escuela politÉcnica nacional - epn: página de...
TRANSCRIPT

I
ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA MECÁNICA
“CAPTACIÓN Y OPTIMIZACIÓN DE GAS DE LOS CAMPOS
CUYABENO – SANSAHUARI OPERADOS POR
PETROPRODUCCIÓN PARA APROVECHAMIENTO COMO
COMBUSTIBLE EN EL SISTEMA DE GENERACIÓN
ELÉCTRICA”
PROYECTO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO MECÁNICO
MONTALVÁN CAMPOVERDE LUIS ALBERTO
Luisalberto1308 @[email protected]@[email protected]
DIRECTOR: MSc. ING. ÁNGEL USHIÑA
Quito, Mayo 2008

II
DECLARACIÓN
Yo, MONTALVÁN CAMPOVERDE LUIS ALBERTO, declaro bajo juramento que
el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado
para ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen es este documento.
A través de la presente declaración cedo todos los derechos de propiedad
intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional,
según lo establecido por la Ley de Propiedad Intelectual, por su reglamento y por
la normativa institucional vigente.
LUIS A. MONTALVÁN CAMPOVERDE

III
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Luis Alberto Montalván
Campoverde, bajo mi supervisión.
Ing. ÁNGEL USHIÑA
DIRECTOR DEL PROYECTO

IV
AGRADECIMIENTOS
A la Escuela Politécnica Nacional, por la oportunidad que me brindó para
culminar mi carrera.
A PETROPRODUCCIÓN y a sus funcionarios que colaboraron y me dieron las
facilidades para obtener la información requerida en el desarrollo de todo el
estudio.
Al MSc. Ing. Ángel Ushiña por su acertada dirección durante la elaboración del
proyecto.
A todos mis hermanos, amigos, y al amor de mi vida VERÓNICA.
V
DEDICATORIA
A mis padres:
JUAN ANTONIO MONTALVÁN Y ELVA DIANORA CAMPOVERDE
Por su muestra de amor infinito a través del apoyo incondicional, fortaleza y
espíritu positivo en cada uno de los pasos de mi vida, por su ejemplo de trabajo y
perseverancia ante la vida.
Con todo mi amor y esfuerzo a mi madre, que me amo antes de conocerme.
LUIS
“Nunca Consideres el estudio como un deber, sino como una oportunidad para
penetrar en el maravilloso mundo del saber”
ALBERT EINSTEN

VI
INDICE
DECLARACIÓN…………………………………………………………………………..II
CERTIFICACIÓN……………………………………………………………………..…III
AGRADECIMIENTOS..…………………………………………………………………IV
DEDICATORIA…...………………………………………………………………………V
RESUMEN ……………..………………………………………………………………. IX
PRESENTACIÓN…………………………………………………………………… XXII
CAPÍTULO 1
FUNDAMENTOS TEÓRICOS.............................................................1
1.1 GENERALIDADES DEL PETRÓLEO...................................................... 1
1.1.1 VISIÓN ENERGÉTICA GENERALIZADA.................................................................... 1
1.1.2 CLASIFICACIÓN.......................................................................................................... 1
1.1.2.1 De acuerdo a la base del Petróleo Crudo ........................................................... 1
1.1.2.2 De acuerdo a la Calidad...................................................................................... 3
1.1.2.3 De acuerdo al contenido de Azufre ..................................................................... 3
1.1.3 YACIMIENTOS DE PETRÓLEO................................................................................. 4
1.1.3.1 Fluidos Presentes en un Yacimiento................................................................... 4
1.1.3.1.1 Gas................................................................................................................. 4
1.1.3.1.2 Petróleo .......................................................................................................... 4
1.1.3.1.3 Agua............................................................................................................... 4
1.1.3.1.4 Posición de los Fluidos en el Yacimiento....................................................... 5
1.1.3.2 Características..................................................................................................... 5
1.1.3.2.1 Porosidad ....................................................................................................... 5
1.1.3.2.2 Permeabilidad (K) .......................................................................................... 6
1.1.3.2.3 Saturación ...................................................................................................... 7
1.1.3.2.4 Punto de Burbuja (Pb).................................................................................... 7
1.1.3.2.5 Razón de Gas/Petróleo en Solución (GOR) .................................................. 8
1.1.3.2.6 Factor de Volumen en Formación.................................................................. 8
1.1.3.3 Migración y Acumulación de Petróleo y Gas ...................................................... 8
1.1.4 GAS NATURAL............................................................................................................ 9
1.1.4.1 Componentes ...................................................................................................... 9
1.1.4.2 Precio................................................................................................................... 9
1.1.5 GAS ASOCIADO.......................................................................................................... 9
1.1.5.1 Componentes ...................................................................................................... 9
1.1.5.1.1 Metano ......................................................................................................... 10
1.1.5.1.2 Etano............................................................................................................ 10

VII
1.1.5.1.3 Propano........................................................................................................ 10
1.1.5.1.4 Butano.......................................................................................................... 10
1.1.5.1.5 Dióxido de Carbono ..................................................................................... 11
1.1.5.2 Propiedades ...................................................................................................... 11
1.1.5.3 Contenido Energético y Precio.......................................................................... 11
1.1.5.3.1 El Gas como Fuente de Energía del Yacimiento......................................... 12
1.1.5.3.2 El Gas como Fuente de Hidrocarburos Líquidos......................................... 13
1.1.5.3.3 El Gas como Fuente de Combustible .......................................................... 13
1.1.5.4 Transporte y Almacenamiento del Gas ............................................................. 13
1.1.5.5 Contaminación................................................................................................... 14
1.2 PROPIEDADES FÍSICAS DE LOS FLUIDOS ...................................... 14
1.2.1 GRAVEDAD ESPECÍFICA......................................................................................... 14
1.2.1.1 Líquidos ............................................................................................................. 14
1.2.1.2 Gases ................................................................................................................ 14
1.2.2 DENSIDAD................................................................................................................. 15
1.2.2.1 Densidad de la Fase Gaseosa ......................................................................... 15
1.2.2.2 Densidad de la Fase Líquida............................................................................. 16
1.2.3 COMPRENSIBILIDAD DE LOS GASES (Z) .............................................................. 17
1.2.3.1 Gases Puros...................................................................................................... 17
1.2.4 FLUJO DE GAS ......................................................................................................... 18
1.2.5 VISCOSIDAD ............................................................................................................. 18
1.2.5.1 Hidrocarburos en fase Líquida o fase Vapor..................................................... 19
1.2.6 CARACTERÍSTICAS DE LAS CORRIENTES DE FLUJO ........................................ 21
1.2.6.1 Peso Molecular de una Mezcla Gaseosa y Líquida .......................................... 21
1.2.6.2 Proporción de Gas presente en un Flujo........................................................... 22
1.3 PROPIEDADES DE FLUJO .................................................................. 23
1.3.1 CONCEPTOS BÁSICOS ........................................................................................... 23
1.3.1.1 Número de Reynolds......................................................................................... 23
1.3.1.2 Número de Reynolds para Líquidos.................................................................. 24
1.3.1.3 Número de Reynolds para Gases ..................................................................... 24
1.3.1.4 Régimen de Flujo .............................................................................................. 25
1.3.1.5 Ecuación de Darcy - Weisbach ......................................................................... 26
1.3.1.6 Factor de Fricción de Moody............................................................................. 26
1.3.2 ECUACIONES DE FLUJO PARA FLUIDOS COMPRESIBLES................................ 27
1.3.2.1 Flujo Isotérmico ................................................................................................. 27
1.3.2.2 Ecuación de Weymouth..................................................................................... 28
1.3.2.3 Ecuación “A” de Panhandle............................................................................... 28
1.3.2.4 Ecuación “B” de Panhandle............................................................................... 29
1.3.3 PÉRDIDAS DE PRESIÓN EN VÁLVULAS Y ACCESORIOS DE TUBERÍA ............ 30

VIII
1.3.3.1 Coeficiente de Resistencia................................................................................ 30
1.3.3.2 Coeficiente de Flujo........................................................................................... 32
1.3.3.3 Longitud Equivalente ......................................................................................... 33
1.4 PROPIEDADES TERMODINÁMICAS................................................... 33
1.4.1 CONCEPTOS BÁSICOS ........................................................................................... 33
1.4.1.1 Factor Acentrico ................................................................................................ 33
1.4.1.2 Correspondencia de Estados ............................................................................ 34
1.4.1.3 Temperatura Crítica. (Tc) .................................................................................. 34
1.4.1.4 Presión Crítica. (Pc) .......................................................................................... 34
1.4.1.5 Entalpía (H) ....................................................................................................... 34
1.4.1.6 Entropía (S) ....................................................................................................... 34
1.4.1.7 Gas Ideal ........................................................................................................... 35
1.4.1.8 Irreversibilidad ................................................................................................... 35
1.4.1.9 Mol (n)................................................................................................................ 35
1.4.1.10 Temperatura Reducida ................................................................................. 35
1.4.1.11 Presión Reducida.......................................................................................... 35
1.4.1.12 Presión y Temperatura reducida para mezcla de gases .............................. 35
1.4.2 COMPORTAMIENTO DE LA ENTALPÍA (PODER CALÓRICO). ............................. 36
1.4.2.1 Procedimiento para Calcular la Entalpía de un gas mezclado ........................ 37
1.4.2.2 Entalpía de Combustión (Hc) ............................................................................ 38
CAPÍTULO 2
ESTADO ACTUAL DE CUYABENO - SANSAHUARI .......................39
2.1 DESCRIPCIÓN GENERAL DEL CAMPO CUYABENO......................... 39
2.1.1 DESCRIPCIÓN DE LA PRODUCCIÓN. .................................................................... 40
2.1.1.1 Equipos de Superficie para Producción (Facilidades). ..................................... 42
2.1.2 PRODUCCIÓN DE PETRÓLEO CRUDO, AGUA Y GAS ASOCIADO ..................... 49
2.1.3 CONSUMO DE PETRÓLEO...................................................................................... 51
2.1.4 ESTIMACIÓN DEL CONSUMO DE GAS .................................................................. 51
2.1.5 PRODUCCIÓN Y DEMANDA DE ENERGÍA ELÉCTRICA ...................................... 53
2.1.5.1 PRODUCCIÓN DE ENERGÍA ELÉCTRICA ..................................................... 53
2.1.5.2 DEMANDA DE ENERGÍA ELÉCTRICA DEL CAMPO CUYABENO .............. 56
2.1.6 CONSUMO DE COMBUSTIBLE (DIESEL II) ............................................................ 57
2.2 DESCRIPCIÓN GENERAL DEL CAMPO SANSAHUARI ..................... 59
2.2.1 DESCRIPCIÓN DE LA PRODUCCIÓN ..................................................................... 59
2.2.1.1 Equipos de Superficie para la producción......................................................... 61
2.2.2 PRODUCCIÓN DE PETRÓLEO, AGUA Y GAS ASOCIADO ................................... 62
2.2.3 CONSUMO DE PETRÓLEO CRUDO. ...................................................................... 63

IX
2.2.4 ESTIMACIÓN DEL CONSUMO DE GAS. ................................................................. 63
2.2.5 PRODUCCIÓN Y DEMANDA DE ENERGÍA ELÉCTRICA ...................................... 65
2.2.5.1 PRODUCCIÓN DE ENERGÍA ELÉCTRICA ..................................................... 65
2.2.5.2 Demanda de Energía Eléctrica ......................................................................... 68
2.2.6 CONSUMO DE COMBUSTIBLE (DIESEL II) ............................................................ 68
CAPÍTULO 3
TECNOLOGÍAS EXISTENTES PARA GENERACIÓN ELÉCTRICA .71
3.1 PLANTAS DE GENERACIÓN ELÉCTRICA .......................................... 71
3.1.1 GENERACIÓN CON TURBINAS A GAS................................................................... 72
3.1.2 GENERACIÓN CON TURBINAS A VAPOR.............................................................. 72
3.1.3 GENERACIÓN CON CICLO COMBINADO............................................................... 73
3.1.4 GENERACIÓN CON MOTORES RECIPROCANTES “LEAN BURN” ...................... 74
3.1.4.1 Clasificación ...................................................................................................... 76
3.1.4.1.1 Motores a Gas (SG) ..................................................................................... 76
3.1.4.1.2 Motores Gas – Crudo (GD).......................................................................... 77
3.1.4.1.3 Motores Duales (DF).................................................................................... 77
3.1.5 GENERACIÓN CON MICROTURBINAS................................................................... 78
3.1.6 EFICIENCIA DE DIFERENTES TECNOLOGÍAS PARA GENERACIÓN.................. 79
3.2 SELECCIÓN PRELIMINAR Y ANÁLISIS DEL SISTEMA...................... 80
3.2.1 COMBUSTIBLES ....................................................................................................... 80
3.2.1.1 Características del Gas ..................................................................................... 80
3.2.1.1.1 Tipo .............................................................................................................. 80
3.2.1.1.2 Características Físico Químicas .................................................................. 80
3.2.1.1.3 Costo ............................................................................................................ 83
3.2.1.1.4 Disponibilidad............................................................................................... 83
3.2.2 ESTIMACIÓN DE LA MÁXIMA POTENCIA PARA GENERACIÓN ......................... 87
3.2.3 EFECTO DE LA RELACIÓN ENTRE ENERGÍA CALÓRICA ELÉCTRICA (Q/E)... 88
3.2.3.1 Relación Q/E baja.............................................................................................. 88
3.2.3.2 Relación Q/E media........................................................................................... 88
3.2.3.3 Relación Q/E alta............................................................................................... 89
3.3 DIMENSIONAMIENTO.......................................................................... 90
3.3.1 TURBINAS DE VAPOR ............................................................................................. 90
3.3.2 TURBINAS A GAS ..................................................................................................... 91
3.3.3 MOTORES RECIPROCANTES................................................................................. 92
3.4 SELECCIÓN FINAL DE LA TECNOLOGÍA PARA GENERACIÓN ...... 93
3.4.1 TECNOLOGÍA PARA COMPARTIR COMBUSTIBLES............................................. 94

X
3.4.2 CARACTERÍSTICAS TÉCNICAS DE MOTORES CON TECNOLOGÍA (GD). ......... 97
CAPÍTULO 4.
DISEÑO DEL SISTEMA DE CAPTACIÓN Y TRATAMIENTO.........98
4.1 SISTEMA DE COMPRESIÓN ............................................................... 98
4.1.1 COMPRESORES....................................................................................................... 98
4.1.1.1 Dimensionamiento............................................................................................. 99
4.1.1.2 Especificación del Compresor......................................................................... 103
4.1.1.2.1 Selección del tipo de Compresor ............................................................... 104
4.1.1.2.2 Selección de las Etapas de Compresión ................................................... 104
4.1.1.2.3 Especificación aproximada de la Potencia para la Compresión............... 104
4.1.1.3 Procedimiento para la determinación del número de Etapas y Potencia. ...... 105
4.2 PARÁMETROS DE DISEÑO............................................................... 109
4.2.1.1 Pérdidas de presión en líneas de gas ............................................................ 109
4.2.1.2 Formación de Hidratos .................................................................................... 109
4.2.1.3 Condensación del vapor de agua.................................................................... 110
4.2.1.4 Caída de temperatura debido a la expansión de gas ..................................... 111
4.3 TRATAMIENTO DEL GAS .................................................................. 111
4.3.1 DESHIDRATACIÓN DEL GAS ................................................................................ 112
4.3.2 INHIBIDORES QUÍMICOS....................................................................................... 112
4.3.3 DETERMINACIÓN DEL CONTENIDO DE AGUA................................................... 112
4.3.4 DESHIDRATACIÓN POR CONTACTO................................................................... 113
4.3.4.1 Descripción del Proceso.................................................................................. 113
4.3.4.2 Selección del Glicol ......................................................................................... 114
4.3.4.3 Consideraciones de Diseño ............................................................................ 115
4.3.4.3.1 Temperatura del gas a la entrada del contactor ....................................... 115
4.3.4.3.2 Presión en el Contactor.............................................................................. 116
4.3.4.3.3 Número de etapas (bandejas) de contacto................................................ 116
4.3.4.3.4 Temperatura del glicol a la entrada del Contactor..................................... 116
4.3.4.3.5 Concentración de Glicol ............................................................................. 117
4.3.4.3.6 Calidad del Trietlilenglicol Pobre................................................................ 119
4.3.4.3.7 Tasa de Recirculación de Etilenglicol. ....................................................... 119
4.3.4.3.8 Temperatura en la Torre de Separación del Glicol.................................... 120
4.3.4.4 Dimensionamiento del Sistema....................................................................... 120
4.3.4.4.1 Dimensionamiento del Contactor............................................................... 123
4.3.4.4.2 Calor de Aporte del Calentador ................................................................. 123
4.3.4.5 Bombas Impulsoras......................................................................................... 126
4.3.5 PROCESOS PARA REMOCIÓN DE DIÓXIDO DE CARBONO ............................ 128

XI
4.3.5.1 Factores para Seleccionar un Proceso Potencial .......................................... 128
4.3.5.2 Procesos de Remoción de CO2 por Solventes Físicos .................................. 131
4.3.5.2.1 Proceso con Solvente Flúor ® ................................................................... 132
4.3.5.2.2 Proceso Sulfinol ®...................................................................................... 133
4.3.5.2.3 Proceso Selexol®....................................................................................... 134
4.3.5.2.4 Proceso de Rectisol® ................................................................................ 134
4.3.5.3 Selección del mejor Proceso........................................................................... 135
4.3.5.3.1 Justificación Técnica .................................................................................. 135
4.3.5.3.2 Aplicación del Solvente Flúor para Gas con alto contenido de CO2......... 135
4.3.6 SEPARADORES...................................................................................................... 136
4.3.6.1 Principios de Separación................................................................................. 136
4.3.6.1.1 Momento .................................................................................................... 137
4.3.6.1.2 Gravedad de asentamiento o sedimentación ............................................ 137
4.3.6.1.3 Coalescencia.............................................................................................. 141
4.3.6.2 Diseño de Separadores................................................................................... 141
4.3.6.2.1 Partes de un Separador ............................................................................. 141
4.3.6.2.2 Especificación ............................................................................................ 142
4.3.6.2.3 Ecuaciones básicas de Diseño .................................................................. 142
4.3.6.3 Separadores sin extractor de Humedad.......................................................... 145
4.3.6.4 Separadores con Extractores de Niebla de Malla de Alambre. ...................... 146
4.3.6.5 Separadores con bafles tipo Extractor de Niebla............................................ 147
4.3.7 CRITERIOS PARA SELECCIONAR EL TAMAÑO Y ESPESOR ............................ 149
4.3.7.1 Criterio para Dimensionar el Diámetro Interno................................................ 149
4.3.7.1.1 Flujo de Erosión ......................................................................................... 150
4.3.7.1.2 Líneas de Gas........................................................................................... 150
4.3.7.2 Normas para Dimensionar el Espesor de Pared de un Tubo ........................ 152
4.3.7.2.1 Requerimientos y Normas.......................................................................... 152
4.3.7.2.2 Norma ANSI B31.8..................................................................................... 154
4.3.8 CRITERIOS PARA ESPECIFICACIÓN DE VÁLVULAS Y ACCESORIOS............. 155
4.4 CÁLCULOS ......................................................................................... 155
4.4.1 DISEÑO DEL SISTEMA DE COMPRESIÓN........................................................... 155
4.4.1.1 Dimensión de la Línea de flujo ........................................................................ 155
4.4.1.2 Diseño del Escruber de Succión ..................................................................... 157
4.4.1.3 Compresor para Cuyabeno (Dimensionamiento)............................................ 162
4.4.1.3.1 Cálculo del Número de Etapas de Compresión (Paso 1) .......................... 162
4.4.1.3.2 Cálculo de la Temperatura de Descarga (Paso 2) .................................... 163
4.4.1.3.3 Cálculo del Volumen Especificó y Factor de Compresibilidad (Paso 3)... 164
4.4.1.3.4 Cálculo de la Potencia Efectiva (Paso 4)................................................... 165
4.4.1.4 Compresor para Sansahuari (Dimensionamiento).......................................... 168

XII
4.4.1.4.1 Cálculo del Número de Etapas de Compresión (Paso 1) .......................... 168
4.4.1.4.2 Cálculo de la Temperatura de Descarga (Paso 2) .................................... 168
4.4.1.4.3 Cálculo del Volumen Especificó y Factor de Compresibilidad (Paso 3)... 169
4.4.1.4.4 Cálculo de la Potencia Efectiva (Paso 4)................................................... 169
4.4.2 PÉRDIDAS DE PRESIÓN........................................................................................ 172
4.4.2.1 Campo Cuyabeno............................................................................................ 172
4.4.2.1.1 Condiciones de Flujo.................................................................................. 172
4.4.2.2 Campo Sansahuari.......................................................................................... 175
4.4.2.2.1 Condiciones de Flujo.................................................................................. 175
4.4.2.3 Condiciones del Gas de Cuyabeno para Dimensionar la Línea. .................... 178
4.4.2.3.1 Criterio Velocidad de Erosión ................................................................... 179
4.4.2.3.2 Criterio de velocidad máxima..................................................................... 179
4.4.2.4 Dimensión del espesor de la pared de la tubería........................................... 180
4.4.2.5 Condiciones del Gas de Sansahuari para Dimensionar la Línea. .................. 182
4.4.2.5.1 Criterio Velocidad de Erosión ................................................................... 182
4.4.2.5.2 Criterio de velocidad máxima..................................................................... 183
4.4.2.6 Dimensión del espesor de la pared de la tubería........................................... 184
4.4.3 DISEÑO DEL SISTEMA DE DESHIDRATACIÓN ................................................. 185
4.4.3.1 Condiciones del Gas a la entrada del Contactor............................................. 185
4.4.3.2 Condiciones para el Inhibidor a la entrada del Contactor .............................. 186
4.4.3.3 Tamaño del Contactor ..................................................................................... 188
4.4.3.4 Calor estimado en el Reconcentrador............................................................. 190
4.4.3.5 Dimensionamiento de los Intercambiadores Glicol/Glicol/Gas ....................... 191
4.4.3.5.1 Precalentador Glicol/Glicol (lado TEG rico) ............................................... 191
4.4.3.5.2 Intercambiador de Calor Glicol/Glicol ........................................................ 192
4.4.3.5.3 Precalentador Glicol/Glicol (lado TEG pobre)............................................ 193
4.4.3.5.4 Intercambiador GAS/GLICOL ................................................................... 194
4.4.3.5.5 RESUMEN DE INTERCAMBIOS DE ENERGÍA ....................................... 194
4.4.4 COMPORTAMIENTO DE LA ENTALPÍA ................................................................ 196
CAPÍTULO 5
ANÁLISIS TÉCNICO – ECONÓMICO DEL PROYECTO ................201
5.1 OBJETIVO........................................................................................... 201
5.2 ANÁLISIS TÉCNICO DE LOS SISTEMAS ACTUALES ...................... 201
5.2.1 SISTEMA DE CAPTACIÓN ..................................................................................... 201
5.2.2 SISTEMA DE GENERACIÓN ELÉCTRICA............................................................. 201
5.2.3 UTILIZACIÓN DEL SISTEMA DE GENERACIÓN ELÉCTRICA ............................. 201
5.2.4 COSTO DE GENERACIÓN ELÉCTRICA CON EL SISTEMA ACTUAL ................. 202

XIII
5.2.5 CONSUMO ACTUAL DE COMBUSTIBLE .............................................................. 202
5.2.6 DEMANDA FUTURA DE POTENCIA ELÉCTRICA............................................... 203
5.3 ANÁLISIS TÉCNICO DEL USO DE GAS/CRUDO .............................. 205
5.3.1 EVALUACIÓN DE POSIBLES TECNOLOGÍAS PARA GENERACIÓN ................ 206
5.3.2 EVALUACIÓN DEL SUMINISTRO DE COMBUSTIBLES....................................... 207
5.3.2.1 Calidad del Petróleo en Cuyabeno – Sansahuari ......................................... 208
5.3.2.2 Calidad del Gas en Cuyabeno – Sansahuari .................................................. 208
5.3.2.2.1 Entalpía del Gas (Poder calórico). ............................................................. 209
5.3.2.3 Reservas Petroleras del Campo Cuyabeno - Sansahuari. ............................ 209
5.3.2.4 Disponibilidad de Gas...................................................................................... 209
5.4 ANÁLISIS ECONÓMICO ..................................................................... 210
5.4.1 ESTIMACIÓN DE COSTOS..................................................................................... 211
5.4.2 FACTORES ECONÓMICOS PARA EL SISTEMA DE TRANSPORTE DE GAS.... 212
5.4.2.1 Análisis de Costo del Proceso........................................................................ 213
5.4.2.1.1 Estimación del Costo ................................................................................. 213
5.4.3 FACTORES ECONÓMICOS DEL SISTEMA DE COMPRESIÓN DEL GAS. ......... 214
5.4.3.1 Análisis del Costo del Compresor .................................................................. 214
5.4.3.1.1 Estimación del Costo ................................................................................. 214
5.4.4 FACTORES ECONÓMICOS DEL PROCESO DE DESHIDRATACIÓN DEL GAS.215
5.4.4.1 Análisis de Costo del Proceso......................................................................... 215
5.4.4.1.1 Estimación del Costo ................................................................................. 216
5.4.5 FACTORES ECONÓMICOS DEL PROCESO Y OPERACIÓN DEL GAS ............ 217
5.4.5.1 Análisis de Costo del Proceso......................................................................... 218
5.4.5.1.1 Estimación del Costo ................................................................................. 218
5.4.6 ESCENARIO PARA LA INVERSIÓN...................................................................... 218
5.4.6.1 Inversión Inicial ................................................................................................ 219
5.4.6.2 Costo de la Planta de Generación .................................................................. 220
5.4.6.3 Costo de operación y Mantenimiento de la Planta de Generación................. 220
5.4.6.4 Costo Anual del Combustible (CAC) ............................................................... 220
5.4.6.5 Costo de Producción del Petróleo................................................................... 222
5.4.6.6 Costo de Producción de Energía (CPE).......................................................... 222
5.4.6.7 Ahorro Anual en Combustible ......................................................................... 222
5.4.6.8 Costo Anual de Operación y Mantenimiento del Gas .................................... 223
5.4.6.9 Ahorro Total al año por uso del gas ................................................................ 223
5.4.6.10 Ahorro por Sustitución del Diesel por Crudo............................................... 224
5.4.6.11 Ahorro por disminución de Pérdidas en la producción ............................... 224
5.4.6.12 Resumen de Inversiones ............................................................................ 224
5.4.7 ANÁLISIS BENEFICIO/COSTO (B/C) ..................................................................... 228
5.4.7.1 Beneficios ........................................................................................................ 228

XIV
5.4.7.2 Desbeneficios .................................................................................................. 228
5.4.7.3 Análisis B/C ..................................................................................................... 228
CAPÍTULO 6.
CONCLUSIONES Y RECOMENDACIONES...................................229
6.1 CONCLUSIONES................................................................................ 229
6.2 RECOMENDACIONES........................................................................ 231
LISTA DE TABLAS
N° DESCRIPCIÓN Pagina
1.1 Clasificación según el Crudo 2
1.2 Clasificación según la gravedad API 3
1.3 Clasificación según el contenido de Azufre 3
1.4 Coeficientes de Resistencia para Accesorios de Tubería 31
2.1 Producción promedia por pozos Campo Cuyabeno 49
2.2 Datos del intercambiador de calor 51
2.3 Generación de Potencia Propia vs. Rentada Campo
Cuyabeno
54
2.4 Grupos electrógenos del Campo Cuyabeno 55
2.5 Consumos de diesel por localidades del Campo Cuyabeno 58
2.6 Equipos de Superficie Estación Sansahuari 61
2.7 Producción promedia por pozos Campos Sansahuari 62
2.8 Datos de los intercambiadores de calor 64
2.9 Grupos electrógenos Campo Sansahuari 67
2.10 Consumo de diesel por localidad del Campo Sansahuari 69
3.1 Eficiencia de diferentes tecnologías para generación 79
3.2 Componentes combustibles y no combustibles del gas
asociado Campo Cuyabeno
80
3.3 Constantes Físico Químicas del Gas Campo Cuyabenos 81
3.4 Componentes Combustibles y no Combustibles del Gas de
Campo Sansahuari
82
3.5 Constantes Físico Químicas del Gas 82

XV
3.6 Historial de condiciones de Presión y Temperatura en la toma
de la muestra
83
3.7 Proyección de Petróleo Crudo hasta el año 2017 84
3.8 Pozos a Perforarse en el 2008 con Torres de
Petroproducción y Alianzas
85
3.9 Resumen de las relaciones Q/E y calor disponible después
del Proceso
89
4.1 Cálculos para determinar K (Gas Cuyabeno) 102
4.2 Cálculos para determinar K (Gas Sansahuari) 103
4.1 Presión de formación de Hidratos a 59 ºF 102
4.2 Inhibidores Características y Constantes 106
4.3 Aproximación del calor aportado por un calentador con
sistema de combustión directa
125
4.4 Afinidad de leyes para bombas centrifugas 126
4.5 Ecuaciones básicas para bombas comunes de Flujo Axial 127
4.6 Factores típicos de K y C para dimensionar interruptores de
flujo de alambre tejido
143
4.7 Profundidad Permisible para diferentes Espesores de Pared 153
4.8 Esfuerzos Permisibles para Tubos del mismo material 153
4.9 Factor de Diseño según el tipo de Construcción 154
4.10 Factor de Reducción de Temperatura 155
4.11 Gas Unificado 157
4.12 Presión y Temperatura Seudo Crítica Gas Unificado 158
4.13 Porcentaje de Fase líquida en la corriente de gas 159
4.14 Propiedades de Fase Líquida presente en el Gas 159
4.15 Evaluación y Resultados 175
4.16 Evaluación y Resultados 178
4.17 Condiciones de entrada y salida 178
4.18 Condiciones de Entrada y Salida 182
4.19 Características del TEG y número de bandejas para alcanzar
la deshidratación del gas
187
4.20 Parámetros recomendados para dimensionar torres de
contacto para TEG
188

XVI
4.21 Condiciones del Gas de Tratado 196
4.22 Entalpía del Gas ideal a 70 ºF 198
4.23 Entalpía de formación y de gas ideal a 573 ºR 199
5.1 Consumo de Combustible 202
5.2 Evaluación de posibles Tecnologías para generación 206
5.3 Gas y Energía disponible para los próximos 10 años 210
5.4 Precios Indexados año 1996 = 100 212
5.5 Costo de Tubería 213
5.6 Costos Indexados (2002) 214
5.7 Especificación de Equipos 215
5.8 Detalle de Costos para la Planta de Tratamiento 218
5.9 Resumen de Costos de Capital para la planta de Tratamiento
de Gas
219
5.10 Alternativa A 225
5.11 Alternativa B 226
LISTA DE GRÁFICOS
N° DESCRIPCIÓN Página
2.1 Producción diaria de petróleo y agua 50
2.2 Comparación porcentual del uso 52
2.3 Comparación porcentual del consumo de potencia eléctrica 54
2.4 Distribución de la potencia eléctrica para el Campo Cuyabeno 56
2.5 Demanda de potencia eléctrica 57
2.6 Consumo Promedio de diesel (2006 – 2007) 58
2.7 Comparación porcentual del petróleo y agua producidos (año 2007) 63
2.8 Comparación porcentual del uso del gas (año 2007) 65
2.9 Distribución de la potencia Campo Sansahuari 66
2.10 Demanda de potencia eléctrica 68
2.11 Consumo promedio de diesel período (2006 – 2007) 69
3.1 Tendencia de la Producción de Fluidos hasta el año 2017 85
3.2 Tendencia de la producción de Gas proyectada para los próximos
10 años 86

XVII
5.1 Proyección de Potencia 205
LISTA DE FIGURAS
N° DESCRIPCIÓN Página
1.1 Posición de los Fluidos dentro de un yacimiento 5
1.2 Porosidad al 47,6 % 6
1.3 Porosidad al 25,96% 6
1.4 Representación esquemática de la saturación del petróleo
contenido en alguna arena de formación 7
1.5 Esquema de volúmenes contenidos dentro de un volumen
especifico 7
1.6 Planta de Generación Secoya, 11 Mw. 12
1.7 Resistencia debida a la configuración de entrada y salida 32
2.1 Ubicación geográfica de los Campos Cuyabeno – Sansahuari 39
2.2 Esquema de Procesos correspondientes al Campo Cuyabeno 41
2.3 Manifold, Estación Cuyabeno 42
2.4 Separador de Producción Trifásico, Campo Cuyabeno, Capacidad
350000 BFPD 43
2.5 Separadores de Producción Campo Cuyabeno, en paralelo 43
2.6 Lavadores de gas (Scrubers), Estación Cuyabeno 44
2.7 Calentador 45
2.8 Tanque de lavado, Estación Cuyabeno 46
2.9 Línea (tubería) de Venteo 47
2.10 Teas o mecheros para quemar el exceso de gas asociado a la
producción de petróleo 48
2.11 Diagrama de procesos Estación Sansahuari 60
3.1 Generación eléctrica a partir de varias Fuentes de Energía 71
3.2 Ventana de Eficiencia de la Tecnología de Combustión Pobre
“Lean Burn” 75
3.3 Operación SG 76
3.4 Operación del motor GD 77

XVIII
3.5 Operación del motor dual (DF) 78
3.6 Diagrama de control del gas y velocidad 94
3.7 Ventana de Combustible Compartido 96
4.1 Clasificación de Compresores de acuerdo al Tipo 99
4.2 Curvas de compresión 100
4.3 Reducción de la potencia debida a las multietapas 106
4.4 Esquema de un contactor de flujo opuesto 114
4.5 Relación del número de bandejas sobre la depresión del punto de
rocío 117
4.6 Punto de Rocío para el agua es estado estable 118
4.7 Porcentaje en peso de agua removida, vs. Tasa de recirculación de
Glicol 118
4.8 Agua removida vs. Tasa de recirculación a varias concentraciones
de TEG (N = 1) 121
4.9 Agua removida vs. Tasa de recirculación a varias concentraciones
de TEG (N = 1.5) 121
4.10 Agua removida vs. Tasa de recirculación a varias concentraciones
de TEG (N = 2) 122
4.11 Agua removida vs. Tasa de recirculación a varias concentraciones
de TEG (N = 2.5) 122
4.12 Agua removida vs. Tasa de recirculación a varias concentraciones
de TEG (N = 3) 123
4.13 Calor específico del Trietlilenglicol a varias concentraciones 124
4.14 Conductividad Térmica para varias mezclas de TEG – Agua 125
4.15 Cuadro de selección de procesos para remover CO2 sin H2S 129
4.16 Diagrama de Procesos para Solvente Físico 132
4.17 Aplicación de Solvente Flúor para alto contenido de CO2 136
4.18 Diagrama de fuerzas sobre una gotita de líquido en un flujo de gas 138
4.19 Coeficientes de dragado para esferas rígidas 139
4.20 Separadores de Gas – Líquido 142
4.21 Configuración geométrica de la ubicación del extractor de niebla 147
4.22 Esquema de un separador vertical con extractor de niebla tipo bafle 148
4.23 Sección transversal, de un bafle 149

XIX
4.24 Distribución del espacio vertical 162
4.25 Perfil Montañoso Estación Cuyabeno – Pozo 21 173
4.26 Perfil Montañoso Estación Sansahuari – Pozo 21 176

XX
RESUMEN
El presenta trabajo reúne y explica la teoría necesaria para lograr captar y
optimizar el gas asociado a la producción de petróleo de los campos Cuyabeno –
Sansahuari, operados por PETROPRODUCCIÓN, para usar como gas
combustible, en una nueva central de generación eléctrica dotada de nuevas
tecnologías que hacen posible la combustión y combinación al mismo tiempo, de
dos combustibles no tradicionales, como: petróleo/gas en una ventana de
combustible compartido (fig. 3.7, pág. 96), que posibilitara generar energía
eléctrica para cubrir una demanda futura de 6 Mw. para los próximos 10 años de
explotación de los campos mencionados, todo a través de varias combinaciones
de los combustibles, sin necesidad de hacer paros forzosos, que evitarán:
pérdidas de producción asociadas a las falencias del actual sistema de
generación eléctrica, estimadas en (180000 Barriles al año).
El estudio empieza con el tratamiento de fundamentos teóricos, como
propiedades físicas, propiedades de flujo y propiedades termodinámicas del gas
asociado, que se utilizan de manera secuencial en todo el desarrollo del estudio,
se analiza el comportamiento físico químico del gas en diferentes condiciones de
presión y temperatura, se hace uso de varias técnicas expuestas especialmente
para el transporte, tratamiento y uso del gas asociado, también se estima el poder
calórico del gas que tendría después de recibir el tratamiento necesario.
Se establece el estado actual de los campos Cuyabeno – Sansahuari, con el
objetivo de obtener información básica y necesaria para entender los procesos
de producción del campo, para determinar y estimar la cantidad de energía
utilizada para el desarrollo de los mismos, en condiciones actuales de producción
y en condiciones de incrementos de producción planeados para los próximos
años, que planean subir la tasa de producción de 10000 barriles diarios hasta
14000 barriles diarios.
Para todo lo expuesto se determinan los parámetros y variables necesarias para
el diseño de facilidades que permitan el transporte y tratamiento del gas, todo
esto se concentra en el capitulo cuatro y de acuerdo al tratamiento de datos se

XXI
obtuvo información sobre las características del gas, determinando que la
cantidad y calidad del gas producidos en Cuyabeno y Sansahuari cubre el 30%
de calor útil necesario para generar 6 Mw. continuos de potencia eléctrica, que
representa un ahorro de 34411.36 barriles de combustible líquido (Petróleo), por
año. Cantidad que hace posible justificar la inversión inicial que es relativamente
alta, en el corto plazo (4 años), con una tasa interna de retorno del 34 %.
Todos los cálculos del análisis económico se hacen bajo la teoría beneficio costo,
se plantea dos alternativas de inversión, en la primera alternativa “A”, plantea un
escenario de inversión sin utilizar gas asociado, dando como resultado un
beneficio costo desfavorable para la inversión en corto plazo. En la segunda
alternativa “B”, se plantea el escenario de inversión que permite el uso del gas
asociado producido en el campo, bajo el análisis de beneficio costo el factor es
mayor que uno, justificando la inversión del proyecto. Tomando como base
precios históricos del petróleo ecuatoriano en los últimos cuatro años, para
proyectar los precios futuros que permiten hacer las estimaciones para encontrar,
los ahorros que se calculan en función, de la cantidad y calidad del gas asociado
para los próximos 10 años.

XXII
PRESENTACIÓN
El presente trabajo incorpora un estudio de las características físico - químicas del
gas asociado producido en las estaciones Cuyabeno y Sansahuri, con el objetivo
de captar y optimizar todo el gas, que se quema (98% y 86% del volumen
producido, respectivamente), en las mismas estaciones, para usar como
combustible en una planta de generación eléctrica, a partir de potencia mecánica
generada en motores de combustión interna Lean Burn, que integran nuevas
tecnologías para compartir combustibles fósiles, como gas/crudo, al mismo
tiempo.
El trabajo esta desarrollado en cinco capítulos que son: Fundamentos Teóricos,
Estado Actual de los Campos Cuyabeno – Sansahuari, Tecnologías Existentes
para Generación Eléctrica, Diseño del Sistema de Captación y Tratamiento de
Gas, Analisis Técnico – Económico del Proyecto
CAPÍTULO 1 . Indica los Fundamentos Teóricos, que incluye varios conceptos
puntuales como composición, posición del gas dentro de un fluido y las
propiedades fundamentales.
Se resume las categorías más importantes que tiene el gas desde un punto de
vista energético transcribiendo 61 ecuaciones tomadas de diferentes bibliografías
especializadas en tratamiento y diseño de sistemas de captación y tratamiento de
gas, necesarias para desarrollar y entender el comportamiento del gas en varios
estados de presión y temperatura,
CAPITULO 2 . Resume los procesos de producción de los principales fluidos
obtenidos en los 21 pozos del Campo Cuyabeno y los 11 pozos del Campo
Sansahuari, con el objetivo de entender y evaluar el estado actual, a través del
tratamiento de datos estadísticos de producción de un periodo completo de
producción (12 últimos meses), conseguidos en el campo para obtener la
información necesaria, que se resume en varios gráficos tablas y figuras, que
posibilitan una visión generalizada del estado y la demanda eléctrica de ambos
campos, que hace posible evaluar el consumo de combustible utilizado para cubrir

XXIII
la demanda eléctrica en todo el periodo de estudio
CAPITULO 3 . Describe varias de las tecnologías para generación eléctrica
desarrolladas para aprovechar la energía calórica de los combustibles fósiles no
tradicionales como, crudos pesados (22° API – 30 °A PI), conocidos como HFO y
gas asociado (20 % - 60%, Metano), es decir, integran nuevas tecnologías que
hacen posible la combinación y combustión de dos combustibles al mismo tiempo
en varias combinaciones, desde (97% – 15% gas y 100% - 3% crudo). Se plantea
las variables necesarias que hacen posible un preselección de la tecnología que
mejor se ajuste a los requerimientos técnicos, económicos y ambientales
CAPÍTULO 4 . Establece la los parámetros y requerimientos de diseño para
especificar los sistemas de tratamiento y facilidades para alcanzar los objetivos
planteados.
CAPÍTULO 5 . Presenta el Análisis Técnico y Económico, de los sistemas
actuales con los que opera ambos campos, se estima la cantidad de combustible
utilizado y el costo que representa la generación actual de (2.5 Mw. y
representaría se mantiene el sistema actual, se proyecta la cantidad de energía
necesaria para los próximos 10 años, que involucra un crecimiento en la
producción de 10000 barriles de petróleo por día, hasta los 14000 barriles,
planificados por PETROPRODUCCIÓN. Comparado con los costos que tendría
CAPITULO 6. Resume las conclusiones y recomendaciones, de modo
cuantitativo y cualitativo, que posibilitan entender el trabajo de manera rápida.
ANEXOS. Se incluye documentación tomada de las bibliografías utilizadas para el
desarrollo de presente trabajo, hacen posible los cálculos presentados.

1
CAPÍTULO 1
FUNDAMENTOS TEÓRICOS
1.1 GENERALIDADES DEL PETRÓLEO
El petróleo es el recurso energético más importante en la historia de la
humanidad; un recurso natural no renovable que aporta el mayor porcentaje del
total de la energía que se consume en el mundo.
La etimología de la palabra petróleo, Petro = roca y Oleum = aceite,
gramaticalmente significa aceite de roca.
Puede decirse que en mayor o menor escala, en muy variados sitios de la Tierra
existen emanaciones o resumideros que atrajeron la atención de los exploradores
en busca de posibles acumulaciones petrolíferas comerciales.
El petróleo se encuentra ocupando los espacios de las rocas porosas,
principalmente de las rocas areniscas y calizas. Es algo así como el agua que
empapa una esponja.
1.1.1 VISIÓN ENERGÉTICA GENERALIZADA
En el año 1990 el 86.3% de la energía contabilizada a nivel mundial se ha
desarrollado a partir de los combustibles fósiles. Según la administración de
información energética (EIA) de los Estados Unidos. Estima que para el año 2010,
los combustibles fósiles llevarán la posta con el 85.9% de toda la energía
consumida; habiendo una reducción de solo el 0,4% en su uso. Y que el consumo
del gas natural se incrementara del 20% al 24% para el mismo periodo.
A nivel mundial se hacen grandes esfuerzos para aprovechar las fuentes de gas
natural como nuevos recursos energéticos estimando un crecimiento del 2.3% por
año.
1.1.2 CLASIFICACIÓN
1.1.2.1 De acuerdo a la base del Petróleo Crudo
Las moléculas de los hidrocarburos presentes en los crudos tienen cientos de
miles de estructuras y configuraciones según la manera como se encuentren

2
unidas sus unidades constituyentes o átomos y el número y ubicación de estos
átomos.
A estos hidrocarburos se les ha clasificado en varias familias que se conocen
como series de hidrocarburos (parafínica, olefínica, nafténica, aromática,
diolefínica y cíclica) que existen en un determinado crudo, rara vez como una sola
serie, y más bien como una mezcla de series, cada una de las cuales tiene su
propia identidad y comportamiento, (ver tabla 1.1).
Con el fin de facilitar su identificación y usos, los hidrocarburos se han clasificado
según la caracterización fisicoquímica de los componentes de sus mezclas, en
varias familias o grupos de compuestos que tienen comportamientos promedios
similares, así:
1 n-parafinas o alcanos, CnH2n+2, son cadenas saturadas, lineales o
ramificadas, de gran estabilidad, como metano, hexano, decano, etc.
2 Iso-parafinas o iso-alcanos, CnH2n+2, sus compuestos isoméricos
tienen la misma forma molecular pero su estructura es diferente. Son
saturados y tiene grupos radicales combinados con uno de los
carbones de la cadena lineal; ej., metil pentano y dimetilbutano.
3 Nafténica, CnH2n, también metilénica, sus compuestos son
saturados, anillados o cíclicos. A pesar de tener la misma forma
condensada de las olefinas, esta serie nafténica no es cadena lineal.
Ejemplo, ciclobutano, ciclopentano, ciclohexano.
4 Aromáticas, CnH2n-6, o serie bencénica, son compuestos
químicamente muy activos, muy susceptibles de oxidarse para
formación de ácidos orgánicos
Tabla 1.1: Clasificación según el Crudo
BASE DEL CRUDO %NAFTÉNICOS % AROMÁTICOS % PARAFÍNICOS
Parafínica 22-32 12-25 46-61
Nafténica 61-76 8-13 15-26

3
Tabla 1.1: Continuación
Mixta 38-39 16-20 12-45
Fuente: Petroleum Engineering Handbook
1.1.2.2 De acuerdo a la Calidad
Esta clasificación tiene que ver con la gravedad API del crudo, es importante
porque del grado API depende su costo, a nivel mundial.
Tabla 1.2: Clasificación según la Gravedad API
ACEITE CRUDO DENSIDAD
(gr./cm³)
GRAVEDAD
Grados API.
Extrapesado >1.0 10
Pesado 1.0 - 0.92 10 - 22.3
Mediano 0.92 - 0.87 22.3 - 31.1
Ligero 0.87 - 0.83 31.1 - 39
Superligero <0.83 >39
Fuente: Petroleum Engineering Handbook
De acuerdo a la tabla 1.2, el petróleo producido en Cuyabeno – Sansahuari, cae
dentro de la clasificación de crudo mediano, ya que el API promedio de petróleo
es aproximadamente 26, (API es la abreviatura de American Petroleum Institute).
1.1.2.3 De acuerdo al contenido de Azufre
Por la cantidad de azufre contenida en el Crudo, se lo clasifica en Crudos dulces o
Agrios.
Tabla 1.3: Clasificación según el contenido de Azuf re
CLASIFICACIÓN % AZUFRE
Dulces <0.5
Agrios >1
Fuente: Petroleum Engineering Handbook
En referencia a los valores de la tabla 1.3, se puede clasificar al Petróleo de
Cuyabeno – Sansahuari, como un crudo tipo dulce.

4
1.1.3 YACIMIENTOS DE PETRÓLEO
Un yacimiento esta constituido por una capa de roca porosa que contiene una
cantidad considerable y variada de aceite, gas y/o agua que han sido atrapados
en una irregularidad geológica (trampa).
Cada yacimiento tiene sus características propias y nunca existirán dos
yacimientos iguales. Externamente los yacimientos varían en su localización,
profundidad, área, espesor, etc.
Internamente los yacimientos varían en el tipo de roca, la porosidad, la
permeabilidad, la saturación de agua, mecanismo de empuje, presión,
temperatura, etc.
1.1.3.1 Fluidos Presentes en un Yacimiento
Los yacimientos usualmente tienen tres fluidos:
1.1.3.1.1 Gas
El gas natural puede estar asociado al petróleo, libre en yacimientos no asociados
o yacimientos de gas. El estado y condición del gas depende de la presión y la
temperatura. El gas de Cuyabeno – Sansahuari esta asociado al petróleo, es decir
el fluido se encuentra subsaturado al fondo del pozo (no hay gas disuelto dentro
del pozo), al momento de ascender a superficie, el gas se desprende justo cuando
la presión de la columna se iguala a la presión de burbuja.
1.1.3.1.2 Petróleo
El petróleo crudo puede estar presente en cualquiera de las formas citadas en la
clasificación del petróleo (Ver tablas 1.1, 1.2, 1.3).
1.1.3.1.3 Agua
El agua esta generalmente asociada con la mayoría de los yacimientos, existen
dos tipos principales:
1 Aguas connatas: las cuales permanecen dentro de los espacios
porosos.
2 Agua de formación: circula a través de la roca almacén y tiende a

5
depositarse debajo de la acumulación gas/aceite, siendo conocida
esta zona como límite o contacto
1.1.3.1.4 Posición de los Fluidos en el Yacimiento
El petróleo flota sobre el agua contenida en las arenas subterráneas y trata de
alcanzar el nivel más alto posible. Sin embargo cualquier cantidad de petróleo y
gas que lleguen hasta una trampa detendrán su migración y se acumularán,
formando el yacimiento. La figura 1.1, muestra un esquema de posición que
ocupa cada fluido dentro de un yacimiento y por la diferencia de densidades se
puede asegurar que el orden siempre será: gas, petróleo y agua.
Desde la parte superior de la figura 1.1, zona roja gas, zona negra petróleo y
zona azul agua.
Figura 1.1: Posición de los fluidos dentro de un yacimiento
1.1.3.2 Características
Las propiedades fundamentales de los yacimientos son:
1.1.3.2.1 Porosidad
La porosidad se define como la proporción del espacio vacío para el volumen de
la misma roca, puede expresarse en porcentaje. Por tanto es una medida del
porcentaje de volumen total (fracción) de la roca ocupada por espacios (poros),
sirve para determinar la capacidad de almacenamiento de la roca y esta en
función de: tamaño, forma y ordenamiento de los granos, también el grado de
compactación y cementación de la roca.
Los valores de porosidad oscilan entre:

6
0 – 5 % Despreciable
5 – 10 % Pobre
10 – 15 % Regular
15 – 20 % Buena
20 – 40 % Excelente
Los poros proveen el volumen para almacenar los hidrocarburos pero las
gargantas del poro restringen el flujo de los fluidos, ver (Fig. 1.2, 1.3).
Figura 1.2: Porosidad al 47,6%
Figura 1.3: Porosidad al 25,96%
1.1.3.2.2 Permeabilidad (K)
La permeabilidad (K) es una medida de la facilidad con la cual los fluidos pueden
fluir a través de un medio poroso. Para que exista una buena permeabilidad los
poros de la roca deben estar conectados unos con otros.
La permeabilidad esta expresada en milidarcys (md) La tasa de flujo de fluidos a
través del yacimiento depende de:
1 Caída de presión
2 Viscosidad de fluido
3 Permeabilidad
Grandes granos producen altas permeabilidades y grandes tasas de flujo. Granos
pequeños pueden llevar a bajas permeabilidades y pequeñas tasas de flujo. La
permeabilidad y la porosidad pueden estar relacionadas.

7
1.1.3.2.3 Saturación
Esta definida como la fracción del volumen poroso ocupado por un fluido dado,
(Fig. 1.4 y 1.5).
Saturación de aceite = (So) = fracción porosa ocupada por aceite
Saturación de gas = (Sg) = fracción porosa ocupada por gas
Saturación de agua = (Sw) = fracción porosa ocupada por agua
ec(1.1) poralespacio
espedíficoFluido
V
VSaturación
−
−=
Figura 1.4: Representación esquemática de la saturación de petróleo contenido
en alguna arena de formación
Cantidad de agua por unidad de volumen = Φ Sw
Cantidad de hidrocarburos por unidad de volumen = Φ (1 - Sw)
Figura 1.5: Esquema de volúmenes contenidos dentro de un volumen especifico
1.1.3.2.4 Punto de Burbuja (Pb)
Es la presión a la cual aparece la primera burbuja de gas que sale del petróleo,
Granos de arena
de Formación
Petróleo
Espacio Poroso
Matriz φ
Agua
Hidrocarburo φ (1-Sw)
φ Sw

8
para cada yacimiento el punto de burbuja se determina en laboratorio.
En la práctica, la temperatura del yacimiento permanece constante. Por lo tanto
mientras mayor sea la presión en él, más pies cúbicos de gas habrá en solución
por barril de petróleo. Pero a medida que el pozo produce y la temperatura
practicamente permanece constante, la presión disminuye hasta un cierto punto,
entonces llega un momento en que el gas en solución, será igual que el volumen
de gas que el petróleo puede retener en solución.
1.1.3.2.5 Razón de Gas/Petróleo en Solución (GOR)
Bajo las temperaturas y presiones que existen en el yacimiento, cada barril de
petróleo tiene cierta cantidad de gas disuelta en él. Este gas esta disuelto en el
petróleo y el gas se desprende de la solución formando pequeñas burbujas, lo
mismo sucede cuando se perfora un pozo en un yacimiento de petróleo, es decir
el gas sale de la solución y se extrae junto con el petróleo.
Por varios métodos, se toman muestras de petróleo del fondo del pozo y se
determina la cantidad de gas en solución por barril. En pies cúbicos de gas a
varias presiones. A esto se conoce como relación gas/petróleo en solución.
1.1.3.2.6 Factor de Volumen en Formación
El gas en solución dentro del petróleo causará que ocupe un mayor volumen en el
petróleo solo, sin gas. Así un barril de petróleo en el yacimiento reduce su
volumen cuando se ha extraído a la superficie, porque el gas ha dejado la
solución, el factor del volumen se determina en laboratorio, y se usa en la
ingeniería de petróleos para determinar la reducción del volumen en el petróleo.
1.1.3.3 Migración y Acumulación de Petróleo y Gas
La cantidad de petróleo y gas formados en un lugar pueden ser bastante
pequeñas. Se ha encontrado que casi el 90% de los pozos exploratorios tienen
por lo menos un poco de petróleo y gas.
Para que se forme un depósito comercial de petróleo o gas natural, deben existir
tres cosas necesarias:
� Una formación rocosa en que se forme el petróleo;
� Una roca porosa, donde se almacene el petróleo;
� Una capa impermeable que selle el petróleo dentro de la roca porosa.

9
1.1.4 GAS NATURAL
La composición del gas natural es variable, antes de extraerse del yacimiento su
composición varia, además hay que tener en cuenta que la composición es
diferente incluso dentro del mismo campo.
1.1.4.1 Componentes
El componente primario del gas natural en una prueba corta sobre una ligera
molécula de hidrocarburo es, metano (CH4, >90% molar), aunque también
contiene hidrocarburos gaseosos tales como el etano (C2H6), propano (C3H8) y
butano (C4H10), y gases inertes tales como el helio (He), dióxido de carbono
(CO2), nitrógeno (N2), y pequeñas cantidades de Sulfatos de Hidrógeno (H2S),
agua y odorizantes, también pueden estar presentes pequeñas cantidades de
mercurio. Aunque las cantidades exactas en la composición dependen del tipo de
yacimiento del que se extrae.
1.1.4.2 Precio
El precio del gas natural varía dependiendo de la localidad y tipo de consumidor,
pero como referencia el precio promedio del gas natural desde enero hasta
diciembre del 2007 fue de $ 3.72 por millón de Btu, o alrededor de $ 12.69 por
Mw./h. [R]
Ecuador importa alrededor del 80% del gas que se consume y produce un 20% de
gas comercial.
1.1.5 GAS ASOCIADO
El gas asociado es un derivado natural del petróleo crudo, obtenido por
separación en las facilidades de superficie de los campos petroleros, posee
menos metano que el gas natural y en general tiene mayores fracciones de gas
de hidrocarburos pesados C2+ como el etano, propano, butano, pentano, hexano,
normal butano, isopentano etc.
1.1.5.1 Componentes
La composición del gas asociado es variable, antes de extraerse del yacimiento
su composición varia, además hay que tener en cuenta que la composición es
diferente incluso dentro del mismo campo, por la producción de petróleo de

10
diferentes arenas productoras.
El componente primario del gas asociado natural en una prueba de cromatografía
realizada en laboratorio es: Metano (CH4, 20% – 40% molar), Etano (C2H6),
Propano (C3H8), Isopropano (C3H8), normal Butano (C4H10), Isobutano y normal
Pentano (C5H12), gases inertes como, Dióxido de carbono (CO2), Nitrógeno (N2), y
pequeñas cantidades de Sulfatos de Hidrógeno (H2S) y Agua. Las cantidades
exactas de la composición dependen del tipo de yacimiento (arena productora)
del que se extrae.
1.1.5.1.1 Metano
El metano es el hidrocarburo alcano más sencillo, es un gas. Su fórmula química
es CH4. Cada uno de los átomos de hidrógeno está unido al carbono por medio de
un enlace covalente. Es una sustancia no polar que se presenta en forma de gas
a temperaturas y presiones ordinarias. Es incoloro y apenas soluble en agua en
su fase líquida.
1.1.5.1.2 Etano
El etano es un hidrocarburo alifático alcano con dos átomos de carbono, de
fórmula C2H6. A condiciones normales es gaseoso y un excelente combustible.
Su punto de ebullición está en -88 °C. Se encuentra en cantidad apreciable en el
gas natural.
1.1.5.1.3 Propano
El propano es un gas incoloro. Pertenece a los hidrocarburos alifáticos (los
alcanos). Su fórmula química C3H8. Las mezclas de propano con el aire pueden
ser explosivas con concentraciones del 1,7 - 9,3 % del volumen en propano que
los contiene. Cuando se quema produce una llama amarillenta que libera ciertas
cantidades de hollín.
A temperatura ambiente es inerte frente a la mayor parte de los reactivos aunque
reacciona por reacción radical aria por ejemplo con el bromo en presencia de luz.
En elevadas concentraciones el propano tiene propiedades narcotizantes.
1.1.5.1.4 Butano
El butano (también llamado normal butano) es un hidrocarburo saturado,

11
parafínico o alifático, inflamable, gaseoso que se licua a presión atmosférica a -0,5
°C, formado por cuatro átomos de carbono y por diez de hidrógeno, cuya fórmula
química es C4H10. También puede denominarse con el mismo nombre a un
isómero de éste gas: el isobutano o metilpropano.
Como es un gas incoloro e inodoro, en su elaboración se le añade un odorizante
(generalmente un mercaptano) que le confiere olor desagradable. Esto le permite
ser detectado en una fuga, porque es altamente volátil y puede provocar una
explosión.
1.1.5.1.5 Dióxido de Carbono
El dióxido de carbono (CO2) es una molécula. A pesar de que el dióxido de
carbono existe principalmente en su forma gaseosa, también tiene forma sólida y
líquida. Solo puede ser sólido a temperaturas por debajo de los -78 oC. El dióxido
de carbono líquido existe principalmente cuando el dióxido de carbono se disuelve
en agua.
El dióxido de carbono solamente es soluble en agua cuando la presión se
mantiene constante. Cuando la presión desciende intentará escapar al aire,
dejando una masa de burbujas de aire en el agua.
1.1.5.2 Propiedades
Las propiedades de cada elemento que componen el gas, se indican en el anexo
1.1.
1.1.5.3 Contenido Energético y Precio
El gas asociado natural es una fuente de energía valiosa, se caracteriza por el
poder calórico alto (de aquí su nombre “Gas aliente”). El poder calórico calculado
del gas asociado de Cuyabeno y Sansahuari en condiciones actules es de 900
Btu/pies³, (≈ 0.3956 Kwh.).
En la actualidad el gas asociado se utiliza como combustible, puntualmente en la
estación Secoya, Campo Libertador perteneciente a PETROPRODUCCIÓN,
donde los grupos electrógenos gas/crudo pueden variar la cantidad de gas desde
un 97 % carga máxima, y una mínima de 0 % gas, o 100 % crudo, (Fig. 1.6).

12
[Cortesía Petroproducción, Sección Energética, Foto: Luis Montalván]
Figura 1.6: Planta de Generación Secoya, 11 Mw.
La figura 1.6, indica la planta de generación eléctrica, que opera con grupos
electrógenos, dotados de nuevas tecnologías para la combustión de combustibles
combinados es decir, gas/crudo o solo crudo.
El costo del gas asociado para Petroproducción en la estación Cuyabeno –
Sansahuari, corresponde a los costos operacionales; tratamiento y control del flujo
hasta las teas donde una parte se quema y la otra se ocupa en los calentadores
de agua, se estima que esta alrededor de USD. 0.005/MBtu.
1.1.5.3.1 El Gas como Fuente de Energía del Yacimiento
En un reservorio de petróleo y gas, el gas puede ayudar a la producción del pozo,
al estar presente en el petróleo hace que la columna de petróleo en la sarta de

13
producción sea menos pesada y más fácil de extraer a la superficie.
La naturaleza proporciona el gas bajo presión, esta presión representa energía
almacenada, que hace posible la producción del pozo.
1.1.5.3.2 El Gas como Fuente de Hidrocarburos Líquidos
El gas producido se procesa en refinerías donde se extrae gasolina, y una
cantidad razonable de hidrocarburos líquidos, como el butano y el propano, se
recuperan para usar como combustibles y materias primas en la fabricación de
substancias químicas.
1.1.5.3.3 El Gas como Fuente de Combustible
Después recibir un tratamiento adecuado el gas asociado, puede usarse como
combustible para maquinaria, que consiste cerca del 90% en gases ricos, y el 10
% en gases inertes (CO2, H2).
1.1.5.4 Transporte y Almacenamiento del Gas
La mayor dificultad del uso del gas es la transportación y almacenaje debido a su
baja densidad. Las tuberías de gas natural son económicas, pero son poco
practicas a lado de las vías o centros poblados.
En la actualidad el gas asociado que es recuperado con la producción de petróleo,
no puede ser vendido rentablemente, y simplemente se quema en el campo. Esta
práctica derrochadora en muchos países petroleros, esta recibiendo mucha
atención especialmente de la Asociación de los sectores público y privado que
forman parte de la GGRF (Reducción Mundial de la Quema de Gas). Para
emprender proyectos sobre normas de aplicación voluntaria para la reducción de
la quema y venteo de gas.
Adicionalmente, las compañías reconocen que el valor del gas se puede
recuperar con sistemas de captación, y utilizar como gas combustible en grupos
electrógenos que operan con gas/crudo, diesel/gas, o simplemente gas.
En algunos casos el gas puede ser reinyectado a los pozos, para ser guardado
como reservorio de gas en épocas cuando cae la producción o hay escasez,
también se almacena en superficie en tanques esféricos como un fluido es decir
gas licuado de petróleo.

14
1.1.5.5 Contaminación
Se da principalmente por la quema ineficiente y venteo del gas asociado, viene a
ser un fenómeno natural o provocado, intencionalmente o no, pero que incide en
la composición normal físico química y biológica de la atmósfera y los
alrededores. Por citar un ejemplo de tantos, al mantener una tea prendida todo el
tiempo provoca una disminución del 30% en la población de insectos
aproximadamente 40 Km. A la redonda, ya que estos son atraídos por el brillo de
la candela y al acercarse se queman, haciendo hostil las actividades naturales en
sus múltiples facetas y a la vida misma.
1.2 PROPIEDADES FÍSICAS DE LOS FLUIDOS
1.2.1 GRAVEDAD ESPECÍFICA
1.2.1.1 Líquidos
La gravedad específica de un líquido es la razón de la densidad del líquido a 59
˚F. (15 ˚C.) para la densidad de agua pura.
ec(1.2) 4.62
ρ=lGE
Donde.
ρ = densidad de la fase líquida, [lb/pies³]
62.4 = densidad del agua @ 59 °F
La gravedad API esta relacionada con la gravedad específica.
ec(1.3)
5.1315.141
lGEAPI
−=o
)1(. == agualiquidoundeEspecificaGravedadGEDonde l
1.2.1.2 Gases
La gravedad especifica de un gas es la razón de la densidad del gas para la
densidad del aire en condiciones estándar de presión y temperatura 59 ˚F y 14.7
psia (15 ˚C y 1 atm). La gravedad específica también podría ser relacionada con
el peso molecular por la ecuación (1.2).

15
ec(1.4)
29
PMGEg =
][
)1(
lbmolMolecularPesoPM
airegasdelespecificaGravedadGE
Donde
g
=
==
En la mayoría de casos la gravedad específica del gas esta siempre referida
dentro de los términos de condiciones estándar de presión y temperatura por ende
se puede utilizar la ecuación 1.3 donde el peso molecular del gas se conoce.
1.2.2 DENSIDAD
El peso especifico de una sustancia por unidad de volumen que es usualmente
expresado en unidades de masa por longitud al cubo (3−ML ). En ingeniería
comúnmente llamado densidad.
1.2.2.1 Densidad de la Fase Gaseosa
La densidad de un gas en algunas condiciones de presión y temperatura puede
ser determinada por analogía con la densidad del aire a condiciones estándar de
presión y temperatura 60 ˚F y 14.7 psia (520 ˚R y 1 atm) es 0.0764 3/ pieslb .
Por lo tanto la densidad del gas esta dada por:
ec(1.5) ( )( )
=
zT
T
p
pGE a
agg
10764.0ρ
ec(1.6) zT
PGEgg *
*70.2=ρ
ec(1.7) zT
PPMg **29
*70.2=ρ
ec(1.8) zT
PPMg *
*093.0=ρ
]/[ 3pieslbgasdeldensidad
Donde
g =ρ
][Pr psiaesionP
gasdelespecificaGravedadGEg
=
=

16
][
][
lbmolMolecularPesoPM
ilidadcomprensibdefactorz
RaTemperaturT
=== o
Deducción de las ecuaciones 1.6 y 1.8:
La densidad del gas a condiciones estándar de presión y temperatura es por
definición:
gstd GE*0764.0=ρ
El volumen de una libra de gas esta dado por el volumen específico como:
ρ1=V
La ecuación de estado para un gas se ha determinado en base a cálculos de
ingeniería como:
kzT
PV =
Para cualquier gas comparando su ecuación de estado en condiciones estándar
a las condiciones reales:
ZT
P
zT
VP
zT
VP
stdstd
std
**0764.0*1*520
7.14
*
*
*
*
ρ=
=
zT
PGEg
*
*70.2=ρ
zT
PPM
PMGEg
*
*093.0
29
=
=
ρ
1.2.2.2 Densidad de la Fase Líquida
Por ejemplo, un pie cúbico de agua fresca pesa 62.4 lb, por tanto, la densidad del
agua fresca será 62.4 lb/pie³. Este valor es tomado como estándar en proporción

17
con algún otro líquido o sólido.
La densidad para una mezcla, petróleo agua, la expresión 1.6 sirve para
determinar la densidad de la mezcla.
ec(1.9)
++
+=
WOR
WORGE
WORGE WoL 11
124.62ρ
Donde:
1
Re3
===
=
aguadelespecificaGravedadGE
crudodelespecificaGravedadGE
STBpieslationOilWaterWOR
w
o
1.2.3 COMPRENSIBILIDAD DE LOS GASES (Z)
1.2.3.1 Gases Puros
Cuando se maneja gases a bajas presiones, las relaciones para gases ideales
son convenientes y generalmente una herramienta satisfactoria. Pero para medir y
calcular gases a presiones altas, el uso de las relaciones para gas ideal pueden
presentar un porcentaje alto de error, como el 500 %, comparado con el 2 % de
error a condiciones atmosféricas.
Existen muchas ecuaciones de estado PVT que han sido propuestas, para
representar las relaciones de presión, volumen, y temperatura de los gases, y
resultan ser complejas tanto que es necesario un software de computación para
resolverlas en un corto tiempo, los procedimientos computacionales proveen una
corrección del factor, z, para el volumen computado con la ecuación de gas ideal
que es convertido al volumen correcto de gas real.
ec(1.10) TRnZ
PM
TRmZPV ==
El factor de comprensibilidad, z, es un parámetro adimensional independiente de
la cantidad de gas y determinado por las características del gas, la temperatura y
la presión. Por esta razón cuando se conoce el factor z, los cálculos de relación
entre presión, temperatura y volumen se hacen con facilidad tanto para presiones

18
bajas y altas, la GPSA proporciona un gráfico para determinar Z de modo rápido y
simple, (anexo 1.2)
1.2.4 FLUJO DE GAS
Un flujo de gas real, siempre estará en función de la presión, temperatura y
compresibilidad del gas. A condiciones del recipiente que los contenga
(condiciones actuales), el flujo de gas, estará dado por:
ec(1.11) s
)()( T
ZT
P
PQQ at
estándargactualg ×=
Donde:
atP = Presión a condiciones estándar, 14.73 [psi].
P = Presión a condiciones actuales, [psi].
Ts = Temperatura a condiciones estándar, 520 [°R].
T = Temperatura a condiciones actuales, [°R].
Z = factor de compresibilidad a condiciones actuales, adimensional.
ec(1.12) 520
73.14)()(
ZT
PQQ estándargactualg ×=
1.2.5 VISCOSIDAD
Esta propiedad de los fluidos indica la resistencia a fluir. La viscosidad es una
propiedad dinámica, y solo se puede medir cuando el fluido esta en movimiento.
Hay dos expresiones de viscosidad, absoluta o dinámica, µ , y la viscosidad
cinemática,γ . Estas expresiones se pueden relacionar con la siguiente expresión.
ec(1.13) ρµγ =
centipoiseabsoluta,viscosidadµ
:Donde
=
centistoke,cinematicaviscocidadγ =
3gram/cmdensidad,ρ =
La viscosidad cambia con la temperatura; la viscosidad de los líquidos decrece

19
con incrementos de temperatura, mientras que la viscosidad de los gases decrece
inicialmente con incrementos de temperatura y luego se incrementa con
incrementos de temperatura.
La siguiente ecuación relaciona los términos de viscosidad, gravedad y
temperatura fue desarrollada por Beggs y Robinson después de observar 460
sistemas de petróleo, ecuación 1.14.
ec(1.14) 110 −= xµ
][,cos
:
cppetroleodelidadvis
Donde
=µ
APIcrudodelGravedadG
FpetroleodelaTemperaturT
Gz
y
Tyxz
o
o
,
,
02023.00324.3
10
)( 163.1
=
=
−==
= −
Los datos utilizados para obtener esta relación fueron entre 16˚ y 58˚ API y 70 ˚F
hasta 295 ˚F.
El (anexo 1.3) puede ser usado para determinar la viscosidad de un hidrocarburo
gaseoso en varias condiciones de presión y temperatura, si la gravedad específica
del gas en condiciones normales se conoce.
1.2.5.1 Hidrocarburos en fase Líquida o fase Vapor
La cantidad de hidrocarburos líquidos existentes en la fase gaseosa o la fase
líquida en cualquier punto dentro de los procesos se determina por cálculos
rápidos.
Se sabe que para una presión y temperatura dada cada componente hidrocarburo
de la mezcla podría estar en equilibrio, la fracción molar de los componentes en
la fase gaseosa dependerán no solo de la presión y temperatura, si no también de
la presión cada componente. Por lo tanto, la cantidad de gas dependerá de la

20
composición del fluido como de la fracción molar de uno o varios componentes
dentro de la fase gaseosa. Esto se entiende mejor cuando se asigna un valor de
“K” para cada componente, donde el valor de K es una función intrínseca de la
presión, temperatura y la composición de la fase líquida o vapor, y se define
como:
ec(1.15) LL
VVK
N
NN /
/=
Donde:
NK = Constante para cada componente N del gas a una presión y temperatura
dada.
NV = Número de moles del componente N en la fase vapor.
V = Moles totales en la fase vapor.
NL = Número de moles del componente N en la fase líquida.
L = Moles totales en la fase líquida.
La GPSA (Gas Processor Suppliers Association), ha graficado los valores de K
para los componentes mas importantes presentes en una mezcla de
hidrocarburos gaseosos, tal como se indica en el anexo 1.4, las figuras 1.4.1
hasta 1.4.8. Como antecedente los valores de K están dados para una presión de
convergencia especifica de 2000 psia.
Si se conoce, NK de cada componente y la relación de moles totales de vapor
para las moles de líquido (V/L), entonces se puede determinar el número de
moles en la fase líquida NL , y el número de moles en la fase vapor NV , con la
ecuación 1.16 y 1.17.
ec(1.16) N
NNN
KLV
FKV
+=
)/(
1

21
ec(1.17) 1)/( +=
LVK
FL
N
NN
Donde:
NF = Moles totales del componente N dentro del fluido
ec(1.18) NNN LVF +=
Para resolver las ecuaciones 1.16 y 1.17, es necesario conocer las cantidades de
V y L, pero ambos valores se pueden determinar asumiendo NV y NL por solución
iterativa. Como se detalla a continuación.
1. Estimar un valor para la relación (V/N), y calcular NV y NL para cada
componente, asumiendo que se obtendrá el total de moles de gas (V)
y líquido (L).
2. Comparar los valores con respecto al calculado para el valor de la
relación (V/L) asumida.
3. Interpolar los valores calculados.
4. Todos estos pasos se facilitan al usar la siguiente relación:
ec(1.19) )/(1 LV
FL
+=
1.2.6 CARACTERÍSTICAS DE LAS CORRIENTES DE FLUJO
Una vez obtenidas las composiciones moleculares tanto de líquidos y gaseosos,
es posible determinar las propiedades y tasas de flujo del gas/líquido para las
corrientes de flujo.
1.2.6.1 Peso Molecular de una Mezcla Gaseosa y Líquida
El peso molecular de la corriente se calcula con la media ponderada del peso
molecular del gas y el líquido y esta dada por:
Gas

22
ec(1.20) [ ]
V
PMVMW NN∑=
)(*
Líquido
ec(1.21) [ ]
L
PMLMW NN∑=
)(*
La gravedad específica de la fase líquida, se puede determinar a partir de la
ecuación 1.2, entonces:
4.62
ρ=lGE
∑∑=
N componente delVolumen
N componente del pesoρ
N
lGE
ρN componente del masa
N componente delVolumen
N componente delVolumen
N componente del peso
4.62
1
=
=∑∑
4.62
N componente del masa N componente delVolumen
×=
lGE
∑=NlGE )(
N componente del masa
62.4
1 N componente delVolumen
N
Nl
l
PM
GE
GE
×=
=∑
∑
NL N componente del masa
)(
N componente del masa
N componente del masa
ec(1.22) [ ]
∑
∑
×
×=
Nl
N
Nl
GE
PM
PMGE
)(
L
L
N
N
1.2.6.2 Proporción de Gas presente en un Flujo
Si la proporción de flujo se conoce en moles por día, entonces el número de
moles de gas por día puede ser determinado con la siguiente relación:

23
ec(1.23)
)/(
11
LV
FV
+=
Donde:
V = Flujo de gas, [moles /día]
F = Flujo total, [moles/día]
L = Flujo de líquido, [moles/día]
Una vez conocido la proporción de flujo de gas, entonces el flujo en pies cúbicos
estándar se determina recordando que un mol de gas ocupa 380 pies cúbicos en
condiciones estándar. Por lo tanto:
ec(1.24) 1000000
380VQg =
Donde:
gQ = Flujo de gas, [MMPCD]
1.3 PROPIEDADES DE FLUJO
Este acápite presenta conceptos básicos para calcular pérdidas de presión dentro
de líneas de flujo, válvulas y accesorios, que transportan gas principalmente, y
termina con el análisis de las ecuaciones planteadas para determinar las pérdidas
de presión.
1.3.1 CONCEPTOS BÁSICOS
1.3.1.1 Número de Reynolds
El número de Reynolds es un parámetro adimensional que relaciona las
cantidades de fuerzas inerciales para fuerzas viscosas. Puede ser expresado por
la ecuación 1.25.
ec(1.25) ∗=µ
ρDvRe

24
Donde:
Re = Número de Reynolds
ρ = Densidad,
3pies
lb
D = Diámetro interno de la tubería, [pies]
v = Velocidad del fluido, [pies/s]
∗µ = Viscosidad,
spies
lb
El número de Reynolds puede ser expresado en términos más convenientes.
1.3.1.2 Número de Reynolds para Líquidos
ec(1.26) ( )( )
µd
QGE LL1.92Re=
Donde:
LGE = Gravedad específica de la fase líquida relativa a la del agua.
LQ = Flujo de Líquido, [BPD]
d = Diámetro interno de la tubería, [pulg]
µ = Viscosidad, [cp]
1.3.1.3 Número de Reynolds para Gases
ec(1.27) µd
GEQ gg ×= 20100Re
Donde:
LGE = Gravedad específica del gas a condiciones estándar (aire=1)
gQ = Flujo de Gas, [MMPCD]
d = Diámetro interno de la tubería, [pulg]
µ = Viscosidad, [cp]
Deducción de la ecuación 1.27:
∗=µ
ρ actualDvRe
Donde

25
actualv = Velocidad actual del gas,
s
pies
( )( ) ( )( )( ) ( )ZT
PGE
ZT
pGE g
gg 70.21520
7.140764.0 =
=ρ
12
dD = [pulg]
1488
µµ =∗ [cp]
p
actualactual A
Qv =
gQ , esta en MMPCD, actualQ , en
s
pies3
520
7.14)()(
ZT
PQQ estándargactualg ×= ec(1.12)
=×××××=
s
pies
P
TZQZT
Ps
h
h
día
MMPCD
piesQQ g
estándargactualg
336
)()( 327.0520
7.14
3600
1
24
110
( )( ) [ ]22
lg1444
pud
Ap
π=
Remplazando, se tiene:
µd
GEQ gg ×= 20100Re
1.3.1.4 Régimen de Flujo
El régimen de flujo describe cual es la naturaleza del flujo, hay dos regimenes de
flujo básicos para los fluidos en fase simple: Flujo laminar y flujo turbulento.
Para el flujo Laminar se ha demostrado experimentalmente que existe para
números de Reynolds menores a 2000 y el flujo turbulento a números de
Reynolds mayores a 4000, para los números de reynolds entre 2000 y 4000 se
dice que el fluido esta en zona de transición, pudiendo ser flujo laminar o
turbulento.

26
1.3.1.5 Ecuación de Darcy - Weisbach
Esta ecuación, a veces llamada la ecuación de Weisbach o la ecuación de Darcy
– Weisbach, establece que, las pérdidas de presión debidas a la fricción entre
dos puntos dentro de una sección circular de un tubo completamente lleno es
proporcional a la velocidad y longitud del tubo e inversamente proporcional al
diámetro del tubo, esto puede ser escrito así:
ec(1.28) gD
VLfH L 2
2
=
Donde:
HL = Pérdidas por fricción, [pies]
L = Longitud del tubo, [pies]
d = diámetro del tubo, [pies]
f = factor de proporcionalidad (fricción).
g = 32.174, [(pies)/(s²)]
1.3.1.6 Factor de Fricción de Moody
Llamado factor de proporcionalidad, se determina en base al diagrama de Moody
(anexo 1.5), en general el factor de fricción es función del número de Reynolds, y
la rugosidad relativa de la tubería.
ec(1.29) =
d
εRugosidad relativa
A menudo se evalúa en función del factor de Fannigan, que es igual a un cuarto
del factor de Moody es decir:
ec(1.30) fm ff 4=
Observación:
La ecuación de Darcy asume que la densidad es constante sobre la sección entre
los puntos de entrada y salida, asumir esto es válido para flujo de fluidos
compresibles, pero es incorrecto para fluidos compresibles, donde la densidad es
una función de la presión y temperatura.

27
1.3.2 ECUACIONES DE FLUJO PARA FLUIDOS COMPRESIBLES
En el diseño de tuberías para transportar fluidos líquidos, gaseosos o la mezcla de
ambos, de un lugar a otro, implica hacer la selección del diámetro y espesor de
pared de los tubos, para que cumplan con los requerimientos internos, como
pérdidas de presión y tasas de presión admisibles necesarias para desarrollar el
proceso de transporte de fluidos.
1.3.2.1 Flujo Isotérmico
El estado isotérmico (Temperatura Constante) de un flujo de gas dentro de una
línea de flujo, esta definido por la ecuación general de la energía desarrollada
para flujos compresibles como:
ec(1.31) ( )5.2
22
211
77.38 dZTLGE
PP
fE
P
TQ
fs
sg
−
=
Donde:
gQ = Flujo de gas a condiciones estandar,
día
pies3
sT = Temperatura estándar = 520 [°R] (Especificación ANSI 2530)
sP = Presión estándar = 14.73 [psia]
E = Factor de eficiencia de la tubería, generalmente = 1, diferente de uno si el
campo indica otra cosa, adimensional.
ff = Factor de fricción Fanning, adimensional.
1P = Presión a la entrada [psia]
2P = Presión a la salida [psia]
GE= Gravedad Específica del gas relativa al aire.
L = Longitud de la línea, [millas]
T = Temperatura promedio, [°R]
Z = Compresibilidad promedia de los gases, adimensional
d = diámetro interno de la línea, [pulgadas]
La ecuación 1.31, es completamente general para el estado del flujo y
adecuadamente relaciona las variaciones del factor de comprensibilidad, energía
cinética, presión, y temperatura para cualquier sección de una línea típica. Pero la

28
solución, involucra conocer un valor adecuado del factor de fricción, ff , Por lo
tanto la representación de este factor es necesaria para la validación de la
ecuación 1.31, para obtener la ecuación 1.31, se hace varias consideraciones que
simplifican la solución, por ejemplo: para secciones de líneas de flujo de alta
presión, los cambios en la energía cinética del gas son despreciables, y se
asumen igual a cero, también es posible asumir que la temperatura del gas es
constante en un valor promedio para la sección considerada, y también se asume
un valor constante para el factor de compresibilidad para valores caracterizados
por el promedio de temperatura y presión del gas, los efectos ocasionados por el
término de elevación se asumen en un valor promedio de presión.
ec(1.32)
+−+=
21
21213
2
PP
PPPPP
1.3.2.2 Ecuación de Weymouth
La ecuación de Weymouth, publicada en 1912, evalúa el coeficiente de fricción
como una función del diámetro del tubo.
ec(1.33) 3/1
008.0
df f =
ec(1.34) 6
18.11
1d
f f
=
Sustituyendo, la ecuación 1.34, en la ecuación general (1.31), se obtiene la
ecuación de Weymouth.
ec(1.35) ( ) 667.2
22
215.433 d
ZTLGE
PPE
P
TQ
s
s
−
=
La ecuación de Weymouth, se aplica solo para ciertos diámetros y rugosidades, y
dentro de la región de turbulencia parcialmente desarrollada, no es valida, se
puede aplicar para flujo completamente turbulento aplicando ciertos factores de
corrección determinados a partir del sistema al cual se esta aplicando.
1.3.2.3 Ecuación “A” de Panhandle
Publicada en 1940, Panhandle Eastern Pipe Line Company desarrollo una fórmula

29
para calcular flujo de gas en líneas de transmisión, las cuales se conocen como la
ecuación “A” de Panhandle. Esta ecuación usa las siguientes expresiones para el
número de reynolds y el factor de fricción.
ec(1.36) d
GEQ1934Re=
ec(1.37) ( ) 07305.0
07305.0
Re872.6221.71 =
=d
GEQ
f f
El factor de fricción asume un número de Reynolds entre 5 y 11 millones.
Sustituyendo la ecuación 1.37, en la ecuación general de energía (1.31), la
ecuación de Panhandle “A” es:
ec(1.38) ( )6182.2
5392.0
853.0
22
21
0788.1
87.435 dZTLGE
PPE
P
TQ
s
sg
−
=
Esta ecuación fue propuesta para reflejar el flujo de gas a través de tubos
alisados, cuando se ajusta el factor E = 0.92, la ecuación se ajusta
razonablemente para flujo parcialmente turbulento, la ecuación es menos precisa
cuando el flujo se incrementa, muchos usuarios de la ecuación “A” de Panhandle
asumen un factor E = 0.92.
1.3.2.4 Ecuación “B” de Panhandle.
Una nueva revisión de la ecuación “A” de Panhandle fue publicada en 1956, se la
conoce como la ecuación “B” de Panhandle y solamente incorpora un ligero
cambio en el número de Reynolds. El factor de fricción usado es:
ec(1.39) ( ) 01961.0
01961.0
Re49.1670.161 =
=d
GEQ
f f
Sustituyendo la ecuación 1.39, en la ecuación (1.31), se obtiene:
ec(1.40) ( )53.2
51.0
961.0
22
21
02.1
737 dZTLGE
PPE
P
TQ
s
sg
−
=

30
El factor de fricción en al ecuación 1.40, varía desde 0.88 hasta 0.94, esta
ecuación es apropiada para altas y bajas tasas de fluido, que se pueden encontrar
a altas o bajas presiones.
1.3.3 PÉRDIDAS DE PRESIÓN EN VÁLVULAS Y ACCESORIOS DE TUBERÍA
En varios problemas de diseño de tuberías, especialmente donde los espacios
son limitados, las pérdidas de presión en válvulas, codos, tes, reducciones,
adaptadores, ampliadores, etc., son significativas. Las tres formas más comunes
de calcular estas pérdidas adicionales de presión, son por el uso del coeficiente
de resistencia, coeficiente de flujo y longitud equivalente.
1.3.3.1 Coeficiente de Resistencia
A partir de la ecuación (1.28) de Darcy, se puede reescribir de la forma:
ec(1.41) g
VkH rL 2
2
=
Donde:
rk = Coeficiente de resistencia = D
Lf
Los valores de rk , dependen del numero de Reynolds y la rugosidad relativa,
como también de la geometría del los accesorios.
Ventajosamente los valores de rk están dados para algunos accesorios, ver tabla
1.4.
Tabla 1.4: Coeficientes de Resistencia para Accesor ios de Tubería
TIPO rk
VÁLVULA GLOBO, TOTALMENTE ABIERTA 10.0
VÁLVULA DE BRIDA , TOTALMENTE ABIERTA 5.0
VÁLVULA DE COMPUERTA, TOTALMENTE ABIERTA 0.2
VÁLVULA DE COMPUERTA, SEMI ABIERTA 5,6
CODO DE VUELTA 2.2

31
Tabla 1.4: Continuación
TE 1.8
CODO 90° 0.9
CODO 45° 0.4
Fuente: Design of Oil – Handling Systems and Facilities
Tubería proyectada a la salidaKr = 1.0
Lado sostenido hacia afueraKr = 1.0
Salida RedondeadaKr = 1.0
Entrada de pared redondeadaKr = 0.04
Entrda de borde sostenidoKr = 0.50
Tubería proyectada hacia dentroKr = 0.78
Fuente: Design of Oil – Handling Systems and Facilities
Figura 1.7: Resistencia debida a la configuración de entrada y salida
Las pérdidas totales de presión por accesorios y configuraciones, puede ser
determinada por:

32
ec(1.42) ∑=g
VkH rL 2
2
1.3.3.2 Coeficiente de Flujo
Las pérdidas de presión características en las válvulas de control son a menudo
expresadas en términos del Cv, Coeficiente de Flujo. Que se mide
experimentalmente para cada válvula o accesorio y es igual al flujo de agua, en
gpm, a 60 °F para una caída de presión de un psi. U sando la ecuación de Darcy,
se puede demostrar que:
ec(1.43) 5.0
2
)/(
9.29
DfL
dCv =
Donde:
D = diámetro interno equivalente del accesorio, [pies]
d = diámetro interno equivalente, [pulg]
L = Longitud equivalente, [pies]
Siguiendo la definición de rk , se puede relacionar con Cv:
ec(1.44) 5.0
2
)(
9.29
rv
K
dC =
Las pérdidas de presión para algunas válvulas donde se conoce el Cv, se
determina a partir de la siguiente relación:
ec(1.45)
2
4.62
=∆
VC
gpmP
ρ
ec(1.46)
2
=∆
VL C
gpmGEP
Donde:
LGE = Gravedad específica del Fluido.
gpm = Flujo de líquido, [gpm]

33
1.3.3.3 Longitud Equivalente
A menudo es más simple manejar pérdidas de presión en válvulas y accesorios
en términos de su longitud equivalente del tubo. La longitud equivalente de una
válvula o un accesorio es la longitud de una sección equivalente del tubo del
mismo diámetro que dan las mismas pérdidas de presión. El total de las pérdidas
de presión se determina sumando todas las longitudes equivalentes de la tubería:
ec(1.47) f
DkL re =
ec(1.48) f
dkL re 12
=
ec(1.49) 2
54.75
ve
Cf
dL =
1.4 PROPIEDADES TERMODINÁMICAS
De las propiedades termodinámicas del gas asociado, interesa la entalpía de
combustión, por esta razón este acápite muestra un procedimiento para calcular
la entalpía, en base a correlaciones y gráficas, dadas por la GPSA.
Las correlaciones de entalpía indicadas presentan un riguroso método para
calcular la entalpía del gas de modo rápido con un margen de error de 0.2 %,
también se incluye un ejemplo ilustrando el uso de las gráficas asociadas para
dichos cálculos.
1.4.1 CONCEPTOS BÁSICOS
1.4.1.1 Factor Acentrico
Factor usado frecuentemente en propiedades termodinámicas correlacionadas,
(ver anexo 1.1, tabla 1.1.1), esta definido por:
ec(1.50) ( ) 00.1log −= vrPω
Donde:
vrP = presión de vapor reducida a temperatura reducida

34
1.4.1.2 Estados Correspondientes
Esta teoría plantea que, gases puros y mezclados tienen las mismas propiedades
termodinámicas relativas, cuando se encuentran a los mismos estados
termodinámicos relativos.
De acuerdo con el teorema de estados correspondientes, la desviación de
cualquier gas de las leyes del gas ideal, es probablemente la misma para
diferentes gases cuando les corresponde el mismo estado, los mismos estados de
correspondencia probablemente se encuentran a la misma fracción de presión y
temperatura crítica, la cual, para gases puros se conocen como “condiciones
reducidas”.
1.4.1.3 Temperatura Crítica. (Tc)
Es la temperatura por encima de la cual un componente no puede ser licuado,
para mezclas, es la temperatura por encima de la cual toda la mezcla no puede
ser líquida.
1.4.1.4 Presión Crítica. (Pc)
Es la presión de vapor a temperatura crítica.
1.4.1.5 Entalpía (H)
Propiedad Termodinámica, H, constituido por la energía interna, U, y la energía de
flujo, PV, generalmente se expresa como:
ec(1.51) H = U + PV
1.4.1.6 Entropía (S)
Propiedad Termodinámica, S, definida por ecuación 1.52, donde dQ, es la
cantidad de calor que sale o entra del sistema, a temperatura absoluta.
ec(1.52) T
dQdS=

35
1.4.1.7 Gas Ideal
Gas que sigue el comportamiento de la ecuación 1.53, donde n es el número de
moles.
ec(1.53) nRTPV =
1.4.1.8 Irreversibilidad
Es el grado de trabajo que se pierde cuando un sistema opera dentro de un ciclo o
proceso comparado con la disponibilidad o exergía.
1.4.1.9 Mol (n)
Una masa de sustancia correspondiente a su peso molecular, expresada
usualmente en lbmol, grmol.
1.4.1.10 Temperatura Reducida
Es la razón de temperatura absoluta para la temperatura crítica, se define:
ec(1.54) Temperatura reducida, c
r T
TT =
1.4.1.11 Presión Reducida
Es la razón de presión absoluta para la presión crítica.
ec(1.55) Presión reducida, c
r P
PP =
1.4.1.12 Presión y Temperatura reducida para mezcla de gases
Para mezcla de gases, las condiciones reducidas se determinan usando los
valores seudo críticos en vez de los valores críticos, entonces.
ec(1.56) Temperatura seudo reducida, rpcii
r T
T
Ty
TT ==
∑

36
ec(1.57) Presión seudo reducida, rpcii
r P
P
Py
PP ==
∑
Donde:
iy = fracción molar del componente i.
rpT = Temperatura seudo reducida, [°R]
rp P = Presión Seudo Reducida, [psia]
1.4.2 COMPORTAMIENTO DE LA ENTALPÍA (PODER CALÓRICO).
El comportamiento de la entalpía en una mezcla de gases se puede predecir a
través de correlaciones termodinámicas, del gas ideal y del gas real, la entalpía
del gas ideal a una temperatura especificada se calcula directamente, y el cambio
de entalpía del gas real se calcula a través de correlaciones establecidas por
medidas experimentales, ambas se pueden relacionar con la ecuación 1.58.
ec(1.58) ( ) ( )P
T0T
00
0T
00
PT HHHHHH −−−=−
Donde: 00
0T HH − = Entalpía de gas en estado ideal, suscrito por 0
0H , el sufijo T indica la
entalpía a una temperatura determinada, el [Btu/lbmol]. (Anexo 1.6) PT
0T HH − = Cambio de la entalpía con la presión, dada por la diferencia entre la
entalpía del gas en estado ideal y la entalpía a una presión determinada, ambas
cantidades a la misma temperatura especificada, [Btu/lbmol]. 00H ; es la entalpía a temperatura de cero absoluto, por lo tanto es 0
0H = 0,
pudiendo reescribirse la ecuación 1.59, de la siguiente manera.
ec(1.59) ( ) ( )P
T0T
0T
PT HHHH −−=
Los valores del cambio de entalpía debidos a la presión para un gas real, se
obtienen de las correlaciones basadas en el principio de los estados
correspondientes, las correlaciones se muestran en el anexo 1.6, están divididas
en dos partes, la primera da el cambio de la entalpía debido a la presión para un
fluido simple (factor Acéntrico igual a 0). La segunda parte es una corrección para

37
la desviación del cambio de entalpía del fluido real debida a la presión.
Los valores de ( )PT
0T HH − en la ecuación se calculan por:
ec(1.60) ( ) ( ) ( )
−+
−=−
(´)PT
0T
)0(PT
0TP
T0T TR
HH
TR
HHTR HH
cpcpcp ω
Donde:
R = constante universal de los gases, 1.986 [Btu/lbmol °R]
cpT = temperatura seudo critica, [°R].
ω = factor Acentrico, valores en (anexo 1.1)
( ) )0(
C
PT
0T
RT
HH
−= Es el cambio de entalpía de un fluido simple debida a la presión
ver valores en (anexo, 1.6, figura 1.6.3)
( ) (´)
C
PT
0T
RT
HH
−= Desviación del cambio de entalpía para un fluido simple, ver
valores en (anexo 1.o, figura 1.6.4)
1.4.2.1 Procedimiento para Calcular la Entalpía de un gas mezclado
Paso 1 Se debe evaluar para cada componente del gas la entalpía
asumiendo que tiene comportamiento de gas ideal, los valores se
los toma de las figuras 1.6.1 y 1.6.2 del anexo (1.6), de acuerdo a
la temperatura que se desea evaluar.
Paso 2 Se calcula la presión y temperatura reducida, utilizar las ecuaciones
1.54 y 1.55, y de los gráficos 1.6.3 y 1.6.4, obtener el valor
correspondiente para ( ) )0(
C
PT
0T
RT
HH
−y
( ) (´)
C
PT
0T
RT
HH
−.
Paso 3 Evaluar la ecuación 1.70, con cada valor obtenido en el paso 1 y 2,
para obtener la entalpía del gas a las condiciones indicadas.

38
1.4.2.2 Entalpía de Combustión (Hc)
Representa la cantidad de calor liberada durante un proceso de combustión de
flujo permanente cuando 1 Kmol (o Kg.) de combustible se quema por completo a
una temperatura y presión especificada, se expresa como
ec(1.61) reactantesproductos HHH C −=

39
CAPÍTULO 2
ESTADO ACTUAL DE LOS CAMPOS
CUYABENO - SANSAHUARI
2.1 DESCRIPCIÓN GENERAL DEL CAMPO CUYABENO
El campo Cuyabeno esta ubicado en la Provincia de Sucumbíos a 107.130 Km.
Medidos desde la garita del campo Lago Agrio, al Noroeste de la región
Amazónica del Ecuador esta delimitado por el campo Sansahuari al Norte, como
se puede apreciar en la carta de ubicación de pozos Petroleros para Cuyabeno –
Sansahuari.
Fuente [Archivos, Petroproducción Dpto. Ing. Civil]
Figura 2.1: Ubicación geográfica de los Campos Cuyabeno – Sansahuari
Geográficamente, el principal pozo exploratorio Cuyabeno 1, está ubicado en las
coordenadas 00°00’23’’ de latitud Norte y 76°15’18 ’’ de longitud Oeste, cubre un
área total de 95,91 Km² aproximadamente y forma parte del tren de estructuras
orientadas en sentido Norte – Sur.

40
El campo Cuyabeno en la actualidad tiene una producción promedio de 8443
BPPD (Barriles de Petróleo por Día), con una gravedad API de 26 @ 60 ˚F y con
una producción de gas asociado de 2993 MPCD (Mil pies cúbicos por día).
2.1.1 DESCRIPCIÓN DE LA PRODUCCIÓN.
La producción generada por los 21 pozos del campo Cuyabeno, empieza a ser
manejada en superfiicie desde los cabezales de los pozos hasta el Manifold de 5
múltiples, que une las 21 líneas que transportan el fluido de formación para luego
iniciar la separación del fluido de formación dentro de los dispositivos mecánicos
llamados separadores, como se muestra en el diagrama de bloques
correspondiente al campo Cuyabeno ver figura 2.2, el fluido de formación ingresa
a los equipos de separación con una presión promedio de aproximadamente 37
[psi] y una temperatura promedio de 112 °F, donde el gas es rápidamente
separado de los líquidos y el agua libre se separa del crudo.
Los equipos de separación que dispone la estación Cuyabeno, son cuatro
separadores trifásicos conectados en paralelo; el separador principal que tiene
una capacidad de 35000 BFPD (barriles de fluido por día), el separador de
prueba de 5000 BFPD, y los dos separadores restantes de una capacidad de
10000 BFPD cada uno, que se ocupan; cuando al separador principal recibe
trabajos de mantenimiento.
Como se indica en la figura 2.2, la línea amarilla esquematiza al gas asociado
separado del fluido de formación, las líneas azules esquematizan un fluido
compuesto en su gran parte por crudo y una cantidad considerable de agua y una
pequeña cantidad de gas, que luego es separado en el sistema de recuperación
conformado por un sistema llamado bota de gas.
El fluido ingresa al primer tanque (llamado tanque de lavado), donde el agua se
asienta en el fondo y el crudo sobre la parte superior debido a la diferencia de
densidades, esto ocurre en un periodo de tiempo que oscila entre una y dos horas
dependiendo de la calidad del crudo, por su gravedad el fluido separado es
llevado al tanque de surgencia, hasta tener un crudo limpio con un contenido de

41
agua menor del 1 %, que luego se almacena en el tanque de Oleoductos, hasta
llegar a la etapa final que es la de bombeo por el SOTE (Oleoducto Secundario).
Fuente: Luis Montalván
Figura 2.2: Esquema de Procesos correspondiente al Campo Cuyabeno
Correspondiente al gas, las líneas amarillas esquematizan el flujo de gas, que se
obtiene desde los separadores, la mayor parte y otra en el sistema de
recuperación, una parte de este gas se ocupa en los quemadores para calentar
los tubos del intercambiador de calor, que transfiere gran parte de calor a la fase
líquida del tanque de lavado, y otra parte que conforma el mayor volumen de gas
obtenido se quema en el sistema de quemado y los vapores producidos en los
tanques de tratamiento se lo elimina por simple venteo.

42
2.1.1.1 Equipos de Superficie para Producción (Facilidades).
El fluido de producción llega a la estación Cuyabeno, y se unifica por medio de
una red de tubos distribuidores (Manifold, figura 2.3), que unen las 21 líneas que
transportan el fluido de formación a diferentes presiones y temperaturas; el fluido
de formación o petróleo llega hasta los separadores donde se mezcla y separa en
las fases descritas (ver Cáp. 1 - 1.1.3.1).
[Petroproducción, Foto: Luis Montalván]
Figura 2.3: Manifold, Estación Cuyabeno
El trabajo de los equipos de producción, es separar los fluidos del pozo en tres
componentes, típicamente llamados fases (crudo, gas, y agua), y procesar estas
fases para disponer de ellas de manera aceptable, dentro de los dispositivos
mecánicos llamados separadores, el gas es rápidamente separado de los líquidos
y el agua libre se separa del crudo, como se indica en la figura 2.2.

43
[Petroindustrial, Foto: Luis Montalván]
Figura 2.4: Separador de Producción Trifásico, Capacidad 350000 BFPD
Estos pasos remueven suficientes hidrocarburos livianos (Gas) para producir un
crudo estable con la gravedad exigida para la venta.
[Petroindustrial, Foto Luis Montalván]
Figura 2.5: Separadores de Producción Campo Cuyabeno.

44
En la figura 2.5, se indica todos los separadores que posee el campo Cuyabeno
instalados en paralelo, cada uno de ellos con capacidades diferentes, la tubería
de color amarillo transporta el gas que es separado del fluido de formación que
llega hasta el manifold por las líneas de flujo de cada pozo, en este campo se
operan 21 pozos con diferente producción que mas adelante se especifican sus
cantidades y calidades de fluido producido, el gas separado esta saturado con
vapor de agua, 1169.031 [lb/MMPC] y debe ser deshidratado, para esto la
Estación Cuyabeno cuenta con las facilidades de producción básicas para
deshidratar el gas.
[Petroproducción, Foto Luis Montalván]
Figura 2.6: Lavadores de gas (Scrubbers), Estación Cuyabeno montados en
serie para obtener un gas de calidad basta.
En la figura 2.6, se indica las facilidades para lograr separar una pequeña porción
de agua contenida dentro del gas, hay que señalar que una parte del gas se utiliza

45
en los quemadores del intercambiador de calor, en el cual esta recirculando agua
desde el tanque de lavado hasta el intercambiador de calor, con el objetivo de
facilitar la deshidratación del crudo y mejorar la reacción química entre solventes –
agua, para separar trazas de petróleo que están ligadas al agua.
En la actualidad el personal de producción del campo no cuantifica el volumen de
gas ocupado para esta operación, debido a la falta de instrumentos y también por
que no se considera importante el manejo de este dato, en las variables
manejadas para obtener los objetivos planteados en esta tesis se contempla
obtener el volumen que se utiliza como combustible en el intercambiador de calor;
por lo tanto en el acápite de estimación del gas utilizado se obtiene la cantidad de
flujo utilizado para calentar el fluido hasta 50 °C .
[Petroproducción, Foto: Luis Montalván]
Figura 2.7: Calentador
En la figura 2.7, se indica el calentador, que se puede clasificar como un tipo de
intercambiador de calor utilizado en la estación Cuyabeno, el fluido de
recirculación, es agua de formación que esta recirculando desde el colchón de
agua del tanque de lavado hasta el intercambiador.

46
En la figura 2.8, se muestra el tanque de lavado, no es propósito de esta tesis
abarcar el tratamiento que debe recibir el petróleo crudo, pero se debe tomar en
cuenta que en este proceso también se acumula gas que es venteado al medio
ambiente por la línea de venteo, la cantidad de gas acumulado en este proceso no
es cuantificada por el personal de producción, que opera el campo, se toma como
una variable despreciable en relación al tiempo de retención que permanece el
petróleo en el tanque de lavado. En las líneas de venteo se elimina los vapores
que se produce por la volatilidad del petróleo crudo.
[Petroproducción, Foto: Luis Montalván]
Figura 2.8: Tanque de lavado, Estación Cuyabeno.
La línea (tubo) amarilla que sale de la parte superior del tanque, no forma parte
del sistema de captación del gas, al contrario esta línea es parte del sistema
contra incendios, y provee espuma para inundar el tanque en caso de incendio.
Si se observa con detalle en la figura 2.8, se aprecia un tubo de color negro, que

47
sale desde la parte superior del tanque, alivia el gas producido por el petróleo
debido al tiempo que permanece depositado antes de pasar al tanque de
surgencia, que forma parte de la siguiente etapa de tratamiento al petróleo y que
también posee un tubo de alivio de gas, que forma parte de la línea de venteo.
La figura 2.9, indica la línea de venteo utilizada para descargar el gas al medio
ambiente.
En la estación Cuyabeno no existe ningún sistema que controle dichas
emanaciones ni tampoco los líquidos que se forman a lo largo de la tubería.
[Petroproducción, Foto: Luis Montalván]
Figura 2.9: Línea (tubería) de Venteo, extensión 300 metros, descarga el gas
producido en el tanque de lavado, hacia el ambiente.
Continuando con los procesos, se tiene las Teas, donde diariamente, las 24 horas
del día se quema la mayor parte del gas asociado, que no se ocupa en el
intercambiador de calor, producido por los 21 pozos del campo Cuyabeno.
La cantidad de gas asociado quemado o sin uso final es igual al 100% del gas
menos el gas utilizado para el intercambiador de calor y menos los líquidos

48
producidos. Se podría ponderar con la ecuación 2.1: “no incluye perdidas por
fugas, ni vapores de las líneas de venteo.”
ec(2.1) GcGutGqGP 178108.0++=
ec(2.2) 178108.0 GcGutGPGq −−=
Donde:
GP: Gas Producido, [MMPCD]
Gq: Gas Quemado , [MMPCD]
Gut: Gas utilizado, [MMPCD]
Gc: Gas condensado, [BPD]
[Petroproducción, Foto: Luis Montalván]
Figura 2.10: Teas o mecheros para quemar el exceso de gas asociado a la
producción de petróleo, estación Cuyabeno.

49
2.1.2 PRODUCCIÓN DE PETRÓLEO CRUDO, AGUA Y GAS ASOCIADO
El campo cuyabeno esta produciendo petróleo y obviamente gas asociado desde
el año 1972, perteneciendo en un inicio a la empresa Texaco, luego formando
parte de la Corporación Estatal Petrolera Ecuatoriana (CEPE, 1979) y luego de la
Petrolera Estatal Ecuatoriana (PETROECUADOR), operada por su filial
Petroproducción desde el año 1982.
Para estimar la cantidad de petróleo crudo y gas asociado producido por el
periodo de un año tenemos los siguientes datos de la tabla 2.1
Tabla 2.1: Producción promedia por pozos Campo Cuya beno
PRODUCCIÓN DE PETRÓLEO, GAS ASOCIADO Y AGUA (PROMEDIO, ÚLTIMOS 12
MESES)
ESTACIÓN CUYABENO: Bombeo Hidráulico
Pozo BFPD BPPD BSW BAPD MPCD GOR API Observaciones
1 0 0 0 0 0 0 0 Cerrado
2 1464 150 10 1314 48 320 24
3 1471 314 21 1157 107 340 28
6 832 400 48 432 127 318 28
7 1027 273 27 754 88 320 28
8 1924 542 28 1381 173 319 27
9 747 255 34 492 81 319 28
10 1082 157 15 924 50 319 28
11 1894 177 9 1717 78 438 29
15 753 367 49 387 123 336 29
16 502 164 33 379 55 336 27
17 1362 140 10 1222 75 536 27
19 838 294 35 544 94 319 28
20 722 171 24 551 263 1536 26
21 499 281 56 218 89 316 27
24D 1729 605 35 1125 193 319 26 Direccional
Sub Total 16847 4290 29 12597 1643 426 27
ESTACION CUYABENO: Bombeo Electro sumergible
14 2050 655 32 1395 204 311 19
22 2223 1009 45 1214 351 348 28

50
Tabla 2.1: Continuación
23 4215 882 21 3333 282 319 28
25 2155 580 27 1575 185 320 30
26 1118 269 24 849 86 319 22
27 2183 758 28 1425 242 319 27
Sub Total 13945 4153 30 9792 1350 323 26
TOTAL 30792 8443 29 22389 2993 397 26
BFPD: Barriles de Fluido por día
BPPD: Barriles de Petróleo por Día
BSW: Contenido de Agua por barril de petróleo
BAPD: Barriles de Agua por día
MPCD: Producción de Gas Asociado en miles de pies cúbicos por día
API @ 60 °F
GOR: Gas Oil Relation WOR: Water Oil Relation = 14,88 GLR = Gas Liquid Relation
= 97.20
Todas estas relaciones se miden en: pies cúbicos sobre barril estándar [PC/STB]
Fuente: Archivos Petroproducción Pruebas Forecast System AS400
GRÁFICO 2.1
PRODUCCIÓN DIARIA DE PETROLEO Y AGUA( año 2007)
223889. 73%
8443 27%
Producción de barriles de Crudo Produccion de Barriles de Agua
En el gráfico 2.1, se indica la producción promedio por día, de dos fluidos
obtenidos en la producción petrolera, correspondiente a la estación Cuyabeno
para el año 2007.

51
2.1.3 CONSUMO DE PETRÓLEO
La cantidad de petróleo que se usa para bombeo hidráulico, no se toma como un
valor consumido de petróleo, y sus pérdidas por fugas en las líneas y el sistema
de compresión son despreciables comparadas con la cantidad que se reinyecta a
los pozos diariamente, según archivos de producción del Área Libertador
aproximadamente (14830 BPPD) para el año 2007. (Ver anexo 2.1).
2.1.4 ESTIMACIÓN DEL CONSUMO DE GAS
Para estimar la cantidad de gas que se utiliza en la estación Cuyabeno, para el
intercambiador de calor, vamos hacer uso de los siguientes datos:
Tabla 2.2: Datos del intercambiador de calor (figur a 2.5)
Fluido Ti [°F] Ts [°F] Q [bppd] Poder Calórico [Btu /sfc] Agua 112 150 4500 - Gas 100 - - 961.791
Fuente: Petroproducción Laboratorio Corrosión
Si se toma en cuenta la cantidad de calor absorbido por el agua a la entrada y
salida del intercambiador de calor y que es la causa del cambio de temperatura,
se puede hacer referencia al calor sensible de la sustancia en este caso el agua.
Entonces podemos medir la cantidad de poder calórico necesaria para provocar el
cambio de temperatura en el flujo de agua, de acuerdo a la siguiente relación.
ec(2.3) )(6.14 12 TTCQq eww −∗∗∗=
==
=−=−=∆
=
=
Flb
BtuaguadelespecificoCalorC
bpdaguadeflujoQ
TTTiTsT
bpdparaconversiondefactor
h
Btusensiblecalorq
Donde
e
w
w
o1
][
6.14
:
12

52
Consideraciones:
- No hay cambio de fase para el agua
=∗−∗=h
Btuqw 00,24966004500)112150(6.14
Por lo tanto, a partir de la cantidad de calor sensible, podemos determinar el flujo
de gas necesario para el calentador.
ec(2.4) p
wg C
qQ =
⇔
==→
=
=
dia
pies
h
piesQ
tablaespecificoCalorC
h
piesgasdeFlujoQ
Donde
g
p
g
33
3
2.6629875.25958.961
00,2496600
3.2,
:
Conclusión:
En la estación Cuyabeno se producen 2993 MPCD. Por lo tanto la cantidad que
se utiliza en el calentador representa aproximadamente el 2 % de la producción
de gas diaria.
GRÁFICO 2.2
62,32%
2937,5 98%
Gas sin uso [MPCD] Gas utilizado [MPCD]
COMPARACIÓN PORCENTUAL DEL USO DEL GAS
Fuente: Luis Montalván
Como se indica en el gráfico 2.2, en la estación Cuyabeno se producen 2993

53
MPCD, de gas. De los cuales el 2% se utiliza en el intercambiador de calor (Ver
figura 2.7), quedando un 98 % de gas disponible para cualquier propósito
productivo, los valores representados en el gráfico 2.2, corresponden a valores
estimados a partir de la cantidad de flujo de agua 4500 BAPD y cambios de
temperatura del mismo, que se hace recircular en el tanque de lavado con el
objetivo de acelerar el proceso de separación del agua libre contenida en el crudo.
2.1.5 PRODUCCIÓN Y DEMANDA DE ENERGÍA ELÉCTRICA
2.1.5.1 PRODUCCIÓN DE ENERGÍA ELÉCTRICA
Como referencia el campo Cuyabeno cuenta con su propia generación eléctrica, y
trabaja de manera independiente del sistema interconectado, es decir a modo de
isla, para ello cuenta con 15 grupos electrógenos, de los cuales (12 activos y 3 en
reserva) cubren una demanda de potencia eléctrica diaria promedio de
aproximadamente 2,5 MW, según reportes semanales del año 2007, realizado
por el departamento de mantenimiento eléctrico del campo Cuyabeno, en el cual
se toma un factor de potencia de 0.8 para todos los grupos electrógenos de la
estación.
Para entender mejor la producción de energía eléctrica, se hace referencia a la
producción de un periodo anual comprendido desde Octubre 2006 – Septiembre
2007, dicha cantidad promedio se aproxima a 2,14 MW.
Los 2,14 MW producidos por los grupos electrógenos que se mantienen
funcionando 24 horas diarias durante los 365 días del año, representan el 25 %
(2.14 MW) del 100 % (8.5 MW) de la potencia instalada. Como se indica en el
gráfico 2.3.
Adicionalmente el campo Cuyabeno tiene el aporte de 3 grupos electrógenos
rentados por la Compañía ROTH, que representan el 32 % (2,765 MW) del 100 %
(8.5 MW) de la potencia instalada, en el campo Cuyabeno, el último año aporto
con 0,811 MW. Es decir el 37% del 100 % (2.13 MW) de potencia generada.

54
GRÁFICO 2.3
COMPARACIÓN PORCENTUAL DEL CONSUMO DE POTENCIA ELECTRICA (año 2007)
2139,8525%
6381,1675%
Demanda de Potencia [KW] Potencia Disponible [KW]
Fuente: Archivos Petroproducción
El valor del 75 % incluye la suma de la potencia no desarrollada de todos los
grupos electrógenos para el campo Cuyabeno.
A continuación se presentan las tablas 2.3, 2.4 y el gráfico 2.4, que relacionan
algunos valores de potencia eléctrica con el fin de comprender la distribución de
energía para el campo Cuyabeno.
Tabla 2.3: Generación de Potencia Propia vs. Rentad a Campo Cuyabeno
TIPO
DE GENERACIÓN
Potencia
Instalada
[Kw.]
Potencia
Desarrollada
[Kw.]
Aporte EMPRESA
Generación Propia
[Kw.] 5735 1382,72 63 % Petroproducción
Generación Rentada
[Kw.] 2765 811,13 37 % ROTH
TOTAL 8490 2193,85 100%
Fuente: Archivos Petroproducción, Departamento Energéticos
La tabla 2.3, indica los valores y su correspondiente porcentaje del total de
generación de potencia desarrollada por Petroproducción (Generación Propia), y
la empresa Roth (GeneraciónAlquila).

55
Tabla 2.4: Grupos Electrógenos del Campo Cuyabeno
GRUPOS ELECTRÓGENOS INSTALADOS EN CUYABENO
ITEM ID. CAMPO MARCA MODELO Voltage Nom. [v]
Amperage [A]
Potencia Inst. [Kw.]
Potencia Gen. [Kw.]
Potencia Útil. [%] Observaciones
CAMPAMENTO
1 GEN. CAMP CATERPILLAR 3408 240 0 275 0 0,00 RESERVA
TOTAL DEL CAMPAMENTO 275 0
ESTACIÓN
2 GEN. # 1 CATERPILLAR 3412 480 0 635 0 0 RESERVA
3 GEN # 2 ROTH KOHLER 5360101013 480 450 1200 299 25 B. Reinyección de Agua #1 - P. Oil – Reinyección
4 GEN. # 3 CATERPILLAR 3412 480 0 635 0 0 RESERVA
5 GEN. # 4 CATERPILLAR 3412 480 540 635 359 56 B. de Reinyección de agua # 1
6 GEN. # 5 CATERPILLAR 3412 480 500 635 332 52 B. Oleoducto y Oficinas
7 GEN # 6 CATERPILLAR 3412 480 500 635 332 52 Bomba de reinyección de agua # 3 - Camp.
8 GEN # 7 CATERPILLAR 3412 480 0 635 0 0 RESERVA
TOTAL ESTACIÓN 5010 1321
POZOS (BOMBAS ELÉCTRICO SUBMERGIBLE)
9 CUY 14 KOHLER 23525704 480 295 545 196 36 Energía Alquilada para pozo
10 CUY 22 KOHLER 5360101013 480 575 1020 382 37 Bomba de Oleoducto
11 CUY 22 KATO 3406 480 340 625 226 36 Energía para pozo
12 CUY 23 CATERPILLAR 3412 480 187 455 124 27 Energía para pozo
13 CUY 25 CATERPILLAR 3412 480 122 455 81 18 Energía para pozo
14 CUY 26 KATO 3406 480 107 250 108 43 Energía para pozo
15 CUY 27 CATERPILLAR 3408 480 94 365 62 17 Energía para pozo
TOTAL POZOS 3715 1180
TOTAL 9000 2502 28
Fuente: Archivos Petroproducción 2007 datos convalidados en el Campo Cuyabeno
En la tabla 2.4, se detalla los diferentes grupos electrógenos y su localización específica dentro del Campo Cuyabeno.

56
GRÁFICO 2.4
7,88295,83
1418,96
5857,00
713
2367,50
0
1000
2000
3000
4000
5000
6000
Pot. [KW]
CAMPAMENTO ESTACION POZOS
DISTRIBUCIÓN DE LA POTENCIA ELÉCTRICA PARA EL CAMPO CUYABENO (año 2007)
Potencia Utilizada Potencia Disponible
Fuente: Petroproducción, departamento Energéticos
Los valores del gráfico 2.5, indican la cantidad de potencia instalada y requerida
por las localidades del campo, para el año 2007.
El valor de 7,88 Kw. Es el promedio generado en el periodo Oct. 2006 – Sep.
2007 por el grupo electrógeno del campamento, que entra en funcionamiento en
casos emergentes o periodos de mantenimiento.
2.1.5.2 DEMANDA DE ENERGÍA ELÉCTRICA DEL CAMPO CUYABENO
La potencia eléctrica producida es aprovechada por los diferentes sistemas que
operan con energía eléctrica, tales como bombas de inyección y sistemas de
levantamiento artificial, sistemas de alumbrado, equipos de oficina, equipos de
cocina, sistemas de calentamiento de agua, sistemas de aire acondicionado,
sistemas de instrumentación, sistemas de comunicación, etc.
Para satisfacer la demanda de energía de todos los sistemas que funcionan en el
campo, en el periodo de Sep 2006 – Octubre 2007, fue necesario una generación
promedio de 2.14 Mwh. aproximadamente. El gráfico 2.5 muestra la demanda de
potencia que tuvo el campo para el periodo estudiado.

57
GRÁFICO 2.5
DEMANDA DE POTENCIA ELÉCTRICA (2006 -2007)
y = 3,1262x + 2122,9
0
2000
4000
6000
8000
10000
12000
KW
POTENCIA GENERADA POTENCIA INSTALADA Lineal (POTENCIA GENERADA )
Fuente: Archivos Petroproducción
En el gráfico 2.5, se puede apreciar la tendencia de la demanda, función y; que
representa el comportamiento de producción de potencia.
El área bajo la curva representa la energía eléctrica; entonces se puede calcular
la energía eléctrica para cualquier periodo con la siguiente función:
ec(2.5) dxxEex
x∫ +=2
1
9,21221262,3
KWhEe
horaunadeperiodoelPara
hTiempot
KWhElectricaEnergíaEe
ttEe
53,2138
][:
][:
1,21226,15
t x sea2
=
+=
=
2.1.6 CONSUMO DE COMBUSTIBLE (DIESEL II)
Para este acápite se toma en cuenta solo las cantidades de diesel consumido por
los grupos electrógenos, no se incluye el consumo de las unidades de inyección
Power Oil.
En la tabla 2.5, contiene datos proporcionados por el Departamento de
Materiales Sección Combustibles, se indica el consumo promedio de diesel en
galones para los últimos doce meses, correspondiente al campo Cuyabeno.

58
Tabla 2.5: CONSUMO DE DIESEL POR LOCALIDADES DEL CA MPO
CUYABENO.
LOCALIDAD
Potencia
Instalada
[Kw.]
Potencia
Generada
[Kw.]
Consumo
Mensual [Gal.]
Consumo
Anual [Gal.]
Rendimiento
[Gal/Kw.]
CAMPAMENTO
Generación
Propia 296 8 995 10941 0,16
ESTACIÓN
Generación
Propia 3462 776 37911 417023 0,06
Generación
Alquilada 2395 643 34116 750550 0,13
POZOS
Generación
Propia 1823 545 6129 269664 0,06
Generación
Alquilada 545 169 11692 128607 0,09
TOTAL 8520 2140 90842 1576785 0,08
Fuente: Archivos Petroproducción
Los valores de la tabla 2.5, son las cantidades promedios de combustible (DIESEL
II) consumido en el periodo Oct. 2006 – Sep. 2007, en cada localidad del campo.
GRÁFICO 2.6
CONSUM O PROM EDIO DE DIESEL PERIODO (2006 - 2007)
10941,00; 1%
398271,00; 25%
1167573,00; 74%
CA MPA MENTO ESTA CIÓN POZOS
Fuente: Archivos Petroproducción

59
2.2 DESCRIPCIÓN GENERAL DEL CAMPO SANSAHUARI
El campo Sansahuari esta ubicado en la Provincia de Sucumbíos a 118.540 Km.,
medidos desde la garita del campo Lago Agrio, al Noroeste de la región
Amazónica está delimitado por el campo Cuyabeno al Sur, como se puede
apreciar en el mapa de ubicación de los pozos Petroleros del Oriente Ecuatoriano,
figura 2.1.
La ubicación geográfica del principal pozo exploratorio Sansahuari 1 es Longitud
76°17’36’’ Oeste y Latitud 00°06’58’’ Norte (año 19 79).
Actualmente en el campo Sansahuari, se maneja la producción de 9 pozos, con
2350 (BLS) de petróleo con una gravedad de 19 API @ 60 °F, 3725 (BLS) de
agua y 615 (MPCPD) de gas, según el último reporte del mes de Octubre del
departamento de Ingeniería de Petróleos, (Ver anexo 2.1).
2.2.1 DESCRIPCIÓN DE LA PRODUCCIÓN
La producción manejada en esta estación, inicia desde los 9 pozos de producción,
hasta el manifold de 5 múltiples, que une un total de 12 líneas que transportan el
fluido de formación para luego iniciar la separación del fluido de formación dentro
de los dispositivos mecánicos llamados separadores, y así obtener el petróleo en
condiciones óptimas para la venta.
Todo el proceso de producción se esquematiza en la figura 2.11, diagrama de
procesos, de la estación Sansahuari.
Como se indica en la figura 2.11, El fluido de formación ingresa a los equipos de
separación con una presión promedio de aproximadamente 29 [psi] y una
temperatura promedio de 102 [°F], donde el gas es rápidamente separado de los
líquidos y el agua libre se separa del crudo. Los equipos de separación que
dispone la estación Sansahuari son cuatro separadores conectados en paralelo; el
separador principal que tiene una capacidad de 25000 BFPD (barriles de fluido
por día), el separador de prueba de 5000 BFPD, y los dos separadores restantes

60
de una capacidad de 10000 BFPD cada uno, que se ocupan; cuando al separador
principal se le realiza trabajos de mantenimiento.
Fuente: Luis Montalván
Figura 2.11: Diagrama de Procesos Estación Sansahuari
Como se aprecia en la figura 2.11, la línea amarilla esquematiza al gas asociado
separado del fluido de formación, las líneas negras esquematizan un fluido
compuesto en su gran parte por agua y petróleo y una cantidad considerable de
de gas, que luego es recuperado en las botas de gas.
El fluido ingresa al primer tanque de lavado, donde el agua se asienta en el fondo
y el crudo sobre la parte superior debido a la diferencia de densidades, todo esto
ocurre en un periodo de tiempo que oscila entre una y dos horas dependiendo de

61
la calidad del crudo, por su gravedad el fluido separado se transporta al tanque de
surgencia hasta tener un crudo limpio con un contenido de agua menor al 1 %,
que luego es bombeado al tanque de almacenamiento de la estación Cuyabeno.
Correspondiente al gas que se obtiene en los separadores y en la bota de gas, se
ocupa una parte del volumen total en los intercambiadores de calor y la otra parte
el mayor volumen, se quema en la teas y los vapores producidos en los tanques
de tratamiento se lo elimina por venteo.
2.2.1.1 Equipos de Superficie para la producción.
El principio de funcionamiento de los equipos de producción en la estación
Sansahuari es el mismo que se describe en el acápite 2.1.1.1, por lo que en este
acápite se resume y se hace referencia a ciertas variables como: capacidad
máxima y capacidad operacional
Tabla 2.6: Equipos de Superficie Estación Sansahuar i
SEPARADORES Tipo Cap. Nominal Cap. Operacional Observaciones Prueba 3000 BLS 3000 BLS Por día Producción I 35000 BLS 12000 BLS Por día Producción II y III 5000 BLS 5000 BLS Por día
TANQUES Tipo Cap. Nominal Cap. Operacional Observaciones Lavado 12590 BLS 11190 BLS Volumen Surgencia 18130 BLS 16116 BLS Volumen
CALENTADORES Tipo Cap. Nominal Cap. Operacional Observaciones Precalentamiento 12590 BLS 11190 BLS Volumen
Calentamiento 18130 BLS 16116 BLS Volumen
BOMBAS Y LÍNEAS DE TRANSFERENCIA Tipo Cap. Nominal Cap. Operacional Observaciones
Bomba 500 BLS/h 98 BLS/h Transferencia Tubería 6” Línea de Transf.
Fuente: Archivos Petroproducción

62
2.2.2 PRODUCCIÓN DE PETRÓLEO, AGUA Y GAS ASOCIADO
El campo Sansahuari esta produciendo petróleo desde el año 1979 perteneciendo
a Corporación Estatal Petrolera Ecuatoriana (CEPE, 1979) y luego a la Petrolera
Estatal Ecuatoriana (PETROECUADOR), operada por su filial Petroproducción
desde el año 1982.
Tabla 2.7: PRODUCCIÓN PROMEDIA POR POZOS CAMPO SANS AHUARI
PRODUCCIÓN DE PETRÓLEO, GAS ASOCIADO Y AGUA (PROMEDIO: AÑO 2007)
ESTACIÓN SANSAHUARI: Bombeo Hidráulico
Pozo BFPD BPPD BSW BAPD PGA
[MPC] GOR
Gr.
API Observaciones
2 581 286 49 294 45 158 28
3 969 136 14 833 23 169 27
4 619 364 59 255 93 255 28
5 476 32 7 444 41 292 32
6 441 135 31 306 34 253 28
7 1146 146 13 1000 22 154 28
8 651 167 26 484 43 257 28
9 865 143 17 721 23 161 28
10 720 207 29 514 53 258 27
11 1665 141 8 1524 28 198 26
Subtotal 8133 1756 22 6376 406 231 28
ESTACIÓN SANSAHUARI: Bombeo Electro sumergible
12D 1547 587 38 960 158 269 28 Direccional
Subtotal 1547 587 38 960 158 269 28
TOTAL 9680 2343 30 7336 564 500 56
BFPD: Barriles de Fluido por día
BPPD: Barriles de Petróleo por día
BSW: Contenido de Agua por barril de crudo
BAPD: Barriles de Agua por día
PGA: Producción de Gas Asociado en miles de pies cúbicos
GOR: Relación Gas Petróleo en [PC/STB]
Gr. API @ 60 °C
WOR: Water Oil Relation = 17,53 GLR = Gas Liquid Relation = 58,23
Todas estas relaciones se miden en: [PC/STB]

63
La tabla 2.7, indica el promedio de producción diaria del Campo Sansahuari, con
9680 (BLS) de fluido de formación, 2343 (BLS) de petróleo, 7336 (BLS) de agua y
564 (MPCD) de gas.
GRÁFICO 2.7
COMPARACIÓN PORCENTUAL DEL PETRÓLEO Y AGUA PRODUCIDOS POR DÍA (año 2007)
BPPD175622%
PBAD637678%
BPPD PBAD
Fuente: Archivos Petroproducción
El gráfico 2.7, muestra una comparación porcentual de la cantidad de barriles de
petróleo y agua producidos diariamente en el campo Sansahuari.
2.2.3 CONSUMO DE PETRÓLEO CRUDO.
La cantidad de petróleo que se usa para bombeo hidráulico, no se toma como un
valor consumido de petróleo, y sus pérdidas por fugas en las líneas y el sistema
de compresión son despreciables comparadas con la cantidad que se reinyecta a
los pozos diariamente, aproximadamente 7170 (BPPD), ver anexo 2.1.
2.2.4 ESTIMACIÓN DEL CONSUMO DE GAS.
Si se toma en cuenta la cantidad de calor absorbido por el agua a la entrada y
salida de los intercambiadores de calor y que es la causa del cambio de
temperatura podemos hacer referencia al calor sensible de la sustancia en este
caso el agua
Para estimar la cantidad de gas que se utiliza en la estación Sansahuari, para el
intercambiador de calor, vamos hacer uso de los siguientes datos:

64
Tabla 2.8: Datos de los intercambiadores de calor ( figura 2.5)
Fluido Ti [°F] Ts [°F] Q [bpd] Poder Calórico [Btu/pies³]
Agua 110 160 4500 -
Gas 100 - - 876,836
Fuente: Petroproducción Ing. de Petróleos Laboratorio Corrosión
Entonces se puede medir la cantidad de poder calórico para provocar el cambio
de temperatura en el flujo de agua, de acuerdo a la ecuación 2.3.
eww CQTTq ∗∗−∗= )(6.14 12
==
=−=−=∆
=
=
Flb
BtuaguadelespecificoCalorC
bpdaguadeflujoQ
TTTiTsT
bpdparaconversiondefactor
h
Btusensiblecalorq
Donde
e
w
w
o1
][
6.14
:
12
Consideraciones:
No hay cambio de fase en el agua
=∗−∗=h
Btuqw 29200004000)110160(6.14
Por lo tanto, a partir de la cantidad de calor sensible, se determina el flujo de gas
necesario para el calentador. Aplicando la ecuación 2.4.
⇔
==→
=
=
=
dia
pies
h
piesQ
tablaespecificoCalorCh
piesgasdeFlujoQDonde
C
g
pg
p
wg
33
3
72.79923155,330836,876
00,2920000
7.2,:

65
GRÁFICO 2.8
COMPARACIÓN PORCENTUAL DEL USO DEL GAS (año 2007)
48374686%
7992414%
Gas sin uso [PCD] Gas Utilizado [PCD]
Fuente: Archivos Petroproducción
Como se aprecia en el gráfico 2.8, en la estación Sansahuari se producen 564
MPCD, de gas. De los cuales el 14 % se utiliza en el sistema calentamiento de
agua, quedando un 86 % que se quema en las teas.
Los valores representados en este gráfico, corresponden a valores estimados a
partir de la cantidad de flujo de agua 4500 BPD y cambio de temperatura del
mismo, que se hace recircular en el tanque de lavado con el objetivo de acelerar
el proceso de separación del agua libre contenida en el crudo.
2.2.5 PRODUCCIÓN Y DEMANDA DE ENERGÍA ELÉCTRICA
2.2.5.1 PRODUCCIÓN DE ENERGÍA ELÉCTRICA
La producción de energía necesaria para operar el campo Sansahuari, es
obtenida de 5 grupos electrógenos instalados a modo de isla, y que actualmente
generan una potencia promedio de 314 KW., producidos por Petroproducción, es
decir no hay generación rentada por otras empresas como sucede en el Campo
Cuyabeno, el gráfico 2.9 indica la distribución de potencia promedio para las
localidades del Campo Sansahuari

66
GRÁFICO 2.9
1147,92
237,47
500,00
94,20
0
200
400
600
800
1000
1200
KW
ESTACIÓN POZOS
Localización
DISTRIBUCIÓN DE LA POTENCIA CAMPO SANSAHUARI
Potencia Instalda Potencia Generada
Fuente: Archivos Petroproducción
El gráfico 2.9, indica la potencia instalada y la potencia generada, se puede ver
que existe una subutilización de los grupos electrógenos, debido a que no existe
una red de interconectada que permita generar la misma cantidad de potencia,
con un menor número de grupos electrógenos.
En la tabla 2.9, se detalla algunas de las características principales como:
Potencia Instalada, Potencia Generada y el porcentaje de uso de cada grupo
electrógeno.

67
Tabla 2.9: Grupos Electrógenos Campo Sansahuari
GRUPOS ELECTRÓGENOS INSTALADOS EN SANSAHUARI
ÍTEM
ID.
CAMPO MARCA SERIE MOTOR
V.
Nom.
P. Inst.
[Kw.]
P. Gen.
[Kw.]
Factor de
Utilización OBSERVACIONES
ESTACIÓN
1 G.E # 1 CATERPILLAR 8KF00873 3406 480 275 30 11% EST. SANSAHUARI
2 G.E # 2 KATO 11642-03 3406 480 275 71 26% EST. SANSAHUARI
3 G.E # 3 CATERPILLAR 8KF00877 3406 480 275 100 36% B. REINY. AGUA 2
4 G.E # 4 CATERPILLAR 5HA05549 3406 480 250 0 0,00% RESERVA
TOTAL 1075 201 19% POZOS
5 G.E # 12D KATO 96014-02 3412 480 500 111 23% POZO
TOTAL 500 111 23%
TOTAL SANSAHUARI 1575 315 20%
Fuente: Archivos Petroproducción Departamento de Mantenimiento Eléctrico

68
2.2.5.2 Demanda de Energía Eléctrica
Para entender la demanda energética del campo se hace referencia al período
Octubre 2006 – Septiembre 2007, En el cual hubo una demanda de potencia de
332 KW.
GRÁFICO 2.10
DEMANDA DE POTENCIA ELÉCTRICA (2006 - 2007)
y = -7,1601x + 378,22
0
500
1000
1500
2000
2500
Octu
bre
Noviem
bre
Diciem
bre
Enero
Febre
ro
Mar
zoAbr
il
Mayo
Junio Ju
lio
Agosto
Septie
mbre
KW
Potencia Instalda Potencia Generada Lineal (Potencia Generada)
Fuente: Archivos Petroproducción
En el gráfico 2.10, se puede apreciar que la tendencia de la demanda es casi
constante, la función y; representa el comportamiento de producción de potencia,
permite calcular fácilmente la energía eléctrica para cualquier periodo de tiempo,
como se indica en el siguiente ejemplo.
KWhEe
horaunadeperiodoelPara
hTiempot
KWhElectricaEnergíaEe
ttEe
dttEet
t
63,374
][:
][:
59,36,15
22,3781601,7
2
2
1
=
−=
+−= ∫
2.2.6 CONSUMO DE COMBUSTIBLE (DIESEL II)
Para este acápite se toma en cuenta solo las cantidades de diesel consumido por
los grupos electrógenos, no se incluye el consumo de las unidades de inyección

69
de crudo Power Oil.
En el siguiente cuadro, cuyos datos fueron proporcionados por el Departamento
de Materiales Sección Combustibles, se indica el consumo promedio de diesel en
galones para los últimos doce meses, correspondiente al campo Sansahuari.
Tabla 2.10: Consumo de Diesel por localidad del cam po Sansahuari
LOCALIDAD
Pot.
Instalada
[Kw.]
Pot.
Generada
[Kw.]
Consumo
Mensual
[Gal]
Consumo
Anual
[Gal]
Rendimiento
[Gal/Kwh.]
ESTACIÓN
Generación
Propia 1143 237 31756 349372 0,17
POZOS
Generación
Propia 500 94 8525 102296 0,12
TOTAL 1643 3322 40281 451668 0,16
Fuente: Archivos Petroproducción Los valores de la tabla 2.10, son cantidades promedios de combustible (DIESELII)
consumido para el periodo Oct. 2006 – Sep. 2007. en cada localidad del campo.
GRÁFICO 2.11
CONSUMO PROMEDIO DE DIESEL PERIODO (2006 - 2007)
349372,0077%
10229623%
ESTACIÓN POZOS
Fuente: Archivos Petroproducción
El gráfico 2.11, indica la cantidad de combustible consumido por los pozos y la
estación, de estos datos podemos concluir que existe un consumo de diesel muy

70
elevado, debido a que los grupos electrógenos se encuentran subutilizados, es
decir se necesita un grupo electrógeno por cada pozo con una potencia instalada
sobredimensionada, que se justifica cuando se tiene que arrancar la bomba del
pozo.

71
CAPÍTULO 3
TECNOLOGÍAS EXISTENTES PARA GENERACIÓN
ELÉCTRICA
Crecientes demandadas de energía junto con grandes distancias entre las plantas
de generación y sus usos finales, afectan la confiabilidad del abastecimiento de
electricidad y el precio de la energía, hace que las tecnologías para generación se
vayan desarrollando en función de: mejorar la eficiencia, bajar los costos de
producción, usos de nuevos combustibles y disminución del impacto ambiental.
3.1 PLANTAS DE GENERACIÓN ELÉCTRICA
Una planta de generación es un sistema diseñado para producir energía eléctrica
a partir de otra forma de energía, como se indica en la figura 3.1.
Figura 3.1: Generación eléctrica a partir de varias Fuentes de Energía
Para propósitos de estudio se abarcará las plantas de generación del tipo
estacionarias que dispongan de tecnologías para la combustión de combustibles
fósiles, ya que el objetivo esta encaminado a seleccionar un sistema de
generación para aprovechar los recursos energéticos de los campos

72
(Gas/Crudo/Diesel), que sea amigable con el medio ambiente y altamente
eficiente.
3.1.1 GENERACIÓN CON TURBINAS A GAS
En este arreglo un compresor alimenta aire a alta presión a una cámara de
combustión en la que se inyecta el combustible, que al quemarse generará gases
a alta temperatura y presión, que a su vez, alimentan a la turbina donde se
expanden generando energía mecánica que se transforma en energía eléctrica a
través de un generador acoplado a la flecha de la turbina.
Los gases de escape tienen una temperatura que va de 500 a 650 °C. Estos
gases son relativamente limpios y por lo tanto se pueden aplicar directamente a
procesos de secado, o pueden ser aprovechados para procesos de combustión
posteriores, ya que tienen un contenido de oxígeno de alrededor del 15%. Debido
a su alta temperatura, estos gases suelen ser empleados a su vez, para producir
vapor, que se utiliza en los procesos industriales e inclusive, como veremos más
adelante para generar más energía eléctrica por medio de una turbina de vapor.
Una variación del sistema de turbina simple (Brayton) es el de añadir un
regenerador. El regenerador es un intercambiador de calor que aprovecha la
energía de los gases calientes de escape al precalentar el aire que entra a la
cámara de combustión. Este ciclo normalmente es utilizado en turbinas que
trabajan con presiones bajas. Al generar electricidad con un motor generador o
una turbina, el aprovechamiento de la energía en el combustible es del 25% al
35%, lo demás se pierde. Al cogenerar se puede llegar a aprovechar el 70% al
85% de la energía que entrega el combustible.
3.1.2 GENERACIÓN CON TURBINAS A VAPOR
En esta configuración la energía mecánica, es producida en una turbina, acoplada
a un generador eléctrico, mediante la expansión de vapor de alta presión
generado en una caldera convencional. En este sistema la eficiencia global es del
orden del 85 al 90% y la eléctrica del 20 al 25%.
Al pasar por las toberas de la turbina, se reduce la presión del vapor (se expande)

73
aumentando así su velocidad. Este vapor a alta velocidad es el que hace que los
alabes móviles de la turbina giren alrededor de su eje al incidir sobre los mismos.
Por lo general una turbina de vapor posee más de un conjunto tobera-alabe (o
etapa), para aumentar la velocidad del vapor de manera gradual. Esto se hace
que el vapor de alta presión y temperatura posee demasiada energía térmica y, si
ésta se convierte en energía cinética en un número muy reducido de etapas, la
velocidad periférica o tangencial de los discos puede llegar a producir fuerzas
centrífugas muy grandes causando fallas en la unidad.
En una turbina se pueden distinguir dos partes, el rotor y el estator. El rotor está
formado por ruedas de alabes unidas al eje y que constituyen la parte móvil de la
turbina. El estator también está formado por alabes, no unidos al eje sino a la
carcasa de la turbina.
Atendiendo a donde se realiza la expansión del vapor se distinguen dos tipos de
turbinas: de acción o de reacción.
1 En las turbinas de acción, la expansión del vapor se realiza en el estator
perdiendo presión y aumentando su velocidad hasta pasar al rotor donde la
presión se mantendrá constante y se reducirá su velocidad al incidir sobre
los alabes.
2 Por el contrario, en las turbinas de reacción, el vapor se expande en el
rotor, manteniéndose la presión y velocidad constante al pasar por el
estator, que en este caso sólo sirve para dirigir y orientar el flujo de vapor.
Existen turbinas de vapor en una gran variedad de tamaños, desde unidades de 1
Hp. (0.75 Kw.) usadas para accionar bombas, compresores y otro equipo
accionado por flecha, hasta turbinas de 2’000,000 Hp. (1’500,000 Kw.) utilizadas
para generar electricidad. Existen diversas clasificaciones para las turbinas de
vapor modernas.
3.1.3 GENERACIÓN CON CICLO COMBINADO
En la generación de energía se denomina ciclo combinado a la co-existencia de

74
dos ciclos termodinámicos en un mismo sistema, uno cuyo fluido de trabajo es el
vapor de agua y otro cuyo fluido de trabajo es un gas producto de una
combustión, del aire con combustible.
En una central eléctrica el ciclo de gas genera energía eléctrica mediante una
turbina de gas y el ciclo de vapor de agua lo hace mediante una o varias turbinas
de vapor. El principio sobre el cual se basa es utilizar los gases de escape a alta
temperatura de la turbina de gas para aportar calor a la caldera o generador de
vapor de recuperación, la que alimenta a su vez de vapor a la turbina de vapor. La
principal ventaja de utilizar el ciclo combinado es su alta eficiencia, ya que se
obtienen rendimientos superiores al rendimiento de una central de ciclo único y
mucho mayores que los de una de turbina de gas.
Consiguiendo aumentar la temperatura de entrada de los gases en la turbina de
gas, se obtienen rendimientos de la turbina de gas cercano al 60%, exactamente
57,3% en las más modernas turbinas Siemens. Este rendimiento implica una
temperatura de unos 1.350 °C, a la salida de los ga ses de la cámara de
combustión. El límite actualmente es la resistencia a soportar esas temperaturas
por parte de los materiales cerámicos empleados en el recubrimiento interno de
las cámaras de combustión de esas turbinas.
Las centrales de ciclo combinado son, como todas ellas, contaminantes para el
medio ambiente y para los seres vivos, incluidas las personas, por los gases
tóxicos que expulsan al ambiente. No obstante es la que menos contamina de
todas las industrias de producción de electricidad por quema de combustible fósil.
Básicamente las emisiones son de CO2. Las emisiones de NOX y SO2 son
insignificantes, no contribuyendo por tanto a la formación de lluvia ácida.
Dependiendo estos efluentes gaseosos del tipo de combustible que se queme en
la turbina de gas.
3.1.4 GENERACIÓN CON MOTORES RECIPROCANTES “LEAN BURN”
GAS/CRUDO
Se denomina así los motores de combustión interna que poseen tecnología para

75
quemar combustibles en modo de combustión pobre, es decir mezclas pobres en
combustibles y ricas en aire (hasta 22:1).
Los motores con tecnología “Lean Burn” pueden emplear altas tasas de
compresión y por lo tanto proveer mejor rendimiento del combustible, bajar las
emisiones de gases que se encuentran en un típico motor que trabaja en las
proporciones estequiométricas.
Esta tecnología fue desarrollada especialmente para generación de energía
eléctrica donde: una baja inversión es importante y el control de emisiones de
gases tóxicos también. Desde entonces esta tecnología se ha convertido en la
más popular para la generación eléctrica.
La combustión pobre reduce la temperatura pico y por lo tanto las emisiones de
NOx crecen; siendo este fenómeno la principal desventaja de esta tecnología.
Fuente: Wärtsilä Oil &Fuel Industry
Figura 3.2: Ventana de Eficiencia de la Tecnología de Combustión Pobre “Lean
Burn”.
El motor reciprocante genera la mayor cantidad de energía eléctrica por unidad de
combustible consumido, del 34 al 41%, aunque los gases residuales son a baja

76
temperatura, entre 200 y 250 °C. Sin embargo, en aq uellos procesos en los que
se puede adaptar, la eficiencia de cogeneración alcanza valores similares a los de
las turbinas de gas (85%). Con los gases residuales se puede producir vapor de
baja presión (de 10 a 15 kg/cm2) o agua caliente de 80 a 100 °C.
3.1.4.1 Clasificación
Es apropiado hacer una clasificación a los motores reciprocantes a partir del
combustible que usan para su operación, entonces podemos encontrar:
� Motores a Gas (SG)
� Motores Gas – Crudo (GD)
� Motores Duales (DF)
3.1.4.1.1 Motores a Gas (SG)
Esta tecnología utiliza gas natural, se usa cuando el suministro de gas es
constante y el número de metano es elevado (80 % Molar).
Es ideal para aplicaciones industriales y garantiza una generación limpia y con
bajos niveles de emisiones gaseosas.
Los motores SG son encendidos por chispa, cumpliendo un ciclo otto, el
combustible gaseoso se mezcla dentro de una precamara de combustión a una
presión generalmente de 5 bares (72 psi), y una bujía de encendido enciende el
gas.
Fuente: Wärtsilä Oil & Gas Industry
Figura 3.3: Operación SG
La figura 3.3, indica las entradas del combustible gaseoso, que inician la
combustión, con un chispazo producido en la bujía central.

77
Estos motores tienen una eficiencia del eje hasta el 46 %, además el la actualidad
el motor SG mas grande producido puede alcanzar una potencia de 9000 KW.
3.1.4.1.2 Motores Gas – Crudo (GD)
Los motores del tipo Gas – Diesel pueden usar gas asociado sin restricciones,
esta tecnología tiene la capacidad de operar en combinaciones, donde el gas
puede comprender el 10% hasta el 97% del combustible total del motor, el
balance se cubre con petróleo crudo, combustibles pesados o diesel acorde al
modo de operación; la planta incluso puede operarse enteramente con
combustibles líquido si fuese necesario. [Esta tecnología solo es disponible por
Wärtsilä Oil & Gas Industry].
En el motor GD el combustible gaseoso es inyectado directamente a la cámara de
combustión a una presión de 5076 psi, también se hace necesario un combustible
líquido piloto (3%) mínimo para iniciar la combustión principal.
Fuente: Wärtsilä Oil & Gas Industry
Figura 3.4: Operación del motor GD
La figura 3.4, indica la configuración de entrada de combustible líquido y gaseoso,
que es comprimido hasta que la mezcla se inflama por si sola, la aportación de
gas disminuye la temperatura de auto ignición del la mezcla, de no existir gas
dentro de la cámara, la presión necesaria para iniciar la combustión sería mucho
mayor a 350 bar.
3.1.4.1.3 Motores Duales (DF)
Los motores duales proveen máxima flexibilidad al permitir operación tanto con

78
gas como con combustibles líquidos. Su diferencia básica con la tecnología GD es
que requieren de gas de alta calidad y con suministro constante, y para operar
con combustible líquido requieren, diesel o combustible pesado (HFO 1).
Este motor puede pasar de operación con gas a operación con diesel o HFO 1 y
viceversa sin ningún problema, mientras el motor esta operando, también opera
con los dos combustibles en distintas proporciones simultáneamente. Al 100% con
combustibles líquidos, y 99% con gas y 1% con combustible líquido con el fin de
lubricar el gas combustible.
Fuente: Wärtsilä Oil & Gas Industry
Figura 3.5: Operación del Motor dual (DF)
La figura 3.5, indica como la mezcla de combustibles ingresan a la cámara de
combustión, el aire se enriquece con gas, ingresan juntos como un solo y luego se
inyecta combustible líquido, se comprime y se inicia la ignición.
3.1.5 GENERACIÓN CON MICROTURBINAS
Las microturbinas difieren substancialmente de la mayoría de los métodos
tradicionales de generación de energía eléctrica usados en la industria, con
emisiones sumamente bajas, y que resultan particularmente útiles en muchísimas
aplicaciones industriales y comerciales. Una microturbina es esencialmente una
planta de poder miniatura, auto contenida, que genera energía eléctrica y
calorífica en rangos desde 30 Kw. Hasta 1.2 Mw. En paquetes múltiples (multi-
packs). Tiene una sola parte móvil, sin cajas de engranes, bombas u otros
subsistemas, y no utiliza lubricantes, aceites o líquidos enfríantes, estos equipos

79
pueden usar varios tipos de combustibles tanto líquidos como gaseosos,
incluyendo gas amargo de pozos petroleros con un contenido amargo de hasta
7%, gas metano, gases de bajo poder calorífico (tan bajo como 350 Btu)
emanados de digestores de rellenos sanitarios.
Uno de los usos más prácticos y eficientes de la microturbina está en la
cogeneración. Cogeneración, utilizando ambas formas de energía
simultáneamente, energía eléctrica y calor, implica precisamente maximizar el uso
del combustible con eficiencias del sistema entre 70-80%. Empresas comerciales,
pequeñas industrias, hoteles, restaurantes, clínicas, centros de salud, y una
multitud de otras aplicaciones pueden combinar sus necesidades de electricidad y
energía térmica mediante el uso de microturbinas como sistemas de cogeneración
que anteriormente era difícil de lograr.
3.1.6 EFICIENCIA DE DIFERENTES TECNOLOGÍAS PARA GENERACIÓ N
Tabla 3.1: Eficiencia de diferentes Tecnologías par a Generación
Tecnología para Generación con: Eficiencia Eléctrica
(%)
Eficiencia Térmica (%)
Turbina de vapor 33 52
Turbina de gas sin post-combustión. 38 47
Turbina de gas con post-combustión. 38 42
Ciclo combinado 57 33
Motor reciprocante (aprovechando calor de gases de combustión y
calor del sistema de enfriamiento)
40 30
Microturbina 30 50
Fuente: Comisión Nacional para el ahorro de Energía
La tabla 3.1, contiene una evaluación de la eficiencia eléctrica y térmica para
cada tecnología. La eficiencia térmica corresponde a mediciones tomadas en
sistemas de cogeneración donde se aprovecha el calor de los productos de la
combustión.

80
3.2 SELECCIÓN PRELIMINAR Y ANÁLISIS DEL SISTEMA PARA
GENERACIÓN
Los factores más importantes que afectarán la selección del sistema de
generación para su evaluación preliminar son:
� El tipo de combustible a utilizar por su costo y disponibilidad
� El tamaño del sistema, debido a que algunas tecnologías se vuelven
competitivas solamente en capacidades mayores de un MW.
� La relación Q/E, ya que existen diferentes tecnologías y que cada una es
adecuada para una relación dada.
3.2.1 COMBUSTIBLES
Como se indico en el capitulo 2, los combustibles disponibles en el campo son:
gas y petróleo crudo.
3.2.1.1 Características del Gas
3.2.1.1.1 Tipo
El gas que se dispone en el campo, es del tipo gas asociado, llamado así por que
se trata de un derivado mas del petróleo crudo, y que es separado en los equipos
de producción, este gas también presenta diferencias con el gas natural, tanto en
su composición y explotación.
3.2.1.1.2 Características Físico Químicas
Cabe señalar que las propiedades del gas difieren para cada pozo, el volumen
contenido en el fluido es función de la relación GOR (por sus siglas en inglés Gas
Oil relation),. y los valores que a continuación se indican son obtenidos por
análisis cromatográfico en laboratorio, a partir de varias muestras tomadas a la
salida del separador.

81
Tabla 3.2: Componentes Combustibles y no Combustibl es del Gas
Asociado Campo Cuyabeno
Año 2005 2006 2007
COMPONENTE NO COMBUSTIBLE % Molar % Molar % Molar
Nitrógeno N2 2.1 2.21 2.01
Dióxido de Carbono CO2 38.75 46.59 51.05
Sulfuro de Hidrogeno * * *
COMPONENTE COMBUSTIBLE
Metano CH4 19.38 19.98 18.68
Etano C2H6 6.90 6.010 5.42
Propano C3H8 16.53 13.810 12.56
Iso Butano I-C4H10 3.62 2.79 2.52
Normal Butano N- C4H10 7.87 5.70 5.19
Iso Pentano I-C5H12 2.47 1.540 1.39
Normal Pentano N- C5H12 2.38 1,370 1.18
TOTAL 100 100 100
Fuente: Laboratorio de Corrosión y tratamiento Químico Petroproducción
Tabla 3.3: Constantes Físico Químicas del Gas Camp o Cuyabeno
Año 2005 2006 2007
Gravedad especifica del gas 1.391 1.356 1.386
Contenido Liquido del gas GPM (glns/mscf) 9.964 7.557 7.069
Contenido Teórico de agua (lbs/MMscf) 1572.736 1572.736 358.468
Peso molecular del gas 40.284 39.253 39.524
Temperatura Seudo critica (˚R) 558.836 542.125 541.341
Presión Seudo critica (Psia) 791.733 831.348 851.667
Valor calórico neto (Btu/scf) 1195.808 961.791 875.429
Octanaje, gas combustible 60.48 53.469 49.131
Desviación del gas real z (adimensional) 0.986 0.988 0.985
Viscosidad del gas (cp) 0.0092 0.0091 0.0093

82
Tabla 3.3: Continuación
Compresibilidad del gas (1/psia) 0.02556 0.02759 0.02080
Bg (ft³/scf) 0.4073 0.4325 0.0007
Fuente: Lab. De Corrosión y tratamiento Químico Petroproducción
Tabla 3.4: Componentes Combustibles y no Combustibl es del Gas Campo
Sansahuari
Año 2005 2006 2007
COMPONENTE NO COMBUSTIBLE
% Molar % Molar % Molar
Nitrógeno N2 1.77 2.650 1.39
Dióxido de Carbono CO2 49.81 48.37 55.15
Sulfuro de Hidrogeno * * *
COMPONENTE COMBUSTIBLE
Metano CH4 15.38 22.10 21.20
Etano C2H6 5.39 5.490 5.28
Propano C3H8 13.57 10.820 9.61
Iso Butano I-C4H10 3.09 2.450 1.70
Normal Butano N- C4H10 6.85 5.00 3.26
Iso Pentano I-C5H12 2.21 1.490 0.72
Normal Pentano N- C5H12 1.93 1.520 0.68
TOTAL 100 100 100
Fuente: Laboratorio de Corrosión y tratamiento Químico Petroproducció
Tabla 3.5: Constantes Físico Químicas del Gas
Años 2005 2006 2007
Gravedad especifica del gas 1.4224 1.330 1.3114
Contenido Liquido del gas GPM (glns/mscf) 8.399 1169.031 4.730
Contenido Teórico de agua (lbs/MMscf) * 6.441 569.499
Peso molecular del gas 41.246 38.511 38.058
Temperatura Seudo critica (˚R) 559.26 530.759 522.335

83
Tabla 3.5: Continuación
Presión Seudo critica (Psia) 841.021 840.199 874.461
Valor calórico neto (Btu/scf) 993.547 876.836 701.723
Octanaje, gas combustible 49.356 51.810 45.719
Desviación del gas real z (adimensional) 0.987 0.988 0.986
Viscosidad del gas (cp) 0.0090 0.0090 0.0087
Compresibilidad del gas (1/psia) 0.0276 0.0758 0.02490
Tabla 3.5: Continuación
Bg (ft³/scf) 0.4367 0.4250 0.3691
Fuente: Lab. De Corrosión y tratamiento Químico Petroproducción
Tabla 3.6: Historial de condiciones de Presión y Te mperatura en la toma de
la muestra
Año 2005 Año 2006 Año 2007
Cuyabeno
Presión = 39.7 psia. Presión = 36.7 psia. Presión = 34 psia.
Temperatura = 120 ˚F Temperatura = 108 ˚F Temperatura = 118 ˚F
Sansahuari
Presión = 36.7 psia. Presión = 36.7 psia. Presión = 26 psia.
Temperatura = 114 ˚F Temperatura = 98 ˚F Temperatura = 81˚F
Fuente: Lab. De Corrosión y tratamiento Químico Petroproducción
3.2.1.1.3 Costo
El costo del gas asociado, se puede considerar cero, ya que en la actualidad se
quema, entonces bajo esta practica no se le da ningún valor.
A diferencia del gas, el petróleo, tiene un precio de venta de 85 dólares el barril,
aunque para Petroproducción, el costo que representaría este combustible es el
de producción, que para el año 2007 se promedia en 6 dólares por barril
producido.
3.2.1.1.4 Disponibilidad
La disponibilidad del gas esta en función del contenido del número de metano y

84
demás gases combustibles presentes en el gas, sin olvidar que la cantidad de gas
asociado esta en relación con la producción de petróleo.
A continuación se muestra una proyección hasta el año 2017 donde se puede
analizar la tendencia que tendrá la producción en estos campos, ver tabla 3.7.
Tabla 3.7: Proyección de Petróleo Crudo hasta el añ o 2017
AÑO [BFPD]
[BPPD]
[BAPD] GAS
[MPCD]
PETRÓLEO ACUMULADO
[MBPD]
AGUA ACUMULADO
[MBPD]
GAS ACUMULADO
[MMPCD]
BSW [%]
1984 5067 4708 358 1353 1719 131 494 6 1985 8842 7823 1019 1710 4574 503 1118 11 1986 9939 8739 1200 1932 7764 941 1823 12 1987 6698 6337 361 1466 10077 1073 2358 5 1988 9829 8712 1118 1956 13256 1480 3072 11 1989 9450 7879 1571 1783 16132 2054 3723 16 1990 11764 8144 3620 1699 19105 3375 4343 31 1991 11081 7532 3549 1432 21854 4671 4865 32 1992 12281 7530 4751 1598 24602 6405 5449 39 1993 13131 7927 5204 1585 27495 8304 6027 40 1994 14018 7833 6186 1561 30354 10562 6597 44 1995 17017 8990 8027 1586 33636 13492 7176 47 1996 19584 10019 9565 4282 37293 16983 8739 49 1997 23422 12979 10443 2644 42030 20795 9704 44 1998 23194 13415 9779 2406 46927 24364 10582 42 1999 22272 11316 10956 2197 51057 28363 11384 49 2000 24955 11248 13707 2340 55162 33366 12238 55 2001 24747 10424 14324 1821 58967 38594 12902 58 2002 25643 10438 15205 1926 62777 44144 13605 59 2003 26414 10973 15441 2712 66782 49780 14595 59 2004 28353 10618 17735 3020 70657 56253 15698 62 2005 30088 9062 21026 2509 73965 63928 16613 70 2006 34898 9923 24974 3092 77587 73043 17742 72 2007 36009 10211 25797 2971 81314 82459 18826 69 2008 39818 12020 27799 3523 85701 92606 20112 71 2009 43393 13518 29875 4036 90635 103510 21585 73 2010 45002 12975 32027 3817 95371 115200 22979 74 2011 46680 12427 34254 3669 99907 127702 24318 76 2012 48425 11869 36556 3513 104239 141045 25600 77 2013 50234 11301 38933 3336 108364 155256 26818 78 2014 52107 10721 41386 3168 112277 170362 27974 79 2015 54042 10128 43914 2993 115974 186390 29067 80 2016 56037 9520 46517 2812 119449 203369 30093 81 2017 57764 8896 48868 2629 122696 221206 31053 82
Fuente: Ingeniería de Yacimientos, PETROPRODUCCIÓN

85
La tabla 3.7, indica los valores de producción histórica desde 1984 hasta el año
2007, y la producción proyectada para los próximos 10 años, que incluye los
incrementos de producción planeados para el año 2008, de 4000 BPPD.
GRÁFICO 3.1: Tendencia de la Producción de Fluidos hasta el año 2017
PROYECCIÓN DE PRODUCCIÓN
10
100
1000
10000
100000
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015
2016
2017
Año
BLS
BPPD (incremento) Tendencia (BPPD) BAPD (real) BFPD (Real) BSW (real)
BPPD (Proyección) BAPD (Tendencia) BFPD (Tendencia) BSW (tendencia)
Fuente: Tabla 3.6
Las líneas del gráfico 3.1, indican la tendencia de la producción para los próximos
10 años, la línea amarilla a partir del año 2008, indica que la producción se
incrementa, debido a la perforación de nuevos pozos planificada para el año 2008,
ver tabla 3.7, se estima que la producción se mantendrá en 12000 BPPD.
Tabla 3.8: Pozos a Perforarse en el 2008 con Torres de Petroproducción y
Alianzas
REFERENCIA INCREMENTO DE PRODUCCIÓN 2008
POZO
REFERENCIAL ARENA GOR
POZOS A
PERFORAR BSW BFPD BPPD BAPD GAS [MPC]
CUY - 15 US 155 CUY - 28D 76 2292 550 1742 85

86
Tabla 3.8: Continuación
CUY - 23 UI 271 CUY - 24D 79 2858 600 2257 163
CUY - 23 UI 271 CUY - 30D 79 2858 600 2257 163
CUY - 23 UI 271 CUY - 31D 79 2619 550 2069 149
CUY - 17 UI 271 CUY - 32D 90 6000 600 5400 163
CUY - 24 UI 271 CUY - 21D 57 1163 500 663 178
SSH - 10 TS 255 SSH - 14D 74 2308 600 1708 153
TOTAL 76 20095 4000 16095 1054
Fuente: Subgerencia de Exploración y Desarrollo, Petroproducción
La información de las tablas 3.7 y 3.8, a partir de los años 2008 en adelante son
valores estimados con una tasa de decrecimiento del 8% anual. Se ve que los
incrementos en la producción en los Campos Cuyabeno y Sansahuari, para los
siguientes años son favorables y se estima que la producción se mantenga en
3500 MPCD.
GRÁFICO 3.2: Tendencia de la Producción de Gas proy ectada para los
próximos 10 años
PROYECCIÓN DE GAS
100
1000
10000
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015
2016
2017
AÑO
MP
CD
Tendencia de Producción de Gas
Fuente: Tabla 3.6
El gráfico 3.2, indica la tendencia del volumen de gas para los próximos 10 años,

87
incluye el incremento de 1000 MPCD, debidos a la nueva producción planeada
para el año 2008.
3.2.2 ESTIMACIÓN DE LA POTENCIA MÁXIMA PARA GENERACIÓN
El volumen del gas producido en los campos Cuyabeno y Sansahuari es de 4422
MPCD, de los cuales el 16% se usa en los calentadores de agua. Sabemos
también que el valor promedio del poder calórico neto del gas asociado,
producido en los tres últimos años ha sido 931 [Btu/pies³], entonces con estos
valores se puede estimar la potencia que se podría generar en un día: si todo el
poder calórico se convierte en energía mecánica.
Kw.42191.3h
Btu44.1E61
][24
]/[931*][84.0*4422000
*
33
≈==
=
h
piesBtupiesPotencia
t
QVPotencia v
Donde:
vQ = Poder calorífico del gas, [Btu/pies³]
t: tiempo, [h]
La cantidad es elevada, pero se de debe tener en cuenta que los grupos
electrógenos apenas gozan de un 40% de eficiencia en el mejor de los casos, por
lo tanto si se asume una eficiencia del 35% para un sistema cualquiera, la
potencia generada quedara en:
KWPgt
PCVGeneraciónparadisponiblePotencia s
95.14766
**
=
=η
Donde:
sη : Eficiencia del grupo electrógeno.
Entonces los 14766.95 Kw. Vendrían hacer la potencia máxima que se puede
generar con el gas asociado del campo, en cualquier sistema que posea una
eficiencia del 35%.
La producción de energía eléctrica con gas en los próximos años, será menor por
la menor disponibilidad de gas que se presenta en años futuros. En ese caso, se
debe hacer uso de las alternativas energéticas como es el crudo reducido de la
refinería Amazonas y del crudo disponible en el sitio.

88
3.2.3 EFECTO DE LA RELACIÓN ENTRE LA ENERGÍA CALÓRICA Y
ENERGÍA ELÉCTRICA (Q/E) PARA LA SELECCIÓN DE EQUIPO S
Mientras más se acerque el sistema de generación al promedio de la razón Q/E
de una aplicación, el sistema será financieramente más atractivo. En el
dimensionamiento de los sistemas, se debe seleccionar entre satisfacer la
potencia eléctrica o la demanda térmica como base de operación del sistema y
una tecnología adecuada para que siga de cerca la relación Q/E en la planta o en
el proceso.
3.2.3.1 Relación Q/E baja
Para una relación Q/E baja, el ciclo superior debe tener mayor énfasis en la
eficiencia de conversión de potencia. Aquí, un motor reciprocante o un motor
grande de turbina de gas deben ser indicados como motor primario. Con esta
configuración, el rango general de la razón debe esperarse entre 3.2 a 6.4 GJ de
calor de proceso por Mw. de salida eléctrica (una razón Q/E de 1 a 1.7).
Los motores grandes de diesel, se han vuelto populares recientemente para la
generación de potencia en varias industrias, y presentan oportunidades atractivas
para cogeneración a través del uso del proceso de vapor a baja presión.
También se pueden tomar ventajas de esta relación Q/E baja del motor
reciprocante, utilizando el calor desperdiciado del sistema de escape y así lograr
una eficiencia de conversión de energía muy grande para los requerimientos de
los calentadores de agua.
3.2.3.2 Relación Q/E media
Para esta relación, las pequeñas turbinas de gas con quemadores
suplementarios, son usadas como motores primarios con la recuperación del calor
de desperdicio de los calentadores para la producción de vapor. Sin embargo
estas turbinas son motores de baja eficiencia (las turbinas más pequeñas
normalmente solo tienen entre 18 y 25 por ciento de eficiencia), por lo que existe
un calor de desperdicio considerable disponible en la corriente de salida. Con las
configuraciones del ciclo superior descritas anteriormente, se tiene un rango
general de salida térmica de 8.4 a 12.6 GJ, de calor de proceso por Mw. de salida
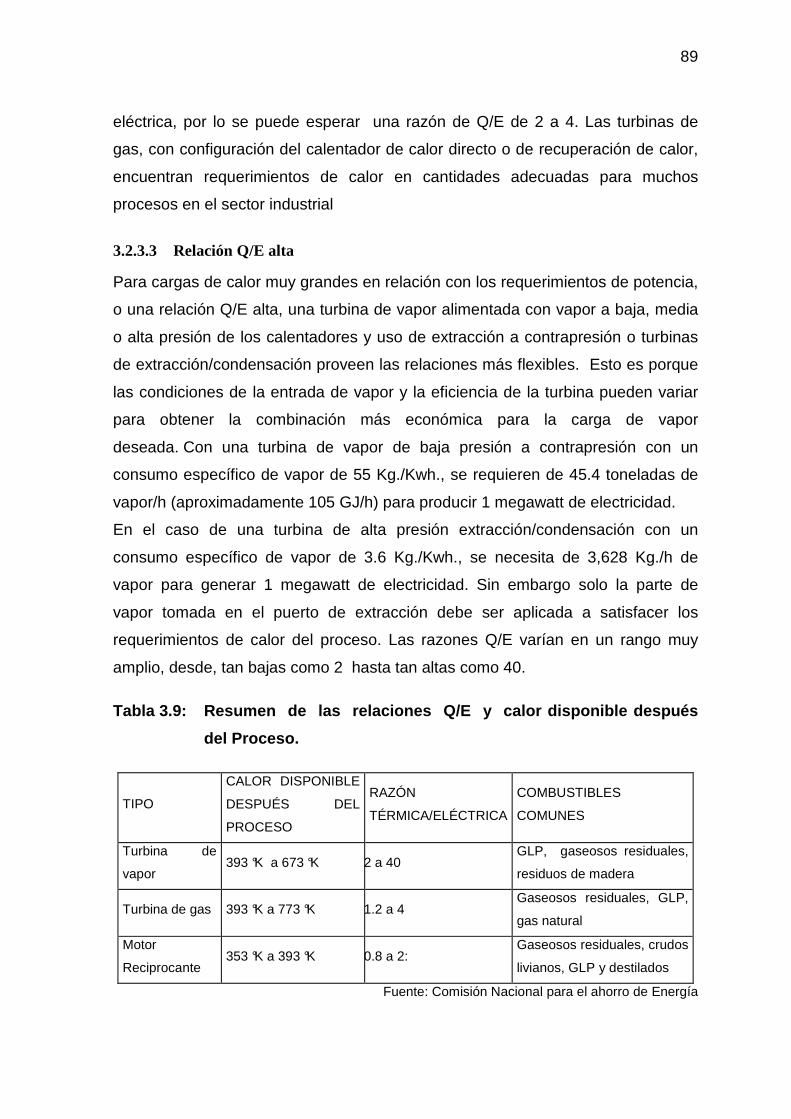
89
eléctrica, por lo se puede esperar una razón de Q/E de 2 a 4. Las turbinas de
gas, con configuración del calentador de calor directo o de recuperación de calor,
encuentran requerimientos de calor en cantidades adecuadas para muchos
procesos en el sector industrial
3.2.3.3 Relación Q/E alta
Para cargas de calor muy grandes en relación con los requerimientos de potencia,
o una relación Q/E alta, una turbina de vapor alimentada con vapor a baja, media
o alta presión de los calentadores y uso de extracción a contrapresión o turbinas
de extracción/condensación proveen las relaciones más flexibles. Esto es porque
las condiciones de la entrada de vapor y la eficiencia de la turbina pueden variar
para obtener la combinación más económica para la carga de vapor
deseada. Con una turbina de vapor de baja presión a contrapresión con un
consumo específico de vapor de 55 Kg./Kwh., se requieren de 45.4 toneladas de
vapor/h (aproximadamente 105 GJ/h) para producir 1 megawatt de electricidad.
En el caso de una turbina de alta presión extracción/condensación con un
consumo específico de vapor de 3.6 Kg./Kwh., se necesita de 3,628 Kg./h de
vapor para generar 1 megawatt de electricidad. Sin embargo solo la parte de
vapor tomada en el puerto de extracción debe ser aplicada a satisfacer los
requerimientos de calor del proceso. Las razones Q/E varían en un rango muy
amplio, desde, tan bajas como 2 hasta tan altas como 40.
Tabla 3.9: Resumen de las relaciones Q/E y ca lor disponible después
del Proceso.
TIPO
CALOR DISPONIBLE
DESPUÉS DEL
PROCESO
RAZÓN
TÉRMICA/ELÉCTRICA
COMBUSTIBLES
COMUNES
Turbina de
vapor 393 °K a 673 °K 2 a 40
GLP, gaseosos residuales,
residuos de madera
Turbina de gas 393 °K a 773 °K 1.2 a 4 Gaseosos residuales, GLP,
gas natural
Motor
Reciprocante 353 °K a 393 °K 0.8 a 2:
Gaseosos residuales, crudos
livianos, GLP y destilados
Fuente: Comisión Nacional para el ahorro de Energía

90
La tabla 3.9, indica el calor disponible que se tiene en diferentes tipos de
procesos, que puede ser aprovechado en otros sistemas que necesitan calor,
como intercambiadores, calentadores, etc.
3.3 DIMENSIONAMIENTO
3.3.1 TURBINAS DE VAPOR
Para evaluar la potencia de una turbina de vapor se requiere de los siguientes
datos:
Pi = Presión de entrada del vapor. (MPa)
Ti = Temperatura de entrada del vapor. (K)
P0 = Presión de salida del vapor. (MPa)
ηi = Eficiencia interna de la turbina.
ηm = Eficiencia mecánica de la turbina
mv = Flujo del vapor. (t/h)
Con estos datos y con ayuda del diagrama de Molliere o de las tablas de vapor, se
obtiene, aplicando el modelo de volumen de control, la energía que produce
teniéndo la siguiente información:
W = Potencia en la flecha. (W)
T0 = Temperatura de salida del vapor. (K)
hi = Entalpía de entrada del vapor. (kJ/kg)
h0 = Entalpía de salida del vapor. (kJ/kg)
Tis = Temperatura de sobrecalentamiento del vapor a la entrada. (K)
T0s = Temperatura de sobrecalentamiento a la salida, cuando exista. (K)
χ = Calidad del vapor, cuando exista.
CEV Consumo especifico de vapor. (kg/kW)
Con estos valores queda establecida la capacidad de generación eléctrica y las
características del vapor del proceso.
La potencia de salida de la turbina, considerándola como grupo electrógeno se
evalúa conforme a la siguiente expresión
miiv hhmW ηη **)( 0−=
Para el caso de varias turbinas:

91
( ) ( )( ) misveiv hmhmW ηη *** 0∑ ∑∑ −=
3.3.2 TURBINAS A GAS
Para dimensionar una turbina de gas se requiere la siguiente información:
1 Relación de presiones de entrada y salida.
2 Temperatura de admisión del aire.
3 Presión de admisión.
4 Flujo de aire.
5 Consumo de combustible.
Con esta información y con ayuda de las tablas de gases, y utilizando el modelo
de volumen de control se obtiene:
1 Trabajo neto o Potencia Generada.
2 Calor rechazado.
3 Eficiencia del ciclo.
4 Rendimiento del sistema.
Para evaluar la generación eléctrica se utilizan las siguientes expresiones:
−−
−
=
−
−1
111
1
11
21 k
k
cck
k
c
Ta rrT
TCpTmW
ηη
4
2
4
3
P
PccP
P
PT
∆−==η
1
2
P
Prc =

92
Donde:
W = Potencia
ma = Es el flujo de aire. (Kg/s)
Cp = Es el calor específico del aire considerado constante. (KJ/Kg. K)
T1 = Temperatura absoluta a la entrada del compresor. (K)
ηT = Eficiencia de la turbina.
T2 = Temperatura a la salida del compresor. (K)
K = Es la relación de calores específicos.
ηc = Eficiencia del compresor.
P1 = Presión a la entrada del compresor. (kPa)
P2 = Presión que entrega el compresor. (kPa)
P3 = Presión a la entrada de la turbina. (kPa)
P4 = Presión de los gases al escape de la turbina. (kPa)
∆Pcc = Caída de presión en la cámara de combustión. (kPa)
rc = Relación de compresión
3.3.3 MOTORES RECIPROCANTES
Los ciclos termodinámicos para el motor Diesel son, el ciclo Diesel y el Ciclo de
presión limitado a dual, para el ciclo Diesel la eficiencia está dada por la siguiente
expresión:
−
−
−=1
1
1
2
32
1
41
T
TkT
T
TT
η

93
Donde:
η = Eficiencia del ciclo
T1 = Temperatura de admisión, (°K)
T2 = Temperatura de inyección, (°K)
T3 = Temperatura máxima después de la expansión, (°K)
T4 = Temperatura de escape, (°K)
k = Relación de calores específicos
3.4 SELECCIÓN FINAL DE LA TECNOLOGÍA PARA
GENERACIÓN
Para poder seleccionar la tecnología mas adecuada, se tiene varias variables,
como son: de tipo económica, ambiental, seguridad, disponibilidad, confiabilidad,
durabilidad, etc. Sin embargo hay que señalar que en este trabajo no se tomarán
en cuenta los costos que demandan la instalación y puesta en marcha de
cualquiera de las tecnologías expuestas en este capitulo, por tal razón la
selección de la tecnología se hace de acuerdo al rendimiento y economía
especialmente de los combustibles que usan, ya que el objetivo es aprovechar las
fuentes energéticas del los campos como son: El gas y/o petróleo.
La opción de operar una planta de generación con Diesel esta descartado, hay
que aprovechar los recursos propios del campo sin dejar a un lado aspectos
ambientales que cada día cobran mas fuerza, por lo tanto una tecnología que sea
capaz de operar con la combinación de gas/crudo y además sea amigable con el
medio ambiente será la mas apropiada para generación eléctrica.
Afortunadamente ya existe esta tecnología disponible en el mercado, y también en
operación en nuestro país, específicamente en la central de Generación Secoya
de propiedad de Petroproducción, con una capacidad instalada de 11 Mw.,
convirtiéndose en el corazón de generación eléctrica para el Distrito Amazónico.
Como cierta desventaja de mercado se podría decir que hasta la fecha esta
tecnología solo ha sido desarrollada por Wärtsilä Oil & Gas Industry.

94
3.4.1 TECNOLOGÍA PARA COMPARTIR COMBUSTIBLES
El sistema de combustible compartido es posible debido al nuevo sistema y
principio de control. El sistema controla tanto la inyección simultánea de gas y
combustible líquido y permite a estos ser usados dentro de los límites
establecidos. El nuevo sistema de control esta integrado al control lógico
programable (PLC) del sistema extendido de automatización usando la plataforma
estándar de Wärtsilä.
El control del sistema de combustible compartido consiste en lazos múltiples de
control que operan bajo una unidad central de procesamiento (CPU). El control del
gas y de la velocidad se indica en la figura 3.6.
Fuente: Wärtsilä Oil & Fuel Industry
Figura 3.6: Diagrama de control del gas y velocidad.
La velocidad y la carga son accionadas por un controlador PID que contiene el
software principal del PLC. El control de la velocidad provee una gran variedad de
métodos optimizados de control tales como el control de compensación por
“Speed Droop” o (SDC).
Las cantidades de los combustibles líquidos y del gas se controlan por un
actuador dedicado “Twin Driver” el cual también esta gravado en el software del
PLC. Este recibe la señal global del controlador PID de velocidad y divide la señal
de dos actuadores acorde a los “setpoints” y condiciones de operación.

95
Las señales del control PLC se conectan a los actuadores, los cuales transforman
las señales de control global en ciclos de inyección de combustible para cada
cilindro a un tiempo y duración determinados. El actuador del combustible líquido
es electro-hidráulico, igual que en los motores convencionales a diesel. El
actuador de gas es un sistema denominado “Electronic Rail Valve o ERV” el cual
controla las válvulas de inyección específicas de cada cilindros basados en la
velocidad, la posición del motor, y una señal global de control del PLC.
Además de la funcionalidad del “Twin Driver”, los controles grabados incluyen el
monitoreo de la presión de gas, la cual se mantiene dentro de los 250… 350 bares
en base a los niveles de inyección de gas. Con cantidades pequeñas de inyección
de gas (baja proporción de combustible o bajo rendimiento GD), la presión del gas
se mantiene mas abajo para extender la duración de la inyección.
El control de sello de alta presión de aceite esta estrictamente integrado al control
de presión del gas. La presión del sello de aceite se mantiene 20 bares por
encima de la presión del gas, lo que significa que la presión del sello de aceite
supera la presión del gas en todo momento.
Por último pero no menos importante, el sistema integra la secuencia de las
válvulas de abastecimiento de gas y la funcionalidad de seguridad. Sin entrar en
muchos detalles, las válvulas de abastecimiento de gas tienen las siguientes
funciones:
1 El sistema de doble válvula de abastecimiento de gas aseguran el
aislamiento del motor y de la fuente de gas, en caso de ser necesario.
2 Un sistema lento de llenado se utiliza durante el arranque. La tubería de
gas se llena a través de un tubo “bypas” más pequeño para prevenir
variaciones repentinas de presión en el sistema.
3 Un sistema de venteo se utiliza para que el gas comprimido recirculante
regrese a la entrada del compresor cuando el gas es despedido del motor.
4 Un sistema de venteo con válvulas dobles se usa para despedir el gas
residual de los tubos de gas después de un “Blowdown”.
5 El sistema de seguridad disparará la válvula de cierre de gas y cortara el

96
abastecimiento de combustible al motor.
Fuente: Wärtsilä Oil & Fuel Industry
Figura 3.7: Ventana de Combustible Compartido, relacionada con la figura 3.6
La figura 3.7, indica las zonas y curvas de operación de un motor, con tecnología
para compartir combustibles, la línea pegada al eje horizontal, indica la carga del
motor en porcentaje, el eje vertical el porcentaje de combustible utilizado.
Cuando el motor opera solo a crudo un indicador se ubicara en la línea horizontal
(color azul), al porcentaje de carga que le corresponda.
Cuando el motor opera con gas, el indicador se ubicara sobre la línea naranja, en
cualquier punto de carga que corresponda, teniendo en cuenta que es necesario
un rango de porcentaje de combustible líquido, 3% cuando opera a máxima carga
y 15% cuando opera al 30 % de carga.
La zona de forma de bala, es el área de combustible compartido e indica los
límites de las mezclas, es decir si el motor opera al 80% de carga, la mezcla de
combustibles puede oscilar entre 20% de gas y 80% crudo, o 80% de gas y 20%
crudo, esta variación es realizada por el operador sin que haya variación en la
carga del motor

97
3.4.2 CARACTERÍSTICAS TÉCNICAS DE MOTORES CON TECNOLOGÍA
(GD).
Datos Técnicos Motor Wärtsilä 32GD
Diámetro interno del cilindro…………………………………..320 mm
Carrera del pistón……………………………………………….350 mm
Régimen de velocidad……………………………………750/720 rpm
Velocidad del pistón……………………………………….8.75/8.4 m/s
Efecto útil por cilindro………………………………………….375 Kw.
Datos Técnicos 720 rpm/60 Hz 12V32GD 16V32GD 18V32GD
Potencia Eléctrica [Kw.] 4343 5790 6534
Tasa de calor [KJ/Kwh.] 8155 8155 8129
Eficiencia Eléctrica [%] 44.1 44.1 44.3
Datos Técnicos 720 rpm/50 Hz
Potencia Eléctrica [Kw.] 4285 5713 6447
Tasa de calor [KJ/Kwh.] 8094 8094 8069
Eficiencia Eléctrica [%] 44.5 44.5 44.6
Dimensionamiento y Peso
Longitud L [mm] 9730 11049 11690
Peso W [mm] 2930 2977 2900
Alto H [mm] 4600 4600 4631
Peso [Ton] 75 99 104
Fuente: Wärtsilä Oil & Fuel Industry

98
CAPÍTULO 4
DISEÑO DEL SISTEMA DE CAPTACIÓN Y
TRATAMIENTO DE GAS
El objetivo de este capítulo es establecer los parámetros y requerimientos de
diseño, para especificar los sistemas de tratamiento y facilidades para el manejo
del gas. A partir de las condiciones iniciales, comprende la captación de todo el
gas asociado producido en Cuyabeno – Sansahuari, para ser comprimido y
transportado hasta el lugar dispuesto para el desarrollo del proyecto, (pozo
Cuyabeno 21), y también el respectivo tratamiento que debe darse al gas antes de
ser usado como combustible.
4.1 SISTEMA DE COMPRESIÓN
Como antecedente, la presión de captación del gas es 35 psi. Como
consecuencia, esta presión no es suficiente para transportar el gas desde las
estaciones hasta el pozo Cuyabeno 21, ubicado a 14000 pies, de longitud
medidos desde la Estación Cuyabeno y 32000 pies medidos desde la Estación
Sansahuari.
Entonces como primer paso, será necesario dimensionar un sistema para
comprimir el gas desde 20 psi hasta un valor de presión que permita obtener
óptimos resultados.
4.1.1 COMPRESORES
Dependiendo de la aplicación los compresores se fabrican en varios tipos:
desplazamiento positivo, dinámico y térmico, para aplicaciones de campos
petroleros es común utilizar compresores reciprocantes que van desde una etapa
hasta cinco etapas, en el mercado existe una gran variedad de compresores que
difieren del elemento motriz que causa la fuerza necesaria para iniciar la
compresión.
Los compresores de desplazamiento positivo caen dentro de dos categorías
básicas: reciprocantes y rotatorios.

99
Figura 4.1: Clasificación de Compresores de acuerdo al Tipo
La figura 4.1, indica una clasificación de los compresores de acuerdo al tipo de
fabricación.
4.1.1.1 Dimensionamiento
Para poder dimensionar un compresor, primero se debe tener en cuenta:
PASO 1. La potencia requerida para comprimir un cierto volumen de gas a
ciertas condiciones de presión de entrada y descarga.
PASO 2. Estimar la capacidad del compresor bajo condiciones especificadas
para la succión y descarga.
Para procesos de compresión, la mejor manera de evaluar el trabajo de
compresión es por el cambio de entalpía del gas que esta siendo succionado para
luego ser descargado a ciertas condiciones. Hay dos maneras en las que los
cálculos termodinámicos para los procesos de compresión se pueden ejecutar
asumiendo que:
PASO 3. Una trayectoria isentrópica reversible; Proceso durante el cual no se
agrega o remueve calor al sistema y la entropía permanece constante,
constante=kpv

100
PASO 4. Una trayectoria politrópica reversible; Proceso en el que existen
cambios en las características del gas durante la compresión se
considera que constante=npv
Fuente: Gas Processors Data Book
Figura 4.2: Curvas de Compresión
La figura 4.2, indica un gráfico Presión vs. Temperatura con una trayectoria
distinta para cada proceso donde varia el valor del exponente n, de acuerdo al
proceso.
A lo largo de las curvas politrópicas existe un trabajo, W, realizado desde p1 hasta
p2 igual a:
ec(4.1) ∫=2
1
p
p
VdpW
El trabajo requerido para ir de p1 a p2 es una función del valor de n que involucra
cada curva de la figura 4.1, siendo n = 1 para la mínima cantidad de trabajo
requerido, la cual es equivalente para compresión isotérmica, proceso durante el
cual no hay cambio de temperatura.
Para compresión isentrópica, n = K; generalmente en el diseño de la mayoría de
compresores es impractico construir suficiente equipo de transferencia de calor
para transferir todo el calor generado por la compresión hacia fuera. Para eso
muchas maquinas tienden a operar a lo largo de una trayectoria politrópica la cual
se aproxima a la trayectoria isentrópica.

101
Por tanto los cálculos de compresores se basan en una eficiencia aplicada a
conseguir un verdadero comportamiento de gas.
El siguiente proceso de compresión en la figura 4.2, es el de la trayectoria
intermedia que ha sido extensamente referida hasta en la industria como
“adiabático”.
Sin embargo, todos los procesos de compresión de importancia práctica no son
adiabáticos. Porque el término adiabático no describe adecuadamente este
proceso, porque el mismo no solo implica transferencia de calor.
El proceso ideal también sigue una trayectoria de entropía constante
conociéndose como isentrópico. A continuación se desarrolla las siguientes
relaciones:
ec(4.2)
°==−
Fmollb
Btu986.1RMCMC vp
Donde:
MCp = Calor especifico molar a presión constante [Btu/(lbmol °R)]
MCv = Calor especifico molar a volumen constante [Btu/(lbmol °R)]
R = Constante de gas universal en unidades de Energía.
= 1.986 R mol lb
Btu
°
= 0.000582 K kmol
h-Kw
= 8.314 K kmol
kJ
°
Por arreglos se obtiene:
ec(4.3) 986.1−
===MCp
MCp
MCv
MCp
Cv
Cpk
Donde:
K = exponente isentrópico, y esta definido por:

102
ec(4.4) v
p
C
Ck =
Para calcular k para un gas es necesario conocer la capacidad calórica molar a
presión constante (MCp). La tabla 4.1.1 (ver anexo 4.1) indica valores de MCp
para algunos gases en estado ideal, hay que tener en cuenta que MCp cambia
considerablemente con el cambio de temperatura, ya que la misma varia al
momento de la succión y descarga, por lo tanto el valor de k estará determinado
por el promedio de las temperaturas de succión y descarga, dentro del cilindro.
El gas de Cuyabeno – Sansahuari, esta multicompuesto por varios gases, por
ende la capacidad calórica molar ponderada debe ser determinada por la media
de las temperaturas de succión y descarga del cilindro de cada etapa, como se
indica en la tabla 4.1, se asume una temperatura media en el cilindro de 160 °F.
Tabla 4.1: Cálculos para determinar k (Gas de Cuya beno)
CÁLCULOS PARA DETERMINAR EL VALOR DE K (CUYABENO)
Componentes del Gas Peso Molecular MCp del Componente Individual
Presión y Temperatura Seudo Críticas
Componente Y Individual [lbm/lbmol]
Y*PM [lbm]
@ 160 °F
Y*PM @ 160 °F
Pc [psia]
Y*Pc [psia]
Tc [°R]
Y*Tc [°R]
NO COMBUSTIBLE
Nitrógeno 0,0201 28,0134 0,5630693 6,94 0,139494 492 9,8892 427 8,5827
Dióxido de Carbono
0,5105 44,01 22,467105 9,29 4,742545 1071 546,746 548 279,5
Sulfuro de Hidrogeno
* * * * * * * * *
COMBUSTIBLE
Metano 0,1868 16,04 2,996272 8,95 1,67186 666 124,409 343 64,072
Etano 0,0542 30,07 1,629794 13,78 0,746876 707 38,3194 550 29,81
Propano 0,1256 44,1 5,53896 19,52 2,451712 616 77,3696 666 83,65
Iso Butano I 0,0252 58,12 1,464624 25,77 0,649404 528 13,3056 734 18,497
Normal Butano 0,0519 58,12 3,016428 25,81 1,339539 551 28,5969 765 39,704
Iso Pentano 0,0139 72,15 1,002885 31,66 0,440074 490 6,811 829 11,523
Normal Pentano 0,0118 72,15 0,85137 44 0,5192 490 5,782 829 9,7822
TOTAL 1 40 13 851 545
* La cantidad es despreciable se asume un gas sin H2S
Aplicando la ecuación 4.3, se obtiene:
MCv = MCp – 1.986 = 13 – 1.986 = 11.015
°Fmollb
Btu
K = MCp/MCv = 13/11.015 = 1.18 para el gas de Cuyabeno.

103
Tabla 4.2: Cálculos para determinar k (Gas de Sans ahuari)
CÁLCULOS PARA DETERMINAR EL VALOR DE K (SANSAHUARI )
Componentes del Gas Peso Molecular MCp del
Componente Individual
Presión y Temperatura Seudo Críticas
Y Fracción Molar
Individual [lbm/lbmol]
Y*PM @ 160 °F
Y*PM @ 160
°F
Pc [psia]
Y*Pc [psia]
Tc [°R]
Y*Tc [°R]
NO COMBUSTIBLE
Nitrógeno 0,0177 28,0134 0,4958372 6.960 0,12283 492 8,7084 427 7,5579
Dióxido de Carbono 0,4981
44,01 21,921381 9.290 4,62734 1071 533,465 547,5 272,7098
Sulfuro de Hidrogeno
* * * * * * * * *
COMBUSTIBLE
Metano 0,15381 16,04 2,4671124 8.950 1,3766 666 102,4374 343 52,75683
Etano 0,0539 30,07 1,620773 13.780 0,74274 707 38,1073 550 29,645
Propano 0,1357
44,1 5,98437 18.170 2,648864 616 83,5912 666 90,3762
Iso Butano I 0,0309 58,12 1,795908 25.770 0,79629 528 16,3152 734 22,6806
Normal Butano 0,0685 58,12 3,98122 25.810 1,76798 551 37,7435 765 52,4025
Iso Pentano 0,0221 72,15 1,594515 31.660 0,69968 490 10,829 829 18,3209
Normal Pentano 0,0193 72,15 1,392495 31.860 0,8492 490 9,457 829 15,9997
TOTAL 1 41 13 841 562
* La cantidad es despreciable se asume un gas sin H2S
Aplicando la ecuación 4.3, se obtiene:
MCv = MCp – 1.986 = 13 – 1.986 = 11.014
°Fmollb
Btu
K = MCp/MCv = 13/12.014 = 1.18 para el Gas de Sansahuari
Los valores calculados en las tablas 4.1 y 4.2, están basados en una temperatura
promedio del pistón de un compresor igual a 160 °F, para otros valores ver el
anexo 4.1, donde se dan valores para otras temperaturas.
El calculo de pPc y pTc en las tablas 4.1 y 4.2, permiten calcular la presión y
temperatura reducidas, para las condiciones actuales usando las ecuaciones 1.56
y 1.57.
4.1.1.2 Especificación del Compresor
Para la especificación del compresor es necesario seleccionar el tipo básico de
compresor, el número de etapas de compresión y la potencia requerida.

104
4.1.1.2.1 Selección del tipo de Compresor
Para aplicaciones en plantas de gas, el uso de compresores reciprocantes es lo
más común, debido a sus ventajas mecánicas ante los compresores centrífugos
así se tiene:
� Gran flexibilidad en el rango de capacidad y presión.
� Alta eficiencia de compresión y bajo costo de potencia
� Capacidad de distribución de altas presiones
� Capacidad de operar con bajos volúmenes
� Mínima sensibilidad para cambios en la composición del gas
El tipo de compresor seleccionado será un compresor reciprocante.
4.1.1.2.2 Selección de las Etapas de Compresión
Una primera aproximación para seleccionar el número de etapas se puede hacer
asumiendo una relación máxima de compresión por etapa de 3.0 a 4.0 y escoger
el número de etapas, con la siguiente relación.
ec(4.5) n
Ps
PdR
1
=
Donde:
R = relación por etapa
n = número de etapas
Pd = Presión de descarga, [psia]
Ps = Presión de succión, [psia]
4.1.1.2.3 Especificación aproximada de la Potencia para la Compresión
Una primera aproximación de la potencia se puede hacer a partir de la ecuación
4.6.
ec(4.6) gQ Fn R22=BHP
Donde:
BHP = Potencia efectiva aproximada, [HP]
R = Relación de compresión por etapa

105
n = Número de Etapas
F = caída de presión asignada a cada etapa
= 1.00 para una sola etapa de compresión
= 1.08 para dos etapas de compresión
= 1.10 para tres etapas de compresión
Qg = Flujo de gas, [MMPCD]
Utilizar la ecuación 4.6, podría ser una selección muy rápida y acarrearía errores
ya que solo se destina para gases con una gravedad específica de 0.65.
Por lo tanto no se puede utilizar la ecuación 4.6, para especificar la potencia
necesaria para comprimir el gas del área Cuyabeno – Sansahuari, porque su
gravedad específica es igual a 1.3.
4.1.1.3 Procedimiento para la determinación del número de Etapas y Potencia
Efectiva de modo Correcto.
Para agregar una etapa de compresión existen razones de tipo económico y
operativo que se deben tomar muy en cuenta, ya que agregar una de ellas implica
la adición de escrubers, tubos, cilindros adicionales, controles, etc. Que aumentan
las caídas de presión, pérdidas de potencia por fricción en los cilindros y
elementos rotacionales. Que aumentarían los costos planeados en el diseño por
incremento en la eficiencia de compresión.
La figura 4.3, indica una curva de Presión vs. Temperatura tanto para una y dos
etapas de compresión, el área bajo la curva, delimitada por A-B-C-D representa el
ahorro de potencia al agregar la segunda etapa. Generalmente es muy importante
agregar una etapa adicional, en función de la temperatura de descarga.

106
Tem pera tura
Pre
sión
S egundaE tapa
P rim eraE atapa
C om presión ad iabá tica
D
C B
A
Figura 4.3: Reducción de la potencia debida a las multietapas
La temperatura de descarga para una sola etapa de compresión se puede calcular
a partir de:
ec(4.7) η11
×−
=
k
k
s
dsd P
PTT
Donde:
Td = Temperatura en la descarga de la etapa, [°R]
Ts = Temperatura en la succión de la etapa, [°R]
Pd = Presión de descarga en la etapa, [psia]
Ps = Presión de succión en la etapa, [psia]
k = razón de calor especifico, [Cp/Cv]
η = eficiencia politrópica, = 1 para reciprocantes, 0,8 para centrífugos.
Es deseable limitar la temperatura de descarga por debajo de 250 °F hasta 275 °F
para asegurar una adecuada vida de los empaques, y prevenir la degradación del
aceite lubricante. A temperaturas arriba de 300 °F una eventual degradación del
aceite es probable y peor aún si existe oxigeno la auto ignición es lo mas seguro,
y bajo ninguna circunstancia la temperatura debería exceder los 350 °F.
La temperatura de descarga se puede desminuir enfriando el gas de succión y

107
reduciendo el valor de (Pd/Ps), esto sería agregando etapas de compresión.
Calcular la capacidad especifica de gas de cada etapa, debido a que el volumen
de gas es función de la presión y temperatura, se puede usar la siguiente
expresión:
ec(4.8) ss
sag ZT
PqQ ×= 051.0
Donde:
Qg = Capacidad especifica de gas a condiciones estándar, [MMPCD]
qa = Capacidad especifica del gas a condiciones de presión y temperatura de
succión, [pies³/min].
Ps = Presión de succión, [psia].
Ts = Temperatura de succión, [°R]
Zs = Factor de compresibilidad a las condiciones de succión.
Notar que la capacidad específica del gas a condiciones de presión y temperatura
de succión, esta relacionada con la eficiencia volumétrica y el desplazamiento del
pistón, se puede calcular con la siguiente expresión:
ec(4.9) DPEq va ×=
Donde:
Ev = Eficiencia Volumétrica.
DP = Desplazamiento del pistón, [pies³/min].
Entonces, la potencia efectiva por etapa se puede calcular por la ecuación 4.10.
ec(4.10) ( )( )
−
−
=×
−
11
087.0
11_ ηη k
k
s
dsg
P
P
k
k
E
TQzBHP
Donde:
BHP = Potencia efectiva por etapa, [HP]
Qg = Volumen de gas, [MMPCD]

108
Ts = Temperatura de succión, [°R]
Z = Factor de comprensibilidad medio
Z = (Zs+Zd)/2
E = eficiencia
= 0.82 unidades reciprocantes de alta velocidad
= 0.85 unidades reciprocantes de baja velocidad
= 0.72 unidades centrifugas
η = eficiencia politrópica
k = razón de calor especifico, [Cp/Cv]
Ps = Presión de succión de cada etapa, [psia]
Pd = Presión de descarga de cada etapa, [psia]
El total de la potencia efectiva para el compresor será ∑n
BHP1
, donde n es el
número de etapas, por experiencias de campo, se asume que existe un 3% de
pérdidas en cada etapa, debido a los dispositivos que interconectan cada etapa.
El siguiente procedimiento se puede usar para calcular el número de etapas y la
potencia efectiva de la unidad seleccionada.
PASO 1. Calcular la razón de compresión total (ec 4.5), asumiendo una sola
etapa, si Rt es menor que 5 entonces se considera utilizar una sola
etapa. Caso contrario, seleccionar un numero de etapas hasta que Rt
sea menor que 5.
PASO 2. Calcular la temperatura de descarga (usar ec (4.7)), de la primera
etapa, tener en cuenta que si la temperatura es demasiado alta, el
número de etapas no ha sido seleccionado de acuerdo a los
requerimientos planteados en el acápite (4.1.1.3), Entonces; se debe
recalcular la temperatura de descarga incrementando el número de
etapas, se debe repetir el procedimiento hasta que se ajuste a los
requerimientos del acápite.

109
PASO 3. Calcular el volumen específico, y compresibilidad del gas a condiciones
actuales.
PASO 4. Una vez que la temperatura de descarga es aceptable, se debe
calcular la potencia efectiva (utilizar ec 4.10), requerida para cada
etapa de compresión, y la presión de succión, temperatura de
descarga, y la potencia requerida para las siguientes etapas.
4.2 PARÁMETROS DE DISEÑO
Los parámetros de diseño, son las condiciones a las que se encuentra el gas
(Presión, Temperatura y composición), y requerimientos técnicos que deben
cumplir los sistemas para transporte, compresión, deshidratación, y remoción de
gases ácidos, que garantizan el máximo aprovechamiento energético del gas
asociado.
4.2.1.1 Pérdidas de presión en líneas de gas
Es de vital importancia para diseños de líneas de gas, conocer las pérdidas de
presión, entonces se hace uso de las ecuaciones planteadas en (Cáp. 1, acápite
1.3.2, pág. 27).
4.2.1.2 Formación de Hidratos
El contenido de agua en una mezcla gaseosa es inevitable, por tal razón existe la
posibilidad de formación de hidratos, que consisten en el encapsulamiento de
moléculas de hidrocarburos en un entramado cristalino de agua, es decir
moléculas contenidas en cristales de hielo, llamados catrates (Conjunto de que
puede existir en forma estable pero no de una verdadera combinación química de
todas las moléculas involucradas).
Generalmente se forman cuando una corriente de gas se enfría debajo de su
temperatura de formación de hidratos.
La formación de los hidratos es siempre indeseable, ya que los sólidos pueden
causar taponamiento de las líneas de transporte de gas, válvulas de control de
flujo, válvulas de choque, dispositivos de instrumentación, reduce la capacidad de
transporte de las líneas, crea escala, corrosión y daños físicos especialmente en

110
válvulas de choque y control donde hay grandes caídas de presión y pequeños
orificios.
Las tres mejores condiciones que favorecen la formación de hidratos son:
� La presión y temperatura apropiada para la formación de hidratos.
� La existencia de agua libre a o bajo su punto de rocío.
� Una abrupta caída de presión causada por evacuación en orificios o
perforaciones en las líneas o elementos de restricción de flujo (llaves,
válvulas, etc.).
Si no existiera la presencia de agua libre no se daría la formación de hidratos,
condiciones de segundo orden tales como altas velocidades del gas, agitación de
algún tipo podrían también ayudar a la formación de hidratos.
Los métodos para prevenir la formación de hidratos comprenden la adición de
calor para asegurar que la temperatura es siempre arriba de la temperatura de
formación de hidratos, otra manera es con inhibición química, o deshidratando el
gas de tal manera que el vapor de agua no condense en forma de agua libre
4.2.1.3 Condensación del vapor de agua
La mejor manera de garantizar que no haya formación de hidratos es asegurar
que la cantidad de vapor de agua dentro del gas sea siempre menor a la cantidad
requerida para saturar el gas completamente.
La temperatura a la cual el agua condensa dentro de un gas natural se la conoce
como punto de rocío.
La cantidad de vapor de agua saturado dentro del gas se puede determinar en
base a un gráfico provisto por la GPSA (Ver anexo 4.3), que indica el contenido
de agua en libras por MMPC de gas saturado, a varias presiones y temperaturas.
Por ejemplo, a 80 °F y 450 psi, el gas saturado con tendrá aproximadamente 65 lb
de vapor de agua por MMPC de gas. Si hay menos vapor de agua, el gas no
estará saturado y su temperatura se puede reducir sin condensación de agua.
Para controlar la cantidad de vapor de agua en un gas, es necesario deshidratar
el gas (consiste, en remover el vapor de agua) hasta que la cantidad de vapor de

111
agua sea menor que la requerida para una saturación completa en todas las
condiciones de presión y temperatura.
4.2.1.4 Caída de temperatura debido a la expansión de gas
Expandir o estrangular el gas desde presiones altas hasta bajas, es una práctica
común generalmente usada para controlar la cantidad de flujo de gas.
La estrangulación se consigue por el uso de válvulas de control o choque. La
caída de presión causa un decrecimiento en la temperatura del gas, por lo tanto
los hidratos se pueden formar en las válvulas de control y/o choque.
La mejor manera de calcular la caída de temperatura es por medio de un
programa de computación, dicho programa debe ser capaz de dar un cálculo
rápido, balanceando la entalpía interna.
Para un componente simple como el metano, el diagrama de Mollier se puede
usar para calcular la caída de temperatura directamente, pero el gas natural no
tiene un solo componente por lo que usar el diagrama de Mollier no es
recomendable.
El gráfico 4.2.1, incluido en el anexo 4.2, puede ser usado para obtener una
solución aproximada para estimar la caída de temperatura.
Esta curva esta basada en una concentración de líquido de 20 [Bls/MMPC] dentro
del gas. Por cada incremento de 10 [Bls/MMPC] hay una corrección de 5 [°F].
Por ejemplo si no hay líquido la temperatura final será 10 [°F] mas (la caída de
temperatura es mas 10 [°F]) que la indicada por la figura 4.2.1 (Ver anexo 4.2)
4.3 TRATAMIENTO DEL GAS
Existen varios métodos que pueden ser empleados para remover los
componentes ácidos (principalmente H2S y CO2) de un flujo de gas, los métodos
disponibles pueden ser ampliamente clasificados en categorías ya que dependen

112
de una reacción química de absorción o adsorción.
Este acápite propone el diseño para el sistema de deshidratación usando glicol
líquido en contactores verticales, para disminuir la cantidad de agua hasta 7
lb/MMPC, presente en el gas.
4.3.1 DESHIDRATACIÓN DEL GAS
La deshidratación es el proceso de remoción del vapor de agua contenido en un
flujo de gas y reducción de la temperatura, a la cual el agua se condensa.
Esta temperatura se conoce como el punto de rocío del gas, se sabe también que
el contenido de agua en un flujo de gas es un parámetro establecido como valor
máximo que debe tener el gas antes de ser utilizado como combustible.
Como límite, el contenido de agua máximo en el gas debe ser no mayor a
7[lb/MMPC].
Es muy importante bajar la cantidad de agua contenida en el gas, ya que puede
reaccionar con los componentes ácidos y formar un ácido altamente corrosivo. La
capacidad de un flujo de gas para mantener el vapor de agua, se reduce, cuando
el flujo se comprime o enfría.
4.3.2 INHIBIDORES QUÍMICOS
Los inhibidores químicos pueden ser inyectados dentro de una corriente de gas
para reducir la temperatura a la cual se forman los hidratos. Generalmente,
metanol o uno de los tipos de glicol –, etilenglicol (EG), dietilenglicol (DEG), o
Trietlilenglicol (TEG) se usan como inhibidores.
El inhibidor más común, utilizado en las estaciones que procesan gas, es el
etilenglicol debido a su fácil recuperación, menor solubilidad con los
hidrocarburos, y por su bajo costo.
4.3.3 DETERMINACIÓN DEL CONTENIDO DE AGUA
El agua contenida por un gas depende de su composición, temperatura, y presión,

113
para el gas de Cuyabeno – Sansahuari, la cantidad de agua presente en el gas, a
condiciones internas de la tubería se puede obtener en función de la ecuación
4.11, debido a que el CO2, contiene mas agua en saturación que el metano en
una mezcla de gas natural dulce (alto contenido de metano).
ec(4.11) SHSHCOCOHCHC WyWyWyWs 222
++=
Donde:
=NW Contenido de agua del componente N, [lbm/MMPC] (Anexo 4.3)
=Ny Fracción molar del componente y.
4.3.4 DESHIDRATACIÓN POR CONTACTO
Considerablemente, el proceso más común para deshidratar el gas natural, es
hacer que el gas entre en contacto con un líquido higroscópico tal como algún tipo
de glicol. Esto sería un proceso de absorción, donde el vapor de agua contenido
por el gas queda disuelto dentro de un flujo de glicol relativamente puro.
La deshidratación con glicol es relativamente barata, ya que el agua puede ser
fácilmente evaporada del glicol por adición de calor, produciendo un fenómeno de
regeneración o reconcentración permitiendo la recuperación del glicol para ser
usado nuevamente.
4.3.4.1 Descripción del Proceso
El proceso es continuo, es decir, gas y glicol fluyen constantemente a través de un
contenedor (puede ser de contacto o absorción) donde entran en contacto y el
glicol absorbe el agua.
La figura 4.4, indica un esquema de un contactor típico en el cual el gas y los
líquidos están en flujo de corrientes opuestas. El glicol fluye desde el contenedor
hacia un calentador (a menudo llamado regenerador) donde el agua se evapora
del glicol, antes de ser bombeado hacia el contenedor para completar el ciclo.
El contactor trabaja como una torre estabilizadora de condensados, al ingresar el

114
glicol desde la parte superior, posibilita el contacto con el gas y el vapor de agua
se queda atrapado en el glicol
Glicol rico
Glicolpobre
Contactor
Gas húmedo
Agua libre
Gas seco
Figura 4.4: Esquema de un contactor de flujo opuesto
4.3.4.2 Selección del Glicol
Los glicoles más comunes por su uso y su disponibilidad son:
� Etilenglicol
� Alto equilibrio de vapor con el gas para tender a perder la fase gaseosa
dentro del contactor.
� Se usa como inhibidor de hidratos donde el mismo puede ser recuperado
del gas a temperaturas debajo de los 50°F.
� Dietilenglicol
� Alta presión de vapor muchas pérdidas dentro del contactor.

115
� Temperatura de descomposición baja, requiere de baja temperatura de
reconcentración (315 °F a 340 °F) por lo que no es posible usar en otras
aplicaciones.
� Trietlilenglicol
� Se reconcentra a 340 °F hasta 400 °F por su alta p ureza.
� Excesos de temperaturas de 120 °F en el contactor tienden haber perdidas
de gas
� Depresión del punto de roció hasta 150 °F
� Tetraetilieglicol
� Alto costo, bajas pérdidas a altas temperaturas.
� Reconcentrados a 400 °F hasta 430 °F.
Las características físico químicas del Trietlilenglicol, para manejo en los equipos
de recirculación y regeneración hacen que este tipo de Glicol sea el más
adecuado para usar como inhibidor en el sistema de deshidratación, por tanto se
usara trietlilenglicol para alcanzar la deshidratación deseada del gas de Cuyabeno
y Sansahuari.
4.3.4.3 Consideraciones de Diseño
4.3.4.3.1 Temperatura del gas a la entrada del contactor
A presión constante, a la entrada del contactor el contenido de agua en el gas se
incrementa, con el incremento de temperatura. Entonces; un incremento de
temperatura podría resultar en un incremento del diámetro requerido para la torre
del contactor. Además un incremento en la temperatura, incrementara la velocidad
del gas, la cual a su vez resultara en un incremento del diámetro del contenedor.
A temperaturas superiores a 120 °F habrá altas pérd idas de trietlilenglicol, por lo
que es mejor enfriar el gas antes de que entre a la torre de contacto.
La temperatura mínima del gas a la entrada es normalmente mayor que la
temperatura de formación de los hidratos y debería estar siempre arriba de los 50
°F; bajo los 50 °F el glicol empieza a ser demasiad o viscoso, entre 60 °F y 70 °F
el glicol puede formar una emulsión estable con los hidrocarburos líquidos del gas
y por tanto empezar a formar espuma dentro del contactor.

116
Existe una reciprocidad económica entre el sistema intercambiador de calor para
enfriar el gas y el tamaño de la unidad de glicol. Es decir un gran intercambiador
de calor demandara una pequeña unidad de glicol, y viceversa.
4.3.4.3.2 Presión en el Contactor
La presión del contactor tiene pequeños efectos en el proceso de absorción del
glicol en función de que la presión se mantenga bajo los 3000 psig.
A temperatura constante el contenido de agua en el gas decrece a la entrada con
el incremento de presión, por tanto menor será la cantidad de agua que se
deshidrate si el proceso se realiza a altas presiones, una solución práctica sería
usar contactores pequeños a altas presiones siempre y cuando la velocidad del
gas sea baja, y por ende se disminuye el diámetro del contactor.
4.3.4.3.3 Número de etapas (bandejas) de contacto
El glicol y el gas no alcanzan el equilibrio en cada etapa, por tanto para diseñar se
estima una eficiencia del 25 % por cada etapa. Es decir, si teóricamente se
necesita una etapa en equilibrio, entonces se necesitaran cuatro de las mismas.
Teniendo en cuenta que el espacio entre etapa es de 24 pulgadas.
El número de etapas tiene que ver con la depresión del punto de rocío, y también
en la tasa de recirculación de glicol. La figura 4.5, indica una relación entre el
número de etapas respecto a la depresión del punto de rocío.
4.3.4.3.4 Temperatura del glicol a la entrada del Contactor
La temperatura del glicol a la entrada del contactor tiene un efecto en la depresión
del punto de rocío, por ende se debe mantener abajo del la misma para minimizar
la tasa requerida de circulación.
Es recomendable que la temperatura del glicol a la entrada sea 10 °F más caliente
que el gas que ocupa el contactor.

117
Tasa de recirculación de Trietlilenglicol, gal TEG/lbmH2O
Fuente: Gas Processors Suppliers Association, 11 edición, 1998
Figura 4.5: Relación del número de bandejas sobre la depresión del punto de
rocío.
4.3.4.3.5 Concentración de Glicol
Para una tasa de recirculación de glicol y un número de etapas establecidas,
existe una mayor concentración de glicol para una mayor depreciación del punto
de rocío. Por ejemplo si la torre de contacto esta a 100 °F, existe un punto de
rocío en equilibrio a 25 °F para una concentración de glicol al 98 % o 10 °F para
una concentración del 99 % de glicol.
La figura 4.6, indica el punto de rocío del agua en estado estable para diferentes
temperaturas del gas en contacto, con varias concentraciones de glicol.
Incrementos en la concentración del glicol, pueden tener grandes efectos sobre la
depresión del punto de rocío, que aumentarán la tasa de recirculación. Es decir,
para obtener una depresión del punto de rocío de 70 °F es necesario una tasa de
recirculación de 6.2 gal/lb a 99.95 %, 8.2 gal/lb a 99.5 %.
Dep
resi
ón d
el p
unto
de
Roc
ió, °
F

118
Temperatura en la torre de contacto, [°F]
Figura 4.6: Punto de Rocío para el agua es estado estable
Tasa de recirculación de Trietlilenglicol, gal TEG/lbmH2O
Figura 4.7: Porcentaje en peso de agua removida, vs. tasa de recirculación
Pun
to d
e R
oció
en
Equ
ilibr
io, °
F
Por
cent
aje
en p
eso
de a
gua
rem
ovid
a

119
La figura 4.7, indica la relación para el porcentaje en peso de agua removida
versus tasa de recirculación de Trietlilenglicol con una bandeja teórica, (N=1).
4.3.4.3.6 Calidad del Trietlilenglicol Pobre
Las concentraciones de glicol pobre que salen del calentador se pueden degradar
por contacto entre el glicol y los destilados del gas. Frecuentemente, el gas
húmedo esta saturado con vapor de agua a temperatura ambiente y presiones de
25 psi hasta 100 psi.
En varios casos la adición de gas combustible para generar mas calor en el
calentador es necesaria, para incrementar la concentración del glicol pobre;
siendo menor que la conseguida con los destilados del gas para el mismo efecto.
Por lo tanto, es mejor usar destilados de gas para elevar la concentración del
glicol pobre por encima de 98.5 hasta 98.9 %, a temperaturas normales del
calentador y contrapresiones normales en la columna de destilación.
Si la tasa de recirculación de glicol aumenta sobre la base del diseño dentro de
una unidad y el calentador y no se logra alcanzar la temperatura deseada,
entonces es posible usar destilados de gas para alcanzar la concentración del gas
deseada, para esto existen varios procesos como: STRIPPING GAS ®, DRIZO ®,
VACUUM ®, COLDFINGER ®.
4.3.4.3.7 Tasa de Recirculación de Etilenglicol.
Cuando el número de etapas del contactor y la concentración de glicol es
invariable, la depresión del punto de rocío de un gas saturado es función de la
tasa de recirculación del glicol.
A mayor cantidad de glicol que entre en contacto con el gas, mayor será la
cantidad de vapor de agua destilada del gas. Considerando que la concentración
del glicol afecta principalmente el punto de rocío del gas seco, la cantidad de glicol
controla la cantidad total de agua que se puede remover.
La tasa mínima de recirculación que asegura un buen contacto gas – glicol es
aproximadamente dos galones de glicol por cada libra de agua que debe ser
removida, y siete galones de glicol por cada libra de agua removida representan la
tasa máxima de recirculación.

120
Una tasa de recirculación excesiva puede sobrecargar el calentador y ocasionar
una mala regeneración del glicol.
El calor necesario para el calentador es directamente proporcional a la tasa de
recirculación. Por tanto, un incremento en la tasa de recirculación causará un
descenso en: la temperatura del calentador, la concentración del glicol pobre, y
inevitablemente bajara la cantidad de agua que se debe remover por contacto con
el glicol. Solo si se mantiene la temperatura constante, la tasa de recirculación
puede incrementarse.
4.3.4.3.8 Temperatura en la Torre de Separación del Glicol
Una alta temperatura en la parte superior de la columna de destilación puede
incrementar las perdidas de glicol debido a una excesiva evaporación. El punto de
ebullición del TEG es 546 °F, por tanto la temperat ura recomendada en la parte
superior de la columna de destilación es aproximadamente 225 °F. Cuando la
temperatura excede los 250 °F las perdidas de glico l por evaporación pueden
llegar a ser cuantiosas.
La temperatura en la parte superior de la columna de destilación se puede
desminuir incrementando la cantidad de flujo de glicol a través del serpentín de
contra flujo. Si la temperatura en la parte superior de la columna de destilación es
demasiado baja, menor será la cantidad de agua condensada y la tasa de calor
del calentador se incrementara, demasiada recirculación de glicol frío en el
serpentín puede causar una baja en la temperatura de la columna de destilación.
4.3.4.4 Dimensionamiento del Sistema
El tamaño del sistema involucra específicamente el correcto: diámetro y número
de etapas, que a la vez establecen la: altura total; la selección de una adecuada
tasa de recirculación, la concentración del glicol pobre y el aporte de calor del
calentador.
Como explicación previa, el número de etapas, tasa y concentración del glicol
pobre están todas interrelacionadas, las figuras 4.8 hasta 4.12, relacionan estos
tres parámetros.

121
Tasa de recirculación de TEG, gal TEG/lbm H2O
Figura 4.8: Agua removida vs. tasa de recirculación a varias concentraciones
deTEG (N=1 número de bandejas teóricas).
Tasa de recirculación de TEG, gal TEG/lbm H2O
Figura 4.9: Agua removida vs. tasa de recirculación a varias concentraciones de
TEG (N=1.5 número de bandejas teóricas)
(Win-W
out)/
Win
(Win-W
out)/
Win

122
Tasa de recirculación de TEG, gal TEG/lbm H2O
Figura 4.10: Agua removida vs Tasa de recirculación a varias concentraciones de
TEG (N=2 número de bandejas teóricas)
Tasa de recirculación de TEG, gal TEG/3b0 H2O
Figura 4.11: Agua removida vs. Tasa de recirculación a varias concentraciones
TEG (N=2.5 número de bandejas teóricas )
(Win-W
out)/
Win
(Win-W
out)/
Win

123
Tasa de recirculación de TEG, gal TEG/lbm H2O
Figura 4.12: Agua removida vs. tasa de recirculación a varias concentraciones
TEG (N=3 número de bandejas teóricas)
4.3.4.4.1 Dimensionamiento del Contactor
El diámetro mínimo, se puede determinar usando las ecuaciones para cálculo de
separadores verticales. (ver diseño de separadores, pág. 141).
La densidad del glicol, se puede estimar en 70 [lb/pies³], también el tamaño de las
gotas de glicol dentro de un rango normal son: de 120 – 150 micrones para
diseñar el tamaño del separador.
4.3.4.4.2 Calor de Aporte del Calentador
El calor de aporte del calentador es la suma del calor sensible requerido para:
aumentar la temperatura del calentador, el calor requerido para vaporizar el agua
del glicol, el calor requerido para el sistema de contra flujo (se estima entre el 25
al 50 % del calor para evaporar el agua contenida en el glicol) y las pérdidas hacia
la atmósfera.
En pro de dimensionar varios intercambiadores de calor, es común asumir unos
10 °F de ganancia en la temperatura del glicol rico dentro del serpentín de contra
(Win-W
out)/
Win

124
flujo, una temperatura deseada para el glicol rico es de 175 °F hasta 200 °F
después de precalentar y una temperatura para el glicol rico después de calentar
el glicol/glicol de 275 °F hasta 300 °F.
Es muy importante asegurarse que la temperatura en las bombas de glicol no
exceda los 200 °F y 250 °F en el embolo de las bomb as. La temperatura del glicol
pobre antes del contacto glicol/gas debe estar 10 °F arriba de la temperatura del
gas en el contactor. El vapor de agua separado del glicol rico mas el vapor de
agua recirculado debe ser enfriado de 320 °F hasta 220 °F aproximadamente en
el serpentín de contra flujo.
Los factores de transferencia de calor del intercambiador, “U” se pueden
aproximar desde 10 hasta 12 Btu/hr-pies²-°F para lo s intercambiadores de
glicol/glicol, 45 Btu/hr-pies²-°F para los intercam biadores glicol/gas, y 100 Btu/ hr-
pies²-°F para el serpentín de recirculación, [Toma do de las Normas Tema, Clase
“B”]. El calor específico del trietlilenglicol se determina en la figura 4.5.
Fuente: Gas Processors Data Book
Figura 4.13: Calor especifico del Trietlilenglicol a varias concentraciones

125
Fuente: Gas Processors Data Book
Figura 4.14: Conductividad Térmica para varias mezclas de TEG–Agua.
Las figuras 4.13 y 4.14, sirven para estimar la capacidad calórica de soluciones
acuosas de Trietlilenglicol y la conductividad térmica de una mezcla de
Trietlilenglicol más agua en varias concentraciones, las figuras respectivamente.
Tabla 4.3: Aproximación del calor aportado por un c alentador con sistema
De combustión directa.
Diseño
removidas agua de
circulando Glicol de Galones
lb
Calor aportado por el calentador
circulando Glicol de Galones
Btu
2.0 1066 2.5 943 3.0 862 3.5 805 4.0 762 4.5 729 5.0 701 5.5 680 6.0 659
Fuente: Design of Gas – Handling Systems and Facilities

126
En la tabla 4.3, se puede encontrar valores para una aproximación inicial del calor
aportado por el calentador, si el calentador se calienta con un sistema de
combustión directa.
4.3.4.5 Bombas Impulsoras
Los tipos más comunes de bombas usadas en las plantas de proceso de gas son
de desplazamiento positivo y centrifugo. Practicas modernas sugieren usar
bombas de desplazamiento centrifugo en vez de bombas de desplazamiento
positivo debido a su bajo costo, de mantenimiento y menos espacio, las bombas
centrifugas convencionalmente operan a velocidades que están entre 1200 y 8000
r.p.m.
Las tablas 4.4 y 4.5, resumen algunas de las ecuaciones básicas y leyes afines
que relacionan variables implícitas en cálculos para seleccionar bombas
centrifugas de tipo común.
Tabla 4.4: Afinidad de leyes para bombas centrifuga s
1: Valores en condiciones iniciales
2: Valores en condiciones finales
Cambio⇒ velocidad Diámetro Velocidad y Diámetro
=2Q )/( 121 nnQ )/( 121 ddQ )/)(/( 12121 nnddQ
=2h 2
121 )/( nnh 2
121 )/( ddh 2
12121 )]/)(/[( nnddh
=2bhp 3
121 )/( nnbhp 3
121 )/( ddbhp 3
12121 )]/)(/[( nnddbhp
NPSHR 2 NPSHR12
12 )/( nn – NPSHR12
12 )/( nn
Fuente: Engineering Data Book
Las tablas 4.4 y 4.5, son un resumen de las ecuaciones básicas para seleccionar
un tipo de bomba, que se adecue a las necesidades de flujo y potencia necesaria.

127
Tabla 4.5: Ecuaciones básicas para bombas comunes d e Flujo Axial
GE
PPhp 31.2
144 ==ρ
( )( )( ) ( )( )17143960
PQGEHQhydhp
∆==
( )( )( )( ) ( ) bombaspara
e
PQ
e
GEHQbhp
17143960
∆==
g
vhv 2
2
=
( )bombasparae
hydhbhp p=
( )( )n
bhpT
5252=
( ) ( )229
ndu =
( ) ( ) ( )turbinasparaehydhbhp p :=
( ) bep
bepbep
bep
bep
s H
QnH
H
Qnn
4/1
4/3==
( )( )A
Qv
321.0=
1 HP s
lbfpies
KW
3550
7457.0
=
=
1 HP s
lbfpies
KW
3550
7457.0
=
=
Fuente: Mecánica de Fluidos .

128
4.3.5 PROCESOS PARA REMOCIÓN DE DIÓXIDO DE CARBONO
La composición del gas de Cuyabeno y Sansahuari, tienen un alto contenido de
CO2, (50% molar aproximadamente), siendo esta cantidad demasiado alta e
indeseable, para usar este gas como combustible, por esta razón se debe
seleccionar un proceso que permita remover el CO2, hasta valores tolerados
permisibles (10% molar), por lo tanto, la selección del proceso esta en función de
varios puntos que involucran: composición (alta o baja de CO2), presión parcial,
temperatura, volumen, etc.
Dependiendo de la cantidad presente de CO2, en el gas, la remoción del mismo
puede realizarse por varios procesos, hoy en día se pueden encontrar varias
opciones que hacen posible la remoción del CO2, con la finalidad de aprovechar
fuentes energéticas (antes consideradas de baja calidad como el gas asociado), y
ahorros en los costos de operación y mantenimiento.
Los procesos disponibles se pueden clasificar como:
1 Procesos de Absorción (Absorción física y Química)
2 Procesos de Adsorción (Superficies Sólidas)
3 Separación física (Separación criogénica, membranas)
4 Solución Hibrida (Solventes físicos y químicos mezclados)
4.3.5.1 Factores para Seleccionar un Proceso Potencial
Cada proceso tiene ventajas relativas sobre otras, para ciertas aplicaciones; por lo
tanto, la selección de un proceso adecuado, debe considerar los siguientes
puntos.
� El tipo de contaminantes ácidos presentes en un flujo de gas.
� La concentración de cada contaminante y grado de remoción esperada.
� El volumen del gas que se maneja para ser tratado, presión y temperatura
a la cual el gas esta disponible.
� La facilidad y recuperación de sulfuros.
� El atractivo de remoción selectiva de uno o más de los componentes sin
remover los otros.

129
� La presencia y cantidad de hidrocarburos pesados y aromáticos en el gas.
� Costos de Capital y mantenimiento
Entonces, para seleccionar un proceso, hay que determinar el flujo, presión,
temperatura, concentración de los gases ácidos a la entrada del gas, y la
concentración permitida de gases ácidos a la salida del flujo de gas. Con la
ecuación 4.12, se puede calcular la presión parcial de los componentes ácidos,
luego seleccionar el mejor proceso.
ec(4.12) tii PYPP =
Donde:
PPi = Presión parcial del componente i, [psia]
Pt = Presión del sistema, [psia]
Yi = Fracción molar del componente, [psia]
Pre
sión
par
cial
del
CO
2 -
alim
enta
ción
[ps
ia]
Presión parcial del CO2 - producto separado [psia]100101.00.1
1000
100
10
1
Carbonato de Potasio aminas concentradas
Permeación de gas
Permeación de gas Carbonato de Potasio o aminas
Permeación de
Gas
Aminas Linea
de
pres
ión ig
ual a
la e
ntra
da y
salid
a
Solventes Físicos o Carbonato de Potasio
Solventes Físicos o Solventes Físicos con áminas o
carbonato de potasio
Permeación de gas
Solventes Físicos Solventes Físicos mas Aminas
Permeación de gas
Fuente: Surface Produccion Operation
Figura 4.15: Cuadro de selección de procesos para remover CO2 sin H2S

130
La figura 4.15, relaciona los valores de presión parcial del CO2, tanto para la
alimentación gas rico en CO2 (valores en la ordenada) y salida del gas pobre en
CO2 (valores en la abscisa), reúne los procesos disponibles para la remoción de
CO2, en función de la presión parcial del mismo, por tal razón se puede usar como
una herramienta para la selección del proceso de remoción de CO2.
Para las condiciones del gas de Cuyabeno y Sansahuari, aplicando la ecuación
4.12, tenemos:
A la entrada:
2
)(500
2
22
SansahuariCuyabenoCO
COCO
YYY
YPP
+=
×=
53.0
82)81, (págs. 3.4, 3.2, tablaslas de s valore;2
55.051.0
2
2
=
+=→
CO
CO
Y
Y
[psia] 5.265
53.0500
2
2
=
×=→
CO
CO
PP
PP
La cantidad de CO2, que se desea remover es función de la calidad final del gas,
para la tecnología expuesta en el Capitulo 3, la cantidad máxima de CO2,
contenida en el gas asociado para que pueda operar sin restricciones es del 10%.
Entonces la presión parcial del producto separado es:
A la salida:
[psia] 50
10.0500
2
2
=
×=→
CO
CO
PP
PP
Por lo tanto, de acuerdo a la figura 4.12, el proceso de remoción potencial para
tener la calidad del gas exigida deseada es, el proceso de remoción por solventes
físicos.

131
4.3.5.2 Procesos de Remoción de CO2 por Solventes Físicos
Estos procesos están basados en la solubilidad del H2S y/o CO2 dentro del
solvente, en vez de una reacción química entre el solvente y los gases ácidos.
La solubilidad depende en primer lugar de la presión parcial y en segundo lugar
de la temperatura. Presiones parciales mas altas y bajas temperaturas de los
gases ácidos incrementan la solubilidad del H2S y/o CO2 dentro del solvente y
por lo tanto, se da una disminución de los componentes ácidos del gas.
Varios solventes orgánicos son usados para absorber los gases ácidos, su
recuperación es posible por emanaciones a bajas presiones y/o destilación con
vapor del solvente o gases inertes. Algunos de los solventes se pueden recuperar
solamente por emanación y no requieren calor, otros solventes requieren de
destilación y algo de calor, pero típicamente el calor agregado es pequeño
comparado con el necesario para los solventes químicos.
Los procesos de solvente físicos, tienen alta afinidad con los hidrocarburos
pesados. Si el flujo de gas natural es rico en hidrocarburos de la serie C3+, la
utilización de un proceso de solventes físicos resultara en pérdidas significantes
del peso molecular de los hidrocarburos, debido a la afinidad con el solvente.
Bajo las siguientes condiciones se debe usar un proceso de solventes físicos para
endulzar el gas.
1 La presión parcial de los gases ácidos a la entrada del sistema debe ser
mayor a 50 [psig]
2 La concentración de hidrocarburos pesados en la entrada debe ser baja. Es
decir el flujo de gas debe ser pobre en propano.
3 La remoción de la masa de los gases ácidos es necesaria.
El gas agrio contacta el solvente en dirección opuesta a la corriente de flujo dentro
del absorbedor, el solvente rico del fondo del absorbedor es evacuado dentro de
otras etapas que se encuentran a una presión cercana a la atmosférica,
provocando que la presión parcial del gas ácido disminuya; los gases ácidos

132
alcanzan la fase vapor y son emanados al ambiente. La regeneración del
solvente recircula al absorbedor terminando el ciclo.
Gas libre de ácido
Solvente pobre
Gas ácido
Gas ácido
Solvente rico en ácido
Gas ácido
Figura 4.16: Diagrama de Procesos para Solvente Físico
La figura 4.16, representa un diagrama de procesos de solvente físico usado para
remover gases ácidos de un flujo de gas.
El ejemplo de la figura 4.16, es un simple sistema en el cual la regeneración se da
sin sistemas de destilación antes de la bomba de recirculación.
Muchos procesos de solvente físico son de propiedad intelectual y están
registrados por las compañías que lo desarrollaron, como se detalla a
continuación.
4.3.5.2.1 Proceso con Solvente Flúor ®
Este proceso usa carbonato de propileno como solvente físico para remover CO2

133
y H2S. El carbonato de propileno también remueve hidrocarburos de la serie C2+,
COS, SO2, CS2, H2O del flujo de gas natural. Por lo tanto el gas puede ser
deshidratado y alcanzar la calidad exigida.
En general este proceso es usado para remover la masa de CO2, y no se debe
usar para remover cantidades menores al 3 % de CO2.
El sistema requiere de características especiales de diseño, grandes
absorbedores, y tasas altas de recirculación para alcanzar la calidad deseada, y
no es económicamente aplicable para requerimientos de calidad menores al 3%.
El carbonato de propileno tiene las siguientes características, que hacen que este
solvente sea práctico para dar tratamiento del gas.
� Alto grado de solubilidad con el CO2 y otros gases.
� Bajo calo de solución para el CO2.
� Baja presión de vapor a la temperatura de trabajo.
� Baja solubilidad para hidrocarburos livianos (C1, C2).
� Químicamente no reactivo con otros componentes del gas natural.
� Baja viscosidad.
� No corrosivo con metales comunes.
Estas características se combinan para brindar un sistema que tiene bajo calor y
bajos requerimientos de bombeo, relativamente no corrosivos, y sufre mínimas
pérdidas de solvente (menos de 1 lb/MMPC).
4.3.5.2.2 Proceso Sulfinol ®
Certificado por Shell el proceso de Sulfinol ® combina las propiedades de un
solvente físico y químico. El solución de Sulfinol ® consiste de una mezcla de
sulfolane (dióxido de tetrahydrotiopano 1-1), que es un solvente físico,
disopropanolamina (DIPA solvente químico), y agua.
El solvente físico sulfolane provee al sistema la capacidad de remover masa,

134
siendo un excelente solvente de compuestos sulfurosos tales como H2S, COS, y
CS2.
Hidrocarburos pesados y aromáticos y CO2 son solubles en sulfolane para una
degradación menor. La cantidad relativa de DIPA y sullfolane se ajustan para
cada flujo de gas para usar adecuadamente en cada aplicación.
El Sulfinol ® se usa generalmente para flujos de gas con proporciones 1:1 de H2S
y CO2, o donde no es necesario remover el CO2 a la misma cantidad del H2S.
Típicamente la concentración de Sulfinol® esta dada por: 40 % de sulfolane, 40 %
DIPA y 20 % de agua, puede remover 1.5 moles de gas ácido por mol de solución
de sulfinol®.
El solvente DIPA actúa como tratamiento secundario para remover H2S y CO2.
Este sistema es complejo y más costoso que otros sistemas de solventes físicos.
4.3.5.2.3 Proceso Selexol®
Desarrollado por Allied Chemicall Company, este proceso es apropiado para
remover compuestos sulfurosos. hasta un 80 % de niveles de CO2, se pueden
reducir. Este proceso puede resultar económicamente atractivo cuando hay altas
presiones parciales de gases ácidos y la ausencia de hidrocarburos pesados.
Este proceso también remueve cantidades de agua menores a 7 lb/MMPC. DIPA
se puede agregar para remover CO2 hasta las especificaciones de calidad. Este
sistema funciona análogamente al Sufinol®. La adición de DIPA incrementara el
calor de aporte del calentador; por lo tanto, este trabajo es relativamente bajo.
4.3.5.2.4 Proceso de Rectisol®
La compañía German Lurgi y Linde A.G desarrollaron el proceso de Rectisol®
para endulzar el gas con metanol, debido a la alta presión de vapor del metanol
este proceso opera generalmente a temperaturas de 30 °F hasta 100 °F. Por esta
razón este proceso ha sido aplicado para la purificación en plantas de LNG y
plantas de gasificación de carbón, pero no se usa en los tratamientos de gas
natural.

135
4.3.5.3 Selección del mejor Proceso
Por las características expuestas en los acápites 4.3.5.2.1 hasta 4.3.5.2.4, el
mejor proceso por solventes físicos que se puede usar para el tratamiento de gas,
es el proceso con solvente Flúor® (4.3.5.2.1), debido a sus bondades sobre las
características del gas a tratarse, y también a la calidad exigida por los fabricantes
de la tecnología para operar con gas residual, que exigen que el contenido de
CO2 en el gas, no supere el 8 %.
4.3.5.3.1 Justificación Técnica
El proceso físico de solvente Flúor, es el proceso más adecuado para lograr
remover el CO2, contenido en el gas de Cuyabeno – Sansahuari, hasta los
niveles exigidos (10%), además la alta presión parcial del CO2 en la alimentación
(265 psia.), y considerando que el contenido de azufre es relativamente bajo, este
proceso queda prácticamente como la única opción para el tratamiento del gas, ya
que el proceso de remoción por aminas queda descartado debido a que solo se
usa para tratar corrientes de gas con contenidos de CO2 menores al 30% molar.
Por esta razón este acápite expone un análisis de los beneficios y aplicaciones del
proceso Flúor para gases con altos contenidos de CO2.
4.3.5.3.2 Aplicación del Solvente Flúor para Gas con alto contenido de CO2
La presión de alimentación al sistema debe estar entre 400 – 1200 [psi], y el
contenido de CO2 entre 30 – 70 % molar.
El alto contenido de CO2 tiene un efecto directo en la cantidad de refrigeración
necesaria para lograr la regeneración del solvente rico (carbonato de propileno
rico en CO2). Y la alta presión parcial del CO2, afectara directamente en la
cantidad de refrigerante necesario para la absorción del gas ácido (CO2).
La figura 4.17, indica un sistema creado para optimizar los excesos de
refrigeración debidos a la regeneración del solvente rico a alta y media presión,
que consiste en disminuir la temperatura de la columna de absorción del lado del
intercambiador. Esto permite a la torre de absorción operar a bajas temperaturas
e incrementar la carga de solvente.

136
ABSORBEDOR
SOLVENTE RICO
SOLVENTE POBRE
Compresor de Recirculación
GasTratado
Alimentación de Gas
Intercambiador de Calor
Turbina Hidráulica
Turbina Hidráulica
Turbina de Reinyección
Bomba derecirculación
Bomba devacio
Refrigeración Intercambiador agua
Intercambiador agua
CO2 para EOR
Atm
Vac
LP
MP
HP
AGUA
CONDENSADOS
TEG
Figura 4.17: Aplicación del Solvente Flúor para alto contenido de CO2.
Los gases se comprimen y reciclan para reducir las pérdidas de hidrocarburos
hasta un mínimo en el venteo del CO2 gaseoso, los excesos de refrigeración
generados por la regeneración del solvente rico fluyen a la primera etapa de
separación (tanque de alta presión), y se usa para enfriar y condensar la corriente
de flujo de CO2 venteada hacia al ambiente desde los tanques de separación
atmosférica y vació. Los condensados de CO2 pueden ser reinyectados al fondo
de la tierra, tal como se hace con el agua de formación.
4.3.6 SEPARADORES
4.3.6.1 Principios de Separación
Los tres principios usados para lograr la separación física del gas y líquidos o
sólidos son:

137
1 Momento
2 Gravedad de asentamiento o sedimentación
3 Coalescencia
Algunos de los separadores pueden emplear uno o más de estos principios, pero
las fases líquidas deben ser inmiscibles y tener diferentes densidades para que la
separación ocurra.
4.3.6.1.1 Momento
Las fases líquidas con diferentes densidades tendrán diferentes momentos, es
decir si una de las fases cambia de dirección abruptamente, el mayor momento no
permitirá a las partículas de la fase más pesada cambiar de dirección tan rápido
como las del fluido liviano, entonces la separación ocurrirá.
El momento es generalmente empleado para la separación de masa de dos fases
dentro de un flujo.
4.3.6.1.2 Gravedad de asentamiento o sedimentación
Las gotitas de líquido se sedimentarán al fondo de una fase gaseosa si la fuerza
gravitacional que actúa sobre las gotitas de líquido es mayor que la fuerza de
dragado del gas, entonces el gas fluirá alrededor de las gotitas (ver figura 4.18),
Estas fuerzas se pueden describir matemáticamente usando el concepto de
velocidad terminal o velocidad de asentamiento libre.
ec(4.13) Dg
glp
Dpgl
glt C
gD
CA
gMpV
ρρρ
ρρρρ
3
)(4)(2 −=
−=
Donde:
=tV Velocidad crítica o terminal del gas necesaria para que las partículas del un
tamaño calculado a partir de pD caigan o se asienten fuera del gas, [pies/s].
=pD Diámetro de las gotitas, [pies].
=DC Coeficiente de dragado de la partícula, adimensional.
=lρ Densidad de la fase líquida, [lb/pies³].

138
=gρ Densidad de la fase gaseosa, [lb/pies³]
Gotita delíquido
Dg
Velocidad del Gas
Fuerza gravitacional sobre la gota
Fuerza de dragado del gas sobre la gota
Figura 4.18: Diagrama de fuerzas sobre una gotita de líquido en un flujo de gas
El coeficiente de dragado ha sido establecido como una función de la forma de la
partícula y el número de Reynolds del flujo de gas. Para propósitos de esta
ecuación la forma de la partícula se considera como una esfera sólida y rígida.
El número de Reynolds esta definido como:
ec(4.14) µ
ρ gtpVD1488Re=
Donde:
=µ Viscosidad de la fase continúa.
De esta forma, una solución en base a prueba y error es necesaria para

139
determinar el tamaño de la partícula, Dp, y la velocidad terminal, Vt.
Para evitar la prueba y error, los valores del coeficiente de dragado se presentan
en la figura 4.19.
CD (Re)²
Figura 4.19: Coeficientes de dragado para esferas rígidas.
A partir de la figura 4.19, se puede determinar los valores de CD, ya que son una
función del producto, del coeficiente de dragado por el número de Reynolds al
cuadrado; esta técnica elimina el término de velocidad en la ecuación 4.14.
Los valores de la accisa están dados por:
ec(4.15) 2
382
)()10)(95.0((Re)
µρρρ glpg
D
DC
−=
Condiciones Límites
Tal como otros fluidos, en el coeficiente de dragado alcanza un valor límite a altos
números de Reynolds, para entender mejor se resumen las siguientes leyes
Coe
ficie
nte
de D
raga
do, C
D

140
� Ley de Newton
Para partículas relativamente grandes (aproximadamente 1000 micrones o más),
la gravedad de asentamiento o sedimentación se describe por la ley de Newton,
donde el límite del coeficiente de dragado es 0.44, para un número de Reynolds
mayor igual a 500, entonces sustituyendo CD = 0.44 en la ecuación (4.13), se
obtiene la ecuación 4.16, que se expresa como la ley de Newton.
ec(4.16) g
glpt
gDV
ρρρ )(
74.1−
=
Un límite superior para la ley de Newton, es en el punto en que el tamaño de la
gotita es tan grande que requiere una velocidad terminal de tal magnitud que la
turbulencia excesiva se debe provocar.
La máxima gotita que puede asentarse fuera del gas, puede ser determinado por:
ec(4.17)
33.02
)(
−=
glgCRp g
KDρρρ
µ
Para la región de la ley de Newton, el límite superior para el número de Reynolds
es 200000 y KCR = 18.33.
� Ley de Stokes
Para pequeños números de Reynolds (menores a 200), existe una relación lineal
entre el coeficiente de dragado y el número de Reynolds (Flujo Laminar). En este
caso la ley de Stokes se aplica y puede ser expresada por:
ec(4.18) µ
ρρ18
)(1488 2glp
t
gDV
−=
El diámetro de la gotita correspondiente para números de Reynolds menores que
2, puede ser determinado usando un valor de 0.0080 para KCR en la ecuación

141
4.17. El límite inferior para la ley de Stokes aplicable es un diámetro para las
gotitas de aproximadamente 3 micrones, y el límite superior es aproximadamente
100 micrones.
4.3.6.1.3 Coalescencia
Gotitas muy pequeñas como niebla o neblina prácticamente no pueden ser
separadas por gravedad. Estas gotitas deben ser coalescidas (unidas) para
formar gotitas más grandes.
Los dispositivos coalescentes dentro de un separador fuerzan al gas a seguir una
trayectoria zigzagueante. El momento de las gotitas causara choques con otras
gotitas y sobre el dispositivo se formaran gotas más grandes, que luego caerán al
fondo por efecto de la gravedad.
Típicos ejemplos de dispositivos coalescentes son: filtros de alambre, alabes, y
filtros de cartucho.
4.3.6.2 Diseño de Separadores
Los separadores generalmente se clasifican como:
� Horizontales
� Verticales
� Esféricos
Los separadores horizontales pueden ser de doble barril, y estar equipados con
pozos negros o botas.
4.3.6.2.1 Partes de un Separador
Independientemente de la forma, los recipientes de separación generalmente
tienen cuatro secciones principales, mas los controles necesarios.
En la figura 4.20, se pueden apreciar las secciones de separación: primaria, de
asentamiento gravitacional, Coalescencia y recolección de líquidos

142
A - Separación PrimariaB - Asentamiento GravitacionalC - Coalescencia D - Recolección de Líquidos
Salidade líquidos
Entrada dos fases
Salidadel Gas
B
D
C
A
Salida del gas
Salidade líquidos
Entrada dos fases
D
C
BA
Figura 4.20: Separadores de Gas – Líquido
La figura 4.20, indica un esquema de un separador horizontal y vertical, donde se
aprecia las secciones principales, nominadas con las letras A, B, C, D.
4.3.6.2.2 Especificación
Para especificar separadores, es necesario conocer la presión, temperatura,
relación de fluido, y las propiedades físicas del fluido así como también el grado
de separación esperado. Es también prudente definir si todas estas condiciones
ocurren al mismo tiempo o si hay solo ciertas combinaciones que pueden existir
en algún tiempo.
4.3.6.2.3 Ecuaciones básicas de Diseño
Muchos separadores verticales que emplean dispositivos para retener la
humedad, se dimensionan usando ecuaciones que se derivaban de la ecuación
4.17.

143
Las dos ecuaciones más comunes son:
� Ecuación de velocidad crítica.
ec(4.19) g
glt KV
ρρρ −
=
Donde:
=K Constante empírica para dimensionar separadores, [pies/s].
Correlación desarrollada por Souders y Brown para relacionar el diámetro del
contenedor con la velocidad de los vapores emanados, los cuales no arrastran
suficiente líquido para causar exceso de remanentes:
ec(4.20) )( glgm CG ρρρ −=
Donde:
=mG Máxima velocidad del flujo masa de gas admisibles para que las partículas
de tamaño Dp necesariamente caigan o asienten fuera del gas, [lb/(pies*s²)].
=C Constante empírica para dimensionar separadores, [pies/hr].
Notar que si ambos lados de la ecuación 4.26 se multiplican por la densidad del
gas, seria idéntica a la ecuación 4.27. es decir.
ec(4.21) 2))(( gg
glg
g
glgt KKV ρ
ρρρ
ρρ
ρρρ
−=×
−=
Cuando KC 3600= ec(4.19)
Algunos valores típicos para los factores K, C, para dimensionar separadores se
indican en la tabla 4.6.
Tabla 4.6: Factores típicos de K y C para dimension ar interruptores de
flujo de alambre tejido.
Tipo de Separador Factor K
[pies/s]
Factor C
[pies/h]
Horizontal 0.4 – 0.5 1440 – 1800
Vertical 0.18 – 0.35 650 – 1260

144
Tabla 4.6: Continuación
Esférico 0.20 – 0.35 720 – 1260
Vapor húmedo 0.25 900
Evaporadores de sal y cáustica 0.20 540
Ajuste del factor K y C para presión de diseño
Los valores en %
Atmosférica
150 psi
300 psi
600 psi
1150 psi
100
90
85
80
70
� Para soluciones de glicol y aminas, multiplicar K por 0.6 – 0.8
� Generalmente use un medio de los valores de K y C expuestos arriba para
aproximar el tamaño de los separadores verticales sin interruptor de
alambre
� Para escrubers de succión en compresores y expansores a la entrada del
separador multiplicar K por 0.7 – 0.8.
Fuente: Gas Processors Suppliers Association
Los valores de la tabla 4.6, permiten dimensionar el área de la sección transversal
de los separadores, que limitan la velocidad del gas debajo de las velocidades
calculadas por la ecuación 4.19 y 4.20.
Separadores horizontales de longitud mayor a 10 pies, con extractor de niebla se
dimensionan a partir de las ecuaciones:
ec(4.22) 56.0
10
−= L
KVg
glt ρ
ρρ
ec(4.23) ( )56.0
10
−= LCG glgm ρρρ
Para separadores horizontales de longitud menores a 10 pies, se debe usar las
ecuaciones 4.19 y 4.20.
La fuerza de dragado dentro de un separador horizontal no actúan directamente
sobre la fuerza gravitacional, la verdadera velocidad de las gotitas se asume como

145
la suma vectorial entre la velocidad terminal horizontal y la velocidad horizontal del
gas. Por lo tanto, la mínima longitud del contenedor se determina asumiendo, que,
el tiempo que toma el flujo de gas desde la entrada hasta la salida, sea el mismo
tiempo que toman las gotitas para depositarse sobre la superficie de la fase
líquida.
Para calcular la capacidad que ocupa un gas dentro de un separador horizontal,
se debe restar el área ocupada por el líquido (en el máximo nivel) del área total de
la sección transversal del separador.
Los separadores pueden ser de varias longitudes, excepto que la relación de la
longitud de extremo a extremo para el diámetro del contenedor, L/Dv, esta
generalmente en el rango de 2:1 hasta 4:1.
Frecuentemente los separadores sin extractor de niebla se dimensionan usando
las ecuaciones 4.19 y 4.20, con una constante (K o C) típicamente de un medio
del valor usado para los contenedores con extractor de niebla.
Advertencia:
Los valores de K y C de la tabla 4.6 para las ecuaciones 4.19 hasta 4.23, solo
dimensionan el elemento de separación, es decir estas ecuaciones no
dimensionan directamente el tamaño del contenedor.
Por ejemplo, un diámetro calculado a partir de las ecuaciones 4.19 – 4.23, es de
24 pulgadas, entonces este corresponderá al diámetro del extractor de niebla, que
a la vez, podría ser instalado en un contenedor de 24 pulgadas de diámetro.
4.3.6.3 Separadores sin extractor de Humedad
Se trata de un contenedor horizontal o vertical, que utiliza la gravedad como único
mecanismo para la separación de las fases líquida y gaseosa.
Gases y Líquidos ingresan a través de la boquilla de alimentación, se diminuye la
velocidad hasta que las gotitas de líquido se desprendan de la fase gaseosa y los
líquidos retenidos son drenados desde el fondo del contenedor.

146
Para diseñar un separador sin extractor de humedad, el tamaño del diámetro de
las gotitas debe estar en el rango de 150 hasta 200 micrones (1 micrón = 104−cm.
o 0.00003937 pulg.)
La longitud del contenedor necesaria puede ser calculada asumiendo que el
tiempo para que el gas fluya desde la entrada hasta la salida, es el mismo tiempo
para que las gotitas de líquido se depositen sobre la cima de la superficie líquida.
La ecuación 4.24, relaciona la longitud del separador con su diámetro como una
función de la velocidad (asumir que no hay retención de líquidos).
ec(4.24) vt
A
DV
QL
π4
=
Si el contenedor se utiliza para almacenar líquidos, entonces se debe incluir como
nuevo parámetro al momento de dimensionar el contenedor.
4.3.6.4 Separadores con Extractores de Niebla de Malla de Alambre.
Los colchoncillos de malla de alambre generalmente usados como separadores
de arrastre por convección remueven un alto porcentaje del total de líquido
extraído. La extracción de gotitas debajo de 10 micrones o más pequeñas puede
ser posible con estos colchoncillos
Las ecuaciones 4.19 y 4.20, definen la máxima velocidad del gas como una
función de la densidad del líquido y del gas, y los valores de K o C se pueden
encontrar en la tabla 4.6.
En plantas donde existe la posibilidad de formación de hidratos no se usa los
separadores con colchoncillos de alambre, es mejor utilizar separadores con
bafles.
El espesor mínimo recomendado para el colchoncillo de alambre es 4 pulgadas,
sin embargo muchas instalaciones ocupan usan colchoncillos de 6 pulgadas de
espesor, para densidades de 9 a 12 lb/pie³.

147
XCm
Salida de Vapor
Salida de Vapor
Anillo de Soporte
Anillo de Soporte
EXTRACTOR DENIEBLA
Nod
CmX
Nod
Figura 4.21: Configuración Geométrica de la ubicación del extractor de niebla.
Donde:
Cm = Mínimo espacio libre entre el extractor y la salida del contenedor.
Nod = Diámetro de la boquilla de salida.
Mod = Diámetro externo del extractor de niebla
ec(4.25) 2
))(707.0(NodMod
XCm
−==
La figura 4.21, indica un típico ejemplo de la ubicación de un extractor de niebla, y
la configuración que debe tener dentro del contenedor.
Las caídas de presión a través del colchoncillo de alambre son muy pequeñas
(generalmente 1 pulgada de agua), para ser tomadas e cuenta.
4.3.6.5 Separadores con bafles tipo Extractor de Niebla
Los bafles difieren de los colchoncillos de alambre, en que ellos no drenan el
líquido separado a través de la columna de gas, al contrario, el líquido puede ser
direccionado dentro de un tubo que se conecta con el fondo del contenedor, que
lleva los líquidos directamente al reservorio, tal como indica en la figura 4.22.

148
Bafle tipoextractor de niebla
Salidade vapor
Salida de líquidos
Entrada dos fases
Dv
Figura 4.22: Esquema de un separador vertical con extractor de niebla tipo bafle.
El bafle remueve el líquido de la corriente de gas, encaminándola por una
trayectoria en zigzag, aprovechando la fuerza inercial que ejerce las gotas sobre
las paredes del bafle, para luego ser drenado por el tubo intermedio del bafle.
Los separadores de bafle tipo extractor de niebla están diseñados con ecuaciones
diferentes a las estándar. Por tal motivo se debe consultar con los fabricantes los
detalles de diseño, de sus productos
Por tanto, se puede estimar el área de la cara de un bafle tipo extractor de niebla
con la ecuación de momento de gas, con la ecuación 4.26.

149
Figura 4.23: Sección transversal, de un bafle.
La figura 4.23, indica un corte transversal de un típico bafle, donde se puede ver
las trampas de drenaje, donde se acumulan gotitas.
ec(4.26) 2
2
s pies
lb 20
×== tgVJ ρ
Donde:
J = Momento del gas, [lb/(pies*s²)]
=tV Velocidad del gas a través de la sección transversal del extractor.
4.3.7 CRITERIOS PARA SELECCIONAR EL TAMAÑO Y ESPESOR DE L AS
LÍNEAS DE GAS
Este acápite introduce el concepto básico de erosión y plantea el criterio de
velocidad máxima del flujo, para determinar el diámetro interno de la tubería
necesario para un flujo de gas.
También se, explica los criterios para seleccionar el espesor de las paredes
requeridas, para que, un tubo de un diámetro dado sea capaz de contener una
presión específica.
4.3.7.1 Criterio para Dimensionar el Diámetro Interno
Cuando se escoge un tamaño para la línea de tubos es necesario considerar la
caída de presión y la velocidad del flujo, teniendo en cuenta que la línea necesita
ser suficientemente larga para que la presión disponible, transporte el fluido a

150
través de la línea. Normalmente las caídas de presión no son un criterio que
gobierne en los sistemas de tuberías y las facilidades de producción, ya que las
caídas de presión ocurren en las secciones de las válvulas, siendo la caída de
presión pequeña en la línea comparada, con las del proceso total.
El diámetro de la tubería también debe ser dimensionado para una velocidad
máxima y mínima, el fluido se debe mantener debajo de la velocidad máxima
para prevenir problemas como erosión, ruido y golpe de ariete, así como también
se debe mantener arriba de la velocidad mínima, para evitar el transporte de
arena y otros sólidos.
4.3.7.1.1 Flujo de Erosión
La erosión asociada al fluido comienza, cuando las gotitas de líquido impactan la
pared con suficiente fuerza para erosionar los productos de corrosión.
Experimentos en sistemas de flujo de dos fases indican que la erosión de los
productos de corrosión ocurren cuando la velocidad del flujo excede el valor dado
por:
ec(4.27) 5.0
m
e
CV
ρ=
Donde:
Ve = Velocidad de erosión, [pies/s]
mρ = densidad del fluido, [lb/pies³]
C = Constante empírica.
Varios valores han sido propuestos para “C” la norma API practica 14E, “Diseño e
Instalación de Plataformas de Producción y Sistemas de Tuberías” sugiere valores
de 100 para sistemas de servicio continuo y 125 para servicios no continuos.
4.3.7.1.2 Líneas de Gas
Similar a las líneas que transportan líquidos, las líneas de gas se deben mantener
entre un valor máximo y mínimo de de velocidad. Para esto se recomienda que la
velocidad mínima deba estar entre 10 y 15 pies/s, para minimizar el asentamiento
de los líquidos contenidos en el gas sobre la línea.
Generalmente la velocidad del gas se debe mantener debajo de 60 – 80 pies/s,

151
esto para minimizar los efectos de corrosión y ruido.
La velocidad de erosión se desarrollo para flujo de dos fases, pero el contenido
existente de líquidos en el gas hace posible calcular esta velocidad a partir de la
siguiente expresión:
ec(4.28) 5.0
6.0
=
PS
ZTCVe
Donde:
Ve = Velocidad de erosión, [pies/s].
C = constante de flujo de erosión.
T = Temperatura, [°R].
S = Gravedad especifica.
P = Presión, [psia].
Para muchos casos, donde la presión del sistema es menor a 1000 psi, la
velocidad de erosión puede ser mayor que 60 pies/s, por lo que el criterio de
velocidad de erosión no gobernara para estos sistemas.
Antes de dimensionar las líneas, para sistemas que operan a bajas presiones, se
debe chequear la velocidad del fluido, teniendo en cuenta que en sistemas con
CO2 presente, la velocidad debe ser limitada a valores menores que 50 pies/s, ya
que experiencias en los campos han demostrado que inhibir la corrosión causada
por CO2 a altas velocidades es prácticamente imposible.
Por lo tanto la velocidad del gas a las condiciones de la línea, expresada en
unidades de campo, puede ser determinada por:
ec(4.29) Pd
ZTQV g
260=
Donde:
Qg = Flujo de gas, [MMPCD]
T = Temperatura, [°R]
d = diámetro interno de la tubería, [pulg].
P = presión, [psia]

152
V = velocidad del gas, [pies/s].
Z = factor de compresibilidad del gas.
4.3.7.2 Normas para Dimensionar el Espesor de Pared de un Tubo
Después de haber dimensionado el diámetro apropiado es necesario escoger un
tubo con suficiente espesor de pared para que pueda resistir la presión interna.
4.3.7.2.1 Requerimientos y Normas
Alrededor del mundo existen diferentes normas, usadas para dimensionar el
espesor de la pared de un tubo, pero las siguientes normas listadas son las más
comunes en el diseño de facilidades de producción en campos petroleros.
ANSI B 31.3 – Sistemas de Tuberías para Plantas Químicas y Refinerías de
Petróleo.
ANSI B 31.8 – Sistemas de Tuberías para Distribución y Transmisión de Gas.
4.3.9.2.2 Norma ANSI B 31.3
El espesor de la pared, especificado por la norma ANSI B 31.3 para un tubo,
puede ser determinado por:
ec(4.30)
−
+++=
TolYPSE
dPttt
i
oithc 100
100
)(2
Donde:
t = Espesor de la pared del tubo especificado de acuerdo al diseño,
[pulg], la letra t por la (abreviatura del inglés thickness = espesor).
ct = Espesor de corrosión permisible, [pulg.] (Normalmente 0.05 pulg.)
tht = Tolerancia para procesos de mecanizado (Profundidad o hilo de la rosca),
[pulg] (Tabla 4.7)
iP = Presión interna, [psi.]
od = Diámetro externo, [pulg].
S = Esfuerzo permisible para el material del tubo, [psi.], (tabla 4.8)
E = factor longitudinal para juntas soldadas

153
= 1 para piezas unidas como una sola pieza.
= 0.85 para defectos irregulares en la soldadura
Y = factor propio de los aceros ferriticos.
= 0.4 para materiales ferrosos debajo de 900 °F.
= 0.5 para 950°F.
= 0.7 para 1000 °F y más.
Tol = tolerancia dada por los fabricantes.
= 12.5 % solo para API 5L en tubos hasta 20 pulg de diámetro.
= 10 % solo para API 5L, tubos de diámetro o mayores a 20 pulg.
Tabla 4.7: Profundidad Permisible para diferentes Espesores de Pared
Diámetro nominal del tubo [pulg.] tht
¼ - ¾ 0.05
½ - ¾ 0.06
1 – 2 0.08
2 ½ - 20 0.11
Fuente: Norma ANSI B 31.3
Los valores indicados en la tabla 4.7, pertenecen a los valores permitidos para
procesos de mecanizado de tubos como roscado, torneado, etc.
Tabla 4.8: Esfuerzos Permisibles para Tubos del mis mo material, [psi]
Temperatura, °F ASTM A106 API 5L -20 a 100 20000 20000
200 20000 19100
300 20000 18150
400 20000 17250
500 18900 16350
600 17300 15550
650 17000 15000
Fuente: Norma ANSI B 31.3
La tabla 4.8, indica los valores permisibles de esfuerzo para tubos a diferentes
grados de temperatura. Para mayor detalles y rangos ver (anexo 4.4)
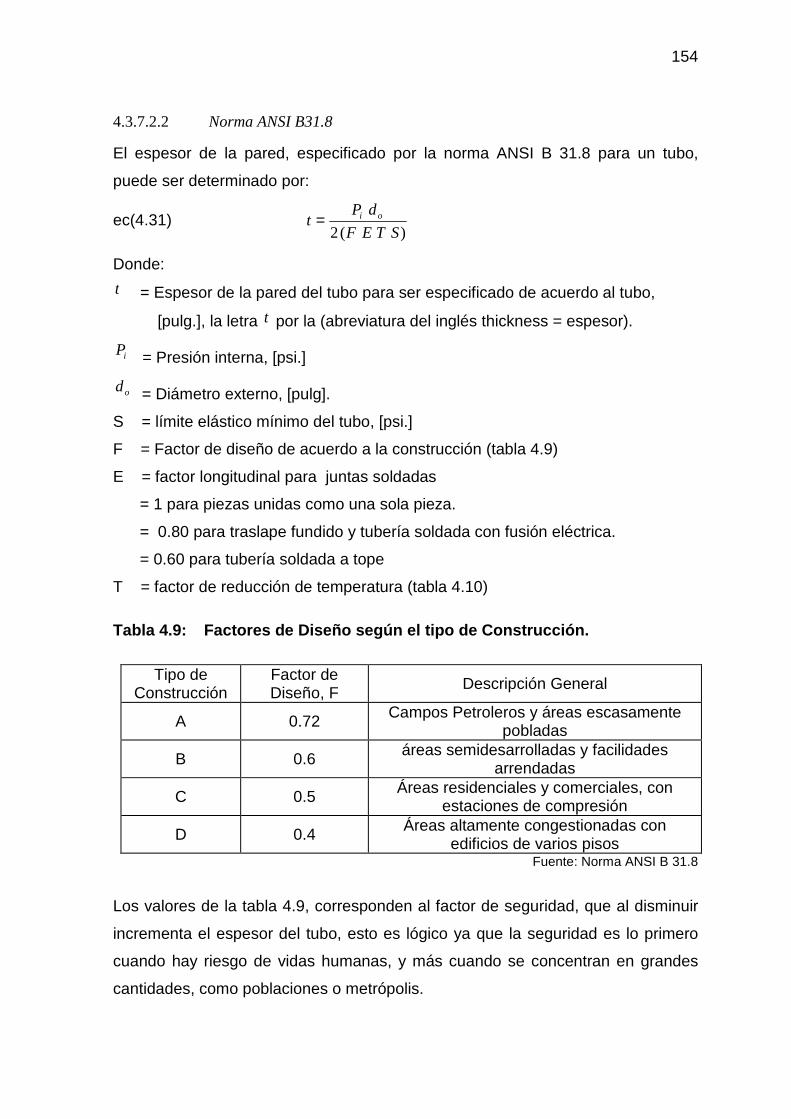
154
4.3.7.2.2 Norma ANSI B31.8
El espesor de la pared, especificado por la norma ANSI B 31.8 para un tubo,
puede ser determinado por:
ec(4.31) )(2 STEF
dPt oi=
Donde:
t = Espesor de la pared del tubo para ser especificado de acuerdo al tubo,
[pulg.], la letra t por la (abreviatura del inglés thickness = espesor).
iP = Presión interna, [psi.]
od = Diámetro externo, [pulg].
S = límite elástico mínimo del tubo, [psi.]
F = Factor de diseño de acuerdo a la construcción (tabla 4.9)
E = factor longitudinal para juntas soldadas
= 1 para piezas unidas como una sola pieza.
= 0.80 para traslape fundido y tubería soldada con fusión eléctrica.
= 0.60 para tubería soldada a tope
T = factor de reducción de temperatura (tabla 4.10)
Tabla 4.9: Factores de Diseño según el tipo de Cons trucción.
Tipo de Construcción
Factor de Diseño, F
Descripción General
A 0.72 Campos Petroleros y áreas escasamente pobladas
B 0.6 áreas semidesarrolladas y facilidades arrendadas
C 0.5 Áreas residenciales y comerciales, con estaciones de compresión
D 0.4 Áreas altamente congestionadas con edificios de varios pisos
Fuente: Norma ANSI B 31.8
Los valores de la tabla 4.9, corresponden al factor de seguridad, que al disminuir
incrementa el espesor del tubo, esto es lógico ya que la seguridad es lo primero
cuando hay riesgo de vidas humanas, y más cuando se concentran en grandes
cantidades, como poblaciones o metrópolis.

155
Tabla 4.10: Factor de Reducción de Temperatura
Temperatura °F Factor de reducción -20 a 250 1.000
300 0.967 350 0.933 400 0.900 450 0.867
Fuente: Norma ANSI B 31.8
La tabla 4.10, indica los valores del factor de reducción de temperatura que
disminuye cuando la temperatura de trabajo del sistema aumenta, dando como
resultado un mayor espesor, en la pared de los tubos.
4.3.8 CRITERIOS PARA ESPECIFICACIÓN DE TUBOS, VÁLVULAS Y
ACCESORIOS.
La finalidad de las especificaciones de tubos, válvulas y accesorios es para
determinar, el trabajo especifico, los códigos industriales que gobiernan,
materiales exigidos para, tubos, bridas, pernos, tuercas y empaques, materiales y
construcción para cada válvula usada en un sistema de tubería, certificación de
soldaduras e inspecciones exigidas, y detalles de diseño (ejemplo., ramales de
conexión, soportes de tubería, espacios libres y accesibilidad).
Se puede encontrar en forma detallada en la norma API RP 14E
4.4 CÁLCULOS
4.4.1 DISEÑO DEL SISTEMA DE COMPRESIÓN
Comprende las líneas desde el manifold, hasta el separador de contacto, un
escruber de succión, antes de cada compresor y el dimensionamiento para cada
estación.
4.4.1.1 Dimensión de la Línea de flujo
Será la línea que une el gas obtenido en los separadores de la estación
Cuyabeno hasta el escruber de succión del compresor.

156
Dado
[ ]MMPCD77.11)( =estándargQ @ 14.7 [psia] y 520 [°R]
Z = 0.99 @ 35 [psi] y 520 [°R]
P = 35 [psi]
T = 70 [°F] ≈ 530 [°R]
Aplicando la ecuación 1.12, ver (Cáp. 1, pág. 18).
( )( ) [ ]MMPCD5.3520
98.0530
73.49
73.14107.11
520
73.14 6 =
×=
= ZT
PQQ gsga
[ ] MMPCD5.3=agQ @ 49.7 [psia] y 530 [°R]
Aplicando la ecuación 4.29, (Cáp. 4, pág. 151)
s
pies
25.7411
)7.1435(
)99.0)(530()7.11)(60(
22
=
+=
ddV
Evaluando: );(max dfV = d = DN (diámetro nominal del tubo, en pulgadas)
DN [pulg.] maxV [pies/s]
6 206
8 86
10 63
Aplicando el criterio de velocidad máxima, se recomienda usar una tubería de 10
pulgadas, para trasladar todo el gas de Cuyabeno hasta el escruber de succión.
Para dimensionar el espesor de la pared de la tubería que conformara la línea de
unión hasta el escruber de succión, aplicamos el código ANSI B31.8, (Cáp. 4,
pág. 154).
Dado:
iP = 35 [psi.]

157
od = 10.750 [pulg].
S = 35000 [psi.]
F = 0.72, Tabla 4.9, (Cáp. 4, pág.154)
E = 1
T = 1, Tabla 4.10, (Cáp. 4, pág.155)
Aplicando la ecuación 4.31, (Cáp. 4, pág. 154)
( )( )( )( )( ) [ ]pulg0074.0
3500011)72.0(2
750.1035 ==t
Se recomienda un sistema de tubería de: 10 86 pulg, con un espesor de 0.188
pulg. Presión máxima 743 psi, Grado “B” Norma API 5L, anexo 4.4.
4.4.1.2 Diseño del Escruber de Succión
Comprende el escruber que debe estar antes de cada compresor, con la finalidad
de atrapar sólidos y disminuir el contenido de líquidos, se diseña un escruber de
succión asumiendo condiciones iguales para ambos campos.
Tabla 4.11: Gas Unificado
Cuyabeno Sansahuari Gas unificado Peso Molecular
Componente Fracción
Molar Fracción
Molar
Fracción Molar
[promedio]
Individual [lbm/lbmol]
Y*PM [lbm]
NO COMBUSTIBLE
Nitrógeno 0.02 0.02 0.02 28.01 0.53
Dióxido de Carbono
0.51 0.50 0.50 44.01 22.19
Sulfuro de Hidrogeno
* * * * *
COMBUSTIBLE
Metano 0.19 0.15 0.17 16.04 2.73
Etano 0.05 0.05 0.05 30.07 1.63
Propano 0.13 0.14 0.13 44.10 5.76
Iso Butano I 0.03 0.03 0.03 58.12 1.63
Normal Butano 0.05 0.07 0.06 58.12 3.50
Iso Pentano 0.01 0.02 0.02 72.15 1.30
Normal Pentano 0.01 0.02 0.02 72.15 1.12
TOTAL 1.0 1.0 1.0 40

158
Tabla 4.12: Presión y Temperatura Seudo Crítica Gas Unificado
Determinación de la presión seudo crítica, pPc, y temperatura seudo crítica, pTc
Pc [psia]
Y*Pc [psia]
Tc [°R]
Y*Tc [°R]
492.00 9.30 427.00 8.07
1071.00 540.11 547.50 276.10
* * * *
666.00 113.42 343.00 58.41
707.00 38.21 550.00 29.73
616.00 80.48 666.00 87.01
528.00 14.81 734.00 20.59
551.00 33.17 765.00 46.05
490.00 8.82 829.00 14.92
490.00 7.62 829.00 12.89
846 554
La tabla 4.12, indica la presión y temperatura seudo criticas para el gas unificado
de la tabla 4.11.
Ambos escrubers se diseñan para las siguientes condiciones, debido a que
existen indicios de eventuales incrementos y decrecimientos en el flujo de gas.
Dado:
20=P [psi]
aQg = 5.00 [MMPCD] @ 20 [psi] y 70 [°R]
40=PM [Lbm]
=Z 0.99
=pD 150 micrones = 0.000492 [pies]
=T 74 [°F] = 534 [°R]
R = 10.73 [(psi pies³)/(°R lbmol)]
?=lGE
El cálculo de la gravedad específica se obtiene a partir de la cantidad de fase
líquida contenida en la corriente de gas, a 20 psi y 70 °F, siguiendo el

159
procedimiento del acápite 1.2.6, (Ver Cáp. 1, pág. 21).se tiene:
Tabla 4.13: Porcentaje de Fase líquida en la corrie nte de Gas
CÁLCULO DEL PORCENTAJE DE FASE LÍQUIDA PRESENTE EN EL GAS @ 35 psia y 70 °F
Componente Fracción
Molar [Y]
Fracción Molar [%]
KN
V/L = 10
L = 9 LN
V/L = 19
L = 5 LN
V/L = 2339 L =
0.042 LN
VN
No Combustible Nitrógeno 0.019 1.89 240.10 0.0008 0.0004 0.0000 1.8900
Dióxido de Carbono 0.504 50.43 29.17 0.1723 0.0908 0.0016 50.4284 Sulfuro de Hidrogeno
* Combustible Metano 0.170 17.03 68.64 0.0248 0.0130 0.0002 17.0303 Etano 0.054 5.41 12.40 0.0432 0.0228 0.0004 5.4046 Propano 0.131 13.07 3.58 0.3550 0.1893 0.0035 13.0615 Iso Butano I 0.028 2.81 1424.00 0.0002 0.0001 0.0000 2.8050 Normal Butano 0.060 6.02 10035.00 0.0001 0.0000 0.0000 6.0200 Iso Pentano 0.018 1.80 0.38 0.3721 0.2171 0.0045 1.7955 Normal Pentano 0.016 1.56 0.33 0.3659 0.2167 0.0046 1.5504 1.0 100 1.3343 0.7503 0.0148 99.9857
La tabla 4.13, indica el porcentaje de fase líquida y gaseosa contenida en la
corriente de gas, es decir que por cada 100 moles de gas, 0.0148 están en fase
líquida y el 99.986 esta en fase gaseosa.
Tabla 4.14: Propiedades de la Fase Líquida present e en el Gas
@ 35 psia y 70 °F
Componente PM [lbm/lbmol]
LN [mol] PMxLN Gravedad
Específica
LNx(PM)
/GE No Combustible
Nitrógeno 28.01 0.0000 0.0003 0.8100 0.0004
Dióxido de Carbono
44.01 0.0023 0.1023 0.8300 0.1233
Combustible
Metano 16.04 0.0004 0.0060 0.3000 0.0200
Etano 30.07 0.0006 0.0169 0.3600 0.0469
Propano 44.10 0.0046 0.2023 0.5100 0.3967
Iso Butano I 58.12 0.0020 0.1135 0.5600 0.2026
Normal Butano 58.12 0.0069 0.4035 0.5800 0.6957
Iso Pentano 72.15 0.0047 0.3405 0.6200 0.5491
Normal Pentano 72.15 0.0048 0.3486 0.6300 0.5533
0.02631 1.53391 2.58813

160
La gravedad específica se obtiene en base a la ecuación 1.22, (Cáp. 1, pág. 23).
6.058813.2
53391.1 ==lGE
Densidad de la fase gaseosa, a partir de la ecuación 1.17, (Cáp. 1, pág. 16).
( )( )( )( )( )
=+=
3pies
lbm35.0
99.053473.10
407.1435gρ
Densidad de la fase líquida, a partir de la ecuación 1.2, (Cáp. 1, pág. 15)
( )( )
==
3pies
lbm44.374.626.0lρ
Flujo másico, a partir de la ecuación 1.24, (Cáp. 1, pág. 23).
( )( ) ( )( )( )( )( )
=×==•
s
lbm4.14
360024380
401077.11
380
6PMQm g
Aplicando la ecuación 4.15, (Cáp. 4, pág. 139)
( ) ( )( )( )( ) ( )82.4230776
0084.0
35.044.37000492.035.01095.0Re
2
282 =−=DC
De la figura 4.19, (Cáp.4, pág. 139).
4.0=DC
Aplicando la ecuación 4.13, (Cáp. 4, pág. 137)
( )( )( )( )( )( )( )
=−=s
pies10.2
5.035.03
35.044.37000492.02,324tV

161
Flujo de gas, actual en pies cúbicos por segundo.
===
•
s
pies14.41
35.0
4.14 3
ga
MQ
ρ
Longitud del contenedor, ecuación 4.24, (Cáp. 4, pág.146)
( )( )( )( )( ) [ ]pies
DDL
vv
25
10.2
14.414 ==π
Asumiendo varios diámetros, tenemos varias soluciones
Dv [pies] L [pies]
3 8.5
3,5 7.14
4 6.25
4,5 5.6
5,0 5
El separador es vertical, el área de contacto, se relaciona por:
[ ]22010.2
14.41pies
V
QA
t
a ===
( )( )( )( ) [ ]2
2
pies4144
dA
π= ; d en pulgadas
( )( )( )55.60
414420 ==→π
d [pulg] ≈ 5 pies
Entonces el diámetro mínimo del contenedor debe ser 5 pies, con esta
información queda especificada el espacio del contenedor del escruber debe ser 5
x 5 [pies], si el separador es horizontal, para separadores verticales se
recomienda usar la distribución de la figura 4.24, para determinar la altura del
contenedor, [Tomado de GPSA, pág. 7 – 5, edición 1998]

162
Figura 4.24: Distribución del espacio vertical
La altura del escruber se define de acuerdo a la distribución indicada en la figura
4.24, entonces:
[ ]]pulg[1307060
pulg70
=+=+=
h
Dh v
Por lo tanto el espacio del contenedor del bisel, queda especificado por 5 x 10
[pies], Diámetro y altura respectivamente.
4.4.1.3 Compresor para Cuyabeno (Dimensionamiento)
4.4.1.3.1 Cálculo del Número de Etapas de Compresión (Paso 1)
Dado:
Pd = 500 [psia]
Ps = 34 [psia] del cálculo de la caída de presión
Aplicando la ecuación 4.5, (Cáp. 4, pág. 104)

163
Con n = 1
aplica No 1n 5
70.1434
500
1con 1
1
=∴>>→
=
=
=
=
t
t
n
s
dt
R
R
n
P
PR
De acuerdo al paso 1, página 99, n = 1, no cumple.
Con n = 2
83.334
500 2
1
=
=tR
5<→ tR
n = 2, satisface el requerimiento.
El número de etapas de la unidad debe ser 2, es decir se necesita un compresor
de dos etapas para comprimir el gas desde 34 [psia], hasta 500 [psia], los 500
[psia] corresponden a la presión de descarga para todo el sistema, y será la
presión de alimentación al resto de sistemas que se determinen usar en el
proyecto.
El valor de 500 psia, como presión de descarga se toma en base experimental, ya
que en los sistemas de tratamiento existe un 50% de pérdidas de presión, además
la presión de alimentación a los sistemas de generación eléctrica, la presión de
alimentación debe ser 250 psia, mínima.
4.4.1.3.2 Cálculo de la Temperatura de Descarga (Paso 2)
Dado:
Pd = 500/n = 500/2 = 250 [psia], en la primera etapa, n = número de etapas
Ts = 70 °F = 530 [°R], temperatura media del ambi ente
k = 1.18, calculado a partir de los valores indicados en las tablas 4.1 (pág. 102)
para una temperatura promedia en el cilindro de 160 °F. Valor asumido, en base
experimental.

164
η = 1 eficiencia politrópica para compresores reciprocantes.
Aplicando la ecuación 4.7, (Cáp. 4, pág. 106)
FRT
T
d
d
°≈°=
=−
256716
7.34
250530
18.1
118.1
250→ °F < Td < 275 °F; Cumple el requerimiento (acápite 4.1.1.3, pág. 105)
Además:
FT
TTT sd
°=+=
−=
1632
702562
La temperatura de descarga cumple con el requerimiento, que indica que la
temperatura se debe mantener en el rango de 250 °F a 275 °F y que no exceda
los 300 °F. Además la desviación de la temperatura media del cilindro asumida
para calcular k, es del 1.8 % con respecto al valor calculado, siendo un valor
aceptable.
Por lo tanto, las dos etapas se han seleccionado de acuerdo a los requerimientos
de diseño.
4.4.1.3.3 Cálculo del Volumen Especificó y Factor de Compresibilidad (Paso 3)
Se tiene:
Qg = 3.5 [MMPCD], @ 530 [°R] y 35 [psia]
Flujo de gas, Cuyabeno
Ts = 70 [°F] = 530 [°R], temperatura media del amb iente
pTc = 545 [°R], tabla 4.1
pPc = 851 [psia], tabla 4.1
z s = 0.98, tabla 3.3, en la succión
Calculamos:
z = 2
ds zz +

165
Para calcular el factor de compresibilidad a la descarga, primero aplicamos las
ecuaciones 1.56 y 1.57, (Cáp. 1, pág. 36):
31.1545
716 ===cp
r T
TT
3.0851
250 ===cp
r P
PP
Con estos valores obtenemos Z a partir del gráfico 1.2.1 (ver anexo 1.2)
=dz 0.95, a la descarga
965.02
95.098.0 =+=→ z
4.4.1.3.4 Cálculo de la Potencia Efectiva (Paso 4)
Aplicando la ecuación 4.10, (Cáp. 4, pág. 108)
[ ]HPBHP 43717.34
250
118.1
)1)(18.1(
82.0
)530)(5.3()965.0)(087.0(
18.1
118.1
=
−
−
=−
=1BHP 437 [HP] = 326 [Kw.]
La potencia efectiva calculada corresponde a la primera etapa es decir se
necesita 437 caballos de fuerza para poder comprimir el gas desde 34 [psia] hasta
de 250 [psia].
Para calcular la potencia efectiva para la segunda etapa de compresión, se debe
tomar en cuenta un 3% de pérdidas en la presión de succión, que vendría hacer
igual a la presión de descarga de la primera etapa menos las pérdidas, los valores
de k, Z, se vuelven a calcular para las condiciones de presión y temperatura
actual en la segunda etapa, de esta manera se tiene, k = 1.198 @ 170 °F (Ver
Anexo 4.1).
La temperatura de succión en la segunda etapa, se determina asumiendo un
enfriamiento de 120 °F entre cada etapa, valor toma do de la Norma (API SEC.
618 – Compresores Reciprocantes para servicio en refinerías).

166
Entonces:
][136
120
etapa) segunda(
etapa) primera(etapa) segunda(
FT
TT
s
ds
°=
−=
][5.242)03.01(*250
etapa) cada entre pérdidas de %3()(
psiaPs
PdPs etapaprimera
=−=
−=
K = 1.18
FRT
T
Ps
PdTT
d
d
k
k
sd
°≈°=
=
=
−
×−
212671
5.242
500596
198.1
1198.1
11
η
FT
TTT sd
°=+=
−=
85.1702
1302122
Cálculo de Z usando la ecuaciones 1.56 y 1.57, (Cáp. 1, pág. 36).
Condiciones de Succión:
01.1545
596 ===cp
r T
TT
3.0851
5.242 ===cp
r P
PP
9.0=→ Z A partir del gráfico 1.2.1 (ver Anexo 1.2)
Condiciones de Descarga:
25.1545
672 ===cp
r T
TT
6.0851
500 ===cp
r P
PP
89.0=→ Z A partir del gráfico 1.2.1 (ver Anexo 1.2)
875.02
89.090.0 =+=∴ z

167
Cálculo de la capacidad específica (paso 3), del gas a condiciones de presión y
temperatura de succión.
Dado:
P = 242,5 [psia]
T = 596 [°R]
Z = 0.875
qa = 362.28 [pies³/min.], Calculado partir de la ecuación 4.16, (Cáp. 4, pág. 132).
Aplicando la ecuación 4.8, (Cáp. 4, pág. 107).
MMPCD][35.8
)90.0)(596(
)5.242)(28.362(051.0
=
×=→
g
g
Q
Q
Cálculo de la Potencia Efectiva (paso 4), para la segunda Etapa
( )( )
[ ]HPBHP
P
P
k
k
E
TQzBHP
k
k
s
dsg
35515.242
500
1198.1
)1)(198.1(
82.0
)596)(35.8()875.0)(087.0(
11
087.0
198.1
1198.1
11_
=
−
−
=
−
−
=
−
×−
ηη
=2BHP 355 [HP] = 265 [Kw.]
Entonces, la potencia efectiva para comprimir todo el gas de Cuyabeno,
corresponde a la potencia efectiva para la etapa uno y dos, por lo tanto:
21 BHPBHPBHPTOTAL +=
( ) [ ][ ] [ ].524700
355437
KwHPBHP
HPBHP
TOTAL
TOTAL
≈=+=

168
4.4.1.4 Compresor para Sansahuari (Dimensionamiento)
4.4.1.4.1 Cálculo del Número de Etapas de Compresión (Paso 1)
Las condiciones son similares al campo Cuyabeno, por lo tanto el número de
etapas es igual a 2, y la presión de descarga igual a 500, debido a que el gas
tiene el mismo destino.
4.4.1.4.2 Cálculo de la Temperatura de Descarga (Paso 2)
Dado:
Pd = 500/n = 500/2 = 250 [psia], en la primera etapa, n = número de etapas
Ts = 70 °F = 530 [°R], temperatura media del ambi ente
k = 1.18, calculado a partir de los valores indicados en las tablas 4.2 (pág. 103)
para una temperatura promedia en el cilindro de 150 °F. Valor asumido, en base
experimental.
η = 1 eficiencia politrópica para compresores reciprocantes.
Aplicando la ecuación 4.7 (Cap. 4, pág. 106):
FRT
T
Ps
PdTT
d
d
k
k
sd
°≈°=
=
=
−
×−
256716
7.34
250530
18.1
118.1
11
η
→Td < 250 °F; Cumple el requerimiento (acápite 4.1.1 .3)
Además:
FT
TTT sd
°=+=
−=
1632
702562
La temperatura de descarga cumple con el requerimiento, que indica que la
temperatura se debe mantener en el rango de 250 °F a 275 °F y que no exceda
los 300 °F. Además la desviación de la temperatura media del cilindro asumida
para calcular k, es del 1.8 % con respecto al valor calculado, siendo un valor
aceptable.

169
Por lo tanto, las dos etapas se han seleccionado de acuerdo a los requerimientos
de diseño.
4.4.1.4.3 Cálculo del Volumen Especificó y Factor de Compresibilidad (Paso 3)
Se tiene:
Qg = 1.0 [MMPCD], @ 530 [°R] y 35 [psia]
Flujo de gas, Cuyabeno
Ts = 70 [°F] = 530 [°R], temperatura media del amb iente
pTc = 562 [°R], tabla 4.1
pPc = 841 [psia], tabla 4.1
z s = 0.986, tabla 3.5, pág. 82) en la succión
Calculamos:
z = 2
ds zz +
Para calcular el factor de compresibilidad a la descarga, aplicamos las ecuaciones
1.56 y 1.57, para obtener:
25.1562
716 ===cp
r T
TT
3.0851
250 ===cp
r P
PP
Con estos valores obtenemos Z a partir del gráfico 1.2.1 (ver Anexo 1.2)
=dz 0.94, a la descarga
96.02
94.0985.0 =+=→ z
4.4.1.4.4 Cálculo de la Potencia Efectiva (Paso 4)
Aplicando la ecuación 4.10, tenemos:
[ ]HPBHP 12517.34
250
118.1
)1)(18.1(
82.0
)530)(0.1()96.0)(087.0(
18.1
118.1
=
−
−
=−

170
=1BHP 125 [HP] = 93 [Kw.]
La potencia efectiva calculada corresponde a la primera etapa es decir se
necesita 125 caballos de fuerza para poder comprimir un millón de pies cúbicos
de gas, desde 34 [psia] hasta de 250 [psia].
Para calcular la potencia efectiva para la segunda etapa de compresión, se debe
tomar en cuenta un 3% de pérdidas en la presión de succión, que vendría hacer
igual a la presión de descarga de la primera etapa menos las pérdidas, los valores
de k, Z, se vuelven a calcular para las condiciones de presión y temperatura
actual en la segunda etapa, de esta manera se tiene, k = 1.18 @ 170 °F (Ver
anexo 4.6).
La temperatura de succión en la segunda etapa, se determina asumiendo un
enfriamiento de 120 °F entre cada etapa, valor toma do de la Norma (API SEC.
618 – Compresores Reciprocantes para servicio en refinerías).
Entonces:
][136
120
etapa) segunda(
etapa) primera(etapa) segunda(
FT
TT
s
ds
°=
−=
][5.242)03.01(*250
etapa) cada entre pérdidas de %3()(
psiaPs
PdPs etapaprimera
=−=
−=
K = 1.18
η11×−
=k
k
sd Ps
PdTT
FRT
T
d
d
°≈°=
=−
205665
5.242
500596
18.1
118.1
FT
TTT sd
°=+=
−=
1682
1302122
Cálculo de Z, usando la ecuación 1.56 y 1.57, a partir de los valores de presión y
temperatura seudo reducidas.

171
Condiciones en la Succión:
06.1562
596 ===cp
r T
TT
3.0841
5.242 ===cp
r P
PP
9.0=→ Z A partir del gráfico 1.2.1 (ver anexo 1.2)
Condiciones en la Descarga:
20.1545
665 ===cp
r T
TT
6.0841
500 ===cp
r P
PP
87.0=→ Z A partir del gráfico 1.2.1 (ver anexo 1.2)
885.02
87.090.0 =+=∴ z
Cálculo de la capacidad específica (paso 3) del gas a condiciones de presión y
temperatura de succión.
Dado:
P = 242,5 [psia]
T = 596 [°R]
Z = 0.875
qa = 102.98 [pies³/min.], Calculado partir de la ecuación 4.9, (pág. 107).
Aplicando la ecuación 4.8:
MMPCD][37.2
)90.0)(596(
)5.242)(98.102(051.0
=
×=→
g
g
Q
Q

172
Cálculo de la Potencia Efectiva (paso 4), para la segunda Etapa
[ ]HPBHP 10215.242
500
118.1
)1)(18.1(
82.0
)596)(37.2()885.0)(087.0(
18.1
118.1
=
−
−
=−
2BHP = 102 [HP] = 76 [Kw.]
Entonces, la potencia efectiva para comprimir todo el gas de Cuyabeno,
corresponde a la potencia efectiva para la etapa uno y dos, por lo tanto:
( ) [ ][ ] [ ].170227
10212521
KwHPBHP
HPBHP
BHPBHPBHP
TOTAL
TOTAL
TOTAL
≈=+=
+=
4.4.2 PÉRDIDAS DE PRESIÓN
4.4.2.1 Campo Cuyabeno
El objetivo de este acápite es evaluar las pérdidas de presión desde la estación
Cuyabeno hasta el pozo Cuyabeno 21.
4.4.2.1.1 Condiciones de Flujo
Flujo promedio = 3.5 [MPCD] @ 35 psia y 530 °R
Viscosidad del gas = 0.021 [cp], del gráfico 1.3.1 (Ver anexo 1.3)
Gravedad especifica del gas = 1.318
Temperatura de salida del gas = 665 [°R]
Presión de alimentación = 500 [psia]
Longitud = 14000 [pies]

173
Perfil Montañoso Estación Cuyabeno - Pozo 21
228,80
236,06236,33
241,45
251,71250,78
215
220
225
230
235
240
245
250
255
Estación Pozo 15 Pozo 3 Pozo 8 Pozo 9 Pozo 21
Localidad
Altu
ra [m
snm
]
Fuente: Petroproducción Departamento de Ingeniería Civil
Figura 4.25: Perfil Montañoso cotas medidas en msnm.
Dado:
gQ = Flujo de gas estándar,
día
pies3
sT = 520 [°R], (Especificación ANSI 2530)
sP = 14.73 [psia], (Especificación ANSI 2530)
E = 0.90, si se aplica la ecuación de Panhandle “B”, generalmente = 1
ff = Factor de fricción Fanning, adimensional.
1P = 500 [psia]
2P = Presión a la salida [psia]
GE= 1.38
L = 2.75 [millas]
T = Temperatura promedio, [°R]
Z = Compresibilidad promedia del gas, adimensional
d = diámetro interno de la línea, [pulgadas]
Consideraciones:
� Se considera un proceso Isotérmico.

174
Solución:
Condiciones de Descarga:
25.1545
672 ===cp
r T
TT
6.0851
500 ===cp
r P
PP
89.0=→ Z A partir del gráfico 1.2.1 (ver anexo 1.2)
935.02
98.089.0 =+=Z
Asumiendo que el flujo de gas se enfría hasta 530 °R, es decir alcanza la
temperatura ambiente, debido a que nos interesa las condiciones donde existe
mayores pérdidas de presión, estas condiciones son cuando el gas alcanza el
equilibrio térmico es decir la temperatura final del gas se iguala a la del ambiente,
así tenemos:
( ) [ ]RTT
T outin °=+
= 5.5972
( ) [ ]RT °=+= 6002
530671
935.02
98.089.0 =+=Z
Aplicando la ecuación 1.12, (Cáp. 1, pág. 18)
[ ]MMPCDQgs 77.11985.0530
520
73.14
73.49105.3 6 =
×
×= @ Condiciones estándar
Aplicando la ecuación 1.39, (Cáp. 1, pág. 29).
( ) 01961.0
01961.0
Re49.1670.161 =
=
d
GEQ
f
gs
f

175
01961.0
101961.0
0127.1Re
×=
d
GEQgs
dd
32.3096786838.11077.110127.1Re
01961.0
101961.06
=
××=
Aplicando la ecuación 1.40, (Cáp. 1, pág. 30)
( )( ) ( ) ( ) ( )
53.2
51.0
961.0
22
202.16
935.060065.238.1
50090.0
73.14
5207371077.11 d
P
−
=×
[ ]psiad
P9607.4
62
2
1050.347500
×−=
Tabla 4.15: Evaluación y Resultados
Diámetro nominal del tubo
Norma API5LX [pulg] 4 6
Re 7741967.08 5161311.38
P2 [psia] - 449.5
P∆ [psia] 0 50.49
4.4.2.2 Campo Sansahuari
El objetivo de este acápite es evaluar las pérdidas de presión desde la estación
Sansahuari hasta el pozo Cuyabeno 21.
4.4.2.2.1 Condiciones de Flujo
Flujo promedio = 1.0 [MPCD] @ 35 psia y 530 °R
Viscosidad del gas = 0.0087 [cp] @ 35 psia y 530 °R
Gravedad especifica del gas = 1.318
Temperatura promedio del gas = 70 [°F] = 529.67 [°R ]
Presión de alimentación = 35 [psi]
Longitud = 320000 [pies]

176
PERFIL MONTAÑOSO Estación Sansahuari - Pozo Cuyabeno 21
245.007259.346 229.079272.30
0.00050.000
100.000150.000200.000250.000300.000350.000
Sansa
huari E
sta
Sansa
huari
6
Sansa
huari
4
Sansa
huari
7
Sansa
huari
2
Sansa
huari
5
Sansa
huari
9
Cuyab
eno
21
LOCALIDAD
Altu
ra
[msn
m]
Fuente: Petroproducción Departamento de Ingeniería Civil
Figura 4.26: Perfil Montañoso cotas medidas en msnm
Dado:
gQ = Flujo de gas estándar,
día
pies3
sT = 520 [°R], (Especificación ANSI 2530)
sP = 14.73 [psia], (Especificación ANSI 2530)
E = 0.90, si se aplica la ecuación de Panhandle “B”, generalmente = 1
ff = Factor de fricción Fanning, adimensional.
1P = 500 [psia]
2P = Presión a la salida [psia]
GE= 1.38
L = 6.44 [millas]
T = Temperatura promedio, [°R]
Z = Compresibilidad promedia del gas, adimensional
d = diámetro interno de la línea, [pulgadas]
Consideraciones:
� Se considera un proceso Isotérmico.

177
Solución:
Condiciones de Descarga:
20.1545
665 ===cp
r T
TT
6.0841
500 ===cp
r P
PP
87.0=→ Z A partir del gráfico 1.2.1 (ver anexo 1.2)
925.02
98.087.0 =+=⇒ Z
Asumiendo que el flujo de gas se enfría hasta 530 °R, es decir alcanza la
temperatura ambiente, debido a que nos interesa las condiciones donde existe
mayores pérdidas de presión, estas condiciones son cuando el gas alcanza el
equilibrio térmico es decir la temperatura final del gas se iguala a la del ambiente,
así tenemos:
( ) [ ]RTT
T outin °=+
= 5.5972
( ) [ ]RT °=+= 5.5972
530665
Aplicando la ecuación 1.12:
×=ZT
PQgs
520
7.14105.3 6
[ ]MMPCDQgs 4.398.0530
520
73.14
73.49100.1 6 =
×
×= @ Condiciones estándar
Aplicando la ecuación 1.39, (Cáp. 1, pág. 29)
( ) 01961.0
01961.0
Re49.1670.161 =
=
d
GEQ
f
gs
f
01961.0
101961.0
0127.1Re
×=
d
GEQgs

178
dd
56.892994038.1104.30127.1Re
01961.0
101961.06
=
××=
Aplicando la ecuación 1.40, (Cáp.1, pág. 29)
( )( ) ( ) ( ) ( )
[ ]psiad
P
dP
9607.4
62
2
53.2
51.0
961.0
22
202.16
1015.73500
925.05.59744.6318.1
50090.0
73.14
520737104.3
×−=
−
=×
Tabla 4.16: Evaluación y Resultados
Diámetro nóminal
Norma API 5L [pulg] 4 6
Re 2232485.14 1488323.42
P2 [psia] 417.81 489
P∆ [psia] 82.18 10.2
4.4.2.3 Condiciones del Flujo de Gas de Cuyabeno para Dimensionar la Línea de
Transporte.
Tabla 4.17: Condiciones de Entrada y Salida
CONDICIONES DE SALIDA (1) CONDICIONES DE ENTRADA (2)
1P = 500 [psia]
T = 671 [°F]
Qg a = 398.21 [MPCD]
µ = 0,02 [cp]
GE = 1,38
1L = 0 [pies]
Z = 0.87
2P = 449.5 [psia]
∆P = 50.5 [psi]
Qg a = 350.0 [MPCD]
2T = 530 [°R]
GE = 1,38
µ = 0,01223 [cp]
2L = 13943,56 [pies]
Z = 0.83

179
La tabla 4.17, indica los valores de las principales variables para calcular las
dimensiones y características de los tubos que conformarán el sistema de
transporte del gas, las variables de salida corresponden a los valores medidos y
calculados para la estacón Cuyabeno y los valores de entrada corresponden a los
valores en el pozo Cuyabeno 21, el diferencial de presión esta calculado y se
asume una temperatura promedio de 70 °F, para todo el sistema.
4.4.2.3.1 Criterio Velocidad de Erosión
Aplicamos la ecuación 4.28, (Cáp. 4, pág. 151), para determinar si el flujo de gas
tiene características de flujo de erosión.
Dado:
C = 100
T = 600.5 [°R]
1P = 500 [psia]
2P = 449.5 [psia]
Z = 0.85
GE = 1.38
Aplicando la ecuación 1.32, (Cáp. 1, pág. 28), tenemos:
P ( )( )
2.4755.449500
5.4495005.449500
3
2 =
+−+= [psia]
Velocidad de erosión, ecuación 4.28, (Cáp. 1, pág. 151)
5.0
e )2.475)(38.1(
)85.0)(5.600()100)(6.0(V
= = 52.93 [pies/s]
La velocidad de erosión se mantiene en un rango permisible, se puede asegurar
que a esta velocidad no habrá asentamientos ni condensados de líquidos.
4.4.2.3.2 Criterio de velocidad máxima
Aplicamos la ecuación 4.29, (Cáp. 4, pág. 151), para determinar la velocidad
máxima del flujo de gas.
Dado:

180
[ ]MMPCDQgs 77.11=
P = 475.2 [psia]
T = 600.5 [°R]
Z = 0.85
s
pies
54.758
)2.475(
)85.0)(5.600()77.11)(60(
2max 2
=
=
ddV
Evaluando: );(max dfV = d = DN (diámetro interno del tubo, en pulgadas)
DN [pulg.] maxV [pies/s]
6 21
Comentario:
La caída de presión para el tramo Estación Cuyabeno – pozo 21, es 50 [psia] en
una línea de 6 pulg, aplicando el criterio de velocidad máxima, el diámetro de 6
pulg; satisface plenamente los requerimientos de diseño para el sistema. Por lo
que se recomienda mantener el diámetro interno de la tubería en 6 pulgadas.
4.4.2.4 Dimensión del espesor de la pared de la tubería
Para dimensionar el espesor de la pared de la tubería que conformara el sistema
de transporte, hacemos uso de los códigos ANSI B31.3 y ANSI B31.8, (Cáp. 4,
pág. 152)
Dado:
ct = 0.05 [pulg.] (Normalmente 0.05 pulg.)
tht = 0.11 [pulg], Tabla 4.7, (Cáp. 4, pág. 153)
iP = 485.27 [psi.]
od =6.625 [pulg].
S = 18150, [psi.], Tabla 4.8, (Cáp. 4, pág. 153)
E = 1, piezas unidas como una sola pieza
Y = 0.4 para materiales ferrosos debajo de 900 °F
Tol = = 12.5 %

181
Aplicando ANSI B31.3
( )( )( )( ) ( )( )[ ] [ ]pulg283.0
5.12100
100
4.027.4851181502
625.627.48511,005.0 =
−
+++=t
Dado:
iP = 485.27 [psi.]
od = 6.625 [pulg].
S = 18150 [psi.]
F = 0.72, Tabla 4.9, (Cáp. 4, pág. 154)
E = 1
T = 0.967, (tabla 4.10, pág.155)
Aplicando ANSI B31.8
( )( )( )( )( ) [ ]pulg127.0
18150967.01)72.0(2
625.627.485 ==t
Comentario:
Como se puede apreciar, el criterio para seleccionar el espesor de pared de los
tubos, el código ANSI B31.3, es más conservador que el código ANSI B31.8. Esta
diferencia crea un problema para hacer una selección entre líneas para facilidades
y líneas de transporte, por tal razón se deben considerar las condiciones externas
de operación, es decir la temperatura ambiente y la humedad relativa de la zona,
para hacer una selección final. Para nuestro caso, se debe mantener el código
ANSI B31.3.
Por lo tanto se recomienda un sistema de tubos de, 6 85 pulg, con un espesor de
0.312 pulg. Presión máxima 2373 psi, Grado “B”, F = 0.72 (Norma API 5L, ver
Anexo 4.4).

182
4.4.2.5 Condiciones del Flujo de Gas de Sansahuari para Dimensionar la Línea de
Transporte.
Tabla 4.18: Condiciones de Entrada y Salida
CONDICIONES DE SALIDA (1) CONDICIONES DE ENTRADA (2)
1P = 500 [psia]
T = 665 [°F]
Qg a = 111.22 [MPCD]
µ = 0,0145 [cp]
GE = 1,38
1L = 0 [pies]
Z = 0.87
2P = 417.81 [psia]
∆P = 82.12 [psi]
Qg a = 101.20 [MPCD]
2T = 530 [°R]
GE = 1,38
µ = 0,0120 [cp]
2L = 34000 [pies]
Z = 0.83
La tabla 4.18, indica los valores de las principales variables para calcular las
dimensiones y características de los tubos que conformarán el sistema de
transporte del gas, las variables de salida corresponden a los valores medidos y
calculados para la estacón Sansahuari y los valores de entrada corresponden a
los valores en el pozo Cuyabeno 21.
4.4.2.5.1 Criterio Velocidad de Erosión
Aplicamos la ecuación 4.28, (Cáp. 4, pág. 151), para determinar si el flujo de gas
tiene características de flujo de erosión.
Dado:
C = 100
T = 597.5 [°R]
Z = 0.85
GE = 1.38
Aplicando la ecuación 1.32, (Cáp. 1, pág. 28):
P = ( )( )
13.46081.417500
81.41750081.417500
3
2
3
2
21
2121 =
+−+=
+−+
PP
PPPP [psia]

183
Aplicando la ecuación 4.28:
5.0
e )13.460)(38.1(
)85.0)(665()100)(6.0(V
= = 56.6 [pies/s]
La velocidad de erosión se mantiene en un rango permisible, se puede asegurar
que a esta velocidad no habrá asentamientos ni condensados de líquidos.
4.4.2.5.2 Criterio de velocidad máxima
Aplicamos la ecuación 4.29, (Cáp. 4, pág. 151), para determinar la velocidad
máxima del flujo de gas.
Dado:
[ ]MMPCDQgs 4.3=
P = 460.13 [psia]
T = 597.5 [°R]
Z = 0.85
s
pies
79.224
)13.460(
)85.0)(5.596()4.3)(60(
2max 2
=
=
ddV
Evaluando: );(max dfV = d = DN (diámetro interno del tubo, en pulgadas)
DN [pulg.] maxV [pies/s]
4 14.0
Comentario:
La caída de presión para el tramo Estación Cuyabeno – pozo 21, es 50 [psia] en
una línea de 6 pulg, aplicando el criterio de velocidad máxima, el diámetro de 4
pulg; satisface plenamente los requerimientos de diseño para el sistema. Por lo
que se recomienda mantener el diámetro interno de la tubería en 4 pulgadas.

184
4.4.2.6 Dimensión del espesor de la pared de la tubería
Para dimensionar el espesor de la pared de la tubería que conformara el sistema
de transporte, hacemos uso de los códigos ANSI B31.3 y ANSI B31.8, (Cáp. 4,
4.3.9.2, pág. 152).
Aplicando ANSI B31.3
Dado:
ct = 0.05 [pulg.] (Normalmente 0.05 pulg.)
tht = 0.11 [pulg], Tabla 4.7, (Cáp. 4, pág. 153)
iP = 485.27 [psi]
od =4.5 [pulg]
S = 18150 [psi], Tabla 4.8, (Cáp.4, pág. 153)
E = 1, piezas unidas como una sola pieza
Y = 0.4 para materiales ferrosos debajo de 900 °F
Tol = = 12.5 %
( )( )( )( ) ( )( )[ ] [ ]pulg250.0
5.12100
100
4.027.4851181502
5.427.48511,005.0 =
−
+++=t
Aplicando ANSI B31.8
Dado:
iP = 485.27 [psi.]
od = 4.5 [pulg].
S = 18150 [psi.]
F = 0.72, Tabla 4.9, (Cáp. 4, pág. 155)
E = 1
T = 0.967, Tabla 4.10, (Cáp. 4, pág.155)
( )( )( )( )( ) [ ]pulg086.0
18150967.01)72.0(2
5.427.485 ==t
Comentario.
Como se puede apreciar, el criterio para seleccionar el espesor de pared de los

185
tubos, el código ANSI B31.3, es más conservador que el código ANSI B31.8. Esta
diferencia crea un problema para hacer una selección entre líneas para facilidades
y líneas de transporte, por tal razón se deben considerar las condiciones externas
de operación, es decir la temperatura ambiente y la humedad relativa de la zona,
para hacer una selección final. Para nuestro caso, se debe mantener el código
ANSI B31.3.
Por lo tanto se recomienda un sistema de tuberías de: 4½ pulg, con un espesor de
0.237 pulg. Presión máxima 2654 psi, Grado “B”, F = 0.72 (Norma API 5L, anexo
4.7).
4.4.3 DISEÑO DEL SISTEMA DE DESHIDRATACIÓN
Este sistema comprende, un contenedor de contacto, un reconcentrador de TEG,
dos bombas impulsoras, dos intercambiadores de calor glicol/glicol, un
intercambiador de calor glicol/gas, filtros y accesorios.
El diseño esta en función de encontrar las variables que hacen posible
dimensionar el equipo, para que opere bajo las condiciones de flujo y
características de la corriente de gas.
4.4.3.1 Condiciones del Gas a la entrada del Contactor
Dado:
T =120 [°F] ≈580 [°R], máximo
P = 450 [psia]
PM = 40 [lb/lbmol]
DNTubo = 4 ½ x 0.125 [pulg]
pPc = 846 [psia], tabla 4.13
pTc = 554 [°R], tabla 4.13
Aplicando las ecuaciones 1.56 y 1.57, (ver Cáp. 1, pág. 36). Determinamos Z.
05.1554
580 ==rT
925.0846
450 ==rP
82.0=→ Z , Calculado a partir del gráfico 1.2.1, (Anexo 1.2)

186
Aplicando la ecuación 1.12, (ver Cáp. 1, pág.18), se calcula el flujo de gas actual
( )( ) [ ]MPCDQ
ZT
PQQ
g
gag s
00.352520
82.0580
450
7.14108.11
520
7.14
6 =
×=→
=
Velocidad del fluido.
( )( )( )
( )( ) [ ]pulg026.4237.025.4
144
4
00.3602
=−=
==
d
dA
QV
p
g
π
( )( )( )
=××
==→
s
pies 95.2
s 3600
h 1
h 24
día 1
pies
MPCD
144
026.44
00.36022πp
g
A
QV
Aplicando la ecuación 4.11, (Cáp. 4, pág. 113), calculamos el contenido Teórico
de Agua en el Gas @ 450 psia y 120 °F
SHSHCOCOHCHC WyWyWyWs 222
++=
=HCW 205 [lb H2O/MMPC], (Anexo 4.3, figura. 4.3.1)
02
=SHW
=2COW 165 [lb H2O/MMPC] (Anexo 4.3, figura. 4.3.2)
=HCy 0.5, (tabla 4.13, pág. 159)
=2COy 0.5, (tabla 4.13, pág. 159)
( )( ) ( )( ) 1851655.02055.0 =+=W [lb H2O/MMPC]
4.4.3.2 Condiciones para el Inhibidor a la entrada del Contactor
El objetivo es determinar la tasa de circulación de inhibidor para lograr la
deshidratación del gas hasta que el contenido de agua sea 7 lb/MMPC. Para esto
se ha seleccionado el tipo de inhibidor de acuerdo a las características del gas, en

187
el acápite 4.3.4.2, (pág. 114), se hizo la selección del inhibidor más adecuado
para el tratamiento de deshidratación. Por lo tanto, el Inhibidor de diseño
seleccionado es TRIETLILENGLICOL (TEG).
Eficiencia de remoción del agua.
96.0185
7185
2
2 =−=−
OH
TEGOH
W
WW
Tabla 4.19: Características del TEG y número de ban dejas para alcanzar la
deshidratación del gas.
Figura N teórico Concentración TEG
[%]
Tasa de circulación
[gal TEG/Lb H2O] N real
4.8 1 No aplica No aplica 4
4.9 1.5 99.9 4.5 6
99.9 2.5 4.10 2.0
99.5 3.8 8
99.95 1.73
99.90 1.82 4.11 2.5
99.50 2.52
10
4.12 3 99.5 2 12
La tabla 4.20, resume los valores expuestos en las figuras 4.8 hasta 4.12, para
diferentes tasas de circulación y concentración de TEG, para alcanzar la
deshidratación del gas en base a la eficiencia del 96 % de separación de agua,
tomando en cuenta que la eficiencia de cada bandeja de contacto teórica (N
teórico), tiene una eficiencia del 25%, se puede determinar el número de bandejas
reales (N real) para una eficiencia del 100%.
La selección del número de bandejas, se debe hacer en función de la tasa de
circulación y la concentración de TEG, ya que de estos parámetros depende la
economía de operación y mantenimiento del sistema de deshidratación.

188
Por lo tanto, seleccionamos un sistema para N = 2.5 (bandejas teóricas), con una
concentración de 99.5% y una tasa de circulación de 2.52 galones, de TEG por
cada libra de agua contenida en el gas, lo que permite calcular:
Flujo y Flujo Másico de TEG:
Tasa real de circulación = 3 OHlb
TEGgal
2
min14.0
min1440
1
1352.0
1
1853 2
2
galonesdía
día
MMPC
MMPC
OHlb
OHlb
TEGgalQTEG =×××=
•
Entonces
25.0
5.2bandejas teóricas ≅ 10 bandejas de contacto @ 24 pulgadas de espacio
entre cada bandeja, se tiene una altura para albergar las bandejas de contacto
igual a 20 pies.
4.4.3.3 Tamaño del Contactor
Tabla 4.20: Parámetros recomendados para dimensiona r torres de contacto
para TEG
Factor K, [pies/s] Factor C, [pies/h]
Bandejas de Contacto
20 pulgadas de espacio
24 pulgadas de espacio
30 pulgadas de espacio
0.14
0.16
0.17
504
576
612
Tipo de Empaque
Estructurado
Al azar
1 pulgada de anillos
2 pulgadas de anillos
0.3 – 0.4*
0.13 – 0.18
0.19 – 0.26
1080 – 1440*
468 – 648
684 – 936
* Depende de la densidad del empaque
Fuente: Gas Processors Suppliers Association Aplicando la ecuación 4.23, (Cáp. 4, pág. 144), y con valores de C, a partir de la
tabla 4.20, se puede determinar las dimensiones de la torre de contacto.
Dado:

189
C = 576 [pies/h], tabla 4.20.
PM = 40 [lb/mol]
P = 450 [psia]
T = 580 [°R]
=•
GASm 50746.66
h
lb
Aplicando la ecuación 1.8, (Cáp. 1, pág. 15):
=
××=
346.3
82.0580
45040093.0
pies
lbgρ
Aplicando la ecuación 1.2, (Cáp. 1, pág. 14):
9.694.6212.1 =×=Lρ
Aplicando la ecuación 4.23, (Cáp. 4, pág. 144)
( )
=
−=hpies
lbGm 2
56.0
30.957310
1246.39.6946.3576
[ ]2
max
30.530.9573
66.50746pies
G
mA ===
•
( )( ) [ ]piesA
D 6.230.544
5.05.0
=
=
=ππ
= 32 [pulg]
32→ [pulg] = Diámetro de las bandejas de contacto
Espacio entre cada bandeja
( )contactodebandejadoestructuraEmpaque
contactodebandeja DC
CE
5.0
=
( ) 20321440
5765.0
=
=E [pulg]
2001020 =×=×= realTotal NEE [pulg]

190
Las dimensiones de la estructura que contiene las bandejas queda definida por
200 pulgadas de altura por 32 pulgadas de diámetro, generalmente una torre de
contacto va montada sobre un escruber, por lo tanto la altura total de la torre de
contacto queda definida por la distribución de espacios mostrada en la figura 4.24,
el diámetro del escruber sería el mismo de la torre de contacto por lo tanto las
dimensiones totales de la torre de contacto serían 280 pulgadas de altura por 36
pulgadas de diámetro.
4.4.3.4 Calor estimado en el Reconcentrador
Para estimar la cantidad de energía o calor necesario para alcanzar la
regeneración del TEG hasta el 99.5, en el reconcentrador, hacemos uso de la
ecuación 2.3, (Cáp. 2, pág. 51)
Dado:
=
•
gal
lbTEG 3.9ρ
2751 =T [°F], temperatura de entrada del glicol rico, parám etro de diseño, ver
4.3.4.4.2, (pág. 123).
=2T 400 [°F], temperatura a la que el TEG alcanza la re generación.
=TEGpC 0.665
°Flb
Btu, extrapolado de la figura 4.13, ver (pág. 124).
→ ( )( )( )
=−=
gal
Btuqw 773275400665.03.9
Calor absorbido por vaporización de agua
( )( )WHq vapv ∆∆=
=
=
gal
Btu
TEGgal
OHlb
OHlb
Btuqv 323
.3
1970 2
2
Calor de aporte al condensador @ 25 % de la tasa de recirculación
( )( )
==
gal
Btuqq vc 8125.0
Calor de aporte total incluyendo un 10 % de pérdidas de calor

191
( )( )
=++=
gal
BtuqT 12951.181323773
=××
=
h
Btu
h
gal
gal
BtuqT 10876
min60
min14.01295
4.4.3.5 Dimensionamiento de los Intercambiadores Glicol/Glicol/Gas
Temperaturas para Diseño:
Temperatura del TEG rico desde el contactor = 120 [°F]
Temperatura del TEG rico del serpentín hacia el precalentador glicol/glicol = 130
[°F]
Temperatura del TEG rico a la salida del precalentador glicol/glicol = 200 [°F]
Temperatura del TEG rico a la salida del intercambiador glicol/glicol = 300 [°F]
Temperatura del TEG pobre a la entrada del intercambiador glicol/glicol = 380 [°F]
Temperatura del TEG pobre hacia las bombas (máxima) = 210 [°F]
Temperatura del TEG hacia el contactor = 120 [°F].
4.4.3.5.1 Precalentador Glicol/Glicol (lado TEG rico)
=eT 130 [°F]
=sT 200 [°F]
Composición del TEG pobre
=××=
pobreTEG de30.9
48.770995.0
3
3 gal
TEGlb
gal
pie
pie
lbWTEG
=××=
pobreTEG de05.0
48.770005.0 2
3
32 gal
OHlb
gal
pie
pie
lbW OH
Composición del TEG rico
=××=
pobreTEG de30.9
48.770995.0
3
3 gal
TEGlb
gal
pie
pie
lbWTEG
=+=
pobreTEG de380.0
0.3
105.0 22
2 gal
OHlb
pobreglicoldegal
OHlbW OH
96380.03.9
3.9. =
+=TEGiónconcentracWt %

192
Flujo de TEG Rico ( ricoW )
( )
=××+=h
lb
h
gal
gal
lbWrico 31.81
min60
min14.0380.03.9
Calor de aporte del TEG rico.
( )
°=
Flb
BtuTEGCp 560.0%96 @ 130 °F interpolado de la figura 4.13, pág. 124.
( )
°=
Flb
BtuTEGCp 675.0%96 @ 200 °F interpolado de la figura 4.13, pág. 124.
°=
Flb
BtuC p 618.0
( ) ( ) ( )
=°−°
=h
BtuF
Flb
Btu
h
lbq
ricow 4020120200618.031.81
4.4.3.5.2 Intercambiador de Calor Glicol/Glicol
TEG rico
=eT =1T 200 [°F]
=sT =2T 300 [°F]
TEG pobre
=eT =3T 380 [°F]
=sT =4T ? [°F]
Calor de aporte del TEG rico.
( )
°=
Flb
BtuTEGCp 63.0%96 @ 200 °F
( )
°=
Flb
BtuTEGCp 70.0%96 @ 300 °F
°=
Flb
BtuC p 67.0
( ) ( ) ( )
=°−°
=h
BtuF
Flb
Btu
h
lbqrico 544820030067.031.81

193
Flujo de TEG pobre ( pobreW )
( )
=×××=h
lb
hgal
pie
pie
lbgalWpobre 60.78
min60
48.770
min14.0
3
3
Calculo de sT del lado del TEG pobre
Asumiendo T = 250 [°F]
3152
250380 =
+=T [°F]
( )
°=
Flb
BtuTEGC p 702.0%5.99 @ 315 °F
)( 34 TTCmq ppobrepobre −= &
ricopobre qq −=
ppobre
rico
CM
qTT −= 34
)702.0)(60.78(
5448º3804 −= FT
=sT =4T 282 [°F]
4.4.3.5.3 Precalentador Glicol/Glicol (lado TEG pobre)
Temperatura
TEG pobre
=eT =4T 282 [°F]
=sT =5T ? [°F]
Asumir T = 175 [°F]
5.2282
175282 =
+=T [°F]
( )
°=
Flb
BtuTEGC p 633.0%5.99 @ 229 °F
)( 54 TTCmq ppobrepobre −= &
ricopobre qq −=

194
ppobre
rico
Cm
qTT
&−= 45
FFT º202)633.0)(60.78(
4020º2825 =−= (Es menor que la temperatura máxima
permisible de las bombas)
4.4.3.5.4 Intercambiador GAS/GLICOL
Temperatura
TEG pobre
=eT =1T 202 [°F]
=sT =2T 130 [°F]
GAS
=eT =1T 120 [°F]
=sT =2T ? [°F]
Asumir =2T 160 °F
1402
160120 =
+=T [°F]
( )
°=
Flb
BtuGASC p 30.1 @ 140 °F
))()(( TCmq ppobrepobre ∆= &
GASTEG qqpobre
−=
ppobre
TEG
esCm
qTT pobre
&+=
FFT º152)556.0)(60.78(
3226º1205 =+=
4.4.3.5.5 RESUMEN DE INTERCAMBIOS DE ENERGÍA
Intercambiador de glicol/glicol
FTFTTEG serico º300º200 ==
FTFTTEG sepobre º282º380 ==

195
( ) ( )][81
300380
200282ln
300380200282
ln1
2
12 F
T
T
TTTml °=
−−
−−−=
∆∆
∆−∆=∆
=h
Btuq 5448
°=
Fpiesh
BtuU
245 (Acápite 4.3.4.4.2, pág. 124)
Área de transferencia de calor:
[ ]][5.1
8145
54482
2
pies
FFpiesh
Btu
h
Btu
TU
qA
ml
=°×
°
=∆
=
Precalentador glicol/glicol
FTFTTEG serico º200º130 ==
FTFTTEG sepobre º202º282 ==
=h
Btuq 4020
°=
Fpiesh
BtuU
245 (Acápite 4.3.4.4.2, pág. 124)
( ) ( )][77
130202
200282ln
130202200282
ln1
2
12 F
T
T
TTTml °=
−−
−−−=
∆∆
∆−∆=∆
Área de transferencia de calor:
[ ]][20.1
7945
40202
2
pies
FFpiesh
Btu
h
Btu
TU
qA
ml
=°×
°
=∆
=
Intercambiador gas/glicol
FTFTTEG sepobre º130º200 ==

196
FTFTGAS se º152º120 ==
=h
Btuq 3674
°=
Fpiesh
BtuU
2100 (Acápite 4.3.4.4.2, pág. 124)
( ) ( )][24
120130
152200ln
120130152200
ln1
2
12 F
T
T
TTTml °=
−−
−−−=
∆∆
∆−∆=∆
[ ]][50.1
24100
36742
2
pies
FFpiesh
Btu
h
Btu
TU
qA
ml
=°×
°
=∆
=
4.4.4 COMPORTAMIENTO DE LA ENTALPÍA
En este acápite se calcula el valor de la entalpía de combustión, que tendrá el
gas, asumiendo que el gas ha recibido todo el tratamiento y que un 90 % de la
fracción molar de CO2, se ha separado del gas, entonces se tiene un gas con
nuevas características, como se indica en la tabla 4.21.
Tabla 4.21: Condiciones del Gas Tratado
Componente Fracción
Molar Y
Peso Molecular [lb/lbmol]
PM parcial
[lb/lbmol]
Temperatura crítica
[°R]
Presión crítica [psia]
pTc [°R]
pPc [psia]
No Combustible (1) (2) (3) (4) (5) (6) (7)
Nitrógeno 0.03 28.01 0.97 427.00 492.00 14.78 17.03
Dióxido de Carbono
0.09 44.01 4.06 547.40 1069.50 50.55 98.76
Sulfuro de Hidrogeno
* * * * * * *
Combustible
Metano 0.31 16.04 5.00 343.00 667.00 106.96 208.00
Etano 0.10 30.07 2.98 549.70 707.80 54.40 70.05
Propano 0.24 44.1 10.55 665.60 615.00 159.23 147.12
Iso Butano I 0.05 58.12 2.99 734.10 527.90 37.70 27.11
Normal Butano 0.11 58.12 6.41 765.20 548.80 84.35 60.49

197
Tabla 4.21: Continuación
Iso Pentano 0.03 72.15 2.38 826.60 490.40 27.24 16.16
Normal Pentano 0.03 72.15 2.05 845.40 488.10 24.07 13.90
1.00 37.38 559 659
* No se mide se asume un gas sin H2S
La tabla 4.21, indica valores de nuevas características del gas, asumiendo que se
ha separado un 90 % de la fracción molar de Dióxido de Carbono, podemos ver
que las fracciones molares de los demás componentes se compensan, para
formar una nueva fracción molar del gas. Esto no quiere decir que el gas aumenta
en masa, al contrario el gas pierde parte de su masa y por ende el volumen
disminuye.
Los valores de la tabla 4.21, se obtuvieron de los siguientes cálculos:
Aplicando la ecuación 1.10, (Cáp. 1, pág. 17), podemos determinar el número de
moles totales presentes en el gas, a condiciones estándar tenemos:
Dado:
mP = 14.7 [pisa]
mT = 520 °R
mV = 11.8 x 10 6 [PCD]
uR = 10.73
°R lbmol
pies psia 3
Z = 1, (asumiendo, gas ideal debido a la baja presión y temperatura)
( )( )( )( )( )um
mmm RTZ
VPN =
( )( )( )( )( ) [ ]lbmol31088
73.105201
108.117.14 6
=×=mN
Con la mezcla original:
( ) [ ]lbmol31088=== ∑∑ miparcialm NyNN
Si se desprende el 90 % de la fracción Molar de CO2, tenemos:

198
( ) ( ) ( )( ) =×+== ∑∑ mCOmimim NyNyNyN 1.02
16818.6 [lbmol]
Se calcula la nueva fracción molar para el gas, y se tiene:
mii NyN =
Los valores de iy , son todos los valores de la columna (1), de la tabla 4.21.
También podemos calcular el volumen de la mezcla, considerando la nueva
composición.
Aplicando la ecuación 1.10, tenemos:
( )( )( )( )( ) [MPCD] 75.6383
7.14
73.1052016.16818 ==mV
mV , representa el volumen a condiciones estándar, del gas con 10 % de CO2.
Con los valores de la tabla 4.21, podemos calcular la entalpía del gas, a las
condiciones de alimentación mínimas, que son 250 psi y 530 °R.
Tabla 4.22: Entalpía del Gas ideal a 70 °F.
(1) (2) (3) (4) (5) (6)
Componente Fracción
Molar Y
Peso Molecular [lb/lbmol]
pTc [°R]
pPc [psia]
Factor excéntrico [promedio]
0TH
@ 70 °F [Btu/lbmol]
No Combustible
Nitrógeno 0.03 0.97 14.78 17.03 0.037 134
Dióxido de Carbono
0.09 4.06 50.55 98.76 0.2667 90
Sulfuro de Hidrogeno
* * * *
Combustible
Metano 0.31 5.00 106.96 208.00 0.0108 250
Etano 0.10 2.98 54.40 70.05 0.0972 153
Propano 0.24 10.55 159.23 147.12 0.1515 130
Iso Butano I 0.05 2.99 37.70 27.11 0.1852 120
Normal Butano 0.11 6.41 84.35 60.49 0.1981 130
Iso Pentano 0.03 2.38 27.24 16.16 0.2286 120
Normal Pentano 0.03 2.05 24.07 13.90 0.251 127.5
37.38 559 659 0.15845
Con los valores de la columna 6, de la tabla 4.22, podemos calcular la entalpía del
gas ideal

199
( )( )( )( ) ( )( )( )( )
=== ∑∑lbmol
BtuHPMyH iTii
OT 5311.276210 @ T= 70 °F
La entalpía para las condiciones de presión y temperatura dadas se calcula
aplicando la ecuación 1.60, (Cáp. 1, pág. 37).
Dado:
95.0559
530 ===cp
r T
TT
( )40.0
659
73.14250 =+==cp
r P
PP
( ) )0(
C
PT
0T
RT
HH
−=0.52, de la figura 5.2.1 (anexo 1.6, Fig. 1.6.2)
( ) (´)
C
PT
0T
RT
HH
−= 0.55, de la figura 5.2.2 (anexo 1.6, Fig. 1.6.2)
( ) { }
lbmol
Btu10.639HH
)55.0)(1585.0()52.0(R (530) R lbmol
Btu (1.986)HH
PT
0T
PT
0T
=−
+×°×°
=−
( )
=−= lbmol
Btu16.467210.6395311.27HP
T
Tabla 4.23: Entalpía de Formación y de gas ideal a 573 °R
(1) (2) (3) (4) (5) (6)
Componente Fracción
Molar Y
Peso Molecular [lb/lbmol]
0TH
@ 537 °R [Btu/lbmol]
fH [Btu/lbmol]
0TH
@ 537 °R [Btu/lbmol]
fH [Btu/lbmol]
No Combustible
Nitrógeno 0.03 28.01 134 0 112.6002 0
Dióxido de Carbono
0.09 44.01 90 -169300 356.481 -15237
Sulfuro de Hidrogeno
*
Combustible
Metano 0.31 16.04 266 -32210 1322.6584 -9985.1
Etano 0.10 30.07 168 -36420 505.176 -3642

200
Tabla 4.23: Continuación
Propano 0.24 44.10 152.5 -44680 1614.06 -10723.2
Iso Butano I 0.05 58.12 148 -232.64 430.088 -11.632
Normal Butano 0.11 58.12 152.5 -54270 974.963 -5969.7
Iso Pentano 0.03 72.15 130 -9176 281.385 -275.28
Normal Pentano 0.03 72.15 148 -63228.01 320.346 -1896.8403
5917.75 -47740.752
La tabal 4.23, indica los valores de entalpía de formación, función Gibbs de
formación y la entalpía a 537 °R considerando un ga s ideal.
( )( )( )( ) ( )( )( )( ) ( )
==== ∑∑lbmol
BtuHPMyH iii
O 75.591753210537573
( )( )( ) ( )( )( ) ( )
−==== ∑∑lbmol
BtuHyH
ifiOf 75.477406410
La entalpía del gas se calcula aplicando la ecuación 1.58, (pág. 37), entonces se
tiene:
−=−+−=−+=lbmol
Btu43.3839675.591716.467275.477400
537250530
0 HHHH f

201
CAPÍTULO 5
ANÁLISIS TÉCNICO – ECONÓMICO DEL PROYECTO
5.1 OBJETIVO
El presente capitulo, tiene como objetivo establecer:
� El análisis técnico y económico para justificar la inversión en nuevos
sistemas de captación y tratamiento del gas para usar en un nuevo sistema
de generación eléctrica, de 9 Mw. instalados, con potencia rodante de 6
Mw. y 3 Mw. para mantenimiento (reserva).
5.2 ANÁLISIS TÉCNICO DE LOS SISTEMAS ACTUALES
5.2.1 SISTEMA DE CAPTACIÓN
El sistema de captación de gas tanto en Cuyabeno como Sansahuari, es de tipo
básico, es decir, no tiene elementos para el tratamiento del gas, por tal razón no
se puede garantizar que la composición del gas captado en este sistema sirva
directamente como combustible.
5.2.2 SISTEMA DE GENERACIÓN ELÉCTRICA
El sistema de generación eléctrica actual es de baja confiabilidad, disponibilidad y
calidad de energía, debido a que no existe un sistema interconectado que integre
a todo el área, esto implica que se tenga que suspender la producción de
petróleo, reinyección de agua y bombeo en las estaciones, cada vez que es
necesario hacer trabajos de mantenimiento preventivo o correctivo sobre las
unidades de generación; se ha estimado las pérdidas de producción por paradas
forzosas en 1500 BLS de petróleo al mes.
5.2.3 UTILIZACIÓN DEL SISTEMA DE GENERACIÓN ELÉCTRICA
En promedio es alrededor del 24 % (ver Cáp. Tablas 2.4 – 2.9, págs. 54, 67), es
decir de cada 100 Kilovatios instalados solo se ocupan 24, en consecuencia los
grupos electrógenos están sobredimensionados, esto se justifica ya que para
facilitar el arranque de bombas eléctricas para la extracción de crudo y motores
de las bombas de reinyección de agua, los grupos electrógenos deben entregar la

202
energía necesaria que permite el arranque, produciendo un elevado costo del
Kwh., (0.21 centavos de dólar por Kwh.); por las razones expuestas este sistema
esta subutilizado.
5.2.4 COSTO DE GENERACIÓN ELÉCTRICA CON EL SISTEMA ACTUAL
Si consideramos que el consumo eléctrico en Cuyabeno - Sansahuari, se situará
en 6000 Kw. continuos para los próximos años, y que el costo de generación
eléctrica esta en 0.2126 dólares por kWh. No incluye el costo de combustible, el
costo de generación anual sería
6000 Kw. x 365 días x 24h x 0.2126 USD= 11’174,256. USD / año
5.2.5 CONSUMO ACTUAL DE COMBUSTIBLE
Este parámetro depende de varias variables, como el factor de utilización de las
unidades y de la vida útil que este atravesando cada unidad, que son distintos
para cada grupo electrógeno, por tal razón es mejor evaluar el consumo de
combustible a partir de los KWh., producidos para cubrir la demanda eléctrica, de
cada campo, según los historiales de consumo indicados en las tablas 2.5 y 2.10
(Cáp. 2, Págs. 58, 69). Permiten relacionar el consumo total para la generación
total, dando como resultado un factor de utilización del combustible por Kw.
Generado.
Tabla 5.1: Consumo de Combustible
Campo Demanda Eléctrica
[KWh]
Consumo
[Gal/h]
Cuyabeno 2140 180
Sansahuari 332 52
Total 2473 232
La tabla 5.1, resume los valores indicados en las tablas 2.5 y 2.10, e indica el
consumo de combustible (Diesel) por hora, para cubrir la demanda de toda el
área.
232 gal/h x 365 día/año x 24 h/día = 2’032,320 gal/año
Tomando en cuenta que el precio de importación para el Ecuador de Diesel y el

203
costo por manejo y transporte hasta el campo, cada galón cuesta 2.84
dólares/gal., entonces este consumo anual tiene un equivalente en dólares igual.
2’032,320 gal/año x 2.84 USD/gal = 5’766,417.67 USD/año
Este valor representa el costo del combustible solo para la demanda actual, si se
incrementa la producción como se espera en este año, entonces este valor se
incrementara de acuerdo al factor de rendimiento multiplicado por los KWh de la
nueva demanda.
Factor de rendimiento = Consumo/demanda de energía
Fr = (232 gal/h) / (2473 KWh) = 0.093 gal/Kw.
Por ejemplo, el consumo de combustible para una demanda de 6000 KWh. será
igual a:
6000 KWh x 0.093 gal/KW = 562,87 gal/h x 365 dias x 24 h = 4’930,820 gal/año
Teniendo un costo igual a:
4’930,820 gal/año x 2.84 USD/gal = 13’990,497.35 USD/año
5.2.6 DEMANDA FUTURA DE POTENCIA ELÉCTRICA
Para estimar la demanda de energía eléctrica para el área Cuyabeno –
Sansahuari, se debe considerar los programas de perforación de nuevos pozos
establecidos en el Plan Operativo, para el 2008 (ver tabla 3.8, pág. 3.8), se tiene
previsto perforar siete pozos, que incrementaran la producción en 4000 barriles de
petróleo, esto demanda mayor energía ya que se incrementa los barriles de fluido
de formación, los barriles de agua producidos, etc. Todos estos valores se
estiman en la proyección de la producción (ver figura 3.1, Cáp. 3, pág. 85). Si se
relaciona la energía necesaria para los barriles producidos, así mismo la energía
necesaria para los barriles de agua que tienen que ser reinyectados, se encuentra
una relación para estos procesos, que se puede definir como el factor de potencia
útil para lograr cada proceso, como sigue:

204
proceso del totalesunidades
proceso el para requerida Potencia=pF
Donde:
PF = Factor de potencia útil para alcanzar el proceso, [Kw./BLS]
Potencia requerida para el proceso, [Kw.], de las tablas 2.4 y 2.9 (Cáp. 2, págs. 55
y 67).
Unidades totales del proceso, [BLS], de las tablas 2.1 y 2.7, (Cáp. 2, págs. 49 y
62).
[ ][ ] FormaciónBLS
KW
BFPD
KWdiaFP de
70.040472
28320 ==
El valor de 0.70, se interpreta como la energía consumida por cada barril de fluido
de formación, para salir a la superficie.
[ ][ ] AguaBLS
KW
BAPD
KWdiaFP de
74.029795
22200 ==
El valor de 0.74, se interpreta como la energía consumida por cada barril de agua
para ser reinyectado.
Entonces se requerirá la incorporación de reservas de generación para
mantenimiento, reserva rodante, desarrollo y contingencia; esto se toma de
acuerdo a la máxima potencia, que es 1700 Kw. para levantamiento de fluido y
1520 Kw. para reinyección de agua, entonces el incremento de energía para estos
procesos sería de 3320 Kw., sumado a la demanda actual de energía (2473 Kw.),
se tiene un total de 5693 Kw., por imprevistos es mejor estimar en 6000 Kw.
continuos.
El gráfico 5.1, indica la tendencia que tendrá la demanda de energía eléctrica,
mientras la producción se incrementa en barriles de formación y barriles de agua
para los próximos 10 años.

205
GRÁFICO 5.1
PROYECCIÓN DE POTENCIA
100
1000
10000
1990
1993
1996
1999
2002
2005
2008
2011
2014
2017
AÑOS
KW
POTENCIA PARA LA EXTRACCIÓN DE BFPD [Kw]
POTENCIA PARA LA REINYECCIÓN DE BAPD [Kw]
Fuente: Tabla 3.7.
5.3 ANÁLISIS TÉCNICO DEL USO DE GAS/CRUDO O CRUDO
COMO NUEVO COMBUSTIBLE PARA GENERACIÓN
La posibilidad de combinar petróleo y/o gas, al mismo tiempo para la combustión
interna en motores diesel, ofrece una amplia solución y ventajas sobre los
sistemas de generación típicos que usan gas o diesel como únicos combustibles,
debido a que el suministro de gas en los campos petroleros es inestable y decrece
con el tiempo mientras la proporción del agua aumenta, no se puede garantizar o
contar con un abastecimiento de gas continuo, lo que aumentaría el riesgo de
corte o disminución del suministro eléctrico que directamente implica paradas
forzosas a la producción.

206
Como ejemplo se puede citar que un corte de energía de una hora, en el campo
Cuyabeno - Sansahuari con una producción media de 10000 barriles de petróleo
diarios, a un costo promedio de 77 dólares el barril implicaría una pérdida
aproximada de 32083 dólares por hora.
La tecnología de combustible compartido, es susceptible de comparación con
otras tecnologías expuestas en el capitulo tres, haciéndose fácil una evaluación
de las tecnologías disponibles en el mercado a partir de sus fortalezas y
debilidades, como se detalla en la tabla 5.1.
5.3.1 EVALUACIÓN DE POSIBLES TECNOLOGÍAS PARA GENERACIÓN
ELÉCTRICA A PARTIR DE GAS COMO COMBUSTIBLE.
Esta evaluación esta hecha bajo parámetros técnicos operacionales de las
tecnologías disponibles en el mercado mundial que ocupan gas como
combustible, no se exponen tecnologías de combustión interna a partir de
combustibles ligeros como diesel o gasolina, debido a que el objetivo esta
encaminado a buscar una tecnología que las reemplace.
Tabla 5.2: Evaluación de posibles Tecnologías para generación
Tecnología Fortaleza Debilidad
Turbinas a Gas
� Costo de inversión y mantenimiento relativamente bajo.
� Capacidad de combustible dual. (puede operar sea con gas o diesel).
� Eficiencia relativamente baja en unidades menores a 20 MW.
� No puede operar con petróleo crudo o combustible pesado.
Turbinas a Vapor
� No son sensibles a la calidad del gas.
� Una ventana de combustible compartido prácticamente ilimitada.
� Costo de Operación y mantenimiento relativamente bajo.
� Eficiencia muy baja en ciclo sencillo (en unidades de 5 – 10 MW alrededor de 14 – 16 MBtu/KWh).
� Costo de inversión relativamente alto.
� Alto consumo de agua.
Motores Reciprocantes
“Lean – Burn” (SG).
� Alta eficiencia � Costo de inversión y
operación y mantenimiento relativamente bajo.
� Muy sensible a la capacidad del gas.
� Requiere motores a diesel de apoyo en caso de una interrupción del abastecimiento de gas

207
Tabla 5.2: Continuación
Motores Reciprocantes
“Lean – Burn” (SG).
� Alta eficiencia � Costo de inversión y
operación y mantenimiento relativamente bajo.
� No tiene capacidad de combustible compartido, haciendo necesario reducir el rendimiento del motor para compensar la calidad del gas y la cantidad.
Motores Reciprocantes
“Lean – Burn” de
combustible Dual (DF)
� Alta eficiencia
� Capacidad de combustible dual con 1% de combustible piloto en modo gas.
� Petróleo crudo en un posible combustible de apoyo.
� Combustible compartido no es posible
� Sensible a variaciones en la calidad del gas.
� Gases pesados ocasionan disminución en la tasa de rendimiento.
Motores Reciprocantes
“Lean – Burn” de alta
presión (GD)
� Alta eficiencia � Capacidad de combustible
dual y una ventana de combustible compartido relativamente extensa.
� No muy sensible a la calidad del gas
� Costo de inversión relativamente alto (4,5 MMUSD cada unidad)
� Costo de operación y mantenimiento alto, aunque al operar en modo gas los periodos de mantenimiento se extienden considerablemente.
La tabla 5.2, resume algunas de la fortalezas y debilidades técnicas que poseen
las tecnologías desarrolladas para grupos electrógenos con motor de combustión
interna a base de gas combustible, no se hace mención a las capacidades
regenerativas de cada una de ellas para esto se puede ver la relación
calor/electricidad planteado en el capitulo 3 (pág. 89, tabla 3.9).
Se puede concluir; que las bondades de la tecnología de los grupos electrógenos
con motores reciprocantes GD, sobre las otras tecnologías, hacen que los costos
de inversión relativamente altos se balanceen con ahorros sustanciales en
combustible ligero (diesel), por precio, transporte y manejo del mismo, en corto
plazo, es decir esta inversión se paga por si sola en plazos cortos como uno a dos
años de operación.
5.3.2 EVALUACIÓN DEL SUMINISTRO DE COMBUSTIBLES
La vida del proyecto esta en función de la cantidad y calidad del petróleo y gas,
presentes en Cuyabeno – Sansahuari, por lo que es importante estimar la vida

208
productiva del campo, para garantizar una cantidad mínima de producción que
justifique las inversiones a lo largo de la vida útil del proyecto.
5.3.2.1 Calidad del Petróleo en Cuyabeno – Sansahuari
La calidad del petróleo en esta área es de 27 °API, con una gravedad específica
de 0.892 y un valor calórico de 19736 Btu/lbm.
Respecto a la calidad que debe tener el crudo, los fabricantes de motores exigen
que el contenido de azufre no rebase el 5% y la viscosidad no debe ser mayor a
730 cSt a 50 °F.
En general, las características del petróleo, producido en Cuyabeno – Sansahuari,
lo posesionan como un crudo de calidad media dentro de la clasificación mundial
de petróleos (ver tabla: 1.2, pág. 3), y posee características ideales para utilizar
como combustible en motores de combustión interna sin necesidad de refinación.
5.3.2.2 Calidad del Gas en Cuyabeno – Sansahuari
Se trata de un gas asociado, llamado así por ser derivado del petróleo en el
equipo de gasificación, posee menos metano que el gas natural alrededor del
40%, y posee fracciones de hidrocarburos pesados C2+ como el etano, propano,
y pentano.
Posee un alto valor calórico, 850 Btu/pies³ (a la salida de los escrubers), sus
características de combustión requerirán una consideración especial para operar
en motores ciclo Otto, como métodos de ajuste del motor tales como reducción de
la compresión, implicando una disminución sustancial de la potencia.
Para la combustión en los motores GD, no tiene ninguna restricción debido al
sistema de inyección a gas, donde se puede variar la combinación de gas –
crudo, desde 97% gas con 3% de crudo hasta el 100% de crudo con 0% de gas
ver (figura 3.7, Pág. 96).
Con el tratamiento se espera disminuir hasta en un 90% el contenido de CO2
presente en el gas unificado, para obtener un gas en óptimas condiciones para la
combustión, al disminuir en un 90% la fracción molar de CO2, los demás

209
componentes se compensan para volver a formar una nueva mol de gas, dando
como resultado una alza en los componentes combustibles del gas.
5.3.2.2.1 Entalpía del Gas (Poder calórico).
La entalpía del gas a condiciones de alimentación para los sistemas de
generación (250 psi y 530 °R), es de 38396. 43 Btu/ lbmol, ver calculo (Cáp. 4,
pág. 200), en los calculos se presenta un valor negativo, esto es porque la
capacidad calórica es para transferir, en cualquier sistema de combustión,
solamente se ha calculado la entalpía del gas, para saber la verdadera entalpía de
combustión es necesario estimar con una prueba Orsat sobre los productos de
combustión, en este estudio no se incluye esta prueba por lo tanto, la entalpía de
combustión no se ha determinado.
5.3.2.3 Reservas Petroleras del Campo Cuyabeno - Sansahuari.
Últimas estimaciones de reservas, hechas por el departamento de Yacimientos de
Petroproducción, demuestran que existe un aproximado de 66’620,000 barriles de
petróleo, como reservas remanentes de los 147’590,000 barriles calculados como
reservas originales, que implican 20 años más de vida productiva del campo, a un
ritmo de decrecimiento del 8% anual de la producción.
Como se indica en la proyección de la producción de petróleo y gas (ver tabla 3.7
y figura 3.1, pág. 84, 85), hasta el año 2017 (10 años, vida del proyecto), la
producción es favorable, con 8896 barriles diarios de petróleo y 2’629,000 pies
cúbicos diarios de gas asociado, garantizando así la vida del proyecto y
justificando la inversión para generación eléctrica a partir de combustibles propios
del campo gas/petróleo.
5.3.2.4 Disponibilidad de Gas
La cantidad de energía disponible en el gas es función del volumen de gas
asociado producido en los campos Cuyabeno – Sansahuari, a partir de los valores
indicados en la tabla 3.7, se puede determinar las cantidades de gas presentes
para los próximos años.

210
Tabla 5.3: Gas y Energía disponible para los próxim os 10 años
AÑO GAS
DISPONIBLE [MPCD]
GAS sin Tratamiento
@ condiciones st [MPCD]
GAS sin Tratamiento
@ condiciones st [MPCD]
GAS con Tratamiento @ 250 psi
[PCh]
Energía Disponible [MMBtu/h]
Energía Disponible [MMBtu/s]
2008 3523 11522 6913 15019 135146 4285 2009 4036 13198 7919 17204 154806 4909 2010 3817 12485 7491 16274 146435 4643 2011 3669 12001 7200 15643 140757 4463 2012 3513 11490 6894 14978 134772 4274 2013 3336 10909 6546 14220 127958 4058 2014 3168 10361 6217 13506 121526 3854 2015 2993 9790 5874 12761 114828 3641 2016 2812 9198 5519 11989 107880 3421 2017 2629 8597 5158 11206 100837 3198
Fuente: Tabla 3.7, pág. 84 La tabla 5.3, indica las cantidades de gas disponible para los próximos diez años,
la cantidad de energía asociada a cada volumen esta calculada con valores de
entalpía, tomando un factor de crecimiento de CO2, en el gas igual a 3 %, valor
proporcionado por el laboratorio de Corrosión y tratamiento Químico,
Petroproducción.
5.4 ANÁLISIS ECONÓMICO
La implementación de un nuevo sistema para captar y tratar todo el gas producido
en Cuyabeno – Sansahuari, para usar como combustible en un sistema de
generación eléctrica, implica la inversión en el diseño y construcción de una
planta de tratamiento de gas que comprende: sistemas de tuberías para
transportar gas, accesorios y válvulas, un sistema de compresión, elementos de
retención de líquidos condensados, un sistema para separación de CO2, una torre
de contacto, un sistema de calentamiento, intercambiadores de calor, bombas de
recirculación, sistemas de control, sistema para remoción del alto contenido de
CO2, sistemas de seguridad, sistema contra incendios, personal para operar la
planta, transferencia de tecnología, etc.
Esta inversión tendrá un costo, que será proporcionado a partir de la estimación
de costos y justificado económicamente con el ahorro de combustible sostenido
durante la vida del proyecto y disminución de las pérdidas en la producción.

211
5.4.1 ESTIMACIÓN DE COSTOS
Un método para obtener costos estimados preliminares es mirar los costos de
proyectos similares que fueron terminados hace algún tiempo y traer al valor
presente estos costos pasados. Los costos indexados presentan una herramienta
conveniente para llevar acabo esto.
Un costo indexado es una relación entre el costo de algo de hoy y el costo de
algún tiempo en el pasado, los índices mas relevantes para este proyecto están
dados por “Chemical Engineering”.
La ecuación general para traer los costos a través del uso de cualquier índice de
costo sobre un periodo de tiempo 0 (base) a otro tiempo t es:
ec(5.1) 0I
ICC to
t =
Donde.
=tC Costo estimado al tiempo presente t.
=0C Costo en el tiempo inicial.
=tI Índice del valor al tiempo t.
=oI Índice del valor al tiempo inicial.
La ecuación 5.1, proporciona una herramienta invaluable para estimar los costos
presentes a partir de datos históricos, pero estos serán más valiosos cuando se
combinan con ciertas técnicas para estimar costos a través de la ecuación – costo
– capacidad. Como su nombre lo indica, una ecuación costo – capacidad relata el
costo de un componente, sistema o planta respecto a su capacidad, una de las
ecuaciones más comunes de predicción de costo es:
ec(5.2) x
Q
QCC
=
1
212

212
Donde:
=1C Costo a la capacidad 1Q
=2C Costo a la capacidad 2Q
x = exponente.
El valor del exponente para varios componentes, sistemas o plantas enteras
puede ser obtenido o derivados de un número de fuentes, incluidos en el
“Chemical Engineers HandBook”.
Los precios indexados para el año 2008, de los productos que mas interesan para
este estudio, se presentan el la tabla 5.4.
Tabla 5.4: Precios Indexados año 1996 = 100
DETALLE PRECIO
INDEXADO
2001
PRECIO
INDEXADO
2002
PRECIO
INDEXADO
2008
MAS DE 1000 PRODUCTOS
FABRICADOS EN ACERO
162.65 163.49 180.8
EQUIPO DE TRANSFERENCIA
DE CALOR
149.34 197.2
ACCESORIOS, VÁLVULAS,
ETC. PARA TUBERÍA
173.83 220.2
BOMBAS Y COMPRESORES 131.79 197.6
PLANTAS DE TRATAMIENTO
Y SEPARACIÓN DE CO2
137.80 182.3
Fuente: http://web.ebscohost.com/ehost/detail (ACROSS AMERICA municipal Cost Index)
5.4.2 FACTORES ECONÓMICOS PARA EL SISTEMA DE TRANSPORTE D E
GAS.
La presión de alimentación de la corriente de gas desde los separadores, es el
factor más importante en la economía del proceso de transporte de gas, ya que
los costos de transporte dependen de este valor, es decir si la presión de
alimentación disminuye, entonces aumenta la caída de presión. Este fenómeno
implicará generar más trabajo sobre la línea de transporte es decir, los sistemas

213
de compresión para el gas deben aumentar la potencia para poder comprimir el
gas, desde presión atmosférica hasta la presión final que se requiera.
Según reportes de producción se estima, que la presión de alimentación
permanecerá entre 45 y 35 psi, para los próximos 5 años de producción, por tal
razón para el diseño de transporte, se tomo el menor valor, 20 psi, y se
dimensiono los compresores en función de una presión de succión de 20 psi.
5.4.2.1 Análisis de Costo del Proceso
El costo del sistema de líneas para transportar el gas desde las estaciones
Cuyabeno - Sansahuari hasta el punto de encuentro (pozo Cuyabeno 21), está
estimado a partir del costo que Petroproducción pago en el año 2001 por
instalación de pie lineal de tubería en sistemas semejantes que están operando
en la misma área de producción (Libertador).
5.4.2.1.1 Estimación del Costo
En el acápite 4.4.2.3 y 4.4.2.5, se calculó que las líneas para transportar el gas
desde las estaciones de Cuyabeno y Sansahuari deben tener las siguientes
especificaciones:
Tabla 5.5: Costo de Tubería
ESTACIÓN NORMA DIMENSIONES LONGITUD
[pies]
COSTO UNIDAD
[USD/PIE]
COSTO
TOTAL
[USD]
Cuyabeno A106 API 5L
6” x 5/8 D.E; TIPO “A”;
F 0.72” W.T. 0.280;
Pmax = 2373 psig;
Grado B
13944 6.90 96213.60
Sansahuari A106 API 5L
4” x ½ D.E; TIPO “A”;
F 0.72” W.T. 0.237;
Pmax = 2664 psig;
Grado B
32016 4.38 140230.08
Total 236443.68
Fuente: Contrato 20011075 ALIANZA ATACAPI PARHUACO
Los valores de la tabla 5.5, indican los costos de la tubería en el año 2001, para
estimar el costo al tiempo presente, aplicamos la ecuación 5.1, así tenemos, que

214
el costo estimado del sistema de tubos para transportar el gas para el año 2008
será:
0I
ICC to
t =
Donde:
=0C 236443.68 USD
=tI 180.8, (Tabla 5.4)
=oI 162.65
( )( )( ) USD50.262827
65.162
8.18068.236443 ==tC
5.4.3 FACTORES ECONÓMICOS DEL SISTEMA DE COMPRESIÓN DEL G AS.
El factor económico más importante es la potencia efectiva del compresor, y el
número de etapas, estos dos parámetros guardan cierta relación de reciprocidad
en cuanto a la potencia, y costo, es decir si aumentamos el número de etapas,
habrá una significativa baja de potencia para comprimir el gas, pero se aumentara
el costo del compresor debido a que cada etapa incorpora sistemas de
enfriamiento y múltiples accesorios.
5.4.3.1 Análisis del Costo del Compresor
Se estima el costo del compresor en base a costos indexados, en función de la
potencia necesaria para comprimir el gas, los costos aplican para Estados Unidos,
se estima que el costo en Ecuador puesto en marcha es 40% más, que el
publicado.
5.4.3.1.1 Estimación del Costo
Tabla 5.6: Costos Indexados (2002)
EQUIPO ESPECIFICACIÓN COSTO [USD]
COMPRESOR 1
(CUYABENO)
BHP = 524 KW.
# ETAPAS = 2
480000
COMPRESOR 2
(SANSAHUARI)
BHP = 170 KW.
# ETAPAS = 2
180000

215
Tabla 5.6: Continuación
ESCRUBERS DE
SUCCIÓN
(CANTIDAD 2)
DIÁMETRO = 5 PIES
ALTURA = 10 PIES
COSTO TOTAL 690000
Fuente: Costos indexados para Compra de equipos y auxiliares en EE.UU., año
2002
Los costos indicados en la tabla 5.6, incluyen montaje, transporte y equipos
auxiliares, en los Estados Unidos de América.
Los valores de la tabla 5.6, indican los costos de compresores reciprocantes en el
año 2002, para estimar el costo al tiempo presente, aplicamos la ecuación 5.1,
así tenemos, que el costo estimado del sistema compresión del gas para el año
2008 será:
0I
ICC to
t =
Donde:
=0C USD 690000
=tI 197.6, (Tabla 5.4)
=oI 131.79
( )( )( ) 00.554,034'1 USD
79.131
6.197690000 ==tC
5.4.4 FACTORES ECONÓMICOS DEL PROCESO DE DESHIDRATACIÓN D EL
GAS.
Los factores más importantes son: cantidad de calor agregado para regeneración
del inhibidor, y el flujo de inhibidor para alcanzar la deshidratación del gas, estos
parámetros tienen una relación directamente proporcional en la dimensión de los
equipos para desarrollar el proceso.
5.4.4.1 Análisis de Costo del Proceso
Se estima que el costo del sistema de deshidratación es en base a costos
indexados, para equipos de refinerías y tratamiento de gas.

216
5.4.4.1.1 Estimación del Costo
Tabla 5.7: Especificación de Equipos
Equipo Especificación Cantidad Costo Indexado
[USD]
Intercambiador
Glicol/Glicol Area de intercambio de calor = 1.20 pies
2 1 1200
Intercambiador
Glicol/Glicol Area de intercambio de calor = 1.2 pies
2 1 1200
Tabla 5.7: Continuación
Intercambiador
Gas/Glicol Area de intercambio de calor = 1.5 pies
2 1 1600
Bomba Centrifuga Flujo = 8.14 gal./h
Hierro fundido 1 600
Torre de Contacto
Número de Bandejas = 10
Diámetro = 36 pulg.
WT = 0.234 pulg.
Alto de la estructura = 200 pulg.
Alto total = 280 pulg.
1 21500
Regenerador Potencia = 10876 Btu/h 1 6000
Total Equipos 32100
Instrumentación Equivale al 20 % del costo total de los
equipos varios 6420
Tubería Equivale al 40% del costo de los equipos. 12840
Fuente: Costos indexados para Compra de equipos y auxiliares en EE.UU., año 2002
La tabla 5.7, indica los costos indexados en el año 2002, de los equipos que
conforman el sistema de deshidratación.
Para estimar el costo al tiempo presente, aplicamos la ecuación 5.1, así tenemos,
que el costo estimado de los sistemas para el año 2008 será:
Sistemas de Transferencia de Calor:
Dado:
=0C 4000.00 USD
=tI 197.2, (Tabla 5.4)
=oI 149.34

217
( )( )( ) USD90.5281
34.149
2.1974000 ==tC
Sistema de bombeo de TEG:
Dado:
=0C 600 USD
=tI 197.6, (Tabla 5.4)
=oI 131.79
( )( )( ) USD61.899
79.131
6.197600 ==tC
Sistema de Regeneración
Dado:
=0C 6000 USD
=tI 197.2, (Tabla 5.4)
=oI 149.34
( )( )( ) USD86.7922
34.149
2.1976000 ==tC
Torre de Contacto
Dado:
=0C 21500 USD
=tI 197.2, (Tabla 5.4)
=oI 163.49
( )( )( ) USD37.23776
49.163
8.18021500 ==tC
5.4.5 FACTORES ECONÓMICOS DEL PROCESO Y OPERACIÓN DE
TRATAMIENTO DEL GAS
El flujo de gas es el factor más simple, singular e importante en la economía del
proceso de tratamiento de gas con solventes físicos, ya que la tasa de circulación
de solventes esta en relación con el tamaño de las bombas, líneas,
intercambiadores de calor y torres de regeneración

218
5.4.5.1 Análisis de Costo del Proceso
Los costos totales de instalación de una planta para tratamiento de gas, están
estimados en base a los costos de operación y mantenimiento para las facilidades
en Offshore, de una planta ubicada en la Costa del Golfo de EE.UU. Donde
manejan un flujo de gas de 400 MMPCD con un porcentaje molar de 19.08 de
CO2, y utilizan una turbina a gas para la generación eléctrica con un costo de
$2.00 por MMBtu. Los costos de la planta de tratamiento son:
5.4.5.1.1 Estimación del Costo
Tabla 5.8: Detalle de Costos para la Planta de Trat amiento
Detalle Costo Unidad
Costo Total de Instalación 1’500.000 USD
Costo anual de Operación y Mantenimiento 9 usd/MMBtu.
Fuente: Offshore – Technology Conference
La tabla 5.8, muestra los costos de inversión total para el año 2002, operación y
mantenimiento para una planta de tratamiento de gas utilizada para remover CO2,
de una corriente de gas.
Costo estimado para el año 2008
Planta de Separación
Dado:
=0C 1’500,000.00 USD
=tI 182.3, (Tabla 5.3)
=oI 137.80
( )( )( ) USD7'984,397.61
8.137
3.18200.000,500'1 ==tC
5.4.6 ESCENARIO PARA LA INVERSIÓN
Petroproducción filial de PETROECUADOR necesita en los próximos 10 años
cubrir una demanda de 6000 KWh. (5691.965, [Btu/s]) continuos de potencia, para
mantener la producción del campo Cuyabeno – Sansahuari en 10000 barriles de

219
petróleo por día, y disminuir las pérdidas de producción debidas a cortes de
energía por mantenimiento de los grupos electrógenos que actualmente operan a
modo de isla, para esto cuenta con gas asociado y petróleo del mismo campo,
para reemplazar al diesel como combustible, se propone construir una nueva
central de generación de 9 MW instalados con una potencia rodante de 6 MW, y 3
de reserva, los grupos electrógenos poseen tecnología para combinar
combustibles, y sus motores tienen una eficiencia térmica del 40%, y 45.9% en el
eje. Se ha calculado que el suministro de gas para combustión es de 6383.74
[MPCD], (ver, acápite 4.4.4, pág.200), con un poder calórico de 38396.43
Btu/lbmol, (ver acápite 4.4.4, pág.199), peso molecular del gas 37,38 lbm/lbmol,
se sabe también que el crudo de la zona posee un valor calórico de 19376
Btu/lbm, con una gravedad especifica de 0.892 y un costo de oportunidad de 77
dólares/barril, con una tasa de crecimiento sobre el precio de 20.86 % anual.
También se sabe que una planta de generación con tecnología para combinar
combustibles Gas/Crudo tiene un valor de 1820 USD/Kw. instalado.
5.4.6.1 Inversión Inicial
La inversión inicial se estima en base al método tipo “M”, tomado de, (Vilbrant,
Frank C. Ingeniería Química del Diseño de plantas Industriales, Cáp. 6, pág.
209), “Los costos publicados para el equipo es el método más aproximado de los
asequibles para estudios realizados por estudiantes”. Su exactitud es en promedio
de +15 a -30 por ciento.
Tabla 5.9: Resumen de Costos de Capital para la pla nta de Tratamiento de
Gas
ITEN DETALLE COSTO
[USD]
1
COSTOS DE EQUIPOS EN EL PAÍS DE ORIGEN,
OBTENIDOS DE LOS ACÁPITES (5.4.2.1.1 HASTA 5.4.5.1.1),
Y CON BASE AL ÍNDICE ACTUAL.
3’319,659.01
2
COSTO DE EQUIPOS EN ECUADOR PUESTOS EN LA
PLANTA = (3’319,659.01 – 262827.5) X 0.40; SE RESTA EL
COSTO DE LA TUBERÍA, PUESTO QUE SE ESTIMO EN
BASE AL PRECIO DE ECUADOR
1’222,732.60

220
Tabla 5.9: Continuación
3 COSTOS DEL EQUIPO INSTALADO (3’319,659.01 –
262827.5) X 1.43 4’371,629.05
4 INSTRUMENTACIÓN (3) X 0.12 524,552.28
5 DESARROLLO DEL TERRENO Y LAS CONSTRUCCIONES
(3) X 0.20 874,253.81
6 SERVICIOS AUXILIARES (ELECTRICIDAD, AGUA, ETC.) (3)
X 0.25 1’092,817.26
TOTAL 11’405,284.03
INDEMNIZACIONES (5 % DEL TOTAL), FUENTE: CONTRATO
2001075 570,264.20
5.4.6.2 Costo de la Planta de Generación
[ ]USD00.000,380'16Kw.
USD1820 Kw. 9000 =×
5.4.6.3 Costo de operación y Mantenimiento de la Planta de Generación
Este valor es análogo a la producción de un millón de Btu, y esta calculado en
base al costo que paga actualmente PETROPRODUCCIÓN en la planta de
Generación Secoya, que es de 5.08 Btu
USD610
. Entonces:
año
USD
año
Btu
Btu
USD61.9127271080.179501
1008.5 6
6=××
5.4.6.4 Costo Anual del Combustible (CAC)
Los 6000 KW (5691.965, [Btu/s]), continuos para cubrir la nueva demanda de
energía, del campo, se pueden representar en calor útil o de aporte necesario
para generar la potencia requerida.

221
•
•
=c
t
Q
Wη
Donde:
=tη 0.40, Eficiencia térmica.
=•
W 5691.965, [Btu/s], Potencia requerida.
=•
cQ ?
Entonces:
[ ] útilt
c QKws
BtuWQ
••
•==
=== .09.150001423040.0
965.5691
η
Es decir, se necesitan 14230 [Btu/s] (15000.09 Kw.), para generar 6000 Kw. de
potencia
Donde:
útilQ•
Es el Calor útil para generar la demanda de potencia.
eje alη××=••
VcmQ Cútil
ejeC
CV
Qm
η×=
••
=•
Cm Flujo de combustible necesario para generar 14230 Btu/s, de Calor útil.
=×
=•
s
lbmmC 48.1
495.019376
14230; Flujo de crudo
Precio del combustible, se toma en cuenta el precio promedio del crudo
ecuatoriano para todo el año 2007, fue de 77 USD/barril.
año
USD
año
dias
h
s
dia
h
s
lbm
lbm
USDCAC
lbm
USDUSDP
Crudo
C
11.925,481'11365
1
36002448.1246.0
246.0lbm 313
barril 1
barril77
=××××=
=×=

222
Tomando en cuenta que el precio del crudo Ecuatoriano en los últimos tres años
ha tenido una tasa de crecimiento del 20.86 % anual, (Fuente: banco Central del
Ecuador), para efectos de cálculo, se puede hacer una proyección del costo anual
que tendrá el combustible en los próximos tres años, manteniendo la misma tasa
de crecimiento de los últimos tres años, este valor es arbitrario y no se debe
confundir con el valor real del petróleo Ecuatoriano.
5.4.6.5 Costo de Producción del Petróleo
Según datos de Petroproducción, cada barril de petróleo producido cuesta
6[USD/Bbl], con una tasa de crecimiento del 4% anual.
Por lo tanto para producir energía con petróleo, es necesario:
año
Barriles
año
dias
día
h
h
s
lbm
PetróleodeBbl
s
lbm91.149115
1
365
1
24
1
3600
313
148.1 =××××
=×año
USD
Barril
USD
año
Barriles46.894695691.149115
5.4.6.6 Costo de Producción de Energía (CPE)
Este valor se rige por el costo en dólares que representa generar un millon de Btu.
Y esta dado por:
requeridaanualPotencia
CAC=CPE
Btu
USD
año
dias
dia
h
h
s
s
Btuaño
USD
CPE610
586.25
1
365
1
24
1360014230
11.925,481'11=
×××=
5.4.6.7 Ahorro Anual en Combustible
Al aprovechar, todo el gas producido en Cuyabeno - Sansahuari, su valor calórico
representara el ahorro que se puede hacer.
Entonces:
Energía disponible en el gas por año, (Ed).
Dado:
Qg = 6383.74 [MPCD]

223
ρ = 1.99 [lbm/pies³] @ 250 psi y 530 °R
PM = 37.38 [lbm/lbmol]
H = 38396.43 [Btu/lbmol]
( )( )
=××××=
h
pies
h
día
día
piesV
333 6.13868
520
87.0530
250
7.14
24
11074.6383
año
BtuEd
lbm
lbmol
lbmol
Btu
pie
lbm
día
h
año
dias
h
piesEd
6
3
3
1095.248336
38.37
143.3839699.1
1
24
1
3656.13868
×=
×××××=
=××××=s
Btu
s
h
h
día
dias
año
año
BtuEd 71.7874
3600
1
24
1
365
11095.248336 6
La energía disponible del gas, representa el 72 % de la energía total requerida
para generar 6000 Kw.
Ahorro en Combustible usando la energía disponible del gas:
año
USD
Btu
USD
año
Btu72.483,423'6
10586.251095.248336
66 =××
5.4.6.8 Costo Anual de Operación y Mantenimiento del Gas
Para calcular el costo de gas, se toma como referencia la cantidad de energía
necesaria para realizar el proceso de captación, compresión y tratamiento (9
usd/MMBtu), se estima que la energía requerida para estos procesos es de
aproximadamente 700 Kwh., (2388499 Btu), transformando esta energía en
dólares, tenemos:
( )año
USD
año
dias
día
hUSDBtu
Btu
USD56.651,723
3652460.822388499
109586.25
6=××=×+
5.4.6.9 Ahorro Total al año por uso del gas
El ahorro total será igual al ahorro anual en combustible menos el costo anual de
operación y mantenimiento para tratar el gas.
año
USD
año
USD
año
USD16.832,699'556.651,72302.659,259'8Total Ahorro =−=
Esta cantidad representa el ahorro si se usará toda la energía disponible del gas,

224
hay que tener en cuenta que la disponibilidad de energía es función de la cantidad
de gas asociado a la producción, que disminuye con el paso del tiempo..
5.4.6.10 Ahorro por Sustitución del Diesel por Crudo
Se estima que con el sistema actual, el costo del combustible para una demanda
de 6000 KWh, es aproximadamente 13’990,497.35 USD/año. Y con un sistema
que opere con 100 % crudo, el costo es 11’481,925.11 USD/año. Bajo estas
circunstancias se dan diferentes escenarios, ya que la tecnología para compartir
combustibles provee la posibilidad de hacer varias combinaciones de gas y crudo,
(ver Fig. 3.7, pág. 96). Para efectos de cálculo se da cuatro posibles
combinaciones, cada combinación representa un ahorro con referencia al costo de
operar con Diesel.
5.4.6.11 Ahorro por disminución de Pérdidas en la producción
Este ahorro esta representado por la disminución de paradas de producción,
forzosas que actualmente el personal del campo tiene que realizar, para hacer
trabajos de mantenimiento, como se estima 3 Mw. de potencia como reserva para
estas contingencias, lo que permitirá que la producción tienda hacer continua.
Para efectos de cálculo estimamos que los 1500 barriles mensuales se van a
extraer sin problemas, entonces.
1500 BLS/mes x 12 meses/1año x 77 USD/BLS = 1’386,000.00 USD/año.
5.4.6.12 Resumen de Inversiones
Las tabla 5.11 y 5.12, indican el costo de inversión inicial, los costos fijos, están
relacionados con los gastos en combustible de acuerdo al calor necesario para
generar 6000 KW, continuos, y los costos de ahorro de energía estan en función
de la cantidad de gas que se utilice, para propósitos de este estudio, se toma dos
escenarios de inversión, el primero considerando no utilizar gas y el segundo
utilizando todo el gas disponible del campo

225
Tabla 5.10: Alternativa A
ESCENARIO DE INVERSIÓN Full Crudo
TECNOLOGÍA Motores Reciprocantes Lean Burn GD
POTENCIA RODANTE 9OOO Kw.
POTENCIA INSTALADA 60000 Kw.
Tasa de crecimiento del precio del Petróleo 20.86%
Tasa de crecimiento de precio del Petróleo 21.17%
PORCENTAGE DE GAS 0% 0% 0% 0% 0% 0%
PORCENTAGE DE CRUDO 100% 100% 100% 100% 100% 100%
Detalle Inversión Inicial 2007 2008 2009 2010 2011 2012
Costo de la Planta de Generación [USD] 16,380,000.00
Costo del Combustible (Diesel) [USD/año] 13990427.35 16952200.82 20540981.73 24889507.57 30158616.32 36543195.39
Costo del Combustible (Petróleo) [USD/año] 11481925.11 13877054.69 16771808.30 20270407.51 24498814.51 29609267.22
Costo de la Producción de Energía [USD/MMBtu] 25.59 30.92 37.37 45.17 54.59 65.98
Costo de Producción de Petróleo [USD/año] 894695.46 930483.28 967702.61 1006410.71 1046667.14 1088533.83 Costo de Operación y Mantenimiento de la planta [USD/año] 912201.55 957811.63 1005702.21 1055987.32 1108786.69 1164226.02
Ahorro por sustitución de Diesel por Crudo 701605.23 1186851.23 1795768.62 2556702.03 3504347.98 4681168.33
Flujo Neto -16,380,000.00 1186851.23 1795768.62 2556702.03 3504347.98 4681168.326
2013 2014 2015 2016 2017
44279389.86 53653336.69 65011748.07 78774735.13 95451346.56
35785760.36 43250669.97 52272759.73 63176857.41 76355549.86
79.74 96.38 116.48 140.78 170.15
1132075.18 1177358.19 1224452.52 1273430.62 1324367.84
1222437.32 1283559.19 1347737.15 1415124.00 1485880.20
6139116.99 7941749.34 10166798.68 12909323.11 16285548.65
6139116.995 7941749.343 10166798.68 12909323.11 16285548.65
TIR 23%

226
Tabla 5.11: Alternativa B
ESCENARIO DE INVERSIÓN Full Gas
TECNOLOGÍA Motores Reciprocantes Lean Burn GD
POTENCIA INSTALADA 9000 Kw.
POTENCIA RODANTE 6000 Kw.
Tasa de crecimiento del precio del Petróleo 20.86%
Tasa de crecimiento de precio del Petróleo 21.17%
Detalle Costos de Inversión inicial
Costo de la Planta de Generación [USD] 16,380,000.00
Costo de la Planta de Tratamiento de Gas [USD] 11,405,284.03
PORCENTAJE DE GAS 55% 30% 34% 33% 31% 30%
PORCENTAJE DE CRUDO 45% 70% 66% 67% 69% 70%
Año 2007 2008 2009 2010 2011 2012
Costos Fijos
Costo del Combustible (Diesel) [USD/año] 13990427.35 16952200.82 20540981.73 24889507.57 30158616.32 36543195.39
Costo del Combustible (Petróleo) [USD/año] 11481925.11 13877054.69 16771808.30 20270407.51 24498814.51 29609267.22
Costo de Producción de Petróleo [USD/año] 894695.46 930483.28 967702.61 1006410.71 1046667.14 1088533.83
Costo Total por uso de Crudo [USD/año] 12376620.57 14807537.97 17739510.91 21276818.22 25545481.65 30697801.05 Costo de Operación y Mantenimiento de la planta [USD/año] 912201.55 957811.63 1005702.21 1055987.32 1108786.69 1164226.02
Costo de la Producción de Energía [USD/MMBtu] 25.59 30.92 37.37 45.17 54.59 65.98
Beneficios
Energía Disponible [MMBtu/h] 248336.95 135146.3573 154805.9068 146435.3433 140756.9747 134771.581
Energía Disponible [MMBtu/s] 7874.71 4285.46 4908.86 4643.43 4463.37 4273.58
Ahorro Anual usando Gas/Crudo[USD/año] 6353961.01 4179170.96 5785699.99 6614497.89 7684285.40 8892307.56
Costo Anual de Operación y Mantenimiento [USD/año] 723651.56 752597.62 782701.53 814009.59 846569.97 880432.77
Ahorro Anual Neto usando Gas [USD/año] 5630309.45 3426573.34 5002998.47 5800488.30 6837715.42 8011874.79
Ahorro al sustituir Diesel por Crudo/Gas [USD/año] 7244116.23 4659034.64 6846657.67 8407475.44 10394862.77 12748482.45
Flujo Neto -
27,785,284.03 4659034.64 6846657.67 8407475.44 10394862.77 12748482.45

227
Tabla 5.11: Continuación
PORCENTAJE DE GAS 29% 27% 26% 24% 22%
PORCENTAJE DE CRUDO 71% 73% 74% 76% 78%
Año 2013 2014 2015 2016 2017
Costos Fijos
Costo del Combustible (Diesel) [USD/año] 44279389.86 53653336.69 65011748.07 78774735.13 95451346.56
Costo del Combustible (Petróleo) [USD/año] 35785760.36 43250669.97 52272759.73 63176857.41 76355549.86
Costo de Producción de Petróleo [USD/año] 1132075.18 1177358.19 1224452.52 1273430.62 1324367.84
Costo Total por uso de Crudo [USD/año] 36917835.54 44428028.16 53497212.25 64450288.03 77679917.71
Costo de Operación y Mantenimiento de la planta [USD/año] 1222437.32 1283559.19 1347737.15 1415124.00 1485880.20
Costo de la Producción de Energía [USD/MMBtu] 79.74 96.38 116.48 140.78 170.15
Beneficios
Energía Disponible [MMBtu/h] 127957.8641 121525.5465 114828.0667 107880.1504 100836.677
Energía Disponible [MMBtu/s] 4057.52 3853.55 3641.17 3420.86 3197.51
Ahorro Anual usando Gas/Crudo[USD/año] 10203888.97 11712481.42 13375560.04 15187561.71 17157247.94
Costo Anual de Operación y Mantenimiento [USD/año] 915650.08 952276.08 990367.13 1029981.81 1071181.09
Ahorro Anual Neto usando Gas [USD/año] 9288238.89 10760205.34 12385192.91 14157579.89 16086066.85
Ahorro al sustituir Diesel por Crudo/Gas [USD/año] 15485567.18 18763076.54 22616169.54 27134289.86 32442371.71
Flujo Neto 15485567.18 18763076.54 22616169.54 27134289.86 32442371.71
TIR 34%

228
5.4.7 ANÁLISIS BENEFICIO/COSTO (B/C)
El objetivo de este acápite es analizar el proyecto en relación al beneficio/costo
(B/C), este método es considerado suplementario, ya que se utiliza en conjunto
con el análisis de valor presente, valor futuro o valor anual. Es totalmente
recomendable para el análisis de este proyecto ya que Petroproducción es una
empresa Gubernamental.
5.4.7.1 Beneficios
Se definen como los costos que ahorrara Petroproducción, cuando se empiece a
utilizar un sistema de generación, con tecnología para usar combustibles de los
propios del campo, el periodo de vida del proyecto es de 10 años.
5.4.7.2 Desbeneficios
Se define como los gastos de mantenimiento e indemnizaciones, y todos los
gastos que implica el proyecto, para este estudio solo se toman en cuentan los
costos relevantes se omite los gastos de contaminación ambiental.
5.4.7.3 Análisis B/C
Alternativa A:
1
55.0.0016,380,000
859'043,669.
inicial Capital
iosDesbenefic - Beneficios
<
===
C
B
C
B
La alternativa A, no es factible en el corto plazo (4 años).
Alternativa B:
1
04.127'785,284
201'389,264.-30'308030
inicial Capital
iosDesbenefic - Beneficios
>
===
C
B
C
B
La alternativa B, es factible en el corto plazo.

229
CAPÍTULO 6
CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
� El gas asociado a la producción de Petróleo de los campos Cuyabeno –
Sansahuari, posee un poder calórico promedio de 38396.43 [Btu/lbmol]
constituyendo una invaluable fuente de energía.
� En base a las reservas remanentes de los campos Cuyabeno – Sansahuari
(66’620,000 barriles), se puede garantizar que el volumen de gas asociado
representa un 30% de la energía necesaria para generar 6 Mw., para los
próximos 10 años.
� Actualmente en los Campos Cuyabeno y Sansahuari se ocupa el 16 % del
gas producido, en calentadores de baja eficiencia (20%), haciendo esto una
practica derrochadora si se pretende usar el gas como combustible.
� Las características físicas y químicas del gas asociado, para los próximos
años de producción y desarrollo del campo Cuyabeno – Sansahuari, son
favorables para emprender proyectos encaminados a su uso y
optimización.
� Las facilidades de producción de los campos Cuyabeno – Sansahuari no
poseen los suficientes elementos que hagan posible la utilización del gas
directamente, es decir no se da ningún tratamiento al gas producido.
� Los parámetros de diseño contemplados para el desarrollo del diseño del
sistema de captación y tratamiento del gas, representan los requerimientos
mínimos que debe poseer una planta para transporte, tratamiento de gas
asociado, todas los equipos dimensionados cumplen las exigencias
establecidos por fabricantes de tecnologías y normas de diseño que
garantizan la vida útil de los equipos.

230
� Los sistemas actuales de generación presentan en promedio el 24% de
utilización, por ejemplo, en la estación Cuyabeno se utiliza 299 Kw. de los
1200 Kw. que puede generar el grupo electrógeno, debido a que no existe
un red que interconecte a todo el campo. Por tal motivo se deben ocupar
15 grupos electrógenos, para generar 2.5 Mw.
� Para cubrir demanda futura (6 Mwh.), de energía eléctrica, a partir del
sistema actual encarecerá el costo de producción hasta en un 143 %
� Alcanzar una combustión completa del gas asociado, para transformar
energía calórica en energía mecánica, representa una disminución en el
impacto ambiental, debido a que se disminuye las cantidades de gases no
combustionados, que causan mayor contaminación ambiental que el CO2.
� Los motores reciprocantes Lean Burn, de alta presión, presentan alta
eficiencia, capacidad dual de combustible con una ventana de combustible
compartido relativamente extensa, con poca sensibilidad a la calidad del
gas, características que dan un costo de inversión y mantenimiento
relativamente altos (4.5 MMUSD por unidad y 5 USD/MMBtu,
respectivamente), aunque al operar en modo gas los periodos de
mantenimiento se extienden considerablemente
� La alternativa de usar el gas asociado para reemplazar el 30% combustible
líquido en la producción de potencia eléctrica, representa un ahorro del
23% en los costos de generación, valor que justifica la inversión en nuevos
sistemas que permitan el tratamiento del gas en el corto plazo. (4 años).
� La alternativa de no utilizar el gas asociado del los campos en estudio, y
solo usar crudo semipesado (°API 27) para reemplaza r el combustible
Diesel, justifica la inversión en nuevos sistemas de generación eléctrica en
el largo plazo, pero puede llegar hacer contraproducente si se pretende
recuperar las inversiones iniciales en periodos de mediano o corto plazo.

231
6.2 RECOMENDACIONES
� Poner en marcha proyectos que permitan la optimización del gas producido
en Cuyabeno – Sansahuari, debido a que la quema de gas asociado
significa un desperdicio de dinero.
� El gas asociado obtenido en las estaciones Cuyabeno y Sansahuari,
presenta un alto contenido de CO2, teniendo en cuenta que la
características difieren de un pozo a otro se recomienda hacer un estudio
cromatográfico del gas de cada pozo, para determinar cuales son los pozos
con mayor aporte de CO2, con el fin diferenciar y separar el gas con menos
contenido de CO2.
� Es común pensar que el contenido energético del gas permanece
constante, tener presente este concepto puede llevar a errores de
estimación energética del gas asociado, ya que la cantidad de energía en
es función de la composición, presión y temperatura a las que se
encuentra, por esto se recomienda la inversión en sistemas que permitan
hacer análisis Orsat, con el fin de determinar la entalpía de combustión
(poder calórico real del gas).
� Uno de los problemas típicos en el manejo de gases es la medida del
mismo, se recomienda que se incremente dispositivos de medición que
permitan tener una medida real de la cantidad de flujo de gas producido en
las estaciones de estudio.
� La remoción de CO2 presente en el gas es imprescindible, omitir este
proceso ocasionará grandes pérdidas y deterioros en los sistemas de
combustión interna, reduciendo la vida útil de elementos, e incrementando
los costos de operación y mantenimiento, por tal razón se recomienda la
inversión en sistemas de remoción de CO2, que permitan la máxima
remoción (97 %), de una corriente de gas.

232
� Es importante que PETROPRODUCCIÓN haga las estimaciones
necesarias para decidir sobre la inversión en nuevos sistemas que
permitan generar energía a través fuentes disponibles en el campo, ya que
“un dólar de hoy no es igual, a un dólar de mañana”.

233
REFERENCIAS BIBLIOGRÁFICAS
1. Gas Processors Suppliers Association.(1998), Engineering Data Book. Eleventh
Edition.
2. Ken Arnold y Maurice Stewart. (1989), Surface Production Operations, Desing
of Oil – Handling Systems and Facilities, Volume 1.
3. Ken Arnold y Maurice Stewart. (1989), Surface Production Operations, Desing
of Gas – Handling Systems and Facilities Volume 2.
4. Yunus A. Cengel y Michael A. Boles. (1996), (Termodinámica, Tomo II,
Segunda Edición
5. Frank P. Incropera y David P. De Witt. (1996), Fundamentos de Transferencia
de Calor, Cuarta Edición.
6. Leland T. Blank y Anthony J. Tarquin. (1991), Ingeniería Económica, Tercera
Edición.
7. Kermit Brown. (1999), The technology of artificial lift methods. EE.UU.
8. Poettmann, F. H and P.G. Carpenter. (1982), The Multiphase Flor of Gas, Oil,
and water.
9. Robert H. Perry’s, Donw Green, (1999), Chemical Engineer’s Handbook,
Edición Mc Graw Hill, Vol. 1 y 2
10. Manual del Ingeniero Mecánico. Edición Mc. Graw Hill, (1999).
12. Frank C. Vilbrandt y Charles E. Dryden. (1963), Ingeniería Química del Diseño
de Plantas Industriales.
12. Margarita Farinango. (2002), Tesis, Captación y Procesamiento de Gas
natural mediante la utilización de plantas modulares en Sansahuari – Cuyabeno.
13. Alan Larson. (2004), Critica, Geopolítica del Petróleo y el Gas Natural –
Desafíos de Seguridad Energética – Perspectivas Económicas.
14. D:\Tesis\CD1 – Digital master set PRELIMINARY\CD1 – Digital master set
PRELIMINARY\ExportDocumentViewer.html
15. Wärtsilä. (Mayo 2006), Edición 3, Mundo Wártsila, Revista.
16. Wärtsilä. (Septiembre 2006), Edición 4, Mundo Wártsila, Revista.
17. Wärtsilä. (Junio 2007), Edición 5, Mundo Wártsila, Revista.

234
18. Directorio de la Industria Energética, (2002). Revista
19. Contrato 2001075, Alianza Atacapi – Parahuaco.
20. Biblioteca digital, EBSCO, http://search.ebscohost.com/
21. Biblioteca digital, GALE http://infotrac.galegroup.com/itweb/epn_cons

235
ANEXOS

236
ANEXO 1.1
Tabla 1.1.1: CONSTANTES FÍSICAS DE VARIOS COMPONENT ES
GASEOSOS
Fuente: GPSA, página 20.2, edición 11, 1998

237
Tabla 1.1.1: Continuación

238
ANEXO 1.2
Fuente: Gas Processors Suppliers Association, 11 edición, 1998
Figura 1.2.1: Factores de Compresibilidad del Gas N atural

239
ANEXO 1.3
Temperatura °F
Fuente: GPSA Engineering Data Book, Ed. 11, 1998 Figura 1.3.1: VISCOCIDAD PARA HIDROCARBUROS GASEOSO S
Vis
cosi
dad
– ce
tipoi
ses

240
ANEXO 1.4
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.1 Valores de K para hidrocarburos mezclados

241
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.2 Valores de K para hidrocarburos mezclados

242
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.3 Valores de K para hidrocarburos mezclados

243
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.4 Valores de K para hidrocarburos mezclados

244
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.5 Valores de K para hidrocarburos mezclados

245
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.6 Valores de K para hidrocarburos mezclados

246
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.7 Valores de K para hidrocarburos mezclados

247
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.8 Valores de K para hidrocarburos mezclados

248
Fuente: Gas Processors Suppliers Association, 11 Edición, 1998.
Figura: 1.4.9 Valores de K para hidrocarburos mezclados

249
ANEXO 1.5
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.5.1: Diagrama de Moody

250
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.5.2: Rugosidad Relativa para varios Materi ales

251
ANEXO 1.6
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.6.1: Entalpía de Gas en estado Ideal

252
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.6.2: Entalpía de Gas en Estado Ideal

253
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.6.3: Entalpía del gas en estado real

254
Fuente: Gas Processors Suppliers Association, 1998, Ed. 11
Figura 1.6.3: Entalpía del gas en estado real

255
ANEXO 2.1
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/01/1984 806 11 210 25.0 0.4 6.5 1.4
01/02/1984 4111 64 1143 144.2 2.2 39.7 1.5
01/03/1984 5200 145 1580 305.4 6.7 88.7 2.7
01/04/1984 5187 140 1532 461.0 10.9 134.6 2.6
01/05/1984 4963 179 1484 614.9 16.4 180.6 3.5
01/06/1984 4926 351 1498 762.6 27.0 225.6 6.6
01/07/1984 4929 355 1522 915.4 38.0 272.8 6.7
01/08/1984 4933 436 1540 1068.3 51.5 320.5 8.1
01/09/1984 5240 660 1473 1225.5 71.3 364.7 11.2
01/10/1984 5396 816 1429 1392.8 96.6 409.0 13.1
01/11/1984 5272 710 1474 1551.0 117.9 453.2 11.9
01/12/1984 5538 434 1345 1722.7 131.3 494.9 7.3
01/01/1985 6107 495 1481 1912.0 146.7 540.8 7.5
01/02/1985 6131 490 1478 2083.6 160.4 582.2 7.4
01/03/1985 6025 464 1389 2270.4 174.8 625.2 7.2
01/04/1985 6337 466 1358 2460.5 188.8 666.0 6.8
01/05/1985 7397 809 1582 2689.8 213.9 715.0 9.9
01/06/1985 6775 553 1402 2893.1 230.5 757.1 7.5
01/07/1985 8011 704 1799 3141.4 252.3 812.8 8.1
01/08/1985 9686 1276 2165 3441.7 291.8 879.9 11.6
01/09/1985 9162 1739 1912 3716.6 344.0 937.3 16.0
01/10/1985 9756 2089 2104 4019.0 408.8 1002.5 17.6
01/11/1985 9576 1919 1995 4306.3 466.3 1062.4 16.7
01/12/1985 8916 1224 1850 4582.7 504.3 1119.7 12.1
01/01/1986 8770 1550 1926 4854.6 552.3 1179.4 15.0
01/02/1986 8679 1892 1817 5097.6 605.3 1230.3 17.9
01/03/1986 8838 1755 1865 5371.6 659.7 1288.1 16.6
01/04/1986 8509 1913 1787 5626.8 717.1 1341.7 18.4
01/05/1986 8166 1628 1792 5880.0 767.6 1397.3 16.6
01/06/1986 8683 918 1997 6140.5 795.1 1457.2 9.6
01/07/1986 9099 960 2025 6422.5 824.9 1520.0 9.5
01/08/1986 8860 853 1956 6697.2 851.3 1580.6 8.8

256
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/09/1986 8690 714 1944 6957.9 872.7 1639.0 7.6
01/10/1986 8555 770 1900 7223.0 896.6 1697.9 8.3
01/11/1986 8658 932 2021 7482.8 924.5 1758.5 9.7
01/12/1986 9358 517 2155 7772.9 940.6 1825.3 5.2
01/01/1987 9255 538 2183 8059.8 957.2 1892.9 5.5
01/02/1987 9202 587 2162 8317.5 973.7 1953.5 6.0
01/03/1987 1591 103 363 8366.8 976.9 1964.7 6.1
01/04/1987 8366.8 976.9 1964.7
01/05/1987 8366.8 976.9 1964.7
01/06/1987 166 4 32 8371.8 977.0 1965.6 2.3
01/07/1987 272 12 45 8380.2 977.4 1967.0 4.3
01/08/1987 8145 295 1750 8632.7 986.5 2021.3 3.5
01/09/1987 8184 447 1990 8878.2 999.9 2081.0 5.2
01/10/1987 8992 545 2248 9156.9 1016.8 2150.7 5.7
01/11/1987 9003 478 1953 9427.0 1031.1 2209.3 5.0
01/12/1987 8560 600 1938 9692.4 1049.7 2269.3 6.6
01/01/1988 8784 643 1898 9964.7 1069.7 2328.2 6.8
01/02/1988 8796 727 1868 10219.8 1090.7 2382.4 7.6
01/03/1988 9038 907 2029 10500.0 1118.9 2445.3 9.1
01/04/1988 9207 975 2038 10776.2 1148.1 2506.4 9.6
01/05/1988 9154 1046 2021 11060.0 1180.5 2569.0 10.3
01/06/1988 9200 1106 2114 11336.0 1213.7 2632.5 10.7
01/07/1988 9186 1217 2069 11620.7 1251.4 2696.6 11.7
01/08/1988 9184 1288 2106 11905.4 1291.4 2761.9 12.3
01/09/1988 8638 1263 2102 12164.5 1329.3 2824.9 12.8
01/10/1988 7987 1368 1823 12412.1 1371.7 2881.4 14.6
01/11/1988 7552 1229 1667 12638.7 1408.5 2931.4 14.0
01/12/1988 7812 1641 1737 12880.9 1459.4 2985.3 17.4
01/01/1989 8414 1403 1744 13141.7 1502.9 3039.3 14.3
01/02/1989 8803 1487 2059 13388.2 1544.5 3097.0 14.5
01/03/1989 8069 1424 1801 13638.3 1588.7 3152.8 15.0
01/04/1989 7990 1306 1889 13878.0 1627.8 3209.5 14.0
01/05/1989 6970 1061 1574 14094.1 1660.8 3258.3 13.2
01/06/1989 6880 1249 1644 14300.5 1698.2 3307.6 15.4

257
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/07/1989 7157 1332 1571 14522.3 1739.5 3356.3 15.7
01/08/1989 7173 1437 1525 14744.7 1784.1 3403.6 16.7
01/09/1989 7252 1571 1525 14962.3 1831.2 3449.4 17.8
01/10/1989 7693 2106 1755 15200.7 1896.5 3503.8 21.5
01/11/1989 8812 2279 2077 15465.1 1964.9 3566.1 20.5
01/12/1989 9333 2202 2230 15754.4 2033.1 3635.2 19.1
01/01/1990 9141 2244 2239 16037.8 2102.7 3704.6 19.7
01/02/1990 8931 2945 2018 16287.9 2185.1 3761.1 24.8
01/03/1990 8735 3364 1794 16558.6 2289.4 3816.7 27.8
01/04/1990 8348 4329 1735 16809.1 2419.3 3868.8 34.1
01/05/1990 7858 3595 1650 17052.7 2530.8 3919.9 31.4
01/06/1990 8423 4213 1842 17305.3 2657.2 3975.2 33.3
01/07/1990 8170 3936 1708 17558.6 2779.2 4028.1 32.5
01/08/1990 8131 3858 1670 17810.6 2898.7 4079.9 32.2
01/09/1990 7736 4300 1486 18042.7 3027.7 4124.5 35.7
01/10/1990 7421 3934 1439 18272.8 3149.7 4169.1 34.6
01/11/1990 7542 3033 1429 18499.0 3240.7 4212.0 28.7
01/12/1990 7293 3693 1379 18725.1 3355.2 4254.7 33.6
01/01/1991 7401 3895 1376 18954.5 3475.9 4297.4 34.5
01/02/1991 7410 3496 1308 19162.0 3573.8 4334.0 32.1
01/03/1991 7299 3098 1316 19388.3 3669.8 4374.8 29.8
01/04/1991 8017 3549 1457 19628.8 3776.3 4418.5 30.7
01/05/1991 7733 3322 1420 19868.5 3879.3 4462.6 30.0
01/06/1991 7377 3384 1374 20089.8 3980.8 4503.8 31.4
01/07/1991 6714 2575 1270 20297.9 4060.7 4543.2 27.7
01/08/1991 7128 2842 1286 20518.9 4148.8 4583.0 28.5
01/09/1991 7424 3794 1378 20741.6 4262.6 4624.4 33.8
01/10/1991 7205 3933 1427 20965.0 4384.5 4668.6 35.3
01/11/1991 7532 4291 1552 21191.0 4513.2 4715.2 36.3
01/12/1991 9141 4413 2015 21474.3 4650.0 4777.6 32.6
01/01/1992 8355 5018 1782 21733.3 4805.6 4832.9 37.5
01/02/1992 8037 4817 1750 21966.4 4945.3 4883.6 37.5
01/03/1992 8429 5589 1810 22227.7 5118.6 4939.7 39.9
01/04/1992 8094 5742 1742 22470.5 5290.8 4992.0 41.5

258
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/05/1992 7976 5789 1677 22717.8 5470.3 5044.0 42.1
01/06/1992 7564 5008 1595 22944.7 5620.5 5091.8 39.8
01/07/1992 6819 4107 1460 23156.0 5747.9 5137.1 37.6
01/08/1992 6701 4228 1438 23363.8 5878.9 5181.7 38.7
01/09/1992 7020 4696 1489 23574.4 6019.8 5226.3 40.1
01/10/1992 7295 4145 1518 23800.5 6148.3 5273.4 36.2
01/11/1992 6939 3965 1487 24008.7 6267.2 5318.0 36.4
01/12/1992 7127 3907 1432 24229.6 6388.3 5362.4 35.4
01/01/1993 7702 4204 1520 24468.4 6518.7 5409.5 35.3
01/02/1993 7585 4467 1492 24680.8 6643.8 5451.3 37.1
01/03/1993 7486 4243 1474 24912.9 6775.3 5497.0 36.2
01/04/1993 8008 4442 1620 25153.1 6908.5 5545.6 35.7
01/05/1993 8376 5045 1674 25412.8 7064.9 5597.5 37.6
01/06/1993 8622 5530 1731 25671.4 7230.8 5649.4 39.1
01/07/1993 8197 5678 1644 25925.5 7406.8 5700.4 40.9
01/08/1993 8128 5558 1633 26177.5 7579.1 5751.0 40.6
01/09/1993 7858 5616 1563 26413.3 7747.6 5797.9 41.7
01/10/1993 7712 5841 1551 26652.3 7928.6 5846.0 43.1
01/11/1993 7710 6187 1553 26883.6 8114.3 5892.6 44.5
01/12/1993 7737 5637 1563 27123.5 8289.0 5941.0 42.2
01/01/1994 7629 5686 1527 27360.0 8465.3 5988.4 42.7
01/02/1994 7412 5472 1503 27567.5 8618.5 6030.4 42.5
01/03/1994 7225 5814 1456 27791.5 8798.7 6075.6 44.6
01/04/1994 7784 6171 1529 28025.0 8983.8 6121.4 44.2
01/05/1994 7710 5758 1492 28264.0 9162.3 6167.7 42.8
01/06/1994 7473 5330 1420 28488.2 9322.2 6210.3 41.6
01/07/1994 7630 5693 1471 28724.7 9498.7 6255.9 42.7
01/08/1994 7852 6202 1512 28968.2 9691.0 6302.8 44.1
01/09/1994 8172 6051 1701 29213.3 9872.5 6353.8 42.5
01/10/1994 8473 6769 1772 29476.0 10082.4 6408.8 44.4
01/11/1994 8254 7590 1673 29723.6 10310.1 6458.9 47.9
01/12/1994 8381 7690 1679 29983.4 10548.5 6511.0 47.8
01/01/1995 8026 6690 1593 30232.2 10755.9 6560.4 45.5
01/02/1995 8677 8270 1538 30475.2 10987.4 6603.4 48.8

259
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/03/1995 9924 8454 1642 30782.9 11249.5 6654.3 46.0
01/04/1995 9229 7746 1619 31059.7 11481.9 6702.9 45.6
01/05/1995 9006 7428 1616 31338.9 11712.1 6753.0 45.2
01/06/1995 9082 7703 1669 31611.4 11943.2 6803.1 45.9
01/07/1995 9014 8333 1643 31890.8 12201.6 6854.0 48.0
01/08/1995 9153 8387 1584 32174.6 12461.6 6903.1 47.8
01/09/1995 9449 8711 1601 32458.1 12722.9 6951.2 48.0
01/10/1995 8992 7855 1528 32736.8 12966.4 6998.5 46.6
01/11/1995 8531 7622 1475 32992.8 13195.1 7042.8 47.2
01/12/1995 8800 9127 1523 33265.6 13478.0 7090.0 50.9
01/01/1996 8675 9148 1489 33534.5 13761.6 7136.2 51.3
01/02/1996 10032 9817 1596 33825.4 14046.3 7182.5 49.5
01/03/1996 10494 10148 5077 34150.7 14360.9 7339.9 49.2
01/04/1996 10897 10538 5094 34477.6 14677.0 7492.7 49.2
01/05/1996 10165 10016 4977 34792.8 14987.5 7647.0 49.6
01/06/1996 8727 9269 4450 35054.6 15265.6 7780.5 51.5
01/07/1996 9193 9198 4497 35339.6 15550.7 7919.9 50.0
01/08/1996 9618 9777 4691 35637.7 15853.8 8065.3 50.4
01/09/1996 10129 8306 4858 35941.6 16103.0 8211.0 45.1
01/10/1996 10315 9295 4992 36261.4 16391.1 8365.8 47.4
01/11/1996 10896 9447 4962 36588.2 16674.5 8514.7 46.4
01/12/1996 11086 9821 4695 36931.9 16979.0 8660.2 47.0
01/01/1997 12693 9095 3713 37325.4 17260.9 8775.3 41.7
01/02/1997 12877 10863 2707 37685.9 17565.1 8851.1 45.8
01/03/1997 12631 10766 2816 38077.5 17898.8 8938.4 46.0
01/04/1997 12613 11496 2699 38455.9 18243.7 9019.3 47.7
01/05/1997 12884 12464 2761 38855.3 18630.1 9104.9 49.2
01/06/1997 10053 6963 2107 39156.9 18839.0 9168.1 40.9
01/07/1997 12204 10209 2502 39535.2 19155.4 9245.7 45.5
01/08/1997 14157 11354 2663 39974.1 19507.4 9328.3 44.5
01/09/1997 13696 11300 2419 40385.0 19846.4 9400.8 45.2
01/10/1997 14018 11743 2536 40819.5 20210.5 9479.4 45.6
01/11/1997 13812 9274 2377 41233.9 20488.7 9550.8 40.2
01/12/1997 14113 9783 2423 41671.4 20791.9 9625.9 40.9

260
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/01/1998 13866 10153 2430 42101.2 21106.7 9701.2 42.3
01/02/1998 14013 10477 2411 42493.6 21400.0 9768.7 42.8
01/03/1998 14950 10508 2444 42957.0 21725.8 9844.5 41.3
01/04/1998 15018 9582 2291 43407.6 22013.2 9913.2 38.9
01/05/1998 13488 8869 2120 43825.7 22288.2 9979.0 39.7
01/06/1998 13978 9823 2187 44245.1 22582.9 10044.6 41.3
01/07/1998 13535 10015 2645 44664.7 22893.3 10126.6 42.5
01/08/1998 11175 7984 2268 45011.1 23140.8 10196.9 41.7
01/09/1998 12637 10084 2517 45390.2 23443.4 10272.4 44.4
01/10/1998 12599 9560 2552 45780.8 23739.7 10351.5 43.1
01/11/1998 13095 10244 2608 46173.6 24047.1 10429.8 43.9
01/12/1998 12620 10051 2404 46564.8 24358.6 10504.3 44.3
01/01/1999 11862 10599 2169 46932.5 24687.2 10571.5 47.2
01/02/1999 9576 7312 1797 47200.7 24891.9 10621.9 43.3
01/03/1999 11592 10056 2170 47560.0 25203.6 10689.1 46.5
01/04/1999 11539 10286 2140 47906.2 25512.2 10753.3 47.1
01/05/1999 11757 11449 2325 48270.7 25867.2 10825.4 49.3
01/06/1999 11765 12356 2223 48623.6 26237.8 10892.1 51.2
01/07/1999 10970 11296 2043 48963.7 26588.0 10955.4 50.7
01/08/1999 11748 11049 2327 49327.9 26930.5 11027.6 48.5
01/09/1999 11152 10858 2244 49662.4 27256.3 11094.9 49.3
01/10/1999 11489 11939 2541 50018.6 27626.4 11173.7 51.0
01/11/1999 11457 11672 2267 50362.3 27976.5 11241.7 50.5
01/12/1999 10882 12604 2119 50699.6 28367.3 11307.4 53.7
01/01/2000 11100 12540 2133 51043.7 28756.0 11373.5 53.0
01/02/2000 11355 13709 2251 51373.0 29153.6 11438.8 54.7
01/03/2000 12160 13145 2639 51750.0 29561.1 11520.6 51.9
01/04/2000 11639 13037 2563 52099.2 29952.2 11597.5 52.8
01/05/2000 10985 11717 2463 52439.7 30315.4 11673.8 51.6
01/06/2000 11055 12663 2502 52771.3 30695.3 11748.9 53.4
01/07/2000 11053 13951 2397 53114.0 31127.8 11823.2 55.8
01/08/2000 11442 14518 2351 53468.7 31577.8 11896.1 55.9
01/09/2000 11690 15697 2418 53819.4 32048.7 11968.6 57.3
01/10/2000 11357 14926 2456 54171.4 32511.4 12044.7 56.8

261
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/11/2000 10812 15102 2436 54495.8 32964.5 12117.8 58.3
01/12/2000 10324 13479 1466 54815.8 33382.3 12163.2 56.6
01/01/2001 10842 14346 1614 55151.9 33827.1 12213.3 57.0
01/02/2001 10114 13079 1308 55435.1 34193.3 12249.9 56.4
01/03/2001 10825 14152 1821 55770.7 34632.0 12306.4 56.7
01/04/2001 10734 14191 1880 56092.7 35057.7 12362.7 56.9
01/05/2001 10675 14419 1588 56423.7 35504.7 12412.0 57.5
01/06/2001 10684 12984 1645 56744.2 35894.2 12461.3 54.9
01/07/2001 10680 15025 2119 57075.3 36360.0 12527.0 58.5
01/08/2001 10308 14915 1941 57394.8 36822.4 12587.2 59.1
01/09/2001 9990 14625 1932 57694.5 37261.1 12645.2 59.4
01/10/2001 10179 14615 1907 58010.1 37714.2 12704.3 58.9
01/11/2001 9985 15025 2015 58309.7 38164.9 12764.7 60.1
01/12/2001 10067 14508 2078 58621.7 38614.7 12829.1 59.0
01/01/2002 10061 14617 1970 58933.6 39067.8 12890.2 59.2
01/02/2002 10512 16782 1999 59228.0 39537.7 12946.2 61.5
01/03/2002 10216 15596 1741 59544.7 40021.2 13000.2 60.4
01/04/2002 10183 15680 1863 59850.2 40491.6 13056.0 60.6
01/05/2002 10301 16446 1823 60169.5 41001.4 13112.6 61.5
01/06/2002 10084 15805 1823 60472.0 41475.5 13167.2 61.1
01/07/2002 10212 16617 1861 60788.6 41990.7 13224.9 61.9
01/08/2002 10582 14026 2280 61116.6 42425.5 13295.6 57.0
01/09/2002 11399 15071 2588 61458.6 42877.6 13373.2 56.9
01/10/2002 10761 14469 2449 61792.2 43326.2 13449.2 57.3
01/11/2002 10549 13800 1466 62108.6 43740.2 13493.2 56.7
01/12/2002 10395 13547 1249 62430.9 44160.1 13531.9 56.6
01/01/2003 10376 14433 1434 62752.6 44607.5 13576.3 58.2
01/02/2003 10045 13642 1414 63033.8 44989.5 13615.9 57.6
01/03/2003 10128 14118 2594 63347.8 45427.2 13696.3 58.2
01/04/2003 9689 14850 2798 63638.5 45872.7 13780.3 60.5
01/05/2003 9631 15393 2809 63937.0 46349.9 13867.3 61.5
01/06/2003 9750 14559 2526 64229.5 46786.6 13943.1 59.9
01/07/2003 11681 17206 3341 64591.6 47320.0 14046.7 59.6
01/08/2003 12236 15622 2649 64971.0 47804.3 14128.8 56.1

262
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/09/2003 11822 17426 2967 65325.6 48327.1 14217.8 59.6
01/10/2003 12279 15681 3387 65706.3 48813.2 14322.8 56.1
01/11/2003 12053 15983 3316 66067.8 49292.7 14422.3 57.0
01/12/2003 11983 16377 3311 66439.3 49800.4 14524.9 57.7
01/01/2004 11225 16142 2925 66787.3 50300.8 14615.6 59.0
01/02/2004 11543 17081 3194 67122.0 50796.1 14708.2 59.7
01/03/2004 9192 13815 2444 67407.0 51224.4 14784.0 60.0
01/04/2004 11537 17600 2905 67753.1 51752.4 14871.2 60.4
01/05/2004 11270 17865 2706 68102.4 52306.2 14955.0 61.3
01/06/2004 10732 17401 2602 68424.4 52828.2 15033.1 61.9
01/07/2004 10602 18166 2620 68753.0 53391.4 15114.3 63.1
01/08/2004 10420 18240 2585 69076.1 53956.8 15194.4 63.6
01/09/2004 10006 18550 3753 69376.2 54513.3 15307.0 65.0
01/10/2004 9954 19250 3221 69684.8 55110.1 15406.9 65.9
01/11/2004 10496 19492 3606 69999.7 55694.9 15515.1 65.0
01/12/2004 10439 19212 3684 70323.3 56290.4 15629.3 64.8
01/01/2005 9933 19529 3565 70631.2 56895.8 15739.8 66.3
01/02/2005 9796 19561 3175 70905.5 57443.5 15828.7 66.6
01/03/2005 9473 19957 2915 71199.2 58062.2 15919.1 67.8
01/04/2005 9443 20100 2635 71482.5 58665.2 15998.1 68.0
01/05/2005 9662 21753 2518 71782.0 59339.6 16076.2 69.2
01/06/2005 9229 20721 2240 72058.9 59961.2 16143.4 69.2
01/07/2005 9186 20795 2311 72343.6 60605.8 16215.0 69.4
01/08/2005 7268 16774 1807 72568.9 61125.8 16271.0 69.8
01/09/2005 8968 22095 1887 72838.0 61788.7 16327.7 71.1
01/10/2005 8732 23501 2525 73108.7 62517.2 16405.9 72.9
01/11/2005 8397 23161 2320 73360.6 63212.0 16475.5 73.4
01/12/2005 8651 24365 2204 73628.7 63967.3 16543.8 73.8
01/01/2006 8635 23505 2611 73896.4 64696.0 16624.8 73.1
01/02/2006 8455 22512 2522 74133.2 65326.3 16695.4 72.7
01/03/2006 8247 22757 2462 74388.8 66031.8 16771.7 73.4
01/04/2006 9133 24920 2742 74662.8 66779.4 16854.0 73.2
01/05/2006 9793 23335 2949 74966.4 67502.8 16945.4 70.4
01/06/2006 10726 25446 3245 75288.2 68266.1 17042.7 70.3

263
Date Oil Rate
[BPD]
Water
Rate
[BPD]
Gas
Rate
[MPCD]
Cumulative
Oil
Production
[MBPD]
Cumulative
Water
Production
[MBPD]
Cumulative
Gas
Production
[MPCD]
Water
Cut
[%]
01/07/2006 10278 25775 3100 75606.8 69065.2 17138.8 71.5
01/08/2006 10754 22658 3258 75940.2 69767.6 17239.8 67.8
01/09/2006 10516 27223 3122 76255.6 70584.3 17333.5 72.1
01/10/2006 11235 26503 3342 76603.9 71405.9 17437.1 70.2
01/11/2006 10935 26470 3354 76932.0 72200.0 17537.7 70.8
01/12/2006 10371 28588 4394 77253.5 73086.2 17673.9 73.4
01/01/2007 10227 26732 3097 77570.5 73914.9 17769.9 72.3
01/02/2007 10367 27305 3153 77860.8 74679.4 17858.2 72.5
01/03/2007 10390 26495 3163 78182.9 75500.8 17956.2 71.8
01/04/2007 10316 27251 3135 78492.3 76318.3 18050.3 72.5

264
ANEXO 4.1
TABLA 4.1.1: Capacidad Calórica Molar – MCp, Estado de gas Ideal
°Rlbmol
Btu
Fuente: Gas Processors Suppliers Association

265
ANEXO 4.2
Fuente: Gas Processors Suppliers Association, Engineering data Book, 11 edición. Figura 4.2.1: Caída de Temperatura acompañada de un caída de Presión de un flujo de Gas.

266
ANEXO 4.3
Temperatura, °F.
Fuente: Gas Processors Suppliers Association
Gráfico 4.3.1: Contenido de Agua en un Hidrocarburo Gaseoso
(Lib
ras
de a
gua)
/ (
MM
PC
de
gas)
a 6
0 [°F
] y
14.7

267
Fuente: Gas Processors Suppliers Association
Figura 4.3.2: Agua contenida en CO2 dentro de una corriente de Gases
Mezclados vs. Temperat ura a varias Presiones

268
ANEXO 4.4
Propiedades de Diseño y Presión de Trabajo Permisible para Tuberías
ASTM A 106, grado B Tubería en una sola pieza – Código de Tubería para
Refinerias de Petróleo para presión en Tubería
ANSI B31.3 – limite de corrosión = 0.05
Fuente: Gas Processor Suppliers Association, 11 edición, 1998

269
Tubería para Transmisión y Distribución de Gas
Código para presión de trabajo en Tuberías ANSI B31.8 – 1982
Tubería de acero al Carbono
(Valores aplican para A106, API 5L Y API 5LX)
Fuente: Gas Processor Suppliers Association, 11 edición, 1998

270
ANEXO 4.5: Cálculo de K asumiendo una Temperatura m edia en el cilindro de 170 [°F]
CÁLCULOS PARA DETERMINAR EL VALOR DE K (CUYABENO)
Componentes del Gas Peso Molecular MCp del componente individual
Determinación de la presión seudo crítica, pPc, y temperatura seudo crítica, pTc
Componente Fracción Molar
Individual Y*PM @ 170 °F Y*PM @
170 °F Pc [psia] Y*Pc [psia] Tc [°R] Y*Tc °R]
NO COMBUSTIBLE
Nitrógeno 0,0201 28,0134 0,56306934 6,964 0,1399764 492 9,8892 427 8,5827 Dióxido de Carbono 0,5105
44,01
22,467105
9,339
4,7675595 1071 546,7455 547,5 279,49875 Sulfuro de Hidrogeno * * * * * * * * *
COMBUSTIBLE Metano 0,1868 16,04 2,996272 9,082 1,6965176 666 124,4088 343 64,0724 Etano 0,0542 30,07 1,629794 1,413 0,07657376 707 38,3194 550 29,81 Propano 0,1256 44,1 5,53896 18,710 2,349976 616 77,3696 666 83,6496 Iso Butano I 0,0252 58,12 1,464624 26,490 0,667548 528 13,3056 734 18,4968 Normal Butano 0,0519
58,12 3,016428
25,506 1,3237614 551 28,5969 765 39,7035
Iso Pentano 0,0139 72,15 1,002885 32,544 0,4523616 490 6,811 829 11,5231 Normal Pentano 0,0118
72,15
0,85137
32,712
0,3860016 490 5,782 829 9,7822 TOTAL 1 40 34 11,86 623 851 632 545
* La cantidad es despreciable se asume un gas sin H2S
Los valores de MCp (Capacidad Calórica Molar), se toman del (anexo 4.8). Interpolando entre 150 °F y 2 00 °F. MCv = MCp - 1.986 = 12 - 1.986 = 10.014 [Btu/(lbmol°F)] K = MCp/MCv = 12/12.014 = 1.198

271
ANEXO 4.5: Cálculo de K asumiendo una Temperatura m edia en el cilindro de 170 [°F] CÁLCULOS PARA DETERMINAR EL VALOR DE K (SANSAHUARI )
Componentes del Gas Peso Molecular MCp del componente individual
Determinación de la presión seudo crítica, pPc, y temperatura seudo crítica, pTc
Y Fracción Molar
Individual Y*PM @ 170 °F Y*PM @ 170 °F
Pc [psia] Y*Pc [psia] Tc [°R] Y*Tc °R]
NO COMBUSTIBLE
Nitrógeno 0,0177 28,0134 0,49583718 6,964 0,1232628 492 8,7084 427 7,5579
Dióxido de Carbono 0,4981
44,01 21,921381 9,339
4,6517559 1071 533,4651 547,5 272,70975
Sulfuro de Hidrogeno
* * * *
* * * * *
COMBUSTIBLE
Metano 0,15381 16,04 2,4671124 9,082 1,39690242 666 102,43746 343 52,75683
Etano 0,0539 30,07 1,620773 1,413 0,07614992 707 38,1073 550 29,645
Propano 0,1357 44,1 5,98437 18,710 2,538947 616 83,5912 666 90,3762
Iso Butano I 0,0309 58,12 1,795908 26,490 0,818541 528 16,3152 734 22,6806
Normal Butano 0,0685
58,12 3,98122 25,506 1,747161 551 37,7435 765 52,4025
Iso Pentano 0,0221 72,15 1,594515 32,544 0,7192224 490 10,829 829 18,3209
Normal Pentano 0,0193
72,15 1,392495 32,712
0,6313416 490 9,457 829 15,9997
TOTAL 1 41 34 12,70 623 841 632 562
* La cantidad es despreciable se asume un gas sin H2S
Los valores de MCp (Capacidad Calórica Molar), se toman del (anexo 4.8). Interpolando entre 150 °F y 2 00 °F. MCv = MCp - 1.986 = 13 - 1.986 = 11.014 [Btu/(lbmol°F)] K = MCp/MCv = 13/11.014 = 1.18