eriks know+how - issue 21, focus on waste and recycling
TRANSCRIPT
THE LEADING MAGAZINE FOR MAINTENANCE ENGINEERS FROM ERIKS
www.eriks.co.uk/knowhow
ISSUE 21
Nobody does it betterRight supplier, right job p6
Tackling waste
Many engineering firms are unaware that they are, quite literally, sitting on a waste gold – or silver – mine? p12
W
A S T E & R
EC
YC
LIN
G
• FO
CUS ON •
A nose for a good hoseAn effective hose can be easy to find p14
Getting the measure of motors
‘Size’ of relief when the motor fits the space p18
Going the extra mileCuring causes, not symptoms p20
Accidents will happenHow to find out why p24

3
ContentsWELCOME TO KNOW+HOW…Aiming to bring you the latest news, industry developments and technologies, this edition of Know+How focuses on waste and the effective measures engineering firms can implement to help tackle it.
I look forward to hearing from you.
Alan WhetstoneManaging Director, Editor in Chief
UNREGISTERED
NEW QR CODE ACCESS To make it easier to get all the latest industry news straight to your mobile device or smartphone, simply scan the QR codes throughout.
Published by ERIKS UK, Amber Way, Halesowen, West Midlands, B62 8WG
As environmental awareness continues to grow within the engineering and manufacturing industry, it has never been more prevalent to find environmentally sound solutions to the problem of waste disposal and to consider the sustainable benefits of energy from waste. Landfills – the traditional solution to dealing waste – are no longer regarded as acceptable, but what are the alternatives?
In truth, organisations need to utilise modern technology to not only recycle waste materials but to also source sustainable and secure forms of energy.
Inside, you’ll find in-depth articles on how our supply partners can improve the performance of your equipment and how ERIKS Planet+ initiative is helping business become more sustainable. In our focus section, we take a look at energy efficient submersible pumping; how motors can maintain full capacity operation, and effective water treatment.
In addition, we discuss how innovative compressed air systems can help to save you energy, as well as the best practices on how to effectively deal with accidents in the workplace.
As ever, we have a guest writer in the form of Carolyn Cross, a highly respected environmental journalist, who discusses how precision equipment manufacturers can exploit waste materials to their full potential, while the TIG takes a look at Industry 4.0 and if it really is the fourth industrial revolution.
If you have any comments you would like to raise on the topics contained in this issue you can email the editor at: [email protected], not forgetting Know+How’s own website: www.eriks.co.uk/KnowHow where you can register for your own personal copy and make enquiries about something you have read or contact one of the contributors.
LATEST NEWS 04 Waste crime costing the UK nearly £600m a year
Green light given to £110m waste wood renewables centre
Skills crisis remains in Engineering sector
Oil contamination identified as a major cause of machinery failure
IN-DEPTH 06 Doing what they do best
TECHNOLOGY UPDATE 08 ERIKS acquires Advanced Sealing
Tractel underlines employee safety when working at height
ERIKS unites fluid power solutions under Flexion brand
ERIKS new website helps industry enhance lighting efficiency
OKS launches new maintenance oil
PLANET PLUS 10 Passionate positive partnerships
FOCUS ON WASTE AND RECYCLING 12 How to win gold for recycling p12
Permanent antistatic hose solutions for the transportation and suction of bulk materials p14
A saving the (new) earth solution p16
Fit for purpose p18
Getting to the bottom of it p20
ENERGY SAVINGS 22 Intelligence is in the air
BEST PRACTICE 24 Not your fault?
W
A S T E & R
ECY
CL
ING
• FO
CUS ON •
YOUR FLUID
POWER SOLUTION
Call us today on: 0845 006 6000www.eriks.co.uk
YOUR FLUID POWER
SOLUTION FOR:
· HYDRAULICS· PNEUMATICS
· CUSTOMISED SOLUTIONS· ENGINEERED SYSTEMS
· CONTAMINATION MONITORING
FLEXION DELIVERS A WIDE RANGE OF FLUID POWER
PRODUCTS AND SERVICES THAT OFFER VALUE TO DESIGN AND MAINTENANCE
ENGINEERS, BOTH IN TERMS OF PERFORMANCE AND COST
THE FLEXION RANGE GIVES YOU:
• Access to proven Fluid Power solutions and customisation• Dedicated Fluid Power application and technical support• Engineering products that exceed international standards• Effectiveproductdevelopmentthroughsharedknowledge• ProventrackrecordinprovidingFluidPowersolutions
Latest news Latest news
ISSUE 21 www.eriks.co.uk/knowhow4 5
Waste crime costing the UK nearly £600m a yearWaste crime in the UK is on the rise with the best estimate of total annual costs in the region of £600m.
According to a report from the Environmental Services Association Education Trust (ESAET) launched earlier in 2014, ‘waste crime’ – which can range from localised fly-tipping to illegal waste sites which process thousands of tonnes of misclassified waste in order to evade multi-million pound tax bills – is endemic within the UK.
Estimated costs from the report detail that fly-tipping and tax evasion exceed £100m each year, and when combined with those associated with illegal waste sites, waste crime could be costing the UK £567.9m each year.
Whilst government measures have already been implemented, the issue of waste crime remains a serious threat to both the waste industry and the wider UK economy, especially in light of government cuts to the Environment Agency’s budget. The report calls for a strategy which must include: raising awareness of the issue, appropriate and proportionate punishment, support enforcement and addressing market failures.
Green light given to £110m waste wood renewables centreConstruction plans for a £110m waste wood CHP (Combined Heat and Power) facility in Merseyside have been announced, which could see a reduction of 1.3m tonnes of greenhouse gases.
Funded by Foresight Group and the UK Green Investment Bank, the plant will run off 146,000 tonnes of grade B-C recovered wood a year. With a planned completion date of December 2016, it will be the largest waste wood plant in the North East, and one of the biggest across the UK.
Once completed, the facility is expected to provide power to 35,000 homes across the North West whilst delivering a substantial emissions saving of 65,000 tonnes of CO2, equivalent to taking nearly 30,000 cars off the road every year. The project is expected to create 200 construction jobs during the build phase, followed by 20 permanent positions once the plant becomes operational.
Oil contamination identified as a major cause of machinery failureBetween 70 and 80% of all hydraulic failures, which can lead to machinery failure, can be traced back to contaminated oil.
The warning, from drives and controls manufacturer Bosch Rexroth, stems from increasing concerns that engineers continue to rely on component monitoring as a means of early detection of machinery problems. Bosch Rexroth believes that only 20% of all unplanned downtime can be identified through component monitoring, with oil analysis a more reliable option.
Rexroth has identified three types of oil contamination that are causing machinery problems, namely solid particles such as dirt and dust; liquid contamination, such as water and other fluid mixtures, and gaseous contamination, such as air.
Bosch Rexroth’s Chris Gray commented: “Focused monitoring of oil cleanliness and conducting oil analysis provides information on the condition of the operating medium at an early stage and thus contributes to preventing expensive repairs, downtimes and unnecessary oil changes.”
Skills crisis remains in Engineering sectorA new study has revealed that a third of engineering companies feel the skills crisis among young people has worsened over the last five years.
Of 300 students aged 14–16 surveyed, most expressed an interest in working within the engineering and technology industries however half admitted to knowing little about the career opportunities available.
The survey, commissioned by Nestlé, also revealed that two thirds of those surveyed would consider studying STEM subjects in higher education, yet there remains a general consensus amongst the engineering industry that not enough were currently studying the subjects required to meet the future demand for skilled workers.
Greg Clark, minister of state for universities, science and cities, said: “This research shows that there is clear need to do more to inspire young people to study STEM subjects and enable them to have the opportunity to access science and engineering careers.”

In-depth
ISSUE 21 www.eriks.co.uk/knowhow6 7
In-depth
EVERY ONE OF YOUR SUPPLY PARTNERS HAS THEIR STRENGTHS. THE TRICK TO ACHIEVING OPTIMUM PERFORMANCE, PRODUCTIVITY AND PROFITABILITY FROM YOUR EQUIPMENT IS KNOWING WHAT THOSE STRENGTHS ARE – AND CALLING ON THE RIGHT ONES WHEN YOU NEED THEM.
DOING WHAT THEY DO BEST Karl Rush
New business manager ERIKS UK On-site solutions
OEMs, for example, are experts at designing and building the machines you need to do the job you require. Your own engineers, on the other hand, are experts at commissioning and running those machines to achieve optimum efficiency and productivity.
ERIKS’ strength lies in understanding every individual component of your machines, and knowing how to ensure each one performs as it should.
So if you’re relying on your machine’s OEM or your own engineers to do that job instead, it could be losing you production in the short-term, performance in the long-term, and profitability on the bottom line.
Numbers or know-how?When a component needs replacing, for example, your first thought will be to contact the OEM. But what if they don’t have any in stock? And they’re not producing the next batch of that particular component until three weeks’ time? Or they’re on their four-week summer shutdown (see page 7). Then you should do what you should have done in the first place. Call ERIKS.
From the OEM part number, part name, application and performance criteria, ERIKS have the know-how to identify a standard part of precisely the same specification. And which will be available ex-stock, for delivery same- or next-day. What’s more, it will be available the next time you need it too. And the time after that, and the time after that.
So you’re no longer at the mercy of your OEM, and your productivity will never again be
compromised. But that’s not all that ERIKS can do for you.
What’s in a name?Once ERIKS has identified your part, all kinds of options open up.
For example, ERIKS could offer any number of leading brand options to choose from. Or where the brand is less critical price savings can be made. Or where performance is critical, a higher specification or more engineered upgrade can be offered that has proven its worth and longevity in similar applications for our other customers.
It may even be the case that what appeared to be an OEM part may turn out to be simply a standard stocked item sold at a premium. Which means we can almost certainly supply the identical part at significantly lower cost.
Whatever you decide, the difference is that you – not the OEM – are now in control.
The bigger pictureWith the immediate problem resolved and your machine back up and running, ERIKS’ know-how can help you to see beyond the component.
Most OEMs are wholly focused on designing and manufacturing the machine. ERIKS, however, can apply their broader component, application, and supply chain know-how to ensure the machine maintains or even improves its performance: with greater reliability, less downtime, and lower Whole Life Costs.
Recently, a recycling company experienced a number of failures – including cracking of the bearing cases – in the gearbox that operated mixing blades in a mixer tank. Having decided that the unit’s capacity was too small, the customer was quoted around £20,000 for a replacement gearbox from the OEM. However, ERIKS were able to specify a lower-maintenance, lower-cost replacement unit to satisfy all the customer’s requirements.
ERIKS’ engineers can assess your application as a whole, and bring their know-how to bear to discover why the component failed in the first place, and whether or not the cause can be engineered out, or the process re-engineered for reliability or performance gains. ERIKS can even design and manufacture complete sub-assemblies, to provide a comprehensive solution.
Engineering your inventoryERIKS’ know-how doesn’t apply only to components on the machine. It also encompasses components in the stockroom.
As part of their Integrated Services offering, ERIKS can look as closely at your inventory as they do at your equipment, and help you to rationalise your stockholding to save on inventory costs.
For example, operating five pieces of equipment made by five different OEMs usually means five different sets of part numbers covering – for instance – a bearing. ERIKS’ component knowledge will make it possible to identify whether that
bearing is common to all five machines, and whether it can be replaced with a single part from one manufacturer. If it can, your inventory and associated costs will be reduced at a stroke.
It’s just one more way that choosing the right supplier for the right job can save you money and optimise your productivity. Especially when that supplier is ERIKS.
High-speed solutionWhen a steel mill suffered a major failure of a gearbox operating a furnace door, a 60% loss of manufacturing capacity resulted, at a cost of around £19,000 per shift. The customer contacted ERIKS, and a like-for-like replacement was investigated – but the OEM factory was on its annual August shutdown.
ERIKS’ Drives Core Competence Centre engineer visited the site within an hour to make an initial inspection and instigate a dual course of action: inspecting the failed unit for possible repair, and specifying a replacement Fenner unit.
The customer decided on the replacement option, and the new unit was built within 4 hours and delivered to the site the same day. The original gearbox will now be inspected at an ERIKS’ Specialist Repair Centre, and Repair and Replace options outlined, giving the customer the opportunity to hold a spare to avoid expensive downtime in the future.

Technology update Technology update
8 9ISSUE 21 www.eriks.co.uk/knowhow
ERIKS acquires Advanced Sealing
ERIKS unites fluid power solutions under Flexion brand
ERIKS new website helps industry enhance lighting efficiency
OKS launches new biodegradable oil
Tractel underlines employee safety when working at height
The US company is a full-spectrum manufacturer and distributor of fluid sealing products utilised in refining, chemical processing, power generation and wastewater treatment facilities. Advanced Sealing was acquired by ERIKS over the summer through operating company Lewis-Goetz, which is part of the ERIKS Group.
Advanced Sealing offers a broad mix of products including metallic and non-metallic flange gaskets, valve packings, metallic and elastomeric hoses, stud bolts, hex nuts, steam taps and heat exchanger gaskets.
ERIKS’ acquisition of Advanced Sealing will contribute to strengthening the company’s commitment to providing a solutions-based
approach to customer issues across a wide range of industries via the supply of high-quality, dependable products.
Flexion has been part of the company for over 40 years and is renowned amongst M&E engineers in central Europe. Whilst ERIKS’ hydraulic and pneumatic business has witnessed steady growth within the UK, it has previously largely been sold under the RX and Flexitube brands. Now all ERIKS’ own brand hydraulic and pneumatic products will be sold in the UK as Flexion, mirroring its position in Europe as ERIKS’
international brand for fluid power. The new offering also benefits from the Flexion brand’s international infrastructure, including a comprehensive hose testing facility in Belgium, and access to a broad range of technical expertise in a variety of different markets.
Aside from products, ERIKS UK’s new Flexion offering includes the added
customer benefit of complete hydraulic or pneumatic customisation depending on their desired application. The Flexion Engineering programme takes customers from the initial design conception, through to prototyping and testing, to offer them a complete, highly reliable and efficient fluid power solution.
ERIKS lighting solutions, which can be found at http://lighting.eriks.co.uk, contains detailed information on the latest innovations in lighting, current and upcoming legislation, replacement strategies, application recommendations, and design and project management to name just a few.
The site includes whitepapers, infographics, best practice guides and by-lined articles from industry experts providing warehouse operations managers with innovative lighting solutions to not only help reduce energy usage, but to also improve health and safety, reduce maintenance costs and improve productivity.
OKS, the manufacturer of speciality lubricants for industrial maintenance, has launched a new biodegradable multipurpose maintenance oil, ideal for use in water management, marine, agriculture and port/dock applications.
The new BIOLogic Multi Oil OKS 8600 is an innovative further development of the established OKS 8600. The product consists of predominantly renewable materials and distinguishes itself through
its biodegradability, making it ideal for use in applications where contact with soil or water is unavoidable.
The new oil has been awarded the EU Ecolabel Certificate for environmentally-friendly products as it contains more than 90% renewable materials and additives specified in the ‘Lubricant Substance Classification List’, thus fulfilling all the criteria of the scheme with regard to creep properties, corrosion protection, water
displacement and lubrication capability. The BIOLogic Multi Oil comes in both neat and aerosol form (8601), utilising carbon dioxide as its propellant rather than the commonly found highly flammable propellants.
Fall protection is central to a safe site when working at height and is legally required on all UK premises where activity is undertaken two metres and above. As such, reliable equipment ranging from scaffolding, aerial work platforms and safety nets to personal protection equipment such as harnesses, lanyards and fall arrest devices must be available and employed at all times by all employees.
Whilst not all of the aforementioned equipment may be needed for each application, employers should conduct a thorough risk analysis to determine which collective or personal protective measures must be taken.
Good quality fall protection equipment – like all other forms of PPE – should be both comfortable to wear yet leave room for the wearer to easily manoeuvre.
Tractel manufactures a wide range of personal and site safety equipment and can offer specialist application advice to help identify and tailor the right protective solution for working at height.
For more information on Tractel’s range of protective equipment, please visit: www.tractel.com.
WITH A VIEW TO ENHANCING ITS GLOBAL PORTFOLIO OF FLUID SEALING PRODUCTS, ERIKS
HAS ACQUIRED PITTSBURGH-BASED, ADVANCED SEALING.
ERIKS HAS ENHANCED ITS UK HYDRAULIC AND PNEUMATIC OFFERING WITH THE
LAUNCH OF AN INTERNATIONAL FLUID POWER BRAND WHICH ENCOMPASSES
THE WEALTH AND EXPERIENCE FROM ACROSS EUROPE.
ERIKS HAS LAUNCHED A NEW WEBSITE DEDICATED TO HELPING UK INDUSTRY
REDUCE ENERGY USAGE AND ITS CARBON FOOTPRINT.
REGARDLESS OF WHETHER YOU’RE WORKING INSIDE OR OUT, ON A LARGE OR
A SMALL SITE, EMPLOYEE SAFETY MUST BE TOP OF ANY COMPANY’S PRIORITIES
AND NONE IS MORE IMPORTANT THAN WORKING AT A HEIGHT.
You and the
Planet+ is about positive energy reduction, positive pollution reduction, positive waste reduction and positive risk reduction. And with energy costs forecast to rise by 33% by 2017, can you afford to take a negative view of more sustainable production?
17 ways to saveEnergy can represent a significant proportion of the cost of your finished product. So reducing energy use can significantly improve your margins. But once you’ve renegotiated your energy supply, or found a new supplier, then what next?
These are the top 17 energy-saving steps ERIKS recommends to customers:
n Use more efficient motors (ERIKS award-winning online Motor TCO Calculator can help you identify and quantify savings)
n Change to modern helical gearboxes
n Look at unloaded conveyors
n Use thermography surveys to detect heat loss/waste
n Conduct vibration analysis
n Reduce friction with better bearings and seals
n Vary motor speeds
n Examine pump efficiency curves
n Adopt ERIKS’ fan plan
n Capture/re-use heat
n Conduct a compressed air optimisation survey
n Conduct a lighting survey
n Downsize over-engineered equipment
n Optimise water use
n Install Fenner efficient belt drives
n Undertake laser shaft alignment and dynamic balancing
n Install energy-efficient filters
8 ways to reduce wasteAs well as taking steps which will directly reduce energy use, you can also look at ways of reducing waste, which often lead in turn to energy savings and further cost savings:
n Reduce water consumptionn Minimise equipment failure to reduce
the amount of final product scrappagen Reduce an excessive engineering
inventoryn Scrap old and inefficient equipment –
including old motors, which command a high scrap premium
n Seek reliability improvementsn Avoid catastrophic failures, through
effective maintenance and Condition Monitoring
n Conduct regular safety audits and undertake risk mitigation projects
n Initiate Asset Management
Leading by exampleERIKS is not a company which preaches but doesn’t practice. ERIKS is passionate about sustainability, which – with The Blue Planet Challenge – really does start at home.
The challenge is an initiative by The Blu Effect: a collaboration between ERIKS UK and French energy-efficiency consultancy Economie d’Energie.
As a team they are dedicated to driving a sustainability movement and networking community, with unique solutions for communication, engagement, empowerment and innovation. Solutions that not only save the planet but also ensure organisational growth and success.
This includes an energy conservation project for ERIKS employees to use in their
NO, IT’S NOT THE LATEST MARRIAGE GUIDANCE ADVICE.
THAT’S ONE AREA WHERE ERIKS’ KNOW-HOW DOESN’T APPLY.
BUT IT IS ABOUT BUILDING RELATIONSHIPS. BECAUSE ERIKS
PLANET+ INITIATIVE IS SOMETHING THE COMPANY IS
PASSIONATE ABOUT SHARING WITH CUSTOMERS, TO CREATE
SUSTAINABLE, PRODUCTIVE, PROFITABLE BUSINESSES.
PASSIONATE POSITIVE PARTNERSHIPS
David Arbuthnott Corporate Key Accounts Director, ERIKS UK
10
own homes. Because ERIKS believe that if people think about energy saving at home, they’ll start to think the same way at work.
Everyone’s differentJust as no two businesses are the same, so no two businesses have the same approach to saving energy and reducing waste. Although the overall aims are the same, different challenges along the way will mean different methods and solutions will have to be adopted.
The Blue Planet Challenge, for example, is an initiative which will prove highly effective for many businesses – creating direct accountability which many employees will see the reason for, and will sign up to. For another business, setting incentivised targets for waste or energy use reduction, for operational teams to aim for, may prove more effective and achieve greater buy-in.
The fact is, you know your business, your employees and your challenges. ERIKS, on the other hand, knows about sustainability and how to achieve it. So together we’re the perfect partnership.
Your money where their mouth is Planet +, The Blu Effect and ERIKS know-how are not just fine words. They translate into real savings. In fact, ERIKS aim to achieve £2,000,000 of signed-off cost savings for customers every month.
If you would like to see your share of those savings, contact your usual ERIKS representative or visit www.theblueffect.com. We’re positive you’ll find a partnership you can be passionate about – and one that will be profitable for you too.
Yourourtechnology needs to become yours
technology needs to become sustainable
ERIKS passion for technology, drive for innovation and know-how ensure our products and your manufacturing processes have built-in energy-efficiency.
POSITIVE ENERGYREDUCTION
POSITIVE POLLUTIONREDUCTION
POSITIVE WASTEREDUCTION
POSITIVE RISKREDUCTION
Sustainable purchasing, elimination of toxic substances and designing for minimal impact at every product lifecycle stage all help to reduce pollution – without lowering manufacturing standards.
POSITIVE ENERGYREDUCTION
POSITIVE POLLUTIONREDUCTION
POSITIVE WASTEREDUCTION
POSITIVE RISKREDUCTION
We ensure you achieve the closest possible balance of inputs and outputs, maximise recycling of unused materials, and optimise manufacturing quality to reduce discards.
POSITIVE ENERGYREDUCTION
POSITIVE POLLUTIONREDUCTION
POSITIVE WASTEREDUCTION
POSITIVE RISKREDUCTION
People have to come before profit and planet. We take every step we can to ensure a safer, healthier working environment for all.
POSITIVE ENERGYREDUCTION
POSITIVE POLLUTIONREDUCTION
POSITIVE WASTEREDUCTION
POSITIVE RISKREDUCTION

12 13ISSUE 21 www.eriks.co.uk/knowhow
Focus on Waste and Recycling Focus on Waste and Recycling
However, while they almost certainly recycle office paper, many engineering firms are unaware that they are, quite literally, sitting on a waste gold – or silver – mine that could be replenishing the coffers. Anodes and cathodes used for plating, and silver-bearing x-ray film and fixer all contain precious metals which could be recovered to provide the producer with a significant income. Machine suds, acids and lubricating engineering fluids, while not containing precious bearing materials, can also be recycled, reused in other applications, or safely disposed of.
X-rays are commonly used to detect flaws in industrial designs and, unlike the NHS, which is switching to digital film, many engineering businesses prefer to stick with traditional hard copy which cannot be digitally enhanced or amended. For recycling firms, the higher quality industrial-grade film used by business is a more lucrative proposition than lower-grade medical film. This, in turn, translates into greater revenue for those organisations whose recyclers offer a rebate.
Derbyshire-based casting specialist Wm Lee, for example, supplies components to the automotive and rail industries, in addition to
According to Steve Withers, GM of Betts Envirometal, widespread misconception that both the film and fixer used in the x-ray process contain hazardous material also presents an obstacle. Current waste management arrangements often result in precious metal-bearing wastes such as x-ray film bulked up with hazardous substances and sent for incineration or deep burial rather than recycling. This is perfectly legal, but means that embedded valuable metals and the plastic film itself, although 100% recyclable, are lost to future use and excluded from reported recycling figures.
Where film is stored off-site with a specialist company, contracts usually include an exit fee. Typically, this is around 80 pence per item and, in effect, makes it cheaper for organisations to store material than to dispose of it when the legal time period passes. This exerts a carbon impact through heating and cooling, and should also be considered when negotiating storage contracts. Where exit fees prove prohibitive to recycling, the rebate generated can be used to offset costs and save the company ongoing and unnecessary storage fees.
Much of the recycling that is done is sent abroad for processing. To guarantee that sensitive technical information is treated securely and recycling is performed to the necessary standard – even in the UK – firms should insist on full audit trails, carry out regular checks, and choose a provider able to demonstrate recognised standards and accreditations, such as security standard ISO 27001, secure destruction standard EN 15713, and environmental standard ISO 14001.
The silver recovery process itself is relatively straightforward. At Betts, for example, film is granulated into 20mm pieces to prevent it from sticking together when submerged in fluid during the washing process. The first stage of washing employs ferric chloride, resulting in unexposed film with a distinctive purple colouring. The film is then submerged in a bath of photographic fixer, which washes all of the silver into the solution.
While the PET plastic film is rinsed and sent for recycling, the fixer solution holding the silver is pumped through a silver recovery machine containing an anode and cathode with a low voltage current passing between.
The current causes the silver to plate onto the cathode, from where it can be removed as silver flake, refined in the on-site gas furnace and cast into moulds.
Both ferric chloride and photographic fixer are waste products sourced from other industries. While the waste acids produced by the engineering sector do not themselves contain precious metals, nitric and hydrochloric acids can be blended to create Aqua Regia, which is poured over base metals to dissolve gold and silver. The resulting fluid is filtered to leave gold or silver in sludge form, with the final waste acids neutralised before disposal.
The alchemy of myth involved attempts to turn base metals into gold, largely for personal gain. Modern alchemists recovering precious metals from industrial wastes, however, recognise the inherent value of resources. The resulting synergies ensure that waste materials are exploited to their full potential and the businesses producing them receive some reimbursement for their initial outlay. For the conscientious, waste management can take streamlining to another level.
Carolyn Cross has spent 12 years working in the environmental sector, editing three of the major titles for the recycling and sustainability industry – Recycling and Waste World, Resource, and LARAC members’ magazine, the Loop. In 2008, she began working independently in environmental communications as a public relations consultant and copywriter.
TACKLING WASTE, IN THE FORM OF TANGIBLE PRODUCTS OR INEFFICIENT TIME MANAGEMENT, IS HIGH ON THE AGENDA FOR THE MAJORITY OF BUSINESSES. FOR ENGINEERING COMPANIES WHICH DESIGN AND MANUFACTURE PRECISION EQUIPMENT, STREAMLINING OPERATIONS TO CUT OUT DEAD WOOD AND SLIM COSTS IS PART AND PARCEL OF THE PROCESS.
workings for equipment such as valves, hydraulic machinery, tractors and agricultural machines. Wm Lee contracts Birmingham-based precious metal recovery firm Betts Envirometal to collect and recycle its used x-rays, releasing 1,167kg of film over a three-month period in 2012, and resulting in a rebate to the value of £5,328. In October this year, the firm arranged for the additional recycling of around 2,800kg of film. At the time of writing, this material is still being processed, but the associated rebate is expected to be in the region of £9,854.
So if making money from used x-rays is so simple, why isn’t everyone doing it, and how does it work? Some companies practice on-site silver recovery, which does provide a source of income, but the machines used tend to offer a lower capture rate than commercial alternatives. Other organisations cling to film past retention dates, using up valuable space or incurring further storage costs instead of generating a more profitable revenue stream. The situation is compounded by the fact that different sites typically operate independently with no overall strategy and stores managers are often unaware that film records may be ripe for disposal.
W
A S T E & R
EC
YC
LIN
G•
FOC
US ON •
HOW TO WIN GOLD FOR RECYCLING

14 15ISSUE 21 www.eriks.co.uk/knowhow
Focus on Waste and Recycling Focus on Waste and Recycling
125 and countingIn its 125th year, NORRES Schlauchtechnik has committed to 125 innovations to mark the anniversary. Originally a manufacturer of mining fuses, the company began producing technical hoses and hose systems, cable protection systems and environmental solutions in the 1960s. Now they aim to lead the way in hose design and technology for their next 125 years.
Norres permanent antistatic hose solutions are designed for bulk materials transportation and suction. Extremely abrasion-proof as well as permanently antistatic, the hoses maintain their reliability throughout their service life, and offer a wider range of uses for a greater variety of bulk goods.
Tougher than rubberWhile rubber hoses might be the default choice of many, they are far from the most effective option for transporting abrasive solids at high flow rates.
Permanent Antistatic Hose Solutions for the Transportation and Suction of Bulk Materials
NORRES SCHLAUCHTECHNIK PRESENTS ITS WIDELY EXPANDED RANGE OF PERMANENTLY ANTISTATIC HOSES IN ITS ANNIVERSARY YEAR. THESE HOSES PROVIDE A PERMANENTLY CONSTANT CONDUCTIVITY WITHOUT ANY MIGRATING ANTISTATIC AGENTS. A PROPERTY WHICH STRENGTHENS THE RELIABILITY OF THESE HOSES IN THE EVERYDAY USE OF BULK GOODS AND AT THE SAME TIME SUBSTANTIALLY EXTENDS THE AREAS OF USE.
Extremely abrasion-proof and permanently antistatic
of a startled operator hit by a discharge.
The most effective measure is to prevent the problem in the first place, rather than simply protect against its effects. Choosing the correct permanently antistatic hose from NORRES ensures safety, reliability, long service life and lower costs.
More hose for your moneyWhen you choose NORRES permanent antistatic hose solutions, you don’t just get a length of hose. You also get a length of experience and expertise going back 125 years. So you can be sure of a solution which is tried, tested, and effective.
You can also be sure that there will be many more innovative NORRES’ solutions to come, to help you keep your hose transportation efficient, reliable and safe.
For these applications – such as fibres and chips – as well as for transporting powder and dust, the PROTAPE® PUR 301 AS has a flow-optimized wall of permanently antistatic premium polyurethane. Its abrasion resistance is 2.5-5 times higher than most rubber materials, which gives it a much longer service life – even when handling abrasive solids every day. This means less frequent hose replacement, lower maintenance costs and less downtime.
There’s no premium to pay for this performance either. The antistatic lining is available ex-warehouse at no additional cost, providing an electrical and surface resistance of < 109Ω.
Permanently antistatic plastic It’s not only heavyweight or abrasive materials which can be tough to transport successfully.
Paper and textile fibres, for example, cause their own particular problems, through the build-up of static that they create. However, NORRES have the answer, with
the NORPLAST® PUR-CU 385 AS hose.
This light suction and transport hose is made entirely of plastic, and supplied ex-warehouse in a permanently antistatic form.
Fitted with a grounding wire, it is conductive in accordance with TRBS 2153, as well as being abrasive-proof. Its permanent antistatic property makes it is especially suitable for use in de-dusting and suction plants, in industrial vacuum cleaners, and for suction of paper and textile fibres.
Also permanently antistatic is the flexible, light, NORPLAST® PUR 385 AS hose. This fully-plastic hose is a new addition to the NORRES range, suitable for transporting dust, powder or fibres. For applications where a heavier plastic, but still permanently antistatic, hose is required, the NORPLAST® PUR-CU 386 AS is now available with a non-migrating antistatic agent as standard. It comes with a grounding wire, and is conductive in accordance with TRBS 2153. For transportation of abrasive solids with high flow rates – in industrial vacuum
cleaners, pellet conveying systems, blowers and compressors, for example – this permanent antistatic version provides a new solution to suit even more applications.
As safe as hosesThe wrong hose can have far-reaching effects both on productivity and – even more worryingly – on safety. If a non-antistatic hose is used, transporting small quantities of solids can easily lead to electrostatic charging due to friction on the hose wall and within the medium itself. This can lead to a malfunction of the transport process – for example, in the electronic measuring and control devices involved in the process.
If sufficient static is created from friction, it can seek the first available discharge point. The real danger arises when this happens to be a human body – such as the operator’s – which comes into contact with the hose or connected equipment. This has serious safety implications – either due to the power of the discharge itself, or due to the reaction

16 ISSUE 21 www.eriks.co.uk/knowhow
Focus on Waste and Recycling
RENOLD ADVERT
The customer’s existing Flygt submersible pump, situated in a pit to pump leachate, failed frequently. When the pit overflowed as a result, tankers were needed to take away the leachate, at a cost of £10,000 per year. And when the pump needed its frequent maintenance or repair, it had to be removed – requiring access to the pit, which in turn required specialist training and equipment.
ERIKS answer was a pump which looked good – on the surface.
The one and onlySupplied by the sole UK and Eire agent/stockist for Gorman-Rupp pumps – Hydromarque Ltd. of Peterborough – the Gorman-Rupp Super T Series is a surface-mounted, fully self-priming, suction lift, solids handling pump. As the leading Gorman-Rupp range, Super T Series pumps have a robust construction (available in standard cast iron, 316 SST trim, full CD4MCu SST and G-R ADI Hard Iron), combined with extremely reliable and simple operation. The top-mounted pump can be maintained using common hand tools, without removing the pump or entering the pit – which also eliminates the need for overhead lifting equipment.
5 days to 25 yearsFrom the initial site survey by ERIKS and Hydromarque, to setting, supplying, installing and running the pump took just 5 days.
The average life of a submersible pump would be around 5 years, but Hydromarque still have Gorman-Rupp T Series pumps in the field up to 25 years old. So the customer not only got a reliable pump, but also one which helps to meet their carbon reduction and sustainability aims.
And as well as saving the earth, they saved a fortune. Based on the capital cost of the new pump compared with the constant refurbishment and tankering costs of the old installation, New Earth Solutions will see payback in just nine months.
WHEN NEW EARTH SOLUTIONS – A WASTE TREATMENT AND RENEWABLE ENERGY SPECIALIST – NEEDED A NEW PUMP, IT HAD TO BE AN EFFICIENT, RELIABLE, AND SUSTAINABLE SOLUTION. WITH THE HELP OF HYDROMARQUE LTD., ERIKS CAME UP WITH THE GOODS.
A SAVING THE (NEW) EARTH SOLUTION
Trevor EllottSales Director Hydromarque
www.renold.com/synergy
To find out how Renold Synergy canenhance your productivity, call us on;Tel: +44 (0)161 498 4600
Email: [email protected]
• Unbeatable wear and fatigue resistance
• Withstands shockloadings better than anyother standard chain
• Reduced initial wear
• Productivity improveswith Renold Synergy
Renold Synergy is the only high performance transmission chain on the market
LASTS 3 TIMESLONGER IN WEAR THAN
YOUR CURRENT CHAIN OR YOUR NEXT CHAIN IS FREE
3XXXX Renold Synergy Ad 210x280 v1_Layout 1 25/07/2012 10:43 Page 1
www.renold.com/synergy
To find out how Renold Synergy canenhance your productivity, call us on;Tel: +44 (0)161 498 4600
Email: [email protected]
• Unbeatable wear and fatigue resistance
• Withstands shockloadings better than anyother standard chain
• Reduced initial wear
• Productivity improveswith Renold Synergy
Renold Synergy is the only high performance transmission chain on the market
LASTS 3 TIMESLONGER IN WEAR THAN
YOUR CURRENT CHAIN OR YOUR NEXT CHAIN IS FREE
3XXXX Renold Synergy Ad 210x280 v1_Layout 1 25/07/2012 10:43 Page 1
www.renold.com/synergy
To find out how Renold Synergy canenhance your productivity, call us on;Tel: +44 (0)161 498 4600
Email: [email protected]
• Unbeatable wear and fatigue resistance
• Withstands shockloadings better than anyother standard chain
• Reduced initial wear
• Productivity improveswith Renold Synergy
Renold Synergy is the only high performance transmission chain on the market
LASTS 3 TIMESLONGER IN WEAR THAN
YOUR CURRENT CHAIN OR YOUR NEXT CHAIN IS FREE
3XXXX Renold Synergy Ad 210x280 v1_Layout 1 25/07/2012 10:43 Page 1

18 19ISSUE 21 www.eriks.co.uk/knowhow
Focus on Waste and Recycling Focus on Waste and Recycling
Maintaining operational efficiency – and minimising downtime – are key concerns for Sims, who can process up to 1,200 tonnes of scrap metal every single day at their Newport site. The metal is brought in by several regular customers as well as members of the public, and can include a huge variety of items.
For example, the company provides a recycling service for cars and other vehicles at the end of their life, and processes industrial scrap, domestic appliances and non-ferrous materials too. Once processed, the metal goes by rail from the site to various iron and steel works in the UK and abroad. In fact, around 2.5 million tonnes of metal is exported by Sims every year, with approximately 60% going to South East Asia.
With such large quantities of material to handle, it’s essential to keep the process operating at full capacity, which means minimising downtime for machine maintenance or replacement, and maximising reliability.
Space, the final frontierWhen one of their motors recently needed replacing, Sims decided that one of the
easiest ways to reduce downtime for the changeover would be to ensure the new motor fitted the footprint of the existing one.
By ensuring it occupied exactly the same space, installation would be speeded up, and the Sims team would be able to quickly complete testing and commissioning, and get the motor back on-stream as soon as possible.
The company did first consider other options – such as a new OEM unit or a motor repair – but in the end, the most cost-effective solution was for a new, bespoke, high voltage motor from WEG. As electrical engineer Wayne Oscroft of Sims’ Northern Region explained: “The experience of previously working with WEG, combined with their reputation, gave us the confidence to place another order with them.”
Showing their mettleWEG’s previous experience with Sims involved the supply of no fewer than 11 high voltage motors to power the company’s giant shredders.
These machines are fed by an inclined conveyor which transports everything received at the recycling sites – regardless
of the material it contains – into the shredder. Here, rapidly spinning hammers tear it to pieces, and the fragments that result are then sorted into different categories. All ferrous material which is separated out is sold back to the metals industry for melting down and re-using.
Clearly, this is a harsh and demanding environment for any equipment to operate in, and the requirement for maximum reliability to provide continuous operation makes it even tougher for the motor which drives the shredder. However WEG’s experience reassured Sims that they could rely on them to deliver, despite the difficulties of designing and engineering the new motor to fit precisely into the existing footprint.
Measuring upWEG’s engineers recommended a WEG ‘M’ Line motor to fit the bill – and the footprint.
Designed for larger applications in an output range of up to 20MW and a voltage range up to 13,800V, ‘M’ Line motors are also built to be tough. For starters, the motor has a design which provides excellent structural strength with low levels of vibration and noise. Then it is engineered from robust cast iron or welded
Fit for purposeSOMETIMES, IT’S NOT THE OUTPUT VOLTAGE, TORQUE, SPEED OR EVEN THE COST OF A MOTOR WHICH DETERMINES A CUSTOMER’S CHOICE. IT’S SIMPLY WHETHER OR NOT IT FITS. THAT WAS THE MAIN CONCERN FOR SIMS METALS MANAGEMENT WHEN THEY ASKED WEG TO SUPPLY A NEW HV MOTOR FOR THEIR METAL RECYCLING PLANT IN NEWPORT, WALES.
steel plate, to ensure it can take whatever the application throws at it.
For exceptional flexibility of installation, ‘M’ Line motors offer eight different methods of cooling, so customers can choose the one which best fits the constraints of their particular application.
In this particular case, WEG engineers visited Sims’ Newport site to assess the required location, and take highly accurate measurements from the existing machine. This included precise dimensions of the drive shaft, as well as the positioning of the motor’s fixing points. The new ‘M’ Line motor was then designed with a casing which exactly matched up to the old motor’s in every respect.
Fast, fitted, efficientOnce all the necessary measurements had been taken for the WEG design team, design and engineering of the new motor was quick and efficient, and it was soon delivered to the Sims’ site, ready for installation without any additional engineering required to fit the footprint.
Even allowing for testing and commissioning, the result was a minimal break in production before the new 6.6kV. 3MW motor was up and running, efficiently and reliably.
“The new motor was installed by our engineers without any problems,” said Wayne Oscroft, “and it has been performing at more than 95% efficiency, which is excellent for this size of motor.”
So whether you need a motor which fits an existing footprint, fits a budget, or which you can simply rely on for its performance and efficiency, you can be sure there’s a WEG motor that’s fit for purpose.

20 21ISSUE 21 www.eriks.co.uk/knowhow
Focus on Waste and Recycling Focus on Waste and RecyclingGettin
g to the bottom of it WHEN CUSTOMERS CONTACT ERIKS FOR A QUOTATION, THEY OBVIOUSLY
KNOW WHAT THEIR BASIC PROBLEM IS THAT NEEDS ADDRESSING. THEY OFTEN
ALSO HAVE THE SOLUTION IN MIND, EVEN IF THEY DON’T TELL ERIKS AS MUCH.
BUT ERIKS REPAIR OR REPLACE APPROACH TO PROBLEMS, COUPLED WITH
COMPREHENSIVE ENGINEERING AND APPLICATION EXPERIENCE, MEANS THAT
THE ULTIMATE SOLUTION THE COMPANY DELIVERS IS OFTEN VERY DIFFERENT,
VERY MUCH BETTER, AND GETS TO THE VERY BOTTOM OF THE PROBLEM
New gearboxOld gearbox
Andy SillisTechnical ManagerERIKS
One such challenge began life as a request to refurbish an existing Picket Fence Thickener at Beckton Sewage treatment works in east London. This is one of Europe’s largest sewage works, the fourth largest such works in the world, and currently serves 3.5 million people – though most of them will never even think about it. However that’s exactly how its operators like it. Most people only think about sewage when something goes wrong with its removal.
Fortunately, the problem that got ERIKS called in wasn’t at that stage yet.
A sinking feelingAnyone who has ever passed by a sewage works will have noticed their most prominent feature: the large circular tanks, however what you cannot see is the revolving picket fence suspended on a slewing ringin the middle of the tank driven by a gearbox mounted on top.
As it rotates, this ‘fence’ creates vertical voids in the sewage sludge in the tank, which allow water and micro-bubbles to rise to the surface, so the sewage sludge thickens and sinks to the bottom. At Beckton works, this thickened sludge is then used to power an on-site Sludge Powered Generator.
The problem at the Beckton works was the repeated failure of the Picket Fence Thickeners (PFTs), caused by the tanks regularly over-filling with sludge. This sludge then contaminated the slewing rings, which in turn led to a complete seizure of the rolling element raceways.
Rather than simply refurbishing the Picket Fence so it could fail again, ERIKS’ engineers wanted to know what else lay behind the failure.
Only humanAs in many cases of machine failure, ERIKS’ discovered there was a human element involved.
Their initial assessment found that the existing drives had a worm gearbox installed, complete with a torque limiter. As well as the rolling element raceways, the torque limiters were also seizing in place, due to the atmospheric conditions. As soon as this occurred, the drives’ mechanical protection became non-operational, and the electronic overload limits were activated.
This activation led the plant operators to believe the plant was nuisance tripping. So they simply increased or bypassed the overload limits, to keep the thickened sludge production going. If this continued, it was obvious that the slew rings would eventually collapse entirely, the PFT roofing structures would sag, and the whole plant would be rendered redundant.
Cause and effectThe first step for Andy Sillis, Technical Manager from ERIKS Dartford, was a detailed inspection and assessment to determine the best course of action – a course which would not simply postpone the problem until it happened again, but permanently cure the root cause.
Andy realised what was obvious but had not been considered: that by eliminating the contamination entirely,
the slewing rings would no longer seize up. To do this meant raising the slewing rings clear of the sludge, which required the fabrication of two entirely new supporting spool pieces. His inspection also revealed that the driving gearbox was coming to the end of its service life, so a recommendation was made to replace this with a new planetary drive. This would mean many more service hours than the old unit would provide, and greater torque output and greater efficiency.
To prevent human error or misplaced intervention, the torque limiter was replaced with a new Mayr internally-sealed FTL series, which has a manual resetting feature to prevent tampering by the operators. New slew rings – and an adaptor plate for mounting – were manufactured and fitted, and the existing greasing system was replaced with a positive displacement powered grease dispenser. Lastly, to incorporate the new design, the entire supporting structure needed to be raised and a newly-fabricated supporting frame installed.
Once the existing drive had been removed by crane, and the new equipment installed, a newly-fabricated walkways structure was placed on top, and the electrical connections and lubrication system set-up ready to go.
With the project completed, the PFT was set in motion once more. Production of the thickened sludge got under way again to the great relief of 3.5 million Londoners – if they’d ever known there had been a problem.
Andy SillisTechnical ManagerERIKS

Energy savings
22 23ISSUE 21 www.eriks.co.uk/knowhow
airEnergy savings
There’s stupid, there’s smart, and then there’s intelligent. And the new Festo MS6-E2M is definitely the last one of those. Because it doesn’t just do the absolute minimum (stupid), or even just do what it’s told (smart). It actually thinks for itself (intelligent).
Better still, this new service unit for compressed air systems uses its intelligence to do something really useful: save energy. So the more it does, the less you have to, to save energy and cut costs.
No wonder the E2M was a finalist for the German Energy Efficiency Award 2014.
It’s also equally effective whether you want to add it to a new, already energy-efficient machine – to make it more energy-efficient than ever – or whether you want to retrofit it to an older installation that needs to meet increasing demands for energy-saving productivity.
Downtime efficiencyJust because a machine isn’t producing, doesn’t mean it’s not consuming energy – either by idling or – in the case of compressed air – through leakage. But with the E2M module it’s possible to make even downtime more energy-efficient.
When setting up, you can quickly and easily specify parameters using an MMI manual input device or Profibus, to allow the module to detect at any time whether the machine it’s connected to is in production operation or not. If the module establishes that the machine is not operating, it can shut off the compressed air supply. That means there’s no possibility of expensive compressed air escaping through any leaks that may exist in the system.
It’s the same principle as the automatic stop/start system in many of today’s cars, and it helps to save energy and money just as effectively.
Looking for leaksGiven that so many compressed air systems do run with a low level of ‘acceptable’ leakage, a shut-off of the air supply is clearly a simple and effective way to save energy. However, prevention is even better than cure, so the E2M also detects leaks so you don’t have to.
Unlike a human operator, the E2M works even when it’s not working. Or in other words, even when it’s in shut-off mode, it continually checks the compressed air system for leaks.
All you have to do is pre-define a value for a pressure drop, and if the module detects it, it will signal an alert to the plant control system. This means that leaks are detected before too much air, energy and money is wasted, and repairs or maintenance can be carried out in good time to maintain productivity and efficiency.
An additional option – useful if the E2M is connected to particularly complex production processes – allows the compressed air to be switched on and off manually. Plant operators can deactivate automatic standby detection and instead specify via a PLC when a machine is or isn’t in production operation.
The power of informationReal-time information about your compressed air system gives you the power to act to maintain its efficiency and productivity. So the MS6-E2M incorporates an active condition monitoring feature.
The module can be fully integrated into a machine control system, via Profibus, so that it can regularly exchange information such as energy consumption data and machine availability. With up-to-date energy- and process-related data available at all times, any changes in the system’s performance or energy consumption will soon be spotted, and the cause can be quickly found and dealt with.
Measured values for flow rate, air consumption and pressure can all be called up at any time, as the basis for continuous intelligent energy monitoring of a machine.
For example, do you know whether your plant is consuming more air flow today than it was, say, at this time last year? With the E2M installed, you can use the data it gathers to help you make exactly that kind of comparison. Or you can use it to tell you how much compressed air is needed for a particular production batch, or whether the air pressure is correctly adjusted.
And if the worst happens and a machine breaks down, the data will tell you how high the pressure and flow rate were at the time of failure, which can help you to identify the cause of the breakdown more quickly.
Simple isn’t simpleIt takes a highly intelligent piece of equipment to make things look simple. But that’s exactly what the Festo MS6-E2M energy-efficiency module does.
It uses innovative intelligence to make it simple to use compressed air more efficiently, which reduces your energy consumption and cuts your fuel bills.
So you don’t have to be a genius to see the benefits of the E2M. But you’d be daft if you didn’t take advantage of them.
Intelligenceis in the
CONVENTIONAL SERVICE UNITS FOR COMPRESSED AIR SYSTEMS ARE
SEVERELY LIMITED IN HOW MUCH THEY CAN DO. BUT AN INNOVATIVE
NEW SERVICE UNIT SYSTEM FROM FESTO AUTOMATICALLY MONITORS
AND REGULATES YOUR SYSTEM, TO MAKE IT EASY TO SAVE ENERGY.
UNLIKE A HUMAN
OPERATOR, THE E2M
WORKS EVEN WHEN
IT’S NOT WORKING.
OR IN OTHER WORDS,
EVEN WHEN IT’S IN
SHUT-OFF MODE, IT
CONTINUALLY CHECKS
THE COMPRESSED AIR
SYSTEM FOR LEAKS.
Best practice
24 25ISSUE 21 www.eriks.co.uk/knowhow
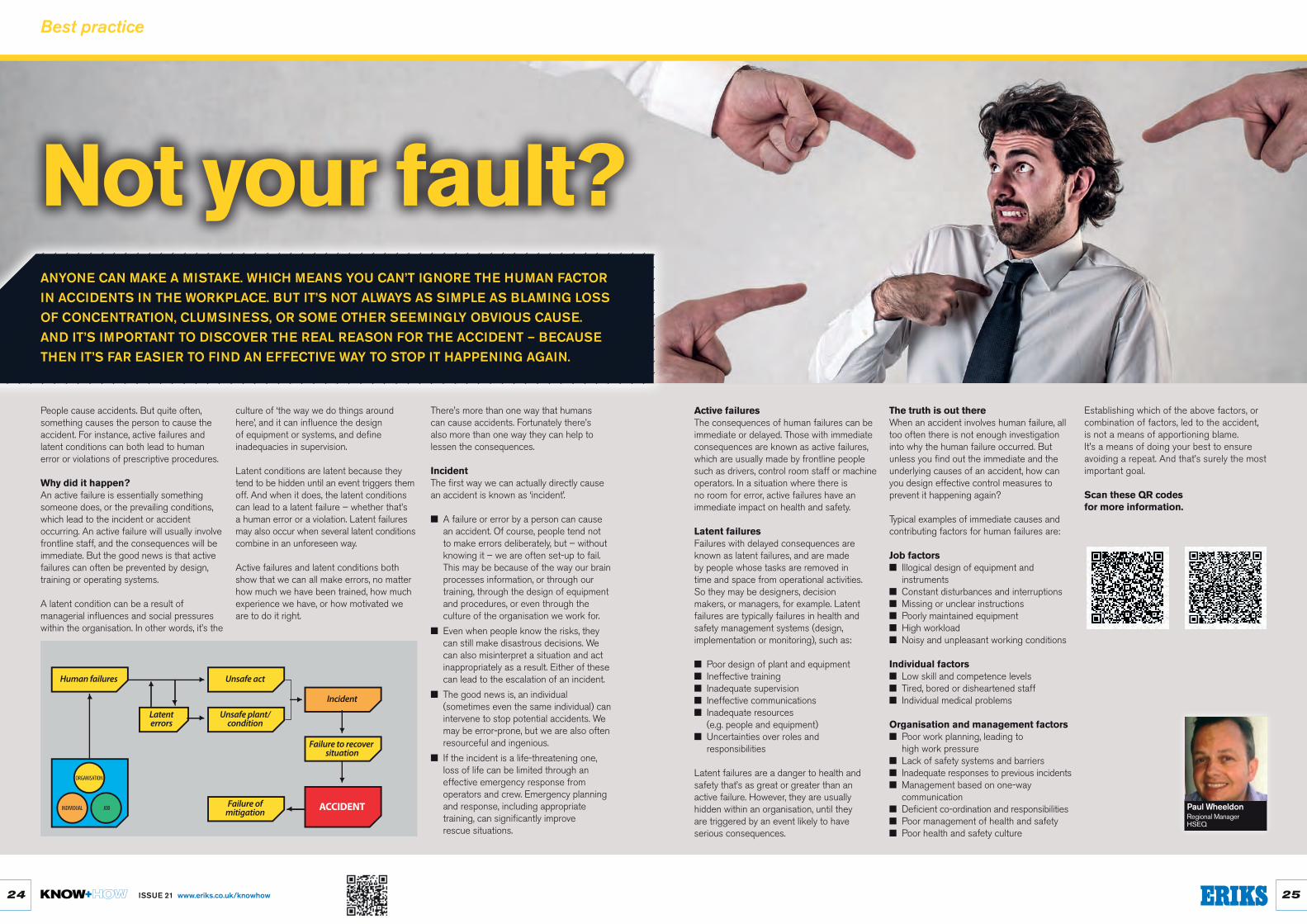
People cause accidents. But quite often, something causes the person to cause the accident. For instance, active failures and latent conditions can both lead to human error or violations of prescriptive procedures.
Why did it happen?An active failure is essentially something someone does, or the prevailing conditions, which lead to the incident or accident occurring. An active failure will usually involve frontline staff, and the consequences will be immediate. But the good news is that active failures can often be prevented by design, training or operating systems.
A latent condition can be a result of managerial influences and social pressures within the organisation. In other words, it’s the
culture of ‘the way we do things around here’, and it can influence the design of equipment or systems, and define inadequacies in supervision.
Latent conditions are latent because they tend to be hidden until an event triggers them off. And when it does, the latent conditions can lead to a latent failure – whether that’s a human error or a violation. Latent failures may also occur when several latent conditions combine in an unforeseen way.
Active failures and latent conditions both show that we can all make errors, no matter how much we have been trained, how much experience we have, or how motivated we are to do it right.
The human spanner in the works
There’s more than one way that humans can cause accidents. Fortunately there’s also more than one way they can help to lessen the consequences.
IncidentThe first way we can actually directly cause an accident is known as ‘incident’.
n A failure or error by a person can cause an accident. Of course, people tend not to make errors deliberately, but – without knowing it – we are often set-up to fail. This may be because of the way our brain processes information, or through our training, through the design of equipment and procedures, or even through the culture of the organisation we work for.
n Even when people know the risks, they can still make disastrous decisions. We can also misinterpret a situation and act inappropriately as a result. Either of these can lead to the escalation of an incident.
n The good news is, an individual (sometimes even the same individual) can intervene to stop potential accidents. We may be error-prone, but we are also often resourceful and ingenious.
n If the incident is a life-threatening one, loss of life can be limited through an effective emergency response from operators and crew. Emergency planning and response, including appropriate training, can significantly improve rescue situations.
Not your fault?
Active failuresThe consequences of human failures can be immediate or delayed. Those with immediate consequences are known as active failures, which are usually made by frontline people such as drivers, control room staff or machine operators. In a situation where there is no room for error, active failures have an immediate impact on health and safety.
Latent failuresFailures with delayed consequences are known as latent failures, and are made by people whose tasks are removed in time and space from operational activities. So they may be designers, decision makers, or managers, for example. Latent failures are typically failures in health and safety management systems (design, implementation or monitoring), such as:
n Poor design of plant and equipmentn Ineffective trainingn Inadequate supervisionn Ineffective communicationsn Inadequate resources
(e.g. people and equipment)n Uncertainties over roles and
responsibilities
Latent failures are a danger to health and safety that’s as great or greater than an active failure. However, they are usually hidden within an organisation, until they are triggered by an event likely to have serious consequences.
The truth is out thereWhen an accident involves human failure, all too often there is not enough investigation into why the human failure occurred. But unless you find out the immediate and the underlying causes of an accident, how can you design effective control measures to prevent it happening again?
Typical examples of immediate causes and contributing factors for human failures are:
Job factorsn Illogical design of equipment and
instrumentsn Constant disturbances and interruptionsn Missing or unclear instructionsn Poorly maintained equipmentn High workloadn Noisy and unpleasant working conditions
Individual factorsn Low skill and competence levelsn Tired, bored or disheartened staffn Individual medical problems
Organisation and management factorsn Poor work planning, leading to
high work pressuren Lack of safety systems and barriersn Inadequate responses to previous incidentsn Management based on one-way
communicationn Deficient co-ordination and responsibilitiesn Poor management of health and safetyn Poor health and safety culture
Establishing which of the above factors, or combination of factors, led to the accident, is not a means of apportioning blame. It’s a means of doing your best to ensure avoiding a repeat. And that’s surely the most important goal.
Scan these QR codes for more information.
ANYONE CAN MAKE A MISTAKE. WHICH MEANS YOU CAN’T IGNORE THE HUMAN FACTOR IN ACCIDENTS IN THE WORKPLACE. BUT IT’S NOT ALWAYS AS SIMPLE AS BLAMING LOSS OF CONCENTRATION, CLUMSINESS, OR SOME OTHER SEEMINGLY OBVIOUS CAUSE. AND IT’S IMPORTANT TO DISCOVER THE REAL REASON FOR THE ACCIDENT – BECAUSE THEN IT’S FAR EASIER TO FIND AN EFFECTIVE WAY TO STOP IT HAPPENING AGAIN.
Paul WheeldonRegional Manager HSEQ
Human failures Unsafe act
Incident
Failure to recover situation
ACCIDENT
Unsafe plant/condition
Latenterrors
Failure ofmitigation
ORGANISATION
INDIVIDUAL JOB

ISSUE 17 www.eriks.co.uk/knowhow26
The Tig
Industry 4.0 needs to be rescued from over-excited techies
“Industry 4.0 is in its infancy but already I’m feeling tired of it and
I suspect I’m not alone. Pick up any trade magazine, or go online to read a blog and you risk being stampeded by Industry 4.0 ‘experts’ all vying for pole position in the race to explain what it actually is.
The problem is that many of these experts fall back too easily into ‘tech’ speak, using phrases like ‘machine to machine communication’ or ‘the internet of things’ or ‘cyber physical systems’, ‘big data’ and ‘connectivity’.
All of these terms are fantastically vague and usually leave the reader scratching their head with a bemused look on their face.
Aware that they are losing their audience, their next tactic is to try and explain it in layman’s language. It usually goes something like this: “You, Mr Production Director, will be able to lie in bed and switch on that lathe, pump, fan, motor or drive using your laptop or iPhone. What about that then?”
The problem is that most Production Engineers and Operations Directors are
very pragmatic people who don’t want to lie in bed but do want answers to two key questions, namely what is it and what can it do for me?
Well, if you Google ‘Industry 4.0’ you will find out that it is, apparently, the fourth industrial revolution, the first three being the use of steam in production processes in the 18th century, mass production in the early 20th century and our current revolution, namely the use of computers and electronics.
That all sounds a bit hyperbolic when in reality it is a German government initiative, in partnership with a number of major German industrial organisations, which promotes the further computerisation of manufacturing industry. The goal is to produce smarter factories which are more resource efficient, more productive and more competitive in a globalised economy.
Everyone keeping up? Good, then I’ll continue. The best explanation I have read so far is that everything from your wastewater pumps, through to your horizontal machining centre and factory heating system will be
connected to a network which is constantly monitoring, analysing and storing data.
Not only that, it will then act upon that data, so that if the ambient temperature gets too high in your factory for example, which has the potential to affect the accuracy of a finished product coming off a lathe, the system will recognise the problem and deploy countermeasures to deal with it.
So, should Production Directors be marching into work today and demanding greater connectivity in order that their ceiling fans can talk to their milling machines?
In short, no, at least not yet. The truth of the matter is that Industry 4.0 is going to be a decade long journey or more. The groundwork is being done as we speak to create the digital platforms, protocols and connections that will enable us to create the smart factories of the future, but we aren’t there yet.
“
Stronger. Commitment. Stronger. Value. Stronger. Worldwide. Stronger. Together. I Stronger. By Design.
Timken® Spherical Roller Bearing Solid-Block Housed Units
When your equipment faces harsh environments, you need a roller bearing housed units rugged enough
to outlast tough conditions and deliver exceptional performance.
Timken spherical roller bearing solid block housed units withstand the impact of falling debris and handle up to + 1.5 degrees of
misalignment. Made of cast-steel housings and durable seals, Timken spherical roller bearing solid-block housed units offer
protection from contaminants.
The new range of RX Maintenance Sprays is a complete line-up of readily available products designed
to cover the most common industrial applications.
Less is More with RX® Maintenance Sprays
With an ever-increasing choice of maintenance sprays on the market today, it can be challenging to identify the most compatible solutions for your requirements. Keeping up to date with the latest technology, additives and performance claims can be equally confusing.
It is with this in mind that we have developed the RX Maintenance range, which allows you to source all the core products your workshop needs from a single supplier.
Each product in this series has been handpicked by ERIKS lubrication engineers to cover as wide a range of applications as possible across a variety of industrial sectors, whilst always maintaining the very best in performance and compliance.
Because sometimes less is more.Order your RX® Maintenance Sprays today.Call 0800 006 6000 or visit www.eriks.co.uk