estudio de evaluaciÓn y diseÑo para la...
TRANSCRIPT
i
UNIVERSIDAD CENTROAMERICANA
“JOSE SIMEÓN CAÑAS”
ESTUDIO DE EVALUACIÓN Y DISEÑO PARA LA
IMPLEMENTACIÓN DE UN LABORATORIO DE CALIDAD
ESPECIALIZADO EN BIODIESEL
TRABAJO DE GRADUACIÓN PREPARADO PARA LA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
PARA OPTAR AL GRADO DE
INGENIERO QUÍMICO
POR:
CARLOS EDUARDO AVELAR AQUINO
OCTUBRE 2008
ANTIGUO CUSCATLAN, EL SALVADOR, C.A.

ii
iii
RECTOR
JOSÉ MARÍA TOJEIRA, S.J.
SECRETARIO GENERAL
RENÉ ALBERTO ZELAYA
DECANO DE LA FACULTAD DE INGENIERÍA Y ARQUITECTURA
EMILIO JAVIER MORALES QUINTANILLA
COORDINADOR DE LA CARRERA DE INGENIERÍA QUÍMICA
MARÍA DOLORES ROVIRA QUEZADA
DIRECTOR DEL TRABAJO
LEONEL HERNÁNDEZ
LECTOR
ISMAEL ANTONIO SÁNCHEZ

i
RESUMEN EJECUTIVO
En el presente proyecto, llamado Estudio de Evaluación y Diseño para la Implementación de un
Laboratorio de Calidad Especializado en biodiesel se realiza con la finalidad principal de apoyar el
desarrollo tecnológico e industrial en el naciente sector de los biocombustibles. Esto se desarrolla
buscando dos puntos esenciales en el presente trabajo, primero analizando todas las variables
necesarias para la puesta en marcha del proyecto y considerando principalmente los costos
relacionados con la compra de materiales e instrumentos necesarios para realizar las pruebas de
calidad así como los costos de personal, entre otros. El proyecto se supone será financiado por la
Universidad Centroamericana “José Simeón Cañas”.
Para una comprensión global se explicó brevemente la definición de biocombustibles, biodiesel,
sus productos y subproductos así como los diferentes procesos de producción, con la intención de
introducir al tema principal del proyecto.
Se presentan las propiedades físico-químicas a tomar en cuenta para la evaluación de la calidad
del biodiesel como el punto de inflamación, viscosidad, la densidad, el contenido de cenizas
sulfatadas, el punto de nube, el grado de corrosión al cobre, el número de cetano, etc. en donde se
puede notar la importancias de cada una de ellas para alcanzar la optimización de este tipo de
biocombustible.
En el apartado que discute sobre la calidad del biodiesel ampliamente, y se enlazan cuatro puntos
de vista esenciales para la continua mejora del biodiesel como producto final, éstos son el punto de
vista técnico, ambiental, económico y la relación motor/combustible. La primera depende
básicamente de la tecnología empleado para la producción a nivel industrial del biodiesel. El
segundo explica los gases de combustión que se emanan al quemarse el biodiesel al motor y como
los compuestos de carbono gaseosos vuelven por medio del ciclo de carbono a su estado natural,
lo que permite un balance ecológico, es decir, que no existe una acumulación significativa de
contaminantes en la atmósfera. La parte económica está relacionada directamente con los costos
de la materia prima así como el tipo de procesamiento de éstas. Luego, se determina que la
relación motor/combustible debe ser lo suficientemente adecuada como para evitar muchas
Todos los datos recopilados para la realización de este trabajo se extrajeron de diferentes reportes
técnicos del biodiesel hechos por grupos estadounidenses y europeas. Además se ocupó para
confirmar la información de los datos de las pruebas de calidad los diferentes volúmenes de la
norma ASTM 1996 para los compuestos derivados del petróleo, el cual está dividido en tres
volúmenes en la Universidad Centroamericana “José Simeón Cañas”. A parte, se ocuparon dos
diferentes tipos de tesis de diseño y evaluación de proyectos, una de la implementación de una
ii
planta de biodiesel y otra de referencia para el formato del trabajo. Luego, se ocupan diferentes
informes y artículos encontrados en inglés en una variedad de páginas electrónicas dedicadas al
estudio del biodiesel.
El biodiesel tal y como se explica en el primer capítulo es un biocombustible considerado de
primera o segunda generación, dependiendo de la fuente que se ocupe para su producción (de
grasa animales o de semillas).
Al enumerarse las diferentes ventajas y desventajas del biodiesel en comparación del diesel
normal se puede analizar en el capítulo 1 que aunque en número éstas son similares, las ventajas
son más significativas que las desventajas, esto se debo a que a nivel técnico y ambiental las
desventajas no causan problemas irreversibles o graves en comparación a el combustible derivado
del petróleo.
Para una comprensión global se explica brevemente la definición de biocombustibles, biodiesel,
sus productos y subproductos así como los diferentes procesos de producción, con la intención de
introducir al tema principal del proyecto.
Se presentan muchas propiedades físico-químicas a tomar en cuenta para la evaluación de la
calidad del biodiesel como el punto de inflamación, viscosidad, la densidad, el contenido de
cenizas sulfatadas, el punto de nube, el grado de corrosión al cobre, el número de cetano, etc. en
donde se puede notar la importancias de cada una de ellas para alcanzar la optimización de este
tipo de biocombustible.
En el apartado que discute sobre la calidad del biodiesel ampliamente, permite enlazar cuatro
puntos de vista esenciales para la continua mejora del biodiesel como producto final, éstos son el
punto de vista técnico, ambiental, económico y la relación motor/combustible. La primera depende
básicamente de la tecnología empleado para la producción a nivel industrial del biodiesel. El
segundo se une para explicar que los gases de combustión que se emanan al quemarse el
biodiesel al motor y como los compuestos de carbono gaseosos vuelven por medio del ciclo de
carbono a su estado natural, lo que permite un balance ecológico, es decir, que no existe una
acumulación significativa de contaminantes en la atmósfera. La parte económica está relacionada
directamente con los costos de la materia prima así como el tipo de procesamiento de éstas.
Posteriormente, se determina que la relación motor/combustible debe ser lo suficientemente
adecuada como para evitar muchas modificaciones innecesarias y por tanto gastos que repercutan
en la aceptación de este combustible.

iii
Existen normas que controlan la calidad del biodiesel. En Europa tal y como se mencionaron, son
muchas las existentes en países como Italia, Alemania, República Checa, etc. así como en
Estados Unidos y Argentina. Entre las más relevantes están CUNA, ÖNORM, CSN, ASTM y la
IRAM, respectivamente. Sin embargo para el proyecto la norma en la que se basaron las pruebas
fue la norma ASTM, específicamente la D 6751, esto debido a que es la norma más estudiada a
nivel mundial y de mayor reconocimiento.
Del estudio de los Ensayos de Calidad de las propiedades expuestas en este capítulo se concluye
que cada una de éstas es tan importante para lograr una optimización en la relación
motor/combustible. Por ejemplo, si no se toma en cuanto la gravedad o peso específico la cual
según las distintas normas no es muy relevante entonces no se podría medir la facilidad con la que
se pueden separar ciertos componentes del biodiesel, ejemplo: el agua. Si se dejara de lado
propiedades tan significativas como el número de cetano, entonces no proporcionaría los
resultados necesarios para un buen funcionamiento del motor. Si se dejara de lado la prueba del
residuo de carbono entonces no habría resultados que indicaran la tendencia de forma depósitos
en el motor. Por lo que fue una decisión difícil el definir cuáles serían las pruebas que se incluirían
en el paquete de pruebas que se definió para analizar en el laboratorio de calidad de biodiesel,
BIDUCA.
Para evitar caer en muchas suposiciones respecto a las pruebas a elegir para el paquete, se
prefiere utilizar como base el Reglamento Técnico Centroamericano RTCA 75.02.43:06. De esta
manera se limita el número de pruebas para que posteriormente el precio por el paquete fuera
competitivo a nivel internacional y sumamente interesante para el país, ya que actualmente no
existe competencia alguna en este tipo de servicios.
Posteriormente, las pruebas de calidad de biodiesel elegidas para el paquete son las siguientes:
Contenido de ésteres, Contenido de metanol o etanol, Gravedad API a 15.56 °C (60 °F) o
Densidad a 15 °C, Estabilidad a la oxidación, 110 °C, Punto de inflamación (“Flash point”), Agua y
sedimentos, Viscosidad cinemática a 40 °C, Ceniza sulfatada, Corrosión tira de cobre, 3 h, 50 °C,
Número de cetano, Punto de enturbiamiento, Residuo de carbón, Número ácido, Glicerina libre y
total y Temperatura de destilación, temperatura equivalente atmosférico, 90% recuperado. Las
normas correspondientes a cada una de estas propiedades se presentan en la tabla 4.1, en su
mayoría se basan en la norma ASTM D 6751. Otras pocas por cuestiones de practicidad y
economía se basan en la norma europea CEN ó EN.
Para realizar una evaluación económica y de rentabilidad del proyecto se propone una variedad de
suposiciones y cálculos basados en términos de factibilidad. Se determinan los costos por medio
de los costos de inversión del proyecto y de la operación o elaboración de las pruebas. En la parte
iv
de la inversión resulta ser el costo de equipo el más significativo con una cantidad de $175,795.83,
el cual ya lleva incluido los costos de importación. El equipo más caro será el Cromatógrafo Líquido
de Alta Eficacia con un valor aproximado de $52,000. Para el cálculo de los costos de elaboración
de las pruebas se toman en cuenta la mano de obra directa, mantenimiento, servicios, suministros
y certificaciones (costos variables) y los impuestos y seguros (costos fijos). Los costos de
elaboración resultan ser de $34,372.18.
El precio del paquete de pruebas según las condiciones y las bases tomadas fue de $1,131.00,
siendo de esta manera competitiva a nivel internacional y al mismo tiempo la única opción a nivel
centroamericano de análisis de calidad del biodiesel.
Se utiliza el análisis del punto de equilibrio del proyecto y se llega a la conclusión que el proyecto
no es rentable bajos las condiciones tomadas, entre las que se puede mencionar una base de 12
paquetes de pruebas analizados al año. En resumen, los resultados muestran claramente que no
se tiene un punto de equilibrio ni con el mayor porcentaje de elaboración de las pruebas al año, lo
que significa que jamás los ingresos por prestar los servicios del laboratorio de calidad de biodiesel
son iguales a los costos totales de dicho proyecto.
Se investiga por prueba y error el número del paquete de pruebas que se necesita realizar al año
para que exista un punto de equilibrio. Esto se logra, suponiendo que el número de paquetes de
pruebas realizados al año es de 31. Los resultados muestran que se tiene el punto de equilibrio
con el 100% de elaboración del paquete de pruebas, aproximadamente.
Para los dos casos de estudio tomados, el de la condición 1 (12 paquetes de pruebas año) y el de
la condición 2 (31 paquetes de pruebas al año), los resultados arrojan que para el segundo
solamente el proyecto será rentable, sí y solo si los ingresos anuales por elaboración del paquete
de pruebas son iguales o mayores a los $68,000.00 USD (aproximadamente)

v
ÍNDICE
RESUMEN EJECUTIVO………………………………………………………………………………………i
ÍNDICE DE TABLAS………………………………………………………………………………………….ix
ÍNDICE DE FIGURAS………………………………………………………………………………………..xi
SIGLAS…………………………………………………………….………………………………………….xii
ABREVIATURAS…………………………………………………………………………………………….xv
SIMBOLOGÍA………………………………………………………………………………………..……...xvii
UNIDADES DE MEDIDAS………………………………………………………………………………….xiv
PRÓLOGO…………………………………………………………………………………………………...xxi
CAPÍTULO 1: CARACTERIZACIÓN DEL BIODIESEL..........................................................……….1
1.1. ¿Qué son los biocombustibles? .................................................................................................1
1.1.1. Generación de biocombustibles…………………………………………………………………...…1
1.1.1.1. Biocombustibles de primera generación……………………………………………………….....2
1.1.1.2. Biocombustibles de segunda generación…………………………………………………………2
1.1.1.3. Biocombustibles de tercera generación………………………………………...………………..3
1.1.1.4. Biocombustibles de cuarta generación……………………………………………...…………...3
1.2. ¿Qué es el biodiesel? …………………………………………………………………………...……...3
1.3. ¿Cuáles son las ventajas y desventajas de usar biodiesel en lugar de diesel?..........................4
1.4. Los subproductos de la producción del biodiesel…………………………………………………….6
1.5. Materias primas e insumos para la producción del biodiesel……………………………………….7
1.6. Proceso de producción del biodiesel…………………………………………………………………..8
1.7. Propiedades del biodiesel……………………………………………………...……………………….9
CAPÍTULO 2: CALIDAD DEL BIODIESEL….…………………………………………………………….15
2.1. Importancia de la calidad del biodiesel…………………………………………………...………….15
2.1.1. El biodiesel en relación a los motores diesel………………………………………………...……15
2.1.2. Punto de vista técnico……………………………………………………………………...............16
2.1.3. Punto de vista ambiental…………………………………………………………………..………..16
2.1.4. Punto de vista económico……………………………………………………………………...……17
2.2. Factores que afectan la calidad del biodiesel…………………………………………………….…19
2.2.1. La calidad de la materia prima……………………………………………………………………...19
2.2.2. La composición de los ácidos grasos provenientes de aceites vegetales o grasas
animales……………………………………………………………………………………………………...21
2.2.3. El proceso de producción y otros materiales que se utilizan en éste………………………….23
2.2.4. Los parámetros pos-producción…………………………………………………………………....25
2.3. Comportamiento del biodiesel en motores…………………………………………………............26
2.3.1. Las exigencias en los motores diesel………………………………………………………….....26

vi
2.4. La aplicación del biodiesel en motores de combustión interna ………………………………...32
2.5 Desempeño de los motores con biodiesel…………………………………………….……………34
2.6. Normativa europea para el biodiesel………………………………………….............................35
2.6.1. Condiciones de las normas del biodiesel en los países de Europa…………………………..36
2.7. Normativa americana del biodiesel…………………………………………………………………38
2.8 Normativa argentina…………………………………………………….…………………………….40
CAPÍTULO 3: ENSAYO DE CALIDAD EN BIODIESEL…………………………………...………….43
3.1. Mediciones de las propiedades del biodiesel……………………………………………………..43
3.2. Métodos complementarios de la norma ASTM D 6751………………………………………….60
3.3. Importancia de las pruebas de calidad………………………………………………………….…74
CAPÍTULO 4: EQUIPOS DE PRUEBA PARA EL LABORATORIO DE CALIDAD DE
BIODIESEL……………………………………………………………………………………………..…77
4.1. Reglamento Técnico Centroamericano…………………………………………………….........77
CAPÍTULO 5: EVALUACIÓN DE LA INSTALACIÓN DEL LABORATORIO DE CALIDAD DE
BIODIESEL……………………………………………………………….…………………………..……81
5.1. Determinación de costos………………………………………….……………………………..….81
5.1.1. Inversión…………………………………………………………………………………………….81
5.1.1.1. Costos de equipo………………………………………………………………………………..81
5.1.1.1.1. Cálculo de costos de equipo………………………………………..................................83
5.1.2. Operación o elaboración……………………………………………………………………...…..87
5.1.2.1. Costos variables……………………………………………………………………………...….87
5.1.2.1.1. Mano de Obra Directa (MOD) ……………………………………………………………….87
5.1.2.1.2. Mantenimiento…………………………………………………………………….................88
5.1.2.1.3. Servicios………………………………………………………………………………………..88
5.1.2.1.4. Suministros…………………………………………………………………………………….90
5.1.2.1.5. Certificaciones…………………………………………………………………………………90
5.2. Costos fijos…………………………………………………………………………………………...91
5.2.1. Impuestos…………………………………………………………………………………………..91
5.2.2. Seguros…………………………………………………………………………………………….92
5.3. Precio del paquete de pruebas…………………………………………………………………….92
5.4. Punto de equilibrio…………………………………………………………………………............94
5.5 Estado de resultados del proyecto…………………………………………………………………98
CONCLUSIONES……………………………………………………………………………………….101
RECOMENDACIONES…………………………………………………………………………………105
GLOSARIO…………………………………………………………………………………….…………107
BIBLIOGRAFÍA……………………………………………………………………………….………….109

vii
ANEXOS
ANEXO A: NORMAS DEL BIODIESEL APLICADAS EN EUROPA
ANEXO B: PRUEBAS DE CALIDAD ESPECIALES
ANEXO C: PRESENTACIÓN DE LOS EQUIPOS DE PRUEBA
ANEXO D: CÁLCULO DE LOS FLUJOS NETOS DE EFECTIVO

viii

ix
INDICE DE TABLAS
Tabla 1.1. Propiedades más comunes a evaluar en el biodiesel comercial………..……...…….9
Tabla 2.1. Fórmula, peso molecular y propiedades del los ácidos grasos y sus respectivos
metil ésteres……………………………………………………………….………..….....22
Tabla 2.2. Menor valor calórico…………………………………………………………..…….……28
Tabla 2.3. Normas de calidad para biodiesel B100………………………………………..……...39
Tabla 2.4. Normas de calidad para biodiesel B20…………………………………............…..…40
Tabla 2.5 Normativa argentina……………………………………………………………….……..41
Tabla 3.1. Clasificación de la tira de Cobre…………………………………………………..…....58
Tabla 3.2. Especificaciones de la norma ASTM D 6751 y su importancia……………….........74
Tabla 4.1. Especificación de calidad para el biodiesel (B100)………………………….............77
Tabla 5.1. Porcentajes para la estimación de la inversión a partir de los costos de equipo...82
Tabla 5.2. Valores de Índices CEPCI……………………………………………….…..................83
Tabla 5.3. Resultado de los costos de equipo [Elaboración propia]…………….……………....85
Tabla 5.4 Costos de inversión……………………………………………………….…….............86
Tabla 5.5 Costo total de Mano de Obra Directa (2009) …………………………..……………..88
Tabla 5.6 Costos de elaboración de las pruebas………………………………….……………...92
Tabla 5.7 Costo de las pruebas………………………………………………………..…………...93
Tabla 5.8. Valores necesarios para el cálculo del punto de equilibrio………………...............95
Tabla 5.9. Determinación del punto de equilibrio………………………………………………….95
Tabla 5.10. Determinación del punto de equilibrio……………………………………..................97
Tabla 5.11. Cálculo de flujo neto de efectivo………………………………………………………..99
Tabla 5.12. Flujos Netos de Efectivo y Flujos Netos de Efectivo Acumulados…………….......99
x

xi
INDICE DE FIGURAS
Figura 3.1 Hidrómetro para medir la gravedad específica……………………………………..…42
Figura 3.2 Viscosímetro Cannon Fenske con tubo capilar…………………………………….....44
Figura 3.3. Prueba de la taza según la norma ASTM D 93 para medir el punto de
inflamación………………………………………………………………………………...46
Figura 3.4. Aparato Pensky-Martens para medir el punto de inflamación según la norma ASTM
D 93………………………………………………………………………………………..47
Figura 3.5 Aparato de destilación según la norma ASTM D 86………………………………….48
Figura 3.6. Aparato para la destilación a vacío según la norma ASTM D 86…………………...49
Figura 3.7. Cámara de combustión del motor para la prueba del Número de Cetano (Método
de prueba según la norma ASTM D 613 para calcular el Número de Cetano del
combustible diesel)………………………………………………….……………………52
Figura 3.8. Aparato para medir el punto de enturbiamiento……………………………………….54
Figura 3.9 Cristalería utilizada según la norma ASTM D 2274…………………..………………58
Figura 3.10. Curva de titulación según la Norma ASTM D 664……………………….…………...63
Figura 5.1. Gráfico de Valores de índices de costos para equipo………………………………..81
Figura 5.2. Resultados de la determinación del punto de equilibrio……………………………...93
Figura 5.3. Resultados de la determinación del punto de equilibrio……………………………...95

xii

xiii
SIGLAS
ASTM. (American Society of Testing and Materials) ó Sociedad Americana de Pruebas y
Materiales
HPLC. (High Performance Liquid Cromatography) ó Cromatografía Líquida de Alto
Rendimiento
SI. Sistema Internacional de Mediciones
USD. (United State Dollar) ó Dólar de Estados Unidos

xiv
xv
ABREVIATURAS
Etc. Etcétera
h. hora
HCl. Ácido clorhídrico
KOH. Hidróxido de Potasio
Máx. Máximo
Mín. Mínimo
N°. Número
NaOCH3. Metilato de Sodio
p. Peso másico
Rep. República

xvi

xvii
SIMBOLOGÍA
$. Dólar americano
%. Porcentaje
-. Negativo
+. Positivo
<. Menor
=. Igual
±. Más o Menos
≤. Menor o igual
≥. Mayor o igual
n/a. No aplica
ρ. Densidad

xviii
xix
UNIDADES DE MEDIDAS
°C. Grados Centígrados
°F. Grados Fahrenheit
cc. centímetro cúbido
g. gramo
Kg. Kilogramo
kPa. Kilopascales
kWh. Kilo Watt hora
L. litro
m3. Metro cúbico
mg. miligramo
mL. mililitro
mm Hg. milímetro de Mercurio
mm. milímetro
N. normalidad (medida de concentración de soluciones)
pH. Indice de acidez o basidad
ppm. Partes por millón
s. segundo
μg. microgramos

xx

xxi

xxii
PRÓLOGO
El presente trabajo tiene como finalidad contribuir a la apertura del biodiesel en El Salvador así
como el mejoramiento de su calidad como biocombustible. De manera particular el trabajo
pretende guiar al interesado en el tema investigado en los aspectos del manejo básico de la
metodología para la implementación de un laboratorio de calidad especializado en biodiesel así
como conocer la importancia de la medición de las diferentes propiedades físico químicas de este
biocombustible.
Existe un gran interés por parte del Departamento de Ciencias Energéticas de la Universidad
Centroamericana “José Simeón Cañas” por tomar iniciativa en el área de los biocombustibles aquí
en el país, especialmente con el biodiesel y analizar las variables necesarias para la optimización
de su calidad para el buen funcionamiento de éste en los motores diesel. De aquí parte dicho
trabajo.
El informe está dividido en cinco capítulos, cada uno de las cuales posee un propósito diferente.
El capítulo 1, llamado Caracterización del biodiesel, pretende introducir y explicar al lector la
definición de biocombustibles y los diferentes tipos que existen actualmente, clasificados según la
“generación” a la que pertenecen, además de explicar brevemente los antecedentes históricos de
la producción de biodiesel, los derivados y sus usos y los diferentes proceso de producción de éste
para irse familiarizando con el proyecto de interés. De igual manera, se hace una breve
introducción de las diferentes propiedades físico-químicas del biodiesel para entender más
adelante la importancia de éstas.
El capítulo 2, llamado Calidad del Biodiesel trata de la importancia de la calidad del biodiesel desde
ciertos puntos de vista tales como el técnico, ambiental económico además de éstos se relación
entre sí, sin olvidar el punto de vista de la relación motor/combustible. Se mencionan los
principales factores que afectan la calidad del biodiesel tales como la composición de los ácidos
grasos, la calidad de la materia prima, factores externos que afectan el proceso de producción,
entre otros.
También dentro del capítulo 2, se discute sobre cómo ha sido el comportamiento del biodiesel en
los motores y su desempeño a lo largo de las últimas décadas. De igual manera se mencionan las
diferentes normativas que controlan las principales propiedades del biodiesel para la optimización
de su calidad. Entre las mencionadas están la variedad de normas europeas (CEN),
estadounidense (ASTM) y argentina (IRAM).

xxiii
El capítulo 3 de este documento es el Ensayo de Calidad del biodiesel, el cual incluye los métodos
para la medición de sus propiedades, métodos complementarios de la norma ASTM D 6751,
ahondando en cada uno de éstos la importancia.
El capítulo 4, llamado Equipos de Prueba para el Laboratorio de Calidad de biodiesel presenta las
propiedades y pruebas respectivas que se realizarán en el laboratorio BIDUCA mostrando los
equipos empleados adecuados para que estos resultados sean precisos y exactos, basándose en
el Reglamento Técnico Centroamericano 75.02.43:06 el cual reúne los requisitos y las exigencias
planteadas estrictamente por la norma ASTM D 6751.
El último capítulo del presente documento responde al título de Evaluación de la Instalación del
Laboratorio de Calidad de biodiesel. Aquí se desarrolla el análisis de ingeniería económica del
proyecto. Consta de la estimación de la inversión de capital total, los costos de operación o
elaboración del paquete de pruebas de calidad así como la estimación del precio de éste. Además
se auxilia indicadores estáticos como el punto de equilibrio para analizar posteriormente si el
laboratorio de calidad es rentable o no. Por último se realiza el cálculo del flujo de efectivo neto y el
flujo de efectivo neto acumulado, cálculos que también serán necesarios para el estudio de
rentabilidad del proyecto.

1
CAPÍTULO 1: CARACTERIZACION DEL BIODIESEL
El alto costo del petróleo, la tendencia a que siga aumentando o manteniéndose en niveles
elevados y la disminución de las reservas han afectado la seguridad energética mundial. Los
países no productores de petróleo se han visto forzados a gastar una parte significativa de sus
presupuestos en la importación de combustibles de origen fósil. Esto, sumado a la creciente
preocupación por el calentamiento global, causado en gran medida por la liberación de gases
provenientes de la quema de combustibles fósiles, ha despertado un gran interés en la utilización
de fuentes de energía renovables. Una de estas fuentes la constituyen los biocombustibles
producidos a partir de biomasa [Caicedo; 2005].
1.1 ¿Qué son los biocombustibles?
Desde una perspectiva etimológica, serían los combustibles de origen biológico, pero esta
definición incluiría el petróleo, ya que este procede de restos fósiles que existen desde hace
millones de años. Una mejor definición sería que son los combustibles de origen biológico
obtenidos de manera renovable a partir de restos orgánicos. Los biocombustibles constituyen la
primera fuente de energía que conoció la humanidad [Anónimo 1, 2005].
Entre los diferentes tipos de biocombustibles está el biogás, bioetanol y el biodiesel. Este último
combustible alternativo para motores diesel es el que está ganando mayor atención en América,
especialmente Estados Unidos, después de lograr un gran nivel de éxito en Europa. Sus
principales ventajas le permiten resaltar como uno de los combustibles más renovables existentes,
es no-tóxicos y biodegradable. Además se puede usar directamente en la mayoría de motores
diesel sin necesidad de modificaciones extensas [Anónimo 1, 2005].
1.1.1 Generación de biocombustibles
Hoy en día existe una variedad de combustible alternos que pueden sustituir a los productos
derivados del petróleo. De igual manera, para cada uno de estos biocombustibles hay diferentes
procesos de producción así como también materias primas que requerirán de un nivel tecnológico
y por tanto de mayores costos de producción.
Según las fuentes de producción para la elaboración de biocombustibles, éstos se pueden
clasificar en [Anónimo 2; 2008]:
2
Biocombustibles de primera generación
Biocombustibles de segunda generación
Biocombustibles de tercera generación
Biocombustibles de cuarta generación
1.1.1.1 Biocombustibles de primera generación [Anónimo 2; 2008].
Los combustibles de primera generación son los biocombustibles hechos a partir de azúcar,
almidón, aceite vegetal, o grasas animales empleando tecnologías convencionales. Las materias
primas base para la producción de los biocombustibles de primera generación generalmente son
semillas o granos tales como el trigo, de donde se extraen los almidones que se fermentan en el
bioetanol, o semillas de girasol, que son exprimidas para extraer aceites vegetales que pueden ser
usados para la producción de biodiesel
El biodiesel es el ejemplo más común de biocombustible de primera generación en Europa.
Aunque para considerarse de primera generación debe de proceder exclusivamente de aceites
vegetales de diferentes semillas, así como de grasas recicladas de restaurantes. El proceso de
producción empleado para este biodiesel es una combinación entre la extracción usando prensado
en frío y una posterior transesterificación.
1.1.1.2 Biocombustibles de segunda generación [Anónimo 2; 2008].
Los partidarios de los biocombustibles afirman que una solución más viable es incrementar el
apoyo político e industrial. El actual gravamen respecto a la sustentabilidad de la primera
generación de biocombustibles es enteramente insatisfactorio, en términos económicos y
ambientales. Un biocombustible no es igual que otro. Por estos hechos, se han implementado los
biocombustibles de segunda generación procedentes de fuentes diferentes a los cultivos
alimenticios mencionados en los biocombustibles de primera generación. Aquí se incluyen los
biocombustibles celulósicos. Los procesos de producción de los biocombustibles de segunda
generación pueden usar una variedad de materias primas, tales como desperdicios biomásicos, los
tallos de trigo, maíz, madera, y ciertos cultivos biomásicos energéticos. Los biocombustibles de
segunda generación emplean tecnología para biomasa líquida, incluyendo los biocombustibles
celulósicos de fuentes diferentes a los cultivos alimentos. Muchos de los biocombustibles de
segunda generación están en vías de desarrollo, tales como el biohidrógeno, biometanol, dimetil-
furano, diesel Fischer-Tropsch, diesel bio-hidrógeno, mezclas de alcoholes y diesel procedente de
la madera.

3
También el biodiesel es considerado como biocombustible de segunda generación, pero sólo si es
un híbrido entre el biodiesel de primera y segunda generación proveniente exclusivamente de
grasas y aceites vegetales. De lo contrario, se considerará de primera generación. El proceso
producción empleado para este tipo de biodiesel es la hidrogenación (refinación).
1.1.1.3 Biocombustibles de tercera generación [Anónimo 2; 2008].
Los combustibles a base de algas, también llamados alga-aceites o biocombustibles de tercera
generación, son biocombustibles, tal y como su nombre lo dice, provenientes de las algas como
materia prima. La producción de biocombustibles por medio de algas requieren pocos insumos y
produce altos rendimiento (30 veces más energía por acre que los cultivos de tierra), además el
alga-aceite es 100% biodegradable. Por esta razón y los altos precios de los combustibles fósiles
(procedentes del petróleo), hay un gran interés en la alga-cultura (cultivo de algas).
Tanto los biocombustible de segunda y tercera generación se conocen también como
“biocombustibles avanzados”.
1.1.1.4 Biocombustibles de cuarta generación [Anónimo 2; 2008].
Por otro lado, se está desarrollando un nuevo tipo de biocombustibles llamados biocombustibles de
cuarta generación que se basan en la conversión de los aceites vegetales y biodiesel puro en
gasolina. Esto se está tratando de lograr por medio de microorganismos que modifican
genéticamente las materias primas. Otra materia prima empleada en la ingeniería genética para
producir biocombustibles de cuarta generación es el dióxido de carbono, el cual planea desarrollar
a una escala industrial la compañía de Craig Venter llamada Genómica Sintética.
1.2 ¿Qué es el biodiesel?
Biodiesel se define como los ésteres mono-alquílicos de los ácidos grasos de cadena larga
procedentes de los aceites vegetales o grasas animales. En simples términos, biodiesel es el
producto que se obtiene cuando un aceite vegetal reacciona químicamente con un alcohol
produciendo ésteres mono-alquílicos de ácidos grasos. Se requieren catalizadores como el
hidróxido de sodio o potasio. El glicerol es uno de los co-productos de la reacción química [Knothe;
2004: p. 1].

4
Los aceites vegetales de los que se obtiene el combustible biodiesel pueden ser aceites vírgenes o
previamente usados y se utilizan fuentes diversas, más comúnmente: aceite de colza, aceite de
soja, aceite de palma, aceite de maní, aceite de canola, aceite alimenticio usado o grasa animales.
Aunque existe la posibilidad de utilizar cualquier aceite disponible [Knothe; 2004: p. 1].
La reacción básica en la producción de biodiesel es la siguiente [Knothe; 2004: p. 1]:
(Ec. 1.1)
El aceite de soja es la materia prima más popular en los Estados Unidos. La soja es uno de los
principales cultivos en Estados Unidos y los subsidios del gobierno se encuentran accesibles para
hacer la economía del combustible atractiva para los consumidores que necesitan o quieren utilizar
combustible de fuentes no fósiles. En Europa la mayoría del biodiesel se produce del aceite de
colza [Knothe; 2004: p. 1].
1.3 ¿Cuáles son las ventajas y desventajas de usar biodiesel en lugar de diesel?
Las principales ventajas son [Chiriboga; 2007]:
:
El biodiesel tiene mayor lubricidad que el diesel de origen fósil, por lo que extiende la vida
útil de los motores.
Es más seguro de transportar y almacenar, ya que tiene un punto de inflamación 100
grados centígrados mayor que el diesel fósil. El biodiesel podría explotar a una
temperatura de 150 grados centígrados.
5
El biodiesel se degrada de 4 a 5 veces más rápido que el diesel fósil y puede ser usado
como solvente para limpiar derrames de diesel fósil.
El biodiesel permite al productor agrícola a autoabastecerse de combustible; además, su
producción promueve la inclusión de los habitantes menos favorecidos del sector rural,
debido a que no requiere altos niveles de inversión.
Prácticamente no contiene azufre, por lo que no genera dióxido de azufre, un gas que
contribuye en forma significativa a la contaminación ambiental. El Consejo Internacional de
Transporte Limpio está considerando al azufre como el “plomo” del próximo siglo.
Actualmente en todas partes las legislaciones están exigiendo disminuir el contenido de
azufre del diesel, de manera que este sea Low sulpher diesel o LSD (diesel de bajo
contenido de azufre). El LSD tiene un menor grado de lubricidad que el diesel, por lo que
es más necesario adicionarle biodiesel.
El biodiesel no contamina fuentes de agua superficial ni acuíferos subterráneos.
En la producción del biodiesel se obtiene harina de alto contenido en proteína para la
ganadería, procedente de los restos de las cáscaras de semillas. Lo mencionado
anteriormente es cierto cuando las semillas no contienen principios tóxicos.
Reduce en gran medida los humos visibles durante el arranque.
Es aproximadamente diez veces menos tóxico que la sal común de mesa.
Por la similitud de sus propiedades con el combustible diesel no es necesario hacer
modificaciones a los motores.
Las principales desventajas son [Chiriboga; 2007]:
El biodiésel presenta problemas de fluidez y congelamiento a bajas temperaturas (menos a
cero grados centígrados), especialmente el que se produce de palma africana.
Los costos de la materia prima son elevados y guardan relación con el precio internacional
del petróleo. Dichos costos representan el 70 por ciento de los costos totales del biodiesel,
por lo que este actualmente es un producto relativamente costoso.
Por su alto poder solvente, se recomienda almacenar el biodiesel en tanques limpios; si
esto no se hace, los motores podrían ser contaminados con impurezas provenientes de los
tanques.
El contenido energético del biodiesel es algo menor que el del diesel (12 por ciento menor
en peso u 8 por ciento en volumen), por lo que su consumo es ligeramente mayor.
El biodiesel de baja calidad (con un bajo número de cetano) puede incrementar las
emisiones de óxidos de nitrógeno, pero si el número de cetano es mayor que 68, las
emisiones de óxidos de nitrógeno serían iguales o menores que las provenientes del diesel
fósil.
Se debe cambiar el aceite con más frecuencia porque se diluye en el cárter
Necesita aditivos para arrancar en el motor a bajas temperaturas.
6
La presencia de potasio y sodio pueden causar la precipitación de jabones obstruyendo los
filtros. Estos se presentan en el biodiesel debido a un defectuoso proceso de lavado en su
producción.
Posee menor estabilidad a la oxidación que el diesel debido a que posee dobles enlaces y
oxígeno en su molécula. Esto es importante a la hora de almacenar durante mucho tiempo
el biodiesel.
1.4 Los subproductos de la producción del biodiesel.
Los principales subproductos del proceso para obtener biodiesel son [Anónimo 3; 2005]:
Glicerina o glicerol
Cascarilla de la semilla
Torta alimenticia
Peladura de la semilla
Pastas jabonosas
- Glicerina
La glicerina es un subproducto de elevado valor económico, cuando su nivel de pureza es alto se
utiliza mayoritariamente en la industria cosmética y farmacéutica, pero el exceso de oferta causado
por la proliferación de plantas de biodiesel ha provocado un descenso de su cotización en los
mercados, esto provoca un encarecimiento del proceso por la pérdida de rendimiento de los
subproductos [Anónimo 3; 2005 p. 6].
- Cascarilla de la semilla
Es utilizada como combustible para los hornos de secado. La cascarilla no requiere de un
tratamiento especial para ser utilizada, aunque debe ser tomado en cuenta que no debe estar
húmeda [Anónimo 3; 2005: p. 7].
- Torta alimenticia
La torta que sobra de la extracción del aceite (residuo del prensado), es uno de los subproductos
de gran interés. El interés de este subproducto radica en su contenido de proteínas, que es de un
50 por ciento, aunque la torta se debe someter a un tratamiento para eliminar compuestos tóxicos
que contiene, sin estas toxinas la torta se puede utilizar para la elaboración de alimentos para
ganado. Es así como la comercialización de dicho subproducto disminuye los costos del proceso
de extracción [Anónimo 3; 2005: p. 7].
7
- Peladuras de la semilla
De estos desperdicios se pueden obtener, a través de procesos biológicos y naturales, fuentes de
biogás y fertilizantes, para este uso la peladura no se somete a un tratamiento previo [Anónimo 3;
2005: p. 6].
- Pastas jabonosas
Existirá una gran cantidad de pastas jabonosas si se utiliza materias primas como los aceites
reciclados de restaurantes y grasas animales. Por el contrario, habrá poca cantidad, si se utiliza
como materia prima los aceites vegetales refinados. Con un buen lavado en el proceso se puede
eliminar la mayor parte de este subproducto [Anónimo 3; 2005: p. 7].
1.5 Materias primas e insumos para la producción del biodiesel
Las materias primas que pueden usarse generalmente para elaborar biodiesel son:
Aceites vegetales o grasas animales
- Aceites vegetales o grasas animales
Entre los aceites vegetales se encuentran el aceite de maíz, aceite de canola, aceite de colza y
cualquier variedad de su familia, aceite de algodón, aceite de palma, aceite de tempate y aceite de
mostaza, aceites usado de restaurantes tales como aceites de frituras, grasas flotantes de las
plantas de tratamiento de aguas residuales, entre otros. Mientras que entre las grasas animales
podemos mencionar la manteca de cerdo y cebo de vacas [Knothe; 2004: p. 1].
Los insumos químicos más comunes que pueden usarse para elaborar biodiesel son [Anónimo 3;
2005: p. 25]:
Metanol
Hidróxido de sodio
Ácido sulfúrico
1.6 Procesos de producción del biodiesel.
A continuación se presenta una breve descripción de los diferentes procesos de producción del
biodiesel existentes a nivel industrial [Anónimo 3; 2005: p. 14-15]:
Proceso A: Proceso batch, catalizador básico (ya sea hidróxido de sodio o hidróxido de
potasio) cargado en una proporción de 0.3 – 1.5 por ciento de la carga total, temperatura

8
promedio de operación de 65 grados centígrados, con proporción de alcohol-triglicérido
6:1, conversiones de 85 – 94 por ciento (es alcanzable un 95 por ciento de conversión al
utilizar dos etapas, con remoción de glicerol entre etapas), tiempo de reacción de entre 20
– 60 minutos.
Proceso B: Proceso batch, catalizador ácido (ácido sulfúrico o ácido fosfórico), utilizado en
casos en los cuales se tiene una gran cantidad de ácidos grasos libres presentes en la
materia prima (por arriba del 2 por ciento), una relación alta de alcohol a ácidos grasos
libres es requerida, usualmente entre 20:1 y 40:1, rendimientos de aproximadamente 99
por ciento.
Proceso C: Proceso continuo, catalizador básico, reactores CSRT en línea, se puede
alcanzar una conversión de 98 %, consumo energético considerable ya que exige un
sistema de agitación que asegure la composición uniforme a lo largo de cada reactor (esto
tiene el efecto de incrementar la dispersión del producto glicerol en la fase éster, lo que se
traduce en que el tiempo requerido para la separación de fases es extendido).
Proceso D: Proceso continuo, catalizador básico, reactor en pistón (requiere mayor
espacio, se requieren pequeños tiempos de residencia de 6 – 10 minutos, la conversión
puede alcanzar el 100 por ciento, se trabaja a altas temperaturas y presión para mantener
elevada la tasa de reacción.
Proceso E: Proceso no catalizado, utiliza un co-solvente para solubilizar el metanol
(tetrahidrofurano), tiempo de reacción de aproximadamente 5 – 10 minutos, temperatura
baja de aproximadamente 30 grados centígrados.
Proceso F: Proceso no catalizado, condiciones super críticas (350 a 400 grados
centígrados y mayor a 50 atmósferas ó 1200 psi), tiempo de reacción de aproximadamente
4 minutos, una alta relación alcohol a aceite 42:1.
1.7 Propiedades del biodiesel [Ciria; 2004: p. 8-12].
Las propiedades del BD (biodiesel) comercial dependen tanto del proceso de fabricación como de
la naturaleza de los lípidos a partir de los cuales se ha producido. El BD en función de la naturaleza
de la fuente, animal o vegetal, proporcionará unas características particulares al nuevo
combustible.

9
Los aceites vegetales y las grasas son recursos renovables que en nuestra sociedad juegan en
papel importante en la producción de combustibles alternativos, como por ejemplo Biodiesel.
Debido a que la alta viscosidad de estos aceites tiende a causar problemas si se los usa
directamente en motores diesel, se los hace reaccionar químicamente con alcoholes de cadena
corta (metanol o etanol) mediante una reacción de transesterificación. Los mono-ésteres
resultantes tienen viscosidades próximas al del diesel derivado del petróleo; esta mezcla de mono-
ésteres es conocida como Biodiesel.
A continuación se presenta las propiedades más usuales a evaluar en todo tipo de biodiesel,
independientemente de su procedencia (materia prima):
Tabla 1.1: Propiedades más comunes a evaluar en el biodiesel comercial
PROPIEDADES TÍPICAS DEL BIODISEL
Ensayo ASTM Método Obtenido Límites
Densidad D1298 0.893 0.875 – 0.9 g/ml
Corrosión al cobre D130 1b Número 3 máximo
Viscosidad Cinemática, 40°C D445 5.15 1.9 - 6.0 mm2 /s
Punto de Inflamación D92 152
D93 * mayor 130 grados
centígrados
Numero de Cetanos D613 >49 47minutos
Numero de Neutralización D664 0.14 0.80 máximo mg KOH/g
Glicerina Libre D6584 ** 0.020 porcentaje masa
Glicerina Total D6584 ** 0.240 porcentaje masa
Fósforo D4951 ** 0.001 máx. porcentaje masa
Azufre D5453 **
0.05 máximo (500) porcentaje
masa (ppm)
* Se intenta que el punto de inflamación del Biodiesel tenga un valor mínimo de 100 grados
centígrado. Se han encontrado valores típicos por encima de 160 grados centígrados. Debido a la
alta volatilidad que se registra en valores cercanos a los 100 grados centígrados con el método
ASTM D93, se ha establecido en 130 grado centígrados para asegurar un valor real de 100 grados
centígrados como mínimo. Se están investigando mejoras y alternativas al método ASTM D93. Una
vez que se completen estas investigaciones, se podrá reconsiderar el valor mínimo como 100
grados centígrados.
10
- Punto de Inflamación.
Este parámetro generalmente se determina para satisfacer temas legales de seguridad. También
es útil para conocer si existe una cantidad excesiva de alcohol no reaccionado en el proceso de
obtención.
- Viscosidad.
Debe poseer una viscosidad mínima para evitar pérdidas de potencia debidas a las fugas en la
bomba de inyección y en el inyector. Además, le da características de lubricidad al sistema de
combustible. Por la otra parte también se limita la viscosidad máxima por consideraciones de
diseño y tamaño de los motores, y en las características del sistema de inyección.
- Densidad.
Da idea del contenido en energía del combustible. Mayores densidades indican mayor energía
térmica y una economía de combustible.
- Cenizas Sulfatadas.
Los materiales que forman cenizas en un Biodiesel se pueden presentar de tres formas:
Sólidos abrasivos,
Jabones metálicos solubles,
Catalizadores no eliminados en el proceso.
Tanto los sólidos abrasivos como los catalizadores no eliminados favorecen al desgaste del
inyector, bomba de inyección, pistón y anillos, además de contribuir a la formación de depósitos en
el motor.
Los jabones metálicos solubles tienen un efecto menor en el desgaste pero pueden afectar más a
la colmatación de filtros y depósitos en el motor.
- Azufre.
Contribuye al desgaste del motor y a la aparición de depósitos que varían considerablemente en
importancia dependiendo en gran medida de las condiciones de funcionamiento del motor.
También pueden afectar al funcionamiento del sistema de control de emisiones y a límites
medioambientales.
11
- Corrosión a la Lámina de Cobre.
Mediante la comprobación del desgaste de una lámina de cobre se puede observar si existen en el
sistema compuestos corrosivos y/o presencia de ácidos que puedan atacar al cobre o a aleaciones
de cobre como el bronce que forman parte del sistema de combustible.
- Número de Cetano.
Es una medida de la calidad de ignición de un combustible e influye en las emisiones de humo y en
la calidad de la combustión. El número de cetano depende del diseño y tamaño del motor, de las
variaciones de la carga y velocidad y condiciones de arranque y atmosféricas. Un bajo número de
cetano conlleva a ruidos en el motor, prolongando el retraso de la ignición y aumentando el peso
molecular de las emisiones.
- Valor de Yodo.
Indica la tendencia a la oxidación de un biodiesel porque da idea del grado de instauraciones que
poseen sus ésteres.
- Punto de Nube.
Indica la temperatura a la cual empiezan a precipitar ciertos compuestos del combustible
(parafinas, materia insaponificable, entre otros). Es una medida muy importante a tener en cuenta
cuando se usa el motor en climas fríos. El valor debe ser definido por el usuario, ya que depende
del clima en el cual el motor se utilice.
- Agua y Sedimentos.
El Agua se puede formar por condensación en el tanque de almacenamiento. La presencia de
agua y sólidos de desgaste normalmente pueden colmatar filtros y darle el combustible unas
propiedades de lubricidad menores. El biodiesel puede absorber hasta 40 veces más agua que el
diesel.
El agua puede provocar dos problemas en el motor:
Corrosión en los componentes del motor, generalmente herrumbre. El agua se acidifica y
acaba atacando a los tanques de almacenamiento.
Contribuye al crecimiento de microorganismos. Forman lodos y limos que pueden colmatar
los filtros. Además, algunos de estos microorganismos pueden convertir el azufre que
posea el combustible en ácido sulfúrico, que corroe la superficie metálica del tanque.

12
El agua se puede presentar en el tanque de dos formas:
Disuelta en el combustible. La cantidad de agua depende de la solubilidad de esta en el
biodiesel.
Separada de la fase de combustible en forma libre. La cantidad de esta depende de cómo
se manipule y transporte el combustible.
- Los Sedimentos
Pueden ser debidos principalmente a un mal proceso de purificación del combustible o
contaminación. Afectan principalmente a la temperatura de cristalización y al Número de Cetano.
- Residuo Carbonoso.
Da una idea de la tendencia del combustible a formar depósitos carbonosos. Se aproxima a la
tendencia del motor a formar depósitos. Normalmente para el Diesel se suele utilizar el 10 por
ciento que queda en la destilación, pero debido a que el Biodiesel tiene un perfil muy diferente de
destilación (en un pequeño rango de temperaturas se destila todo la muestra ya que posee una
distribución de moléculas diferentes muy pequeña), se debe utilizar el 100 por ciento de la muestra.
También se puede obtener información, a parte de la contaminación (glicerina libre y total), de la
calidad de la purificación del biodiesel cuando se fabrica.
- Destilación.
Indica la temperatura máxima a la que se debe evaporar el combustible a unas condiciones de
presión y temperatura de 360 grados centígrados tiene que estar el 90 por ciento destilado, según
la norma ASTM D1160.
- Número Ácido, TAN.
Determina el nivel de ácidos grasos, ó generados por degradación, que se presentan en el
combustible. Si posee un alto grado de acidez se formaran una cantidad importante de depósitos y
también se producirá mayor corrosión en el sistema.
- Contenido en metales (Sodio, Potasio, Fósforo,...) y Ácidos grasos libres.
Contribuyen al aumento del residuo carbonoso de manera notable y también a las cenizas,
generando residuos inorgánicos parcialmente quemados. Además, también se pueden formar
jabones que colmatan los filtros del combustible.
13
- Lubricidad.
Es la cualidad de un líquido para proporcionar una lubricación adecuada para prevenir el desgaste
entre dos superficies en movimiento. Los combustibles con un contenido bajo en azufre o baja
viscosidad tienden a tener una lubricidad menor.
- Glicerina Libre.
Determina el nivel de glicerina no enlazada presente en el Biodiesel. Su presencia normalmente se
debe a una mala purificación del biodiesel. Niveles altos pueden causar problemas de depósitos en
el inyector, así como colmatación de filtros. Pueden dañar los sistemas de inyección debido a los
compuestos inorgánicos y jabones que se acumulan en la glicerina. Si la cantidad de glicerina es
superior al 0.5 por ciento esta puede afectar al contenido del residuo carbonoso.
- Glicerina Total.
Determina el nivel de glicerina enlazada y no enlazada presente en el combustible. Niveles bajos
significan que se he producido un alto grado de conversión en el aceite o grasa, y se han formado
gran cantidad de mono-ésteres. Niveles altos de mono, di y triglicéridos pueden provocar la
colmatación de los filtros, depósitos carbonosos en los inyectores y pueden afectar adversamente
a las propiedades a bajas temperaturas. Esto es debido a que al poseer temperaturas de ebullición
superiores provocan que la combustión sea bastante peor. Además, aumentan la viscosidad del
biodiesel.
- Contenido en alcohol.
Puede provocar problemas de lubricidad y en el Número de Cetano. Desde el punto de vista de la
seguridad el Punto de Inflamación disminuye. Por otro lado, junto a la presencia de alcohol puede
venir asociada glicerina disuelta en este con los consiguientes problemas antes comentados.
- Estabilidad a la Oxidación.
Se determina la vida de almacenamiento y la degradación potencial de un combustible durante su
almacenamiento. La oxidación de un combustible suele venir acompañada de la formación de
gomas solubles e insolubles que pueden actuar de la siguiente manera:
Gomas insolubles: Problemas de colmatación de filtros.
Gomas solubles: Formación de depósitos en la punta del inyector y fallos en las boquillas
de los inyectores.
Además, dicha estabilidad a la oxidación se puede ver alterada por los diversos contaminantes que
pueden estar presentes en el biodiesel.

14

15
CAPÍTULO 2: CALIDAD DEL BIODIESEL
2.1 Importancia de la calidad del biodiesel
La calidad del biodiesel es fundamental para el rendimiento y aceptación en el mercado mundial.
Obstrucciones en el filtro, pobre fluidez en frío, y daños al motor por alto contenido de agua, entre
otras razones podrían ocurrir si la calidad del biodiesel no reúne los límites necesarios respecto
sustancias contaminantes y residuales de las reacciones participantes para su elaboración.
2.1.1 El biodiesel en relación a los motores diesel
El primer efecto causado por la mala calidad del biodiesel, se observa en los motores de los
usuarios y de ahí un efecto en cadena produce resultados negativos en otras áreas. De tal manera
que el primer tópico a mencionar respecto a la importancia de la calidad del biodiesel se centra en
la relación motor/combustible.
Para que un combustible originado de una fuente renovable de origen vegetal o animal (como lo es
el biodiesel) pueda utilizarse válidamente, cualquiera que sea el tipo de motor considerado, se
deben dar determinadas condiciones a saber [Hilbert; 2004]:
impliquen la menor cantidad de modificaciones a los motores en uso;
no ocasione una significativa reducción de la potencia o limitaciones en las condiciones de
empleo;
guarde una relación entre el consumo y la prestación de las máquinas equivalente o similar
a la lograda con el actual gas-oil (diesel derivado del petróleo);
requiera bajas inversiones en el proceso de sustitución;
pueda estar disponible en un corto plazo;
garantice un balance energético con saldo positivo;
llegue al mercado con un precio que sea competitivo con el del combustible al que
sustituye.
Es indiscutible que la relación motor/combustible debe ser la idónea para una combustión efectiva,
he ahí donde radica la importancia de la calidad del biodiesel. De igual manera, los aspectos
técnicos, ambientales y económicos que a continuación se mencionan confirman la importancia de
reunir todas las especificaciones de calidad de este biocombustible.
16
2.1.2 Punto de vista técnico
La calidad del biodiesel dependerá del tipo de proceso que se ocupe así como de la maquinaria
que se compre para su producción, entre otros.
En los países europeos donde ya se han instalado plantas productoras de biodiesel, como
Alemania y Austria, se tomaron en cuenta ciertos criterios para saber cuál sería el proceso más
conveniente que produjera una calidad aceptable pero al mismo tiempo una disponibilidad
tecnológica para producir el combustible [Anónimo 3; 2005: Cap. 6, p.1-2].
Por otra parte, el buen control de la producción debe estar presente en cada una de las etapas en
la planta para que el producto terminado sea lo más puro posible.
A continuación se menciona cada una de las etapas, que a groso modo representan el proceso de
producción de biodiesel en donde se debe tomar en cuenta la calidad de dicho bio-combustible:
Recepción y almacenamiento de la materia prima.
Preparación de materia prima.
Separación y lavado del metil-éster.
Secado del biodiesel.
Refinado del biodiesel.
2.1.3 Punto de vista ambiental [Hilbert, J.; 2004]
La gran ventaja del biodiesel es su rápida degradación en contacto con el suelo haciéndolo
ambientalmente “amigable”. Su toxicidad para seres humanos y animales es más baja.
Los gases de escape contienen proporciones menores de monóxido de carbono, hidrocarburos y
mayores de monóxido de nitrógeno a los provocados por motores funcionando con gasoil. La
proporción de cenizas es menor y no se generan dióxido de azufre principal responsable de la
lluvia ácida.
El biodiesel es el primer y único combustible alternativo que posee una evaluación completa de
emisiones y efectos potenciales sobre la salud de las personas, aprobado por EPA (Agencia de
Protección Ambiental, por su significado en español) según lo dispuesto en el artículo 211(b) del
Artículo del Aire Limpio. Estos programas incluyen las más rigurosas pruebas sobre emisiones de
combustibles y aditivos que hechas por EPA en los EE.UU. Los datos recogidos a través de estas
17
pruebas concluyen el más completo inventario sobre salud humana y medioambiental que la
tecnología actual permite.
El problema de la emisión de olores por el escape, que ha llegado a provocar dolores de cabeza y
nauseas a los conductores y personal de mantenimiento de talleres es causado por la acroleína
procedente de los hidrocarburos incombustibles. Con la introducción del catalizador los olores
desaparecen completamente, sin que se lleguen a notar diferencias con respecto a los motores
que trabajan con gasóleo, salvo en los primeros momentos de funcionamiento con los motores en
frío, ya que el catalizador requiere un mínimo de temperatura para que actúe correctamente.
También existe todo un nuevo campo de acción ligado al llamado secuestro de carbono de la
atmósfera. Las reuniones internacionales sobre medio ambiente entre las que se destaca la de
Kyoto 1997 fijan restricciones crecientes a la emisión de los llamados gases que provocan el
sobrecalentamiento de la tierra fundamentalmente metano y dióxido de carbono. En las últimas
reuniones internacionales también se han establecido mecanismos de transacción mediante la cual
se podrían comercializar a nivel mundial la capacidad de secuestrar este tipo de gases
fundamentalmente por medio de su incorporación al suelo por las plantas. En este sentido el
Biodiesel posee un amplio abanico de posibilidades ya que cierra un círculo renovable sin adición
significativa de mayores niveles de dióxido de carbono.
2.1.4 Punto de vista económico [Hilbert, J.; 2004]
Sumada a las consideraciones de índole técnica y ambiental existe el factor económico crucial para
poder ponderar el alcance que puede llegar a tener este tipo de alternativa al igual que su nivel de
calidad.
Para este análisis se deben considerar los siguientes factores principales:
Costo de la materia prima (aceites) regidos por precios internacionales.
Costos de procesamiento, producción y almacenamiento del biodiesel. Variables en función
de la tecnología aplicada.
Proporción final de biodiesel en el combustible final.
Carga impositiva aplicada al producto final.
Costos de distribución y comercialización.

18
La materia prima tiene la mayor incidencia en los costos finales y de allí que es esencial establecer
mecanismos que amortigüen los cambios en los precios así como buscar fuentes alternativas de
suministro más económico que no compitan en los precios internacionales.
Desde el punto de vista macroeconómico, si El Salvador se convirtiera, en el futuro, en uno de los
principales exportadores de aceites de Centro América (pues sus tierras son idóneas para la
cosecha de diferentes cultivos), se tornará imprescindible tomar en cuenta la balanza de pagos en
función del precio de estos productos en el mercado internacional al igual que el de los
combustibles derivados del petróleo.
La alternativa de uso del biodiesel tiene sin lugar a dudas un espacio inmediato en el cual
desarrollarse condicionado a que se den fundamentalmente las ventajas económicas respecto a su
uso.
A parte la importancia de la calidad del biodiesel en los motores y de los tres puntos de vista
explicados anteriormente, no se puede dejar de mencionar las diferentes normas que se encargan
de que los estándares se cumplan para el beneficio de todos los usuarios, tales como la norma
CEN (Comité Europeo de Normalización) y la norma ASTM (Sociedad Americana de Pruebas y
Materiales), ésta última es mencionada mucho a lo largo de este trabajo.
Las especificaciones para el biodiesel han sido implementadas en varios países alrededor del
mundo, más notablemente en los Estados Unidos, a través de la norma ASTM (Sociedad
Americana de Pruebas y Material), y en Europa a través de la norma CEN (Comité Europeo para la
Normalización). Los comités más importantes de estos grupos que supervisan el desarrollo de las
especificaciones del combustible, incluyendo normas para el biodiesel, están comprometidos con
los fabricantes de automóviles y motores, refinerías, productores de biocombustibles, entidades
gubernamentales y otros usuarios del combustibles que por medio de consensos acuerdan sobre
las especificaciones que ayudan a asegurar una buena calidad de los combustibles para la
seguridad y operación satisfactoria de los vehículos y motores.
En los Estados Unidos, las especificaciones de la norma ASTM se encuentran en la ASTM D 6751;
para la Unión Europeo, la norma es la EN (Norma Europea) 14214. Las especificaciones ASTM
definen al biodiesel como un combustible compuesto de ésteres mono-alquílicos de cadena larga
de ácidos grasos derivados de aceites vegetales o de grasas animales. Los aceites vegetales
crudos y las grasas animales que no han sido procesadas, no reúnen las especificaciones del
biodiesel. Hay que tener en cuenta que la norma ASTM no es una ley en sí; sin embargo, las
especificaciones ASTM es para mezclas de biodiesel en petro-diesel, y muy poco para
especificaciones del B100 como un combustible puro, aunque suele ocuparse también para éste
19
último por muchos productores. Varios estados adoptan la norma ASTM y la trasponen como una
ley. En lo que respecta a las especificaciones del biodiesel, solo unos pocos estados lo han hecho
en la actualidad, por ejemplo Minnesota.
En Europa, la norma EN 14214 establece las especificaciones para los ésteres metílicos de los
ácidos grasos para los combustibles diesel. En contraste con la norma ASTM 6751, el B100 que
reúne estos estándares podría se puede emplear para biodiesel puro en motores (si el motor ha
sido adaptado para operar como B100) o en combinación de biodiesel en diesel para producir una
mezcla de acuerdo con la norma EN 590, las especificaciones de la norma EN. Las mezclas con
un 5 por ciento de ésteres metílicos de ácidos grasos se permiten en combustibles diesel definidos
por la norma EN 590, la cual permite que el B5 se considere como un combustible diesel estándar.
La norma EN 14214, es más restrictiva y sólo se aplica a los ésteres mono-alquílicos producidos
con metanol, es decir, éster metílicos de ácidos grasos. El contenido mínimo de ésteres se
especifica de 96.5 por ciento. La adición de componentes que no son ésteres metílicos de ácidos
grasos (diferentes a los aditivos) no se permiten.
Los puntos relevantes a la norma europea no se desarrollarán a profundidad en el presente trabajo
pues en América y especialmente en Estados Unidos es la norma ASTM la más practicada
respecto a propósitos de calidad del biodiesel. Por lo tanto, el enfoque se hará direccionado a la
norma y especificaciones expuestas en la ASTM D 6751.
2.2 Factores que afectan la calidad del biodiesel [Knothe; 2004: Cap. 16, p. 101-104]
Generalmente, la calidad del combustible biodiesel puede ser influenciada por varios factores:
La calidad de la materia prima.
La composición de los ácidos grasos provenientes de aceites vegetales o grasas animales.
El proceso de producción y otros materiales que se utilizan en éste.
Los parámetros pos-producción.
2.2.1 La calidad de la materia prima
Como regla general, mientras más puros sean los triglicéridos en la materia prima, será más fácil
convertirla en biodiesel y su costo será más alto. Por otro lado, entre más barata sea la materia
prima será más difícil y costoso convertirla en biodiesel.

20
Las materias primas pueden contener diferentes tipos de contaminantes tales como agua, ácidos
grasos libres, partículas sólidas y fosfolípidos. Cada uno de estos contaminantes tiene el potencial
para alterar la calidad de biodiesel.
Agua
Es realmente importante separar el agua del proceso de producción del biodiesel. Si bien la
mayoría de procesos pueden tolerar hasta 1 por ciento de agua, incluso este bajo nivel
incrementaría la producción de jabones y afectaría significativamente la reacción de
transesterificación del biodiesel. El agua se puede remover por diferentes métodos. Uno de estos
métodos es agregar calor para romper la emulsión entre el agua y el aceite y que se dividan
completamente en dos fases. El método de centrifugación es otra opción para la remoción.
El aceite de soja crudo contiene normalmente alrededor de 0.3 por ciento de agua. Esta cantidad
puede ser removida fácilmente mediante un proceso de vaporización inmediata. La grasa amarilla
(y generalmente la grasa café) contienen alrededor de 0.5 por ciento de agua porque se le ha
removido previamente durante etapas del proceso. Los residuos de grasas de restaurantes y
trampas de grasas pueden tener alto contenido de agua por lo que deben de ser siempre
analizadas.
El agua no solo altera el proceso de transesterificación sino que también repercute en los costos
de las materias primas porque habrá mayor cantidad de agua a remover.
A mayor contenido de agua en las muestras de aceite o grasa, menor será el contenido de lípidos
en ella.
Sólidos
La materia prima debe filtrarse siempre para asegurar que partículas sólidas no entren al sistema
de procesamiento del biodiesel. Esto es típico que suceda con productos reciclados, por ejemplo
las trampas de grasa, por lo que se deben ocupar filtros muy finos (filtros de 10 micrómetros) para
removerlas, aunque el producto terminado se filtrará con uno de 5 micrómetros.
Ácidos grasos libres
Los efectos de los ácidos grasos libres en el proceso de producción del biodiesel han sido un tema
de polémica. Los ácidos grasos libres desactivan la catálisis del proceso, forman jabones y
producen agua cuando son transformados en ésteres, sin embargo no afectan la acidez del
biodiesel como producto terminado. Según las especificaciones de la norma ASTM para el total de
glicerol, el contenido de ácidos graso libres debe ser de 0.2 a 0.3 por ciento (si se utiliza un
catalizador alcalino normal en el proceso).

21
Fósforo
El aceite de soja crudo contiene entre 600 a 900 ppm de fósforo en forma de fosfolípidos o gomas.
Este material se debe remover porque la norma ASTM permite que el biodiesel posea un contenido
máximo de 10 ppm de compuestos fosfatados. Afortunadamente, el típico proceso de producción
del biodiesel elimina el fósforo, el cual es transferido hacia la fracción de glicerol o removido por
medio del agua de lavado.
Azufre
Una de las mejores ventajas que presenta el biodiesel es que contiene bajos niveles de azufre. La
EPA ordenó en el año 2006 que los niveles de azufre en el combustible diesel (derivado del
petróleo) se encuentren entre 15 ppm a 500 ppm. El biodiesel se encuentra debajo de estos
valores. Sin embargo, algunas muestras de biodiesel procedentes de materias primas tales como
grasas amarillas y grasas animales han demostrado que los niveles de azufre son de 40 a 50 ppm.
Aún no se ha comprendido totalmente de donde proviene el contenido de azufre en estas grasas,
pero podría ser de conservantes alimenticios, proteínas, el pelo del cuero de animales y en ciertos
casos donde se procesan las aves de corral, de las patas de pollos. Se necesita más
investigaciones para cubrir las dudas en esta área.
Valor de Yodo
El valor de Yodo es un método bastante común y simple el cual sirve como indicador del grado de
saturación de los aceites. Aunque el grado de saturación no parece afectar significativamente al
proceso de transesterificación, sí altera las propiedades del biodiesel. Las grasas saturadas le dan
al biodiesel una mayor estabilidad oxidativa, un mayor número de cetano pero pobres propiedades
a bajas temperaturas. El biodiesel proveniente de grasas saturadas parece gelatina a temperatura
ambiente en comparación a los aceites vegetales.
2.2.2 La composición de los ácidos grasos provenientes de aceites vegetales o grasas
animales
Definición de ácidos grasos
Un ácido graso es una molécula orgánica formada por una larga cadena hidrocarbonada, de
número par de átomos de carbono, en cuyo extremo hay un grupo carboxilo. Cada átomo de
carbono se une al siguiente y al precedente por medio de un enlace covalente sencillo. Al átomo de
su extremo le quedan libres tres enlaces que son ocupados por átomos de hidrógeno. Los demás
átomos tienen libres dos enlaces, que son ocupados igualmente por átomos de hidrógeno
[Wikipedia; 2008].
22
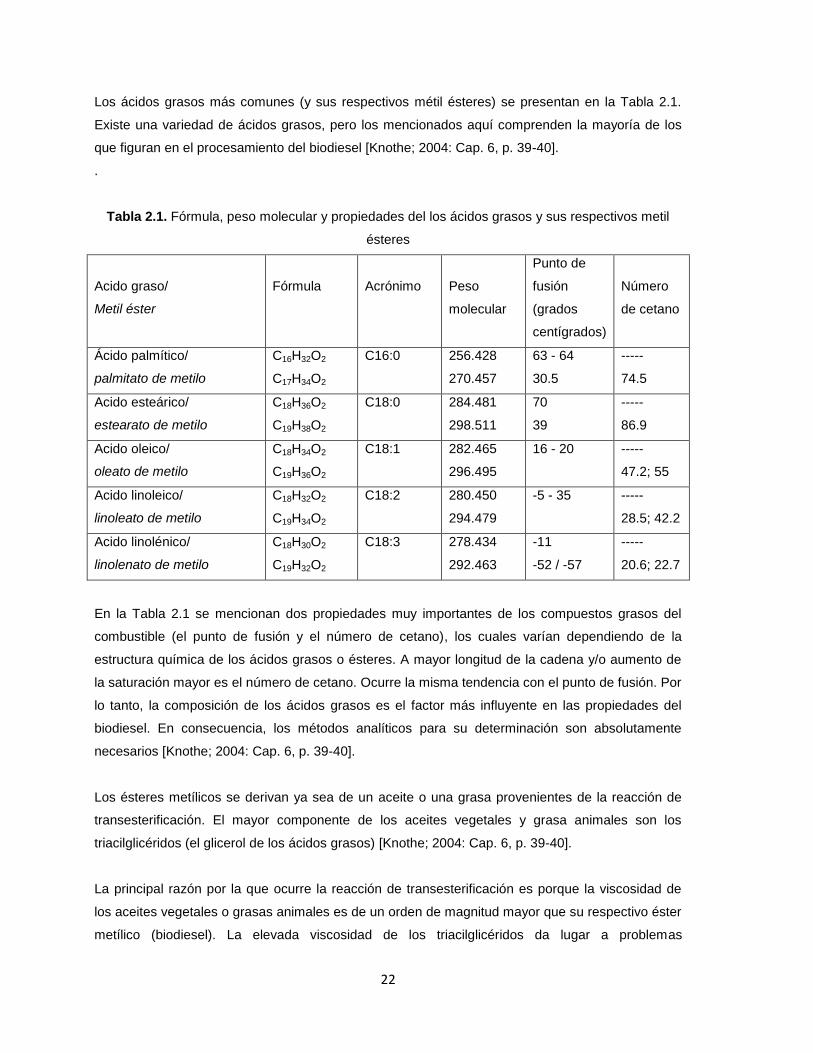
Los ácidos grasos más comunes (y sus respectivos métil ésteres) se presentan en la Tabla 2.1.
Existe una variedad de ácidos grasos, pero los mencionados aquí comprenden la mayoría de los
que figuran en el procesamiento del biodiesel [Knothe; 2004: Cap. 6, p. 39-40].
.
Tabla 2.1. Fórmula, peso molecular y propiedades del los ácidos grasos y sus respectivos metil
ésteres
Acido graso/
Metil éster
Fórmula
Acrónimo
Peso
molecular
Punto de
fusión
(grados
centígrados)
Número
de cetano
Ácido palmítico/
palmitato de metilo
C16H32O2
C17H34O2
C16:0 256.428
270.457
63 - 64
30.5
-----
74.5
Acido esteárico/
estearato de metilo
C18H36O2
C19H38O2
C18:0 284.481
298.511
70
39
-----
86.9
Acido oleico/
oleato de metilo
C18H34O2
C19H36O2
C18:1 282.465
296.495
16 - 20 -----
47.2; 55
Acido linoleico/
linoleato de metilo
C18H32O2
C19H34O2
C18:2 280.450
294.479
-5 - 35 -----
28.5; 42.2
Acido linolénico/
linolenato de metilo
C18H30O2
C19H32O2
C18:3 278.434
292.463
-11
-52 / -57
-----
20.6; 22.7
En la Tabla 2.1 se mencionan dos propiedades muy importantes de los compuestos grasos del
combustible (el punto de fusión y el número de cetano), los cuales varían dependiendo de la
estructura química de los ácidos grasos o ésteres. A mayor longitud de la cadena y/o aumento de
la saturación mayor es el número de cetano. Ocurre la misma tendencia con el punto de fusión. Por
lo tanto, la composición de los ácidos grasos es el factor más influyente en las propiedades del
biodiesel. En consecuencia, los métodos analíticos para su determinación son absolutamente
necesarios [Knothe; 2004: Cap. 6, p. 39-40].
Los ésteres metílicos se derivan ya sea de un aceite o una grasa provenientes de la reacción de
transesterificación. El mayor componente de los aceites vegetales y grasa animales son los
triacilglicéridos (el glicerol de los ácidos grasos) [Knothe; 2004: Cap. 6, p. 39-40].
La principal razón por la que ocurre la reacción de transesterificación es porque la viscosidad de
los aceites vegetales o grasas animales es de un orden de magnitud mayor que su respectivo éster
metílico (biodiesel). La elevada viscosidad de los triacilglicéridos da lugar a problemas

23
operacionales, tales como depósitos en el motor. El etanol, propanol e iso-propanol son alcoholes
que se podrían ocupar para producir biodiesel, sin embargo el metanol es el más barato de todos y
por tanto el más común de usar. Ciertos métodos analíticos se tendrán que modificar si se ocupa
otro tipo de alcohol que no sea metanol [Knothe; 2004: Cap. 6, p. 39-40].
A parte de los acilgliceroles, restos de alcohol (metanol) y catalizadores (hidróxido de sodio o
potasio) contaminan el producto final (biodiesel) al igual que materiales no grasos que se
encuentran normalmente en los aceites y grasas.
Los gliceroles o glicerinas libres y totales también contaminan. Los libres, son los restos de glicerol
que quedan luego de la purificación del biodiesel; los totales, resultan de los tres acilgliceroles en
combinación con los libres. Los valores límite que figuran en la norma ASTM, D 6751 son: 0.02 por
cidnto (peso) de gliceroles libres y 0.24 por ciento de gliceroles totales. Los métodos analíticos que
miden los parámetros de éstos se dividen en tres categorías: métodos cromatográficos, métodos
espectroscópicos y métodos basados en propiedades físicas. Los dos primeros se pueden
combinar y se conoce como “métodos de guiones”. Este término proviene de la unión de los dos
nombres de los métodos por medio de un guión. Se hablará detalladamente de cada uno más
adelante [Knothe; 2004: Cap. 6, p. 39-40].
2.2.3 El proceso de producción y otros materiales que se utilizan en éste
En la reacción de transesterificación los triglicéridos se convierten en diglicéridos que luego se
convierten en monoglicéridos y finalmente en glicerol. En cada etapa se produce una molécula de
éster metílico de un ácido graso. Si la reacción es incompleta habrá una mezcla de triglicéridos,
diglicéridos y monoglíceridos como residuos. Cada uno de estos compuestos aún posee una
molécula de glicerol que no han liberado. Estos compuestos se denominan “gliceroles vinculados”.
Los gliceroles vinculados más los gliceroles libres forman los gliceroles totales. A continuación se
representa la reacción por etapas [Knothe; 2004: Cap. 16, p. 101-104]:
Triglicérido → Diglicérido → Monoglicérido → Glicerol (Ec. 2.1)
↓ ↓ ↓
metil éster metil éster metil éster
La norma ASTM exige que el contenido de gliceroles totales sea menor al 0.24 por ciento del
producto final. Se ocupa un cromatógrafo de gases para medir el contenido de éstos, tal como se
describe en la norma ASTM D 6584. El método del cromatógrafo de líquidos de alto rendimiento

24
(HPLC, por sus siglas en inglés) y el descrito en el método oficial AOCS (Sociedad Americana de
Químicos Petroleros, por su significado en español), específicamente Ca 14-56 (método iodo-
métrico para gliceroles libres, totales y combinados) también se suelen usar. Para todas las
técnicas mencionadas se necesitan el adecuado equipo de laboratorio y personal altamente
entrenado para el análisis de las muestras [Knothe; 2004: Cap. 16, p. 101-104].
Gliceroles libres
Los gliceroles son insolubles en el biodiesel por lo que es fácil eliminar la mayoría por
centrifugación o precipitación. Parte del glicerol permanece suspendido en forma de gotas y otras
pequeñas cantidades se mezclan en el biodiesel (gliceroles libres). La mayor parte de glicerol se
debería remover durante el proceso de lavado con agua. En el agua de lavado es raro encontrar
glicerol libre, sobre todo si es agua caliente. Durante la destilación del biodiesel se suele arrastrar
glicerol libre y si se encuentra en cantidades excesivas suele causar problemas en los tanques de
almacenamiento, ya que se forma una mezcla bastante viscosa que puede tapar los filtros y alterar
la combustión en el motor [Knothe; 2004: Cap. 16, p. 101-104].
Alcohol y catalizador residual
Ya que el metanol y catalizador alcalino (hidróxido de sodio) son solubles en la fase polar del
glicerol, la mayor parte se elimina al removerse el glicerol del biodiesel. A pesar de esto, aún
podría quedar de 2 a 3 por ciento del alcohol en el producto terminado, que constituye el 40 por
ciento de exceso de metanol en la reacción. Ese porcentaje se recupera calentando el biodiesel.
Cualquier remanente de metanol luego del calentamiento se deberá remover por el proceso de
lavado. El nivel de alcohol admisible se especifica en normas Europeas, pero no es incluido en la
norma ASTM. Las pruebas realizadas han demostrado que tan solo 1 por ciento de metanol en el
biodiesel puede reducir la temperatura de inflamación de 170 grados centígrados hasta 40 grados
centígrados. Esta reducción presenta un peligro potencial para la seguridad ya que el biodiesel se
tendría que tratar como gasolina, que posee una baja temperatura de inflamación, por lo que la
norma ASTM exige un contenido de alcohol menor a 0.1 por ciento y un valor de temperatura de
inflamación de 130 grados centígrados. El alcohol restante no afectará a la eficiencia del motor ya
que la cantidad será muy pequeña [Knothe; 2004: Cap. 16, p. 101-104].
Con respecto al contenido del catalizador en el biodiesel, la norma ASTM no exige un valor
específico, sin embargo éste se verá limitado por el contenido de cenizas sulfatadas. De tal forma
que, a mayor cantidad de cenizas mayor será los niveles de desgaste abrasivo y depósitos en el
motor.

25
2.2.4 Los parámetros pos-producción
Agua y sedimentos [Knothe; 2004: Cap. 16, p. 101-104].
El agua y sedimentos son dos contaminantes que deben removerse del biodiesel. El agua se
puede presentar de dos formas, como agua disuelta o como gotas suspendidas. A pesar que el
biodiesel es insoluble en agua, éste presenta mayor contenido de agua que el combustible diesel.
El biodiesel posee hasta 1500 ppm de agua disuelta, mientras que el diesel posee un máximo de
50 ppm. El límite permisivo de agua es de 500 ppm tanto para la norma ASTM D 975 (diesel) como
para la ASTM D 6751 (biodiesel). La cantidad de agua suspendida para el diesel es bastante baja.
El biodiesel se debe mantener seco, sin embargo es difícil debido a que muchos tanques de
almacenamiento para diesel poseen agua en la parte inferior debido al proceso de condensación.
El agua suspendida contribuye a la corrosión de las piezas de montaje en el sistema de inyección.
Los sedimentos se encuentran en forma de óxidos suspendidos y partículas sucias o pueden
proceder como compuestos insolubles que se forman en la oxidación del biodiesel. La sustitución
de combustible a biodiesel incrementa el contenido de sedimentos que provienen de las paredes
en los tanques de almacenamiento que trabajaban anteriormente con diesel. Sus propiedades
disolventes pueden aflojar los sedimentos y tapar los filtros.
Estabilidad de almacenamiento [Knothe; 2004: Cap. 16, p. 101-104].
La estabilidad de almacenamiento se refiere a la capacidad del combustible para resistir cambios
químicos (oxidación por el aire) durante un período de almacenamiento.
La composición de los ácidos grasos es un factor determinante para conocer la estabilidad del
biodiesel en presencia de oxígeno. A mayor insaturación de los ácidos grasos menor estabilidad
oxidativa, por ejemplo el ácido linoleico (C18:2) y linolénico (C18:3). La presencia de ciertos
metales (incluyendo el material con el que se diseña los contenedores) y la luz puede acelerar el
proceso de oxidación y el agua puede provocar la hidrólisis de los ésteres a ácidos grasos libres de
cadena larga aumentando así, el contenido de ácidos en el producto terminado. Como resultado de
la oxidación aparecen hidroperóxidos y éstos a su vez producen ácidos grasos de cadena corta y
aldehídos. En virtud de las condiciones adecuadas los hidroperóxidos podrían polimerizarse. Por lo
tanto, el proceso de oxidación denota un incremento en el contenido de ácidos y viscosidad
además de un oscurecimiento (amarillo a café) y olor a pintura del biodiesel.
Actualmente, no existen métodos para medir la estabilidad del biodiesel. Las técnicas propias para
derivados del petróleo (ASTM D 2274) son incompatibles con el biodiesel. El índice de estabilidad
26
de aceites y el aparato Rancimat son dos procedimientos más adecuados para evaluar la
estabilidad del biodiesel, comúnmente utilizados en la industria de aceites y grasas. Sin embargo,
las industrias motoras no han experimentado con estas pruebas, por lo que no poseen valores
estándar. Asimismo, los diferentes métodos rápidos de prueba no se han enfocado en los
problemas actuales de los motores. Si los valores de la viscosidad, contenido de ácidos y
sedimentos exceden los exigidos por la norma ASTM, entonces el biodiesel no se deberá ocupar
como combustible alterno para automóviles.
El BHT y TBHQ (t butil-hidroquinona) son aditivos en la industria de alimentos y se ha comprobado
que mejoran la estabilidad de almacenamiento del biodiesel. El biodiesel producido a partir de
aceite soja contiene antioxidantes (tocoferoles o vitamina E) que lo protegen contra la oxidación.
Un gran porcentaje de tocoferoles se pierde en la refinación del aceite previo a la producción de
biodiesel.
Todo combustible, ya sea derivado del petróleo o biomasa, que se almacene por más de 6 meses
debe ser tratado con aditivos antioxidantes.
2.3 Comportamientos del biodiesel en motores [Knothe; 2004: Cap. 2, p. 6-12].
2.3.1 Las exigencias en los motores diesel
Antecedentes
La combustión del diesel es el proceso que ocurre cuando el combustible hidrocarbonado, con
capacidad de auto-ignición, se inyecta en un volumen de aire que se ha comprimido a presión y
temperatura elevada dentro del cilindro del motor. La ignición no es inmediata. Hay un período de
tiempo denominado “retraso de encendido” en el cual el combustible se caliente, vaporiza y se
mezcla con el aire para provocar reacciones de pre-combustión que producen radicales necesarios
para la auto-ignición. Al conjunto de acciones de calentamiento, vaporización y mezcla se les
conoce como procesos de retraso físicos y a las reacciones previas a la combustión como
procesos de retraso químicos, los cuales a menudo ocurren simultáneamente.
Después de un tiempo prudencial, la ignición se propagará rápido y espontáneamente,
comenzando en las zonas en donde la relación estequiométrica aire/combustible sea la adecuada.
El aumento de temperatura y presión en el cilindro cesará hasta que se agote la mezcla
aire/combustible que se formó durante el “retraso de encendido”. Este proceso se denomina
combustión de pre-mezclado.
27
El combustible restante en el núcleo de aspersión es demasiado abundante aún para quemarse,
por lo que se reduce la combustión. La relación que existe entre el aire entrante y la mezcla
aire/combustible permite controlar la combustión. Este proceso se denomina control de mezclado ó
difusión de quemado.
El combustible debe encenderse en el motor
El grado de auto-ignición del diesel se mide mediante el número de cetanos (ASTM D 613). A
mayor número de cetanos menor “retraso de encendido” y menor cantidad de combustión de pre-
mezclado, porque el tiempo de preparación del combustible para la combustión será corto. El
número de cetano ha sido un tema de debate en los últimos años, porque no refleja con precisión
las condiciones de ignición en motores turbo-cargados modernos, en particular con combustibles
alternos.
El combustible debe liberar energía cuando se queme
El contenido de energía de un combustible se caracteriza por la cantidad de calor que libera
cuando se quema y los productos se enfrían a condiciones ambientales. Esto se define como la
entalpía de combustión o calor de combustión. El proceso de combustión produce agua y energía y
será diferente dependiendo del estado en que se presente el agua (líquido o vapor). En el primer
caso, si toda el agua en los gases de escape es líquida, el calor extraído tendrá un valor calórico
superior o valor calórico bruto. En el segundo caso, si toda el agua es vapor, el calor extraído
tendrá un valor calórico inferior o valor calórico neto. Ya que los motores no poseen la habilidad de
condensar agua de los gases de escape, el uso más común para medir el contenido de energía de
los combustibles es el valor calórico neto.
El contenido energético del combustible no se controla durante el proceso de fabricación. El valor
calórico del diesel dependerá del proceso de refinación, la época del año y la fuente de la materia
prima. Más allá de estas diferencias, el valor calórico dependerá de la composición del
combustible. De tal manera que, a mayor contenido de compuestos aromáticos mayor contenido
de energía por galón y menor contenido de energía por libra. Su alta densidad compensa el poco
contenido energético. Esto es de especial interés para los motores diesel porque el combustible es
medido en el motor volumétricamente. Un combustible con poco contenido energético por galón
hará que el motor tenga menos potencia.

28
El biodiesel no contiene compuestos aromáticos sino ácidos grasos con diferentes grados de
insaturación. A mayor grado de insaturación menor contenido energético, lo que equivale decir, a
mayor contenido de saturación mayor contenido energético.
A continuación se presenta en la Tabla 2.2 el contenido energético de dos tipos de combustible,
uno derivado del petróleo y otro de biomasa:
Tabla 2.2. Menor valor calórico
COMBUSTIBLE Btu/lb Btu/gal
Número 2 Diesel 18,300 129,050
Biodiesel (soja) 16,000 118,170
DIFERENCIA (%) (12.5 por ciento menos) (8 por ciento menos)
Tal como se observa claramente en la Tabla 2.2, el biodiesel posee un menor valor calórico que el
combustible Número 2 Diesel. En base másica, el nivel de energía es 12.5 por ciento menor. Ya
que el biodiesel es más denso que el diesel, el contenido energético es solamente 8 por ciento
menor (en base al volumen) y en ciertos casos inferior a este valor pues una mayor viscosidad del
biodiesel reducirá la cantidad de combustible que se sale al pasar por los émbolos en la bomba de
inyección.
Pruebas realizadas han demostrado que la eficiencia real de convertir energía en potencia es la
misma para el biodiesel y el diesel.
El parámetro más utilizado para medir la economía de los motores es el BSFC (Consumo
Específico de Combustible por Frenado). Para el caso del biodiesel será 12.5 por ciento mayor que
el diesel.
El BSFC es similar a la eficiencia, pues ambos miden cuánto combustible se necesitará para hacer
cierta cantidad de trabajo. A menor BSFC mayor eficiencia del motor. Sin embargo, no proporciona
información acerca de la cantidad de energía disponible en el combustible, por lo que no puede
utilizarse para comparar la calidad del quemado de combustibles en diferentes motores. El prefijo
“frenado” se refiere a que el potencial se mide directamente en el eje de rendimiento del motor
(árbol de levas).
La eficiencia térmica del combustible, se define como la relación de la potencia producida por el
motor y la energía del combustible consumido, que depende del valor calórico inferior del
combustible.

29
El valor calórico inferior se puede medir por calorimetría o se estima por ecuaciones basadas en la
composición del combustible.
El combustible debe proporcionar una gran cantidad de energía por galón.
La densidad del combustible no es en sí, un parámetro importante para los motores diesel, pero se
relaciona con el contenido energético del combustible. Como primera aproximación, todos los
hidrocarburos poseen el mismo contenido de energía por libra. La diferencia entre combustibles
radica entonces, en sus densidades. A mayor densidad mayor contenido energético por galón y
debido a que el diesel se vende volumétricamente, a mayor densidad mayor potencia. Como se
dijo anteriormente, el biodiesel posee una densidad más elevada que el diesel (0.87-0.88 g/cc
comparado con 0.84-0.85 g/cc para el diesel Número 2 y 0.81-0.815 g/cc para el diesel Número 1),
por tanto posee un contenido de energía por galón más alto, lo cual se transforma en una de sus
mejores ventajas ante el diesel.
El combustible no debe restringir la operatividad del motor a bajas temperaturas.
El diesel contiene pequeñas cantidades de hidrocarburos de cadena larga, llamados ceras, que
cristalizan a temperaturas dentro del rango de funcionamiento normal del motor. Si la temperatura
es lo suficientemente baja, estos cristales de cera se aglomerarán y taparán los filtros alterando la
operación del motor. A muy bajas temperaturas el combustible se solidificaría.
Aditivos derivados del petróleo, conocidos como PPD (Pour Point Depressants, que significa
Depresores del Punto de Fluidez) se utilizan para inhibir la aglomeración de los cristales de cera,
reduciendo así el la temperatura a la cual se tapan los filtros. Es muy común agregar Diesel
Número 1 al Diesel Número 2 para reducir este punto, ya que las ceras del primer combustible
diluyen las ceras del segundo.
Para determinar el punto de nube y el punto de fluidez de los combustibles, se utiliza la norma
ASTM D 2500 y D 97, respectivamente. Además, hay pruebas que miden la tendencia de un
combustible a tapar filtros.
El combustible no debe contribuir a la corrosión
Muchas piezas en el sistema de inyección de motores Diesel están hechas de acero con alto
contenido de Carbono, por lo tanto son propensos a la corrosión en contacto con el agua. Los

30
daños causados por el agua son la causa principal de la falla prematura de los sistemas de
inyección. La mayoría de motores Diesel están equipados con separadores de agua que producen
pequeñas gotas de agua que se agrupan hasta que son lo suficientemente grandes para ser
removidas del combustible. Los combustibles Diesel que poseen cantidades significativas de agua
en el sistema de inyección pueden provocar daños irreversibles en los motores en un corto período
de tiempo.
El contenido total de agua y sedimentos en el Diesel, según la norma ASTM D 2709, es de 0.05
por ciento. Este método emplea un centrifugador para acumular toda el agua y sedimentos.
Los compuestos de azufre en el diesel también corroen los motores. El Cobre se suele utilizar
como indicador de este tipo de corrosión. La norma ASTM D 130 emplea finas tiras de Cobre
sumergidas en el combustible para identificar su tendencia a corroer los metales.
El combustible no debe contener sedimentos obstruir orificios o causar desgaste
Los filtros de los motores Diesel están diseñados atrapar partículas mayores a 10 micrómetros de
tamaño. Algunos motores actuales incluso han equipado con filtros que capturan partículas de
hasta 2 micrómetros, los cuales deberían retener materiales extraños de entrar al sistema de
inyección. No obstante, cuando los combustibles se exponen a altas temperaturas y al aire
(oxígeno), pueden sufrir cambios químicos y producir compuestos que son insolubles en estos,
tales como depósitos de barniz (sustancias resinosas) y sedimentos que pueden obstruir orificios y
cubrir piezas en movimiento provocando un atascamiento. Varios procedimientos de prueba se han
desarrollado en un intento para medir la tendencia del diesel a producir estos sedimentos, entre
ellos está la norma ASTM D 2274, pero ninguna ha ganado la aceptación necesaria para incluirse
en las especificaciones del combustible diesel (ASTM D 975).
Cuando se quema el diesel se debería convertir completamente en dióxido de carbono y vapor de
agua. Los materiales inorgánicas presentes en el diesel producen cenizas que pueden ser
abrasivas y contribuir al desgaste entre los pistones y cilindros. La norma ASTM D 482 determina
el contenido de cenizas que existen en el diesel. La norma ASTM D 6751 requiere usar el
procedimiento ASTM D 874. Este método mide el contenido de cenizas sulfatadas,
específicamente cenizas de sodio y potasio. Estos dos metales son, posiblemente, la principal
fuente de cenizas en el biodiesel.
Si el combustible se expone a altas temperaturas en ausencia de oxígeno se da el proceso de
pirólisis, produciendo residuos ricos en carbono. Si bien esto no debería ocurrir en el cilindro en

31
condiciones normales de operación del motor, algunos sistemas de inyección tienen el potencial de
crear una región dentro de la boquilla (entrada del sistema de inyección la cual puede acumular y
restringir el funcionamiento de las piezas móviles. Diversos procedimientos de prueba, tales como
la norma ASTM D 189, D 524, y D 4530, predicen la tendencia de un combustible a formar
depósitos de carbono dentro de los cilindros. Lamentablemente, es muy difícil de reproducir dentro
de los cilindros de un automóvil las mismas condiciones que en la prueba, por lo que la correlación
de estos procedimientos en los motores actuales está restringida.
Ciertas piezas muy cercanas al sistema de inyección son sensibles a altos pesos de cargas, por lo
que se necesitan lubricar para evitar un rápido desgaste de ellas. Todos los sistemas de inyección
de los motores diesel dependen del combustible en sí para proporcionar dicha lubricación. A pesar
que no hay un conocimiento claro, se sabe que al utilizar refinadores para reducir el contenido de
azufre del diesel, la capacidad de éste para proveer la lubricación necesaria disminuye. La
propiedad que caracteriza la capacidad del combustible para lubricar se llama lubricidad. Varios
ensayos se utilizan habitualmente para medir la lubricidad, pero no han sido aceptados como parte
de las especificaciones de la norma ASTM para el diesel.
El combustible no debería provocar contaminación excesiva
Bajo circunstancias ideales, todo el contenido de carbono e hidrógeno en el diesel se debería de
quemar para producir dióxido de carbono y vapor de agua, respectivamente. Sin embargo, en
presencia de azufre también se producirá dióxido de azufre y trióxido de azufre, los cuales pueden
reaccionar con el vapor de agua para formar ácido sulfúrico y otros compuestos sulfatados y estos
últimos pueden formar partículas en los gases de combustión y acrecentar los niveles de
contaminación ambiental. En 1993, la EPA exigió que el diesel debiera contener como máximo 500
ppm de azufre, por lo que se reduciría los niveles de azufre en un factor de 10. En 2006, la EPA
exigió nuevamente la reducción de contenido de azufre a 15 ppm, lo que eliminaría por completo la
presencia de partículas de azufre en los gases de combustión y permitiría la introducción de
procesos pos-tratamiento catalíticos en los motores diesel, pues el azufre es un poderoso veneno
para los catalizadores y restringe las opciones disponibles para controlar las emisiones producidas
por los motores.
Los compuestos aromáticos son una clase de hidrocarburos que se caracterizan porque poseen
una estructura química bastante estable. Generalmente, están presentes en el diesel a niveles
entre 30 a 35 por ciento. La ventaja de los compuestos aromáticos radica en que aportan mayor
energía por galón de combustible. La desventaja es que se cree que contribuyen al aumento de las
emisiones óxidos de nitrógeno y partículas en la atmósfera y disminuyen el número de cetanos. A

32
principios de los noventas, CARB (California Air Resources Board, que significa Junta Californiana
de Información sobre el Aire) estableció una norma que restringió el contenido de compuestos
aromáticos al 10% para el combustible diesel que se vendía en California. Más tarde CARB,
permitió que el contenido de compuestos aromáticos fuese mayor solo si los productores de
combustibles podrían demostrar que sus productos igualaban o disminuían las emisiones de los
combustibles con bajo contenido de hidrocarburos aromáticos.
El biodiesel no contiene compuestos aromáticos. Además el biodiesel proveniente de la mayoría de
aceites vegetales como la soja posee niveles bajos o nulos de azufre. Sin embargo, se han
comprobado que el biodiesel proveniente de las grasas animales posee niveles significativos de
azufre.
El combustible debería ser intrínsecamente seguro
Los usuarios de los motores diesel están acostumbrados a tratar a dicho combustible como un
material no inflamable. La volatilidad del diesel Número 1 y Número 2 son los suficientemente
bajos que la mezcla aire-vapor sobre el combustible está por debajo del límite de inflamabilidad. La
propiedad que caracteriza este comportamiento es el punto de inflamación, que se define como la
temperatura a la que el combustible despedirá el vapor necesario para producir una mezcla
inflamable. Esta temperatura se encuentre entre los 125 a los 150 grados Fahrenheit para el diesel
y debajo de -40 grados Fahrenheit para la gasolina. Esto ha sido de gran preocupación para las
mezclas de etanol con gasóleo ya que el alcohol reduce el punto de inflamación del combustible a
tal grado que posteriormente será tratado como si fuera gasolina.
2.4 La aplicación del biodiesel en motores de combustión interna [Hilbert; 2004].
Las alternativas de uso del biodiesel se centra básicamente en:
Adaptar los motores para el empleo de ésteres metílicos como combustible.
Adaptar las características del biodiesel a los requerimientos de los motores.
Los primeros estudios sistemáticos del empleo de los esteres de aceites vegetales “BIODIESEL”
en motores se remontan a 1952 por Meurier. Sus conclusiones fueron:
Los esteres de aceite vegetal poseen un buen potencia para su mezcla o reemplazo del
gasóleo

33
Los metil y etil ésteres son efectivos en la eliminación de los problemas de inyectores y
motores de inyección directa.
Las viscosidades obtenidas por los metil, etil y butil esteres son similares al gasóleo y
significativamente menores a los aceites vegetales de origen.
Los ésteres de los aceites presentan características muy similares al gasóleo y se pueden emplear
en las mismas condiciones de operación.
Los ensayos de larga duración de biodiesel (reservando este término a los metil esteres de aceite
de colza y girasol) efectuados en laboratorios Europeos Vellguth 1982 y Schrottmeier 1988 y con
grandes flotas de tractores han arrojado como conclusión que el uso prolongado por un año no
produjo incrementos en el desgaste o depósitos de carbono y por lo tanto serían aptos para su uso
a gran escala.
La serie de ensayos realizados por el Instituto de Ingeniería Rural de Argentina (INTA), en sus
laboratorios centrales con tractores de última generación como en laboratorios móviles sobre
tractores de diferente edad, estado y forma de uso arrojaron que el uso de este combustible puro
solo reduce la potencia y par motor en un 3 a 4 por ciento con incrementos en el consumo horario y
específico que no superan el 10 por ciento. En proporciones menores en mezclas estas diferencias
pasan a ser mucho menores.
Del conjunto de estudios técnicos y científicos también surgieron los siguientes problemas y sus
soluciones:
Dilución de los aceites lubricantes: Este es el mayor problema del uso prolongado de
biodiesel. El metil-éster de la colza supera los aros de los pistones llegando al cárter.
Pueden luego surgir problemas en la inadecuada lubricación de la superficie del pistón y
formación de gomas. El período de uso, el diseño de la cámara de combustión, el patrón
de inyección y su calibración influyen en el grado de dilución del aceite. Por lo general
reduciendo el cambio de aceite a 150 horas es suficiente para evitar daños y deterioros en
los motores.
Compatibilidad de materiales. Algunas pinturas empleadas en tractores pueden ser diluidas
por el metil-éster del aceite de colza. A pesar de que el deterioro no implica ninguna
merma en la prestación de los equipos ni riesgo alguno puede ser fuente de posibles
reclamos y es solucionable empleando pinturas adecuadas como las acrílicas.
Rendimiento invernal: Por debajo de los 0 grados se pueden presentar problemas en el
suministro de biodiesel desde el tanque al motor. Esto puede ser fácilmente mejorado
incrementando la proporción de metanol del 1 al 2 por ciento en el proceso de

34
transesterificación. Esto puede reducir el punto de inflamación por debajo de 55 grados
aumentando los riesgos. El agregado de otros aditivos permite el uso del biodiesel hasta
temperaturas de 10 grados bajo cero.
2.5 Desempeño de los motores con biodiesel
(Recopilación de los puntos clave para el buen desempeño de los motores diesel)
A continuación se mostrará un resumen de todos los factores que afectan el desempeño y
funcionamiento de los motores diesel al utilizarse biodiesel (B100) además de otros que no se
habían mencionado anteriormente.
El desempeño del motor diesel se evalúa en base a las siguientes características [Saucedo; 2005]:
Facilidad de arranque
Desarrollo de potencia
Nivel de ruido
Economía del combustible
Desgaste (lubricidad)
Operatividad a baja temperatura
Duración del filtro
Emisiones de escape
El funcionamiento del motor, evaluado según las características anteriormente mencionadas,
depende de [Saucedo; 2005]:
El diseño del motor
El combustible
Problemas potenciales del motor operado con biodiesel neto o con mezclas de alto tenor [Saucedo;
2005]:
Taponamiento y obstrucción de filtros.
Bloque de toberas y orificios de inyección y de conductos, pasajes y drenajes del sistema
de alimentación de combustible.
Aumento de la presión de inyección con excesiva caída de presión.
Pegado y rotura de anillos de pistón.
Formación de depósitos sobre inyectores, pistones y ranuras de pistón.
Atascamiento de la bomba de combustible por viscosidades altas.
Escasez de alimentación de combustible al motor (caída de potencia) por viscosidades
altas.
35
Desgaste acelerado de válvulas, agujas y pistones de la bomba de inyección y de los
inyectores.
Corrosión de metales.
Degradación severa del aceite lubricantes: disminución inicial de viscosidad, seguida de un
aumento después de varias horas. Disminución del número básico y aumento del número
ácido.
Remoción de suciedades incrustadas en el tanque y en el sistema de alimentación de
combustible.
Problemas de arranque y operación en frío.
Hinchamiento, endurecimiento y fragilización de elastómeros (sellos, tuberías, juntas),
recubrimientos de cables eléctricos y pegamentos.
Causas atribuibles a las propiedades del biodiesel [Saucedo; 2005]:
Formación de depósitos por exceso de metales formadores de cenizas.
Abrasión por cenizas.
Formación de sedimentos por polimerización o cristalización de moléculas pesadas.
Cristalización y gelificación a bajas temperaturas.
Oxidación, polimerización y degradación a ácidos, aldehídos y cetonas.
Hidrólisis de los ésteres con formación de ácidos libres.
Acumulación de agua, crecimiento microbiano y formación de lodos asociados.
Baja volatilidad del combustible.
Limitación de algunas propiedades físicas/operativas [Saucedo; 2005]:
Viscosidad
Número de cetano
Corrosividad
Formación de residuos carbonosos
Punto de inflamación
Propiedades en frío
2.6 Normativa europea para el biodiesel [Worgetter; 1997].
Los motores de la industria automotriz se han utilizado por un siglo. Durante este período de
tiempo los motores y combustibles han evolucionado paralelamente. Más de mil millones de
motores de combustión interna operan a nivel mundial. Esta historia de éxito se fundamenta en un
sistema simple: las normas otorgan la misma calidad para los combustibles a lo largo de un mismo
país. El combustible tiene que cumplir con estrictas exigencias técnicas y ambientales, así como
36
requisitos de seguridad. El cliente no se involucra en este proceso. (Uno debe ser consciente, sin
embargo que la fiable operación de los motores no solamente es influenciada por el combustible,
sino también por el motor en sí, su lubricación y mantenimiento).
Las normas podrían ser una barrera para desarrollos futuros. La presentación de nuevas
exigencias relacionadas con aspectos sociales y ambientales podría dificultar la situación. La
condición de la técnica es fija, no habrá competencia con respecto a la calidad. La calidad es
determinada por los líderes del mercado, que son los que más se benefician de la norma
establecida.
Francia presentó de una manera perfecta los biocombustibles. El diesel con 5 por ciento de ésteres
metílicos como aditivo se puso a prueba en laboratorios y en una gran flota de vehículos. Los
ésteres metílicos mejoran la lubricidad, así como el contenido de oxígeno mejora la combustión. No
se encontraron diferencias en el rendimiento de los motores y ningún ajuste fue necesario para
satisfacer las especificaciones de la norma europea para el diesel. Una prueba exhaustiva en los
surtidores de gasolina confirmó los resultados. Los ésteres metílicos a partir del aceite de colza
deben cumplir con los criterios de calidad establecidos por un mandato ministerial, el cual se habrá
de presentar previamente ante el gubernamento competente. El combustible diesel con 5 por
ciento de ésteres metílicos a partir del aceite de colza fue recientemente definido. Desde entonces,
ha sido posible la venta de esta mezcla de combustibles.
2.6.1 Condiciones de las normas del biodiesel en los países de Europa [Worgetter; 1997].
Austria
Los debates acerca de los aceites vegetales como combustible para motores diesel comenzaron
después de la crisis energética de 1973 como consecuencia de la necesidad de garantizar el
suministro de energía de la agricultura. Después de probar con diferentes mezclas de combustibles
fósiles diesel y aceites vegetales, la transesterificación de éstos últimos fue considerada por el
Instituto Federal de Ingeniería Agrícola. Entre 1980 y 1990 varias investigaciones de proyectos se
llevaron a cabo, para estudiar la producción y utilidad de los ésteres metílicos a partir del aceite de
colza como combustible, principalmente para los tractores.
En 1990, un grupo de trabajo se formó en el Instituto de Normalización de Austria. En 1991, la
primera norma mundial para los ésteres metílicos del aceite de colza (ÖNORM C1 190) fue
publicada. Esta norma preliminar fue publicada nuevamente con algunas modificaciones el 1 de
Enero de 1995. Además una norma para ésteres metílicos de ácidos grasos, se elaboró de forma

37
general y posteriormente, se publicó con el nombre de ÖNORM C1 191, el 1 de Noviembre de
1996.
República Checa
La investigación sobre el biodiesel se inició en 1990 con ensayos a largo plazo, en tractores de uso
para la agricultura. Los trabajos para la estandarización se realizaron en estrecha cooperación con
los fabricantes de motores y el Ministerio de Transporte. La norma para los ésteres metílicos de
ácidos grasos, a partir del aceite de colza (CSN 65507) se publicó en 1994.
Generalmente, el biodiesel se utiliza en mezclas de 30 por ciento de biodiesel y 70 por ciento de
combustibles derivados del petróleo (diesel). Se estima que este tipo de mezcla de combustibles
podría ascender el uso del diesel hasta un 10 por ciento en la República Checa. En la actualidad,
la cantidad total de biodiesel que se produce es de 60000 toneladas al año, en este país.
Francia
En Francia, las primeras actividades comenzaron en 1988, en experimentos con flotas cautivas
utilizando mezclas de 20 por ciento de ésteres metílicos y 80 por ciento de diesel. Un programa
conjunto se estableció con el objetivo de ofrecer ésteres metílicos de aceite de colza en el mercado
general del diesel. Un requisito básico para dicha mezcla de combustible es que podría utilizarse
de la misma manera que los combustibles fósiles puros. Como resultado de estas consideraciones,
Francia decidió utilizar biodiesel en mezclas de 5 por ciento, para que no fuera necesario realizar
ajuste a los motores o a los procedimientos de distribución que se requieren.
En 1990, el Instituto Francais du Pétrole (Petrolera de Francia) como su labor en una
especificación técnica. El 31 de Diciembre de 1993, los criterios de calidad fueron publicados por
primera vez por la orden Ministerial Francesa. El 1 de Abril de 1995, la nueva norma para
combustibles diesel EN 590, se convirtió en una ley francesa (NF EN 590).
Alemania
En Alemania, un grupo de trabajadores han terminado un anteproyecto para una norma. Los
requisitos y métodos de análisis se tomaron de la norma de los combustibles derivados del
petróleo. Solamente, unos pocos parámetros fueron adaptados. Como algunos métodos no se han
estandarizado hasta el momento, no se han definido las restricciones de éstos. El anteproyecto fue
publicado como la norma DIN V 51606, en Junio de 1994. El grupo de trabajo está terminando
dicha labor. La norma previa tiene que ser transformada en una completa norma aprobada dentro
de los próximos 3 años (hasta Junio de 1997).
38
Italia
La producción industrial de biodiesel comenzó en 1991. La comercialización del biodiesel era
gratuita hasta finales de 1993. El 31 de Diciembre de 1993, un decreto ministerial sobre los
impuestos por consumo se publicó. En Junio de 1994, se estableció el primer importe libre de
impuestos, que fue de 125000 toneladas.
Se desarrolló una especificación para el biodiesel que se publicó en Mayo de 1993. La labor se
concentró en los métodos de análisis, restricciones y pruebas a los motores.
Suecia
Hacia 1990 los ésteres metílicos del aceite de colza se comenzaron a utilizar, no solo en mezclas
de 20 a 50 por ciento, sino también de forma pura. Aunque en Suecia, la producción y utilidad del
biodiesel es baja, un grupo de fabricantes de motores, compañías productoras de aceites y
productores de biodiesel comenzaron a trabajar sobre una norma para dicho combustible. El grupo
tomó como ejemplo las normas ya existentes en Europa y trataron de seguir los estándares y
recomendaciones impuestos en ellos. Los requerimientos específicos de cada país, tales como
operatividad en invierno y el contenido de azufre, deben ser tomados en cuenta.
En el anexo A se presenta la Tabla A.1 y la Tabla A.2 que muestran las diferentes normas del
biodiesel en los principales países que las aplican.
2.7 Normativa americana del biodiesel [Worgetter; 1997].
Estados Unidos
Las actividades con el biodiesel en Estados Unidos comenzaron en 1992. Con los proveedores
más próximos en línea, las especificaciones se hicieron más relevantes. La Sociedad Americana
de Ingenieros Agrónomos desarrolló una práctica ingenieril para el biodiesel (presentada en 1996).
La “Junta Nacional de Biodiesel”, que está patrocinada por los agricultores de semillas de soja, da
prioridad al desarrollo de las especificaciones del biodiesel en cooperación con la ASTM. La fuerza
operante de la norma ASTM elaboró el primer borrador de la norma en 1997.
Tal como es se observó en previas normativas internacionales, en el caso de Europa existen
normas tanto a nivel de cada país como de Unión Europea. Mientras que en Estados Unidos es la
ASTM quien establece los rangos y normas de calidad para el biodiesel; la ASTM ha establecido
las normas para el B100 que se utilizará ya sea en forma pura o en mezclas (de B20 a niveles
menores de concentración).

39
La ASTM especifica los parámetros o estándares de calidad para el B100, con el código ASTM
D6751-03, aunque esta norma aun no ha sido aprobada por una parte de los fabricantes, es
aceptada y usada a nivel internacional.
A continuación se presenta en las Tablas 2.3 y 2.4 los principales estándares de calidad para B100
y B20 respectivamente que aparecen en la ASTM D6751-03:
Tabla 2.3. Normas de calidad para biodiesel B100
Fuente: [Blanco R.G., G.E. Chavarría y C.L. Salazar; 2004]

40
Tabla 2.4. Normas de calidad para biodiesel B20
Fuente: [Blanco R.G., G.E. Chavarría y C.L. Salazar; 2004]
Estas normas dirigen su enfoque hacia la obtención de un producto que además de contar con
estándares de calidad que garanticen un mejor funcionamiento del motor, también garantice un
producto seguro para el que lo usa y que al ser utilizado en los motores se han reducidas sus
emisiones contaminantes, es decir, un producto rentable y amigable al ambiente.
2.8 Normativa argentina [Anónimo 4; 2006].
En el campo de la normalización la Argentina ya cuenta con una definición oficial de Biodiesel
contenida en la resolución 129/2001 de Julio del 2001 limitando por el momento el concepto de
biodiesel a toda mezcla de ésteres de ácidos grasos de origen vegetal. En el cuadro se exponen
los parámetros y normas de ensayo empleadas en la determinación de los parámetros básicos del
combustible.
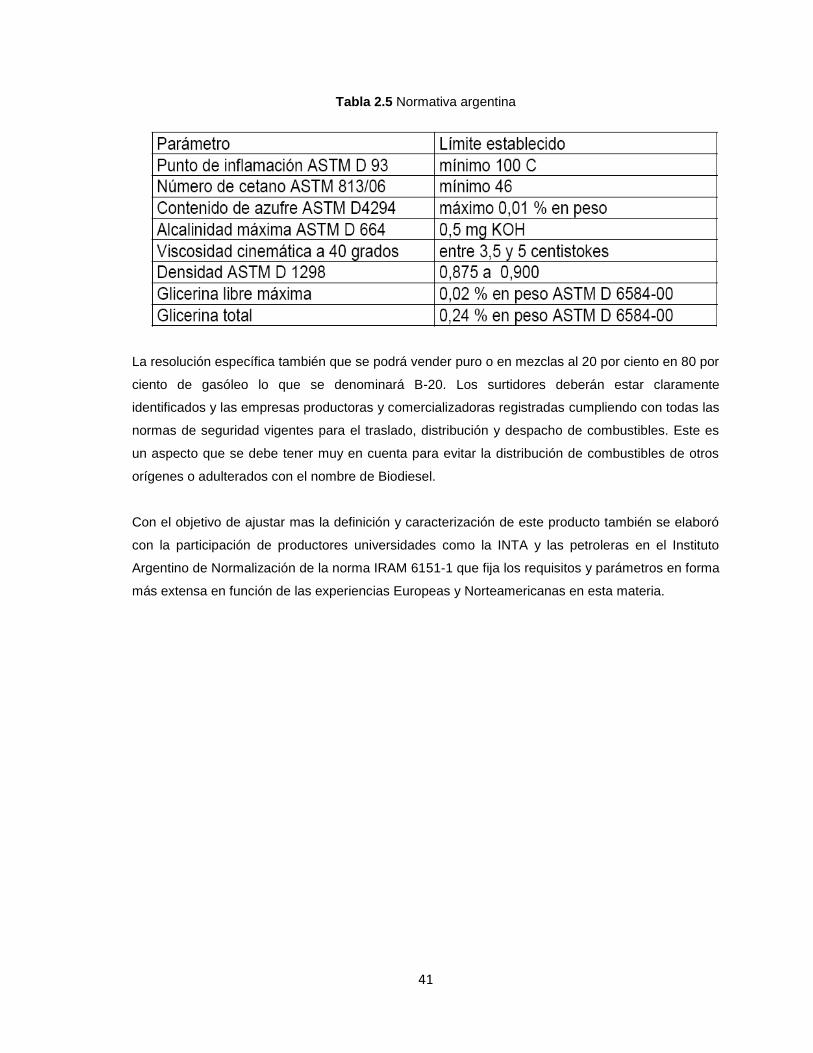
41
Tabla 2.5 Normativa argentina
La resolución específica también que se podrá vender puro o en mezclas al 20 por ciento en 80 por
ciento de gasóleo lo que se denominará B-20. Los surtidores deberán estar claramente
identificados y las empresas productoras y comercializadoras registradas cumpliendo con todas las
normas de seguridad vigentes para el traslado, distribución y despacho de combustibles. Este es
un aspecto que se debe tener muy en cuenta para evitar la distribución de combustibles de otros
orígenes o adulterados con el nombre de Biodiesel.
Con el objetivo de ajustar mas la definición y caracterización de este producto también se elaboró
con la participación de productores universidades como la INTA y las petroleras en el Instituto
Argentino de Normalización de la norma IRAM 6151-1 que fija los requisitos y parámetros en forma
más extensa en función de las experiencias Europeas y Norteamericanas en esta materia.

42

43
CAPÍTULO 3: ENSAYOS DE CALIDAD EN BIODIESEL
3.1 Mediciones de las propiedades del biodiesel
La evolución de los motores de combustión interna durante el último siglo ha sido el resultado del
arduo perfeccionamiento del diseño de los motores y propiedades del combustible. Como tal, los
motores se han desarrollado para utilizar las propiedades de los combustibles que se encontraron
disponibles. La sustitución de los combustibles actuales con nuevas formulaciones exige la
comprensión de las propiedades críticas del combustible para asegurar que los nuevos puedan ser
utilizados. A continuación se presentan algunas de las propiedades más importantes tales como, el
peso específico, viscosidad cinemática, punto de inflamación, punto de ebullición (prueba de
destilación), número de cetano, punto de nube, punto de fluencia y corrosión de tira de Cobre. De
igual manera se explicará brevemente las pruebas de calidad respectivas ocupando la norma
ASTM D6751 para combustibles biodiesel puros (B100).
Gravedad o peso específico [Knothe; 2004: Cap. 4, p. 22-36].
La gravedad específica es una medida relativa de la densidad de una sustancia. Se define como la
relación entre la densidad de la sustancia, ρ, y la densidad de referencia, ρref. La ecuación para la
gravedad específica es (SG, por sus siglas en inglés):
SG = ρ / ρref (Ec. 3.1)
La densidad de referencia más comúnmente utilizada es la densidad del agua a 4 grados
centígrados, que corresponde a la densidad de referencia de 1 g / cc. La gravedad o peso
específico del diesel Número 2 es de aproximadamente de 0.85, mientras que la densidad típica
del biodiesel es de 0.88, lo cual significa que el biodiesel es más denso que el combustible diesel.
La Figura 3.1 muestra un hidrómetro para medir la gravedad específica, el cual es el instrumento
más común para determinar dicha propiedad.

44
Figura 3.1. Hidrómetro para medir la gravedad específica
Método: ASTM D 1298 – Densidad, densidad relativa (gravedad específica), o gravedad de
petróleo crudo y productos líquidos de petróleo por el método del hidrómetro.
Requisitos: Densidad a 15 grados centígrados.
Este método de prueba abarca la determinación en laboratorios de la densidad, densidad relativa
(gravedad específica), o gravedad API del petróleo crudo, productos del petróleo, o mezclas de
petróleo y productos no petroleros que normalmente se manipulan en forma líquida y que poseen
una presión de vapor Reid de 101.325 kPa (14.696 psi) o menor, empleando un hidrómetro de
vidrio.
Los valores se miden en un hidrómetro, ya sea en la temperatura de referencia o en otra
temperatura conveniente, y corregir las lecturas de la temperatura de referencia por medio de las
Tablas de Medición del Petróleo.
Los valores determinados como densidad, densidad relativa, o gravedad API se pueden convertir
en valores equivalentes con otras unidades como temperaturas de referencia alternas, por medio
de las Tablas de Medición del Petróleo.
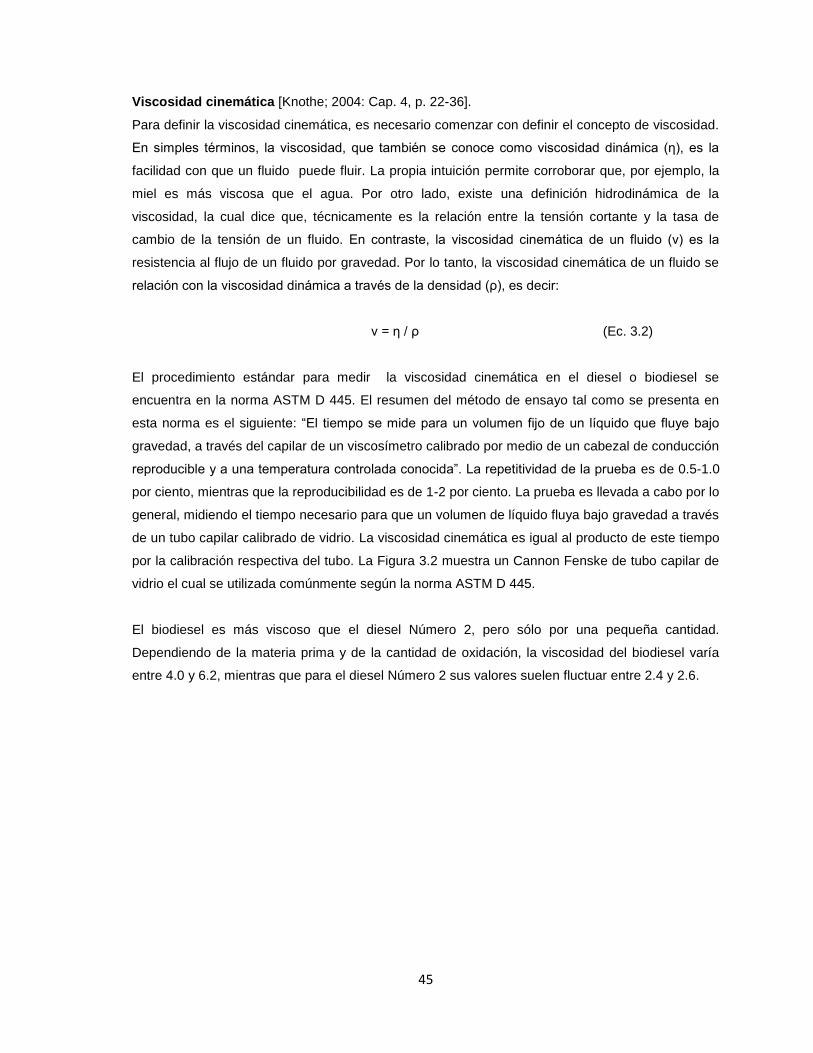
45
Viscosidad cinemática [Knothe; 2004: Cap. 4, p. 22-36].
Para definir la viscosidad cinemática, es necesario comenzar con definir el concepto de viscosidad.
En simples términos, la viscosidad, que también se conoce como viscosidad dinámica (η), es la
facilidad con que un fluido puede fluir. La propia intuición permite corroborar que, por ejemplo, la
miel es más viscosa que el agua. Por otro lado, existe una definición hidrodinámica de la
viscosidad, la cual dice que, técnicamente es la relación entre la tensión cortante y la tasa de
cambio de la tensión de un fluido. En contraste, la viscosidad cinemática de un fluido (ν) es la
resistencia al flujo de un fluido por gravedad. Por lo tanto, la viscosidad cinemática de un fluido se
relación con la viscosidad dinámica a través de la densidad (ρ), es decir:
ν = η / ρ (Ec. 3.2)
El procedimiento estándar para medir la viscosidad cinemática en el diesel o biodiesel se
encuentra en la norma ASTM D 445. El resumen del método de ensayo tal como se presenta en
esta norma es el siguiente: “El tiempo se mide para un volumen fijo de un líquido que fluye bajo
gravedad, a través del capilar de un viscosímetro calibrado por medio de un cabezal de conducción
reproducible y a una temperatura controlada conocida”. La repetitividad de la prueba es de 0.5-1.0
por ciento, mientras que la reproducibilidad es de 1-2 por ciento. La prueba es llevada a cabo por lo
general, midiendo el tiempo necesario para que un volumen de líquido fluya bajo gravedad a través
de un tubo capilar calibrado de vidrio. La viscosidad cinemática es igual al producto de este tiempo
por la calibración respectiva del tubo. La Figura 3.2 muestra un Cannon Fenske de tubo capilar de
vidrio el cual se utilizada comúnmente según la norma ASTM D 445.
El biodiesel es más viscoso que el diesel Número 2, pero sólo por una pequeña cantidad.
Dependiendo de la materia prima y de la cantidad de oxidación, la viscosidad del biodiesel varía
entre 4.0 y 6.2, mientras que para el diesel Número 2 sus valores suelen fluctuar entre 2.4 y 2.6.
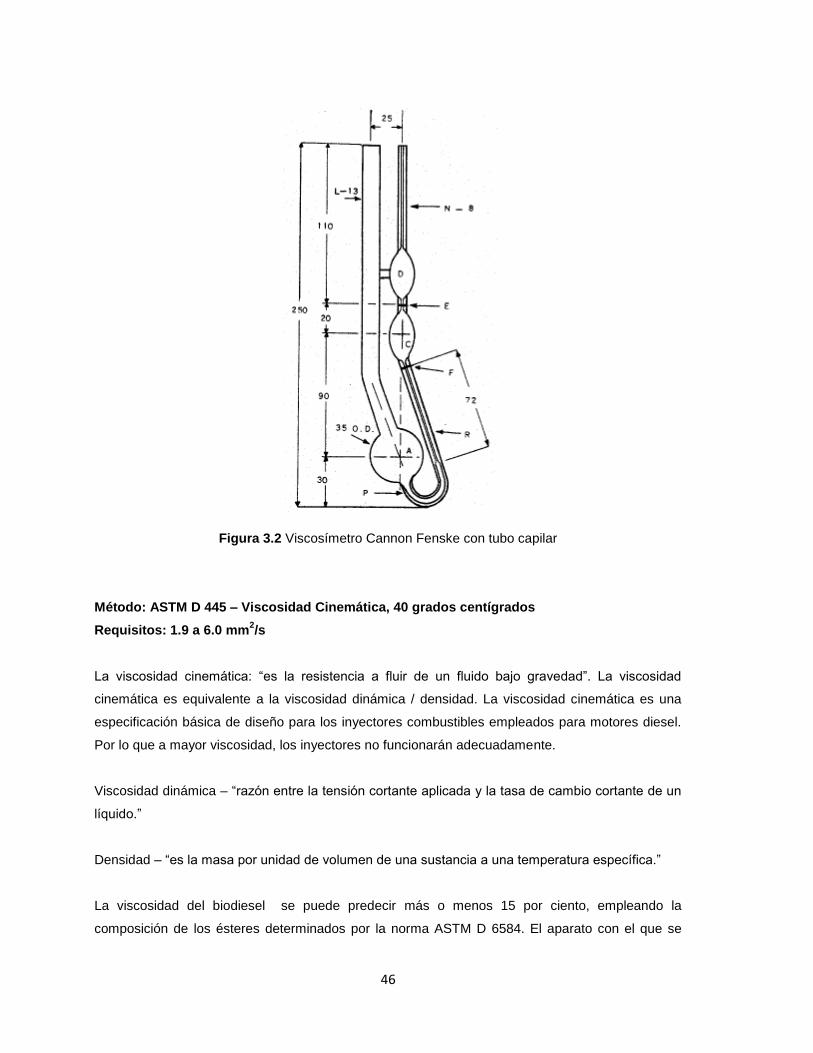
46
Figura 3.2 Viscosímetro Cannon Fenske con tubo capilar
Método: ASTM D 445 – Viscosidad Cinemática, 40 grados centígrados
Requisitos: 1.9 a 6.0 mm2/s
La viscosidad cinemática: “es la resistencia a fluir de un fluido bajo gravedad”. La viscosidad
cinemática es equivalente a la viscosidad dinámica / densidad. La viscosidad cinemática es una
especificación básica de diseño para los inyectores combustibles empleados para motores diesel.
Por lo que a mayor viscosidad, los inyectores no funcionarán adecuadamente.
Viscosidad dinámica – “razón entre la tensión cortante aplicada y la tasa de cambio cortante de un
líquido.”
Densidad – “es la masa por unidad de volumen de una sustancia a una temperatura específica.”
La viscosidad del biodiesel se puede predecir más o menos 15 por ciento, empleando la
composición de los ésteres determinados por la norma ASTM D 6584. El aparato con el que se

47
opera para medir la viscosidad por medio de la norma ASTM D 445 no es indispensable para un
laboratorio de de Control de Calidad, pero es muy útil como un método de ensayo rápido para
estimar el grado de conversión de la reacción de transesterificación en un reactor por tandas.
Punto de inflamación [Knothe; 2004: Cap. 4, p. 22-36].
Una propiedad clave para determinar la inflamabilidad de un combustible es el punto de
inflamación. El punto de inflamación es la más baja temperatura a la cual se aplica una fuente de
ignición provocará que los vapores de una muestra se enciendan. Por lo tanto, es una medida de la
tendencia de una muestra a formar una mezcla inflamable con el aire. Como observación se puede
mencionar que, el valor del punto de inflamación se utilizar para la clasificación de sustancias
inflamables y materiales combustibles necesarios para la seguridad y el transporte marítimo. El
procedimiento estándar para medir el punto de inflamación del diesel y biodiesel es la norma
ASTM D 93. El punto de inflamación se determina calentando una muestra de combustible en un
tanque de mezclado y pasando una llama sobre la superficie del líquido. Si la temperatura es igual
o mayor al punto de inflamación, el vapor se incendiará observándose una chispa como resultado.
El destello antes mencionado, no tiene que ser necesariamente prolongado. A veces se le designa
“punto de incendio” a la temperatura del combustible a la cual produce suficiente vapor para
mantener una llama continua.
El equipo presentado en la Figura 3.3 y la Figura 3.4 se utilizan para medir la temperatura de
inflamación. La Figura 3.3 muestra la taza de la prueba para el aparato. La taza está llena de
combustible y se calienta con un calentador externo. El agitador garantiza que la temperatura del
combustible sea uniforme. Se mantiene abierta una pequeña flama desde un suministro externo
de gas natural. Periódicamente, el mezclador se detiene y la flama es pivotada hasta una abertura
en la parte superior de la taza para ver si los vapores de combustible se incendian. La fuente de
ignición se muestra en esta posición en la Figura 3.3. Cuando el punto de inflamación se ha
alcanzado, ocurrirá un pequeño destello que a veces es acompañado por el sonido de una
pequeña explosión. De vez en cuando, el destello puede llegar a extinguir la llama de la fuente de
ignición. La Figura 3.4 muestra la prueba de la taza con su fuente de calor y un escudo térmico que
garantiza calentamiento uniforme. La repetitividad de la prueba se encuentra alrededor de los 2
grados centígrados y la reproducibilidad es de 5 grados centígrados.
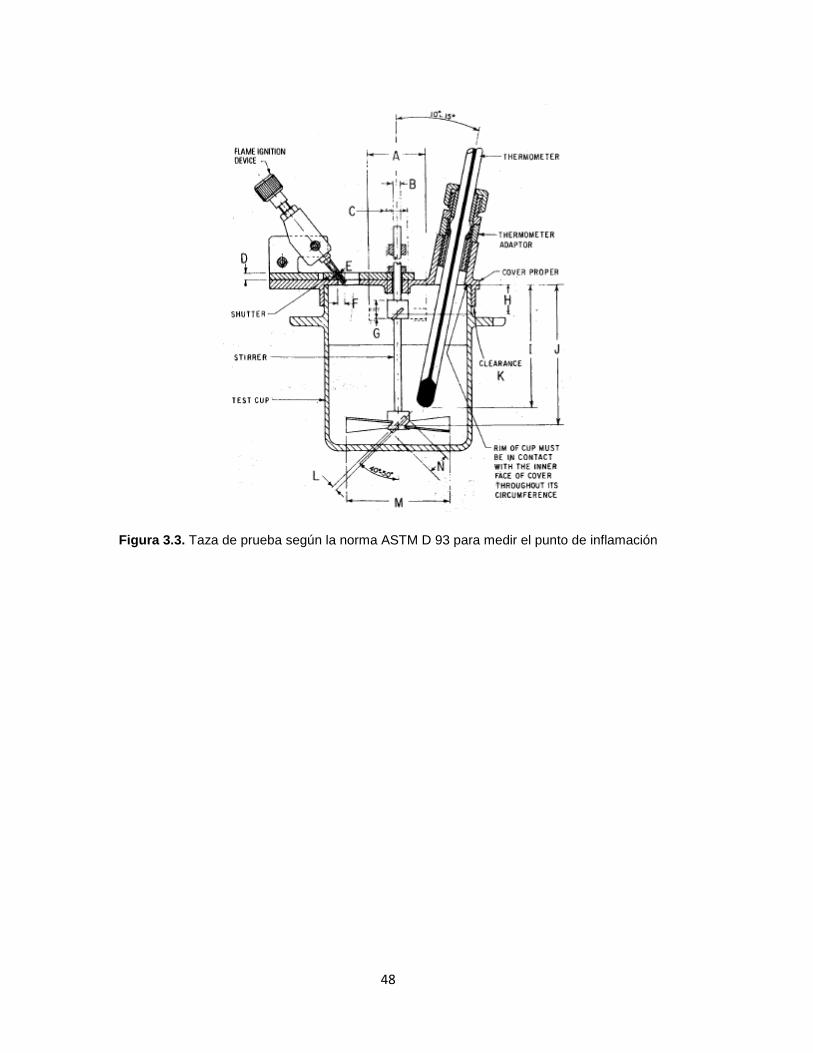
48
Figura 3.3. Taza de prueba según la norma ASTM D 93 para medir el punto de inflamación
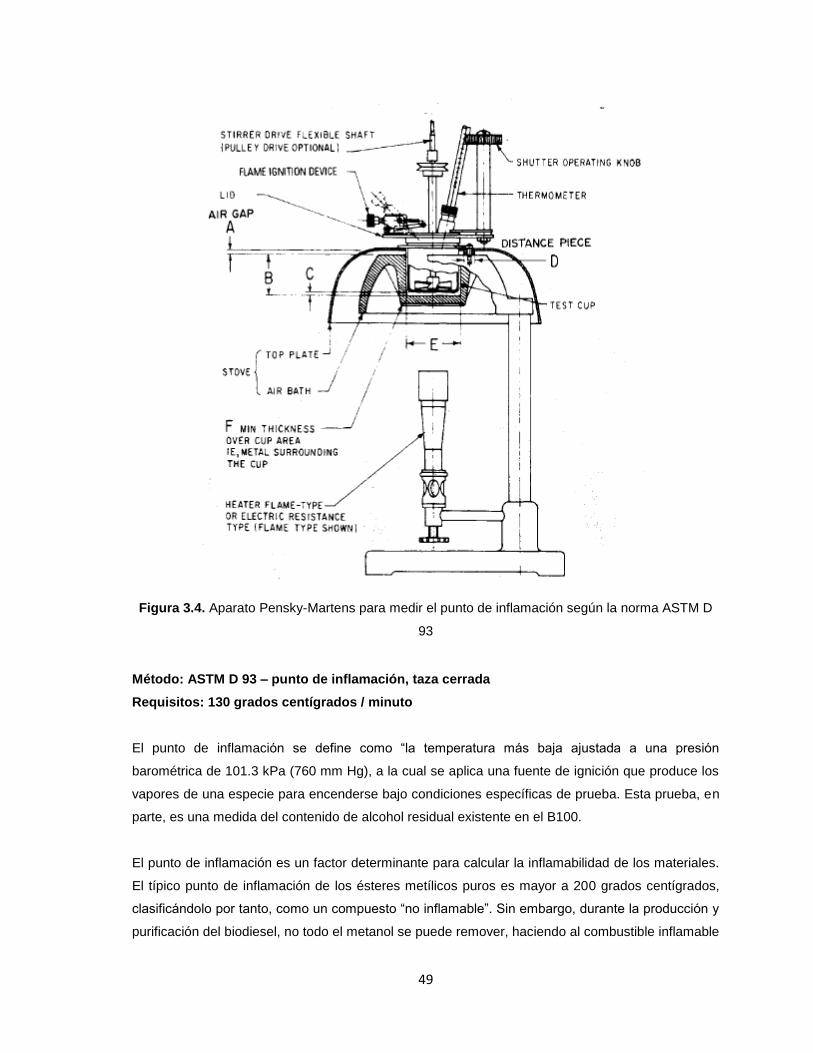
49
Figura 3.4. Aparato Pensky-Martens para medir el punto de inflamación según la norma ASTM D
93
Método: ASTM D 93 – punto de inflamación, taza cerrada
Requisitos: 130 grados centígrados / minuto
El punto de inflamación se define como “la temperatura más baja ajustada a una presión
barométrica de 101.3 kPa (760 mm Hg), a la cual se aplica una fuente de ignición que produce los
vapores de una especie para encenderse bajo condiciones específicas de prueba. Esta prueba, en
parte, es una medida del contenido de alcohol residual existente en el B100.
El punto de inflamación es un factor determinante para calcular la inflamabilidad de los materiales.
El típico punto de inflamación de los ésteres metílicos puros es mayor a 200 grados centígrados,
clasificándolo por tanto, como un compuesto “no inflamable”. Sin embargo, durante la producción y
purificación del biodiesel, no todo el metanol se puede remover, haciendo al combustible inflamable

50
y más peligroso de manipular y almacenar si el punto de inflamación cae debajo de los 130 grados
centígrados. El exceso de metanol en el combustible puede afectar también los sellos del motor y
los elastómeros y corroen los componentes metálicos. Generalmente, un laboratorio de Control de
Calidad debería incluir un dispositivo para calcular el punto de inflamación y de esta manera
controlar dicha propiedad, cada vez que se detecte un exceso de niveles de alcohol en la muestra.
Temperatura de destilación [Knothe; 2004: Cap. 4, p. 22-36].
Una propiedad relacionada con el punto de inflamación es el punto de ebullición, que es la
temperatura a la cual un líquido pasa al estado gaseoso. Para una sustancia pura, el punto de
ebullición es un mismo valor siempre. Sin embargo, para una mezcla de hidrocarburos que se
encuentran en el combustible diesel, hay un rango de valores del el punto de ebullición para las
diferentes especies química constituyentes. La prueba de destilación se utiliza para determinar el
rango de valores característicos de una muestra de hidrocarburos. Como es de esperarse, las
características de la destilación, es decir, el rango de los valores para el punto de ebullición, tienen
un efecto importante sobre el rendimiento, almacenamiento y seguridad de los combustibles. Los
valores restrictivos para la destilación se incluyen, generalmente, en las especificaciones de los
productos del petróleo debido al número de especies químicas que se encuentran presentes en
éstos. El procedimiento estándar para medir el rango de valores del punto de ebullición para
combustibles diesel es la “prueba de destilación”, presente en la norma ASTM D 86. El aparato
utilizado para la destilación simple en esta prueba se muestra en la Figura 3.5.
Figura 3.5 Aparato de destilación según la norma ASTM D 86
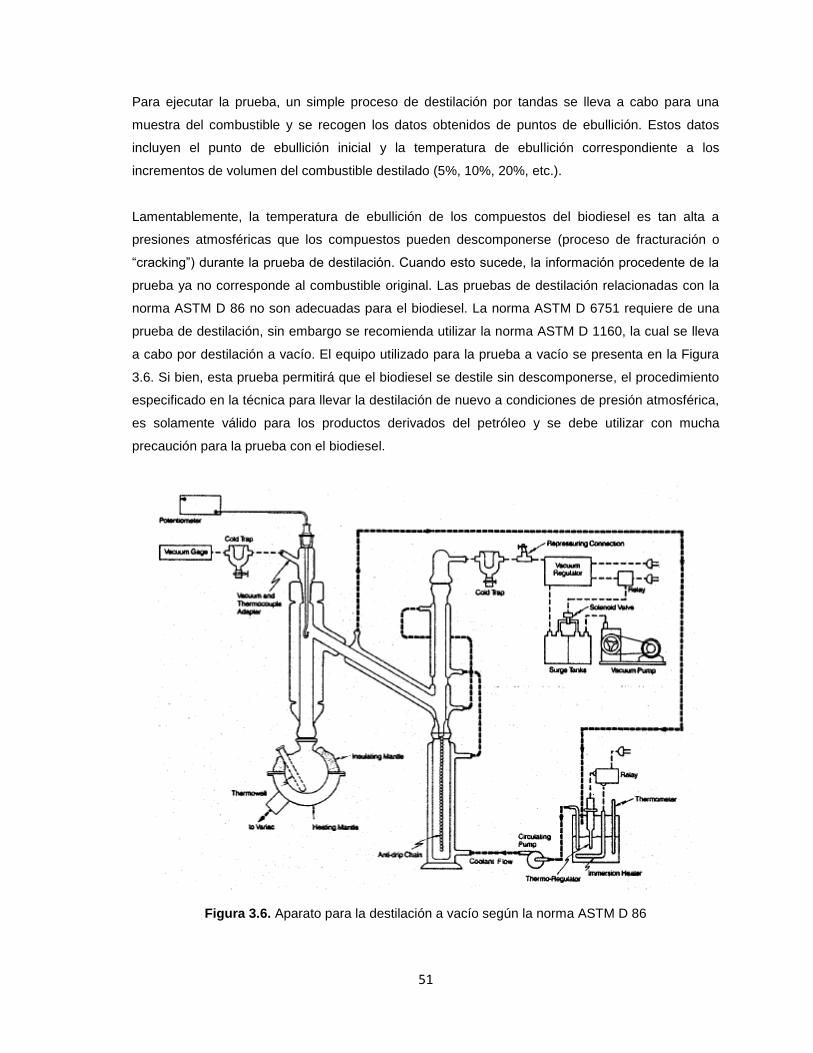
51
Para ejecutar la prueba, un simple proceso de destilación por tandas se lleva a cabo para una
muestra del combustible y se recogen los datos obtenidos de puntos de ebullición. Estos datos
incluyen el punto de ebullición inicial y la temperatura de ebullición correspondiente a los
incrementos de volumen del combustible destilado (5%, 10%, 20%, etc.).
Lamentablemente, la temperatura de ebullición de los compuestos del biodiesel es tan alta a
presiones atmosféricas que los compuestos pueden descomponerse (proceso de fracturación o
“cracking”) durante la prueba de destilación. Cuando esto sucede, la información procedente de la
prueba ya no corresponde al combustible original. Las pruebas de destilación relacionadas con la
norma ASTM D 86 no son adecuadas para el biodiesel. La norma ASTM D 6751 requiere de una
prueba de destilación, sin embargo se recomienda utilizar la norma ASTM D 1160, la cual se lleva
a cabo por destilación a vacío. El equipo utilizado para la prueba a vacío se presenta en la Figura
3.6. Si bien, esta prueba permitirá que el biodiesel se destile sin descomponerse, el procedimiento
especificado en la técnica para llevar la destilación de nuevo a condiciones de presión atmosférica,
es solamente válido para los productos derivados del petróleo y se debe utilizar con mucha
precaución para la prueba con el biodiesel.
Figura 3.6. Aparato para la destilación a vacío según la norma ASTM D 86
52
Método: ASTM D 1160 – Punto final por destilación a vacío
Requisitos: 360 grados centígrados máximo, a 90% de líquido destilado
La prueba del punto final por destilación a vacío “se refiere a la determinación, a presiones bajas,
del rango de puntos de ebullición para productos del petróleo que pueden ser parcial o totalmente
vaporizados a una temperatura máxima del líquido de 400 grados centígrados.”
Las fracciones de petróleo tienen decenas de cientos de compuestos individuales mezclados
juntos. Las curvas de destilación se emplean para caracterizar la compleja composición química de
una fuente de aceite crudo, en términos de la temperatura de ebullición de sus compuestos
constituyentes.
En el B100 hay, a lo mucho, diez diferentes ésteres presentes, y se pueden identificar utilizando un
cromatógrafo de gases o de líquidos. El mismo tipo de cromatógrafo que determina la cantidad de
gliceroles libres y totales puede determinar la composición de los ésteres metílicos en el B100.
Esta composición permite el cálculo del punto T-90 para el combustible, sin tener que realizar las
pruebas para cada tanda de producto. Es poco probable que los productores de biodiesel tengan
una razón ejecutar esta prueba, salvo para certificar el cumplimiento de la norma ASTM.
Número de cetano [Knothe; 2004: Cap. 4, p. 22-36].
El Número de Cetano es quizá, la medida que mejor describe las características de ignición del
diesel y biodiesel, ya que se relaciona directamente con la capacidad de ignición del combustible
en los motores por compresión. El número de Cetano es al diesel y biodiesel, como el número de
Octano es a la gasolina.
El Número de Cetano (NC) es el requisito principal para optimizar la relación motor/combustible.
Los refinadores, comercializadores y fabricantes de motores utilizan el NC para describir al diesel.
No obstante, el NC es realmente un valor resultante de una prueba específica de la norma ASTM D
613.
El NC es una prueba que se realiza en los motores. Se basa en un motor especial producido por la
compañía de motores Waukesha, similar a los motores de pruebas de Octano empleados para
valorar la gasolina. El motor diesel es un solo cilindro de inyección indirecta. La cámara de
combustión se muestra en la Figura 3.7. La velocidad del motor se fija a 900 rpm y mientras que el
motor es aspirado, la temperatura del aire de entrada se mantiene a una temperatura de 150
grados Fahrenheit. En la prueba se logra un cuidadoso ajuste de relación combustible/aire y de la
tasa de comprensión, para producir una demora de encendido estándar (el período comprendido

53
entre el inicio de la inyección del combustible y el comienzo de la combustión) de 13 grados
durante el funcionamiento de las prueba. Luego, el motor se cambia para operar con mezclas de
dos diferentes combustibles de referencia. Distintas mezclase se ponen a prueba hasta que se
encuentra una formulación para restablecer la demora de encendido a 13 grados. Las referencias
principales son el n-cetano (n-hexadecano), el cual posee un Número de Cetano de 100 y el
heptametilnonano (HMN), que tiene un Número de Cetano de 15. Cuando la demora de encendido
es restaurada a 13 grados, el Número de Cetano se calcula por la siguiente ecuación:
Número de Cetano = % n-cetano + 0.15 (% HMN) (Ec. 3.3)
Dado que el precio de los principales combustibles de referencia para la prueba es bastante alto, la
mayoría de pruebas comercial del Número de Cetano se realizan con combustibles de referencia
secundarios previamente calibrados para conocer los valores del NC. “Phillips Petroleum”
(petróleos Phillips, por su significado en español) proveen este tipo de combustibles secundarios
de referencia.
Es importante señalar que si se realiza una mezcla 50/50 de combustibles con Número de Cetano
de 40 y 50, respectivamente, la mezcla probablemente no tendrá un Número de Cetano de 45.
Este fenómeno se debe al hecho que el Número de Cetano de mezclas de combustibles no es
directamente proporcional al Número de Cetano de sus constituyentes. El Número de Cetano del
biodiesel suele ser mayor al del diesel normal. Cuando se agrega el biodiesel a cualquier tipo de
diesel, normalmente, aumenta el Número de Cetano de la mezcla resultante. Para el diesel, la
repetitividad de la prueba del Número de Cetano es de 1 NC y la reproducibilidad es de 4 NC.
Índice de Cetano (Norma ASTM D 976 o D 4737). El índice de Cetano es una cantidad calculada
que tiene por objeto lograr una aproximación al valor del Número de Cetano. Es mucho más barato
de aplicar que el método en el que se aplica el motor especial para determinar el NC, pero su
precisión está limitada al tipo de combustible en el que está basada la ecuación. Para combustibles
que poseen aditivos especiales para mejorar el Cetano y para combustibles alternativos no
derivados del petróleo, no es recomendable este método ya que no proporciona resultados
precisos a la prueba. Dos métodos de la norma ASTM se encuentran disponibles para calcular el
Índice de Cetano.
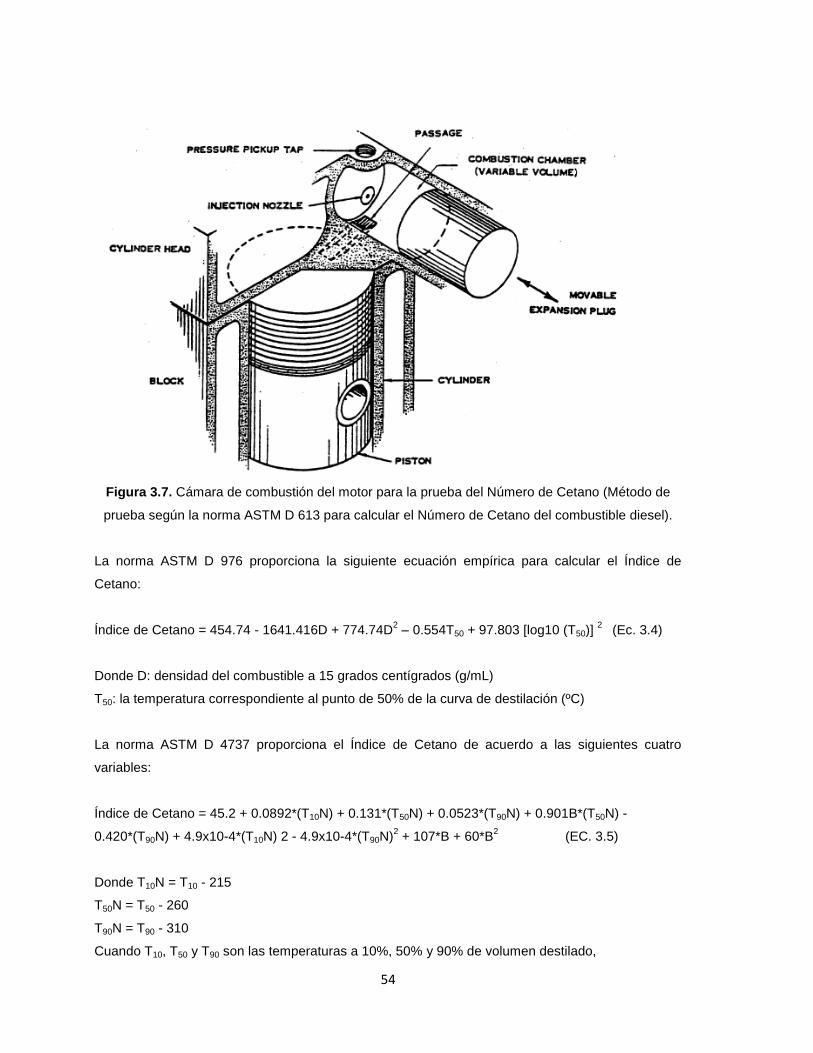
54
Figura 3.7. Cámara de combustión del motor para la prueba del Número de Cetano (Método de
prueba según la norma ASTM D 613 para calcular el Número de Cetano del combustible diesel).
La norma ASTM D 976 proporciona la siguiente ecuación empírica para calcular el Índice de
Cetano:
Índice de Cetano = 454.74 - 1641.416D + 774.74D2 – 0.554T50 + 97.803 [log10 (T50)]
2 (Ec. 3.4)
Donde D: densidad del combustible a 15 grados centígrados (g/mL)
T50: la temperatura correspondiente al punto de 50% de la curva de destilación (ºC)
La norma ASTM D 4737 proporciona el Índice de Cetano de acuerdo a las siguientes cuatro
variables:
Índice de Cetano = 45.2 + 0.0892*(T10N) + 0.131*(T50N) + 0.0523*(T90N) + 0.901B*(T50N) -
0.420*(T90N) + 4.9x10-4*(T10N) 2 - 4.9x10-4*(T90N)2 + 107*B + 60*B
2 (EC. 3.5)
Donde T10N = T10 - 215
T50N = T50 - 260
T90N = T90 - 310
Cuando T10, T50 y T90 son las temperaturas a 10%, 50% y 90% de volumen destilado,
55
respectivamente (ºC)
y B = [exponencial (-3.5DN)] - 1
Cuando DN = densidad a 15 ° C (kg / litro) - 0,85
Método: ASTM D 613 – Número de Cetano
Requisitos: 47, min.
El número de cetano es “una medida del rendimiento de la ignición de un combustible diesel que
se obtiene al comparar éste por combustibles de referencia en pruebas de motor estandarizados.”
El Cetano para los motores diesel es análogo al índice de Octano en un motor de ignición por
chispa – es una medida de qué tan fácil el combustible encenderá en el motor.
Para el B100, el Número de Cetano rara vez causa problemas, ya que todos los ácidos grasos del
los ésteres metílicos comunes poseen Números de Cetano cerca o debajo de 47. El Número de
Cetano puede predecir ± 10% utilizando la composición de los ésteres. Es muy improbable que los
productores individuales de biodiesel ejecuten alguna vez, pruebas sobre dicho terreno porque el
equipo es sumamente caro.
Punto de enturbiamiento o nube [Knothe; 2004: Cap. 4, p. 22-36].
Una propiedad de los combustibles, particularmente relevante para la operatividad del diesel a
bajas temperaturas, es el punto de enturbiamiento. El punto de enturbiamiento es la temperatura a
la cual aparece una turbidez debido a que se forman cristales de cera en el líquido por
enfriamiento. Por lo tanto, indica la temperatura más baja a la que un combustible es útil bajo
determinadas aplicaciones. Si un combustible diesel se opera a temperaturas debajo del punto de
enturbiamiento puede ocasionar obstrucción de filtros debido a los cristales de cera. Tal como se
describe en la normas ASTM D 2500, el punto de enturbiamiento se determina por inspección
visual, ya que se puede observar un enturbiamiento o una “neblina” en la muestra de combustible
que se analice durante el enfriamiento que se realiza bajo condiciones controladas. El aparato que
se emplea para esta prueba se presenta en la Figura 3.8. El punto de enturbiamiento o nube es
una propiedad muy importante del biodiesel ya que este tipo de combustible suele tener puntos de
enturbiamiento mayores que los combustibles derivados del petróleo, es decir, que los cristales se
comienzan a formar a temperaturas más altas que las del diesel, por ejemplo. Este rasgo tiene sus
implicaciones en el uso del biodiesel en climas fríos.
Un procedimiento alterno para medir el punto de enturbiamiento del diesel y biodiesel es la norma
ASTM D 5773. A continuación se presenta un resumen del procedimiento: Paso 1) la muestra se

56
enfría en un dispositivo Peltier a una velocidad constante, paso 2) la muestra es constantemente
monitoreada por un detector óptico, y paso 3) la temperatura que corresponde a la primera
formación de enturbiamiento del combustible es registrada. La repetitividad del punto de
enturbiamiento es < 0.5 °C y la reproducibilidad es < 2.6 °C.
Figura 3.8. Aparato para medir el punto de enturbiamiento
Método: ASTM D 2500 – Punto de Nube
Requisitos: Reportar en °C al cliente.
El punto de nube es “la temperatura a la cual una nube de los primeros cristales de cera aparecen
en un líquido cuando éste se enfría bajo condiciones pre-establecidas en dicho método de prueba.”
El punto de nube es un factor crítico ya que el rendimiento para todos los combustibles diesel
disminuye en climas fríos.
La composición química de algunas materias químicas del biodiesel le proporciona ventajas al
B100 pues aumenta el punto de nube, lo cual es deseable para muchos usuarios del biodiesel. El
punto de nube, sin embargo, es otro parámetro que puede predecir ± 5% respecto a la
composición de los ésteres metílicos, pero algunos productores se les aconsejan equiparse
correctamente para realizar esta prueba. Ya que los ésteres metílicos saturados son los primeros
57
en precipitar, la cantidad de dichos ésteres tales como, palmitato de metilo y estearato de metilo,
son los factores determinantes del punto de nube.
Los productores de biodiesel pueden modificar el punto de nube de dos maneras distintas. Una es
a través del uso de aditivos que retardan la formación de cristales sólido en el B100 por varios
mecanismos. El punto de nube puede también ser modificado por mezclas de materias primas que
poseen ácidos grasos altamente saturados con otras materias primas que poseen ácidos grasos
poco saturados. El resultado neto es un punto de nube mucho más bajo para la mezcla.
Punto de escurrimiento o fluidez [Knothe; 2004: Cap. 4, p. 22-36].
Una segunda medida de importancia para determinar el rendimiento del diesel y biodiesel a bajas
temperaturas es el punto de escurrimiento o fluidez. El punto de escurrimiento es la temperatura
más baja a la cual una muestra de combustible fluirá. Por lo tanto, el punto de escurrimiento indica
la temperatura más baja a que un combustible es útil para determinadas aplicaciones. El punto de
escurrimiento también tiene ciertas implicaciones en el manejo de los combustibles durante climas
frío. El procedimiento estándar para medir el punto de escurrimiento de un combustible se
describe en la normas ASTM D 97. A continuación se presenta el resumen de la norma; Paso 1) la
muestra se enfría en un ritmo determinado de tiempo, Paso 2) la muestra es examinada a
intervalos de 3 °C para analizar su fluidez, y Paso 3) se toma el dato de la temperatura más baja a
la que se observar movibilidad en la muestra. La repetitividad de la prueba del punto de
escurrimiento es < 3 °C y la reproducibilidad de la prueba es < 6 °C.
Método: ASTM D 97 – Punto de fluidez
Este método de prueba se pretende emplear para cualquier tipo de aceites del petróleo. Un
procedimiento apropiado para aceites negros, reservas cilíndricas, y aceites combustibles sin
destilar.
Esta norma involucra materiales peligrosos, operaciones y equipo. Esta norma no pretende
enfocarse en los problemas de seguridad en el uso de los combustibles. Es responsabilidad del
usuario que este estándar establezca las prácticas de seguridad y salud convenientes y al mismo
tiempo, determinar la aplicabilidad de los límites regulatorios para su uso.
El resumen de la prueba consiste en que, después de un calentamiento preliminar, la muestra se
enfría a un rango específico y luego se examina a intervalos de 3 °C para analizar las
características de fluidez. La temperatura más baja a la cual el movimiento del aceite se observe
se registrará como el punto de fluidez o escurrimiento del combustible.

58
Corrosión de la tira de cobre [Knothe; 2004: Cap. 4, p. 22-36].
Muchos de los compuestos del diesel pueden ser corrosivos. La corrosividad de un combustible se
mide por medio de una prueba conocida como corrosión de la tira de Cobre, la cual se describe en
la norma ASTM D 130. El Cobre y los compuestos de cobre tienden a ser particularmente
susceptibles al ataque química. La corrosividad de un combustible influye en su almacenamiento y
empleo. Las tiras de Cobre pulidas se introducen en la muestra del combustible por 3 horas a una
temperatura de 50 °C. Luego, las tiras se lavan en un disolvente y se comparan con la tabla
descriptiva de la prueba (Tabla 3.1). Los resultados de la prueba se presentan numéricamente
seguidos de una letra. Por ejemplo, una tira que se observa ligeramente empañada, con un color
anaranjado-oscuro se designa como “1b”.
Tabla 3.1. Clasificación de la tira de Cobre
CLASIFICACIÓN DESIGNACIÓN DESCRIPCIÓN
1
Levente empañado
a. Anaranjado claro, parecido
a las tiras pulidas originales
b. Anaranjado oscuro
2
Moderadamente empañado
a. Rojo clarete
b. Lavanda
c. Multicolor con azul lavanda
o plateado, o ambos, revertido
con rojo clarete
d. Platinado
e. Color latón u Oro
3
Oscuramente empañado
a. Magenta pálido en tira color
latón
b. Multicolor con rojo y verde
(tipo pavo real), pero sin tono
grisáceo
4
Corrosión
a. Negro transparente, gris
oscuro o café con verde pavo
real que apenas se nota
b. Grafito o negro opaco
c. Brillante o negro azabache

59
Método: ASTM D 130 – Corrosión de la tira de cobre
Requisitos: No. 3, máx.
La corrosión de la tira de cobre se emplea “para la detección de grado de corrosión del cobre de
combustibles y solventes.” Esta prueba monitorea la presencia de ácidos en el combustible.
Para el B100, las fuentes más probables para que la prueba falle sería un contenido excesivo de
ácidos grasos libres, los cuales se determinan de acuerdo a una especificación adicional. Los
productores pueden optar por ejecutar esta prueba periódicamente, pero la determinación del
número de ácido (D 664) es la medida más importante de Control de Calidad para calcular el
contenido de éstos en el biodiesel.
Mediciones para la estabilidad del combustible [Knothe; 2004: Cap. 4, p. 22-36].
Todos los combustibles están sujetos a la degradación con el paso del tiempo cuando se
almacenan. Esta degradación puede ocurrir debido a la acción microbiana, la penetración del agua,
oxidación por el aire, etc. Esta norma y los métodos de prueba para determinar la estabilidad de
almacenamiento para el B100 se encuentran todavía en etapas de desarrollo dentro del estándar
ASTM. En general, los siguientes parámetros cambiarán y se podrán usar para determinar si el
combustible no debería ser empleado: número de ácido, agua y sedimentos y viscosidad. Para las
pruebas respectivas de los parámetros anteriores no se deberían ocupan combustibles viejos.
La Figura 3.9 forma parte del aparato que se emplea en la norma ASTM D 2274 para medir la
oxidación de los combustibles cuando se almacenan. Según la D 2274, el oxígeno se burbujea a
través del combustible durante 16 horas a una temperatura de 95 °C. Luego, el combustible se
filtra para medir la cantidad de cualquier sustancia insoluble que se forme.

60
Figura 3.9 Cristalería utilizada según la norma ASTM D 2274
Referente a este tema en el apéndice A se presenta los métodos de medición de pruebas
especiales realizadas al biodiesel, tales como el contenido de jabones, el contenido del catalizador
empleado en la reacción de transesterificación y el contenido de gliceroles.
3.2 Métodos complementarios de la norma ASTM D 6751
En el transcurso de esta investigación de trabajo se han mencionado las propiedades del biodiesel,
así como los factores que afectan la calidad del biodiesel, además de métodos de pruebas ASTM
para las respectivas principales mediciones de éste. Por lo que como complemento de los análisis
a nivel de un laboratorio de Calidad de biodiesel es indispensable mencionar un poco de cada uno
de estas mediciones implícitas en las normas ya expuestas. A continuación se presenta la lista de
normas:

61
Método: ASTM D 287 – Gravedad API para productos del petróleo y petróleo crudo
Requisitos: Gravedad API a 15.56 °C (60 °F) [Anónimo 5; 2007].
Este método de prueba abarca la determinación de la gravedad API por medio de un hidrómetro de
vidrio empleado para productos del petróleo y petróleo crudo que se manipulan normalmente en
forma líquida y que poseen una presión de vapor Reid (Método de prueba D 323) de 26 psi (180
kPa) o menos. Las gravedades se determinan a 60 °F (15.56 °C), o se convierten los valores a 60
°F, por medio de tablas estándares. Estas tablas no se puede aplicar para a compuestos que no
sean hidrocarburos o esencialmente hidrocarburos puros, tales como los compuestos aromáticos.
La versión internacional de este método de prueba se describe en el método de prueba ASTM D
1298.
Los valores fijos reportados en pulgadas o libras van a ser considerados como los estándares. Los
valores proporcionados en paréntesis son conversiones matemáticas a las unidades SI, que son
solo datos indicativos y no son considerados como valores estándares.
Método: ASTM D 4530 – Residuo de Carbono [Anónimo 6; 2007]
Requisitos: 0.050 p/p %, máximo
“En los productos del petróleo, la parte que queda después que una muestra ha sido sujeta a la
descomposición térmica…” se designa como residuo de carbono. El residuo de carbono es una
medida de cuanto carbón residual permanece después de ocurrida la combustión. La prueba
básicamente involucra el calentamiento del combustible a altas temperaturas en ausencia de
oxígeno. La mayoría del combustible se vaporizará y fuga, pero una porción puede descomponerse
y pirolizarse produciendo depósitos de carbón duro. Este es particularmente importante para el
caso de los motores diesel debido a la posibilidad de obstrucción de residuos de carbono en los
inyectores del combustible.
La causa más común de causar excesos de residuos de carbono en el B100 es el alto contenido
de glicerinas totales. Las glicerinas o gliceroles totales también se miden directamente empleando
la norma ASTM D 6584, por lo que generalmente esta medición no es crítica para los productores
de biodiesel.

62
Método: ASTM D 6584 – Glicerinas libres [Anónimo 7; 2007]
Requisitos: 0.020 p/p %
Como una simple definición, los gliceroles libre son los gliceroles presentes como moléculas en el
combustible. Los gliceroles libres son el resultado de la separación incompleta de los ésteres y
gliceroles como productos después de la reacción de transesterificación. Esto ocurre, en la
mayoría de las veces, por un mal lavado con agua o por otras cuestiones que no separan
eficientemente el glicerol del biodiesel. Los gliceroles libres son una fuente de depósitos de
carbono para los motores y esto sucede cuando se da una combustión incompleta. Como ya se
aclaró anteriormente los términos “glicerina” y “gliceroles” incluyendo “glicerín” (muy poco
empleado) se utilizan indistintamente, pues son sinónimos.
Método: ASTM D 6584 – Glicerinas totales [Anónimo 7; 2007]
Requisitos: 0.240 p/p %
Los gliceroles totales “son la suma de de los gliceroles libres y los gliceroles enlazados.” Los
gliceroles enlazados “son el porcentaje de moléculas de gliceroles mono, di y triacilglicéridos.” El
alto contenido de gliceroles totales indica una reacción de esterificación incompleta y predice
exceso de depósitos de carbono en el motor. La prueba para los gliceroles libres y totales, según la
norma ASTM D 6584, se debe realizar rutinariamente pues es la medición clave para los
programas de control de calidad de los productores.
Método: ASTM D 664 – Determinación del Número Ácido por medio de titulación
Potenciométrica
Requisitos: 0.80 mg de KOH/g por muestra de biodiesel [Knothe; 2004: Cap. 7, p. 46-53]
Alcance – Este método de prueba abarca los procedimientos para determinar los constituyentes
ácidos en los productos derivados del petróleo y lubricantes que son solubles en mezclas de
tolueno e isopropanol. En el B100 (biodiesel), el número ácido es una medida del contenido de
ácidos grasos libres. Los ácidos grasos libres pueden conducir a la corrosión y son un síntoma del
agua en el combustible o de oxidación de éste.
Discusión – Este método de prueba determina la cantidad de base que se necesita para titular un
muestra desde su lectura inicial hasta una lectura correspondiente a la solución buffer básica o
hasta un punto de inflexión tal y como se especifica en el método de prueba. Esta cantidad se
reporta como el número ácido fuerte. Las causas y efectos de los ácidos fuertes y de otros ácidos
pueden ser muy diferentes. Por lo tanto, este método de prueba diferencia y reporta los dos
63
valores. Ya que el biodiesel contiene solamente ácidos débiles, esta distinción no es relevante. Un
método alternativo que es más simple de ejecutar y además proporciona resultados similares es el
Método Oficial Cd 3a-63 de la Asociación Americana de Aceites Químicos. Este método utiliza
fenolftaleína como indicador para determinar la neutralidad de la muestra. Sin embargo, dado que
no se incluye en la norma ASTM D 6751, se debería emplear solamente para el desarrollo de
procesos, y no para verificar la calidad del producto.
Resumen del método de prueba – La muestra se disuelve en una mezcla de tolueno e isopropanol
que contiene una pequeña cantidad de agua. La muestra se titula potenciométricamente con
hidróxido de potasio alcohólico. Las lecturas del medidor se grafican versus los volúmenes
respectivos de la solución titulada y los punto finales se toman indicando las inflexiones en la curva
resultante.
Terminología – El número ácido es la cantidad de base, expresada en miligramos de KOH
(hidróxido de sodio) por gramos de muestra, necesaria para titular ésta hasta un punto final
específico.
Aparato – Las especificaciones precisas se muestran en la norma para el potenciómetro,
electrodos, mezclador, bureta, beaker para titular y la titulación base a emplearse. También, en la
norma se proporcionan las especificaciones del aparato para el tipo de titulación automática, como
un buen sustituto en el método de prueba.
Procedimiento para el número ácido y el número ácido fuerte – Se agregan volúmenes pequeños
de KOH a las muestras en solución alcohólica mientras que los electrodos miden el potencial en
mV (mili Volteos). Luego se grafica una curva del volumen de KOH versus el potencial respectivo.
En la norma se detalla el procedimiento para los métodos de titulación manuales y automáticos,
incluyendo la preparación la muestra de solvente con la que se calibra.
Cálculos – Las curvas del potencial de los electrodos se grafican al igual que el volumen de KOH
que se requiere para titular la muestra. Los puntos finales (inflexiones) se escogen como los puntos
en la que la curva se hace más vertical. Se proporciona también el procedimiento para calcular
dicho punto para curvas que no poseen un aparente punto de inflexión. La Figura 3.10 es un
ejemplo de las curvas de titulación que se generan empleando este método.
El número ácido = 56.1M(A-B)/W
Donde M = es la concentración de KOH (moles/L)
A = volumen de KOH empleado para buscar el punto final correspondiente a la solución
buffer básica (mL)

64
B = volumen correspondiente a A para una muestra de calibración (mL)
W = masa de la muestra (g)
El número ácido fuerte = 56.1(CM + Dm)/W
Donde C = es el volumen de KOH empleado para encontrar el punto final correspondiente
a la solución buffer acidificada (mL)
D = volumen de HCl empleado para encontrar el punto final correspondiente a C (mL)
m = concentración de HCl (moles/L)
El número ácido y el número ácido fuerte se reportan de la siguiente manera:
Número ácido (Método de Prueba D664) = resultado
Número ácido fuerte (Método de prueba D 664) = resultado

65
Figura 3.10. Curva de titulación según la Norma ASTM D 664
Curva A – Calibración por el solvente titulado con un volumen de 125 mL.
Curva B – 10 g. de aceite de cárter usado, más 125 mL de solvente titulado. Dado que ninguna de
las inflexiones son evidentes, los puntos finales se escogen por las lecturas de los metros que se
obtienen de las dos soluciones buffer no acuosas.
Curva C – 10 g. de aceite que contiene un ácido débil, más 125 mL de solvente titulado. El punto
final se escoge como el punto en el cual la curva se vuelve más vertical.
Curva D – 10 g. de aceite que contiene ácidos débiles y fuertes, más 125 mL de solvente titulado.
Los puntos finales se escogen como los puntos en los cuales la curva se vuelve más vertical.

66
Método: ASTM D 4951 – Método de prueba estándar para determinar los elementos aditivos
en los aceites lubricantes por medio de Espectroscopía Inductiva de Emisión Atómica
plasmática [Knothe; 2004: Cap. 7, p. 46-53].
Requisitos: 0.001 p/p % de Fósforo.
Alcance – Este método de prueba abarca la determinación cuantitativa de Bario, Boro, Calcio,
Cobre, Magnesio, Fósforo, Azufre y Cinc en aceites lubricantes y paquetes de aditivos.
Los paquetes de aditivos son mezclas de aditivos individuales, que actúan como detergentes,
antioxidantes, agentes anti-desgaste, etc. Muchos aditivos contienen uno o más elementos que
abarcan la prueba, los cuales se desarrollaron para analizar los aditivos de aceites y reunir de esta
manera las especificaciones industriales. En el proceso del biodiesel, la prueba se emplea,
principalmente, para determinar el contenido de Fósforo. La presencia de Fósforo se debe a la
refinación incompleta de los aceites vegetales o huesos y proteínas restante del proceso de
renderizado en la recuperación de las grasas animales.
Esta prueba también se emplea para determinar la presencia de azufre si el instrumento empleado
puede operar a una longitud de onda de 180 nm (nanómetros). Sin embargo, este método de
prueba no se recomienda para determinar el contenido de azufre si las especificaciones del
biodiesel B100 no son las de la norma ASTM D 6751. Este método de prueba (D 5453) se discutirá
más adelante.
Resumen del método – Una muestra se diluye (de 1% a 5% de masa de aceite en un solvente) con
una mezcla de xilenos y keroseno. Un patrón interno se incluye para el caso del solvente además
de patrones de calibración. Las soluciones se llevan se llevan a cabo por medio del ICP
(Espectroscopía Inductiva Atómica). Las concentraciones de los elementos presentes se
determinan al comparar las intensidades de las emisiones de la muestra con las del estándar.
Aparatos – El instrumento principal a emplear es un espectrómetro de emisión atómica que se
encuentra equipado con una antorcha plasma de cuarzo acoplado inductivamente y un generador
r-f para formar el plasma. También se necesita una balanza analítica y contenedores para la
solución. El equipo adicional incluye una bomba peristáltica, un dispensador de solvente y un
homogenizador vórtex y ultrasónico. La mezcla de xileno, o-xileno, o keroseno se ocupan con
solventes. El aceite base (U.S.P. aceite blanco o el aceite base lubricante libre de analitos) se
necesita para la solución interna estándar (varios estándares internos existen hoy en día). La
solución de calibración estándar que contiene concentraciones de elementos a determinar se
prepara de acuerdo a la norma ASTM D 4307.

67
El Fósforo es el único elemento de interés cuando se aplica este método para las especificaciones
de producción del biodiesel.
Muestreo – El objetivo del muestreo es obtener una muestra que sea representativa de la cantidad
total. Las muestras de laboratorio se recomiendan tomarlas de acuerdo a la norma ASTM D 4057,
la cual provee los procedimientos para muestrear productos del petróleo de una amplia variedad de
contenedores. La técnica específica de muestreo puede afectar la precisión de esta prueba.
Preparación del aparato – Las recomendaciones para la operación del espectrómetro de emisión
atómica, la fuente de excitación ICP y la bomba peristáltica se proporcionan detalladamente en
esta norma. Existen distintos tipos de instrumentos adecuados, por lo que la recomendación es
seguir las instrucciones de los fabricantes en relación con el funcionamiento de la unidad ICP.
Preparación de las muestras de análisis – Los procedimientos para el pesaje y disolución de la
muestra de aceite a analizar se proporcionan detalladamente en dicha norma.
Preparación de los patrones de calibración – Los usuarios se dan la libertad para determinar la
identidad y concentración de los patrones de calibración. Se proporcionan directrices para la
preparación de la solución y se sugieren chequeos de los instrumentos estándares.
Normalización interna – Esta sección del método de prueba esboza los requisitos empleados en la
normalización interna.
Calibración – Se presenta en esta sección un amplio debate de las curvas de calibración y la
aplicación de las normas internas a las curvas resultantes de la espectrometría ICP. Luego de una
compensación para las normas internas, la curva de calibración viene siendo una gráfica de la
intensidad de la emisión por el analito versus la concentración del analito.
Análisis – La muestras deberían ser analizadas empleando el mismo procedimiento de las normas
de calibración. Se debería llevar a cabo un chequeo de la instrumentación estándar después de
cada cinco muestras analizadas para garantizar que la instrumentación todavía se encuentra
calibrada.
Aseguramiento de la Calidad – Se necesita un QA/QC para esta norma. Cuando los protocolos
QA/QC se hayan establecido en esta prueba, éstas podrán ser seguidas. Si no existen los
protocolos QA/QC, se deberá emplear aplicar normas especiales, las cuales discuten temas tales
como el uso de las tablas de control de calidad para determinar si el procedimiento se bajo control
estadístico.

68
Cálculo –
C = S(W1+W2+W3)/W1
Donde C = a la concentración de analito en la muestras (% masa)
S = a la concentración de analito en la muestra analizada (% masa)
W1 = masa de la muestra (g)
W2 = masa del diluyente (g)
W3 = masa del aceite base (g)
Generalmente, el software realiza este cálculo automáticamente
Reporte – El informe del % de masa se presenta con tres cifras significativas.
Método: ASTM D 5453 - Método estándar de prueba para determinar el contenido total de
azufre en hidrocarburos ligeros, combustibles de motor y aceites por medio de
fluorescencia ultravioleta [Knothe; 2004: Cap. 7, p. 46-53]
Requisitos: 0.05 % p/p
Alcance – Este método de prueba abarca la determinación del contenido total de Azufre en
hidrocarburos líquidos. Se aplica para sustancias como la nafta, destilados, aceites, gasolina,
diesel, biodiesel y combustibles para reactores.
Algunos procesos catalíticos empleados en la refinación del petróleo y químicos pueden ser
venenosos cuando se presentan trazas de azufre. Las materias primas para producir biodiesel
generalmente poseen pequeñas cantidades de azufre., pero esta prueba es un indicador del grado
de contaminación del material proteínico y/o catalizadores pos-proceso o materiales para
neutralización del proceso.
Resumen del método – La muestra se inserta en un tubo de combustión a alta temperatura donde
el azufre se oxida a dióxido de azufre en una atmósfera rica en oxígeno. Los gases de combustión
de la muestra se exponen, posteriormente a luz ultravioleta. El dióxido de azufre se excita, lo cual
provoca la emisión de fluorescencia mientras regresa a su estado estable. La fluorescencia se
detecta por un tubo fotomultiplicador y la señal resultante mide la cantidad de azufre que contiene
la muestra.
Aparato – Las piezas principales del equipo incluyen un tubo de combustión de cuarzo y un
detector fluorescente ultravioleta. La muestra que entra al sistema puede también ser un medio de
entrada al sistema o un diseño de inyección directa. Otra necesidad para esta prueba es un horno
69
capaz de mantener una temperatura suficientemente alta (1075 ± 25 °C) para pirolizar toda la
muestra y oxidar el azufre en dióxido de azufre.
También se requiere un tubo secador o un secador impermeable para remover el vapor de agua
que se produce en el tubo pirolizador. El agua debe ser removida antes de que se mida la
fluorescencia por el detector. El método de prueba permite de emplear un analizador auto-
calibrado.
Reactivos – Se utiliza oxígeno de alta pureza en el tubo pirolizador. Los solventes tales como
tolueno, sileno, iso-octano se necesitan para preparan los patrones y diluir la muestra. Un
compuesto que contenga azufre tales como el dibenzoltiofeno, sulfuro de butilo, o benzoltiofeno se
emplean como patrones de calibración.
Las muestras, que representan las muestras de interés, se emplean para chequear la validez del
proceso de análisis.
Muestreo – El objetivo del muestreo es obtener una muestra que sea representativa de la cantidad
total. Las muestras de laboratorio deben tomarse de acuerdo con la norma ASTM D 4057, la cual
establece los procedimientos para la toma de muestras de productos petrolíferos de una amplia
variedad de contenedores. La técnica específica de muestreo puede afectar la precisión de esta
prueba.
Preparación del aparato – En esta sección del método de prueba estándar se analiza las
condiciones típicas de funcionamiento, incluyendo el rango de entrada de la muestra, la
temperatura del horno, el caudal de oxígeno y el rango del caudal del gas de transporte.
Calibración y estandarización – En esta sección de la norma se proporciona el procedimiento para
preparar una curva de calibración. Se tratan tres diferentes sugerencias para la preparación de la
curva de calibración, basado en la concentración previa de Azufre en la muestra. Una vez más, se
proporcionan los procedimientos para la inyección directa y para el transporte de entrada al
aparato.
Procedimiento – El procedimiento permite, ya sea por dilución gravimétrica o volumétrica de las
muestras, la inyección directa de entrada o por transporte de entrega en la entrada del aparato. Se
requiere repetir la calibración del instrumento antes del re-análisis de la muestra. Además, cada
muestra a analizar debe medirse tres veces para posteriormente calcular el resultado promedio.
70
Cálculo – Se aceptan cualquiera de los analizadores calibrados utilizando una curva estándar o un
analizador auto-calibrado de rutina. El contenido de azufre puede calcularse usando ya sea la
masa o el volumen de la muestra para cualquier tipo de analizador que se emplee.
Usando un analizador con una curva estándar:
(Utilizando la masa de la muestra); Azufre (ppm) = (I-Y)/SMKg
I = detector de respuesta integrado (cuentas)
S = pendiente de la curva estándar (cuentas/μg de azufre)
M = masa de la muestra a analizar (g)
Kg = factor de dilución gravimétrica; masa de la muestra/ masa de la muestra + el solvente
(g/g)
(Utilizando el volumen de la muestra) Azufre (ppm) = (I-1000Y)/SVKv
V = volumen de la muestra a analizar
Kv = factor de dilución volumétrico; masa de la muestra/ volumen de la muestra + el
solvente (g/mL)
Usando el analizador de auto-calibrado:
(Utilizando la masa de la muestra) Azufre (ppm) = 1000G/MKg
G = azufre encontrado en la muestra a analizar (μg)
M = masa de la solución muestra inyectada (mg)
(Utilizando el volumen de la muestra) Azufre (ppm) = 1000G/VD
D = densidad de la muestra en la solución (mg/ μL)
V = volumen de la solución muestra inyectada (μL)
Control de calidad – La información necesaria para la realización del procedimiento de la prueba se
logra analizando un control de calidad de la muestra. Cuando existe el protocolo QA/QC, el
apéndice desglosado en esta norma se puede emplear. Dicho apéndice, en resumen, discute el
uso de las tablas de control de calidad para determinar si el procedimiento se encuentra bajo
control estadístico.
Método: ASTM D 874 – Método de prueba estándar para cenizas sulfatadas procedentes de
aceites lubricantes y aditivos [Knothe; 2004: Cap. 7, p. 46-53]
Requisitos: 0.02% masa (% p/p)
Alcance – Este método de prueba determina la cantidad de ceniza mineral que queda después que
se quema un combustible. Para el biodiesel, esta prueba es un indicador importante de la cantidad
71
de residual de metales presentes en el combustible que podrían derivarse del empleo de
catalizadores en el proceso de esterificación. La cantidad mínima de cenizas sulfatadas para esta
prueba es de 0.0005% masa.
Terminología – Las cenizas sulfatadas son el residuo luego de que la muestra se ha carbonizado,
que posteriormente se trata con ácido sulfúrico y se calienta a un peso específico constante.
Resumen del método de prueba – La muestra se enciende y se quema hasta que solamente
queden las cenizas y el carbón. Luego ésta se enfría y el residuo es tratado con ácido sulfúrico,
para posteriormente calentarse a una temperatura de 775 °C hasta que se oxide por completo el
carbón. Después la ceniza se enfría, es tratada de nuevo con ácido sulfúrico, y se caliente a 775
°C a un peso constante.
Aparato – Para el método de prueba es necesario un horno capaz de mantener la temperatura a
775 ± 25 °C hasta que se evapore todo el contenido en el crisol. Se recomienda un volumen de 50
ó 100 mL en el crisol para las muestras que contengan más de 0.02% (p/p) de cenizas sulfatadas.
Se recomienda un volumen de 120 a 150 mL para muestras que contengan menos de 0,02% (p/p)
de cenizas sulfatadas.
Reactivos – En los reactivos necesarios se incluyen el ácido sulfúrico concentrado y 50%
(volumen) de ácido sulfúrico en agua. Se necesita también, isopropanol y tolueno si es que la
muestra contiene suficiente humedad para producir espuma y poco material del crisol.
Muestreo – Se recomienda seguir las instrucciones de la Norma ASTM D 4507.
Procedimiento – Los pasos generales necesarios para esta prueba son:
Preparara la muestra en el crisol, calentándola a 775 °C por al menos 10 minutos, luego
enfriarla, para finalmente pesarla;
Pesar la muestra a ser determinada;
Calentar la muestra a una llama constante, haciendo arder la muestra hasta que no haya
más humos y vapores;
Si la muestra tiene suficiente humedad como para crear espuma, se desecha la muestra, y
se sigue los procedimientos proporcionados para reducir el contenido de humedad antes
de comenzar todo el procedimiento anteriormente explicado;
Enfriar la muestra, añadir agua y ácido sulfúrico y calentar hasta que ya no se produzcan
más humos;

72
Posteriormente, se coloca el crisol en un horno y se calienta a 775 °C hasta que se
complete la oxidación del carbón. Finalmente, continuar el enfriamiento, acidificación y el
proceso de calentamiento hasta que los pesos respectivos no difieran en más de 1 mg.
Método: Prueba Estándar ASTM D 2709 para el contenido de agua y sedimento en
combustibles destilados medios por centrifugación [Knothe; 2004: Cap. 7, p. 46-53]
Requisitos: 0.05% (volumen)
Alcance – Este método de prueba abarca la determinación del volumen de agua libre y sediminetos
presentes en combustibles semi-destilados que poseen viscosidades de 1 a 4.1 mm2/s y
densidades de 770 a 900 kg/m3, a una temperatura de 40 °C. Esta prueba mide el grado de
limpieza del combustible. Para el biodiesel B100 es particularmente importante esta prueba,
porque el agua puede reaccionar con los ésteres y producir ácidos grasos libres, que pueden
facilitar el crecimiento microbiano en los tanques de almacenamiento.
Resumen del método de prueba – Una muestra de combustible de 100 mL sin diluir se centrifuga
en un tubo graduado de 0.005 mL. Después de la centrifugación, el volumen de agua y
sedimentos, se lee cerca del valor de 0.005 mL localizado en la punta extrema del tubo y el número
marcado se registra como el porcentaje volumétrico de agua y sedimentos por centrifugación.
Aparato – La centrifugación puede ser controlada para proporcionar una fuerza centrífuga relativa
(rcf, por sus siglas en inglés) de 800 ± 60 en los extremos del tubo. Existe una tabla que
proporciona la relación entre el diámetro de centrifugación y las revoluciones por minuto (rpm) del
rcf. En esta norma se mencionan especificaciones y consejos de los suministradores de equipos
para tubos de centrifugación.
Muestreo – Se recomienda seguir las instrucciones de muestreo de la Norma ASTM D 4057. La
muestra, para una prueba de laboratorio, será normalmente una alícuota representativa de una
muestra de mayor cantidad, ya sea total o parcial según las especificaciones de la prueba.
Procedimiento – Se sacude una muestra de 100 mL. que luego se vierte en un tubo de
centrifugación donde se gira a 800 ± 60 rcf por 10 minutos. El volumen total de agua y sedimentos
presentes en el fondo del tubo se registra del valor más cercano a 0.005 mL.
Reporte – Se reporte el volumen total de agua y sedimentos que se lee del tubo, como el
porcentaje que presenta de la muestra total, ya que se previamente se han ocupado 100 mL. de

73
ella. Los resultados que sean menores a 0.005% se reportarán ya sea como 0 o como 0.005%
(volumen).
En resumen, en este apartado se analizó todos los métodos de prueba más relevantes para
analizar la calidad del biodiesel B100. No se trató de dar una descripción detallada ni de sustituir
los estándares mencionados por los más recientes, simplemente se dio una idea de cómo
funcionan éstos para una mayor comprensión de lo que implica montar un laboratorio de calidad de
biodiesel y las pruebas y equipos mínimos necesarios para obtener buenos resultados.
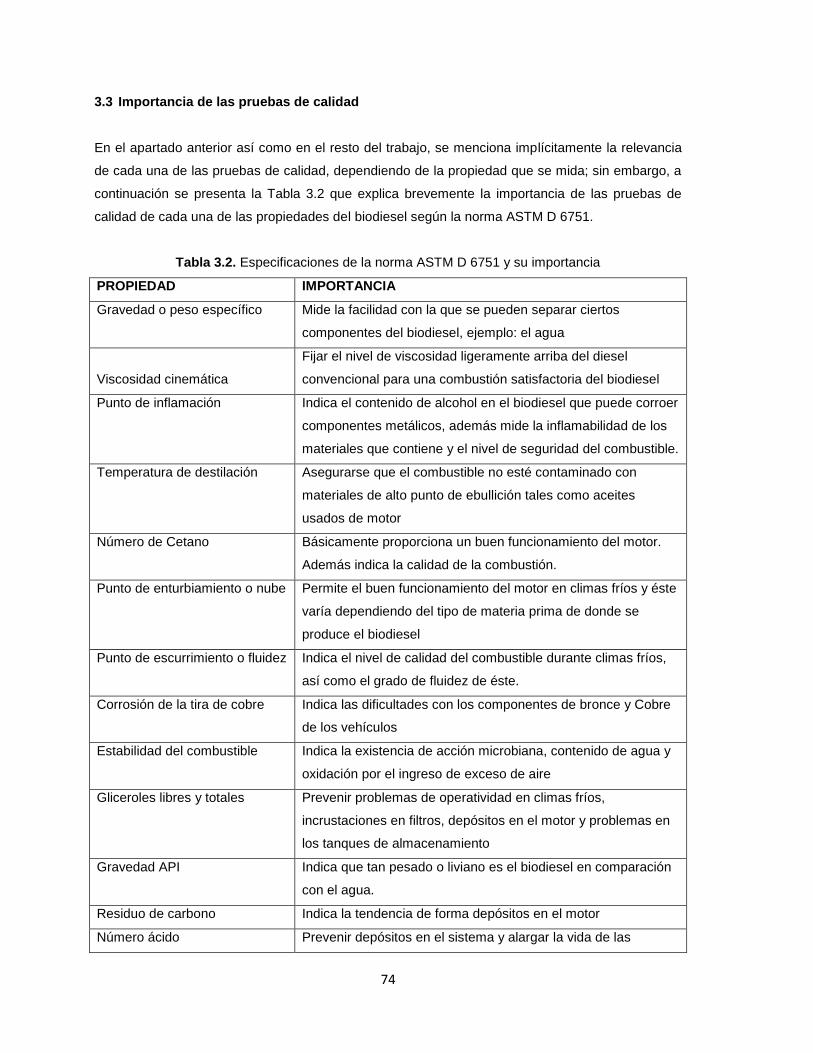
74
3.3 Importancia de las pruebas de calidad
En el apartado anterior así como en el resto del trabajo, se menciona implícitamente la relevancia
de cada una de las pruebas de calidad, dependiendo de la propiedad que se mida; sin embargo, a
continuación se presenta la Tabla 3.2 que explica brevemente la importancia de las pruebas de
calidad de cada una de las propiedades del biodiesel según la norma ASTM D 6751.
Tabla 3.2. Especificaciones de la norma ASTM D 6751 y su importancia
PROPIEDAD IMPORTANCIA
Gravedad o peso específico Mide la facilidad con la que se pueden separar ciertos
componentes del biodiesel, ejemplo: el agua
Viscosidad cinemática
Fijar el nivel de viscosidad ligeramente arriba del diesel
convencional para una combustión satisfactoria del biodiesel
Punto de inflamación Indica el contenido de alcohol en el biodiesel que puede corroer
componentes metálicos, además mide la inflamabilidad de los
materiales que contiene y el nivel de seguridad del combustible.
Temperatura de destilación Asegurarse que el combustible no esté contaminado con
materiales de alto punto de ebullición tales como aceites
usados de motor
Número de Cetano Básicamente proporciona un buen funcionamiento del motor.
Además indica la calidad de la combustión.
Punto de enturbiamiento o nube Permite el buen funcionamiento del motor en climas fríos y éste
varía dependiendo del tipo de materia prima de donde se
produce el biodiesel
Punto de escurrimiento o fluidez Indica el nivel de calidad del combustible durante climas fríos,
así como el grado de fluidez de éste.
Corrosión de la tira de cobre Indica las dificultades con los componentes de bronce y Cobre
de los vehículos
Estabilidad del combustible Indica la existencia de acción microbiana, contenido de agua y
oxidación por el ingreso de exceso de aire
Gliceroles libres y totales Prevenir problemas de operatividad en climas fríos,
incrustaciones en filtros, depósitos en el motor y problemas en
los tanques de almacenamiento
Gravedad API Indica que tan pesado o liviano es el biodiesel en comparación
con el agua.
Residuo de carbono Indica la tendencia de forma depósitos en el motor
Número ácido Prevenir depósitos en el sistema y alargar la vida de las
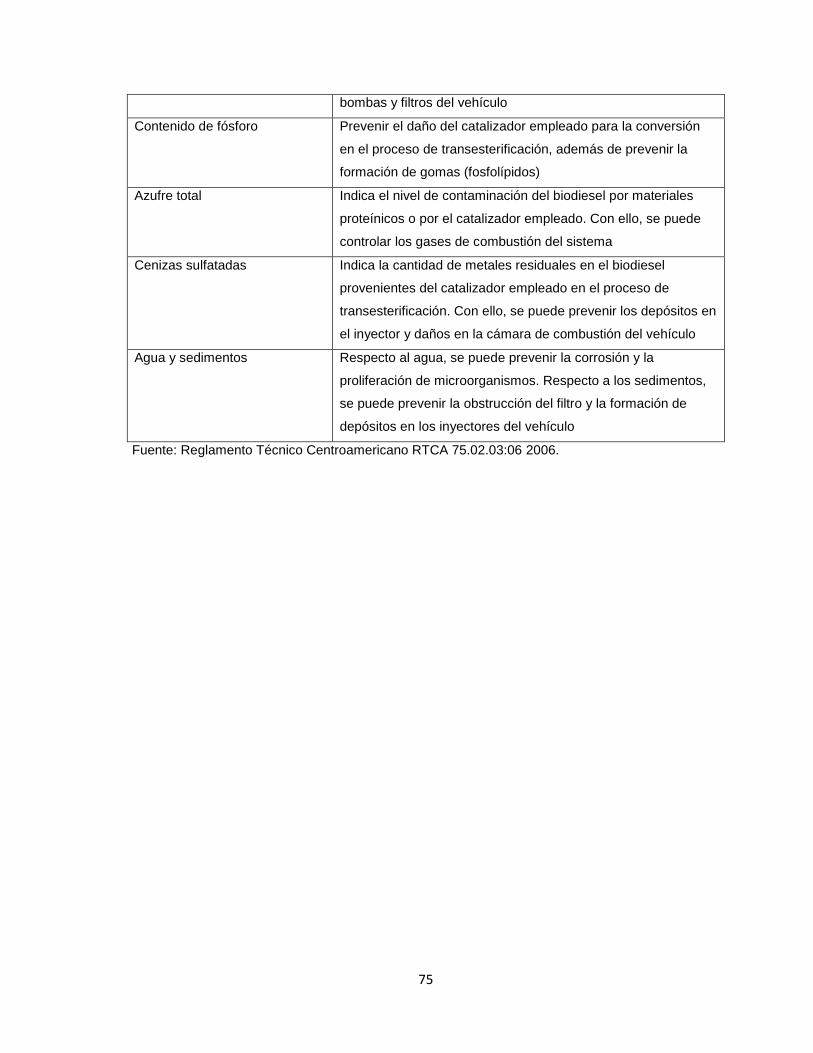
75
bombas y filtros del vehículo
Contenido de fósforo Prevenir el daño del catalizador empleado para la conversión
en el proceso de transesterificación, además de prevenir la
formación de gomas (fosfolípidos)
Azufre total Indica el nivel de contaminación del biodiesel por materiales
proteínicos o por el catalizador empleado. Con ello, se puede
controlar los gases de combustión del sistema
Cenizas sulfatadas Indica la cantidad de metales residuales en el biodiesel
provenientes del catalizador empleado en el proceso de
transesterificación. Con ello, se puede prevenir los depósitos en
el inyector y daños en la cámara de combustión del vehículo
Agua y sedimentos Respecto al agua, se puede prevenir la corrosión y la
proliferación de microorganismos. Respecto a los sedimentos,
se puede prevenir la obstrucción del filtro y la formación de
depósitos en los inyectores del vehículo
Fuente: Reglamento Técnico Centroamericano RTCA 75.02.03:06 2006.

76
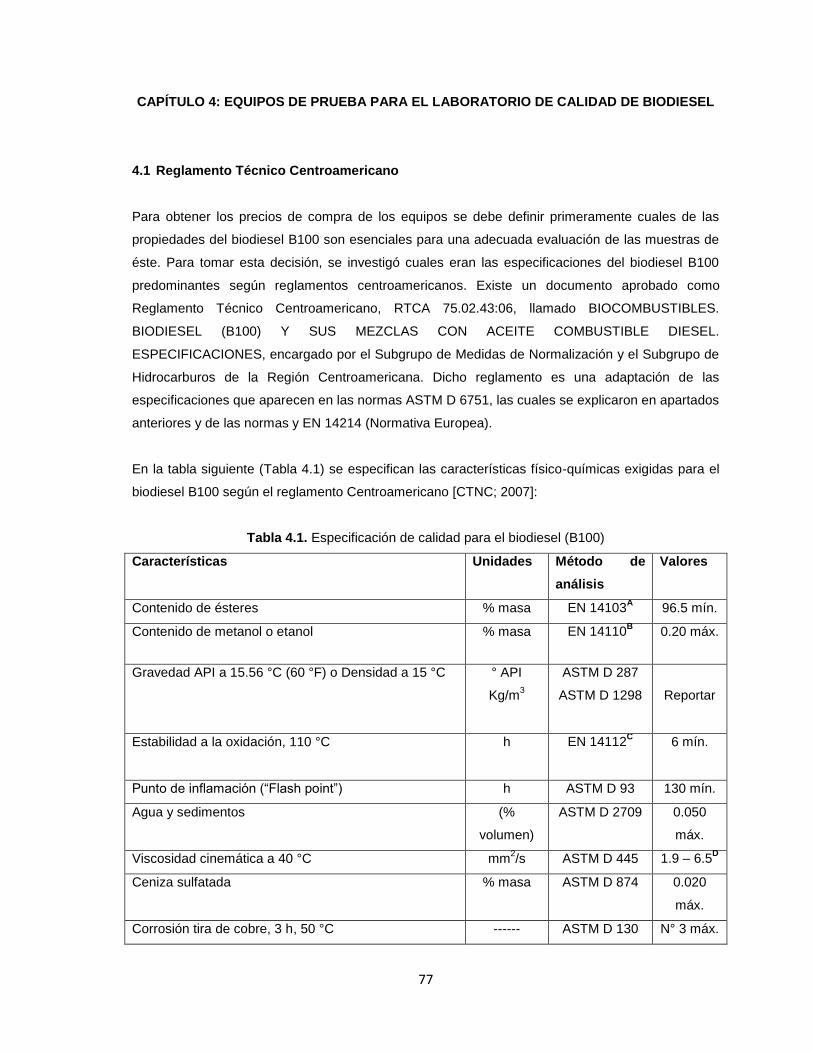
77
CAPÍTULO 4: EQUIPOS DE PRUEBA PARA EL LABORATORIO DE CALIDAD DE BIODIESEL
4.1 Reglamento Técnico Centroamericano
Para obtener los precios de compra de los equipos se debe definir primeramente cuales de las
propiedades del biodiesel B100 son esenciales para una adecuada evaluación de las muestras de
éste. Para tomar esta decisión, se investigó cuales eran las especificaciones del biodiesel B100
predominantes según reglamentos centroamericanos. Existe un documento aprobado como
Reglamento Técnico Centroamericano, RTCA 75.02.43:06, llamado BIOCOMBUSTIBLES.
BIODIESEL (B100) Y SUS MEZCLAS CON ACEITE COMBUSTIBLE DIESEL.
ESPECIFICACIONES, encargado por el Subgrupo de Medidas de Normalización y el Subgrupo de
Hidrocarburos de la Región Centroamericana. Dicho reglamento es una adaptación de las
especificaciones que aparecen en las normas ASTM D 6751, las cuales se explicaron en apartados
anteriores y de las normas y EN 14214 (Normativa Europea).
En la tabla siguiente (Tabla 4.1) se especifican las características físico-químicas exigidas para el
biodiesel B100 según el reglamento Centroamericano [CTNC; 2007]:
Tabla 4.1. Especificación de calidad para el biodiesel (B100)
Características Unidades Método de
análisis
Valores
Contenido de ésteres % masa EN 14103A 96.5 mín.
Contenido de metanol o etanol % masa EN 14110B 0.20 máx.
Gravedad API a 15.56 °C (60 °F) o Densidad a 15 °C ° API
Kg/m3
ASTM D 287
ASTM D 1298
Reportar
Estabilidad a la oxidación, 110 °C h EN 14112C 6 mín.
Punto de inflamación (“Flash point”) h ASTM D 93 130 mín.
Agua y sedimentos (%
volumen)
ASTM D 2709 0.050
máx.
Viscosidad cinemática a 40 °C mm2/s ASTM D 445 1.9 – 6.5
D
Ceniza sulfatada % masa ASTM D 874 0.020
máx.
Corrosión tira de cobre, 3 h, 50 °C ------ ASTM D 130 N° 3 máx.
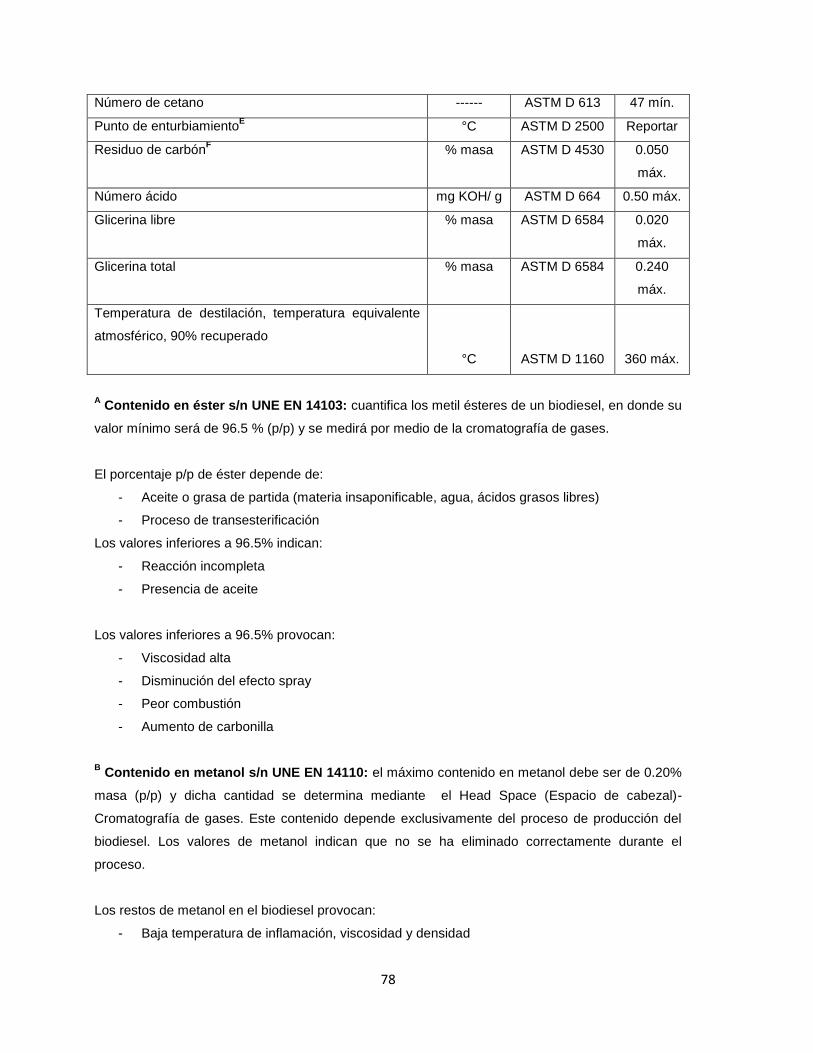
78
Número de cetano ------ ASTM D 613 47 mín.
Punto de enturbiamientoE °C ASTM D 2500 Reportar
Residuo de carbónF % masa ASTM D 4530 0.050
máx.
Número ácido mg KOH/ g ASTM D 664 0.50 máx.
Glicerina libre % masa ASTM D 6584 0.020
máx.
Glicerina total % masa ASTM D 6584 0.240
máx.
Temperatura de destilación, temperatura equivalente
atmosférico, 90% recuperado
°C
ASTM D 1160
360 máx.
A Contenido en éster s/n UNE EN 14103: cuantifica los metil ésteres de un biodiesel, en donde su
valor mínimo será de 96.5 % (p/p) y se medirá por medio de la cromatografía de gases.
El porcentaje p/p de éster depende de:
- Aceite o grasa de partida (materia insaponificable, agua, ácidos grasos libres)
- Proceso de transesterificación
Los valores inferiores a 96.5% indican:
- Reacción incompleta
- Presencia de aceite
Los valores inferiores a 96.5% provocan:
- Viscosidad alta
- Disminución del efecto spray
- Peor combustión
- Aumento de carbonilla
B Contenido en metanol s/n UNE EN 14110: el máximo contenido en metanol debe ser de 0.20%
masa (p/p) y dicha cantidad se determina mediante el Head Space (Espacio de cabezal)-
Cromatografía de gases. Este contenido depende exclusivamente del proceso de producción del
biodiesel. Los valores de metanol indican que no se ha eliminado correctamente durante el
proceso.
Los restos de metanol en el biodiesel provocan:
- Baja temperatura de inflamación, viscosidad y densidad

79
- Corrosión en piezas de aluminio y cinc
C Estabilidad a la oxidación s/n UNE EN 14112: el tiempo mínimo para esta prueba es de 6
horas, utilizando un equipo normalizado.
El valor de estabilidad a la oxidación depende de:
- Materia prima
- Proceso de producción
Un valor bajo de estabilidad a la oxidación indica:
- Aceite de partida degradado
- Degradación del biodiesel en el proceso
Un tiempo inferior de estabilidad a la oxidación no aseguraría la estabilidad del biodiesel durante su
almacenaje y distribución. Se permite el uso de aditivos para mejorar este parámetro, tal y como se
explicó en apartados pasados.
D El límite superior de viscosidad cinemática de 6.5 mm
2/s, es más alto que el del Diesel base
petróleo y debe ser tomado en cuenta cuando sea utilizado para mezcla.
E El punto de enturbiamiento de Biodiesel es generalmente más alto que el del Diesel base petróleo
y debe ser tomado en cuenta cuando sea utilizado para mezcla.
F El residuo de carbón debe ser obtenido del 100% de la muestra.
NOTA: Para los casos donde dice Reportar, en la Tabla 4.1, se debe indicar el resultado obtenido
de acuerdo al método a emplear.
NOTA: Los resultados se deben reportar con el número de cifras decimales que indica cada
método y no necesariamente con el número de decimales que aparecen en la Tabla 4.1 de
especificaciones.
En el anexo C se encuentra la presentación de los equipos de prueba potenciales para el
laboratorio, con sus respectivas fotografías y el nombre de la prueba para la que se emplea.

80
81
CAPÍTULO 5: EVALUACIÓN DE LA INSTALACIÓN DEL LABORATORIO DE CALIDAD DE
BIODIESEL
Ante la posibilidad de llevar a cabo el proyecto de Implementación de un Laboratorio de Calidad
Especializado en biodiesel en la Universidad centroamericana “José Simeón Cañas”, una de las
decisiones más difíciles y trascendentales que se debe encarar es la decisión de invertir.
Para realizar este análisis se desarrollarán diferentes cálculos de parámetros económicos, como
los costos de inversión, costos de operación, punto de equilibrio, etc. Dichos parámetros
constituyen las herramientas necesarias para la determinación de la factibilidad financiera y
rentabilidad económica del proyecto de estudio.
5.1 Determinación de costos
Los costos que se detallan a continuación son:
Inversión
Operación
Los costos de inversión son aquellos en los que se incluyen todos los costos necesarios para el
correcto funcionamiento operativo del laboratorio de calidad. Por otro lado, los costos de operación
son los costos que son afectados directamente por la elaboración de las pruebas.
5.1.1 Inversión
Representa básicamente los gastos necesarios para que el laboratorio cuente con un equipo
instalado. Dichos gastos de equipo constan de instalación de los aparatos, instrumentación y
control, instalación de tuberías e instalación de los equipos eléctricos y materiales, entre otros.
5.1.1.1 Costos de equipo
Los costos de equipo constituyen una parte fundamental del desarrollo del la inversión, ya que son
los gastos directos que se realizan en la implementación del laboratorio de calidad de biodiesel.
Comúnmente se utilizan porcentajes del total de costos de equipos para determinar costos de
instalación, tuberías y otros que conforman los gastos directos [Anónimo 3; 2005: Cap. 11 p. 2-3].
En la siguiente tabla (Tabla 5.1) se muestran los valores típicos de porcentajes utilizados.

82
Tabla 5.1. Porcentajes para la estimación de la inversión a partir de los costos de equipo.
Equipo a invertir Rango,%
A. Equipo
1. Equipo comprado n/a
2. Instalación, incluyendo aislamiento y pintura 25 -55
3. Instrumentación y control, instalados 6-30
4.Tuberías, instaladas 10-80
5. Equipo eléctrico y materiales, instalados 10-40
6. Servicios auxiliares 10-70
Fuente: Cañas; 2007
1. Equipo Comprado
En algunos casos las facturas pro-forma de los equipos sólo incluyen su valor intrínseco, y en otros
el valor del equipo instalado. Aquellos equipos que se deban importar se pueden detallar ya sea en
términos FOB (precio del equipo en el puerto de origen) ó en términos CIF (precio incluyendo el
flete y seguro) ó en el lugar de utilización (gastos de importación, fletes, etc.).
2. Instalación, incluyendo aislamiento y pintura
En el supuesto que este rubro se estime por separado, debe hacerse una aclaración especial para
el caso de equipos importados. En muchos casos el costo de instalación comprenderá el pago de
algún personal extranjero calificado. Ello resulta conveniente, en primer término, por la experiencia
que dicho personal tiene y además, porque muchas veces los proveedores de equipos sólo se
harán responsables de su garantía si esos equipos han sido montados por su propio personal o por
técnicos autorizados por ellos.
3. Instrumentación y control, instalados
Este rubro incluye todos los equipos auxiliares e instrumentos para control y registro de las
distintas variables participantes en las pruebas a realizar con los respectivos equipos del
laboratorio.
4. Tuberías, instaladas
En muchos métodos de estimación este rubro se calcula por separado del resto del equipamiento.
En una estimación detallada, el cálculo del costo de cañerías se realiza a partir de un diagrama de
cañerías y planos de ubicación. Para el presente trabajo, el hecho de que no exista un diagrama de
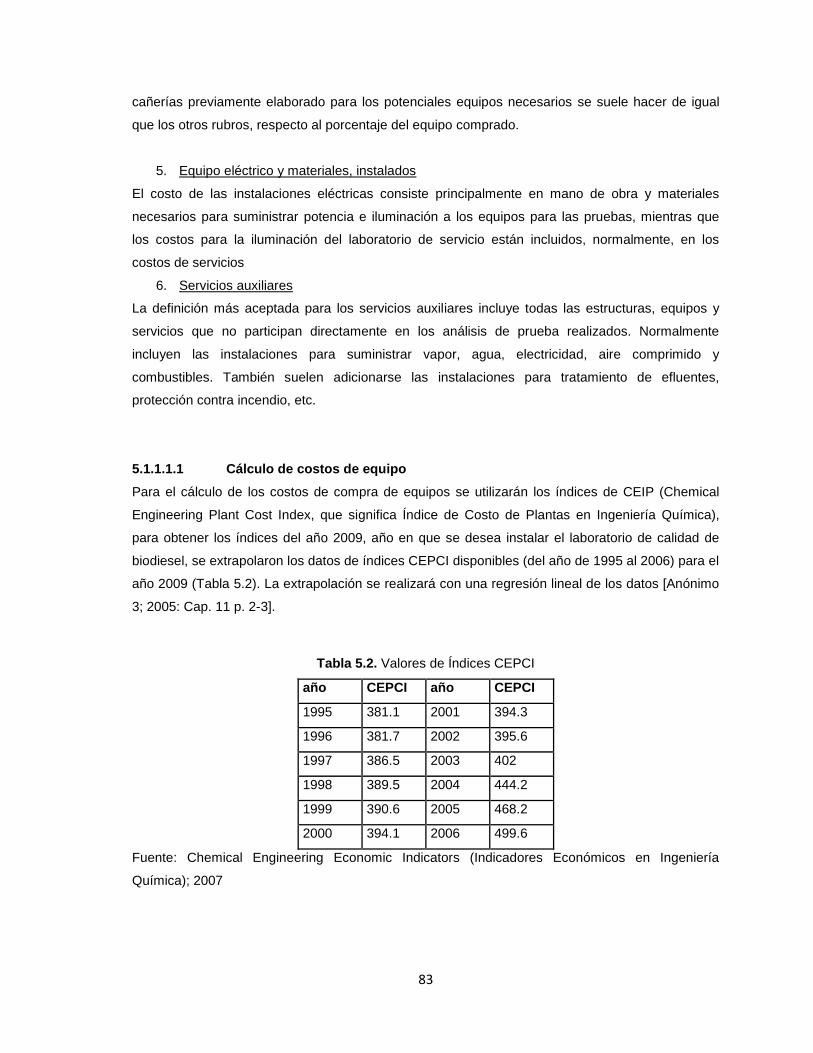
83
cañerías previamente elaborado para los potenciales equipos necesarios se suele hacer de igual
que los otros rubros, respecto al porcentaje del equipo comprado.
5. Equipo eléctrico y materiales, instalados
El costo de las instalaciones eléctricas consiste principalmente en mano de obra y materiales
necesarios para suministrar potencia e iluminación a los equipos para las pruebas, mientras que
los costos para la iluminación del laboratorio de servicio están incluidos, normalmente, en los
costos de servicios
6. Servicios auxiliares
La definición más aceptada para los servicios auxiliares incluye todas las estructuras, equipos y
servicios que no participan directamente en los análisis de prueba realizados. Normalmente
incluyen las instalaciones para suministrar vapor, agua, electricidad, aire comprimido y
combustibles. También suelen adicionarse las instalaciones para tratamiento de efluentes,
protección contra incendio, etc.
5.1.1.1.1 Cálculo de costos de equipo
Para el cálculo de los costos de compra de equipos se utilizarán los índices de CEIP (Chemical
Engineering Plant Cost Index, que significa Índice de Costo de Plantas en Ingeniería Química),
para obtener los índices del año 2009, año en que se desea instalar el laboratorio de calidad de
biodiesel, se extrapolaron los datos de índices CEPCI disponibles (del año de 1995 al 2006) para el
año 2009 (Tabla 5.2). La extrapolación se realizará con una regresión lineal de los datos [Anónimo
3; 2005: Cap. 11 p. 2-3].
Tabla 5.2. Valores de Índices CEPCI
año CEPCI año CEPCI
1995 381.1 2001 394.3
1996 381.7 2002 395.6
1997 386.5 2003 402
1998 389.5 2004 444.2
1999 390.6 2005 468.2
2000 394.1 2006 499.6
Fuente: Chemical Engineering Economic Indicators (Indicadores Económicos en Ingeniería
Química); 2007
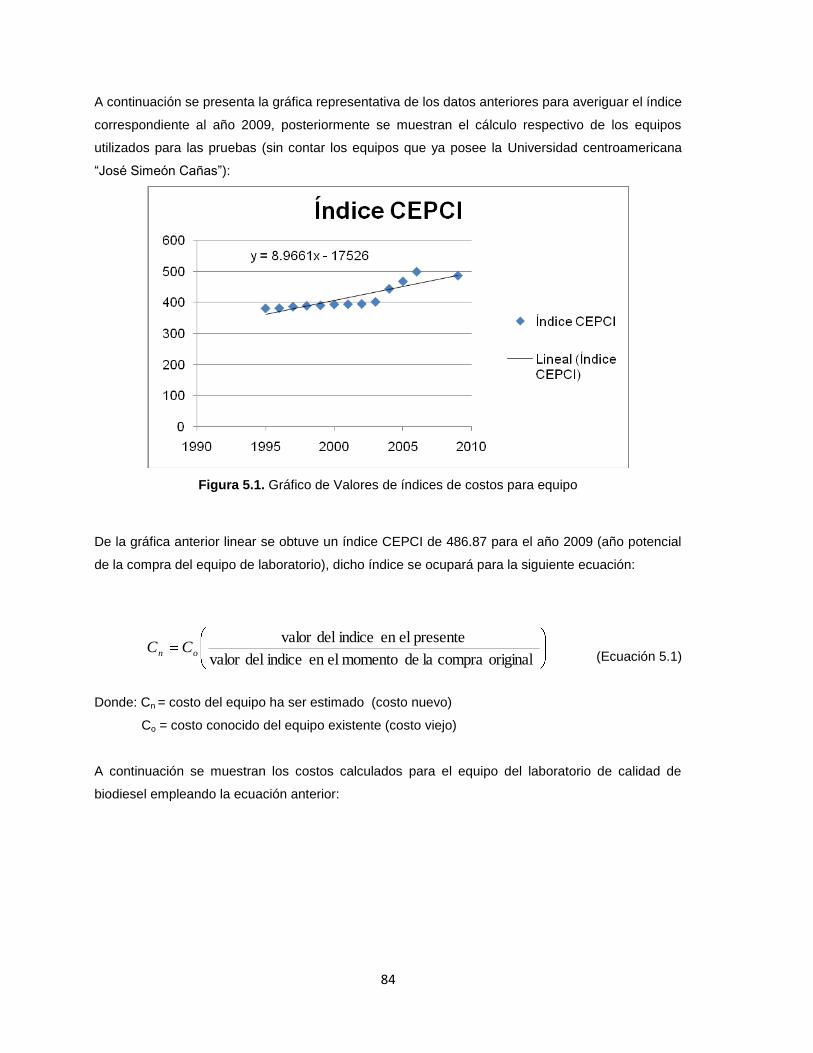
84
A continuación se presenta la gráfica representativa de los datos anteriores para averiguar el índice
correspondiente al año 2009, posteriormente se muestran el cálculo respectivo de los equipos
utilizados para las pruebas (sin contar los equipos que ya posee la Universidad centroamericana
“José Simeón Cañas”):
Figura 5.1. Gráfico de Valores de índices de costos para equipo
De la gráfica anterior linear se obtuve un índice CEPCI de 486.87 para el año 2009 (año potencial
de la compra del equipo de laboratorio), dicho índice se ocupará para la siguiente ecuación:
(Ecuación 5.1)
Donde: Cn = costo del equipo ha ser estimado (costo nuevo)
Co = costo conocido del equipo existente (costo viejo)
A continuación se muestran los costos calculados para el equipo del laboratorio de calidad de
biodiesel empleando la ecuación anterior:
original compra la de momento elen indice delvalor
presente elen indice delvalor on CC
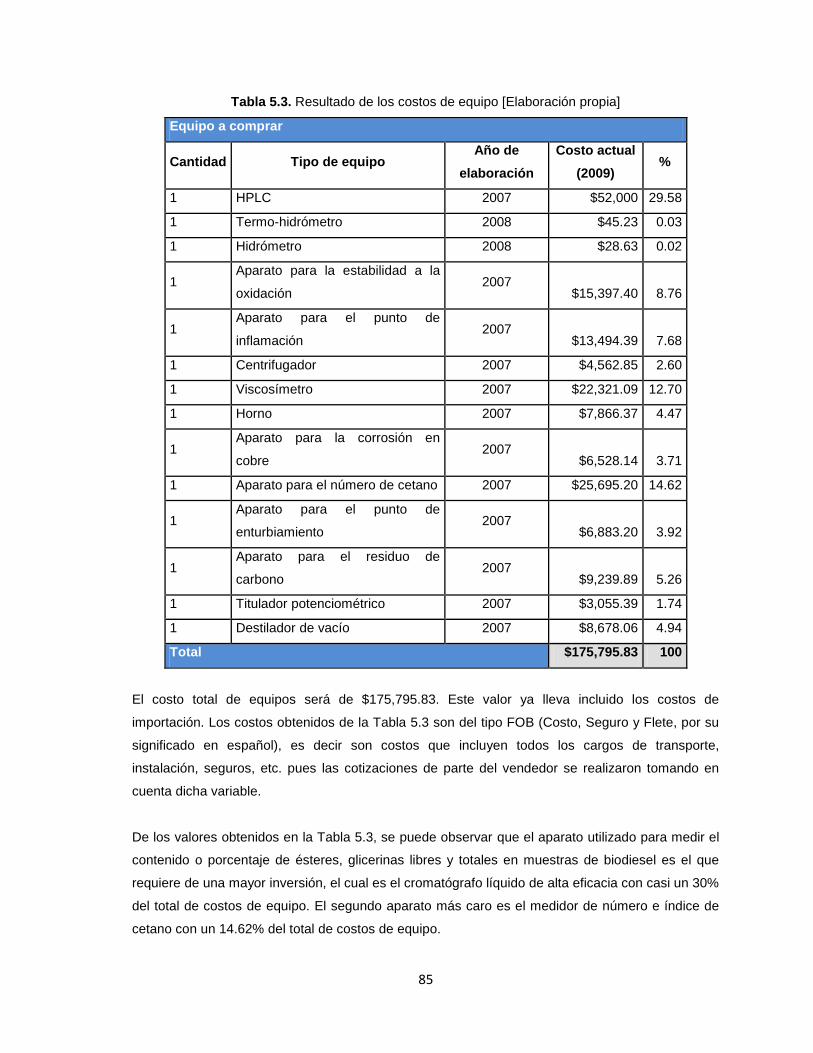
85
Tabla 5.3. Resultado de los costos de equipo [Elaboración propia]
Equipo a comprar
Cantidad Tipo de equipo Año de
elaboración
Costo actual
(2009) %
1 HPLC 2007 $52,000 29.58
1 Termo-hidrómetro 2008 $45.23 0.03
1 Hidrómetro 2008 $28.63 0.02
1 Aparato para la estabilidad a la
oxidación 2007
$15,397.40 8.76
1 Aparato para el punto de
inflamación 2007
$13,494.39 7.68
1 Centrifugador 2007 $4,562.85 2.60
1 Viscosímetro 2007 $22,321.09 12.70
1 Horno 2007 $7,866.37 4.47
1 Aparato para la corrosión en
cobre 2007
$6,528.14 3.71
1 Aparato para el número de cetano 2007 $25,695.20 14.62
1 Aparato para el punto de
enturbiamiento 2007
$6,883.20 3.92
1 Aparato para el residuo de
carbono 2007
$9,239.89 5.26
1 Titulador potenciométrico 2007 $3,055.39 1.74
1 Destilador de vacío 2007 $8,678.06 4.94
Total $175,795.83 100
El costo total de equipos será de $175,795.83. Este valor ya lleva incluido los costos de
importación. Los costos obtenidos de la Tabla 5.3 son del tipo FOB (Costo, Seguro y Flete, por su
significado en español), es decir son costos que incluyen todos los cargos de transporte,
instalación, seguros, etc. pues las cotizaciones de parte del vendedor se realizaron tomando en
cuenta dicha variable.
De los valores obtenidos en la Tabla 5.3, se puede observar que el aparato utilizado para medir el
contenido o porcentaje de ésteres, glicerinas libres y totales en muestras de biodiesel es el que
requiere de una mayor inversión, el cual es el cromatógrafo líquido de alta eficacia con casi un 30%
del total de costos de equipo. El segundo aparato más caro es el medidor de número e índice de
cetano con un 14.62% del total de costos de equipo.
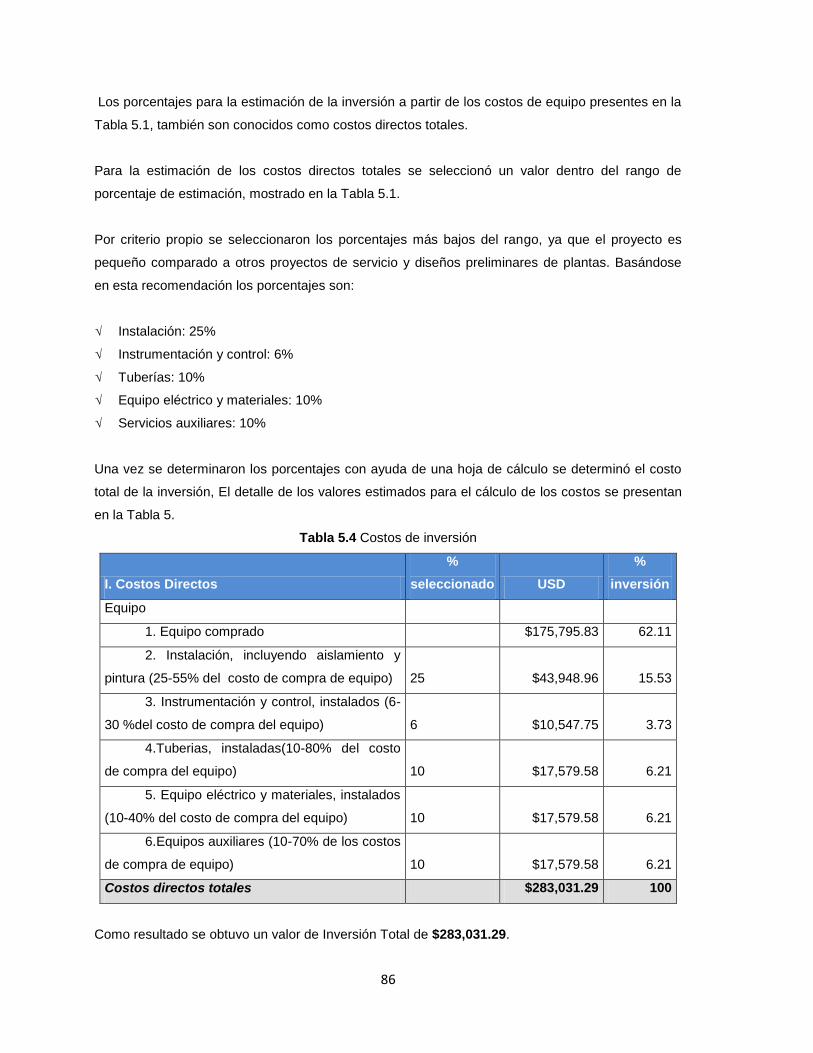
86
Los porcentajes para la estimación de la inversión a partir de los costos de equipo presentes en la
Tabla 5.1, también son conocidos como costos directos totales.
Para la estimación de los costos directos totales se seleccionó un valor dentro del rango de
porcentaje de estimación, mostrado en la Tabla 5.1.
Por criterio propio se seleccionaron los porcentajes más bajos del rango, ya que el proyecto es
pequeño comparado a otros proyectos de servicio y diseños preliminares de plantas. Basándose
en esta recomendación los porcentajes son:
√ Instalación: 25%
√ Instrumentación y control: 6%
√ Tuberías: 10%
√ Equipo eléctrico y materiales: 10%
√ Servicios auxiliares: 10%
Una vez se determinaron los porcentajes con ayuda de una hoja de cálculo se determinó el costo
total de la inversión, El detalle de los valores estimados para el cálculo de los costos se presentan
en la Tabla 5.
Tabla 5.4 Costos de inversión
I. Costos Directos
%
seleccionado USD
%
inversión
Equipo
1. Equipo comprado $175,795.83 62.11
2. Instalación, incluyendo aislamiento y
pintura (25-55% del costo de compra de equipo) 25 $43,948.96 15.53
3. Instrumentación y control, instalados (6-
30 %del costo de compra del equipo) 6 $10,547.75 3.73
4.Tuberias, instaladas(10-80% del costo
de compra del equipo) 10 $17,579.58 6.21
5. Equipo eléctrico y materiales, instalados
(10-40% del costo de compra del equipo) 10 $17,579.58 6.21
6.Equipos auxiliares (10-70% de los costos
de compra de equipo) 10 $17,579.58 6.21
Costos directos totales $283,031.29 100
Como resultado se obtuvo un valor de Inversión Total de $283,031.29.

87
5.1.2 Operación o elaboración
Los costos de operación son los gastos necesarios para que se realicen los análisis de calidad del
biodiesel a los clientes que lo soliciten.
Los costos de operación o de elaboración de las pruebas se pueden dividir en dos grandes
categorías: COSTOS DIRECTOS O VARIABLES, que son proporcionales a la elaboración de las
pruebas, como los materiales empleados, y los COSTOS INDIRECTOS, también llamados FIJOS
que son independientes de la elaboración de las pruebas, como los gastos de certificación del
laboratorio. Para dicho proyecto, los costos indirectos o fijos se costearon en el proyecto, sin
embargo se supondrá que la Universidad centroamericana “José Simeón Cañas” los absorberá,
finalmente.
5.1.2.1 Costos variables
Consta de: Mano de Obra Directa, Mantenimiento, Servicios, Suministros y Certificaciones.
5.1.2.1.1 Mano de Obra Directa (MOD)
Incluye los sueldos de los empleados cuyos esfuerzos están directamente asociados a la
elaboración de las pruebas de calidad.
Para definir los salarios de los analistas físico-químicos del laboratorio se supuso que éstos son
igual al salario mínimo de los empleados en el área de Comercio y Servicios ($174.24 mensuales
según la Ley Laboral de El Salvador), debido a que el laboratorio de calidad de biodiesel es un
proyecto sin fines de lucro. Mientras que para definir el salario del coordinador general del
laboratorio se supuso un valor según información proporcionada por Bolsa de Trabajo de El
Salvador (salario cercano a $320.00 mensuales).
Además se supuso que el laboratorio proporcionará sus servicios de Febrero a Noviembre de cada
año (año laboral de 10 meses).
En la Tabla 5.5 se presenta el costo anual de la mano de obra requerida para el funcionamiento de
laboratorio el primer año, 2009.

88
Tabla 5.5 Costo total de Mano de Obra Directa (2009)
Puesto laboral Número de
empleados
Salario anual
por empleado
($)
Total de salarios anuales
por puesto ($)
%
Analista físico-
químico
4 $1,742.40 $6,969.60
68.53
Coordinador
general
1 $320.00 $3,200.00
31.47
TOTAL $10,169.60 100
El costo de la Mano de Obra Directa será = $10,169.60 / año (Ec.5.2)
5.1.2.1.2 Mantenimiento
Este rubro incluye los costos de materiales y mano de obra (directa y supervisión) empleados en
rutinas o reparaciones incidentales y, en algunos casos, la revisión de equipos.
Para este cálculo se ha estimado como costo de mantenimiento un 4% del costo de la Inversión
total:
($283,031.29) × (0.04) = $11,321.25 / año (Ec. 5.3)
5.1.2.1.3 Servicios
Se tomarán en cuenta los siguientes servicios:
a) Energía eléctrica
Una vez estimado el consumo de energía eléctrica en kWh, de acuerdo al número de paquetes de
pruebas realizados al mes, queda por establecer el costo de la energía eléctrica. Al respecto
pueden presentarse dos situaciones distintas, a saber:
Comprada: Este es el caso más simple desde el punto de vista de la estimación pues se tendrá un
valor para el kWh puesto en entrada de laboratorio fijado por el proveedor de energía que estará
definido por la zona, nivel de consumo, entre otros aspectos.
89
Autogenerada: Este es el caso que se presenta en plantas con grandes insumos de energía
eléctrica desarrolladas en base a la autogeneración de electricidad. También puede presentarse el
caso de laboratorios ubicados en zonas rurales que así lo requieran.
En el caso particular, el laboratorio de calidad de biodiesel comprará la energía eléctrica.
Costo de energía eléctrica por consumo
Según proyectos de la FAO (Organización de las Naciones Unidas para la Agricultura y la
Alimentación) el costo de energía eléctrica por el equipo se supone como el 10% del costo total de
Mano de Obra Directa. Mientras que para el alumbrado, DEL SUR (empresa que suministrará la
energía eléctrica al laboratorio) recomienda una capacidad de suministro contratado a los hogares
promedio que será de 296.50 kWh (tarifa mensual) a $ 0.18 / kWh (incluye impuestos y otros
servicios).
Realizando los simples cálculos respectivos:
Equipo: $1,016.9 / año
Alumbrado: $533.7 / año
Nota: Recordar que el año constará de 10 meses (año laboral).
Sumando los valores de costos por consumo de equipo y alumbrado da un costo total:
Consumo de energía eléctrica = $1,550.6 / año
b) Agua
El consumo de agua mensual será de 30 m3 (valor estilado en base a consumo en hogares según
ANDA) de agua. El costo por m3 es aproximadamente de $ 0.26 / m
3, los totales son:
Costo de agua = (30 m3 / mes) × ($0.26 / m
3) × (10 meses / año) = $78.00 / año (Ec. 5.4)
5.1.2.1.4 Suministros
Incluye aceites lubricantes, reactivos químicos y equipos de laboratorio. Se puede estimar como el
6% del costo de mano de obra directa o como el 15% del costo de mantenimiento o del 0.5 al 1%
90
de la Inversión Total. La elección de la estimación dependerá de la magnitud del proyecto así como
si es de un bien o servicio.
Por criterio propio y según las recomendaciones anteriores, se tomará como el 6% del costo de
mano de obra directa, así:
($10,169.60 / año) × (0.06) = $610.176 / año (Ec. 5.5)
5.1.2.1.5 Certificaciones
La certificación del laboratorio de calidad de biodiesel sirve para diferenciar sus resultados de las
pruebas realizadas de sus similares. Es una gestión voluntaria que va más allá de la ley, la cual
exige que la elaboración de las pruebas sean las correctas y sus resultados lógicos. Desde este
punto de vista, la certificación visible para el cliente se promueve a través de un Sello de calidad, la
cual es una herramienta de comercialización y prestigio para el laboratorio.
Los costos para la ISO 9000 se encuentran alrededor de los $4,688.23 y la ISO 14000 alrededor
de los $2,344.12 USD al año. Mientras que el mantenimiento de la certificación cuesta
aproximadamente $2,000.00 al año.
Por facilidad de cálculos se tomó un valor promedio entre la ISO 9000 y la 14000 para el presente
proyecto y se incluyó los costos de mantenimiento anual ya mencionados. Con ayuda de una hoja
de cálculos, los resultados son:
Costo de la certificación el primer año del proyecto (2009) = $3,516.18
Para el segundo año (2009), se considera un incremento de $2,000 debido a los costos de
mantenimiento de la certificación = $5,516.18
Tercer año = $7,516.18
Cuarto año = $9,516.18
Quinto año = $11,516.18
Sexto año = $13,516.18
Séptimo año = $15,516.18
Octavo año = $17,516.18
Noveno año = $19,516.18
Décimo año (año 2019) = $21,516.18
El promedio del costo por certificaciones es de = $2,151.618 / año
91
Hay que mencionar que los costos por certificaciones y con quien certificarse es una opción y no
una obligación del representante del proyecto. Además el costo de certificación es solo un
promedio para incluir en los costos, sin embargo varía grandemente dependiendo de con quien se
decida realizar la certificación.
5.2 Costos fijos
Incluye todos aquellos costos con los que el laboratorio siempre contará, exista o no clientes que
requieran el análisis de muestras de biodiesel. Estos no cambian mucho con el tiempo y no son
identificables o cuantificables respecto a la magnitud de paquetes de prueba que se realicen.
Ejemplos de este tipo de gasto son: depreciación, impuestos, seguros. Sin embargo, aunque que
estos gastos los absorberá la Universidad “José Simeón Cañas”, ya que el laboratorio se
encontrará dentro de ella, se tomarán en cuenta como parte del proyecto para poder determinar los
costos totales reales del proyecto.
Para el presente proyecto los costos fijos se resumieron en dos principales: Impuestos y Seguros.
Para el caso de los costos por depreciación, se ignoraron ya que todo el equipo se considera de
primero mano (nuevo).
5.2.1 Impuestos
Este rubro puede variar mucho de acuerdo con las leyes vigentes. Un factor que afecta mucho los
impuestos es la densidad poblacional del país, ya que el Salvador es un país altamente poblado,
los impuestos son altos.
Se considera que su valor es del 2% de la inversión de la Inversión Total. Su cálculo será el
siguiente:
($283,031.29) × (0.02) = $5,660.62 (Ec.5.6)
5.2.2 Seguros
Dependen del tipo de proceso y de la posibilidad de contar con servicios de protección.
Normalmente se incluyen seguros sobre la propiedad (incendio, robo parcial o total), para el
personal y para las mercaderías (pérdidas parciales, totales), jornales caídos, etc.
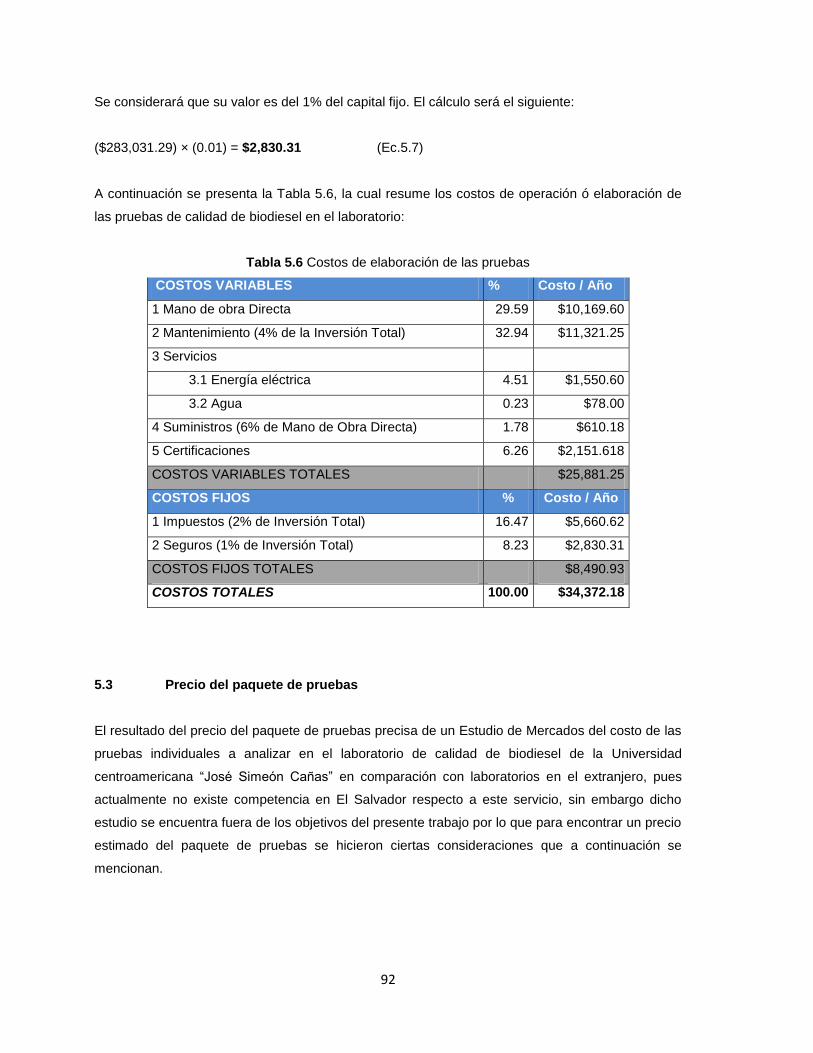
92
Se considerará que su valor es del 1% del capital fijo. El cálculo será el siguiente:
($283,031.29) × (0.01) = $2,830.31 (Ec.5.7)
A continuación se presenta la Tabla 5.6, la cual resume los costos de operación ó elaboración de
las pruebas de calidad de biodiesel en el laboratorio:
Tabla 5.6 Costos de elaboración de las pruebas
COSTOS VARIABLES % Costo / Año
1 Mano de obra Directa 29.59 $10,169.60
2 Mantenimiento (4% de la Inversión Total) 32.94 $11,321.25
3 Servicios
3.1 Energía eléctrica 4.51 $1,550.60
3.2 Agua 0.23 $78.00
4 Suministros (6% de Mano de Obra Directa) 1.78 $610.18
5 Certificaciones 6.26 $2,151.618
COSTOS VARIABLES TOTALES $25,881.25
COSTOS FIJOS % Costo / Año
1 Impuestos (2% de Inversión Total) 16.47 $5,660.62
2 Seguros (1% de Inversión Total) 8.23 $2,830.31
COSTOS FIJOS TOTALES $8,490.93
COSTOS TOTALES 100.00 $34,372.18
5.3 Precio del paquete de pruebas
El resultado del precio del paquete de pruebas precisa de un Estudio de Mercados del costo de las
pruebas individuales a analizar en el laboratorio de calidad de biodiesel de la Universidad
centroamericana “José Simeón Cañas” en comparación con laboratorios en el extranjero, pues
actualmente no existe competencia en El Salvador respecto a este servicio, sin embargo dicho
estudio se encuentra fuera de los objetivos del presente trabajo por lo que para encontrar un precio
estimado del paquete de pruebas se hicieron ciertas consideraciones que a continuación se
mencionan.

93
En la siguiente tabla se presenta el rango de precios de las pruebas según laboratorios
norteamericanos comparados con los precios propuestos por Laboratorios BIDUCA (nombre
seleccionado para el laboratorio de calidad de biodiesel de la UCA).
Tabla 5.7 Costo de las pruebas
NOMBRE DEL LABORATORIO OTROS BIDUCA
NOMBRE DE LA PRUEBA VALOR ($) VALOR ($)
Contenido de ésteres 70 70
Contenido de metano o etanol 40 - 100 70
Gravedad API 70 10
Densidad 6 - 100 5
Estabilidad a la oxidación 150 - 295 150
Punto de inflamación 15 - 100 25
Agua y sedimentos 50 - 100 19
Viscosidad cinemática 70 - 85 70
Ceniza sulfatada 70 - 85 24
Corrosión tira de cobre 15 - 60 15
Número de Cetano 45 - 220 65
Punto de enturbiamiento 19.25 - 100 35
Residuo de Carbón 18.50 - 100 40
Número ácido 18.50 - 68 43
Glicerina libre 275 - 350 185
Glicerina total 275 - 350 185
Temperatura de destilación 120 - 220 120
PRECIO DEL PAQUETE 1,327.25 - 2,473 1,131.00
Hay que mencionar que los costos de la pruebas varían según la tecnología de los equipos a
ocupar.
Del análisis de precios del mercado internacional de los diferentes laboratorios de calidad de
biodiesel, el precio estimado del paquete de pruebas se estableció a una cantidad de $1,131.00
(Ver tabla 5.7).

94
Este precio se estableció de manera que el laboratorio pudiera competir en el mercado
internacional y ser respuesta una alterna al análisis de las propiedades principales del biodiesel,
considerando:
Que no existe competencia a nivel nacional de laboratorios de calidad de biodiesel.
Los precios locales en Estados Unidos, país con una alta tecnología en equipos para
análisis de la calidad del biodiesel, oscilan entre los $1,327.25 a $2,473.00 USD (según la
Tabla 5.7).
5.4 Punto de equilibrio
El análisis del Punto de Equilibrio es un método para organizar y presentar algunas de las
relaciones estáticas de un proyecto en el corto plazo [Anónimo 3; 2005: Cap. 11 p. 8].
Estas evaluaciones no tienen en cuenta el valor temporal del dinero y se acepta que los datos
utilizados para las decisiones son confiables [Anónimo 3; 2005: Cap. 11 p. 8].
Para la determinación del punto de equilibrio debemos en primer lugar conocer los costos fijos y
variables de la empresa; entendiendo por costos variables aquellos que cambian en proporción
directa con el número de paquetes de pruebas realizados y ventas, por ejemplo: mano de obra
directa, suministros, etc. Para el presente caso, los costos fijos como ya se dijo anteriormente
serán absorbidos por la Universidad centroamericana “José Simeón Cañas”, por lo que no se
tomarán en cuenta en los cálculos del punto de equilibrio.
Los costos variables se determinaron en el cálculo de costos de elaboración de las pruebas. Para
el caso de los costos variables, como depende del número de paquetes de pruebas realizados se
calcularon para diferentes porcentajes de elaboración u operación y se realizó el cálculo de costos
totales para cada porcentaje, luego se grafico este valor.
Además se calcularon los ingresos para cada porcentaje de elaboración de las pruebas y se
graficó para poder encontrar un punto de intersección de ambas gráficas y así determinar el punto
de equilibrio
Sabiendo que en la actualidad son seis (aproximadamente) los potenciales clientes importantes en
el país de laboratorio BIDUCA y que según los requerimientos centroamericanos anualmente se
debe analizar todas las propiedades definidas por el Reglamento Técnico Centroamericano dos
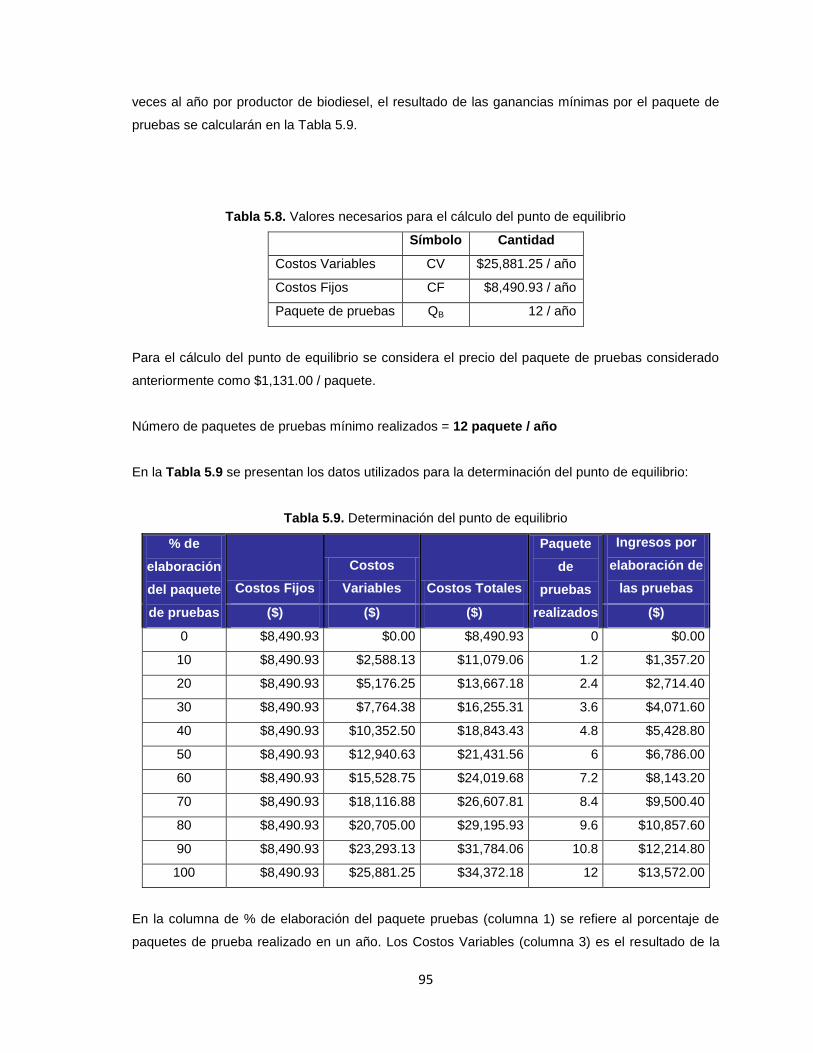
95
veces al año por productor de biodiesel, el resultado de las ganancias mínimas por el paquete de
pruebas se calcularán en la Tabla 5.9.
Tabla 5.8. Valores necesarios para el cálculo del punto de equilibrio
Símbolo Cantidad
Costos Variables CV $25,881.25 / año
Costos Fijos CF $8,490.93 / año
Paquete de pruebas QB 12 / año
Para el cálculo del punto de equilibrio se considera el precio del paquete de pruebas considerado
anteriormente como $1,131.00 / paquete.
Número de paquetes de pruebas mínimo realizados = 12 paquete / año
En la Tabla 5.9 se presentan los datos utilizados para la determinación del punto de equilibrio:
Tabla 5.9. Determinación del punto de equilibrio
% de
elaboración
del paquete
de pruebas
Costos Fijos
Costos
Variables Costos Totales
Paquete
de
pruebas
realizados
Ingresos por
elaboración de
las pruebas
($) ($) ($) ($)
0 $8,490.93 $0.00 $8,490.93 0 $0.00
10 $8,490.93 $2,588.13 $11,079.06 1.2 $1,357.20
20 $8,490.93 $5,176.25 $13,667.18 2.4 $2,714.40
30 $8,490.93 $7,764.38 $16,255.31 3.6 $4,071.60
40 $8,490.93 $10,352.50 $18,843.43 4.8 $5,428.80
50 $8,490.93 $12,940.63 $21,431.56 6 $6,786.00
60 $8,490.93 $15,528.75 $24,019.68 7.2 $8,143.20
70 $8,490.93 $18,116.88 $26,607.81 8.4 $9,500.40
80 $8,490.93 $20,705.00 $29,195.93 9.6 $10,857.60
90 $8,490.93 $23,293.13 $31,784.06 10.8 $12,214.80
100 $8,490.93 $25,881.25 $34,372.18 12 $13,572.00
En la columna de % de elaboración del paquete pruebas (columna 1) se refiere al porcentaje de
paquetes de prueba realizado en un año. Los Costos Variables (columna 3) es el resultado de la

96
multiplicación del costo variable determinado para el 100% de elaboración de pruebas por el
respectivo porcentaje de la columna 1. La columna de Costos Totales (columna 4) es la sumatoria
de los Costos Fijos más los Costos Variables. La siguiente columna (columna 5) representa la
cantidad de paquetes de pruebas realizados para cada porcentaje de elaboración del paquete de
pruebas, y los ingresos por elaboración de las pruebas (columna 6) se calcularon multiplicando la
cantidad de paquete de pruebas realizados por el precio del paquete de pruebas, que es $,131.00
USD / paquete.
A continuación se muestran los resultados obtenidos en la Figura 5.1.
Figura 5.2. Resultados de la determinación del punto de equilibrio
En la gráfica anterior, en el eje horizontal se encuentra el porcentaje de elaboración de las
pruebas, mientras que en el eje vertical se muestran los costos totales del proyecto en sus
respectivos porcentajes de elaboración de paquete de pruebas.
Los resultados muestran que no se tiene un punto de equilibrio ni con el mayor porcentaje de
elaboración de las pruebas al año, es decir, que no existe un punto de intersección de las dos
líneas en el gráfico. Esto es, que jamás los ingresos por prestar los servicios del laboratorio de
calidad de biodiesel son iguales a los costos totales de dicho proyecto, por lo no se puede hablar
de una recuperación del dinero con el tiempo.

97
De la conclusión anterior, se investigó por prueba y error el número del paquete de pruebas que se
necesita realizar al año para que exista un punto de equilibrio. Esto se logró, suponiendo que el
número de paquetes de pruebas realizados al año es de 31.
La Tabla 5.10 presenta los cálculos para la determinación del punto de equilibrio, para el número
de paquetes anteriormente mencionado.
Tabla 5.10. Determinación del punto de equilibrio
% de
elaboración
del paquete
de pruebas
Costos Fijos
Costos
Variables Costos Totales
Paquete
de
pruebas
realizados
Ingresos por
elaboración de
las pruebas
($) ($) ($) ($)
0 $8,490.93 $0.00 $8,490.93 0.00 $0.00
10 $8,490.93 $2,588.13 $11,079.06 3.10 $,3506.10
20 $8,490.93 $5,176.25 $13,667.18 6.20 $7,012.20
30 $8,490.93 $7,764.38 $16,255.31 9.30 $10,518.30
40 $8,490.93 $10,352.50 $18,843.43 12.40 $14,024.40
50 $8,490.93 $12,940.63 $21,431.56 15.50 $17,530.50
60 $8,490.93 $15,528.75 $24,019.68 18.60 $21,036.60
70 $8,490.93 $18,116.88 $26,607.81 21.70 $24,542.70
80 $8,490.93 $20,705.00 $29,195.93 24.80 $28,048.80
90 $8,490.93 $23,293.13 $31,784.06 27.90 $31,554.90
100 $8,490.93 $25,881.25 $34,372.18 31.00 $35,061.00
A continuación se muestran los resultados obtenidos en la Figura 5.2.
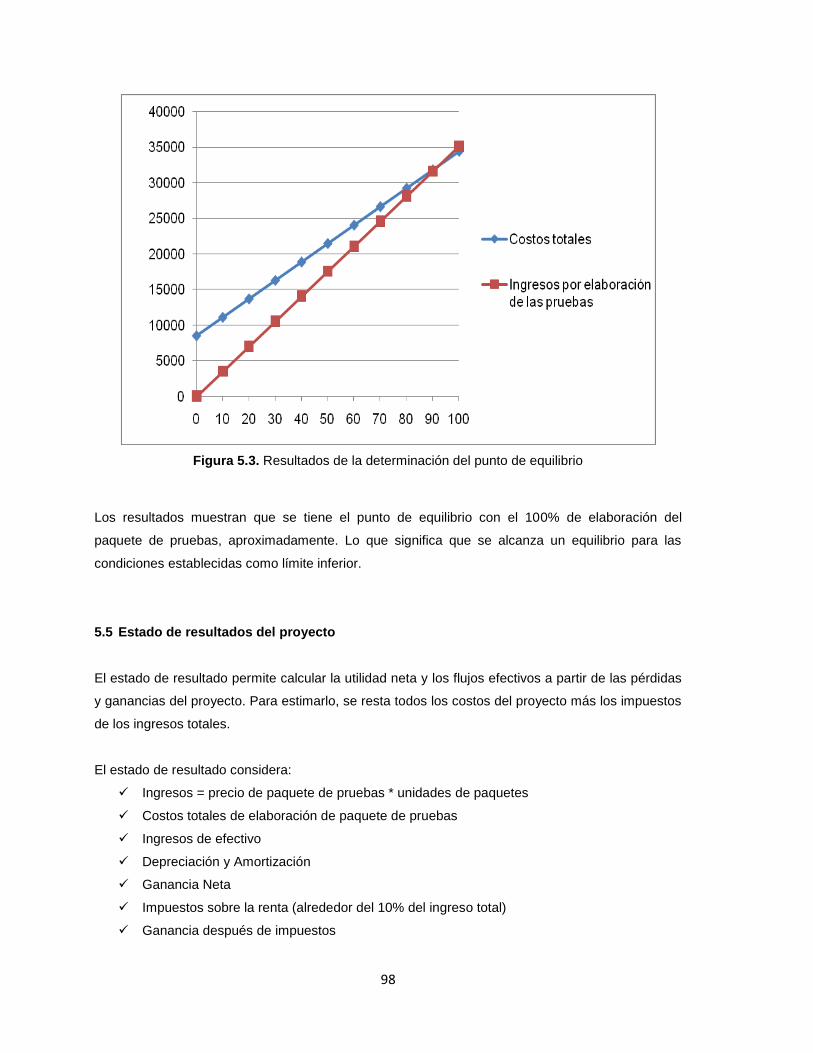
98
Figura 5.3. Resultados de la determinación del punto de equilibrio
Los resultados muestran que se tiene el punto de equilibrio con el 100% de elaboración del
paquete de pruebas, aproximadamente. Lo que significa que se alcanza un equilibrio para las
condiciones establecidas como límite inferior.
5.5 Estado de resultados del proyecto
El estado de resultado permite calcular la utilidad neta y los flujos efectivos a partir de las pérdidas
y ganancias del proyecto. Para estimarlo, se resta todos los costos del proyecto más los impuestos
de los ingresos totales.
El estado de resultado considera:
Ingresos = precio de paquete de pruebas * unidades de paquetes
Costos totales de elaboración de paquete de pruebas
Ingresos de efectivo
Depreciación y Amortización
Ganancia Neta
Impuestos sobre la renta (alrededor del 10% del ingreso total)
Ganancia después de impuestos
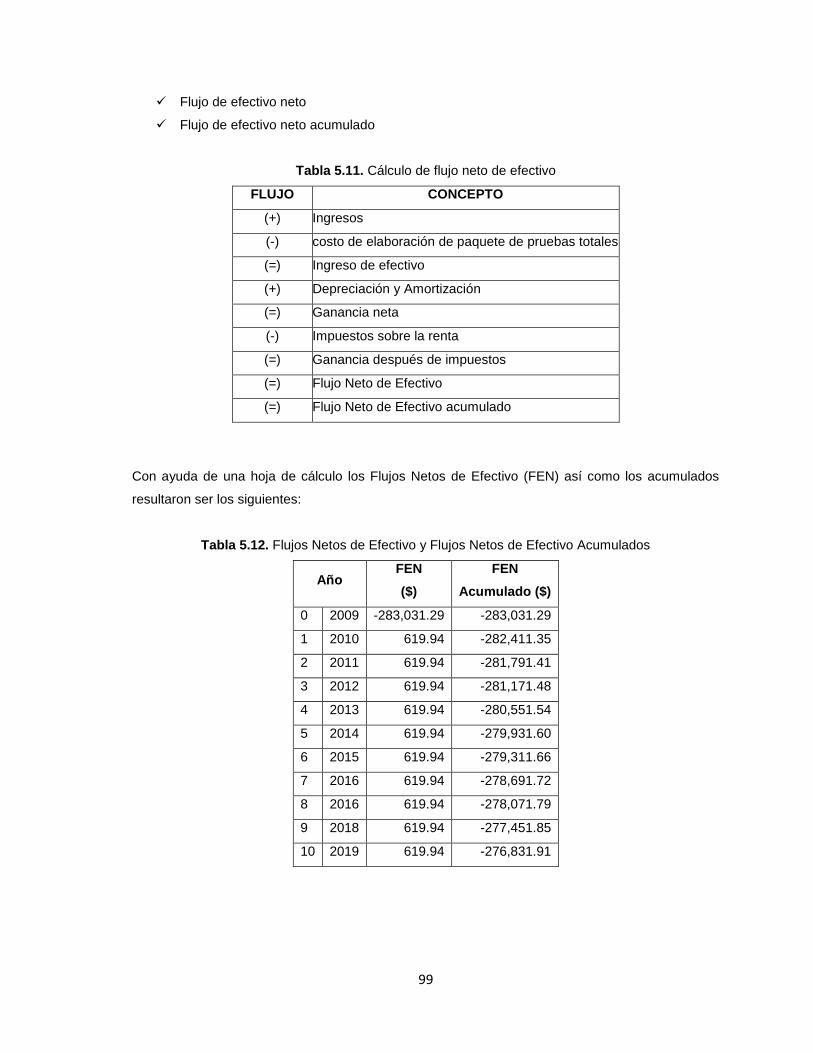
99
Flujo de efectivo neto
Flujo de efectivo neto acumulado
Tabla 5.11. Cálculo de flujo neto de efectivo
FLUJO CONCEPTO
(+) Ingresos
(-) costo de elaboración de paquete de pruebas totales
(=) Ingreso de efectivo
(+) Depreciación y Amortización
(=) Ganancia neta
(-) Impuestos sobre la renta
(=) Ganancia después de impuestos
(=) Flujo Neto de Efectivo
(=) Flujo Neto de Efectivo acumulado
Con ayuda de una hoja de cálculo los Flujos Netos de Efectivo (FEN) así como los acumulados
resultaron ser los siguientes:
Tabla 5.12. Flujos Netos de Efectivo y Flujos Netos de Efectivo Acumulados
Año FEN
($)
FEN
Acumulado ($)
0 2009 -283,031.29 -283,031.29
1 2010 619.94 -282,411.35
2 2011 619.94 -281,791.41
3 2012 619.94 -281,171.48
4 2013 619.94 -280,551.54
5 2014 619.94 -279,931.60
6 2015 619.94 -279,311.66
7 2016 619.94 -278,691.72
8 2016 619.94 -278,071.79
9 2018 619.94 -277,451.85
10 2019 619.94 -276,831.91
100
Se puede notar en la tabla anterior, que en ningún momento el FEN acumulado cambia de signo,
es decir que no existe un FEN acumulado igual a cero, por tanto no existe un valor en el cual se
puede recuperar la inversión realizada por el proyecto del laboratorio de calidad de biodiesel.
Por prueba y error, se pudo observar que bajo las condiciones determinadas del análisis
económico de dicho proyecto (ingresos anuales de $35,061.00 USD), éste será rentable sólo si los
ingresos anuales por elaboración del paquete de pruebas son iguales o mayores a los $68,000.00
USD (aproximadamente).
101
CONCLUSIONES
El biodiesel es el resultado de la reacción denominada transesterificación y ha mostrado en
los últimos años ser una alternativa a los combustibles derivados del petróleo. La
experiencia acumulada sobre el tema permite delimitar claramente los parámetros a
cumplir para que el rendimiento de los motores que lo puedan usar lo hagan sin sufrir
ninguna alteración considerable. A nivel internacional, se han normado con claridad las
posibles formas de presentación del combustible - comúnmente B100, B20 y B5 - y se ha
legislado su utilización incluso en sectores gubernamentales de países de Europa y
América como por ejemplo, los Estados Unidos.
La importancia de la calidad del biodiesel se puede analizar desde diferentes puntos de
vista que se relacionan entre ellos implícitamente; sin embargo, los más relevantes son el
punto técnico, ambiental, económico y la relación motor / combustible. Cada uno de éstos
se desarrollan continuamente para la optimización del biodiesel con el propósito de reducir
los costos tanto para los usuarios como para los fabricantes de este producto, sin olvidar
los beneficios que trae al medio ambiente en comparación al combustible diesel normal.
Los principales factores que afectan la calidad del biodiesel son: la calidad de la materia
prima, la composición de los ácidos grasos provenientes de aceites vegetales o grasas
animales, el proceso de producción y otros materiales que se utilizan en éste y los
parámetros pos-producción. Materiales tales como el agua, diferentes tipos de materiales
sólidos, ácidos grasos libres, Fósforo, Azufre lo pueden contaminar a tal grado que causa
daños irreversibles a los motores diesel. De igual manera, la composición química del
aceite o grasa que sirve de materia prima para la producción del biodiesel, los residuos de
alcohol, catalizador y factores externos no controlables (ejemplo: la inestabilidad del
biocombustible en presencia de mucho oxígeno, humedad o temperaturas extremas
ambientales) perjudican sus propiedades físico-químicas convirtiéndolo poco rentable si no
se controlan los diferentes parámetros de calidad.
El desempeño del biodiesel en los motores diesel se evalúa en base a las siguientes
características: facilidad de arranque, desarrollo de potencia, nivel de ruido, economía del
combustible, desgaste (lubricidad), operatividad a baja temperatura, duración del filtro y
emisiones de escape. Mientras que su funcionamiento solo depende del diseño del motor y
de la pureza del biodiesel. Desde estas perspectivas se reducirán la mayoría de los
problemas potenciales al igual que las consecuencias directas a los motores diesel en un
futuro cercano

102
El biodiesel tiene que cumplir con estrictas exigencias técnicas y ambientales, así como
requisitos de seguridad, por lo que se han creado diferentes normas en diferentes países
europeos y Estados Unidos, como son la CEN y la ASTM, para determinar la calidad de
este biocombustible. Este trabajo se enfocó en la norma ASTM que es la base para definir
las especificaciones y métodos de medida para la mayoría de los combustibles y productos
industriales del mercado estadounidense. La norma respectiva para los ésteres de ácidos
grasos es la ASTM D 6751, la cual reúne todos los estándares de calidad para mezclas
puras (B100, biodiesel). Las mezclas de biodiesel con derivados del petróleo se analizan
más certeramente con la norma ASTM D 975.
Por la información investigada en el presente trabajo considero que el Número de Cetano
es la que mejor describe la calidad del biodiesel y sus respectivas características de
ignición. Además el Número de Cetano es el requisito principal para optimizar la relación
motor/combustible. Es una de las pruebas más costosas de realizar y calcular, por el hecho
que ocupado un equipo de motor especial y aunque existan equipos de prueba menos
sofisticado para el cálculo de esta propiedad, así como ecuaciones que estiman una burda
aproximación de los valores, por el hecho de su importancia los grandes productores de
biodiesel suelen utilizar este motor especial creado por la compañía de motores
Waukesha.
Del reporte realizado, se llegó a la conclusión que la implementación de este tipo de
laboratorio de calidad de biodiesel constituye una idea sumamente interesante por el hecho
que en la actualidad se están buscando combustibles alternativos por la escasez de los
combustible derivados del petróleo y además no existe ninguna laboratorio de calidad que
preste dichos servicios a nivel nacional.
El paquete de pruebas de calidad que se definió para cumplir con los estándares de
calidad del biodiesel consta de 16 pruebas las cuales se basan en los lineamientos y
procedimientos técnicos del Reglamento Técnico Centroamericano RTCA 75.02.43:06. De
igual forma, los equipos empleados para cada una de las pruebas respectivas son los
mencionados en este reglamento. Todas estas mediciones de las diferentes propiedades
están reglamentadas por la norma ASTM D 6751. Se llegó a la conclusión que la pruebas
de calidad más relevantes son las del Número de Cetano, el Contenido de Gliceroles
Libres y Totales y el Residuo de Carbono pues por las condiciones que afectarían en el
país respecto a la calidad del biodiesel se basarían en el funcionamiento correcto del motor
y las obstrucciones o depósitos que se formarían en éste ya sea por sólidos suspendidos o
grasas si el biodiesel proviene de fuentes animales o grasas recicladas de restaurantes.

103
El precio del paquete de pruebas de calidad para el biodiesel en el laboratorio BIDUCA es,
según su estimación, de $1,131.00.
A partir de los cálculos realizados se obtuvo un valor de costos de $317,403.47 este valor
está conformado por $283,031.29 anual del costo de inversión total y por un valor de
costos de elaboración de las pruebas de $34,372.18 anual.
Uno de los factores determinantes para la inversión total del proyecto fueron los costos de
equipos, con un valor de $175,795.83 lo que es equivalente a un 62.11% de los costos de
inversión total, en donde es el cromatógrafo líquido de alta eficacia cubre el primer lugar
con un 30% de los costos totales de equipo y en segundo lugar el medidor de índice de
cetano con un 14.62%.
Por la poca demanda de análisis de pruebas de calidad para el biodiesel y estimando la
cantidad de grandes productores actuales de este biocombustible, se concluyó que son 12
la cantidad de paquete de pruebas que como mínimo se analizarán anualmente en el
laboratorio; sin embargo, para las condiciones determinadas en el presente trabajo el
proyecto es no rentable (sabiendo que el horizonte del proyecto es de 10 años), por lo que
nunca se podría recuperar el dinero que se invertía en éste.
Por prueba y error se demostró que para que el proyecto sea rentable y de acuerdo a los
cálculos realizados, el punto de equilibrio se alcanza para una elaboración del 100% del
paquete de pruebas de calidad para el biodiesel, suponiendo que se analiza una cantidad
de 31 paquetes de pruebas al año, esto quiere decir que cuando se soliciten como mínimo
31 paquete de pruebas al laboratorio BIDUCA, se igualará el valor de los costos de
elaboración de las pruebas con los ingresos por la prestación del servicio de análisis.

104

105
RECOMENDACIONES
Durante la recopilación de información de la importancia de la calidad del biodiesel y del desarrollo
del estudio económico, se realizaron diferentes suposiciones o se limitó el enfoque para la
implementación del laboratorio de calidad de biodiesel, por lo cual se plantean las siguientes
recomendaciones para llevar este estudio a un nivel de profundidad mayor.
Se debe realizar un estudio de mercado exhaustivo para conocer la apertura para
implementar un laboratorio de calidad de biodiesel en El Salvador ya que de esta manera
se evitarán las suposiciones propuestas en este trabajo, en donde se estimó que la
cantidad de los grandes productores de biodiesel en la actualidad es de 6 y según las leyes
centroamericanas respecto al biodiesel dicen que se debe realizar dos análisis completos
de calidad de este biocombustible al año por productor. Con un estudio de mercado se
conocerá la cantidad de productores real y por tanto el número de pruebas de calidad a
realizar por el laboratorio BIDUCA.
Ya que el proyecto no es rentable, se recomienda dos cosas para que éste puede serlo;
primero, ya que la inversión es muy grande ($283,031.29) y que el 62% de este valor es
por los costos de equipo, se debería donar los equipos o ser absorbidos los costos por la
Universidad centroamericana “José Simeón Cañas”; segundo, aunque se propuso un
paquete de pruebas de calidad bastante accesible económicamente y competitivo a nivel
internacional ($1,131.00), los costos de cada prueba así como obviamente, del paquete de
pruebas deber ser mayor. Con estas dos recomendaciones se logrará un proyecto rentable
y con un tiempo de recuperación menor al horizonte del proyecto (10 años, para este
caso).
Se debe realizar una investigación más profunda respecto a las mediciones de las
respectivas pruebas de calidad de biodiesel para encontrar un camino más factible desde
un punto de vista tecnológico y económico tanto para los procedimientos de las pruebas
como para los equipos que se emplean y de esta manera la inversión estará al alcance de
las expectativas propuestas en los objetivos del proyecto.
Se recomienda hacer una evaluación de costo de equipo con valores reales, haciendo
cotizaciones a diferentes empresas proveedoras de equipo industrial; o por lo menos
consultar datos de equipo más reciente.

106

107
GLOSARIO
Batch. Tipo de proceso físico o químico
realizado de forma discontinua o por tandas.
Biomasa. Materia orgánica originada en un
proceso biológico, espontáneo o provocado,
utilizable como fuente de energía.
Colza. La colza, raps, canola o nabicol
(Brassica napus), es una planta de cultivo de
la familia de las Brassicaceae con flores de
color amarillo brillante.
Fosfolípido. son un tipo de lípidos polares
compuestos por un glicerol, al que se le unen
dos ácidos grasos (1,2-diacilglicerol) y un
grupo fosfato. El fosfato se une mediante un
enlace fosfodiéster a otro grupo de átomos,
que frecuentemente contienen nitrógeno,
como colina, serina o etanolamina y muchas
veces posee una carga eléctrica.
Glicerina. Es uno de los principales
productos de la degradación digestiva de los
lípidos, paso previo para el ciclo de Krebs. Se
produce también como un producto
intermedio de la fermentación alcohólica.
Parfina. Es el nombre común de un grupo de
hidrocarburos alcanos de fórmula general
CnH2n+2, donde n es el número de átomos
de carbono.
Soja. La soja o soya (Glycine max) es una
planta de la familia de las leguminosas
fabáceas, cultivada por sus semillas,
legumbres de alto valor proteico (cercano al
35 por cierto) utilizadas en alimentación y
para la producción de aceite.
Solución buffer. Las soluciones tampón,
denominadas tambien soluciones buffer, son
aquéllas que ante la adición de un ácido o
base son capaces de reaccionar oponiendo
la parte de conponente básica o ácida para
mantener fijo el pH.
Transesterificación. Es el proceso de
intercambiar el grupo alcoxi de un éster por
otro alcohol. Estas reacciones son
frecuentemente catalizadas mediante la
adición de un ácido o una base.
Xileno. Se trata de líquidos incoloros e
inflamables con un característico olor
parecido al tolueno


109
109
BIBLIOGRAFÍA
[Anónimo 1; 2005]
Anónimo 1. ¿Qué es un biocombustible? [en línea]. [León, España]: 2005. Disponible en Web:
http://www.biocombustibles.es/info_biocombustibles.htm.
[Consulta: 11 marzo 2008]
[Caicedo; 2005]
Caicedo, A. . Etanol: ¿Alternativa de oferta exportable para la agroindustria azucarera del valle del
Cauca? [en línea]. [Barcelona, España]: 2005. “Apartado II: Fundamentos Teóricos”. Disponible en
Web:
http://www.comercioexterior.ub.es/tesina/proyectos0506/primer_proyecto/Proyecto_CaicedoAllexY
amil.doc
[Consulta: 11 marzo 2008]
[Anónimo 2; 2008]
Anónimo 2. Biofuel [en línea].[Estados Unidos]: 13 marzo 2008. “Chapter V, VI, VII, VIII. Generation
biofuels”. Disponible en Web:
http://en.wikipedia.org/wiki/Biofuel#First_generation_biofuels
[Consulta: 13 marzo 2008]
[Knothe; 2004: Cap. 1, p. 1]
Knothe, G. [2004], "Biodiesel Analytical Methods", National Renewable Energy Laboratory, Tyson,
K.S. Tech. Report. NREL/SR-510-36240, Cap.1, p. 1.
[Chiriboga; 2007]
Chiriboga, J.H. [2007], "Preguntas y respuestas más frecuentes sobre biocombustibles“, IICA:
ISBN13
[Anónimo 3; 2005: p. 6]
Anónimo 3. [2005], "Diseño preliminar de una planta productora de biodiesel a partir de tempate",
Usos de los productos y subproductos, Capítulo 1, p. 6.
[Anónimo 3; 2005: p. 7]
Anónimo 3. [2005], "Diseño preliminar de una planta productora de biodiesel a partir de aceite de
tempate", Usos de los productos y subproductos Capítulo 1, p. 7.

109
[Anónimo 3; 2005: p. 25]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Materia prima, Capítulo 1, p. 25.
[Anónimo 3; 2005: p. 27]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Insumos, Capítulo 1, p. 27.
[Anónimo 3; 2005: p. 29]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Insumos, Capítulo 1, p. 29.
[Anónimo 3; 2005: p. 14-15]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Descripción de los procesos, Capítulo 1, p. 14-15.
[Ciria; 2004: p. 8-12]
Ciria, J. [2004], "Propiedades y características de combustibles diesel y biodiesel", Wear Check
Ibérica. Propiedades del diesel y biodiesel, p. 8-12.
[Hilbert; 2004]
Hilbert, J. Empleo de los combustibles en motores diesel [en línea]. [Balcarce, Argentina]: INTA,
2004. “Biodiesel: Introducción”. Disponible en Web:
http://www.inta.gov.ar/balcarce/noticias/inta_expone/AuditorioGuillermoCovas/Biodiesel.pdf
[Consulta: 2 abril 2008]
[Anónimo 3; 2005: Cap. 6, p.1-2]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Estudio Técnico, Capítulo 6, p. 1-2.
[Hilbert, J.; 2004]
Hilbert, J. Empleo de los combustibles en motores diesel [en línea]. [Balcarce, Argentina]: INTA,
2004. “Biodiesel: Producción”. Disponible en Web:
http://www.inta.gov.ar/balcarce/noticias/inta_expone/AuditorioGuillermoCovas/Biodiesel.pdf
[Consulta: 6 abril 2008]

109
[Knothe; 2004 2: Cap. 16, p. 101-104]
Knothe, G. [2004], "Biodiesel Production Technology", National Renewable Energy Laboratory,
Tyson, K.S. Tech. Report. NREL/SR-510-36244, Cap.16, p. 101-104.
[Wikipedia; 2008]
Wikipedia. Acido graso [en línea]. [Estados Unidos]: enero, 2008. Disponible en Web:
http://es.wikipedia.org/wiki/%C3%81cidos_grasos
[Consulta: 7 abril 2008]
[Knothe; 2004: Cap. 6, p. 39-40]
Knothe, G. [2004], "Biodiesel Analytical Methods", National Renewable Energy Laboratory, Tyson,
K.S. Tech. Report. NREL/SR-510-36240, Cap. 6, p. 39-40.
[Knothe 2; 2004: Cap. 6, p. 101-104]
Knothe, G. [2004], "Biodiesel Production Technology", National Renewable Energy Laboratory,
Tyson, K.S. Tech. Report. NREL/SR-510-36244, Cap. 16, p. 101-104.
[Knothe; 2004: Cap. 2, p. 6-12]
Knothe, G. [2004], "Biodiesel Analytical Methods", National Renewable Energy Laboratory, Tyson,
K.S. Tech. Report. NREL/SR-510-36240, Cap. 2, p. 6-12.
[Saucedo; 2005]
Saucedo, E. Calidad del biodiesel y desempeño de los motores [en línea]. [Paysandú, Uruguay]:
junio 2006. “Presentación de la norma UNIT 1100: 2005”. Disponible en Web:
http://www.unit.org.uy/misc/novedades/biodiesel_saucedo.pdf .
[Consulta: 10 abril 2008]
[Worgetter; 1997]
Worgetter, M. [1997], "Standarization of biodiesel", Report of the Federal Institute of Agricultural
Engineering, Prankl, Wieselburg, Germany. Tech. Report. A-3250
[Anónimo 4; 2006]
Anónimo 4. Normas y estándares [en línea]. [Buenos Aires, Argentina]: 2006. “Normas para el
biodiesel”. Disponible en Web:
http://www.biodiesel.com.ar/?page_id=8&page=1.
[Consulta: 15 abril 2008]

109
[Knothe; 2004: Cap. 4, p. 22-36]
Knothe, G. [2004], "Biodiesel Analytical Methods", National Renewable Energy Laboratory, Tyson,
K.S. Tech. Report. NREL/SR-510-36240, Cap. 4, p. 22-36.
[Anónimo 5; 2007]
Anónimo 5. ASTM D 287 Standard Test Method for API Gravity of Crude Petroleum and Petroleum
Products (Hydrometer Method). [en línea]. [Estados Unidos]: noviembre 2007. Disponible en Web:
http://engineers.ihs.com/document/abstract/PUZFJBAAAAAAAAAA
[Consulta: 10 de mayo 2008]
[Anónimo 6; 2007]
Anónimo 6. ASTM D 4530 Standard Test Method for Determination of Carbon Residue (Micro
Method) [en línea]. [Estados Unidos]: noviembre 2007. Disponible en Web:
http://engineers.ihs.com/document/abstract/VTWMJBAAAAAAAAAA
[Consulta: 11 de mayo 2008]
[Anónimo 7; 2007]
Anónimo 7. ASTM D 6584 Standard Test Method for Determination of Free and Total Glycerin in B-
100 Biodiesel Methyl Esters By Gas Chromatography [en línea]. [Estados Unidos]: noviembre 2007.
Disponible en Web:
http://engineers.ihs.com/document/abstract/RQRSXBAAAAAAAAAA
[Consulta: 12 de mayo 2008]
[Knothe; 2004: Cap. 7, p. 46-53]
Knothe, G. [2004], "Biodiesel Analytical Methods", National Renewable Energy Laboratory, Tyson,
K.S. Tech. Report. NREL/SR-510-36240, Cap. 7, p. 46-53.
[CTNC; 2007]
Comités Técnicos de Normalización o Reglamentación Técnica Centroamericano. [2006], "
BIOCOMBUSTIBLES. BIODIESEL (B100) Y SUS MEZCLAS CON ACEITE COMBUSTIBLE
DIESEL ESPECIFICACIONES”, RTCA 75.02.43:06
[Anónimo 3; 2005: Cap. 11 p. 2-3]
Anónimo 3. [2005], Tesis: "Diseño preliminar de una planta productora de biodiesel a partir de
aceite de tempate", Insumos, Capítulo 11 p. 2-3.


ANEXO A: NORMAS DEL BIODIESEL APLICADAS EN EUROPA
FUENTE: REGLAMENTO TÉCNICO CENTROAMERICANO RTCA 75.02.03:06

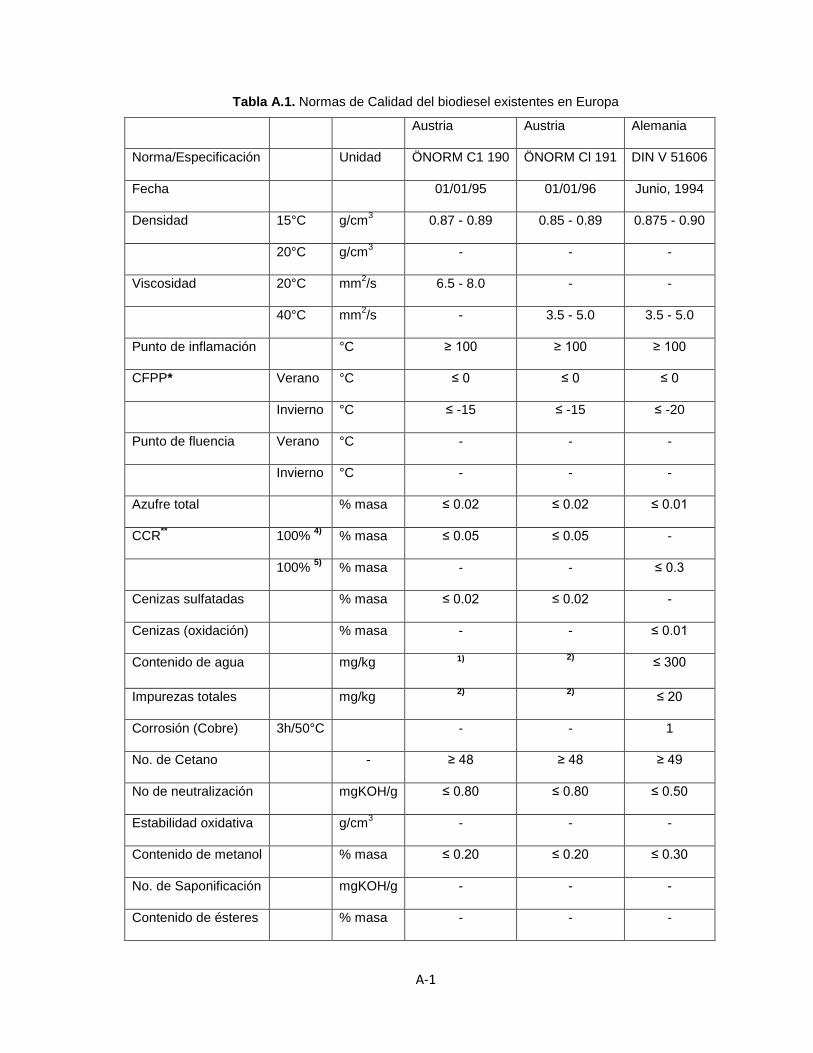
A-1
Tabla A.1. Normas de Calidad del biodiesel existentes en Europa
Austria Austria Alemania
Norma/Especificación Unidad ÖNORM C1 190 ÖNORM Cl 191 DIN V 51606
Fecha 01/01/95 01/01/96 Junio, 1994
Densidad 15°C g/cm3 0.87 - 0.89 0.85 - 0.89 0.875 - 0.90
20°C g/cm3 - - -
Viscosidad 20°C mm2/s 6.5 - 8.0 - -
40°C mm2/s - 3.5 - 5.0 3.5 - 5.0
Punto de inflamación °C ≥ 100 ≥ 100 ≥ 100
CFPP* Verano °C ≤ 0 ≤ 0 ≤ 0
Invierno °C ≤ -15 ≤ -15 ≤ -20
Punto de fluencia Verano °C - - -
Invierno °C - - -
Azufre total % masa ≤ 0.02 ≤ 0.02 ≤ 0.01
CCR**
100% 4)
% masa ≤ 0.05 ≤ 0.05 -
100% 5)
% masa - - ≤ 0.3
Cenizas sulfatadas % masa ≤ 0.02 ≤ 0.02 -
Cenizas (oxidación) % masa - - ≤ 0.01
Contenido de agua mg/kg 1) 2) ≤ 300
Impurezas totales mg/kg 2) 2)
≤ 20
Corrosión (Cobre) 3h/50°C - - 1
No. de Cetano - ≥ 48 ≥ 48 ≥ 49
No de neutralización mgKOH/g ≤ 0.80 ≤ 0.80 ≤ 0.50
Estabilidad oxidativa g/cm3 - - -
Contenido de metanol % masa ≤ 0.20 ≤ 0.20 ≤ 0.30
No. de Saponificación mgKOH/g - - -
Contenido de ésteres % masa - - -

A-2
Triglicéridos % masa - - ≤ 0.10
Diglicéridos % masa - - ≤ 0.10
Monoglicéridos % masa - - ≤ 0.80
Límite de gliceroles % masa - - -
Gliceroles libres % masa ≤ 0.02 ≤ 0.02 ≤ 0.02
Gliceroles totales % masa ≤ 0.24 ≤ 0.24 ≤ 0.25
No. de Iodo - ≤ 120 6)
≤ 115
Fósforo mg/kg ≤ 20 ≤ 20 ≤ 10
Metales alcalinos mg/kg - - -
Contenido calórico kJ/kg - - -
Tabla A.2. Normas de Calidad del biodiesel existentes en Europa
Italia Francia Rep. Checa
Norma/Especificación Unidad CUNA Diario Oficial CSN 656507
Fecha 23/04/93 20/12/93 Nov., 1994
Densidad 15°C g/cm3 0.86 - 0.90 - -
20°C g/cm3 - - 0.855 - 0.885
Viscosidad 20°C mm2/s - - 6.5 - 9.0
40°C mm2/s 3.5 - 5.0 - -
Punto de inflamación °C ≥ 100 - ≥ 56
CFPP* Verano °C ≤ 0 - ≤ -5
Invierno °C ≤ -15 - ≤ -15
Punto de fluencia Verano °C - - ≤ -8
Invierno °C - - ≤ -20
Azufre total % masa ≤ 0.01 - ≤ 0.02
CCR**
100% 4)
% masa - - -

A-3
100% 5)
% masa ≤ 0.50 - ≤ 0.30
Cenizas sulfatadas % masa - - -
Cenizas (oxidación) % masa - - ≤ 0.02
Contenido de agua mg/kg ≤ 700 ≤ 200 ≤ 1000
Impurezas totales mg/kg - -
Corrosión (Cobre) 3h/50°C - - 1
No. de Cetano - - - ≥ 48
No de neutralización mgKOH/g ≤ 0.50 ≤ 1.0 ≤ 0.50
Estabilidad oxidativa g/cm3 - - -
Contenido de metanol % masa ≤ 0.20 ≤ 0.10 ≤ 0.30
No. de Saponificación mgKOH/g ≥ 170 - -
Contenido de ésteres % masa ≥ 98 ≥ 96.5 -
Triglicéridos % masa ≤ 0.10 - -
Diglicéridos % masa ≤ 0.20 - -
Monoglicéridos % masa ≤ 0.08 ≤ 0.08 -
Límite de gliceroles % masa - - ≤ 0.24
Gliceroles libres % masa ≤ 0.05 - ≤ 0.02
Gliceroles totales % masa - ≤ 0.25 -
No. de Iodo - - -
Fósforo mg/kg ≤ 10 ≤ 10
Metales alcalinos mg/kg - ≤ 5 -
Contenido calórico kJ/kg - - 37100 3)
* Cold Filter Plug Point (Punto de taponamiento de filtro en frío)
** Conradson Carbon Residue (Residuo de Carbono por el aparato Conradson)
1) Libre de aguas separadas
2) Libre de sustancias sólidas
3) Infomativa

A-4
4) del 100%
5) del 10% de residuos por destilación, a una presión reducida de 1.33 Pa.
6) Contenido de ácido linoleico (C18:3) y unas 3 veces más o más ácidos insaturados ≤ 15% en
masa
ANEXO B: PRUEBAS DE CALIDAD ESPECIALES
CONTENIDO DE JABONES, CATALIZADOR Y GLICEROLES

B-1
B.1 Medición del contenido de jabones y catalizador
La producción de biodiesel utilizando un catalizador alcalino siempre produce una cierta cantidad
de jabones. Existirá mayor contenido de jabones si se utiliza como materia prima grasas animales
o residuos de grasas recicladas de restaurantes y menor si se utiliza aceites vegetales refinados.
Luego de finalizar la reacción de transesterificación, los restos del catalizador y jabones tienden a
concentrarse en la fase de glicerol. Sin embargo, una pequeña cantidad de jabones y del
catalizador se quedan en la fase de biodiesel. Durante este proceso de desarrollo, puede ser útil
conocer la cantidad de jabón formado, donde reside el catalizador y que tan efectivo es el proceso
de lavado en la remoción de estos compuestos.
Se emplea un simple proceso de titulación para medir el contenido de jabones y del catalizador. El
procedimiento básico consiste en titular una muestra de la fase a analizar, ya sea glicerol, éster,
agua de lavado, etc., con una solución de HCl a una concentración de 0.1 N empleando
fenolftaleína para llegar a dicho punto. Esto proporciona una estimación del contenido del
catalizador. Posteriormente, se añaden unas cuantas gotas de azul de bromo-fenol (tipo de
indicador) y se produce un cambio de color del indicador. Esto da una estimación de la cantidad de
jabones presentes.
En la primera titulación, el HCl (ácido clorhídrico) neutraliza el catalizador alcalino, de modo que
cuando la fenolftaleína indica que la solución se ha convertido a neutra, entonces todo el contenido
del catalizador se ha medido. Luego, si la titulación continúa, el HCl, el cual es un ácido fuerte,
comienza a romper las moléculas del jabón para producir ácidos grasos libres y sales. Cuando el
pH llega alrededor de 4.6, cuando el azul de bromo-fenol cambia de color, indica que el HCl ha
desintegrado el contenido de jabones por completo. Es aquí cuando ocurre un descenso del pH,
por lo que se ha de donar protones.
El siguiente procedimiento es una versión modificada del método AOCS (American Oil Chemist’s
Society, que significa Sociedad Química Americana de Petroleros) Cc 17-79, para jabones
presentes en el petróleo.
1. Disolver una muestra en 100 mL de acetona que contiene 2% de agua destilada. La
cantidad de la muestra dependerá la cantidad prevista de jabón y del catalizador. Utilizar
0.5 gramos de muestra para glicerol crudo, 5 gramos de muestra para éster metílico sin
lavar y 100 gramos de muestra para éster metílico lavado.
2. Añadir 2 mL del indicador fenolftaleína (en alcohol isopropílico).
3. Titular con ácido hidroclorídico a una concentración de 0.01 N hasta que se logre el
cambio de color de la fenolftaleína (de rojo a transparente). Esto indica que se ha
B-2
neutralizado el catalizador libre en la muestra. Se deberá designar esta cantidad de
solución como “A”.
4. Añadir 1 mL del indicador azul de bromo-fenol (0.4% en agua). Este indicador cambio de
color alrededor de un pH = 4.5.
5. Titular hasta que el bromo-fenol cambie de color azul a amarillo. Esto indica que el pH es lo
suficientemente bajo para que todo el jabón se desintegre y se produzcan ácidos grasos
libres y sales. El ácido fuerte que se añade (ácido clorhídrico) es fuertemente atraído por
los iones metálicos (liberados en la degradación del jabón) más que por la cadena de
ácidos grasos. Por lo tanto, los iones metálicos se combinan con los iones Cloro del ácido
clorhídrico para producir NaCl (Cloruro de Sodio), y el hidrógeno liberado del ácido
clorhídrico convierte la cadena de ácidos grasos en ácidos grasos libres. A esta cantidad
de la solución se le designa como “B”.
Ahora, la cantidad de HCl agregada durante la primera titulación denota cuanta cantidad del
catalizador hay en la muestra y la cantidad agregada durante la segunda titulación denota la
cantidad de jabón existente.
Si se toman los mL de HCl de la primera titulación se podrán hacer los siguientes cálculos:
[“A” mL de 0.1 N HCl] * [1 litro / 1000mL] * [0.1 moles de HCl / litro] * [1 mol de KOH / moles de HCl]
* [56.1 g / moles de KOH] / [gramos de la muestra] = gramos de KOH / gramos de la muestra ó lo
que es lo mismo:
(A * 0.1 * 56.1) / (1000 * W) = gramos de catalizador KOH / gramos de la muestra
Esto da la cantidad que hay de catalizador libre en la muestra, donde se asume que el catalizador
empleado es el KOH (hidróxido de Sodio), aunque se puede sustituir el peso molecular de la
fórmula anterior por el peso de otro catalizador (KOH= 56.1, NaOH= 40, NaOCH3= 54).
Si se toma los mL de HCl de la segunda titulación, se podrán hacer los siguientes cálculos:
[“B” mL adicionales de 0.1 N HCl añadidos] * [1 litro / 1000mL] * [0.1 moles de HCl / litro] * [1 mol
de jabón / moles de HCl] * [320.56 g / moles de jabón] / [gramos de la muestra] = gramos de jabón
(por ejemplo, oleato de Sodio) por gramo de la muestra ó:
(B * 0.1 * 320.56) / (1000 * W) = gramos de jabón (por ejemplo, oleato de Potasio) / gramos de la
muestra
B-3
Estos resultados a menudo se expresan en ppm (partes por millón), por lo que este número debe
multiplicarse por un millón. En este cálculo se asume que el jabón es oleato de Potasio. Cuando se
emplea catalizadores de Sodio, el peso molecular del oleato de Sodio será de 304.4 g/mol. El ácido
oleico es un compuesto presente en el aceite de soja aunque la mayoría de las veces se prefiere
utilizar el aceite de colza.
Cuando el contenido del catalizador y jabón son pequeños, es preferible usar muestras sin
preparar. Luego se prepara un segundo beaker que contenga una solución de acetano-agua sin
agregar ninguna muestra. Posteriormente, se titula la muestra sin preparar al mismo tiempo que la
solución y se restan los resultados de éstos.
B.2 Medición del grado de contaminación del biodiesel (contenido de acilglicéridos,
gliceroles libres y totales)
Tal como se dijo en el presente trabajo, los métodos analíticos para determinar la cantidad de
acilglicéridos, gliceroles libres y totales se dividen en tres tipos: 1) métodos cromatográficos, 2)
métodos espectroscópicos y 3) métodos basados en propiedades físicas. A continuación se
explicará en qué consisten cada uno de ellos.
B.2.1 Métodos cromatográficos
Los métodos cromatográficos se emplean para separar mezclas de compuestos, basándose en
sus propiedades físicas. Los principales métodos cromatográficos son: a) la cromatografía de
gases (GC, por sus siglas en inglés) y b) la cromatografía de líquidos (LC, por sus siglas en inglés)
conocida algunas veces también como cromatografía de líquidos de alta resolución (HPLC, por sus
siglas en inglés).
Para el GC, la mezcla se separa, primordialmente, por medio del punto de ebullición y la estructura
(la cual imparte una característica denominada polaridad) de los compuestos individuales. Para
llevar a cabo un análisis de GC, la muestra se disuelve en un solvente orgánico a bajas
concentraciones y luego se inyecta al cromatógrafo de gases. En ciertas ocasiones, la muestra
tiene que proceder de un reactivo específico con el fin de obtener buenos resultados en el
procedimiento con el aparato. Este es el caso del biodiesel. El glicerol y los monos y diacilglicéridos
poseen grupos hidroxilos libres, provocando que en estos compuestos una ineficiencia en el GC. El
reactivo utilizado para con el biodiesel (reactivo de sílica) mejora su desempeño
B-4
considerablemente, además de proveer una mejor resolución entre ellos compuestos que poseen
propiedades similares.
Después de inyectarse al GC, la muestra se separa en una columna. Dicha columna es larga y
muy delgada (tipo capilar) y contiene un material que permite que los componentes de la muestra
interactúen dependiendo de sus estructuras (polaridad) mientras se calientan. El solvente y el
reactivo específico sobrante (si se aplica dicho reactivo) que se usan para preparar la muestra, son
los primeros materiales en salir del GC y se registran por medio de un detector. Cuando el detector
rastrea un materiales saliendo de la columna en un determinado tiempo de retención (es decir, el
tiempo después que los compuestos salen de la columna), se observará un señal en forma de pico
en el cromatógrafo. A menudo, el valor de la señal en forma de pico será en amplitud directamente
proporcional a la cantidad de material que la provoca. Esto representa la utilidad del GC con
respecto a cuantificar la cantidad de componentes en una mezcla.
Tal como se dijo, la estructura (polaridad) de los respectivos componentes y sus puntos de
ebullición, son los principales factores que determinan el tiempo de retención. La mayor parte de
las veces, las moléculas más grandes poseerán mayores tiempos de retención en el GC.
Con frecuencia se emplean normas para el método GC. Existen compuestos conocidos que
indican cuando ciertas sustancias de naturaleza específica anticipan la salida de estos últimos. Por
lo tanto, son muy útiles para establecer la naturaleza de los compuestos presentes en la mezcla.
Para el biodiesel, el GC representa la base de la norma ASTM D 6584, la cual es el método
prescrito para medir el contenido de gliceroles libres y totales. Dicho método determina la cantidad
de glicerol (en sus diversas formas), mono y diacilglicéridos (ambos también en sus diversas
formas), triacilglicéridos y ésteres metílicos en una muestra de biodiesel. Los gliceroles son los
primeros compuestos en entrar al GC, posteriormente lo hacen los ésteres metílicos y los
monoacilglicéridos, diacilglicéridos y triacilglicéridos. Si bien, muchos compuestos se pueden
separar por medio del GC, algunos de ellos coinciden en los tiempos de salida como es el caso de
las mezclas complejas (ver el cromatógrafo de la norma ASTM D 6584), especialmente cuando son
componentes mayores con propiedades similares. Por otro lado, para determinar la cantidad de
contaminantes del biodiesel, no se necesita conocer químicamente la estructura de los ácidos
grasos participantes para producir ésteres metílicos. Todo lo que se requiere es saber la cantidad
total de contaminantes específicos.
Los detalles de la preparación de las muestras y el procedimiento para llevar a cabo la prueba con
el GC se detallan en la norma ASTM D 6584. Los manuales proporcionados por los fabricantes de
GC facilitan la información de cómo deben operarse dichos equipos.

B-5
Los cromatógrafos líquidos (LC) separan mezclas basándose en la solubilidad de sus
componentes en un solvente (o mezcla de solventes), mientras pasan a través de una columna
(similar al GC). A menudo, esto se lleva a cabo en un cuarto a temperatura normal. Dado que los
compuestos semejantes poseen solubilidades similares e interacciones materiales dentro de la
columna, la mezclas complejas que contienen diferentes compuestos se separan por su clase y no
necesariamente por su tipo. Existen modificaciones del LC para mejorar este aspecto
anteriormente mencionado, pero que no son de interés en este tema. Para el caso del biodiesel,
por ejemplo, el palmitato de metilo y el estearato de metilo (ambas largas cadenas saturadas de
ésteres metílicos) saldrán de la columna del LC simultáneamente, la mayoría de las veces. Muchos
de los términos, tales como “detector”, “tiempo de retención”, etc. se emplean también para los
métodos con LC y poseen el mismo significado al igual que para el GC.
El LC puede ser tan adecuado de usar así como el GC para determinar los contaminantes en el
biodiesel por medio de la cantidad total de ésteres metílicos. Los gliceroles libres se pueden
detectar en ácidos grasos de ésteres metílicos gracias a la norma AOCS (American Oil Chemists’
Society, por su significado en inglés), específicamente la Práctica Recomendada Ca 14b-96
titulada “Cuantificación de Glicerina Libre en Glicéridos y Ácidos Grasos de Ésteres Metílicos
Seleccionados empleando el HPLC con Detector de Dispersión de Luz Láser”. Sin embargo, ésta
no se incluye en la norma ASTM D 6751.
B.2.2 Métodos espectrofotométricos
En contraste con los métodos cromatográficos, los métodos espectrofotométricos analizan la la
muestra intacta al mismo tiempo, es decir, las impurezas contribuyen a los resultados y por tanto,
deben ser tomadas en consideración. No obstante, cuando se acoplan los métodos
espectrofotométricos con los cromatrográficos, las incertidumbres que se presentan en la
utilización de este último se eliminan. La razón es que los compuestos (puros) poseen su
respectivo y único espectro. Esta información se relaciona directamente con la estructura del
componente. Los métodos cromatográficos solamente detectan si el compuesto está siendo
extraído de otro y no detectan su “identidad” o estructura. La identidad o estructura necesita ser
establecida a través del empleo de normas, en la medida de lo posible. De este modo, utilizando
un método espectrofotométrico de detención en combinación con un método cromatográfico
produce resultados más detallados. De cualquier manera, los resultados suelen representan costos
de instrumentación adicionales además de mayor conocimiento para la interpretación de los datos.
El método más común en combinación con el cromatográfico es la espectroscopía de masas (MS,
por si siglas en inglés). El espectro que presenta el método MS registra cómo el compuesto se
rompe en fragmentos por medio de energía (generalmente se aplica un haz o rayo de electrones).

B-6
La forma en que un compuesto se divide en fragmentos se caracteriza por su estructura. Cualquier
discusión respecto a este punto va más allá del ámbito de aplicación de los presentes tópicos.
Cabe señalar, sin embargo, que el método GC-MS, es decir la combinación del cromatógrafo de
gases con el espectrofotómetro de masas, es actualmente el más utilizado en las técnicas
analíticas de guión en la química orgánica. La espectroscopía de masas puede combinarse
también con el método LC, dando a lugar al método LC-MS.
Recientemente, se han empleado métodos espectrofotométricos específicos para analizar el
biodiesel, tales como el de Resonancia Magnética (NMR, por si siglas en inglés) y el Infrarrojo
Cercano (NIR, por sus siglas en inglés). En ambos métodos, ciertos picos característicos para los
triacilglicéridos y los ésteres metílicos indican en los espectros que tan eficiente ha sido la
conversión de estos dos compuestos en la producción del biodiesel. El método NIR es
relativamente fácil de usar y puede proporcionar el respectivo espectro en menos de un minuto.
Una de las ventajas de estos métodos específicos es que no se necesita realizar la degradación
previa de la muestra.
B.2.3 Métodos basados en las propiedades físicas
La diferencia de viscosidad que existe entre el aceite vegetal original y su correspondiente éster
metílico puede servir para monitorear el progreso de la reacción de transesterificación. De lo
contrario, los métodos basados en propiedades físicas no proporcionan mucha información
analítica detallada así como las otras dos categorías de métodos mencionadas. También parece
que las otras propiedades pueden ser idóneas de una manera similar a la viscosidad.
La siguiente publicación, preparada por uno de los autores, proporciona una profunda visión
general de los métodos analíticos del biodiesel. Knothe, G., “Métodos Analíticos Utilizados en
Producción y Aseguramiento de Calidad de los Combustibles Biodiesel”, Transacciones ASAE, v
44 (2), 2001, pp.193-200.
B.2.3.1 Métodos químicos vía húmeda
Perfil de los ácidos grasos. El perfil de los ácidos grasos solamente puede ser determinado de
manera primitiva por medio de métodos químicos en vía húmeda. Entre los métodos químicos en
vía húmeda se pueden mencionar: el valor de Yodo y el valor de saponificación. El valor de Yodo
se basa en la adición teórica de Yodo a los dobles enlaces de los compuestos grasos. El valor de
Yodo es un método indicador de la cantidad total de compuestos grasos insaturados existen en
una muestra. De otra manera, no proporciona ninguna información ni de la naturaleza de de los
compuestos no insaturados, es decir, de los compuestos saturados. El valor de la saponificación se

B-7
relaciona con el peso molecular de la muestra de compuestos grasos. Es probablemente mejor
utilizar el valor de Yodo y saponificación conjuntamente para cada muestra. Existen varios métodos
químicos vía húmeda para cada uno, con sus respectivas ventajas y limitaciones. Ninguno de estos
valores se encuentra en la norma ASTM D 6751.
Existen muchos métodos químicos vía húmeda en la AOCS para determinar el contenido de
gliceroles, por ejemplo, el Método Oficial AOCS Ca 14-56 se titula “Método Yodométrico de Ácido
Periódico para Gliceroles Totales, Libres y Combinados”. El método LC, mencionado
anteriormente es el más recomendado para este análisis. Otros métodos se encargan de
determinar el contenido de gliceroles en productos específicos o bajo circunstancias específicas y
no son aplicables.
Generalmente, los métodos químicos vía húmeda se están reemplazando hoy en día por métodos
cromatográficos más sofisticados, métodos espectrofotométricos o métodos de guión porque los
resultados proporcionados por ellos son mejores. Los métodos químicos vía húmeda requieren que
la muestra se prepare de una manera compleja por lo que su análisis conlleva mucho tiempo.

B-8

ANEXO C: PRESENTACIÓN DE LOS EQUIPOS DE PRUEBA
FUENTE: REGLAMENTO TÉCNICO CENTROAMERICANO RTCA 75.02.03:06

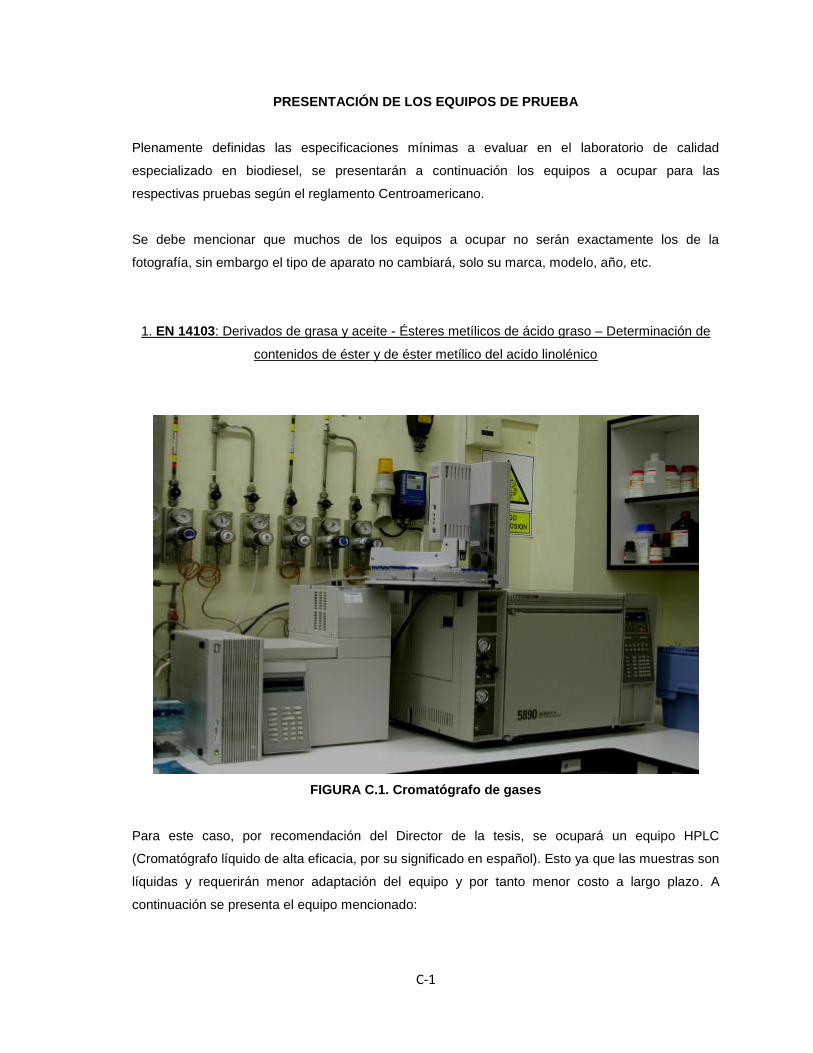
C-1
PRESENTACIÓN DE LOS EQUIPOS DE PRUEBA
Plenamente definidas las especificaciones mínimas a evaluar en el laboratorio de calidad
especializado en biodiesel, se presentarán a continuación los equipos a ocupar para las
respectivas pruebas según el reglamento Centroamericano.
Se debe mencionar que muchos de los equipos a ocupar no serán exactamente los de la
fotografía, sin embargo el tipo de aparato no cambiará, solo su marca, modelo, año, etc.
1. EN 14103: Derivados de grasa y aceite - Ésteres metílicos de ácido graso – Determinación de
contenidos de éster y de éster metílico del acido linolénico
FIGURA C.1. Cromatógrafo de gases
Para este caso, por recomendación del Director de la tesis, se ocupará un equipo HPLC
(Cromatógrafo líquido de alta eficacia, por su significado en español). Esto ya que las muestras son
líquidas y requerirán menor adaptación del equipo y por tanto menor costo a largo plazo. A
continuación se presenta el equipo mencionado:

C-2
Figura C.2. Cromatógrafo líquido de alta eficacia (HPLC)
2. EN 14110: Derivados de grasa y aceite - Ésteres metílicos de ácido graso – Determinación del
contenido de metanol
NOTA IMPORTANTE: Para este método de prueba también se ocupa el equipo mostrado en la
FIGURA C.1.
3. ASTM D 287: Método de Prueba Estándar para Gravedad API del Petróleo Crudo y Productos
del Petróleo
FIGURA C.3. Termo-hidrómetro de vidrio a escala API
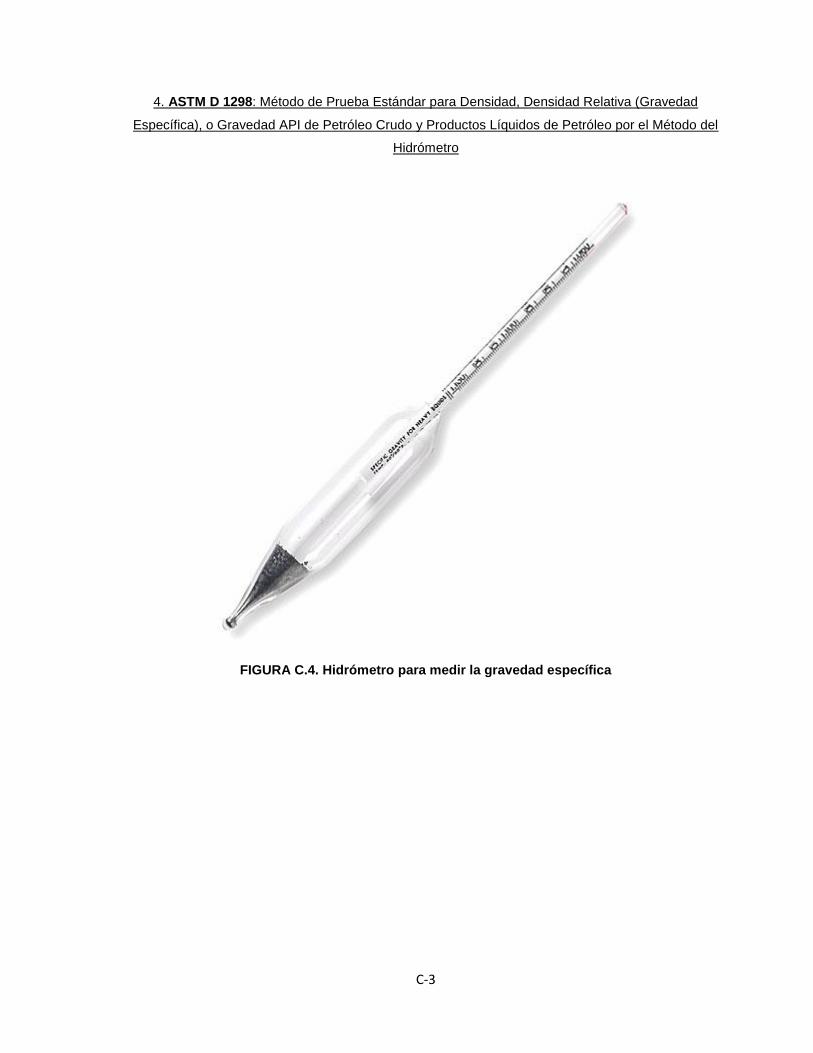
C-3
4. ASTM D 1298: Método de Prueba Estándar para Densidad, Densidad Relativa (Gravedad
Específica), o Gravedad API de Petróleo Crudo y Productos Líquidos de Petróleo por el Método del
Hidrómetro
FIGURA C.4. Hidrómetro para medir la gravedad específica
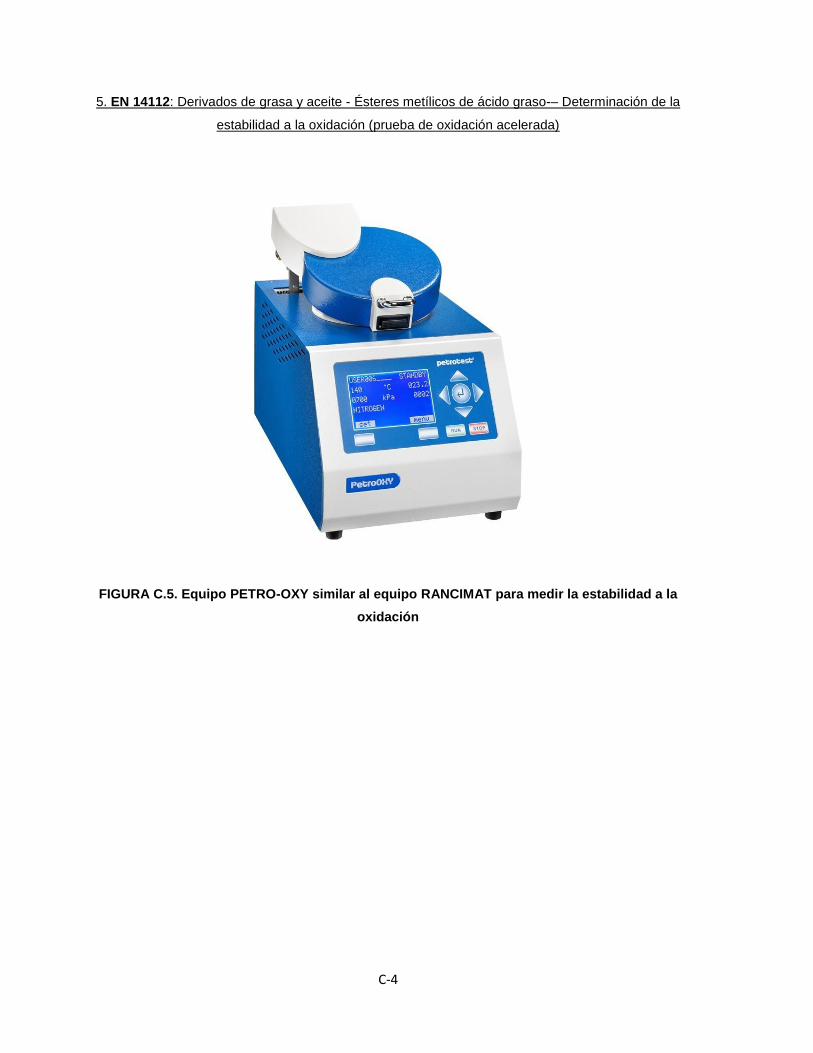
C-4
5. EN 14112: Derivados de grasa y aceite - Ésteres metílicos de ácido graso-– Determinación de la
estabilidad a la oxidación (prueba de oxidación acelerada)
FIGURA C.5. Equipo PETRO-OXY similar al equipo RANCIMAT para medir la estabilidad a la
oxidación

C-5
6. ASTM D 93: Método de Prueba Estándar para Punto de Inflamación por el Probador Pensky-
Martens de Copa Cerrada
FIGURA C.6. Probador Pensky-Martens de Copa Cerrada
7. ASTM D 2709: Método de Prueba Estándar para Agua y Sedimento en Combustibles Destilados
Medios por Centrifugación
FIGURA C.7. Centrifugador de agua y sedimentos

C-6
8. ASTM D 445: Método de Prueba Estándar para Viscosidad Cinemática de Líquidos
Transparentes y Opacos (y el Cálculo de la Viscosidad Dinámica)
FIGURA C.8. Equipo de medición de la viscosidad cinemática
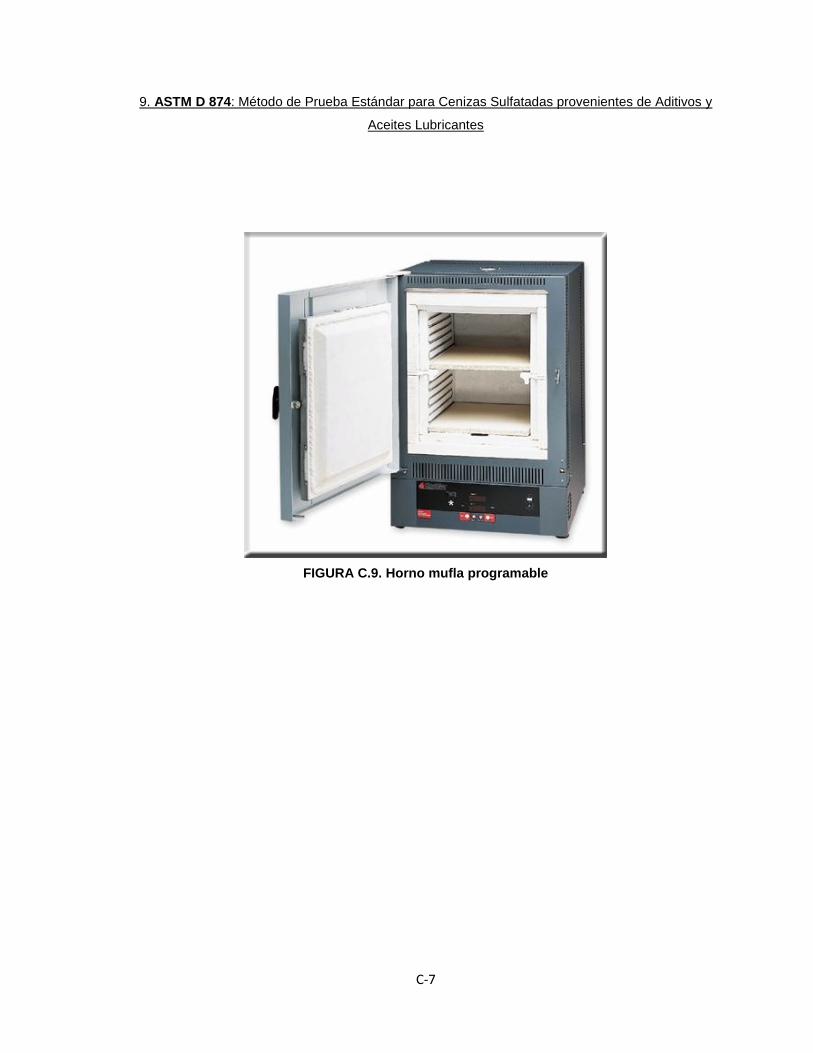
C-7
9. ASTM D 874: Método de Prueba Estándar para Cenizas Sulfatadas provenientes de Aditivos y
Aceites Lubricantes
FIGURA C.9. Horno mufla programable

C-8
10. ASTM D 130: Método de Prueba Estándar para Detección de Corrosión en Cobre de Productos
de Petróleo por la Prueba de Empañamiento de la Tira de Cobre
FIGURA C.10. Equipo para medir la corrosión en cobre
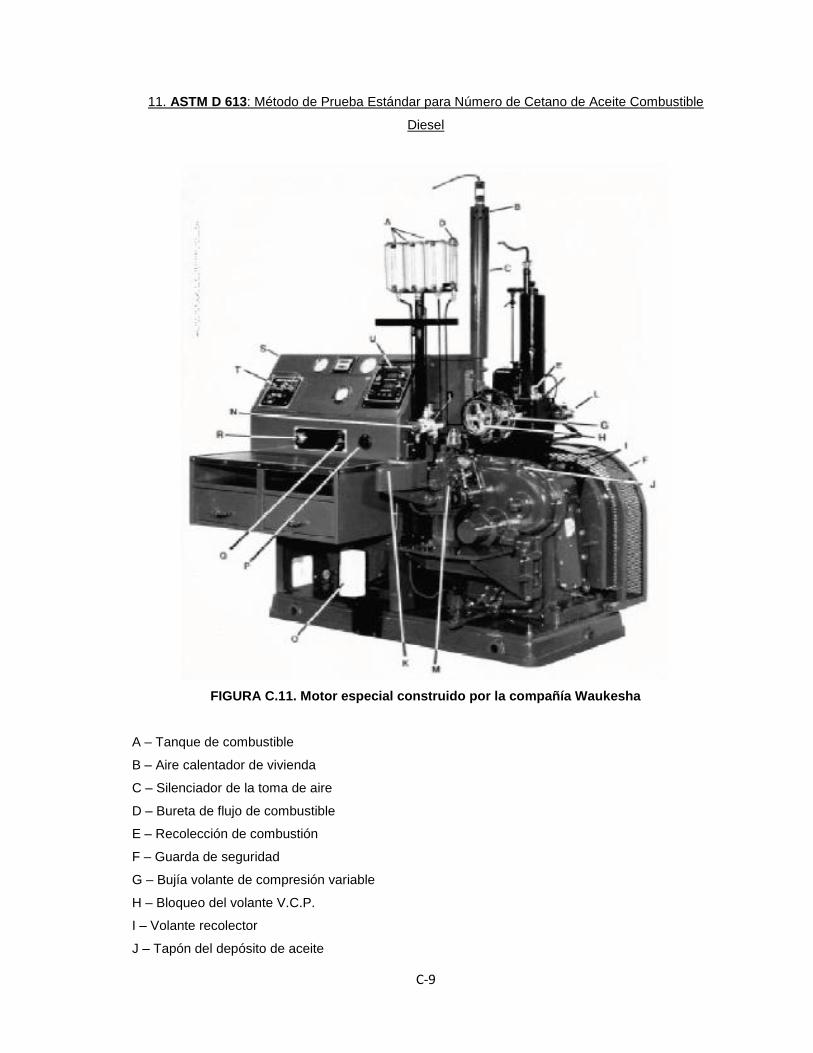
C-9
11. ASTM D 613: Método de Prueba Estándar para Número de Cetano de Aceite Combustible
Diesel
FIGURA C.11. Motor especial construido por la compañía Waukesha
A – Tanque de combustible
B – Aire calentador de vivienda
C – Silenciador de la toma de aire
D – Bureta de flujo de combustible
E – Recolección de combustión
F – Guarda de seguridad
G – Bujía volante de compresión variable
H – Bloqueo del volante V.C.P.
I – Volante recolector
J – Tapón del depósito de aceite

C-10
K – Solenoide cerrado de la bomba de inyección de seguridad
L – Montaje del inyector
M – Bomba de inyección de combustible
N - Válvula selectora de inyección de combustible
O – Filtro de aceite
P – Control del calentador de aceite de descarga
Q – Interruptor calentador del aire
R – Interruptor de encendido/apagado del motor
S – Panel de instrumentos
T – Controlador de temperatura del aire de entrada
U – Contador de cetano digital doble
Ya que el equipo anterior es sumamente costoso para realizar la prueba del número de cetano, se
ocupará un equipo más barato y adecuado para el laboratorio de calidad especializado en
biodiesel. A continuación se presenta un aparato para medir NC con gran facilidad y poco tiempo.
FIGURA C.12. Equipo IROX-Diesel para medir el número de Cetano y el índice de Cetano
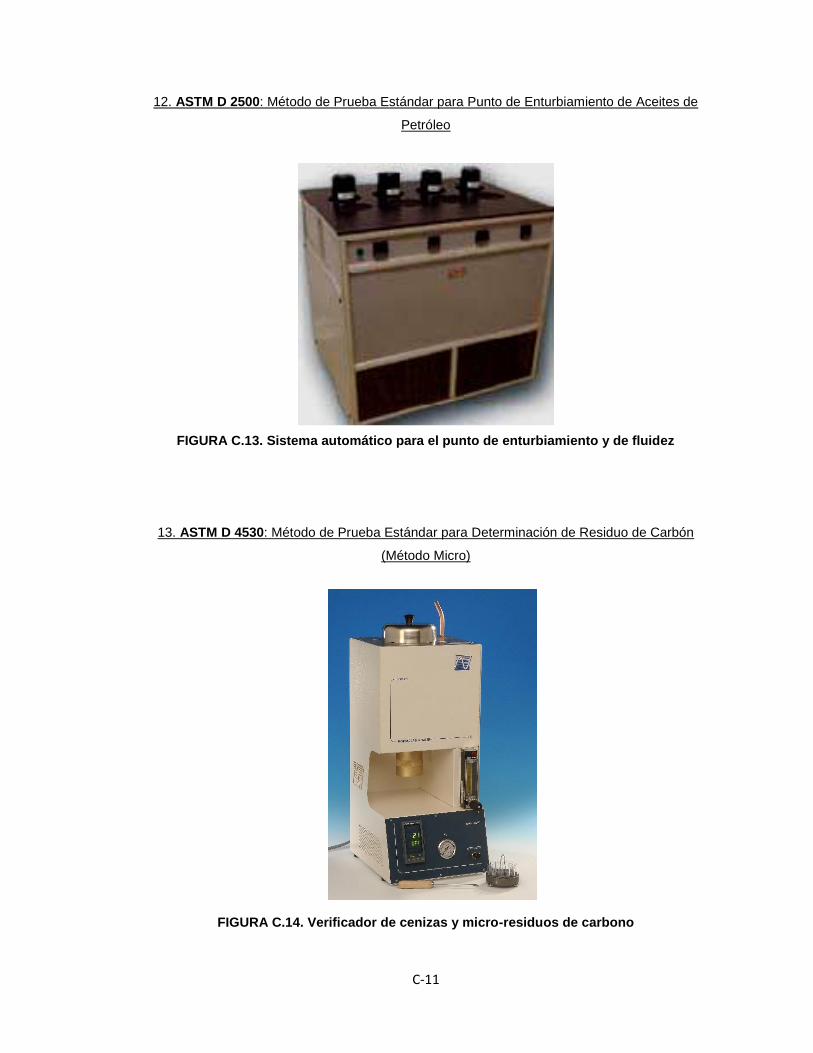
C-11
12. ASTM D 2500: Método de Prueba Estándar para Punto de Enturbiamiento de Aceites de
Petróleo
FIGURA C.13. Sistema automático para el punto de enturbiamiento y de fluidez
13. ASTM D 4530: Método de Prueba Estándar para Determinación de Residuo de Carbón
(Método Micro)
FIGURA C.14. Verificador de cenizas y micro-residuos de carbono
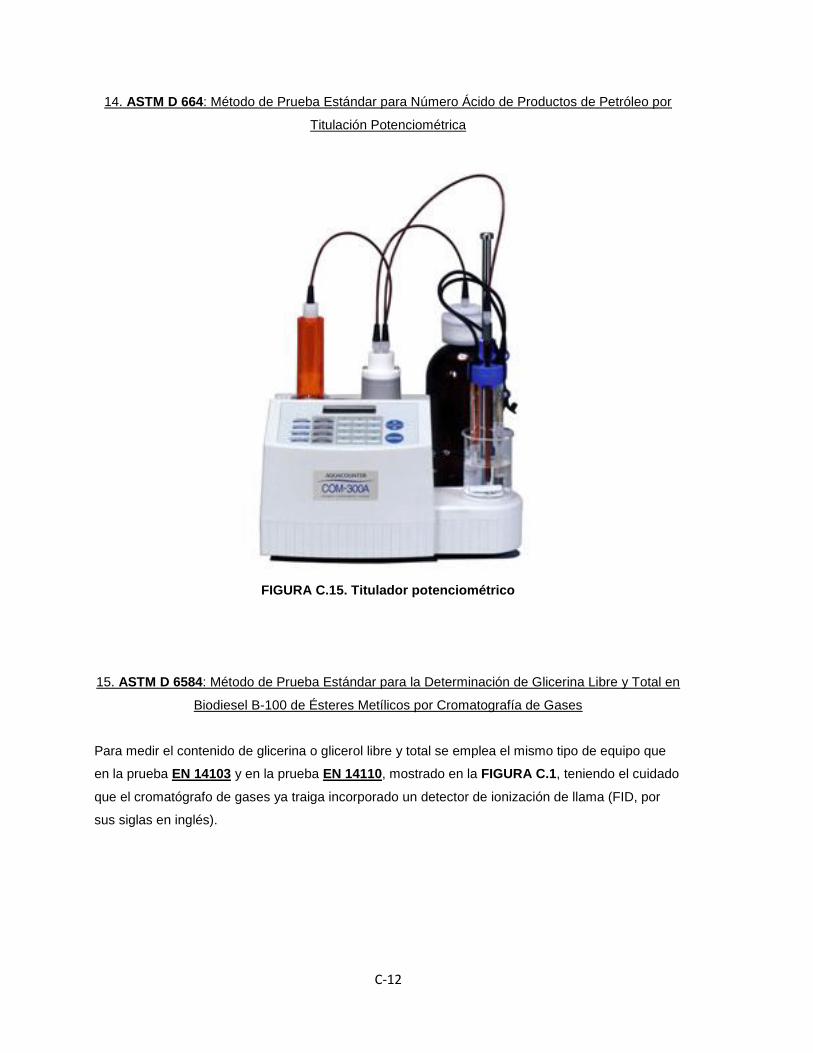
C-12
14. ASTM D 664: Método de Prueba Estándar para Número Ácido de Productos de Petróleo por
Titulación Potenciométrica
FIGURA C.15. Titulador potenciométrico
15. ASTM D 6584: Método de Prueba Estándar para la Determinación de Glicerina Libre y Total en
Biodiesel B-100 de Ésteres Metílicos por Cromatografía de Gases
Para medir el contenido de glicerina o glicerol libre y total se emplea el mismo tipo de equipo que
en la prueba EN 14103 y en la prueba EN 14110, mostrado en la FIGURA C.1, teniendo el cuidado
que el cromatógrafo de gases ya traiga incorporado un detector de ionización de llama (FID, por
sus siglas en inglés).

C-13
16. ASTM D 1160: Método de Prueba Estándar para Destilación de Productos de Petróleo a
Presión Reducida
FIGURA C.16. Destilador de vacío

C-14
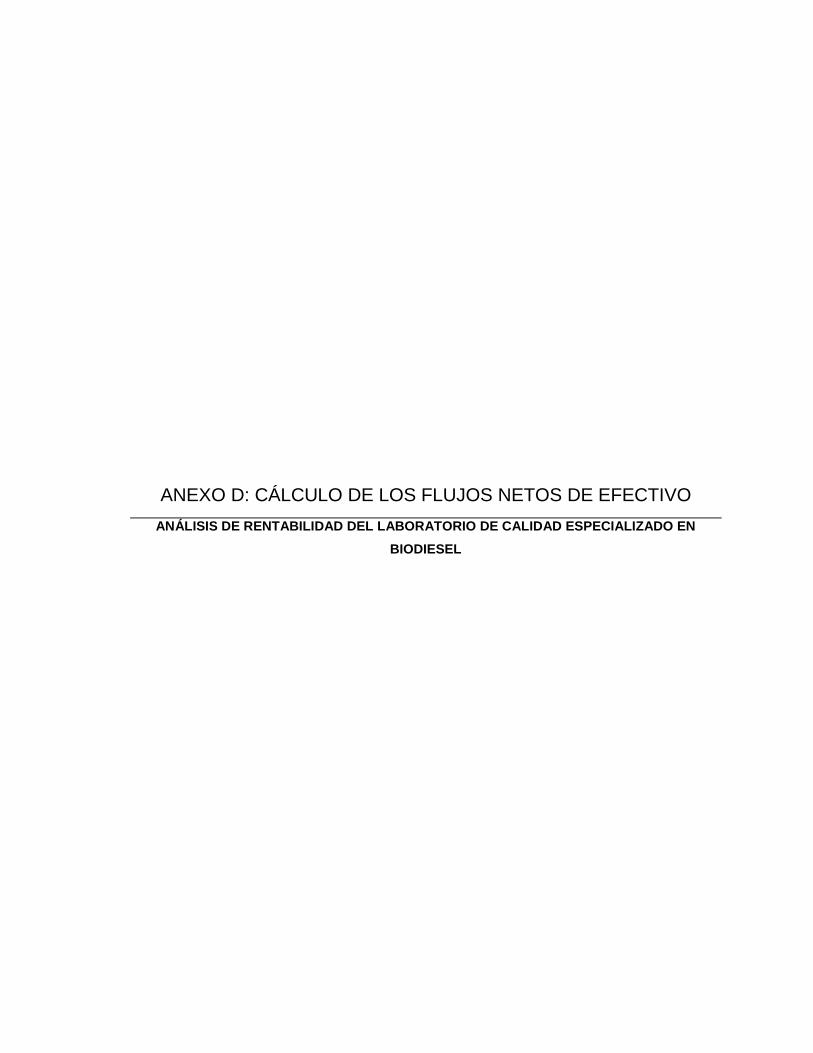
ANEXO D: CÁLCULO DE LOS FLUJOS NETOS DE EFECTIVO
ANÁLISIS DE RENTABILIDAD DEL LABORATORIO DE CALIDAD ESPECIALIZADO EN
BIODIESEL


D-1
Tabla D.1. Tabla de cálculos del FEN y FEN ACUMULADO
Costos
totales Ingreso de
Terminación
Inversión
de Ingreso sin efectivo
del año capital
por
paquetes depreciación Depreciación
0 -283031.29
1 35061 -34372.18 688.82 0
2 35061 -34372.18 688.82 0
3 35061 -34372.18 688.82 0
4 35061 -34372.18 688.82 0
5 35061 -34372.18 688.82 0
6 35061 -34372.18 688.82 0
7 35061 -34372.18 688.82 0
8 35061 -34372.18 688.82 0
9 35061 -34372.18 688.82 0
10 35061 -34372.18 688.82 0
Tabla D.1. Tabla de cálculos del FEN y FEN ACUMULADO
Flujo de
Impuestos Ganancia Flujo de efectivo
Ganacia sobre despues de efectivo neto
Amortizaciones neta la renta impuestos neto acumulado
-283031.29 -283031.29
0 688.82 68.882 619.938 619.94 -282411.35
0 688.82 68.882 619.938 619.94 -281791.41
0 688.82 68.882 619.938 619.94 -281171.48
0 688.82 68.882 619.938 619.94 -280551.54
0 688.82 68.882 619.938 619.94 -279931.60
0 688.82 68.882 619.938 619.94 -279311.66
0 688.82 68.882 619.938 619.94 -278691.72
0 688.82 68.882 619.938 619.94 -278071.79
0 688.82 68.882 619.938 619.94 -277451.85
0 688.82 68.882 619.938 619.94 -276831.91

D-2