valor agregado son las instalaciones para oficinas, recepción y cocina. Valor del arriendo mensual $18.000.000. Opción 3: Bodega sobre la Av. 6, al frente de San Andresito de la 38, espacio totalmente abierto, cuenta con un mezanine con 2 oficinas o habitaciones y un baño, luz trifásica de 450 V. En este caso la ubicación no es tan central como las otras opciones y el espacio disponible para el área administrativa es reducido. El costo de arriendo es $4’800.000.
Factores y grados de ponderación.
Los factores determinantes se establecen teniendo en cuenta las actividades y necesidades de la siguiente manera. División de los factores F1. Costo del arriendo. Económico: Entre $ 800.000 y $ 1.499.999 Costoso: Entre $ 1.500.000 y $ 1.999.999 Muy costoso: Igual o mayor a $ 2.000.000 F2. Espacios para oficinas. Alta: Cuenta con los espacios necesarios. Buena: Los espacios disponibles son limitados. Regular: No hay espacios para oficinas. F3. Infraestructura disponible. Alta: Hay variedad de infraestructura disponible. Buena: Es regular la infraestructura disponible. Regular: Poca infraestructura disponible. F4. Disponibilidad de servicios públicos. Bueno: Disponibilidad optima de todos los servicios. Regular: Disponibilidad de algunos de los servicios. Malo: fallas en la disponibilidad de servicios. F5. Disponibilidad de vías de acceso. Bueno: Número adecuado de vías y acceso parque para clientes. Regular: Regular el número de vías, disponibilidad de parqueo. Malo: bajo número e vías de acceso y parqueo A cada uno de estos factores se les asigna un porcentaje de ponderación basado en su importancia en la determinación de la ubicación. De igual modo se asigna un valor acorde a las categorías ya descritas y de este modo se obtiene un criterio de selección cuantitativo

y comparable. Finalmente se hace una suma aritmética de los valores obtenidos y se obtiene un puntaje que incluye todos los factores evaluados.
Factores críticos
Puntaje
Ponderación
Opción 1 - Puntaje
Opción 2 - Puntaje Opción 3 - Puntaje
FOTOGRAFÍA
Costo del arriendo. Económico: Entre $ 4’000.000 y $ 12’000.000 Costoso: Entre $ 12’000.000 y $ 15’000.000 Muy costoso: Mayor a $ 15’000.000
100
80
70
25% $ 16.720.000
Costoso 50
$18.000.000 Costoso
50
$4’800.000 Económico
100

Espacios para oficinas. Alta: Cuenta con los espacios necesarios. Buena: Los espacios disponibles son limitados. Regular: No hay espacios para oficinas.
80
70
60
20% Regular
60 Alta 80
Buena 70
Infraestructura disponible. Alta: Hay variedad de infraestructura disponible. Buena: Es regular la infraestructura disponible. Regular: Poca infraestructura disponible.
85
75
65
17% Buena
75 Alta 85
Buena 75
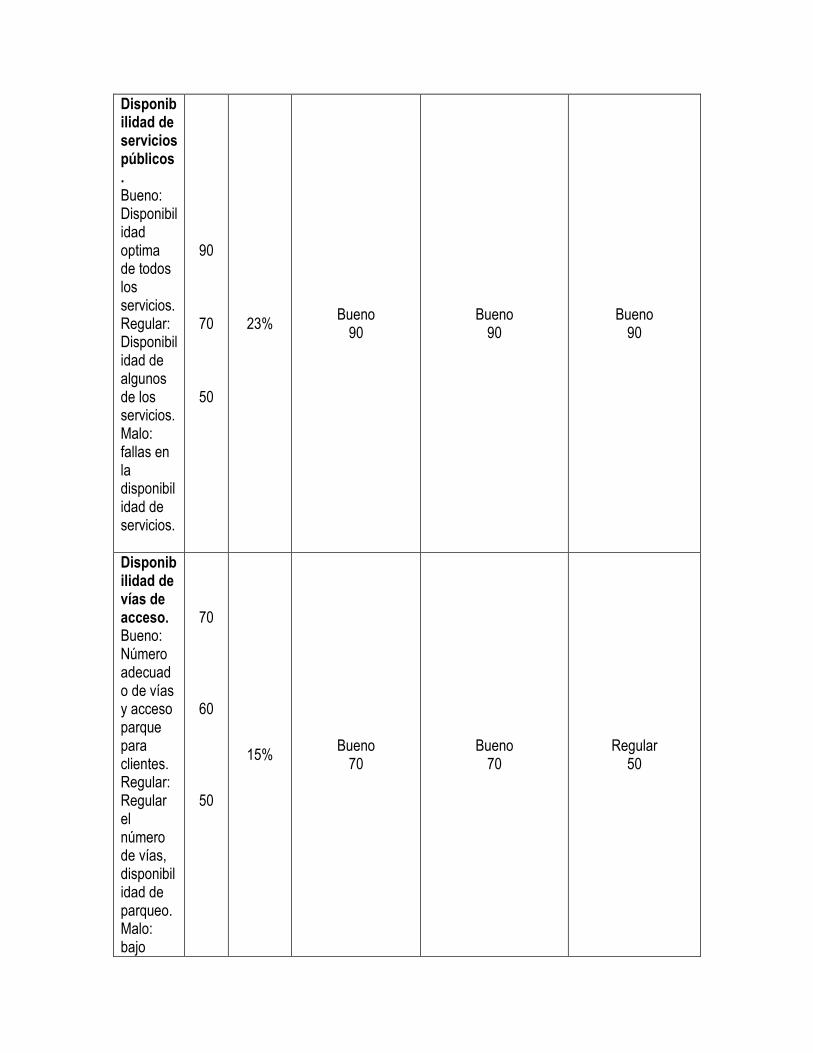
Disponibilidad de servicios públicos. Bueno: Disponibilidad optima de todos los servicios. Regular: Disponibilidad de algunos de los servicios. Malo: fallas en la disponibilidad de servicios.
90
70
50
23% Bueno
90 Bueno
90 Bueno
90
Disponibilidad de vías de acceso. Bueno: Número adecuado de vías y acceso parque para clientes. Regular: Regular el número de vías, disponibilidad de parqueo. Malo: bajo
70
60
50
15% Bueno
70 Bueno
70 Regular
50

número e vías de acceso y parqueo
TOTAL 100% 365 375 385
Tabla 22. Factores, grados de ponderación y resultados.
Fuente: Autores
De acuerdo a los resultados obtenidos tras la ponderación se concluye que lo más conveniente sería optar por la opción No. 3 que, el cual posee un excelente precio y tiene una buena infraestructura disponible.
18. ESTUDIO ECONOMICO Y FINANCIERO
ESTUDIO FINANCIERO
En este punto del proyecto, se analizan las inversiones, costos, informes contables e
indicadores que permiten determinar la viabilidad financiera del proyecto.
Este estudio es determinante en el momento de evaluar la factibilidad del proyecto en su
totalidad, ya que, si no se obtienen resultados positivos, este deberá replantearse,
ocasionando pérdida de los diferentes recursos invertidos en el planteamiento del mismo.
INVERSIONES
Se compone de tres tipos de inversiones:
Inversiones fijas
Inversiones diferidas
Inversión en capital de trabajo
Estas comprenden los recursos requeridos para la ejecución del proyecto, físicos y
económicos.
Inversión Fija. Comprende: equipo de planta, utensilios, muebles y enseres de oficina,
equipo de cómputo de comunicaciones, construcciones y adecuaciones.
Terreno. El proyecto no requiere compra de terreno, ya que la oficina donde funcionará la
empresa será tomada en arriendo.
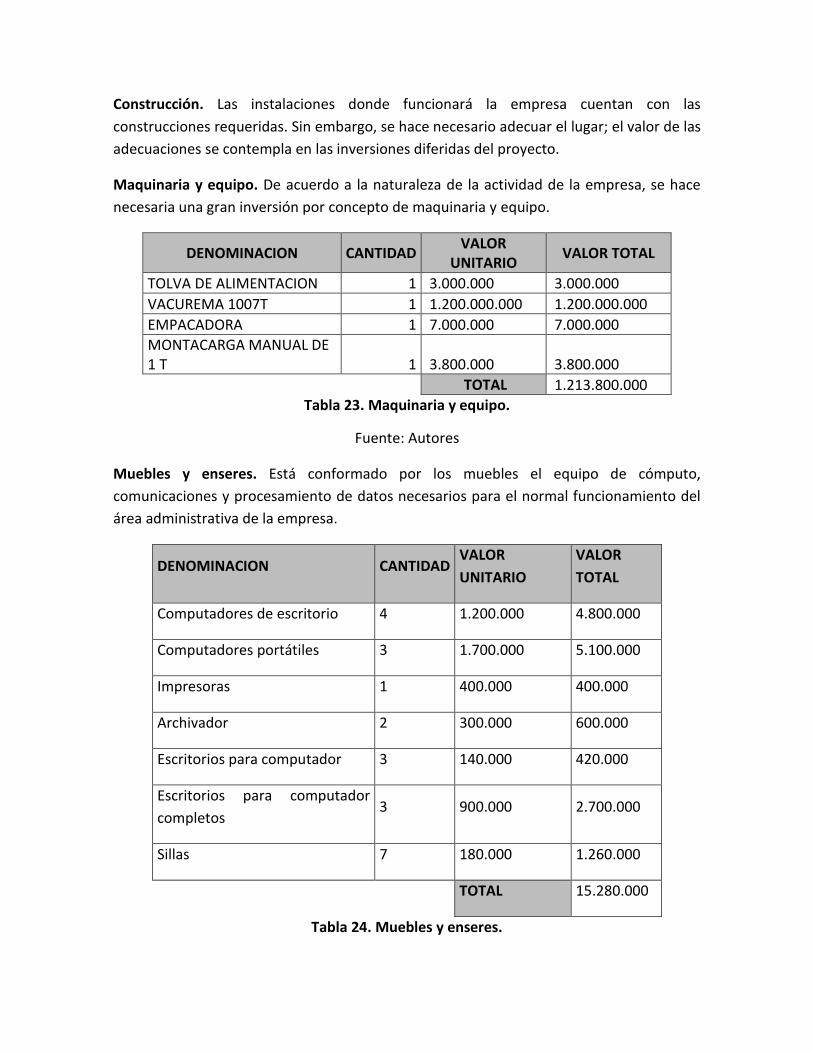
Construcción. Las instalaciones donde funcionará la empresa cuentan con las
construcciones requeridas. Sin embargo, se hace necesario adecuar el lugar; el valor de las
adecuaciones se contempla en las inversiones diferidas del proyecto.
Maquinaria y equipo. De acuerdo a la naturaleza de la actividad de la empresa, se hace
necesaria una gran inversión por concepto de maquinaria y equipo.
DENOMINACION CANTIDAD VALOR
UNITARIO VALOR TOTAL
TOLVA DE ALIMENTACION 1 3.000.000 3.000.000
VACUREMA 1007T 1 1.200.000.000 1.200.000.000
EMPACADORA 1 7.000.000 7.000.000
MONTACARGA MANUAL DE 1 T 1 3.800.000 3.800.000
TOTAL 1.213.800.000
Tabla 23. Maquinaria y equipo.
Fuente: Autores
Muebles y enseres. Está conformado por los muebles el equipo de cómputo,
comunicaciones y procesamiento de datos necesarios para el normal funcionamiento del
área administrativa de la empresa.
DENOMINACION CANTIDAD VALOR
UNITARIO
VALOR
TOTAL
Computadores de escritorio 4 1.200.000 4.800.000
Computadores portátiles 3 1.700.000 5.100.000
Impresoras 1 400.000 400.000
Archivador 2 300.000 600.000
Escritorios para computador 3 140.000 420.000
Escritorios para computador
completos 3 900.000 2.700.000
Sillas 7 180.000 1.260.000
TOTAL 15.280.000
Tabla 24. Muebles y enseres.

Fuente: Autores
Herramientas. Se necesita un kit de herramientas para realizar el ajuste de los equipos
cuando sea necesario.
DENOMINACION CANTIDAD VALOR
UNITARIO VALOR TOTAL
KIT HERRAMIENTAS 1 400.000 400.000
TOTAL 400.000
Tabla 25. Herramientas.
Fuente: Autores
INVERSION FIJA VALOR
MAQUINARIA Y
EQUIPO 1.214.000.000
MUEBLES Y ENSERES 15.280.000
HERRAMIENTAS 400.000
TOTAL 1.229.680.000
Tabla 26. Total, de inversión fija.
Fuente: Autores
Inversión diferida. Los activos diferidos de la empresa incluyen gastos por conceptos de
estudio y factibilidad, de constitución, publicidad, adecuaciones de la oficina, imprevistos,
entre otros. Estos valores se muestran en el siguiente cuadro.
DENOMINACION VALOR
GASTOS DE CONSTITUCION 12.000.000
PAPELERIA 500.000
PUBLICIDAD INICIAL 4.000.000
ADECUACIONES 12.000.000
IMPREVISTOS Y OTROS 5.000.000
TOTAL 33.500.000
Tabla 27. Inversión diferida
Fuente: Autores

Inversión de capital de trabajo. Para determinar el monto total del capital de trabajo
necesario, a continuación, se procede a cuantificar los costos y gastos de administración y
ventas y los gastos financieros.
Costos de comercialización. Los costos de comercialización están conformados por
inventario de materias primas, inventario de producto terminado, mano de obra directa,
costos indirectos de fabricación.
Inventario de materias primas y producto terminado. En este punto se determina que los
pellets empacados se identificarán como mercancía lista para venta.
DETALLE CANTIDAD
(kg) VALOR UNITARIO VALOR TOTAL
MATERIA PRIMA 10.000 $ 2.000,00 $ 20.000.000,00
PRODUCTO TERMINADO 18.000 $ 3.340,13 $ 60.122.250,00
TOTAL $ 80.122.250,00
Tabla 28. Inventario de mercancía
Fuente: Autores
Mano obra directa.
Corresponde al salario de los operarios y al supervisor de producción.
DETALLE VALOR MES VALOR AÑO
Operario 1 $ 1.110.249,00 $ 13.322.988,00
Operario 2 $ 1.110.249,00 $ 13.322.988,00
Supervisor $ 1.375.727,00 $ 16.508.724,00
TOTAL $ 3.596.225,00 $ 43.154.700,00
Tabla 29. Mano de obra directa
Fuente: Autores
A continuación, se presenta la nómina correspondiente a la mano de obra directa.
Variable Operario 1 Operario 2 Supervisor de
Producción
Salario Básico 689.454 689.454 889.454
Aux. transporte 77.700 77.700 77.700
Cesantías (8.3334%) 57.432 57.432 74.092

Variable Operario 1 Operario 2 Supervisor de
Producción
Intereses Sobre Cesantías (1%)
574 574 741
Prima (8,3334%) 57.432 57.432 74.092
Vacaciones (4,17%) 28.750 28.750 37.090
ARL (0,522%, 4,35%) 3.599 29.991 4.643
Pensión (12,5%) 86.182 86.182 111.182
Salud (8%) 55.156 55.156 71.156
Caja de Compensación 4% 27.578 27.578 35.578
Total 1.083.857 1.110.249 1.375.727
Tabla 30. Nómina mano de obra directa.
Fuente: Autores
Costos indirectos.
Estos costos incluyen servicios públicos, insumos de aseo, el 80% del arriendo de las instalaciones
donde funcionara la empresa, mantenimiento de equipos y depreciación. Son los costos que no
hacen parte de los procesos, pero son necesarios para ejecutar las labores de la empresa.
DETALLE VALOR MES VALOR AÑO
Servicios públicos $ 3.661.834,35 $ 43.942.012,22
Insumos y Aseo $ 300.000,00 $ 3.600.000,00
Arriendo 80% $ 3.840.000,00 $ 46.080.000,00
Mantenimiento de equipos $ 1.000.000,00 $ 12.000.000,00
TOTAL $ 8.801.834,35 $ 105.622.012,22
Tabla 31. Costos indirectos
Fuente: Autores
COSTOS DE PRODUCCION VALOR MENSUAL VALOR AÑO
INVENTARIO INICIAL DE MERCANCIA $ 80.122.250,00 -------
MANO DE OBRA DIRECTA $ 3.569.833,19 $ 42.837.998,27
COSTOS INDIRECTOS $ 8.801.834,35 $ 105.622.012,22
TOTAL $ 92.493.917,54 $ 228.582.260,49
Tabla 32. Costos totales del servicio.
Fuente: Autores

DESCRIPCION MENSUAL AÑO
GERENTE $ 2.189.029,50 $ 26.268.354,00
SECRETARIA $ 1.083.856,76 $ 13.006.281,16
DIRECTOR DE PRODUCCION Y MANTENIMIENTO $ 1.828.923,60 $ 21.947.083,20
ARRIENDO 20% $ 960.000,00 $ 11.520.000,00
PAPELERIA $ 250.000,00 $ 3.000.000,00
GASTOS VARIOS $ 250.000,00 $ 3.000.000,00
TOTAL $ 6.561.809,86 $ 78.741.718,36
Tabla 33. Gastos de administración.
Fuente: Autores
DESCRIPCION MENSUAL AÑO
Asesor de ventas 1.172.215 14.066.577
Director comercial 1.828.924 21.947.083
TOTAL 3.001.138 36.013.660
Tabla 34. Gastos de ventas
Fuente: Autores
Variable Gerente Secretaria Asesor de
ventas Director
Comercial
Director de Producción y
Mantenimiento
Salario Básico
1.500.000
689.454
750.000
1.200.000 1.200.000
Aux. transporte -
77.700
77.700
77.700
77.700
Cesantías (8.3334%)
124.950
57.432
62.475
99.960 99.960
Intereses Sobre Cesantías (1%)
1.250
574
625
1.000
1.000
Prima (8,3334%)
124.950
57.432
62.475
99.960 99.960
Vacaciones (4,17%)
62.550
28.750
31.275
50.040 50.040
ARP (0,522%, 4,35%)
7.830
3.599
3.915
6.264 6.264
Pensión (12,5%)
187.500
86.182
93.750
150.000 150.000
Salud (8%)
120.000
55.156
60.000
96.000 96.000
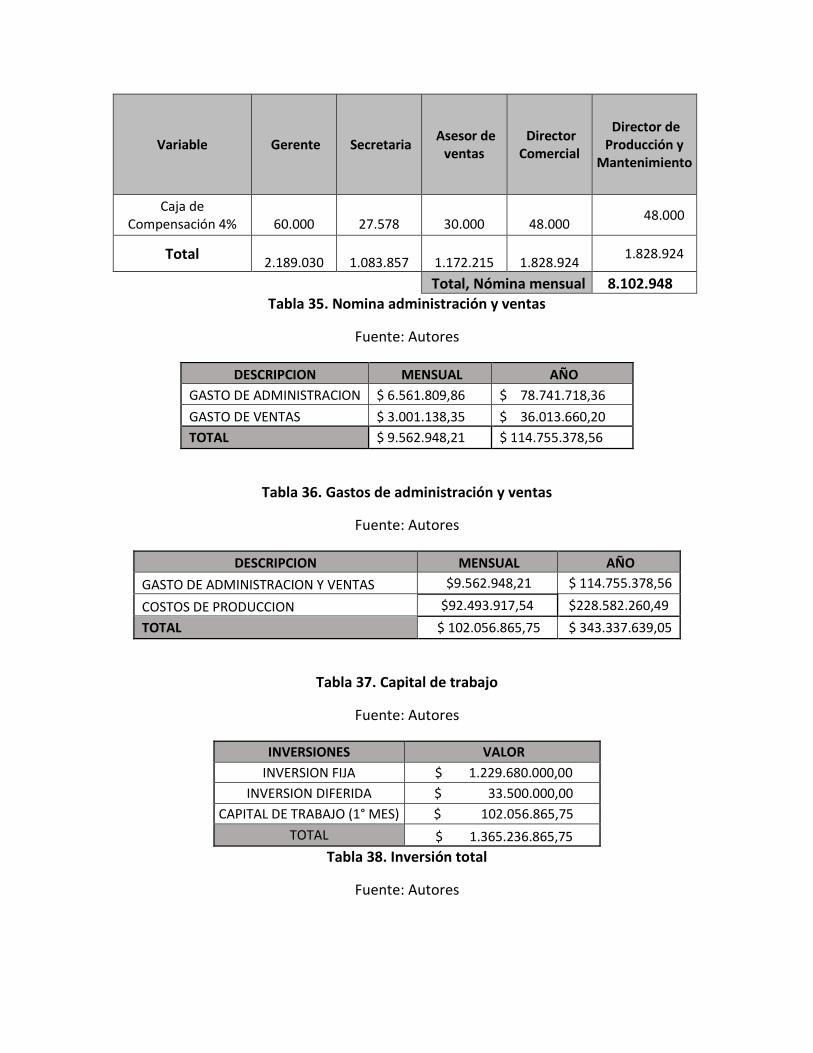
Variable Gerente Secretaria Asesor de
ventas Director
Comercial
Director de Producción y
Mantenimiento
Caja de Compensación 4%
60.000
27.578
30.000
48.000
48.000
Total
2.189.030
1.083.857
1.172.215
1.828.924 1.828.924
Total, Nómina mensual 8.102.948
Tabla 35. Nomina administración y ventas
Fuente: Autores
DESCRIPCION MENSUAL AÑO
GASTO DE ADMINISTRACION $ 6.561.809,86 $ 78.741.718,36
GASTO DE VENTAS $ 3.001.138,35 $ 36.013.660,20
TOTAL $ 9.562.948,21 $ 114.755.378,56
Tabla 36. Gastos de administración y ventas
Fuente: Autores
DESCRIPCION MENSUAL AÑO
GASTO DE ADMINISTRACION Y VENTAS $9.562.948,21 $ 114.755.378,56
COSTOS DE PRODUCCION $92.493.917,54 $228.582.260,49
TOTAL $ 102.056.865,75 $ 343.337.639,05
Tabla 37. Capital de trabajo
Fuente: Autores
INVERSIONES VALOR
INVERSION FIJA $ 1.229.680.000,00
INVERSION DIFERIDA $ 33.500.000,00
CAPITAL DE TRABAJO (1° MES) $ 102.056.865,75
TOTAL $ 1.365.236.865,75
Tabla 38. Inversión total
Fuente: Autores

CAPITAL DISPONIBLE VALOR PARTICIPACION
%
Recursos propios (aportes sociales) $ 1.228.713.179,18
10
Recursos de terceros (crédito bancario) $ 136.523.686,58
90
Tabla 39. Fuentes de financiación
Fuente: Autores
Estudiadas las diferentes fuentes de financiación, se optó por tramitar un crédito, el cual tiene las
siguientes características:
Capital solicitado: 1.228.713.179,18 COP
Tasa de interés: 30.81 % EA.
Plazo: 60 meses.
Tasa nominal por mes: 2,26% mes vencido
Mes Saldo Obligación Intereses a pagar Abono a capital Valor Cuota
1 $27,809,874.95 $9,826,874.99 $1,218,886,304.01 $37,636,749.94
2 $27,587,460.01 $10,049,289.93 $1,208,837,014.08 $37,636,749.94
3 $27,360,011.09 $10,276,738.86 $1,198,560,275.23 $37,636,749.94
4 $27,127,414.23 $10,509,335.71 $1,188,050,939.51 $37,636,749.94
5 $26,889,552.93 $10,747,197.01 $1,177,303,742.50 $37,636,749.94
6 $26,646,308.04 $10,990,441.90 $1,166,313,300.60 $37,636,749.94
7 $26,397,557.70 $11,239,192.24 $1,155,074,108.36 $37,636,749.94
8 $26,143,177.32 $11,493,572.62 $1,143,580,535.74 $37,636,749.94
9 $25,883,039.46 $11,753,710.48 $1,131,826,825.26 $37,636,749.94
10 $25,617,013.81 $12,019,736.13 $1,119,807,089.13 $37,636,749.94
11 $25,344,967.12 $12,291,782.82 $1,107,515,306.31 $37,636,749.94
12 $25,066,763.10 $12,569,986.84 $1,094,945,319.46 $37,636,749.94
13 $24,782,262.40 $12,854,487.54 $1,082,090,831.92 $37,636,749.94
14 $24,491,322.50 $13,145,427.45 $1,068,945,404.47 $37,636,749.94
15 $24,193,797.65 $13,442,952.29 $1,055,502,452.19 $37,636,749.94
16 $23,889,538.83 $13,747,211.11 $1,041,755,241.08 $37,636,749.94
17 $23,578,393.62 $14,058,356.32 $1,027,696,884.76 $37,636,749.94
18 $23,260,206.16 $14,376,543.78 $1,013,320,340.98 $37,636,749.94
19 $22,934,817.05 $14,701,932.89 $998,618,408.09 $37,636,749.94
20 $22,602,063.30 $15,034,686.64 $983,583,721.45 $37,636,749.94
21 $22,261,778.23 $15,374,971.71 $968,208,749.74 $37,636,749.94
22 $21,913,791.37 $15,722,958.57 $952,485,791.17 $37,636,749.94
23 $21,557,928.41 $16,078,821.53 $936,406,969.63 $37,636,749.94
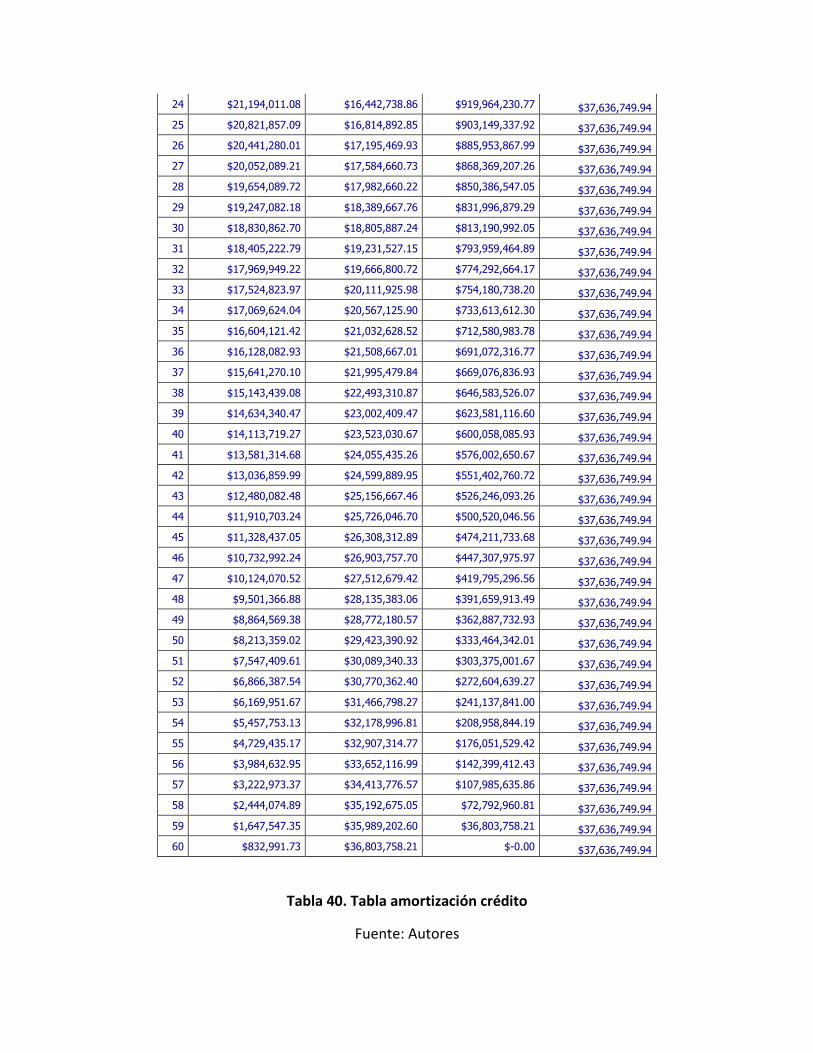
24 $21,194,011.08 $16,442,738.86 $919,964,230.77 $37,636,749.94
25 $20,821,857.09 $16,814,892.85 $903,149,337.92 $37,636,749.94
26 $20,441,280.01 $17,195,469.93 $885,953,867.99 $37,636,749.94
27 $20,052,089.21 $17,584,660.73 $868,369,207.26 $37,636,749.94
28 $19,654,089.72 $17,982,660.22 $850,386,547.05 $37,636,749.94
29 $19,247,082.18 $18,389,667.76 $831,996,879.29 $37,636,749.94
30 $18,830,862.70 $18,805,887.24 $813,190,992.05 $37,636,749.94
31 $18,405,222.79 $19,231,527.15 $793,959,464.89 $37,636,749.94
32 $17,969,949.22 $19,666,800.72 $774,292,664.17 $37,636,749.94
33 $17,524,823.97 $20,111,925.98 $754,180,738.20 $37,636,749.94
34 $17,069,624.04 $20,567,125.90 $733,613,612.30 $37,636,749.94
35 $16,604,121.42 $21,032,628.52 $712,580,983.78 $37,636,749.94
36 $16,128,082.93 $21,508,667.01 $691,072,316.77 $37,636,749.94
37 $15,641,270.10 $21,995,479.84 $669,076,836.93 $37,636,749.94
38 $15,143,439.08 $22,493,310.87 $646,583,526.07 $37,636,749.94
39 $14,634,340.47 $23,002,409.47 $623,581,116.60 $37,636,749.94
40 $14,113,719.27 $23,523,030.67 $600,058,085.93 $37,636,749.94
41 $13,581,314.68 $24,055,435.26 $576,002,650.67 $37,636,749.94
42 $13,036,859.99 $24,599,889.95 $551,402,760.72 $37,636,749.94
43 $12,480,082.48 $25,156,667.46 $526,246,093.26 $37,636,749.94
44 $11,910,703.24 $25,726,046.70 $500,520,046.56 $37,636,749.94
45 $11,328,437.05 $26,308,312.89 $474,211,733.68 $37,636,749.94
46 $10,732,992.24 $26,903,757.70 $447,307,975.97 $37,636,749.94
47 $10,124,070.52 $27,512,679.42 $419,795,296.56 $37,636,749.94
48 $9,501,366.88 $28,135,383.06 $391,659,913.49 $37,636,749.94
49 $8,864,569.38 $28,772,180.57 $362,887,732.93 $37,636,749.94
50 $8,213,359.02 $29,423,390.92 $333,464,342.01 $37,636,749.94
51 $7,547,409.61 $30,089,340.33 $303,375,001.67 $37,636,749.94
52 $6,866,387.54 $30,770,362.40 $272,604,639.27 $37,636,749.94
53 $6,169,951.67 $31,466,798.27 $241,137,841.00 $37,636,749.94
54 $5,457,753.13 $32,178,996.81 $208,958,844.19 $37,636,749.94
55 $4,729,435.17 $32,907,314.77 $176,051,529.42 $37,636,749.94
56 $3,984,632.95 $33,652,116.99 $142,399,412.43 $37,636,749.94
57 $3,222,973.37 $34,413,776.57 $107,985,635.86 $37,636,749.94
58 $2,444,074.89 $35,192,675.05 $72,792,960.81 $37,636,749.94
59 $1,647,547.35 $35,989,202.60 $36,803,758.21 $37,636,749.94
60 $832,991.73 $36,803,758.21 $-0.00 $37,636,749.94
Tabla 40. Tabla amortización crédito
Fuente: Autores
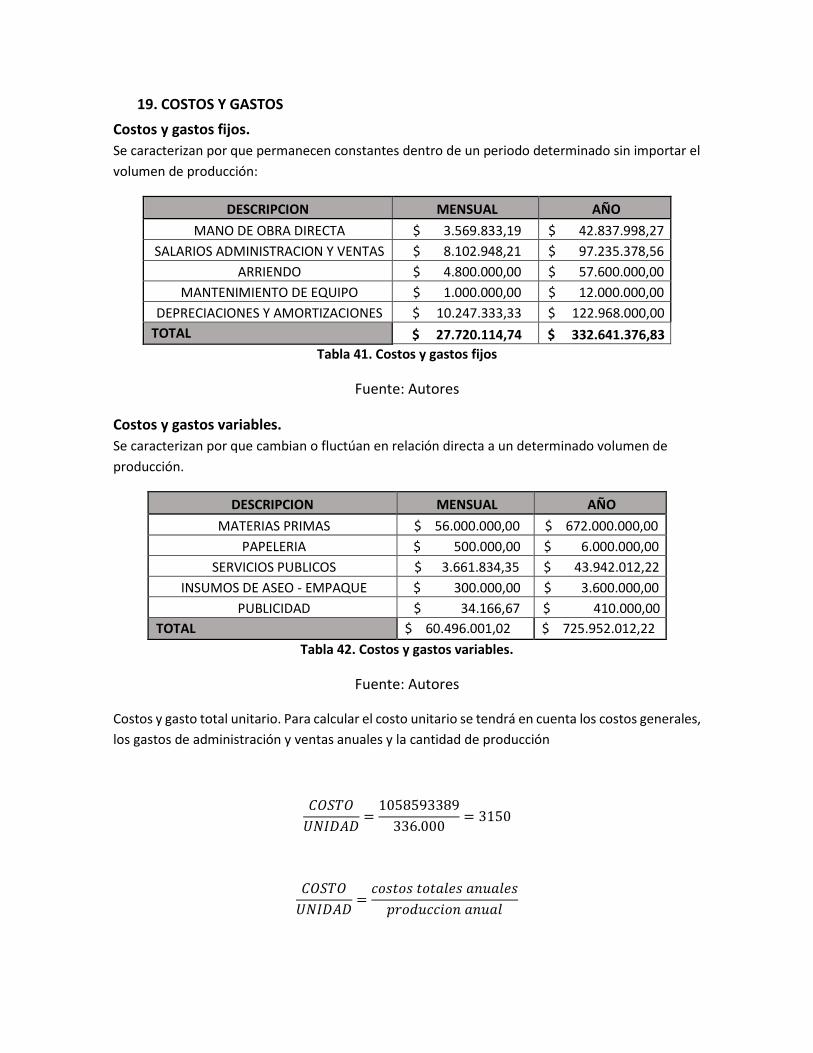
19. COSTOS Y GASTOS
Costos y gastos fijos.
Se caracterizan por que permanecen constantes dentro de un periodo determinado sin importar el
volumen de producción:
DESCRIPCION MENSUAL AÑO
MANO DE OBRA DIRECTA $ 3.569.833,19 $ 42.837.998,27
SALARIOS ADMINISTRACION Y VENTAS $ 8.102.948,21 $ 97.235.378,56
ARRIENDO $ 4.800.000,00 $ 57.600.000,00
MANTENIMIENTO DE EQUIPO $ 1.000.000,00 $ 12.000.000,00
DEPRECIACIONES Y AMORTIZACIONES $ 10.247.333,33 $ 122.968.000,00
TOTAL $ 27.720.114,74 $ 332.641.376,83
Tabla 41. Costos y gastos fijos
Fuente: Autores
Costos y gastos variables.
Se caracterizan por que cambian o fluctúan en relación directa a un determinado volumen de
producción.
DESCRIPCION MENSUAL AÑO
MATERIAS PRIMAS $ 56.000.000,00 $ 672.000.000,00
PAPELERIA $ 500.000,00 $ 6.000.000,00
SERVICIOS PUBLICOS $ 3.661.834,35 $ 43.942.012,22
INSUMOS DE ASEO - EMPAQUE $ 300.000,00 $ 3.600.000,00
PUBLICIDAD $ 34.166,67 $ 410.000,00
TOTAL $ 60.496.001,02 $ 725.952.012,22
Tabla 42. Costos y gastos variables.
Fuente: Autores
Costos y gasto total unitario. Para calcular el costo unitario se tendrá en cuenta los costos generales,
los gastos de administración y ventas anuales y la cantidad de producción
𝐶𝑂𝑆𝑇𝑂
𝑈𝑁𝐼𝐷𝐴𝐷=
1058593389
336.000= 3150
𝐶𝑂𝑆𝑇𝑂
𝑈𝑁𝐼𝐷𝐴𝐷=
𝑐𝑜𝑠𝑡𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑎𝑛𝑢𝑎𝑙𝑒𝑠
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛 𝑎𝑛𝑢𝑎𝑙

PRECIO DE VENTA
Para el precio de Venta por Unidad se tendrá en cuenta un margen de utilidad del 20 %, el cual nos
va a permitir un precio de venta que esté al alcance de distintos tipos de cliente.
𝑃𝑅𝐸𝐶𝐼𝑂 𝐷𝐸 𝑉𝐸𝑁𝑇𝐴
𝑈𝑁𝐼𝐷𝐴𝐷= 𝐶𝑂𝑆𝑇𝑂 𝑈𝑁𝐼𝑇𝐴𝑅𝐼𝑂 ∗ (1 + 𝑀𝐴𝑅𝐺𝐸𝑁 𝐷𝐸 𝑈𝑇𝐼𝐿𝐼𝐷𝐴𝐷)
𝑃𝑅𝐸𝐶𝐼𝑂 𝐷𝐸 𝑉𝐸𝑁𝑇𝐴
𝑈𝑁𝐼𝐷𝐴𝐷= 3150 ∗ (1 + 0.2) = 3780
Podemos apreciar que con un margen de ganancia del 20%, estamos aún por debajo del precio
promedio del mercado, el cual es de 3919,9 COP/kg, lo cual nos deja un margen de
maniobrabilidad adecuado para enfrentar circunstancias adversas que se puedan presentar
en el mercado internacional.
PRESUPUESTO DE INGRESOS Y EGRESOS
Corresponde a todos los egresos en que incurrirá la empresa para el desarrollo de su objeto social,
al igual que los ingresos que recibirá por sus ventas en el funcionamiento de sus labores, es
importante recordar que se trabajara con aumento proyectado en las ventas de un 3,3% anual y un
aumento en los costos y gastos correspondientes al 7% anuales.
AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
EGRESOS $ 1.058.593.389 $ 1.132.694.926 $ 1.211.983.571 $ 1.296.822.421 $ 1.387.599.991
TOTAL $ 1.058.593.389 $ 1.132.694.926 $ 1.211.983.571 $ 1.296.822.421 $ 1.387.599.991
Tabla 43. Costos y gastos del producto a 5 años
Fuente: Autores
GASTOS FINANCIEROS AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
Intereses 378.124.210
332.749.093
271.270.589
187.973.696
21.291.249
TOTAL
378.124.210
332.749.093
271.270.589
187.973.696
21.291.249
Tabla 44. Gastos financieros a 5 años
Fuente: Autores

INGRESOS
A continuación, se presenta la proyección de ingresos por ventas correspondiente a un periodo de
5 años, con un precio de 3465 COP/Kg.
Tabla 45. Ingresos
Fuente: Autores
FLUJO DE CAJA PROYECTADO DEL PROYECTO
A continuación, se presenta el flujo de caja del proyecto, utilizando como fuente de
financiamiento un préstamo correspondiente al 90% del valor de la inversión inicial.
Tabla 46. Flujo del proyecto escenario optimista
Fuente: Autores
Para el análisis financiero se crean 3 escenarios posibles en donde los precios de nuestro
producto varían de la siguiente manera y se comparan con los precios internacionales en
función de la TRM:
INGRESOS AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
VENTAS 1.270.080.000,00$ 1.358.985.600,00$ 1.454.114.592,00$ 1.555.902.613,44$ 1.664.815.796,38$
TOTAL 1.270.083.780,00$ 1.358.989.380,00$ 1.454.118.372,00$ 1.555.906.393,44$ 1.664.819.576,38$
AÑOS 0 2016 2017 2018 2019 2020Precio de venta 3880,0 3880,0 3880,0 3880,0 3880,0
Cantidad vendida 336000,0 359520,0 384686,4 411614,4 440427,5
Ingresos 1.303.680.000$ 1.394.937.600$ 1.492.583.232$ 1.597.064.058$ 1.708.858.542$
Préstamo 1.228.713.179
Egresos (produccion y ventas) -$ 1.058.593.389$ 1.132.694.926$ 1.211.983.571$ 1.296.822.421$ 1.387.599.991$
Gastos financieros 317,873,139.76 276,659,910.60 222,749,085.30 152,228,596.02 59,981,085.80
-Depreciación 128.466.416$ 128.466.416$ 128.466.416$ 128.466.416$ 128.466.416$
Flujo de caja antes de
impuestos116.620.195$ 133.776.258$ 152.133.245$ 171.775.222$ 192.792.136$
-Impuestos 34.986.059$ 40.132.877$ 45.639.974$ 51.532.566$ 57.837.641$
Flujo de caja desp. De
impuestos81.634.137$ 93.643.381$ 106.493.272$ 120.242.655$ 134.954.495$
+Depreciación 128.466.416$ 128.466.416$ 128.466.416$ 128.466.416$ 128.466.416$
-Amortización 128.466.416 128.466.416 128.466.416 128.466.416 128.466.416
-Inversión Inicial $1.365.236.865,75
+Recuperación del capital de
trabajo11.672.781$
+El Valor de Salvamento 10.000.000$
Flujo de caja Neto (136.523.687)$ 81.634.137$ 93.643.381$ 106.493.272$ 120.242.655$ 146.627.276$
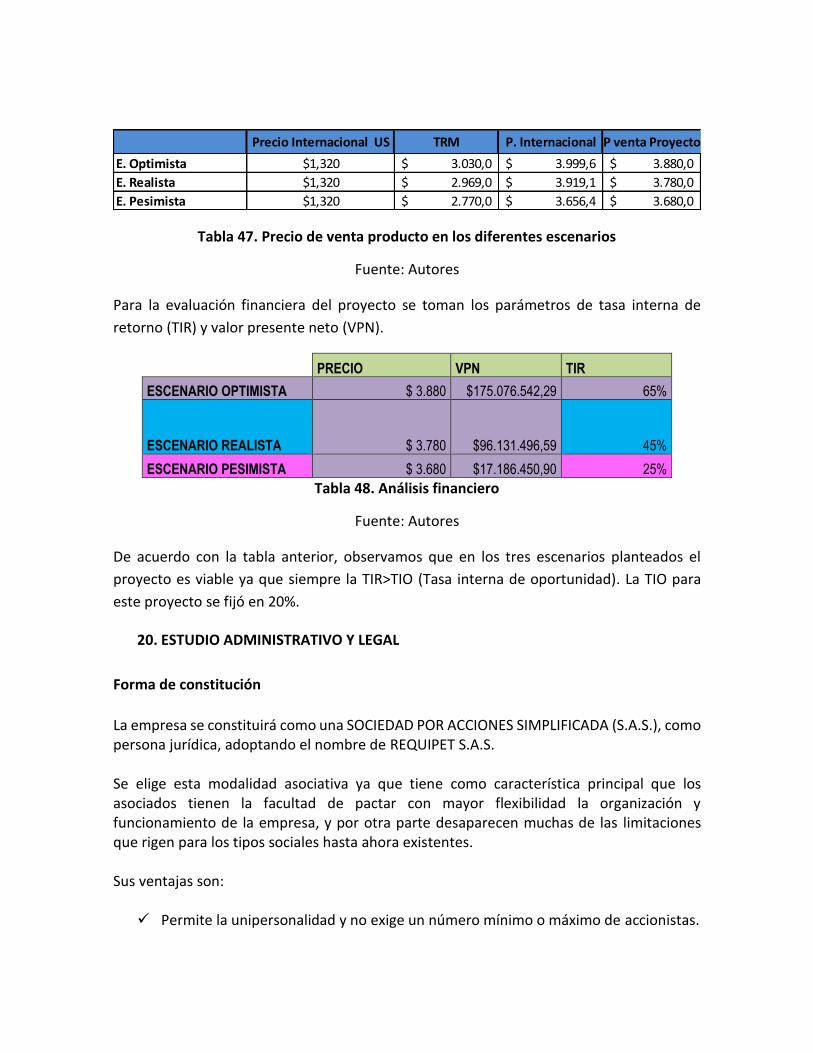
Tabla 47. Precio de venta producto en los diferentes escenarios
Fuente: Autores
Para la evaluación financiera del proyecto se toman los parámetros de tasa interna de
retorno (TIR) y valor presente neto (VPN).
PRECIO VPN TIR
ESCENARIO OPTIMISTA $ 3.880 $175.076.542,29 65%
ESCENARIO REALISTA $ 3.780 $96.131.496,59 45%
ESCENARIO PESIMISTA $ 3.680 $17.186.450,90 25%
Tabla 48. Análisis financiero
Fuente: Autores
De acuerdo con la tabla anterior, observamos que en los tres escenarios planteados el
proyecto es viable ya que siempre la TIR>TIO (Tasa interna de oportunidad). La TIO para
este proyecto se fijó en 20%.
20. ESTUDIO ADMINISTRATIVO Y LEGAL
Forma de constitución
La empresa se constituirá como una SOCIEDAD POR ACCIONES SIMPLIFICADA (S.A.S.), como persona jurídica, adoptando el nombre de REQUIPET S.A.S. Se elige esta modalidad asociativa ya que tiene como característica principal que los asociados tienen la facultad de pactar con mayor flexibilidad la organización y funcionamiento de la empresa, y por otra parte desaparecen muchas de las limitaciones que rigen para los tipos sociales hasta ahora existentes. Sus ventajas son:
Permite la unipersonalidad y no exige un número mínimo o máximo de accionistas.
Precio Internacional US TRM P. Internacional P venta Proyecto
E. Optimista $1,320 3.030,0$ 3.999,6$ 3.880,0$
E. Realista $1,320 2.969,0$ 3.919,1$ 3.780,0$
E. Pesimista $1,320 2.770,0$ 3.656,4$ 3.680,0$

Se constituye por documento privado inscrito en la Cámara de Comercio del domicilio, teniendo claridad que si se aportan bienes inmuebles en la constitución debe hacerse por escritura pública.
Su objeto social puede ser indeterminado siempre y cuando realice cualquier actividad lícita.
El término de duración podrá ser indefinido, es opcional. La responsabilidad se limita exclusivamente al monto de los aportes de los
accionistas, salvo fraude a la ley o abuso en perjuicio de terceros. A diferencia de los demás permite el pago de los aportes difiriéndolo hasta por un
plazo máximo de dos años. Es mucho más flexible, pues existe libertad para diseñar la estructura de
administración. Es voluntaria la creación de la junta directiva y de la revisoría fiscal Simplemente deja a criterio de la sociedad crear el cargo, cuando la sociedad no
tiene activos brutos a diciembre 31 del año anterior por encima de los 5 mil salarios mínimos o cuyos ingresos brutos durante el año anterior excedan los 3 mil salarios mínimos.
Los trámites o pasos para la creación de este tipo de empresa son:
1. Consultar la disponibilidad del nombre. Este proceso se realiza en la página de Registro Único Empresarial de las Cámaras de Comercio. El control nacional de Homonimia permite que el registro de nombres de sociedades y establecimientos de comercio sea controlado no solo en la jurisdicción en la cual se realiza la inscripción del mismo sino también a nivel nacional. Esta consulta permite conocer si existen o no otras empresas o establecimientos con el mismo nombre de la empresa que el empresario desea registrar. Antes de consultar el nombre se deben tener en cuenta las siguientes recomendaciones:
2. Como el nombre está disponible, se deben establecer los estatutos de la empresa.
Figura 28. Consulta de Homonomía
Fuente: http://www.sintramites.com/sintramites/General/Homonimia.aspx
3. Una vez firmados los estatutos deberán presentarse ante la Cámara de Comercio, adjuntando la fotocopia del RUT y cedula de cada uno de los socios y la fotocopia de

un recibo de cualquier servicio público donde funcionara la empresa, con vigencia no mayor a dos meses.
4. Todos los socios de la empresa deben ir a la cámara de comercio y solicitar un turno
para asesoría especializada, allí diligenciara varios formularios con ayuda del asesor.
5. Registro de libros mercantiles: Libro de actas de la Junta de socios y libros de contabilidad (caja, diario, mayor, balance e inventarios)
6. Inscripción como contribuyente de Industria y Comercio.
7. Inscripción ante la DIAN.
8. Se debe registrar a la empresa en el sistema de Seguridad Social, para poder contratar empleados.
9. Certificado de Bomberos. Concepto técnico de seguridad humana y protección contra incendios
Legalización de funcionamiento.
El permiso de funcionamiento de la empresa debe ser solicitado en la oficina de Planeación Distrital, en la Alcaldía Mayor, la cual otorgará un concepto sobre el manejo y uso del suelo del lugar donde se instalará la empresa para ser presentado en la Cámara de Comercio.
Legalización tributaria.
Hace referencia a las obligaciones tributarias, a las cuales está sujeta la nueva empresa, para dar inicio y cumplimiento a estas obligaciones se debe tramitar la obtención del RUT (Registro Único Tributario), cuyo procedimiento para su obtención es el siguiente:
Formulario de inscripción del RUT Certificado de existencia y representación legal, expedida por la Cámara de
Comercio. Fotocopia de la cédula de ciudadanía del representante legal.
Obtenido el NIT e incluidas legalmente las actividades mercantiles, el nuevo empresario debe ser consciente de las obligaciones a que está sujeto con la creación del nuevo negocio, las cuales son: Impuesto de Valor Agregado (IVA), Retención en la fuente, Impuesto de Industria y Comercio y Declaración y pago del impuesto sobre la renta.

Legalización laboral.
Hace referencia a las prestaciones de pago indirecto que la empresa debe realizar a las diferentes instituciones públicas y privadas. Para la legalización laboral se debe hacer los siguientes pasos:
1. Afiliación a una Entidad Promotora de Salud, ARP, y de Pensiones a todos los empleados de la empresa.
2. Liquidación y pago de las prestaciones sociales.
21. CULTURA ORGANIZACIONAL
Visión.
En el año 2021 ser una empresa de alto reconocimiento en el mercado de reciclado de envases, a base de productos PET y así consolidar una actividad económica, social y ambiental, sostenible; que contribuya con el mejoramiento de la calidad de vida y del entorno que le rodea.
Misión.
Optimizar nuestros procesos para garantizar a nuestros clientes la calidad de nuestros productos y servicios, utilizando tecnología de punta y procesos eficientes para aumentar la producción de las resinas de PET, a través del tiempo. Suministrar materia prima para la producción e innovación de nuevos productos a base de PET reciclado, ser un eslabón ambientalmente importante en la recuperación de los residuos generados por nuestra sociedad, proporcionar progreso, bienestar y seguridad laboral a nuestro personal de colaboradores y proveedores.
Objetivos estratégicos.
Convertirnos en referente nacional en el aprovechamiento de residuos sólidos, para la
producción de resinas de PET grado alimenticio.
Exceder las expectativas y requerimientos de nuestros clientes.
Lograr el crecimiento económico de la empresa mediante la implementación de estrategias que permitan el logro de metas y objetivos comerciales.
Optimizar los recursos físicos, tecnológicos, financieros y talento humano al máximo con el fin de obtener mayores y mejores resultados.

Establecer una ventaja competitiva en cuanto a precio, valor agregado, innovación,
promoción y publicidad frente a este segmento del mercado.
22. ESTRUCTURA ORGANIZACIONAL
Organigrama
Fuente: Autores
Asignación salarial.
La escala salarial comenzará en un salario mínimo legal vigente mensual e irá incrementando de acuerdo a la carga laboral y características de responsabilidad asignadas al cargo, perfil profesional y experiencia del empleado. Los pagos se realizarán mensualmente.
Gerente General
Secretaria Contador
Director de
producción y
Mantenimiento
Supervisor de
Producción
Director
Comercial
Operarios
Asesores
Comerciales
Figura 29. Organigrama de la empresa Requipet

CARGO No. DE
EMPLEADOS SALARIO BASICO
TIPO DE CONTRATO
Gerente 1 $ 1.500.000,00 6 meses
Secretaria 1 $ 689.454,00 6 meses
Asesor de ventas 3 $ 750.000,00 6 meses
Operarios 1 $ 689.454,00 6 meses
Supervisor de producción
1 $ 889.454,00 6 meses
Contador Público 1 $ 300.000,00 Honorarios por prestación de
servicios
Director Comercial
1 $ 1.200.000,00 6 meses
Director de Producción y
Mantenimiento 1 $ 1.200.000,00 6 meses
Tabla 49. Asignación salarial empleados Requipet
Fuente: Autores Las prestaciones de ley serán pagadas en su totalidad, otorgando además la respectiva dotación a los empleados que estén cobijados por este beneficio, reglamentado por la ley 11 de 1984. Igualmente, del sueldo asignado le serán descontados los respectivos aportes correspondientes al trabajador para pago a las E.P.S. y A.R.P.
Tabla 50. Seguridad social y prestaciones empleados Requipet.
Fuente: Autores
Variable Gerente Operario 1 Secretaria Supervisor de
Produccion
Asesor de
ventas Operario 2
Director
Comercial
Director de
Produccion y
Mnatenimiento
Salario Básico $ 1.500.000,00 $ 689.454,00 $ 689.454,00 $ 889.454,00 $ 750.000,00 $ 689.454,00 $1.200.000,00 $ 1.200.000,00
Aux transporte $ - $ 77.700,00 $ 77.700,00 $ 77.700,00 $ 77.700,00 $ 77.700,00 $ 77.700,00 $ 77.700,00
Cesantías (8.3334%) $ 124.950,00 $ 57.431,52 $ 57.431,52 $ 74.091,52 $ 62.475,00 $ 57.431,52 $ 99.960,00 $ 99.960,00
Intereses Sobre Cesantías
(1%) $ 1.249,50 $ 574,32 $ 574,32 $ 740,92 $ 624,75 $ 574,32 $ 999,60 $ 999,60
Prima (8,3334%) $ 124.950,00 $ 57.431,52 $ 57.431,52 $ 74.091,52 $ 62.475,00 $ 57.431,52 $ 99.960,00 $ 99.960,00
Vacaciones (4,17%) $ 62.550,00 $ 28.750,23 $ 28.750,23 $ 37.090,23 $ 31.275,00 $ 28.750,23 $ 50.040,00 $ 50.040,00
ARP (0,522%, 4,35%) $ 7.830,00 $ 3.598,95 $ 3.598,95 $ 4.642,95 $ 3.915,00 $ 29.991,25 $ 6.264,00 $ 6.264,00
Pensión (12,5%) $ 187.500,00 $ 86.181,75 $ 86.181,75 $ 111.181,75 $ 93.750,00 $ 86.181,75 $ 150.000,00 $ 150.000,00
Salud (8%) $ 120.000,00 $ 55.156,32 $ 55.156,32 $ 71.156,32 $ 60.000,00 $ 55.156,32 $ 96.000,00 $ 96.000,00
Caja de Compensación
4% $ 60.000,00 $ 27.578,16 $ 27.578,16 $ 35.578,16 $ 30.000,00 $ 27.578,16 $ 48.000,00 $ 48.000,00
Total $ 2.189.029,50 $ 1.083.856,76 $ 1.083.856,76 $ 1.375.727,36 $ 1.172.214,75 $1.110.249,06 $1.828.923,60 $ 1.828.923,60
11.672.781,40$ Total Nomina mensual

El contador contratado por la empresa trabajará de 10 a 20 horas mensuales y su remuneración se efectuará por honorarios.
Tabla 51. Honorarios contador
Fuente: Autores
23. CONCLUSIONES
El presente estudió fue de utilidad como la herramienta que permitió dimensionar el
recurso (humano, técnico, legal, económico) requerido para la puesta en marcha y operación de la empresa dedicada a la producción de resinas PET para su reutilización en procesos productivos.
Mediante el estudio aquí presentado es posible comprobar la viabilidad técnica del
proyecto, asumiendo que se cumplan las condiciones expuestas, se cuenta con la disponibilidad de equipos, ubicación física, necesarios para obtener el producto con las especificaciones deseadas.
La empresa será constituida con el nombre de REQUIPET S.A.S., contando con total
viabilidad legal para este propósito.
Se estima una producción y ventas de 336.000 kg de pellets con un crecimiento anual proyectado del 3,3% a partir del comportamiento de la demanda y oferta del producto.
De acuerdo con el estudio financiero realizado se determinó que para ejecutar el
proyecto se requiere de una inversión inicial de $1.365.236.865,75 COP, de los cuales los gestores del proyecto solo aportaran el 10% de esta suma y el restante será aportado por las entidades de financiamiento.
Según los cálculos correspondientes de costos de producción directos e indirectos, se estableció que el valor del producto es de $ 3.780 COP, precio que es ligeramente inferior al promedio del mercado, lo cual hace de nuestro producto bastante competitivo en cuanto a precios.
El proyecto es financieramente viable, pues de acuerdo a las proyecciones del estado de resultados, se obtienen ingresos por ventas de $1.270.080.000 durante el primer año de ejecución del proyecto, obteniendo una utilidad de $58.114.137, dinero que será reinvertido en el proyecto generando incremento y estabilidad financieros.
No. De Contadores Valor Mensual # de meses Valor Anual
Contador 1 300.000,00$ 12 3.600.000,00$
3.600.000,00$ Total Honorarios

24. BIBLIOGRAFIA
Gonzales, D. (2009). Análisis de factibilidad de inversión para una recicladora de PET en la Ciudad de Queretano (tesis de maestría). Universidad Tecmilenio, México DF, México. Padilla, N. (14 de noviembre de 2009). La oportunidad está en la basura. Revista Dinero. Recuperado de http://www.dinero.com/ Sandoval, A., y Malangón, B (s.f). Gerenciamiento de la empresa colombiana de reciclaje de plástico. http://www.ecrp.galeon.com/ Soy colombiano. (2014). Reciclar, una nueva costumbre: El Espectador. Bogotá. Colombia. Recuperado de http://www.soyecolombiano.com/ Baca, U. (Ed.). (1995). Evaluación de Proyectos. México DF, México; Editorial McGrawHill. Corredor, M. (2010). EL sector del reciclaje en Bogotá y sus regiones: oportunidades para los negocios inclusivos. Fundes Colombia. Recuperado de http:// http://www.fundes.org/ Unidad ejecutiva de servicios públicos. (2005). Plan maestro de residuos sólidos. Bogotá, Colombia. Recuperado de http:// www.textoscientificos.com/polimeros/pet/ Enka. (2014). Informe de reciclaje de plásticos en Colombia. Medellín, Colombia. Recuperado de http://www.enka.com.co/ Mariano, A. (30 de mayo de 2011). Proceso del reciclado del PET. Recuperado de http://tecnologiadelosplasticos.blogspot.com/2011/05/proceso-de-reciclaje-del-pet.html/ Ortega, M. (2013). América Latina: casos de éxito en reciclaje de PET. Volumen (26), Tecnología del plástico. (70), p. 18 Raúl Arias (2011). Análisis de costos de producción y márgenes del PET virgen y reciclado. Recuperado de http://www.plastico.com/temas/Analisis-de-costos-de-produccion-y-margenes-del-PET-virgen-y-reciclado+3083978 Bogotá consolida su industria plástica. (2014). Revista Portafolio. Recuperado de http://www.portafolio.co/negocios/empresas/bogota-consolida-industria-plastica-48846 Laura Flórez (2014). Industria de envases plásticos en Colombia: crecimiento a través de calidad y especialización Recuperado de http://www.elempaque.com/temas/Industria-de-envases-plasticos-en-Colombia,-crecimiento-a-traves-de-calidad-y-especializacion+97344#prettyPhoto
Instituto Politécnico Nacional (2013). Proyecto de inversión para la instalación de una planta recicladora de envases de PET. Recuperado de http://www.academia.edu/7709077/Proyecto_Reciclado_de_PET_
INECO Ltda (2014). VACUREMA®: con 50% de participación, líder en reciclaje de plásticos para contacto con alimentos. Recuperado de http://www.elempaque.com/temas/Aprobado-por-la-efsa-y-con-consumo-energetico-testado,-VACUREMA,-claro-lider-del-mercado-global-de-reciclaje-plastico-para-contacto-alimentario,-con-participacion-de-mercado-de-hasta-un-50+96710
Tecnología en máquina de empaque. (2016) Ficha técnica de tornillos sin fin. Bogotá, Colombia. Recuperado de http://www.tme.com.co/otros-equipos/elevadores/tornillo-sin-fin/
Vacurema BY Erema. Ficha técnica de sistemas de reciclaje de plasticos. Disponible en http://www.erema.at/en/vacurema_general/
Mariano. Tecnología de los Plásticos (2011). Disponible en http://tecnologiadelosplasticos.blogspot.com.co/2011/05/proceso-de-reciclaje-del-pet.html
Corredor, M. (2010). EL sector del reciclaje en Bogotá y sus regiones: oportunidades para los negocios inclusivos. Fundes Colombia. Recuperado de http:// http://www.fundes.org/
Acoplásticos. Análisis Comportamiento Resinas Plásticas. Disponible en http://www.acoplasticos.org/index.php/actividades/analisis-comportamiento-resinas-plasticas
25. ANEXOS

LOCALIZACIÓN DEL PROYECTO
Factores críticos
Puntaje
Ponderación
Opción 1 - Puntaje
Opción 2 - Puntaje Opción 3 - Puntaje
FOTOGRAFÍA
Costo del arriendo. Económico: Entre $ 4’000.000 y $ 12’000.000 Costoso: Entre $ 12’000.000 y $ 15’000.000 Muy costoso: Mayor a $ 15’000.000
100
80
70
25% $ 16.720.000
Costoso 50
$18.000.000 Costoso
50
$4’800.000 Económico
100

Espacios para oficinas. Alta: Cuenta con los espacios necesarios. Buena: Los espacios disponibles son limitados. Regular: No hay espacios para oficinas.
80
70
60
20% Regular
60 Alta 80
Buena 70
Infraestructura disponible. Alta: Hay variedad de infraestructura disponible. Buena: Es regular la infraestructura disponible. Regular: Poca infraestructura disponible.
85
75
65
17% Buena
75 Alta 85
Buena 75

Disponibilidad de servicios públicos. Bueno: Disponibilidad optima de todos los servicios. Regular: Disponibilidad de algunos de los servicios. Malo: fallas en la disponibilidad de servicios.
90
70
50
23% Bueno
90 Bueno
90 Bueno
90
Disponibilidad de vías de acceso. Bueno: Número adecuado de vías y acceso parque para clientes. Regular: Regular el número de vías, disponibilidad de parqueo. Malo: bajo
70
60
50
15% Bueno
70 Bueno
70 Regular
50

número e vías de acceso y parqueo
TOTAL 100% 365 375 385
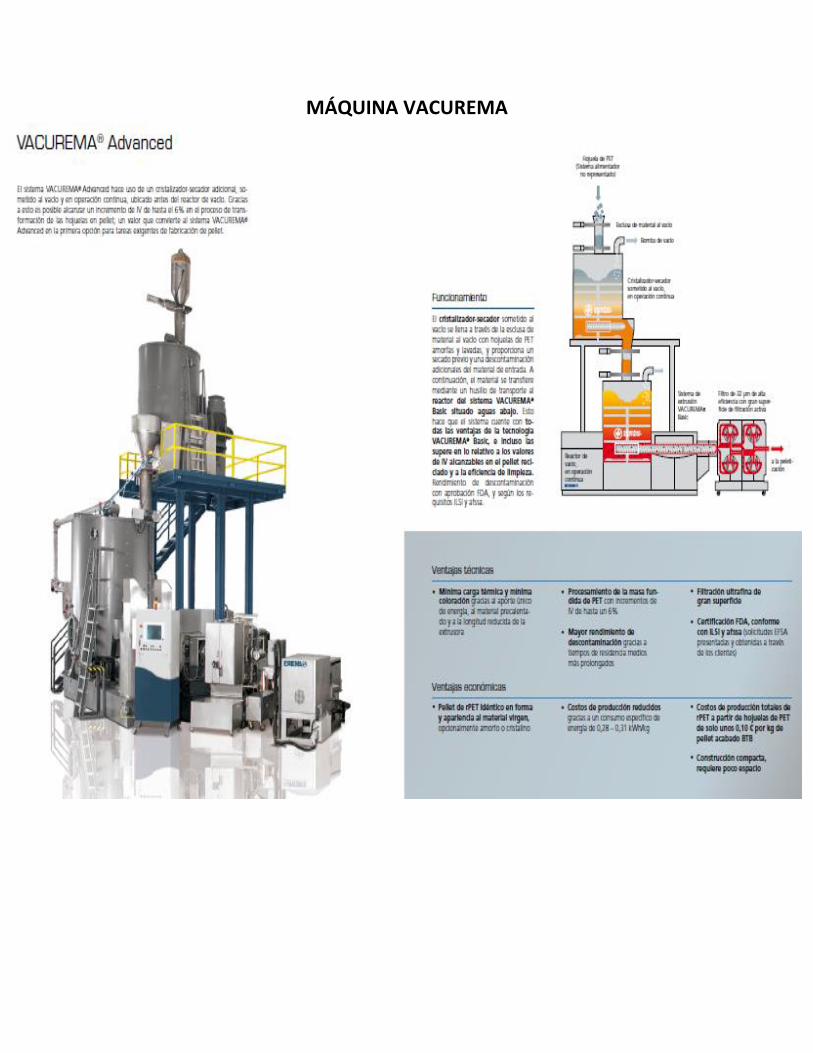
MÁQUINA VACUREMA
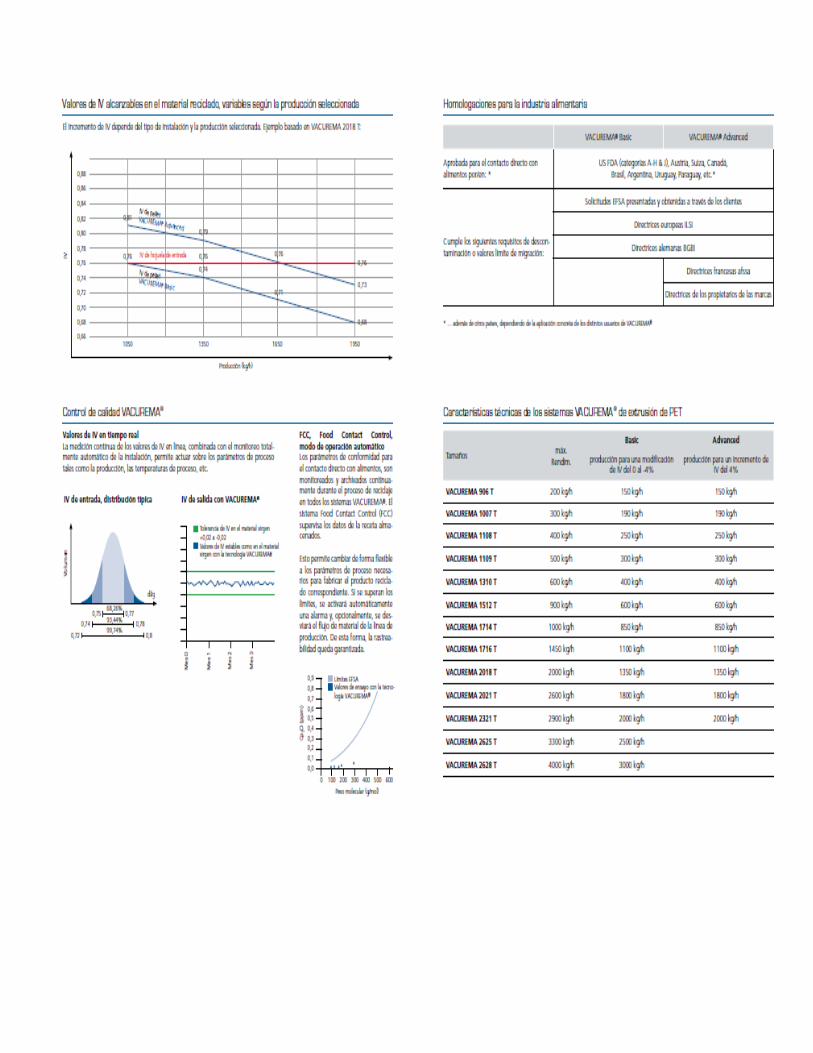

MÁQUINA EMPACADORA

FLUJO DE CAJA