ergo mopp - diva portal
TRANSCRIPT

ISRN UTH-INGUTB-EX-M-2010/08-SE
Examensarbete 15 hpJuni 2010
Ergo MoppFrån koncept till produkt
Tobias Kamf

Teknisk- naturvetenskaplig fakultet UTH-enheten Besöksadress: Ångströmlaboratoriet Lägerhyddsvägen 1 Hus 4, Plan 0 Postadress: Box 536 751 21 Uppsala Telefon: 018 – 471 30 03 Telefax: 018 – 471 30 00 Hemsida: http://www.teknat.uu.se/student
Abstract
Ergo Mopp
Ergo Mop
Tobias Kamf
This thesis describes the work process and the results for the development of a newkind of ergonomic cleaning mop, ranging from basic concept to a virtually productionready digital prototype. The project was made in cooperation with, Ömer Altun, whowas also the project supervisor, and whose plan it is to launch this new product onthe market in a foreseeable future. The mop is meant to be used by both professionalcleaning staff and ordinary home users. What makes this product unique is that it hasa movable center piece that simplifies the cleaning under low furniture.
The work began with the establishment of a product requirements specification andlater a study of similar products and existing functional models was conducted. Afterthese surveys the work began with refining the existing concepts in order to makethem more complete. In consultation with Ömer, further refining of one of these newconcepts was conducted, but was split into seven smaller steps.
After the initial refining process, effort shifted into the investigation and selection ofappropriate materials and manufacturing methods. At this stage, two experimentswere also conducted and subsequently used to support the final decisions concerningthe choice of materials and design.
When the materials and methods were adopted, a detailed CAD model of the wholeproduct and related technical drawings was made and also a number of FEM-analyseson all critical details, to ensure that performance requirements were met, wasconducted. These CAD models are closer described in detail in the chapter“Detaljkonstruktion”. In the final sections of discussion and evaluation are suggestions for furtherimprovements. And also some evaluation of the work process and the problems andsolutions encountered during the project execution.
ISRN UTH-INGUTB-EX-M-2010/08-SEExaminator: Claes AldmanÄmnesgranskare: Lars DegermanHandledare: Ömer Altun
SammanfattningDetta examensarbete beskriver arbetsgången och resultatet för utvecklingen av en ny typ av ergonomisk städmopp, från koncept till en nästintill produktionsklar digital prototyp. Produkten är framtagen för projektets handledare och uppdragsgivare, Ömer Altun, vars plan är att lansera denna produkt på marknaden inom en överskådlig framtid. Moppen är tänkt att användas av såväl professionell städpersonal som vanliga hemmaanvändare. Moppens unika egenskap ligger i att den har en skjutbar mittpunkt som förenklar städningen under låga möbler.
Arbetet inleddes med att en produktkravsspecifikation fastställdes samt att en undersökning av liknande produkter och existerande funktionsmodeller genomfördes. Efter dessa undersökningar inleddes ett arbete med att försöka förfina de existerande koncepten och göra dem mer kompletta. I samråd med uppdragsgivaren förfinades sen ett av dessa koncept ytterligare i sju mindre delsteg.
Efter dessa förbättringssteg inleddes ett arbete med att utreda och välja lämpliga material och tillverkningsmetoder. I detta skede utfördes även två experiment som senare användes som stöd för de slutgiltiga besluten gällande materialval och dimensionering.
När material och metod var fastställda gjordes en noggrann CAD-modell av produkten med tillhörande tekniska ritningar samt FEM-analyser på alla kritiska detaljer. Detta för att säkerställa att funktionskraven uppfylldes. CAD modellerna finns beskriva i detalj under kapitlet Detaljkonstruktion.
I den avslutande delen med diskussion och slutsats finns förslag på ytterligare förbättringar av produkten samt en utvärdering av arbetsgången och de problem samt lösningar som uppstått under projektets utförande.
Nyckelord:
städning, mopp, CAD, plastkonstruktion, produktutveckling, FEM-analys, extrudering, formsprutning.
I
FörordDen här rapporten är resultatet av mitt examensarbete som har utförts vid Ångströmslaboratoriet, Uppsala på uppdrag av Ömer Altun under våren 2010. Detta examensarbetet är även den avslutande delen av min utbildning på Maskiningenjörsprogrammet vid Uppsala Universitet.
Jag vill rikta ett stort tack till Ömer Altun för att han gett mig möjligheten att genomföra detta arbete. Tack även till Henrik Hermansson för hans hjälp med FEM-analyserna samt till Tim Bowden och Jöns Hilborn för deras hjälp med att utröna vilka plaster som kan vara lämpliga för konstruktionen.
Tack till min ämnesgranskare Lars Degerman för snabba svar på allmänna frågor och tips om vilka personer man kan vända sig till för ytterligare svar.
Uppsala, Maj 2010
Tobias Kamf
II
Innehållsförteckning1 Inledning................................................................1
1.1 Bakgrund..........................................................................11.2 Problembeskrivning..........................................................1
1.2.1 Produktkrav.........................................................................................21.3 Metodik och arbetsgång...................................................3
1.3.1 Beroendeträdet, ett komplement.........................................................41.4 Avgränsningar...................................................................61.5 Mål och kriterier för utvärdering........................................6
2 Undersökningar och konceptförfining..............72.1 Undersökning av funktionsmodeller..................................7
2.1.1 En närmare titt på funktionsmodellen.................................................72.1.2 En närmare titt på konceptet med skenor...........................................9
2.2 Undersökning av konkurrerande produkter.....................102.3 Konceptförfining..............................................................10
2.3.1 Konceptförfining 1: Reducera antal delar..........................................112.3.2 Konceptförfining 2: Utanpåliggande fjäder........................................122.3.3 Konceptförfining 3: Estetiskt ”optimering” ........................................13
3 Tillverkningsmetoder och materialval .............143.1 Val av tillverkningsmetoder.............................................14
3.1.1 Extrudering (strängpressning)...........................................................143.1.2 Designkriterier vid extrudering..........................................................153.1.3 Formsprutning...................................................................................163.1.4 Designkriterier för formsprutning.......................................................16
3.2 Materialstudie: Aluminium...............................................173.3 Materialstudie: Plaster....................................................18
3.3.1 Nylon.................................................................................................183.3.2 Experiment: Nylons svällning i vatten...............................................193.3.3 POM..................................................................................................21
4 Detaljkonstruktion..............................................224.1 Experiment: Krafter på funktionsmodell..........................224.2 Beräkning av böjkraft på fjädern.....................................25
4.2.1 Bakgrund...........................................................................................254.2.2 Teori...................................................................................................25
4.3 Slutgiltig design..............................................................274.3.1 Montage............................................................................................274.3.2 Skenan..............................................................................................294.3.3 Glidaren.............................................................................................314.3.4 Fjäder................................................................................................344.3.5 Ändskydd...........................................................................................37
III

5 Slutsats och utvärdering...................................385.1 Mål..................................................................................385.2 Produkkrav.....................................................................39
6 Diskussion och förslag till fortsatt arbete........407 Referenser...........................................................41
7.1 Litteratur:........................................................................417.2 Muntligt...........................................................................417.3 Internet...........................................................................42
8 Bilagor.................................................................43
TabellförteckningTabell 3.1: Urvalsmatrisen..............................................................................................17
Tabell 3.2: Resultat från mätningarna.............................................................................20
Tabell 4.1: Resultat från kraftmätningarna.....................................................................24
IV
IllustrationsförteckningIllustration 1.1: Beroendeträdet.........................................................................................5Illustration 2.1: Funktionsmodellen ovanifrån..................................................................7Illustration 2.2: Detaljbild av glidaren...............................................................................8Illustration 2.3: Modellen sedd snett ovanifrån.................................................................9Illustration 2.4: Modellen sedd framifrån..........................................................................9Illustration 2.5: Några av de detaljer som undersöktes...................................................10Illustration 2.6: Glidaren med en fjäder detalj monterad under.......................................11Illustration 2.7: Skenans sidoprofil..................................................................................11Illustration 2.8: Glidare med fjäder..................................................................................12Illustration 2.9: Insidan av fjädern...................................................................................12Illustration 2.10: Glidare med fjäder................................................................................13Illustration 2.11: Skenans högra ände med tillhörande ändskydd...................................13Illustration 3.1: Princip för extrudering...........................................................................14Illustration 3.2: Exempel på extruderade produkter........................................................15Illustration 3.3: Principskiss formsprutning....................................................................16Illustration 3.4: Material till experiment..........................................................................19Illustration 3.5: Bladfjädrar i POM för användning i större RC modellbilar..................21Illustration 4.1: Material till experiment..........................................................................22Illustration 4.2: Experimentuppställning, mätomgång 1.................................................23Illustration 4.3: Böjning av balk med enkelt moment i ena änden..................................25Illustration 4.4: Moppen monterad med ett dummy-skaft...............................................27Illustration 4.5: Moppen isärmonterad och uppdelad......................................................28Illustration 4.6: Skenan sedd ovanifrån...........................................................................29Illustration 4.7: Skenan sedd från sidan...........................................................................29Illustration 4.8: Skenan sedd från sidan, original sketch.................................................29Illustration 4.9: Spänningarna (von Mises) i skenan sedd underifrån.............................30Illustration 4.10: Glidaren sedd från sidan med vänster halva snittad.............................31Illustration 4.11: Glidaren sedd underifrån......................................................................32Illustration 4.12: Glidaren sedd ovanifrån.......................................................................32Illustration 4.13: Glidaren sedd bakifrån.........................................................................33Illustration 4.14: Glidarens utböjning vid en 15kg last...................................................33Illustration 4.15: Låsklaffarna sedda från sidan..............................................................34Illustration 4.16: Fjädern sedd bakifrån...........................................................................34Illustration 4.17: Fjädern sedd ovanifrån.........................................................................35Illustration 4.18: FEM-beräkning av fjäderns spänningar(von Mises) ...........................36Illustration 4.19: FEM-beräkning av när fjädern stoppas................................................36Illustration 4.20: Ändskyddet sett bakifrån.....................................................................37Illustration 4.21: Ändskyddet sett framifrån....................................................................37Illustration 4.22: Ändskyddet sett ovanifrån...................................................................37
V

Kap.1 Inledning
1 InledningDetta kapitel beskriver arbetets första fas med planering, genomgång av metodiken samt projektets bakgrund, mål och avgränsningar.
1.1 BakgrundVid städning under låga möbler med en vanlig mopp krävs det i dagsläget att användaren böjer överkroppen, en obekväm och potentiellt skadlig ställning, för att komma åt under hela möbeln. Detta sliter onödigt mycket på personen och orsaker därigenom både personligt lidande och extra kostnader för företaget.
Som en lösning på detta problem har en idé till en ny typ av städmopp formats. Det nya konceptet gör det möjligt att komma åt under låga möbler utan att behöva gå ner i en lägre, oergonomisk, ställning. Idén bygger på ett patent som gör det möjligt att flytta moppens skaftfäste i sidled under användning.
Lösningen var vid detta examensarbetes början patenterad och en grundläggande funktionsmodell fanns. Dock saknades en komplett, fysisk produkt, med tillhörande underlag.
1.2 ProblembeskrivningI samråd med uppdragsgivaren fastställdes uppgiften (och således även problemet till) att att utveckla ett nytt mera utförligt koncept baserat på de nuvarande funktionsmodellerna och patentet. Till en början fanns även en ambition att göra ett andra koncept konstruerat helt i plast, men denna ambition fick under arbetets gång lov att ges upp så att mer tid kunde läggas på att förfina det huvudsakliga konceptet.
Det huvudsakliga konceptet är inriktat mot den professionella städmarknaden med hög kvallitet och lång livslängd som mål. Det andra konceptet, det som senare prioriterades bort, var tänkt att anpassas för den mera kostnadsmedvetna, normala, hemma-användaren.
Det slutgiltiga konceptet är även tänkt att vara anpassat för masstillverkning. Med fokus på att minimera tillverkningskostnaden och maximera produktiviteten men samtidigt vara estetiskt tilltalande för kunden.
1

Kap.1 Inledning
1.2.1 ProduktkravProduktkraven var det första som fastställdes när arbetet med projektet dragits igång. Detta för att fastställa de ramar och mål som projektet bör hålla sig inom och uppfylla. Nedan följer en sammanfattning1 av de viktigaste kraven:
• Produktens huvudsakliga funktion skall vara att avlägsna damm och smuts från större plana ytor samt under eventuella möbler på dessa ytor.
• Produkten ska vara intuitivt utformad för att kunna användas av på området icke utbildade personer.
• Användaren ska med en fot, i en kontinuerlig rörelse, kunna lösgöra låsmekanismen och flytta skaftets fästpunkt.
• Moppen ska kunna monteras helt utan hjälp av extra verktyg.
• Produkten ska klara normala sammanstötningar med väggar och föremål utan att låsmekanismen ska frigöras. Låsmekanismen ska dock frigöras vid hårdare sammanstötningar för att skydda övriga komponenter.
• Produkten ska vara kompatibel med nu, på marknaden, existerande standardkomponenter.
• Produkten får bestå av max 5 unika komponenter.
1 För alla produktkrav se bilaga 1: Produktkravsspecifikation
2

Kap.1 Inledning
1.3 Metodik och arbetsgångMed projektplanen2 som stöd sattes följande arbetsgång upp för utvecklingsarbetet av ErogMopp:
1. Bestäm i samråd med uppdragsgivaren en produktkravsspecifikation som beskriver alla, för utvecklingsarbetet, viktiga krav och betänkligheter.
2. Undersök de existerande funktionsmodellerna och koncepten samt ett antal konkurrerande produkter för att få förståelse för produktfamiljen och inspiration till eventuella lösningar.
3. Generera nya koncept som uppfyller kraven och löser problemet samt förfina dessa eller de redan existerande koncepten till en brukbar produkt.
4. Gör en utredning av vilka material som kan tänkas passa till de olika komponenterna samt fastslå vilken hänsyn till dessa materials möjligheter och begränsningar som behöver tas vid detaljernas design.
5. Fastslå vilka tillverkningsmetoder som är lämpligast att använda vid produktion med fokus på kostnad och produktionstakt.
6. Detaljkonstruera, med hjälp av CAD, samtliga egendesignade ingående komponenter.
7. Utför hållfasthets och funktionsberäkningar på de viktigaste komponenterna för att säkerställa produktens funktionalitet.
8. När detaljkonstruktionen och beräkningarna är avklarade ska fullständiga ritningar på alla egendesignade komponenter göras.
(Det framkom senare att dessa ritningar dock ej behövde vara fullständiga utan bara skulle användas i offererings syfte mot tänkta tillverkare. Det företag som kommer tillverka den slutgiltiga produkten kommer istället att använda själva CAD-filen som bas för sin produktion.)
9. När alla ovanstående steg är avklarade ska en större genomgång, validering, ske mellan uppdragsgivaren och utföraren för att säkerställa att båda parter är nöjda. Om båda parter är nöjda kommer här arbetets resultat att överlämnas till uppdragsgivaren och arbetet gentemot denne anses som avklarat.
10. Den sista tiden på arbetet är avsatt till rapportskrivning, sammanställning och utvärdering av projektet.
2 Se bilaga 2: Projektplan
3

Kap.1 Inledning
1.3.1 Beroendeträdet, ett komplement.Beroendeträdet ligger inte med i originalplaneringen av arbetet utan uppkom under arbetets gång i samband med materialstudien.
Trädet skapades som en metod att strukturera upp arbetet, något som behövdes då mängden dokument skenade och det rådde stor osäkerhet i vad som behövde göras och i vilken ordning. Trädet är inte helt olikt den mer kända produktutvecklingstratten.
Trädet strukturerades så att det som behövde göras först låg längst ner, därifrån gick pilar till de saker som använde denna information för att kunna gå vidare. Varefter de olika delmomenten avklarades, markerades de med grön färg.
De påbörjade rutorna var orange och de mest kritiska rutorna var rödmarkerade. Tanken var att projektet skulle klassas som klart då alla rutor var gröna. Ett utdrag av trädet, i slutskedet av arbetet, finns att beskåda på nästa sida.
4

Kap.1 Inledning
5
(Illustration 1.1: Beroendeträdet.)

Kap.1 Inledning
1.4 AvgränsningarOmråden som kommer att bortses från är framförallt eventuella myndighets- och miljökrav. Här anses det tillräckligt att den färdiga produkten inte kan bedömas vara direkt farlig/skadlig för användaren och/eller dess direkta närmiljö.
En mer utförlig ekonomisk kalkyl kommer inte utföras, krav som ”Fastslå lämpliga tillverkningsmetoder med fokus på att minimera tillverkningskostnaden.” kommer istället besvaras med metodval som generellt sett anses vara billiga och pålitliga vid masstillverkning.
Något som framkom under arbetet var att tillräcklig kunskap saknades om plaster för att kunna göra en professionell bedömning av vilka plaster som är mest lämpade för uppgiften. Det beslutades i samråd med uppdragsgivaren att en någorlunda kvalificerad gissning inom vilken plastfamilj som man bör leta var tillräcklig för detta arbete.
Arbetet var även tänkt att från början innefatta toleranssättning av alla detaljer i samband med att ritningar skapades för dessa. Då ritningarna inte behövde vara så omfattande som det först befarades, prioriterades toleranssättningen bort till förmån för mera omfattande demonstrationsunderlag samt finslipning av designen. Viktiga toleranser kommer dock att nämnas vid beskrivning av detaljerna.
1.5 Mål och kriterier för utvärderingUtifrån projektplanen fastslogs att arbetet anses vara klart när följande delmoment var genomförda och dokumenterade:
1 Med nuvarande funktionsmodell som grund, ta fram och optimera ett nytt koncept avsett för masstillverkning.
2 Utredning och val av lämpliga tillverkningsmaterial med hänsyn till gällande funktions- och produktionskrav3.
3 Fastslå lämpliga tillverkningsmetoder med fokus på minimering av tillverkningskostnaden.
4 Ta fram komplett ritningsunderlag med tillhörande CAD-modeller för samtliga ingående komponenter.
5 Genomföra funktions/hållfasthets/FEM-beräkningar på samtliga, egendesignade, komponenter och konstruktioner och därefter utföra lämplig dimensionering för att säkerställa att gällande funktionskrav uppfylls.
6 Med den färdiga digitala prototypen som stöd ta fram produktdemonstrationsunderlag i form av renderade bilder och filmer som beskriver produktens montering, funktion och fördelar.
Dessa sex punkter sammanställdes även på ett digital medium och överlämnades till uppdragsgivaren för slutgranskning och utvärdering.
3 Med ”gällande krav” avses här de krav som återfinns i produktkravsspecifikationen, se bilaga 1.
6

Kap.2 Undersökningar och konceptförfining
2 Undersökningar och konceptförfiningDetta kapitel beskriver undersökningen av existerande funktionsmodeller och konkurrerande produkter samt de konceptrevisioner som dessa undersökningar ledde fram till.
I detta kapitel införs även två för arbetet viktiga terminologier. Från och med nu kommer ett skaftfäste som går att förskjuta i sidled, i någon form av spår, att omnämnas glidare och alla typer av grundplattor eller moppplattor med någon form av glidspår kommer att omnämnas skenor.
2.1 Undersökning av funktionsmodellerErgomopp hade vid arbetes början två huvudsakliga koncept. Den första modellen var en fungerande funktionsmodell som visade funktionen med att flytta skaftfästet i sidled och vilka fördelar det medför. Den andra modellen visade en idé på hur mittendetaljen skulle kunna tänkas glida i en typ av glidspår.
2.1.1 En närmare titt på funktionsmodellenFunktionsmodellen, se bilden nedan, består av en standardiserad mopplatta som modifierats med tre rektangulära hål på ovansidan. Glidaren, som sköter förflyttningen i sidled, består av totalt fem unika delar. Men då fjäderstålen och låsklaffarna används två gånger blir den totala summan sju detaljer.
Monterat sitter även ett standardskaft av samma typ som är tänkt att användas i den slutgiltiga versionen. Glidaren sitter fast i spåret med hjälp av en platta på undersidan och två skruvar (ej på bild).
På sidorna sitter ändskydd som sitter fast med presspassning mellan utstickande skenor på skydden och de spår som finns för kardborrband. Dessutom så sitter det en pigg på undersidan av de övre plast blecken, som syns på bilden. Piggen går ner i ett litet hål en bit in på skenan.
7
(Illustration 2.1: Funktionsmodellen ovanifrån.)

Kap.2 Undersökningar och konceptförfining
Fjädringen består av två bleck i fjäderstål som är fastskruvade i låsklaffarna och sen även fästa i mitten på glidaren, detta framgår dock inte bilden nedan.
Då en av låsklaffarna hela tiden ligger fjäderbelastad mot skenan får glidaren ett lätt motstånd när den ska skjutas mellan de båda hålen. Belastningen gör även att alla eventuella glapp inte märks, en egenskap som ska kopieras till den slutgiltiga designen.
Låsklaffarna är på funktionsmodellen ca 4mm höga och 3mm tjocka, men klarar trots sin ringa storlek att hålla fast glidaren på sin position. Fästena för skaftfästet är fastskruvade från undersidan och skaftfästet kan således inte tas bort när glidaren väl är monterad.
8
(Illustration 2.2: Detaljbild av glidaren.)
Kap.2 Undersökningar och konceptförfining
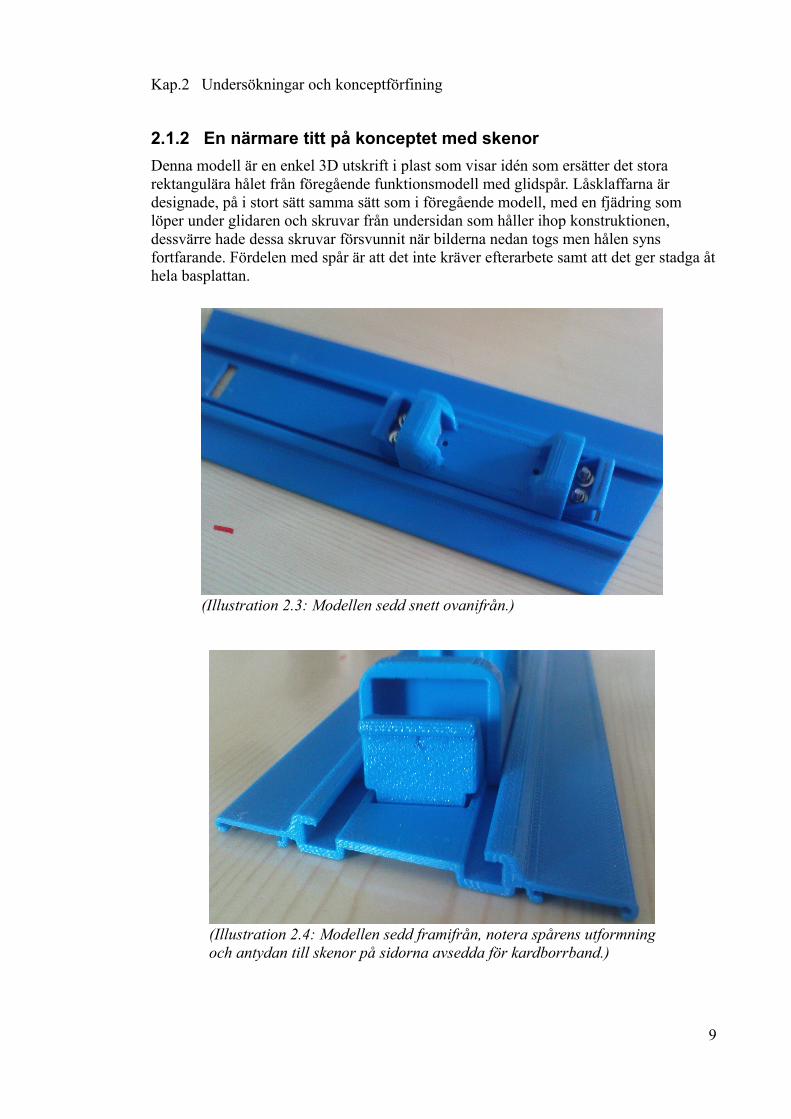
2.1.2 En närmare titt på konceptet med skenorDenna modell är en enkel 3D utskrift i plast som visar idén som ersätter det stora rektangulära hålet från föregående funktionsmodell med glidspår. Låsklaffarna är designade, på i stort sätt samma sätt som i föregående modell, med en fjädring som löper under glidaren och skruvar från undersidan som håller ihop konstruktionen, dessvärre hade dessa skruvar försvunnit när bilderna nedan togs men hålen syns fortfarande. Fördelen med spår är att det inte kräver efterarbete samt att det ger stadga åt hela basplattan.
9
(Illustration 2.4: Modellen sedd framifrån, notera spårens utformning och antydan till skenor på sidorna avsedda för kardborrband.)
(Illustration 2.3: Modellen sedd snett ovanifrån.)

Kap.2 Undersökningar och konceptförfining
2.2 Undersökning av konkurrerande produkterKonkurrerande produkter avser här ett antal delar från existerande moppar på marknaden. Undersökningen skedde främst för att få inspiration till lösningar på problem som inte berörts av funktionsmodellerna, främst ändskydd och kardborrskenor.
Främst på mittenraden av bilden ses ett blått fäste, det är ett fäste av denna typ som moppen sen kommer att ha för att vara kompatibel med existerande fästleder och skaftfästen av samma modell som ligger bakom fästet på bilden. Till höger ligger en grundplatta av en mopp, lägg märke till förstärkningarna på kanterna något som kopierades till de första koncepten senare. Glidspåret i mitten på plattan är till för skaftfästet men användes endast vid montering.
2.3 KonceptförfiningDå det huvudsakliga problemet egentligen var löst med funktionsmodellen beslutades det att ingen tid skulle läggas på att komma på nya banbrytande lösnignar utan att energin istället skulle läggas på att förfina och optimera det nuvarande konceptet.
Detta skedde i totalt sju revisioner av konceptet. Varje revision hade som mål att förbättra designen eller införa någon annan större förändring som bedömdes nödvändig, allt efter som mer kunskap om moppar och deras design ackumulerades på vägen i arbetet.
I underrubrikerna nedan har dessa sju förbättringsomgångar klumpats ihop till tre större ”genombrott” då revisionerna där emellan bara medförde mindre ändringar.
10
(Illustration 2.5: Några av de detaljer som undersöktes.)

Kap.2 Undersökningar och konceptförfining
2.3.1 Konceptförfining 1: Reducera antal delar.Den första omgången fokuserade på att reducera antalet delar och att bli av med så många onödiga skruvar som möjligt. Det lyckades och moppen var nere i totalt fyra delar efter denna omgång.
Ovan ses glidaren som den såg ut efter revision tre. Fjädern var tänkt att gjutas i ett stycke plast och låsas under glidaren med en två kilar som sticker upp i ”tornen” istället för med skruvar. Avbrottet på mitten i glidaren är där för att tillåta att detaljen böjs, något som behövs vid monteringen. Förmågan att kunna böjas är genomgående i alla koncept. Grundidén till denna design kom från handledaren.
Även en första modell till skenan skapades här, bilden nedan. Den hade förstärkningar på sidorna och spår för både breda kardborrband på 27mm och ett upphöjt mittspår för att fördela kraften, av att någon står på skenan, jämt.
Det stod emellertid snart klart att designen hade vissa problem. Det mest påträngande var att fjäderlängderna var alldeles för korta för att kunna göras i plast, spänningskoncentrationerna på en så kort fjäder hade blivit alldeles för höga. Det skulle troligtvis fungerat om de fått göras i metall men enligt kravspecifikationen skulle den vara helt i plast.
11
(Illustration 2.6: Glidaren med en fjäder detalj monterad under.)
(Illustration 2.7: Skenans sidoprofil.)
Kap.2 Undersökningar och konceptförfining
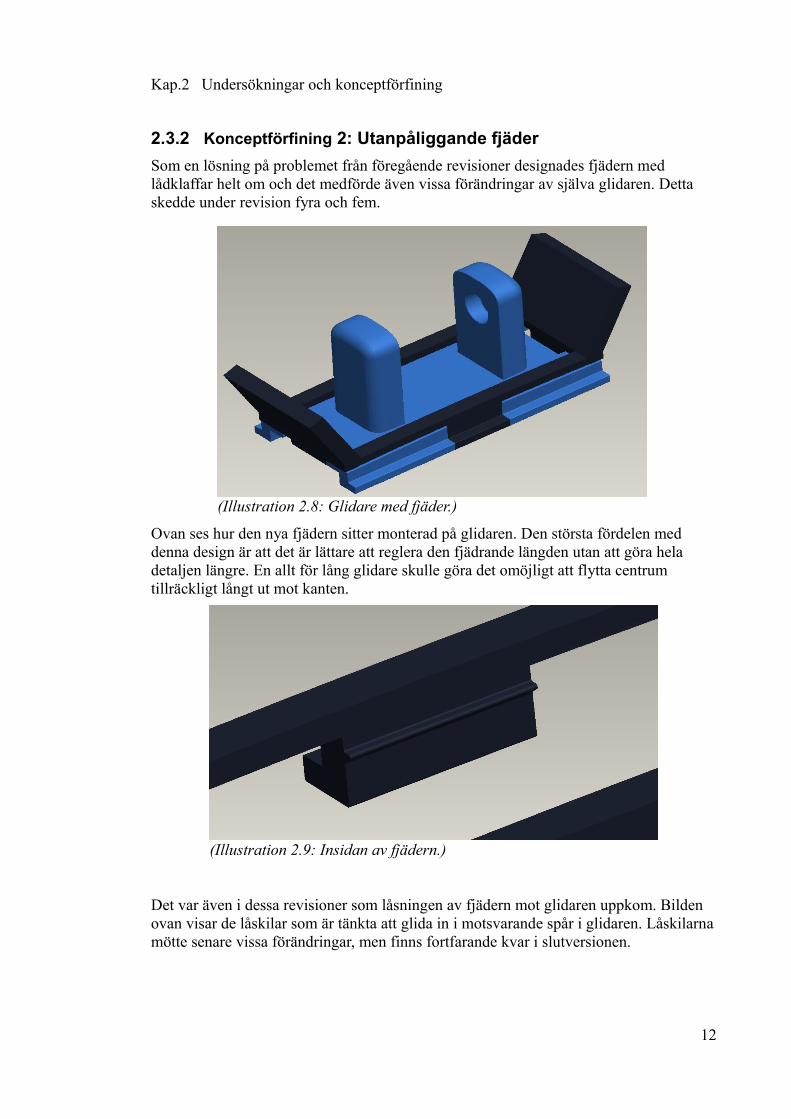
2.3.2 Konceptförfining 2: Utanpåliggande fjäderSom en lösning på problemet från föregående revisioner designades fjädern med lådklaffar helt om och det medförde även vissa förändringar av själva glidaren. Detta skedde under revision fyra och fem.
Ovan ses hur den nya fjädern sitter monterad på glidaren. Den största fördelen med denna design är att det är lättare att reglera den fjädrande längden utan att göra hela detaljen längre. En allt för lång glidare skulle göra det omöjligt att flytta centrum tillräckligt långt ut mot kanten.
Det var även i dessa revisioner som låsningen av fjädern mot glidaren uppkom. Bilden ovan visar de låskilar som är tänkta att glida in i motsvarande spår i glidaren. Låskilarna mötte senare vissa förändringar, men finns fortfarande kvar i slutversionen.
12
(Illustration 2.8: Glidare med fjäder.)
(Illustration 2.9: Insidan av fjädern.)
Kap.2 Undersökningar och konceptförfining
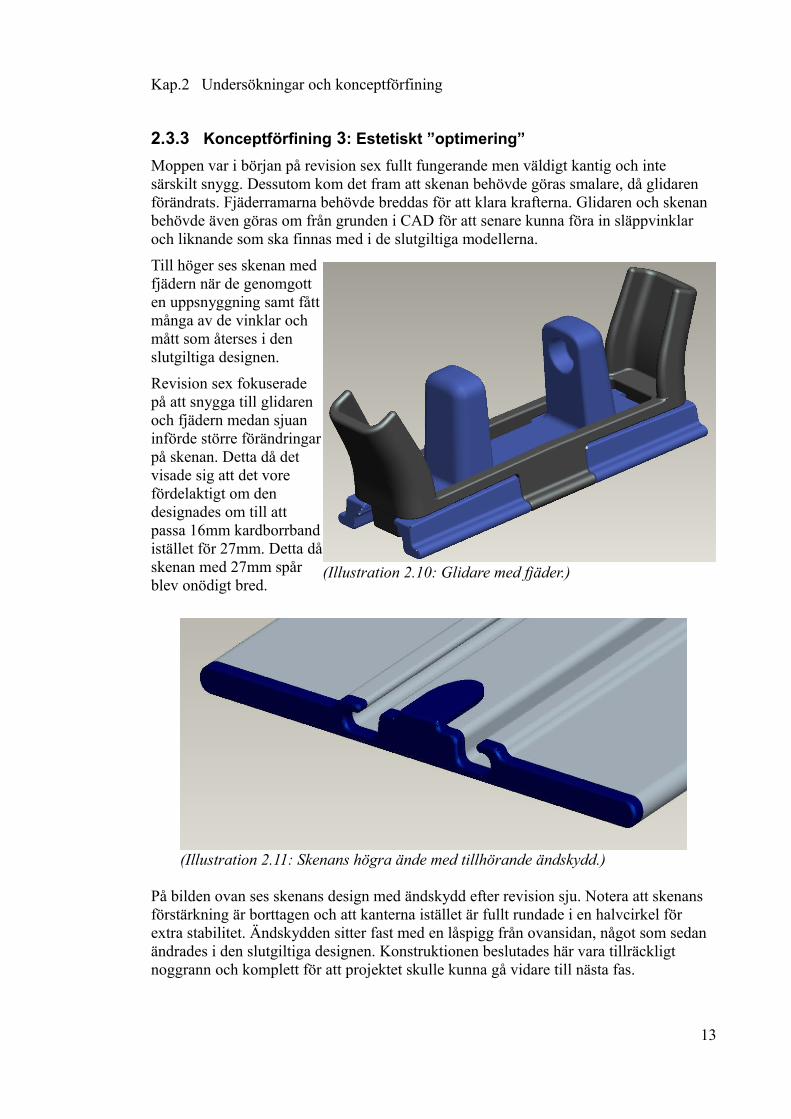
2.3.3 Konceptförfining 3: Estetiskt ”optimering” Moppen var i början på revision sex fullt fungerande men väldigt kantig och inte särskilt snygg. Dessutom kom det fram att skenan behövde göras smalare, då glidaren förändrats. Fjäderramarna behövde breddas för att klara krafterna. Glidaren och skenan behövde även göras om från grunden i CAD för att senare kunna föra in släppvinklar och liknande som ska finnas med i de slutgiltiga modellerna.
Till höger ses skenan med fjädern när de genomgott en uppsnyggning samt fått många av de vinklar och mått som återses i den slutgiltiga designen.
Revision sex fokuserade på att snygga till glidaren och fjädern medan sjuan införde större förändringar på skenan. Detta då det visade sig att det vore fördelaktigt om den designades om till att passa 16mm kardborrband istället för 27mm. Detta då skenan med 27mm spår blev onödigt bred.
På bilden ovan ses skenans design med ändskydd efter revision sju. Notera att skenans förstärkning är borttagen och att kanterna istället är fullt rundade i en halvcirkel för extra stabilitet. Ändskydden sitter fast med en låspigg från ovansidan, något som sedan ändrades i den slutgiltiga designen. Konstruktionen beslutades här vara tillräckligt noggrann och komplett för att projektet skulle kunna gå vidare till nästa fas.
13
(Illustration 2.11: Skenans högra ände med tillhörande ändskydd.)
(Illustration 2.10: Glidare med fjäder.)

Kap.3 Tillverkningsmetoder och materialval
3 Tillverkningsmetoder och materialval Detta kapitel berör vilka material som valts till vilka delar och varför. Avsnittet innefattar även vilka olika tillverkningsmetoder som är att föredra samt en genomgång av vilka för och nackdelar de för med sig.
3.1 Val av tillverkningsmetoderNär det kom till att utreda vilka tillverkningsmetoder som är mest lämpade för denna form av produkt, en relativt liten konstruktion med få delar och stora serier i förhållandevis mjuka och lättbearbetade material med inte allt för höga krav på hållfasthet och toleranser, finns det egentligen inte allt för många konkurrenskraftiga alternativ.
Alla former av skärande bearbetning valdes direkt bort på grund av förhållandevis låg produktivitet och höga kostnader. Även traditionell gjutning valdes bort då metoden må vara billigt och enkelt men den klarar inte av de komplicerade geometrierna och kraven på minimal efterbearbetning som ställs och metoden har dessutom låg produktivitet.
För aluminiumprofilen, skenan, existerade bara extrudering som alternativ. Detta då skenan har en symmetrisk sidoprofil och inte är begränsad i längdriktningen utan kan kapas i rätt längd efter behov. Extrudering av en så relativt mjuk metall som aluminium är dessutom mycket billigt då verktygen använder sig av vanligt stål.
Formsprutning är däremot en snabb och billig metod, vid större serier, och lämpar sig väl för små plastdetaljer med komplicerad geometri. Formsprutning är i dagsläget även en av de mest utbredda tillverkningsmetoderna vid tillverknings av små plastdetaljer. Med dessa argument som bas valdes därför formsprutning som tillverkningsmetod för moppens alla plast detaljer.
3.1.1 Extrudering (strängpressning)Vid extrudering (Eng. extrusion) utnyttjar man fenomenet att metaller blir ”flytande” om de utsätts för ett tillräckligt högt tryck, här i storleksordningen hundratals till tusentals MPa. Detta vid förhållandevis låga temperaturer, i aluminiums fall mellan 450 till 500 grader.
Denna ”metalldeg” pressas sen, fortfarande under mycket högt tryck, genom ett munstycke som har formen av den slutgiltiga profilen. I många fall eftersträcks även profilen i långa sträckbänkar för att få bort eventuella ojämnheter och slagningar samt för att öka hållfastheten.4
4 SAPA, Handbok för konstruktörer, Hur man lyckas med aluminiumprofiler, tredje upplagan
14
(Illustration 3.1: Princip för extrudering.)

Kap.3 Tillverkningsmetoder och materialval
3.1.2 Designkriterier vid extruderingExtrudering må vara ett enkelt och kostnadseffektivt sätt att producera stora längder av detaljer snabbt men medför dock några begränsningar i detaljens utformning. När en detalj ska designas för att kunna extruderas måste hänsyn tas till bland annat 5:
• Att vid pressning av profiler i Sapa6063 med en omskrivningscirkel (tvärsnittets största dimension) på ca:100mm rekommenderas inte materialtjocklekar på under 1.5mm.
• Att profilen blir mer lättpressad desto jämnare godset är fördelat då trycket på munstycket blir jämnare vilket i sin tur leder till jämnare utströmningshastighet på materialet, vilket även ger rakare profiler. Således ger symmetriska profiler det jämnaste flödet.
• Att skarpa hörn är inte möjligt att extrudera, avrundningsradier på minst 0.5 helst 1mm rekommenderas.
• Att om materialtjockleken måste varieras på detaljen måste övergångarna mellan olika materialtjocklekar vara mjukt utformade och inte ha skarpa hörn, trappsteg och platåer.
• Att profiler med massiv design (dvs. munstyckets hål är kontinuerligt utan avbrott, motsatsen är hålprofiler där munstycket delas upp i flera håligheter) ger enklare verktyg, enklare tillverkning och därmed lägre kostnader.
• Att undvik i möjligaste mån hål i profiler (sk. hålprofiler), ett håls funktion kan ofta uppnås med hjälp av ribbor och flänsar eller att profilen delas upp i två separata halvor.
• Att för djupa fickor/spår med full radie i botten får spårets djup inte överskrida fyra gånger spårets bredd. För spår under 2mm’s bredd måste särskild hänsyn tas och maximala djupet minskas.
5 SAPA, Handbok för konstruktörer, Hur man lyckas med aluminiumprofiler, tredje upplagan
15
(Illustration 3.2: Exempel på extruderade produkter, som inte direkt följer normen men uppenbarligen går att göra trots det, troligtvis dock till en högre kostnad.)

Kap.3 Tillverkningsmetoder och materialval
3.1.3 FormsprutningFormsprutning (Eng. injection moulding) är som tidigare nämnts en av de mest utbredda tillverkningsmetoderna vid tillverkning av små plastdetaljer i stora serier.
I grund och botten är formsprutning en form av avancerad gjutning men istället för att hälla ner det smälta materialet i en gjutform så sprutas det in under högt tryck. Med hjälp av ett speciellt munstycke och en matarskruv. fylls snabbt hela formen. Formen kyls sen av, delas och detaljen stöts automatiskt ut. Formen sätts ihop igen och proceduren upprepas, oftast sker allt detta helt automatiskt vilket ger väldigt hög produktivitet.
3.1.4 Designkriterier för formsprutning
Precis som för extrudering medför även formsprutning ett antal restriktioner och extra betänkligheter angående detaljens design. De viktigaste av dessa är 6:
• Att jämn godstjocklek ska helst hållas, max rekommenderad skillnad är +/-15% i en detalj och vid större skillnader måste hänsyn tas till kryp, kast och extra inre spänningar.
• Att materialtjockleken bär hållas mellan 1,5 till 4mm, tunnare detaljer riskerar att inte fyllas och tjockare ger allt för lång avsvalnings tid.
• Att ta hänsyn till att olika materialtjocklekar krymper och sjunker olika.
• Att plaster är känsliga för brottanvisingar i skarpa hörn. Alla hörn ska ha radier och de bör vara större än halva materialtjockleken men helst samma som tjockleken eller större.
• Att inte glömma att tänka på släppvinklar och delningslinjer redan i designen.
• Att placering av ingöt är avgörande för detaljens hållfasthet. Placera inte ingöt i områden med höga spänningar och placera ingötet i det tjockast möjliga materialet.
• Att armering ger ingen effekt i sammanflytningslinjer och skarven gör även grundmaterialet svagare samt att dessa linjer alltid uppkommer efter hål.
• Att formsprutade detaljer kan inte ha samma noggrannhet som maskinbearbetade detaljer. Vanliga toleranser är 0.25-0.3% av basmåttet.
6 Enligt: Lathund till Grundläggande konstruktionsregler för plast, AB Carlsson & Möller samt Konstruktionstipsens tio i topp lista för plastdesign, Plast Forum 2002
16
(Illustration 3.3: Principskiss formsprutning.)

Kap.3 Tillverkningsmetoder och materialval
3.2 Materialstudie: AluminiumDå skenan enligt specifikation skulle vara i aluminium återstod frågan vilken aluminiumlegering som skulle väljas. Då skenan ska extruderas måste legeringen vara anpassad för att kunna extruderas och det stod snabbt klart att 6xxx-serien (sextusen) av aluminiumlegeringar var de vanligaste legeringarna på marknaden för extrudering7.
Det slutgiltiga valet skedde sen med hjälp av en urvals matris, se nedan, baserad på data från SAPAs handbok och prislistor på aluminium funna på nätet.
Materialvalet till skenan blev slutligen Sapa 6063 (SS-EN-AW-6063) som är en magnesium och kisel baserad aluminiumlegering. Denna legering valdes då den har en hög korrosionsbeständhet, har goda ytegenskaper, en god pressbarhet samt en hög seghet. Dessutom är legeringen inte helt hopplös att bearbeta med skärande bearbetning något som kommer att användas då skenan sågas i rätt längd.
SAPA 6063s närmaste konkurrenter i fråga om önskade egenskaper var SAPA 6060 och SAPA 6063A.
6060 legeringen valdes dock bort till förmån för 6063 då 6060 är så pass mjuk att skärande verktyg får en tendens att kladda igen, därav en etta i skärande bearbetning, och då skenan ska sågas i rätt längd kan detta bli ett problem.
6063A valdes bort då den har ett aningen lägre betyg i plastisk bearbetning än 6063 vilket kommer göra att själva extruderignen blir något mer komplicerad.
Däremot så har inte 6063 så bra mekaniska egenskaper sett till draghållfasthet och brottgräns. Då detaljen normalt inte utsätts för några större mekaniska påfrestningar torde det inte utgöra något problem. Materialet kan även härdas från 65MPa upp till närmare 200MPa om så skulle behövas.
Värt att tillägga är att 6063 dessutom är en relativt billig legering8. Om priset ytterligare behöver reduceras kan denna detalj även övervägas att formextruderas i höghållfast, armerad plast, men då troligtvis på bekostnad av hållfastheten.
7 SAPA, Handbok för konstruktörer, Hur man lyckas med aluminiumprofiler, tredje upplagan8 BE-Group, Prislista Aluminium nr 2-2010, 2010-02-01
17
Allmänna konstruktionslegeringar Special6060 6063 6063A 6005 6005A 6082 7021
Draghållfasthet (Mpa)Slagseghet 3 3 3 1 2 2 2Ytfinhet 3 3 3 2 2 2 1Korrosionsbeständighet 3 3 3 2 2 2 1Skärande bearbetning 1 2 2 2 2 2 3Plastisk bearbetning 3 3 2 2 2 2 2Pris 3 3 3 2 2 2 2
1(60-150) 1(65-200) 1(90-190) 2(225) 2(225) 2(110-250) 3(310)
(Tabell 3.1: Urvalsmatrisen, egenskaperna är betygsatta med betyg 1 till 3 där 1=undermålig 2=medel 3=utmärkt
Kap.3 Tillverkningsmetoder och materialval
3.3 Materialstudie: PlasterUtbudet av olika plasttyper är enormt och skillnaderna mellan de olika plasttyper i samma familj är små men ändock avgörande. På grund av detta fick studiens ursprungliga mål, med en fullständig materialstudie och exakt materialval, reduceras till att bena ut de bästa plastfamiljerna för uppgiften och ge förslag på material inom denna familj. Ett mera exakt materialval överlämnas till tillverkaren.
De två plastfamiljerna som det slutligen beslutades skulle undersökas närmare blev Polyamid och POM, detta då de flesta moppar på marknaden troligtvis är konstruerade i dessa material. Grunden till dessa misstankar är att två av de undersöka moppskaften garanterat är Nylon, då de hade materialstämplar. Några detaljer saknade dock stämplar men kändes och såg likartade ut som de som hade stämplar.
POM kommer in i bilden då en fjäder på ett av skaften var annorlunda till sin struktur och togs till avdelningen för polymerkemi på Ångströmslaboratoriet. Där utrönades det med hjälp av Tim Bowden och Jöns Hilborn att delen troligtvis var tillverkad i Nylon eller Polyoximetylen. På marknaden går Polyoximetylen oftast under de mer välkända namnen POM eller acetalplast.
3.3.1 NylonEn av de första plastfamiljerna som visade lovande egenskaper var Polyamid6.6 även kallat Nylon. Polyamid6.6 är en gammal välkänd plasttyp som lanserades 1938 av DuPont under namnet Nylon och är idag en av de mest använda plasttyperna9.
Glidaren är en av de detaljer som ska tillverkas i Nylon, detta då glidaren har höga krav på hållfasthet och styvhet men samtidigt måste glida lätt i sitt spår. Mer specifikt ges ZYTEL WRF403 NC01010 från DuPont som förslag. Detta är en 1.5% tefloninblandad, 30% glasfiberförstärkt Nylon6.6 legering. Legeringen har utmärkt hållfasthet även när den absorberat vatten, tack vare glasfiberarmeringen, och teflon inblandningen gör att den glider lätt mot de flesta andra material. Den enda nackdelen med denna armerade Nylon är att den är relativt styv vilket kan vålla vissa problem när detaljen ska böjas upp för att föra in skaftet, risken är inte att detaljen går sönder utan att inte alla tänkbara användare kan generera de 15kg tryck som behövs för att bända upp detaljen. Nylon förlorar dock uppemot 35% av sin hållfasthet när det utsätts för en normal atmosfär med 50% luftfuktighet under en längre tid vilket denna detalj kommer göra, vilket kommer göra detaljen mycket mer elastisk. Så den riktiga kraften för att böja upp detaljen kommer vara något lägre än 15kg.
Även ändskydden ska göras i Nylon. Men då skydden inte har samma höga krav på hållfasthet som glidaren valdes istället ZYTEL 101 NC01011, även det från DuPont, som är en ren oarmerad Nylon6.6 plast. Detta valdes för att detaljen inte har några direkta krav på hållfasthet utan snarare har fördel av att vara av ett lite mjukare mera flexibelt material. Detta för att underlätta monteringen. Eventuellt kan ett ännu mjukare material än ZYTEL 101 väljas om så visas vara lämpligt, detta utan att funktionen direkt riskeras.
9 The history of nylon, http://www.caimateriali.org/index.php?id=32, 20-05-201010 Se Bilaga 4: ZYTEL WRF403 NC01011 Se Bilaga 4: ZYTEL 101 NC010
18

Kap.3 Tillverkningsmetoder och materialval
3.3.2 Experiment: Nylons svällning i vattenBakgrund:De skaftfästen som har undersökts är antingen tillverkade i Nylon6.6 eller Nylon6.6 med 15% glasfiberarméring. En nackdel med nylon är dock att det i obehandlad form har en förhållandevis hög tendens att absorbera vatten, jämfört med andra plaster, upp emot 0.7-1.8 viktprocent.
Frågeställning:Leder denna vattenabsorption till svällningar av materialet? Är dessa eventuella svällningar stora nog för att kunna påverka moppens funktion, när den till skillnad från andra moppar kommer har rörliga komponenter.
Materiel:Nylonskaftfäste (PA6-GF15) – blå, något större detalj
Nylonskaftfäste (PA6) – grå, något mindre detalj
Bunke x 2
Skjutmått, 0,05mm upplösning
Kranvatten
19
(Illustration 3.4: Material till experiment.)

Kap.3 Tillverkningsmetoder och materialval
Genomförande:De två Nylonskaftfästerna (här efter kallade bitarna) undersöktes och ett antal mätpunkter fastställdes på bitarna beroende på hur lätt det var att mäta dessa olika dimensioner.
Bitarna mättes sen på de utmarkerade mätpunkterna med skjutmått, detta för att ha några värden att använda som referensmått.
Bitarna sänktes sedan helt ner i burkar med kranvatten och fick i en första etapp ligga nersänkta 9 timmar.
Efter 9 timmar togs bitarna upp ur vattnet, mättes och las sedan tillbaka i vattenbadet.
Efter ytterligare 19 timmar i vatten mättes bitarna igen och las sedan på tork.
Resultat:
Bit 1: PA6-GF15 (blå) Ref. mät (mm) 9h 28hmätpunkt 1 19,7 19,7 19,75mätpunkt 2 26,05 26 26,05mätpunkt 3 26,95 26,9 27mätpunkt 4 2,3 2,3 2,3summa 75 74,9 75,1
Bit 2: PA6 (grå) Ref. mät (mm) 9h 28hmätpunkt 1 19,75 19,7 19,75mätpunkt 2 5,9 5,9 5,9mätpunkt 3 30,1 30,1 30,05mätpunkt 4 101,85 101,8 101,85mätpunkt 5 4,55 4,55 4,55summa 157,6 157,5 157,55(Tabell 3.2: Resultat från mätningarna.)
Felanalys:Att 9h’s mätomgång har en summa ca 0.1 mm mindre än referensmåtten kan tyckas märkligt, men en trolig anledning till detta kan vara dels att då mätningarna gjordes på exakt samma ställe på bitarna alla gånger så kan skjutmåttets vassa kanter ha gjort minimala spår i materialet som påverkat mätvärdet.
En annan mera trolig orsak är rena avläsningsfel. Då skjutmåttet inte var av digital modell är mätvärdena således känsliga för till exempel avläsnings fel. Dessutom har ingen hänsyn tagits till eventuella naturliga avvikelser, dvs normalfördelad statistisk osäkerhet. Resultatet kan således inte klassas som statistiskt säkerställt.
Slutsats:Denna snabba samt något primitiva undersökning påvisar ingen för, gällande applikation, betydande svällning av Nylon6.6. För att vålla problem för moppens design skulle svällningen behövt överstiga ca0.1mm på samtliga mätpunkter, något som lätt skulle ha upptäckts även med dessa primitiva mätmetoder.
20
Kap.3 Tillverkningsmetoder och materialval
3.3.3 POMPolyoximetylen (POM) är en något yngre plastfamilj än Nylon och lanserades först 1960 även denna gång av DuPont och då under namnet Delrin. Utmärkande för POM plaster är att de har en högre styvhet än Nylon men de är däremot extra känsliga för långtidsangrepp av klor, men är i övrigt mycket kemikalieresistenta och har låg friktion mot de flesta material.
En detalj på moppen är av Delrin och det är fjäderdetaljen, mera exakt rekommenderas Delrin 500TF NC01012 som är en tefloninblandad POM plast.
Att just Delrin 500-serien valdes beror på dels att en av de existerande fjäderdetaljerna från en mopp sannolikt var tillverkad i POM samt att DuPont även rekommenderar Delrin 500 som ett alternativ för konstruktion av snäppfästen och fjädrar13. Av de rekommenderade plasterna var även Delrin den plast som kunde stå emot högst töjning.
Fördelen med Delrin mot andra liknande plaster är att Delrin enligt uppgift ska vara mycket krypresistent14, en egenskap som eftersöks i denna detalj då en av dess fjäderarmar alltid kommer vara under konstant uttöjning när moppen är monterad.
Skulle krypet visa sig bli ett allvarligt problem måste nog alternativet med att ersätta fjäderarmarna med en lämpliga metall eller en ännu mera krypresistent plast, eventuellt då även armerad sådan, övervägas. Problemet ligger dock i att krypningen på plaster är starkt temperaturberoende. En annan lösning kan vara att helt enkelt inte förvara moppen längre tider i monterat tillstånd.
12 Se Bilaga 4: DELRIN 500TL NC01013 http://plastics.dupont.com/plastics/pdflit/europe/design/L12565_9.pdf , Snap-fits , 20-05-21014 http://www.nolato.se/index.jsp?id=415 , 20-05-2010
21
(Illustration 3.5: Bladfjädrar i POM för användning i större RC modellbilar)
Kap.4 Detaljkonstruktion
4 DetaljkonstruktionDetta kapitel beskriver den slutgiltiga designen och de sista avgörande stegen som ledde fram till slutdesignen.
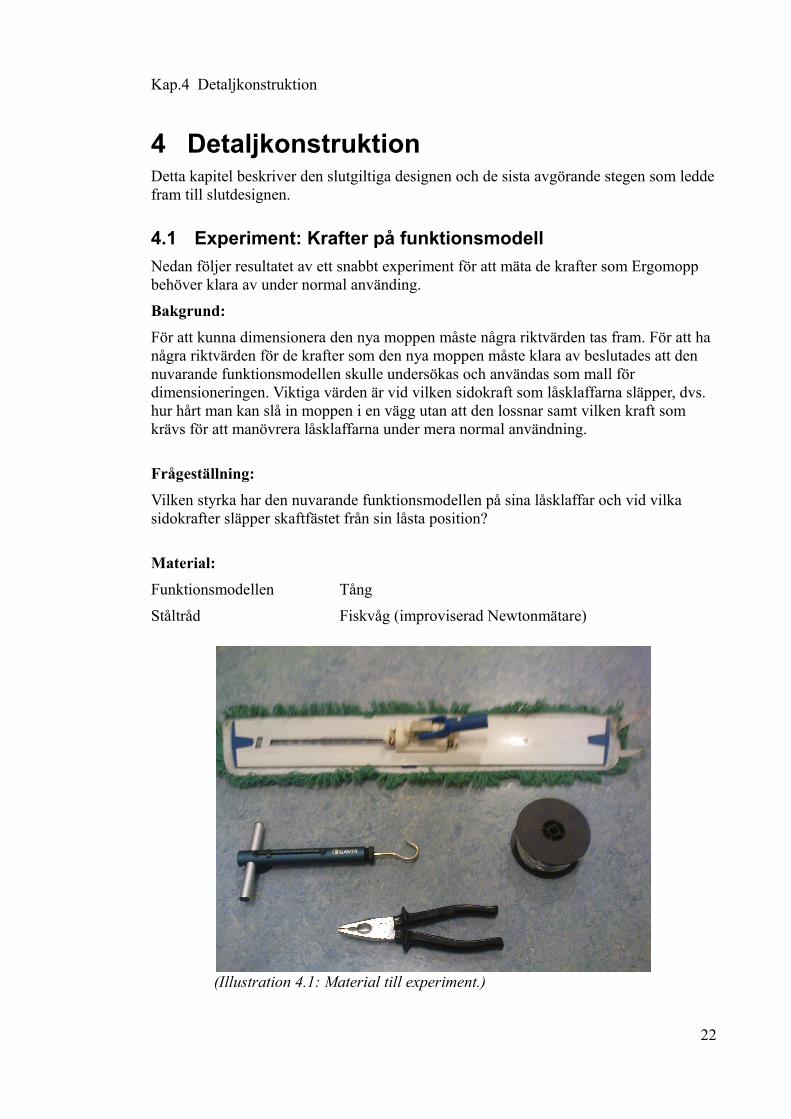
4.1 Experiment: Krafter på funktionsmodellNedan följer resultatet av ett snabbt experiment för att mäta de krafter som Ergomopp behöver klara av under normal använding.
Bakgrund:För att kunna dimensionera den nya moppen måste några riktvärden tas fram. För att ha några riktvärden för de krafter som den nya moppen måste klara av beslutades att den nuvarande funktionsmodellen skulle undersökas och användas som mall för dimensioneringen. Viktiga värden är vid vilken sidokraft som låsklaffarna släpper, dvs. hur hårt man kan slå in moppen i en vägg utan att den lossnar samt vilken kraft som krävs för att manövrera låsklaffarna under mera normal användning.
Frågeställning:Vilken styrka har den nuvarande funktionsmodellen på sina låsklaffar och vid vilka sidokrafter släpper skaftfästet från sin låsta position?
Material:Funktionsmodellen Tång
Ståltråd Fiskvåg (improviserad Newtonmätare)
22
(Illustration 4.1: Material till experiment.)
Kap.4 Detaljkonstruktion
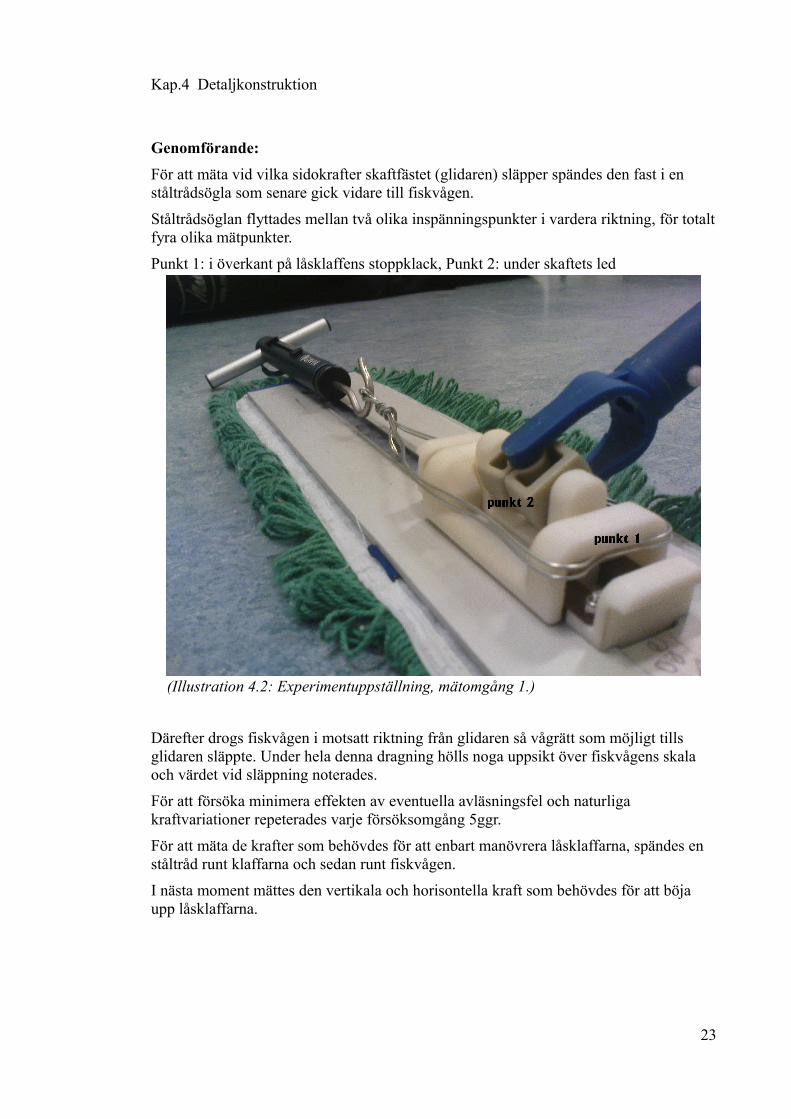
Genomförande:För att mäta vid vilka sidokrafter skaftfästet (glidaren) släpper spändes den fast i en ståltrådsögla som senare gick vidare till fiskvågen.
Ståltrådsöglan flyttades mellan två olika inspänningspunkter i vardera riktning, för totalt fyra olika mätpunkter.
Punkt 1: i överkant på låsklaffens stoppklack, Punkt 2: under skaftets led
Därefter drogs fiskvågen i motsatt riktning från glidaren så vågrätt som möjligt tills glidaren släppte. Under hela denna dragning hölls noga uppsikt över fiskvågens skala och värdet vid släppning noterades.
För att försöka minimera effekten av eventuella avläsningsfel och naturliga kraftvariationer repeterades varje försöksomgång 5ggr.
För att mäta de krafter som behövdes för att enbart manövrera låsklaffarna, spändes en ståltråd runt klaffarna och sedan runt fiskvågen.
I nästa moment mättes den vertikala och horisontella kraft som behövdes för att böja upp låsklaffarna.
23
(Illustration 4.2: Experimentuppställning, mätomgång 1.)

Kap.4 Detaljkonstruktion
Resultat:Mätningar i punkt 1 och 2 för uppspänningen visad i bild 1. (Notera att då vågen var graderad i kilo konverterades mätvärdena till newton i efterhand med g=9.82m/sec²)Kraft för släppning mot yttersida Kraft för släppning mot yttersida
Punkt 1 N Punkt 2* Nmätning 1 94,3 mätning 1 147,3mätning 2 78,6 mätning 2 147,3mätning 3 84,5 mätning 3 147,3mätning 4 86,4 mätning 4 147,3mätning 5 84,5 mätning 5 147,3
Medel 85,6 Medel 147,3* vid mätningarna i punkt 2 släppte aldrig låsklaffen innan vågens 10kg (98.2N) skala tog slut så 15kg (147.3N) är en ren uppskattning
Mätningar i punkt 1 och 2 för en uppspänning spegelvänd mot bild 1. Kraft för släppning mot mittpunkt Kraft för släppning mot mittpunkt
Punkt 1 N Punkt 2 Nmätning 1 86,4 mätning 1 90,3mätning 2 74,6 mätning 2 86,4mätning 3 80,5 mätning 3 82,5mätning 4 72,7 mätning 4 84,5mätning 5 74,6 mätning 5 86,4
Medel 77,8 Medel 86,0
Krafter för manövrering av låsklaffarN N
Höger vert. 25,5 Höger hori. 24,6Vänster vert. 23,6 Vänster hori. 23,6Medel vert. 24,6 Medel hori. 24,1
(Tabell 4.1: Resultat från kraftmätningarna.)
Felanalys:De krafter (vikter) som mättes upp är inte så exakta då vågens gradering bara hade en 200grams noggrannhet. Dessutom gjordes avläsningarna i varierande vinkel vilket gör att parallax fel är ofrånkomliga. Ingen hänsyn har tagits till statistiska avvikelser i resultaten.
Slutsats:De mest intressanta krafterna för dimensioneringen av moppen är följande:
• Medelkraften för att få skaftfästet att ”nödutlösa”: 83.1N (Denna kraft kommer att agera designkriterium för den maximala kraft som skaftfästet ska kunna ta upp i sidled innan det automatiskt lösgörs när moppen kraftigt stöts in i andra föremål, detta för att inte skada andra komponenter eller användaren.)
• Medelkraften i horisontalled för att manövrera låsklaffarna: 24.1N(Denna kraft kommer att avgöra ungefär i vilken storleksordning den kraft med vilken man medvetet vill ”sparka loss” skaftfästet bör vara)
24

Kap.4 Detaljkonstruktion
4.2 Beräkning av böjkraft på fjädern
4.2.1 BakgrundHittills har fjäderns dimensioner bestämts mera på känn än med underbyggd fakta. När arbetet med FEM-analyser och dimensionsoptimering senare påbörjas kan det därför vara vettigt att ha några riktvärden att börja med.
Målet med denna beräkning är således att bestämma ungefär vilka dimensioner fjädern bör ha för att fungera som tänkt.
Från experimentet i föregående kapitel framgår att det behövs ca 24N för att böja upp låsklaffarna de ca 4mm som krävs för att de ska släppa. Då det digitala konceptet har som mål att vara något grövre än funktionsmodellen kommer en uppböjning på 4.5mm att krävas och en kraft på 30N användas.
4.2.2 TeoriFör att lösa detta problem kommer fjädern att approximeras med en tvådelad balk så att balkteori kan tillämpas, formler för balkar hämtas från Karl Björk15.
Momentet som kommer läggas på är 30N på 20mm avstånd, vilket ungefär motsvarar var kraften kommer hamna på låsklaffarna.
Det första steget blir att räkna ut vilken blöjstyvhet( I ) som fjädern behöver ha och sen från detta I beräkna fjäderns dimensioner.
Från bilden till höger fås att:
I=Ma L2
2 E f
L = 23mm (från CAD-modell) Ma = 600Nmm (30N ∙ 20mm)
E = 3300N/mm^2 (från faktablad) f = 4.5mm (från CAD-modell)
Böjstyvheten blir således: I= 450⋅232
2⋅3300⋅4.5=10.687 mm4
15 Formler och Tabeller för Mekanisk Konstruktion, sjätte upplagan, Karl Björk
25
(Illustration 4.3: Böjning av balk med enkelt moment i ena änden.)

Kap.4 Detaljkonstruktion
Enligt Steiners sats för beräkningar av böjstyvheten för sammansatta kroppar inverkar inte skillnader i avstånd mellan kropparna längs böjnings axeln något på resultatet.
Alltså kan fjäderramens dimension beräknas som att de två armarna sitter ihop och blir en arm som är dubbelt så bred. Böjstyvheten för en sådan kropp i x-ritkting, som är axeln runt vilken böjningen sker, kan beräknas av:
Ix=bh3
12
bh3
12=2 bh3
12
Två metoder finns nu för att lösa problemet, antingen så hittas ett samband mellan b och h eller så låses en av variablerna till ett känt värde. I detta fall låstes b till 4mm som motsvarar den maximala bredd som fjäderarmarna kan ha utan att riskera att ta i fästtornen, h motsvarar då fjäderramens tjocklek.
Ekvationen blir då en tredjegradsekvation med alla rötter i samma punkt och kan lösas enligt:
h=36 Ixb
och med siffervärden blir då tjockleken: h=3 6⋅10.6874 =2.52mm
Med detta resultat som riktvärde beslutades att de första FEM-analyserna ska använda sig av en fjäderarms tjocklek på 2.5mm och därifrån, om så är nödvändigt, kommer vissa modifikationer att ske för att uppnå önskad funktion.
26

Kap.4 Detaljkonstruktion
4.3 Slutgiltig designDenna rubrik innefattar en noggrann genomgång av varje enskild detalj i moppen med fokus på att beskriva deras mer komplexa geometrier och varför de ser ut som de gör. Även vissa släppvinklar och toleranser tas upp här då de saknas på de slutgiltiga ritningarna.
4.3.1 MontageHuvudidéen med Ergomopp var att erbjuda en mopp med flyttbar mittpunkt utan att negativt påverka dess funktion under normal användning.
I slutändan uppnåddes detta genom att ha ett skaftfäste som glider i spår i huvudplattan. Skaftfästet kan även låsas i två lägen med hjälp av en fjäderdetalj med låsklaffar.
Moppen kan monteras och underhållas helt utan hjälp av verktyg, med undantag för att ändskydden kan behöva dras ut med tång när kardborrskenorna väl behöver bytas.
27
(Illustration 4.4: Moppen monterad med ett dummy-skaft)

Kap.4 Detaljkonstruktion
Angående moppens montering är det tänkt att grundplattan med ändskydd och kardborrskenor monteras som en enhet genom att två kardborrskenor i lämplig längd förs in i för dessa avsedda spår och sen låses på plats av ändskydden som försiktigt slås i från sidorna.
Glidaren med fjäder och skaft monteras även den som en separat enhet genom att en fjäderdetalj förs över fästtornen men inte ner i sitt spår, då detta skulle omöjliggöra en uppböjning av detaljen. Detaljen böjs sen upp och skaftet sätts på plats, varpå det sista steget blir att trycka ner fjädern i sina spår tills låsklaffarna ”klickar” i position.
Det sista steget blir att ta ett stadigt grepp runt de två tornen över låsklaffarna och böja upp dem tills stoppet tar emot och sen föra in hela glidaren i grundplattans till för ändamålet avsedda spår.
När moppen sen behöver rengöras är det bara att lyfta på båda klackarna, dra hela detaljen ur sitt spår och spola rent glidspåren och fästet. Demontering för renovering följer samma procedur, alla detaljer med undantag för ändskydden kan lätt plockas isär efter montering om de skulle gå sönder, ändskydden däremot kan få vissa skador vid utdragning men det borde vara fullt möjligt att även återanvända dessa om man är lite försiktig.
28
(Illustration 4.5: Moppen isärmonterad och uppdelad i sina enskilda komponenter, de två översta komponenterna ”skaftbiten” och ”fästleden” är bara dummys för att visa hur det är tänkt att monteras och ingår således inte i produkten)

Kap.4 Detaljkonstruktion
4.3.2 SkenanSkenan är själva grunden för moppen, och alla övriga detaljer har designats för att passa i skenan även om denna även fått anpassats i vis mån för att tillfredsställa de övriga detaljernas behov. Skenans grundfunktion är att hålla fast de två kardborrskenor som mopptyget fästs på samt att även agera fäste till skaftfästet och låsklaffarna. Det är även skenan som står för moppens stabilitet.
Skenan har en total längd av 500mm och är 80mm bred , dessa mått är satta för att Ergomopp ska passa med existerande mopptyg. Skenans ändar har en 25grades lutning för att möjliggöra städning även i hörn som är skarpare än 90grader. I vardera ände finns även ett litet 4mm hål för ändskyddens fästpiggar. De två större rektangulära hålen är 11x5mm och är till för de klaffar som finns på fjäderdetaljen, de är placerade så att skaftet i normalläge är låst på skenans mittpunkt, medan det andra hålet låser skaftet så långt ut som möjligt. Samtliga hål är tänkta att stansas ur profilen när den kapats i lämpliga längder.
Sedd från sidan kan skenans design verka något komplicerad, detta är dock nödvändigt då så pass många funktioner ska finnas i skenan samtidigt som en jämn materialtjocklek16 måste hållas. Samma sak gäller för alla rundningar som förutom att ge ett mera stilrent utseende även är tänkta att underlätta för själva strängpressningen. Rundningarna har således ingen kritisk funktion utan detaljen kan göras mera lik originalsketchen om detta nu skulle visa sig vara en mera pressvänlig form, men alla andra delar måste då uppdateras föra att passa den nya formen.
16 se Bilaga 3, Detaljspecifikation: Skena under stycket design rekommendationer.
29
(Illustration 4.7: Skenan sedd från sidan)
(Illustration 4.8: Skenan sedd från sidan, original sketch)
(Illustration 4.6: Skenan sedd ovanifrån)
21 3
4
Kap.4 Detaljkonstruktion
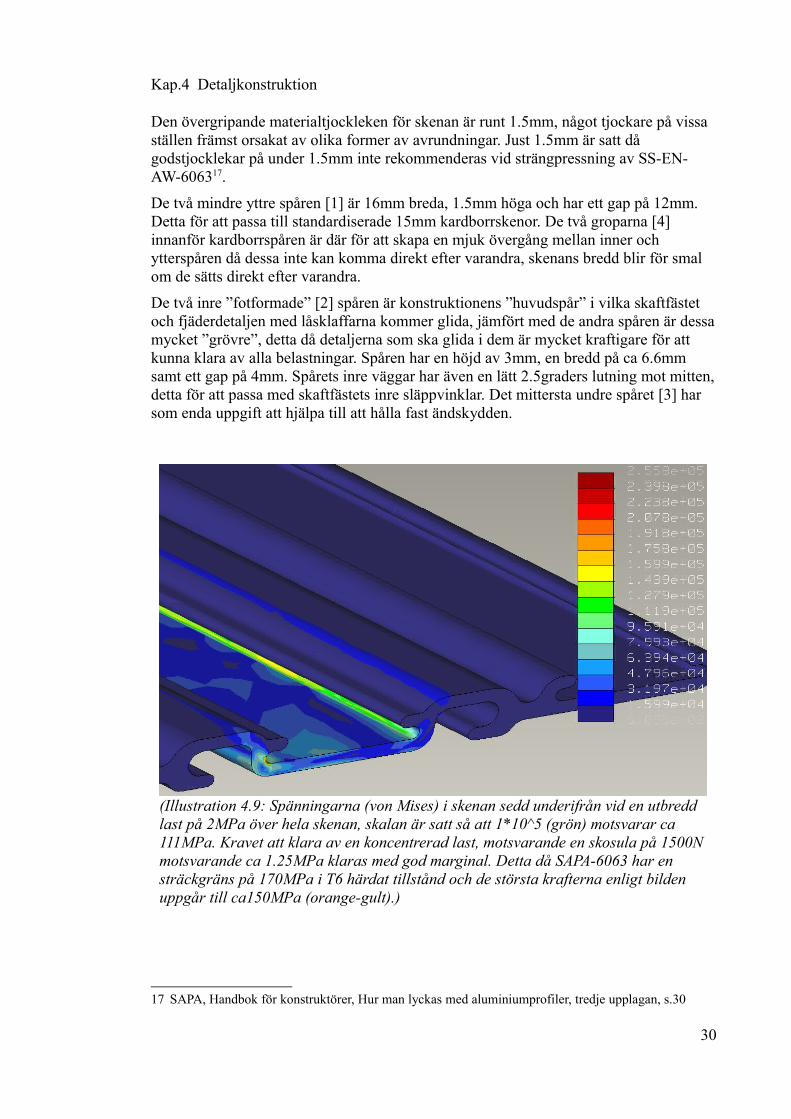
Den övergripande materialtjockleken för skenan är runt 1.5mm, något tjockare på vissa ställen främst orsakat av olika former av avrundningar. Just 1.5mm är satt då godstjocklekar på under 1.5mm inte rekommenderas vid strängpressning av SS-EN-AW-606317.
De två mindre yttre spåren [1] är 16mm breda, 1.5mm höga och har ett gap på 12mm. Detta för att passa till standardiserade 15mm kardborrskenor. De två groparna [4] innanför kardborrspåren är där för att skapa en mjuk övergång mellan inner och ytterspåren då dessa inte kan komma direkt efter varandra, skenans bredd blir för smal om de sätts direkt efter varandra.
De två inre ”fotformade” [2] spåren är konstruktionens ”huvudspår” i vilka skaftfästet och fjäderdetaljen med låsklaffarna kommer glida, jämfört med de andra spåren är dessa mycket ”grövre”, detta då detaljerna som ska glida i dem är mycket kraftigare för att kunna klara av alla belastningar. Spåren har en höjd av 3mm, en bredd på ca 6.6mm samt ett gap på 4mm. Spårets inre väggar har även en lätt 2.5graders lutning mot mitten, detta för att passa med skaftfästets inre släppvinklar. Det mittersta undre spåret [3] har som enda uppgift att hjälpa till att hålla fast ändskydden.
17 SAPA, Handbok för konstruktörer, Hur man lyckas med aluminiumprofiler, tredje upplagan, s.30
30
(Illustration 4.9: Spänningarna (von Mises) i skenan sedd underifrån vid en utbredd last på 2MPa över hela skenan, skalan är satt så att 1*10^5 (grön) motsvarar ca 111MPa. Kravet att klara av en koncentrerad last, motsvarande en skosula på 1500N motsvarande ca 1.25MPa klaras med god marginal. Detta då SAPA-6063 har en sträckgräns på 170MPa i T6 härdat tillstånd och de största krafterna enligt bilden uppgår till ca150MPa (orange-gult).)

Kap.4 Detaljkonstruktion
4.3.3 GlidarenGlidaren, är moppens mest geometriskt komplicerade detalj och har som uppgift att agera fäste för moppens skaft och fjäderdetaljen med låsklaffarna. Detta samtidigt som den ska vara utformad att för glida bra och stabilt i skenans spår, gå att böja på mitten för att föra in skaftets låspiggar och slutligen även vara utformad för att kunna formsprutas18.
Innerväggarna på de två ”fästtornen” [1] är lodräta med ett avstånd på 27.5mm från varandra, detta för att passa med standardiserade 27mm fästen. Notera att de yttre väggarna inte är lodräta utan har en släppning på 5grader.
Detaljen är utformad för att formsprutas och så gott som alla ytor har därför någon form av släpp varierande mellan 1-5grader, för detaljer se CAD modellen.
Hela ovansidan [2] av glidaren har en konvex form med en radie på 750mm, detta ger detaljen en rundare form samtidigt som det ger extra utrymme för låsklaffdetaljen. Detta då den på så vis kommer närmare skenan ute i glidarens kanter medan mittpunkten är något högre vilket leder till stabilare konstruktion.
På baksidan av varje torn sitter en stoppklack [3] som har till uppgift att stadga upp tornet samt att stoppa en onödigt hög uppböjning av låsklaffarna, något som kan leda till överbelastning av fjäderarmarna. Stoppklackarnas ytterkant har ett litet släpp på 1grad, detta främst för att minimera risken att klackarnas stopp glider uppför stoppklacken istället för att stanna.
På den snittade sidan ses överst det lätt koniska hål [4] i vilket skaftets låspiggar kommer vila. Hålet har en nominell bottendiameter av 8mm med en öppnade släppning på 2.5grader. Under hålet ses en djup ficka [5]. Denna fickas uppgift är att hålla materialtjockleken mer jämn då allt för stora skillnader ofta leder problem vid tillverkningen i form av höga inre spänningar i materialet och fula sjunkmärken på detaljens ytor.
18 se Bilaga 3, Detaljspecifikation: skaftfäste under stycket design rekommendationer.
31
(Illustration 4.10: Glidaren sedd från sidan med vänster halva snittad)
1
235
4

Kap.4 Detaljkonstruktion
Underifrån syns fickorna ännu bättre, och här ses även de två spår [1] som finns i detaljens mittparti. Dessa spår kommer hjälpa till att låsa fast låsklaffarna under montering av moppen, men har i övrigt ingen viktigare funktion.
Hela detaljen är täckt av minst 0.5mm radiers rundningar detta då plaster är känsliga för skarpa hörn samt att skarpa hörn bara försvårar tillverkningen. En ytterligare bonus är att moppen får ett ”snällare” utseende än om alla detaljer hade varit helt kantiga.
Detaljens mittparti är öppet [2] av två anledningar dels är det i denna öppning som låsklaffarna kommer att sitta fast och dels så måste detaljen gå att böja på mitten för att det ska vara möjligt att montera själva skaftet på detaljen, något som skulle vara svårt om glidskenorna skulle gå hela vägen. I ytterkant på detaljen finns även två rektangulära ”hål”[3], dessa hål är tänkta att dels guida låsklaffarna ner i sina tänkta hål och dessutom tillåta att låsklaffdetaljen kan dölja en bit av glidaren så att hela konstruktionen får ett snyggt, mjukt avslut.
Nedan ses här stoppklackarnas T-form [1] ovanifrån, denna form ger ett stark och styvt stopp även om materialet bara är ca 2mm tjockt. Detaljens bredd är 32.8mm och för att minimera risken för den så kallade byrålådseffekten är dess längd ca 2.5ggr bredden i detta fall 85mm. Denna längd är även satt utifrån hänsyn till låsklaffarnas fjädrar, om detaljen vore kortare skulle den fjädrande längden bli allt för kort med risk för plastisk deformation som följd.
32
(Illustration 4.11: Glidaren sedd underifrån)
(Illustration 4.12: Glidaren sedd ovanifrån)
1
2
3
1

Kap.4 Detaljkonstruktion
Direkt bakifrån ses tydligt effekten av den lätt konvexa sidoprofilen som nämnts tidigare, här syns även formen på glidskenorna [1] som är ska löpa i de liknande spår som finns i fästplattan.
Glidskenorna är ca 0.1mm mindre än spåret i plattan för att möjliggöra ett visst glapp utan risk för låsning. Just detta mått borde toleranssättas mera exakt innan produkten går till produktion.
Här anas även de släppvinklar av det understa spåret [2] som motiverade lutningen av skenans innerspår.
Notera att fästtornets topp [3] inte är sfäriskt rundat utan har en oval rundning. Detta för att fördela kraften, av ett eventuellt feltramp på detaljen, så rakt ner som möjligt men samtidigt ge detaljen ett mjukt utseende.
33
(Illustration 4.13: Glidaren sedd bakifrån)
(Illustration 4.14: Glidarens utböjning vid en 15kg last. Endast några få punkter i böj-ytans utkanter visar en tendens till att överskrida materialets sträckgräns (röd-orange område) men är fortfarande långt ifrån brottgränsen, när detaljen dessutom sen är fuktigt kommer materialet bli flexiblare och böjningen kommer inte vålla några problem, då den bara ska utföras ett fåtal gånger under moppens livstid.)
12
3

Kap.4 Detaljkonstruktion
4.3.4 FjäderFjädern är konstruktionens mest kritiska komponent. Den har som uppgift att låsa fast glidaren i antingen mittenläget eller ytterläget. Den ska ha bra fjädrande egenskaper men även ha hög hållfasthet och inte förlora sin fjäderkraft med tiden, något som är väldigt svårt att uppnå med en plastdetalj. En lösning på problemet skulle kunna vara att göra de fjädrande delarna av metall men det ansågs bli för dyrt, därav valet av en formsprutad plastkonstruktion.
Från sidan ses här fjäderns alla viktiga strukturer. Mittpartiet [1] är designat att passa dels i glidarens mittersta gap samt att även passa i huvudskenans glidspår, detta gör att fjädern blir låst både i höjd och sidled utan användning av vare sig lim eller skruvar.
I ytterkant på varje sida sitter låsklaffarna [2] med ett ”torn” [3] över sig för att möjliggöra enkel uppböjning med en fot. Tornens höjd gör att endast en liten kraft behöver appliceras i tornens topp för att böja upp klaffarna, medan klaffarnas närhet till centrumaxeln gör att en mycket större kraft behövs på klaffen för att tvinga dem ur sin position. Klaffarna har en förhållandevis skarp släppvinkel på 5grader för att underlätta att de glider upp vid överbelastning av moppen i sidled, skulle det visa sig att de släpper för lätt kan vinkeln minskas för att kompensera för detta och vise versa.
Direkt bakifrån ses tydligt de små snäppfästen [1] som är tänkta att låsa fast detaljen i glidaren under montering. De två nedre glidskenorna [2] är av exakt samma dimensioner som de på glidaren, detta för att minimera glappet och maximera hållfastheten.
Själva låsklaffens [3] höjd är ca 5.7mm men behöver endast böjas upp 4mm för att släppa från fästplattan, hela detaljen har en total höjd av 28.4mm.
Vad gäller dess övriga konstruktion har den samma egenskaper som glidaren, det vill säga rundningar över hela kroppen samt släppvinklar på alla räta ytor.
34
(Illustration 4.15: Låsklaffarna sedda från sidan)
(Illustration 4.16: Fjädern sedd bakifrån)
1
2
3
123

Kap.4 Detaljkonstruktion
Ovanifrån ses att tornen är ihåliga [1], detta för att hålla jämn materialtjocklek och förhindra sjunkmärken. Fjäderarmarna [2] är tunna i jämförelse med resten av detaljen, detta är främst på grund av platsbristen mellan glidarens torn och fjädern, bredare fjäderarmar skulle krocka med glidaren, så fjäderns styvhet har fått regleras med hjälp av dess längd och tjocklek istället. I den slutgiltiga designen är fjäderarmarna ca 23mm långa med en tjocklek av 2.75mm och en bredd på 4mm.
Vid fjädertornens bas sitter även en plan yta [3], denna yta har till funktion att stoppa emot glidarens stoppklack och således förhindra allt för stora uppböjningar samt att stabilisera och agera fästpunkt för stoppklackarna.
Nuvarande konstruktion är stabil vid 23°C då den enligt krypkurvor19 kommer få en extra töjning på ca 3% efter 5000h med en 40MPa belastning. Men vid 45°C kommer krypet troligtvis överstiga 7% efter samma tidsrymd och belastning, möjligtvis mer då kurvorna vid högre tider och temperaturer blir kraftigt olinjära vilket försvårar en korrekt approximation.
19 http://www.kmsbearings.com/pdf/Delrin%20Acetal%20Design%20Guide.pdf , s.22, 10-06-2010
35
(Illustration 4.17: Fjädern sedd ovanifrån)
1
2
3

Kap.4 Detaljkonstruktion
Vid en uppböjning av fjädern till det läge då den släpper från plattan, bilden ovan, utsätts de mest utsatta delarna (radierna vid fästerna) för en spänning av ca54 MPa, väl under materialets sträckgräns på 71 MPa20. De flesta ytor ligger dock mellan 27 till 40MPa.
20 Se Bilaga 4: DELRIN 500TL NC010
36
(Illustration 4.18: FEM-beräkning av fjäderns spänningar(von Mises) vid en 4mm uppböjning motsvarande en last av 31N, skalan är graderad så att 4*10^4 (orange) motsvarar 40MPa)
(Illustration 4.19: FEM-beräkning av när fjädern stoppas, skalan är graderad i mm förflyttning från nolläget, stopp vid ca 4.5mm uppböjning motsvarande 33N.)
Kap.4 Detaljkonstruktion
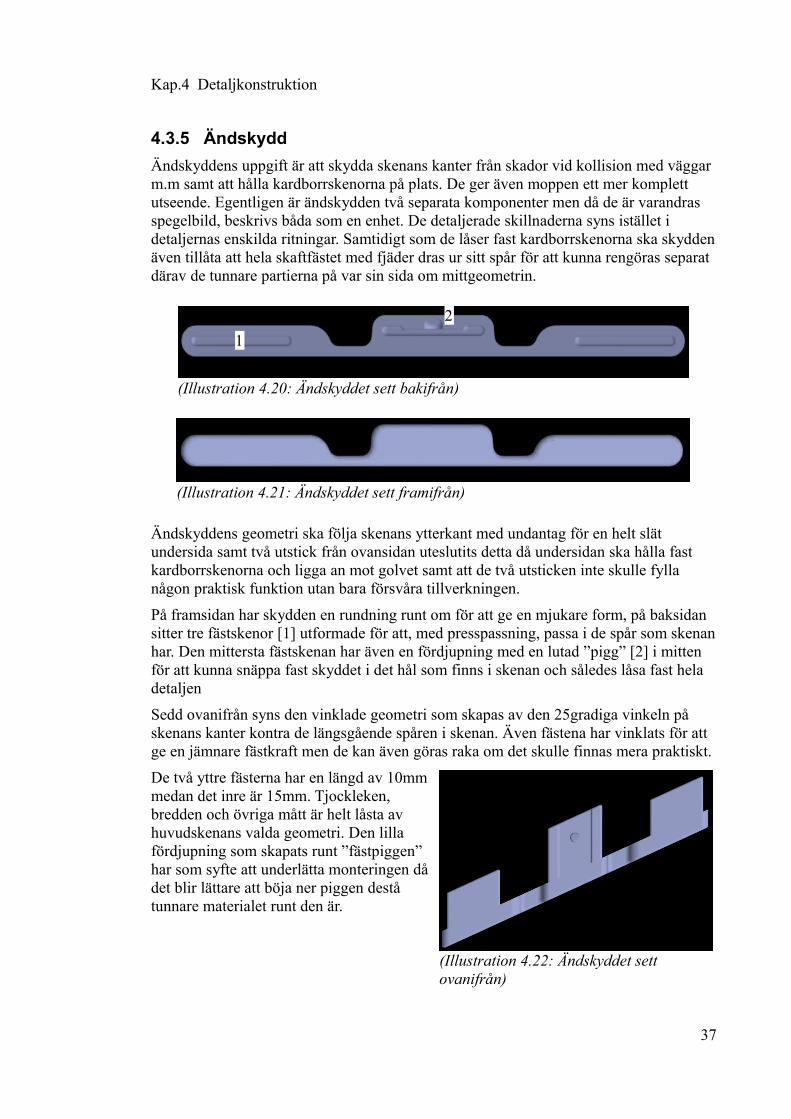
4.3.5 ÄndskyddÄndskyddens uppgift är att skydda skenans kanter från skador vid kollision med väggar m.m samt att hålla kardborrskenorna på plats. De ger även moppen ett mer komplett utseende. Egentligen är ändskydden två separata komponenter men då de är varandras spegelbild, beskrivs båda som en enhet. De detaljerade skillnaderna syns istället i detaljernas enskilda ritningar. Samtidigt som de låser fast kardborrskenorna ska skydden även tillåta att hela skaftfästet med fjäder dras ur sitt spår för att kunna rengöras separat därav de tunnare partierna på var sin sida om mittgeometrin.
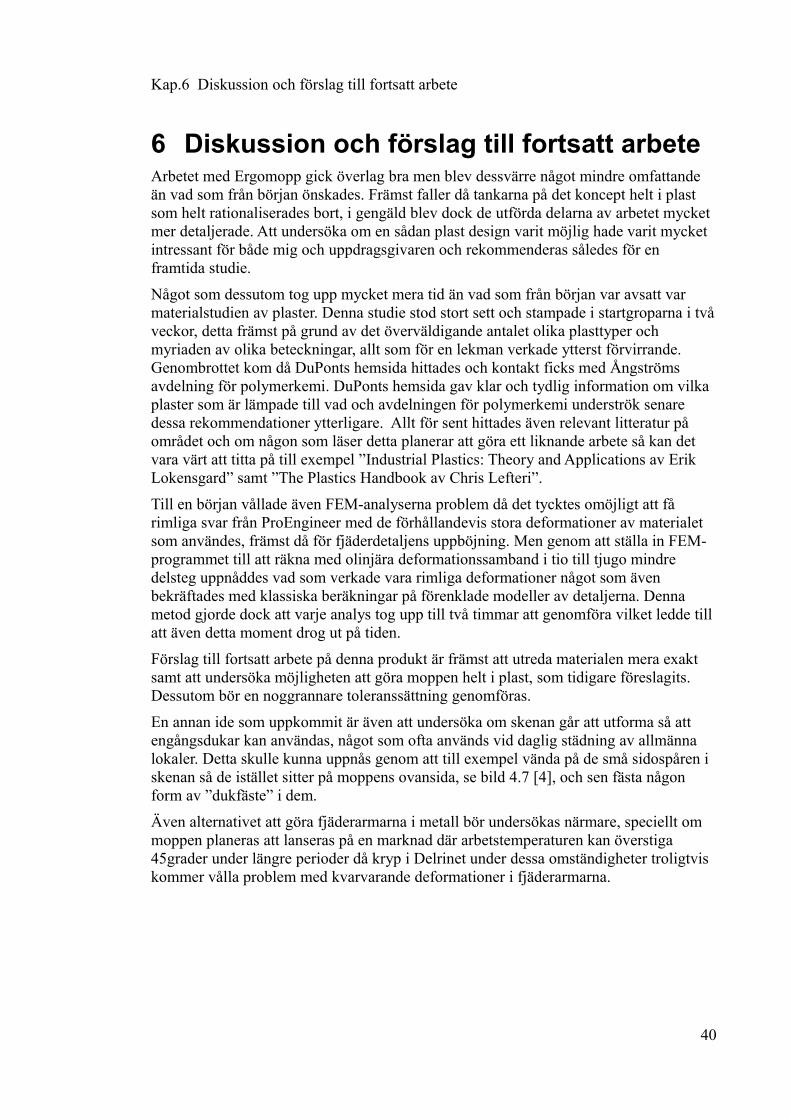
Ändskyddens geometri ska följa skenans ytterkant med undantag för en helt slät undersida samt två utstick från ovansidan uteslutits detta då undersidan ska hålla fast kardborrskenorna och ligga an mot golvet samt att de två utsticken inte skulle fylla någon praktisk funktion utan bara försvåra tillverkningen.
På framsidan har skydden en rundning runt om för att ge en mjukare form, på baksidan sitter tre fästskenor [1] utformade för att, med presspassning, passa i de spår som skenan har. Den mittersta fästskenan har även en fördjupning med en lutad ”pigg” [2] i mitten för att kunna snäppa fast skyddet i det hål som finns i skenan och således låsa fast hela detaljen
Sedd ovanifrån syns den vinklade geometri som skapas av den 25gradiga vinkeln på skenans kanter kontra de längsgående spåren i skenan. Även fästena har vinklats för att ge en jämnare fästkraft men de kan även göras raka om det skulle finnas mera praktiskt.
De två yttre fästerna har en längd av 10mm medan det inre är 15mm. Tjockleken, bredden och övriga mått är helt låsta av huvudskenans valda geometri. Den lilla fördjupning som skapats runt ”fästpiggen” har som syfte att underlätta monteringen då det blir lättare att böja ner piggen destå tunnare materialet runt den är.
37
(Illustration 4.20: Ändskyddet sett bakifrån)
(Illustration 4.21: Ändskyddet sett framifrån)
(Illustration 4.22: Ändskyddet sett ovanifrån)
12

Kap.5 Slutsats och utvärdering
5 Slutsats och utvärderingI detta kapitel utvärderas slutresultatet mot de satta målen och kraven kompletterat med egna tankar och reflektioner som har uppkommit under arbetets gång.
Den korta slutsatsen av detta arbete är att det med största sannolikhet går alldeles utmärkt att producera en mopp med de satta specifikationerna. Materialen bör dock utredas något mer innan fullskalig produktion dras igång och helst bör även några riktiga prototyper skapas och testas.
Moppens tekniska lösning blev i slutändan en enkel och robust design med endast ett fåtal delar, detta torde vara tilltalande för såväl producenter som kunder. Designen uppfyller även de mål och krav som är satta på produkten, se utvärderingen nedan.
Glidaren och fjädern har ganska komplicerade geometrier och därmed kommer investeringskostnaden för verktygen för dessa bli ganska hög. Men så länge större serier produceras torde återbetalningstiden ändå bli ganska kort.
5.1 MålNedan följer en lista med de uppsatta målen och en kommentar på hur väl de har uppnåtts.
• ”Med nuvarande funktionsmodell som grund, ta fram och optimera ett nytt koncept avsett för masstillverkning.”Då den slutgiltiga produkten inte är helt färdig men ändock tillräckligt komplett för att uppdragsgivaren ska ha kunnat gå vidare med resultatet från detta arbete och därefter även kontaktat tillverkare får målet ändå lov att ses som uppfyllt.
• ”Utredning och val av lämpliga tillverkningsmaterial med hänsyn till gällande funktions- och produktionskrav. ”Detta mål är så gott som uppfyllt men inte helt. En utredning av material har gjorts och val av material har föreslagits, men studien av plasterna är inte tillräckligt djup för att det med säkerhet ska kunna sägas att de valda plasterna är de bästa för uppgiften men de borde med största sannolikhet klara funktions- och produktionskraven.
• ”Fastslå lämpliga tillverkningsmetoder med fokus på att minimera tillverkningskostnaden.”Målet ses som uppfyllt, inget kan idag på marknaden konkurrera med extrudering och formsprutning när det gäller produktion av mindre detaljer i stora serier.
• ”Ta fram komplett ritningsunderlag med tillhörande CAD-modeller för samtliga ingående komponenter.”Kompletta CAD-modeller har skapats och levererats. Ritningarna är inte helt kompletta, de har alla viktiga mått och former utsatta men saknar vissa släppvinklar och toleranser, men uppdragsgivaren ville inte heller ha mera detaljerade ritningar så målet ses som uppfyllt.
38

Kap.5 Slutsats och utvärdering
• ”Genomföra funktions/hållfasthets/FEM-beräkningar på samtliga, egendesignade, komponenter och konstruktioner och därefter utföra lämplig dimensionering för att säkerställa att gällande funktionskrav uppfylls.”Både kompletta FEM-analyser och hållfasthetsberäkningar har utförts samt lämplig dimensionering utifrån detta har skett, målet är således uppfyllt.
• ”Med den färdiga digitala prototypen som stöd ta fram produktdemonstrations underlag.”Som produktdemonstrations underlag har ett antal filmer och bilder med tillhörande bildspel skapats. Uppdragsgivaren var nöjd med detta material så målet är uppfyllt.
Formuleringen i den ursprungliga problembeskrivningen nämner även att ett koncept helt i plast avsett för marknader med lägre krav skulle tas fram, detta skedde dock inte utan det beslutades i samråd med uppdragsgivaren att mera tid istället skulle läggas på att förfina det ”professionella” konceptet. Detta fastslås även i början av rapporten i problembeskrivningen.
5.2 ProduktkravLista på de viktigaste produktkraven hämtade från rapportens inledning.
• Produktens huvudsakliga funktion skall vara att avlägsna damm och smuts från större plana ytor samt under eventuella möbler på dessa ytor. Uppfyllt
• Produkten ska vara intuitivt utformad för att kunna brukas av på området icke utbildade personer. Uppfyllt
• Användaren ska med en fot, i en kontinuerlig rörelse, kunna lösgöra låsmekanismen och flytta skaftets fästpunkt. Uppfyllt
• Moppen ska kunna monteras helt utan hjälp av extra verktyg. Uppfyllt
• Produkten ska klara normala sammanstötningar med väggar och föremål utan att låsmekanismen ska frigöras, men den ska frigöras vid hårdare sammanstötningar för att skydda övriga komponenter. Teoretiskt sett uppfyllt, dock ej testat.
• Produkten ska vara kompatibel med nu, på marknaden, existerande standardkomponenter. Uppfyllt
• Produkten får bestå av max 5 unika komponenter. Uppfyllt
39
Kap.6 Diskussion och förslag till fortsatt arbete
6 Diskussion och förslag till fortsatt arbeteArbetet med Ergomopp gick överlag bra men blev dessvärre något mindre omfattande än vad som från början önskades. Främst faller då tankarna på det koncept helt i plast som helt rationaliserades bort, i gengäld blev dock de utförda delarna av arbetet mycket mer detaljerade. Att undersöka om en sådan plast design varit möjlig hade varit mycket intressant för både mig och uppdragsgivaren och rekommenderas således för en framtida studie.
Något som dessutom tog upp mycket mera tid än vad som från början var avsatt var materialstudien av plaster. Denna studie stod stort sett och stampade i startgroparna i två veckor, detta främst på grund av det överväldigande antalet olika plasttyper och myriaden av olika beteckningar, allt som för en lekman verkade ytterst förvirrande. Genombrottet kom då DuPonts hemsida hittades och kontakt ficks med Ångströms avdelning för polymerkemi. DuPonts hemsida gav klar och tydlig information om vilka plaster som är lämpade till vad och avdelningen för polymerkemi underströk senare dessa rekommendationer ytterligare. Allt för sent hittades även relevant litteratur på området och om någon som läser detta planerar att göra ett liknande arbete så kan det vara värt att titta på till exempel ”Industrial Plastics: Theory and Applications av Erik Lokensgard” samt ”The Plastics Handbook av Chris Lefteri”.
Till en början vållade även FEM-analyserna problem då det tycktes omöjligt att få rimliga svar från ProEngineer med de förhållandevis stora deformationer av materialet som användes, främst då för fjäderdetaljens uppböjning. Men genom att ställa in FEM-programmet till att räkna med olinjära deformationssamband i tio till tjugo mindre delsteg uppnåddes vad som verkade vara rimliga deformationer något som även bekräftades med klassiska beräkningar på förenklade modeller av detaljerna. Denna metod gjorde dock att varje analys tog upp till två timmar att genomföra vilket ledde till att även detta moment drog ut på tiden.
Förslag till fortsatt arbete på denna produkt är främst att utreda materialen mera exakt samt att undersöka möjligheten att göra moppen helt i plast, som tidigare föreslagits. Dessutom bör en noggrannare toleranssättning genomföras.
En annan ide som uppkommit är även att undersöka om skenan går att utforma så att engångsdukar kan användas, något som ofta används vid daglig städning av allmänna lokaler. Detta skulle kunna uppnås genom att till exempel vända på de små sidospåren i skenan så de istället sitter på moppens ovansida, se bild 4.7 [4], och sen fästa någon form av ”dukfäste” i dem.
Även alternativet att göra fjäderarmarna i metall bör undersökas närmare, speciellt om moppen planeras att lanseras på en marknad där arbetstemperaturen kan överstiga 45grader under längre perioder då kryp i Delrinet under dessa omständigheter troligtvis kommer vålla problem med kvarvarande deformationer i fjäderarmarna.
40
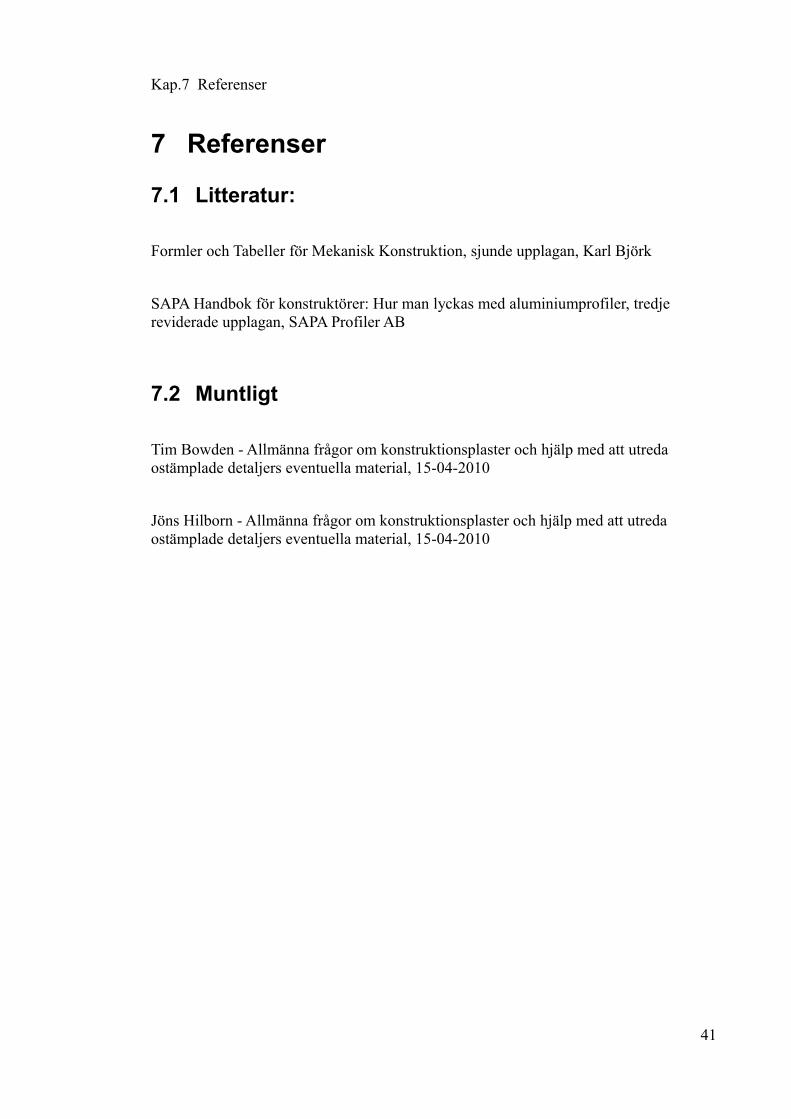
Kap.7 Referenser
7 Referenser
7.1 Litteratur:
Formler och Tabeller för Mekanisk Konstruktion, sjunde upplagan, Karl Björk
SAPA Handbok för konstruktörer: Hur man lyckas med aluminiumprofiler, tredje reviderade upplagan, SAPA Profiler AB
7.2 Muntligt
Tim Bowden - Allmänna frågor om konstruktionsplaster och hjälp med att utreda ostämplade detaljers eventuella material, 15-04-2010
Jöns Hilborn - Allmänna frågor om konstruktionsplaster och hjälp med att utreda ostämplade detaljers eventuella material, 15-04-2010
41
Kap.7 Referenser
7.3 InternetDelrin, DuPont Plastics, 20-05-2010 ”http://www2.dupont.com/Plastics/en_US/Products/Delrin/Delrin.html”
Zytel, DuPont Plastics, 20-05-2010 ”http://www2.dupont.com/Plastics/en_US/Products/Zytel/index.html”
Delrin Design and Processing, DuPont Plastics, 20-05-2010 ”http://www2.dupont.com/Plastics/en_US/Products/Delrin/delrin_europe_design.html”
Zytel Design and Processing, DuPont Plastics, 20-05-2010 ”http://www2.dupont.com/Plastics/en_US/Products/Zytel/pa/zytel_europe_design.html”
Samtliga lathundar för plastkonstruktion, AB Carlsson & Möller, 20-05-2010 ”http://www.c-m.se/index.php/Lathundar-for-plast/Lathundar-for-plast.html”
10 i Top artiklarna om formsprutning, PLASTFORUM, 20-05-2010 ”http://www.plastnet.se/iuware.aspx?pageid=4053”
Materialinformation, Nolato, 20-05-2010 ”http://www.nolato.se/index.jsp?id=415”
Prislista Aluminium, BE-Group, 20-05-2010
”http://www.begroup.com/upload/Sweden/Prislistor/Aluminium/Prislista%20aluminium%202010-02-01.pdf”
The History of Nylon, 20-05-2010 ”http://www.caimateriali.org/index.php?id=32”
KMS Bearings Inc, 10-06-2010”http://www.kmsbearings.com/pdf/Delrin%20Acetal%20Design%20Guide.pdf”
42

Kap.8 Bilagor
8 BilagorBilaga 1: Produktkravsspecifikation
Bilaga 2: Projektplan
Bilaga 3: Detaljspecifikationer
Bilaga 4: Materialblad Zytel och Delrin
Bilaga 5: Ritningar
43
BILAGA 1:Produktkravsspecifikation
Produktkravspecifikation
Ärgomöpp
1 INNEHÅLL
1 Innehåll .......................................................................................................................... 2
2 Sammanfattning ............................................................................................................ 3
3 Generell beskrivninG ................................................................................................... 4
3.1 Gränssnitt ................................................................................................................ 4 3.2 Funktioner ............................................................................................................... 4 3.3 Användare ............................................................................................................... 4 3.4 Antaganden och beroenden ..................................................................................... 4
4 Specifika krav ............................................................................................................... 5
4.1 Funktionella krav .................................................................................................... 5 4.1.1 Funktionalitet .................................................................................................... 5 4.1.2 Storlek ............................................................................................................... 5 4.1.3 Material och form ............................................................................................. 5
4.2 Krav på externa gränssnitt ...................................................................................... 6 4.2.1 Användargränssnitt ........................................................................................... 6 4.2.2 Mekaniska gränssnitt ........................................................................................ 6 4.2.3 Hårdvarugränssnitt ............................................................................................ 6 4.2.4 Mjukvarugränssnitt ........................................................................................... 6
4.3 Prestandakrav ......................................................................................................... 6 4.4 Konstruktionsbegränsningar ................................................................................... 6 4.5 Egenskaper .............................................................................................................. 7
4.5.1 Säkerhet ............................................................................................................ 7 4.5.2 Servicebarhet .................................................................................................... 7 4.5.3 Miljöpåverkan ................................................................................................... 7
4.6 Övriga krav ............................................................................................................. 8 4.6.1 Ekonomi ............................................................................................................ 8 4.6.2 Dokumentation ................................................................................................. 8 4.6.3 Miljökrav .......................................................................................................... 8 4.6.4 Myndighetskrav ................................................................................................ 8
5 Dokumentinformation .................................................................................................. 9
5.1 Versionsbeskrivning ................................................................................................ 9 5.2 Distribution ............................................................................................................. 9 5.3 Definitioner ............................................................................................................. 9 5.4 Referenser ................................................................................................................ 9

2 SAMMANFATTNINGDetta dokument fastställer de övergripande krav som slutprodukten av projekt ÄrgoMöpp måste uppfylla för att tillfredställa handledarens/uppdragsgivarens önskningar.

3 GENERELL BESKRIVNING
3.1 GränssnittÄgroMöpps grundläggande koncept har utvecklats som ett svar på de problem som uppstår när man ska städa under låga möbler med hjälp av en mopp. Detta genom att ha en justerbar mittpunkt som gör att användaren inte behöver ändra ställning för att komma åt under möbler.
3.2 FunktionerProduktens huvudsakliga funktion är att avlägsna damm och smuts från större plana ytor samt under eventuella möbler på dessa ytor.
3.3 AnvändareProdukten riktas i första hand till professionell städpersonal och i andra hand till normala hemma användare.
3.4 Antaganden och beroendenUnder förutsättning att beställaren inte gör några ändringar i sin beställning eller lagar, regler eller standarder revideras behöver inga antaganden göras.
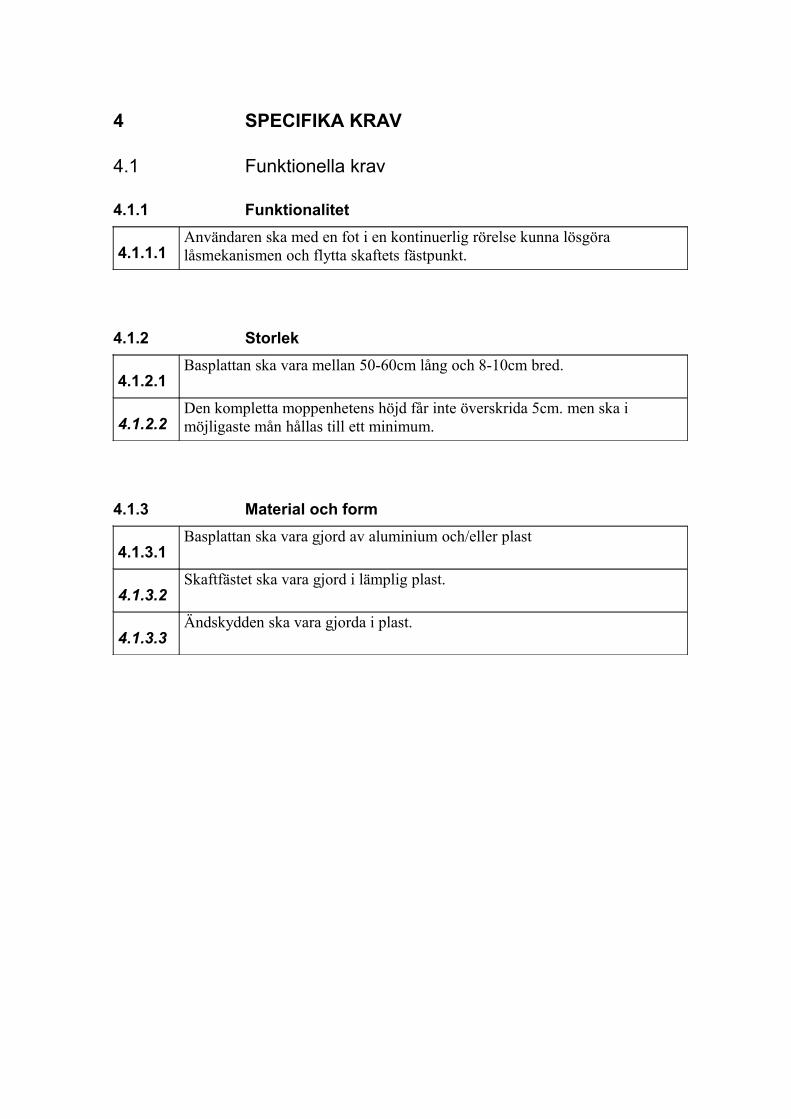
4 SPECIFIKA KRAV
4.1 Funktionella krav
4.1.1 Funktionalitet
4.1.1.1Användaren ska med en fot i en kontinuerlig rörelse kunna lösgöra låsmekanismen och flytta skaftets fästpunkt.
4.1.2 Storlek
4.1.2.1Basplattan ska vara mellan 50-60cm lång och 8-10cm bred.
4.1.2.2Den kompletta moppenhetens höjd får inte överskrida 5cm. men ska i möjligaste mån hållas till ett minimum.
4.1.3 Material och form
4.1.3.1Basplattan ska vara gjord av aluminium och/eller plast
4.1.3.2Skaftfästet ska vara gjord i lämplig plast.
4.1.3.3Ändskydden ska vara gjorda i plast.
4.2 Krav på externa gränssnitt
4.2.1 Användargränssnitt
4.2.1.1Låsmekanismens utformning ska möjliggöra användning av produkten barfota.
4.2.1.2Produkten ska vara intuitivt utformad för att kunna brukas av på området icke utbildade personer.
4.2.2 Mekaniska gränssnitt
4.2.2.1Med max ett tillbehör ska moppenheten kunna monteras utan verktyg på samtliga standardiserade moppskaft.
4.2.2.2Moppenheten ska kunna monteras helt utan extra verktyg.
4.2.2.3Basplattan ska passa standardiserade kardborrband
4.2.3 HårdvarugränssnittN/A
4.2.4 MjukvarugränssnittN/A
4.3 Prestandakrav
4.3.1.1I standard läge ska moppen prestera minst lika bra som konkurrenter med fast monterad mittpunkt.
4.3.1.2Livslängden ska vara likvärdig med nuvarande konkurrerande moppstativ
4.3.1.3Produkten ska klara normala sammanstötningar med väggar och föremål utan att låsmekanismen ska frigöras.
4.4 Konstruktionsbegränsningar
4.4.1.1Produkten får bestå av max 5 unika komponenter.
4.4.1.2Moppenhetens vikt får inte överstiga 400g men ska i möjligaste mån hållas till ett minimum.

4.5 Egenskaper
4.5.1 Säkerhet
4.5.1.1Produkten får inte ha vassa kanter som kan leda till personskada vid barfota användning.
4.5.1.2Produkten ska vid internt haveri inte generera farligt splitter.
4.5.2 Servicebarhet
4.5.2.1Produkten ska enkelt kunna demonteras för rengöring utan användning av verktyg.
4.5.2.2Samtliga ingående komponenter ska kunna bytas ut individuellt.
4.5.3 MiljöpåverkanUtanför projektets gränser, se Avgränsningar i projektplanen.

4.6 Övriga krav
4.6.1 EkonomiUtanför projektets gränser, se Avgränsningar i projektplanen.
4.6.2 Dokumentation
4.6.2.1 Sammanställnings- och detaljritningar för produkten ska finnas.
4.6.2.2 Samtliga beräkningar ska kunna redovisas och följas.Undantag för FEM-beräkningar där endast resultatet behövs.
4.6.2.3 Projektets slutresultat ska redovisas i en skriftliga rapport enligt mallen beskriven i projektplanen.
4.6.3 Miljökrav
4.6.3.1Produkten ska kunna lagerhållas i ett år vid –20 till +80 och en luftfuktighet på <95%
4.6.3.2I paketerat tillstånd ska produkten kunna falla fritt 1m mot betonggolv utan att skadas.
4.6.3.3Produkten ska kunna användas från 0 till +55grader i en luftfuktighet mellan 5-100% utan märkbar prestanda skillnad.
4.6.4 MyndighetskravUtanför projektets gränser, se Avgränsningar i projektplanen.
5 DOKUMENTINFORMATION
5.1 VersionsbeskrivningVersion Ändrad av - datum Förklaring00 TK, 2010-03-25 Första versionen
5.2 DistributionUtskriven kopia:Lista över de utskrivna exemplaren:
Lista över andra personer / funktioner som skall erhålla dokumentet:
Information om ny utgåva:Lista över andra personer / funktioner som skall erhålla besked om att ny utgåva finns av dokumentet.
5.3 DefinitionerTerm FörklaringN/A Not Applicable / Inte Applicerbart / Inte aktuellt
5.4 ReferenserProjektplan refererar till projektplan för projekt: Ärgomöpp
BILAGA 2:Projektplan
ProjektplanÄrgoMöpp (Ergo-mopp)
Utförare: Tobias Kamf Handledare: Ömer Altun
BakgrundVid städning under låga möbler med en mopp krävs det i dagsläget att städaren går ner i en lägre, obekväm, ställning för att komma åt under hela möbeln. Detta sliter onödigt mycket på personalen och orsaker således både personligt lidande och extra kostnader för företaget.
Som en lösning på detta problem har en ny typ av städmopp utvecklats. Det nya konceptet gör det möjligt att komma åt under låga möbler utan att behöva gå ner i en lägre, oergonomisk, ställning och idén bygger på ett patent som gör det möjligt att justera positionen på mopp-skaftets infästning i mopp plattan, under användning.
Lösningen är i dagsläget patenterad och en grundläggande funktionsmodeller finns, men en komplett färdig fysisk produkt och tillhörande underlag saknas.
UppgiftUppgiften blir således att ta fram två nya mera utförliga koncept baserat på de nuvarande funktionsmodellerna samt patentet. Ett koncept ska vara inriktat mot den professionella städmarknaden med hög kvallitet och livslängd som mål, och det andra konceptet ska vara framtaget för den mera kostnadsmedvetna, normala, hemma-användaren. Båda koncepten ska vara anpassade för masstillverkning och vara estetiskt tilltalande.
Syfte/MålArbetet anses vara klart när följande delmoment har genomförts och dokumenterats för de båda koncepten:
• Med nuvarande funktionsmodell som grund, ta fram och optimera ett nytt koncept avsett för masstillverkning.
• Utredning och val av lämpliga tillverkningsmaterial med hänsyn till gällande funktions- och produktionskrav1.
• Fastslå lämpliga tillverkningsmetoder med fokus på att minimera tillverkningskostnaden.
• Ta fram komplett ritningsunderlag med tillhörande CAD-modeller.
• Genomföra funktions/hållfasthets/FEM-beräkningar på samtliga, egendesignade, komponenter och konstruktioner och därefter utföra lämplig dimensionering för att säkerställa att gällande funktionskrav uppfylls.
• Med den färdiga digitala prototypen som stöd ta fram produktdemonstrations underlag.
AvgränsningarOmråden som kommer ignoreras är framförallt olika eventuella myndighets- och miljökrav. Utan här anses det tillräckligt att den färdiga prototypen inte kan bedömas vara direkt farlig/skadlig för användaren och/eller dess direkta närmiljö.En mera utförlig ekonomisk analys kommer inte häller utföras utan mål så som ”Fastslå lämpliga tillverkningsmetoder med fokus på att minimera tillverkningskostnaden.” kommer istället fokusera på att välja metoder som historiskt sett visat sig vara billiga och pålitliga vid masstillverkning.
1 Med ”gällande funktionskrav” avses här de krav som i projektets början kommer specificeras i produktkravs specifikationen.

MetodProjektet kommer att inledas med att en kravspecifikation sätts upp i samråd med handledaren. Denna specifikation kommer då tillsammans med denna projektplan att sätta upp de ramar som arbetet ska hålla sig inom.
Nästa steg kommer att bli att grundligt undersöka de existerande funktionsmodellerna samt några på marknaden konkurrerande städmoppar för att få information om material, tekniska lösningar, dimensioner m.m och med denna kunskap som grund kommer sen arbetet med de nya koncepten inledas.
Parallellt med konceptframtagnings arbetet kommer även en litteraturstudie av eventuella tillverkningsmaterial och metoder göras för att säkerställa att inga omöjliga koncept tas fram samt att de gällande kraven från produktkravs specifikationen kan uppfyllas.
När de två koncepten väl är framtagna ska de ritas upp och få sin slutgiltiga design i ProEngineer, där även de efterfrågade ritningarna kommer skapas. I denna fas kommer även de nödvändiga funktions/hållfasthets/FEM-beräkningarna att utföras för att säkerställa att de krav som finns i produktkravs specifikationen uppfylls. FEM-beräkningarna ska utföras i ProEngineers inbyggda FEM-modul och eventuella övriga beräkningar kommer få göras förhand eller med hjälp av Matlab.
Som sista steg kommer en rapport skrivas som behandlar arbetets gång och resultat. Parallellt med detta arbete kommer även de filmer och bilder som krävs för produktdemonstrations underlaget att skapas.
MaterialDe material som krävs är främst de konkurrerande moppar som ska undersökas i projektets början. Projektets handledare har tagit på sig ansvaret för att införskaffa dessa.Eventuellt kommer även några Newton-mätare och tillhörande utrustning behövas för att undersöka de krafter som en städmopp utsätt för under normal användning.
DokumentationI slutskedet av projektet ska en slutrapport sammanställas, samt att det under arbetets gång kommer att föras en dagbok över viktiga aktiviteter, detta för att säkerställa att inte allt för stora avvikelser från den satta tidsplanen sker.
DispositionSlutrapportens disposition kommer att följa den mall för examensarbeten för maskiningenjörer som finns på: http://personal.teknik.uu.se/larsd/Rapportmall-exjobb.pdf (23-03-2010)
Handledarkontakt Planerade möten skall se en till två gånger per vecka, övrig tid finns handledaren tillgänglig via telefon under normal arbetstid samt kvällar.
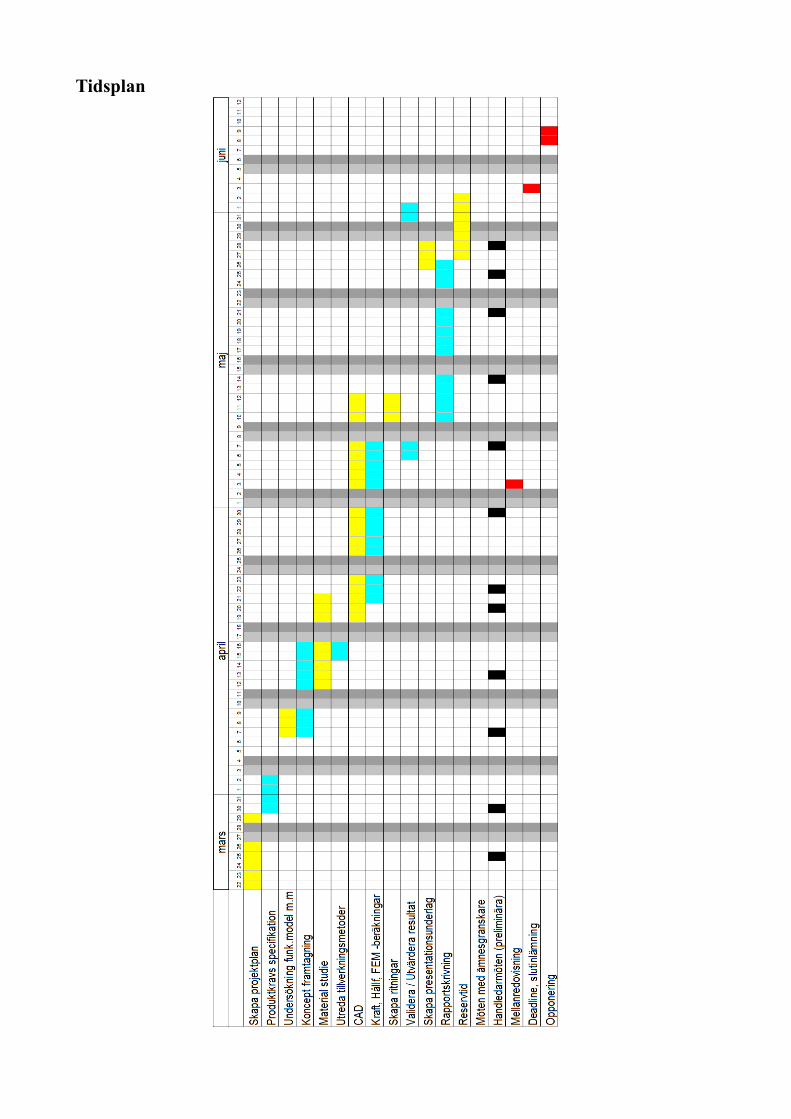
Tidsplan

BILAGA 3:Detaljspecifikationer

Detaljspecifikation: Fästplattan
Fästplattan är själva huvudplattan på vilket alla andra delar fästs, mopptyget fäst på undersidan via kardborrband och skaftfästet med tillhörande låsklaffar fästs på ovansidan i ett glidspår. Sidorna täcks med ändskydd som låser fast i gildspåren för kardborrskenorna.
Krav från kravspecifikationen samt funktionskrav:• Basplattans längd ska vara mellan 500-600mm och bredden mellan 80-90mm.• Den ska ha plats för två kardborrskenor på 26x2.2mm med sidospår på 3mm och total
kardborrshöjd med bottenskena på 3.3mm• En vuxen man (1000N) ska kunna stå på plattan utan att den plastiskt deformeras.• På plattans ovansida ska det finnas glidspår för skaftfästet med låsklaffar, glidspåret
ska anpassas efter släppvinklar på 2 grader för skaftfästet. • Plattan ska tillverkas med formextrudering (strängpressning).• Plattans inre skena ska vara vinklad för att passa med de släppvinklar som kommer att
finnas på glidaren (2.5grader).
Materialval:Sapa6063 (SS-EN-AW-6063) (Härdad aluminium)Hållfasthet för materialtjocklekar under 10mm:Sträckgräns: 65MPa, Brottgräns: 130MPa, om Kallåldrat (T4),Sträckgräns: 170MPa, Brottgräns: 215MPa, om Varmåldrat (T6)Densitet: 2700kg/m3Elasticitetsmodul: 70GPaSkjuvmodul: 27GpaPoissons tal: 0.33
Källa: SAPA, aluminium-handbok
Design rekommendationer från SAPA’s handbok: • För profiler i Sapa6063 med en omskrivningscirkel på ca:100mm rekommenderas inte
materialtjocklekar på under 1.5mm.• Profilen blir mer lätt pressad desto jämnare godset är fördelat.• Skarpa hörn är inte möjligt att extrudera, avrundningsradier på minst 0.5-1mm
rekommenderas.• Om materialtjockleken varieras måste övergångarna mellan olika materialtjocklekar
vara mjukt utformade.• Massiva profiler ger enklare verktyg, lägre kostnader och enklare tillverkning.• Undvik hål i profiler.• För djupa fickor/spår med full radie i botten får spårets djup inte överskrida fyra
gånger spårets bredd. För spår under 2mm’s bredd måste särskild hänsyn tas.• SAPA använder sig av DIN 1748 eller DIN 17615 för tolerans sättning.
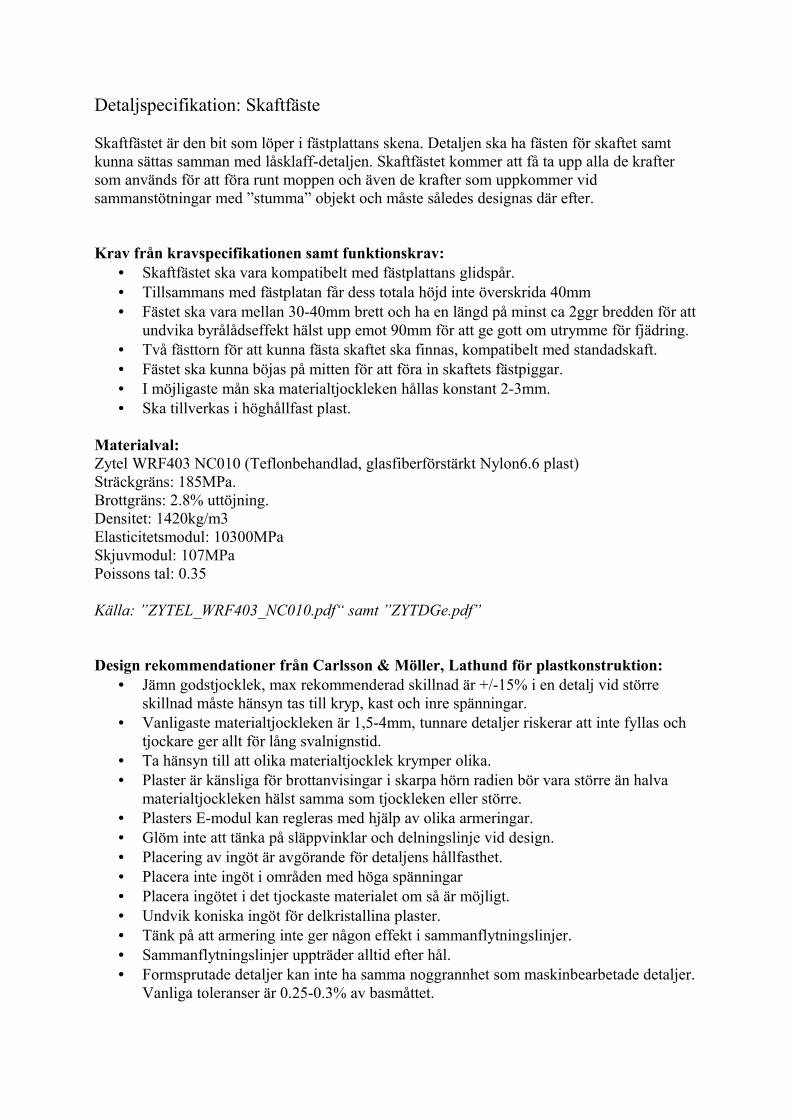
Detaljspecifikation: Skaftfäste
Skaftfästet är den bit som löper i fästplattans skena. Detaljen ska ha fästen för skaftet samt kunna sättas samman med låsklaff-detaljen. Skaftfästet kommer att få ta upp alla de krafter som används för att föra runt moppen och även de krafter som uppkommer vid sammanstötningar med ”stumma” objekt och måste således designas där efter.
Krav från kravspecifikationen samt funktionskrav:• Skaftfästet ska vara kompatibelt med fästplattans glidspår.• Tillsammans med fästplatan får dess totala höjd inte överskrida 40mm• Fästet ska vara mellan 30-40mm brett och ha en längd på minst ca 2ggr bredden för att
undvika byrålådseffekt hälst upp emot 90mm för att ge gott om utrymme för fjädring.• Två fästtorn för att kunna fästa skaftet ska finnas, kompatibelt med standadskaft.• Fästet ska kunna böjas på mitten för att föra in skaftets fästpiggar.• I möjligaste mån ska materialtjockleken hållas konstant 2-3mm.• Ska tillverkas i höghållfast plast.
Materialval:Zytel WRF403 NC010 (Teflonbehandlad, glasfiberförstärkt Nylon6.6 plast)Sträckgräns: 185MPa.Brottgräns: 2.8% uttöjning.Densitet: 1420kg/m3Elasticitetsmodul: 10300MPaSkjuvmodul: 107MPaPoissons tal: 0.35
Källa: ”ZYTEL_WRF403_NC010.pdf“ samt ”ZYTDGe.pdf”
Design rekommendationer från Carlsson & Möller, Lathund för plastkonstruktion: • Jämn godstjocklek, max rekommenderad skillnad är +/-15% i en detalj vid större
skillnad måste hänsyn tas till kryp, kast och inre spänningar.• Vanligaste materialtjockleken är 1,5-4mm, tunnare detaljer riskerar att inte fyllas och
tjockare ger allt för lång svalnignstid.• Ta hänsyn till att olika materialtjocklek krymper olika.• Plaster är känsliga för brottanvisingar i skarpa hörn radien bör vara större än halva
materialtjockleken hälst samma som tjockleken eller större.• Plasters E-modul kan regleras med hjälp av olika armeringar.• Glöm inte att tänka på släppvinklar och delningslinje vid design.• Placering av ingöt är avgörande för detaljens hållfasthet.• Placera inte ingöt i områden med höga spänningar• Placera ingötet i det tjockaste materialet om så är möjligt.• Undvik koniska ingöt för delkristallina plaster.• Tänk på att armering inte ger någon effekt i sammanflytningslinjer.• Sammanflytningslinjer uppträder alltid efter hål.• Formsprutade detaljer kan inte ha samma noggrannhet som maskinbearbetade detaljer.
Vanliga toleranser är 0.25-0.3% av basmåttet.

Detaljspecifikation: Låsklaffar
Låsklaffen är den komponent som låser hela konstruktionen på plats i glidspådet. Den kan låsas upp med en lätt spark från sidan för att möjliggöra förflyttning av mopp skaftets fästpunkt.
Krav från kravspecifikationen samt funktionskrav:• Ska kunna manövreras barfota.• Ska ge tillräcklig låskraft för att inte släppa vid instötning i väggar mm. Men inte så
hög att andra komponenter går sönder innan den släpper.• Den ska glida lätt i skenan och kunna monteras ihop med skaftfästet utan verktyg.• Ska tillverkas i en mera flexibel plast än skaftfästet.• Ska designas så att inte större flytningar uppträder i spänt läge. • Då detaljen ska fjädra och återfjädra upprepade gånger bör den inte belastas högre än
2-3% uttöjning och/eller 1/3 av materialets sträckgräns.
Materialval:Delrin 500TF NC010 (Teflonbehandlad POM)Sträckgräns: 71MPa, 13% uttöjning.Brottgräns: 20% uttöjning.Densitet: 1420kg/m3Elasticitetsmodul: 3300MPaSkjuvmodul: 66MPaPoissons tal: 0.35
Källa: ”Delrin_Acetal_Design_Guide.pdf ” samt ”DELRIN_500TL_NC010.pdf”
Design rekommendationer från Carlsson & Möller, Lathund för plastkonstruktion: • Jämn godstjocklek, max rekommenderad skillnad är +/-15% i en detalj vid större
skillnad måste hänsyn tas till kryp, kast och inre spänningar.• Vanligaste materialtjockleken är 1,5-4mm, tunnare detaljer riskerar att inte fyllas och
tjockare ger allt för lång svalnignstid.• Ta hänsyn till att olika materialtjocklek krymper olika.• Plaster är känsliga för brottanvisingar i skarpa hörn radien bör vara större än halva
materialtjockleken hälst samma som tjockleken eller större.• Plasters E-modul kan regleras med hjälp av olika armeringar.• Glöm inte att tänka på släppvinklar och delningslinje vid design.• Placering av ingöt är avgörande för detaljens hållfasthet.• Placera inte ingöt i områden med höga spänningar• Placera ingötet i det tjockaste materialet om så är möjligt.• Undvik koniska ingöt för delkristallina plaster (Nylon6).• Tänk på att armering inte ger någon effekt i sammanflytningslinjer.• Sammanflytningslinjer uppträder alltid efter hål.• Formsprutade detaljer kan inte ha samma noggrannhet som maskinbearbetade detaljer.
Vanliga toleranser är 0.25-0.3% av basmåttet.
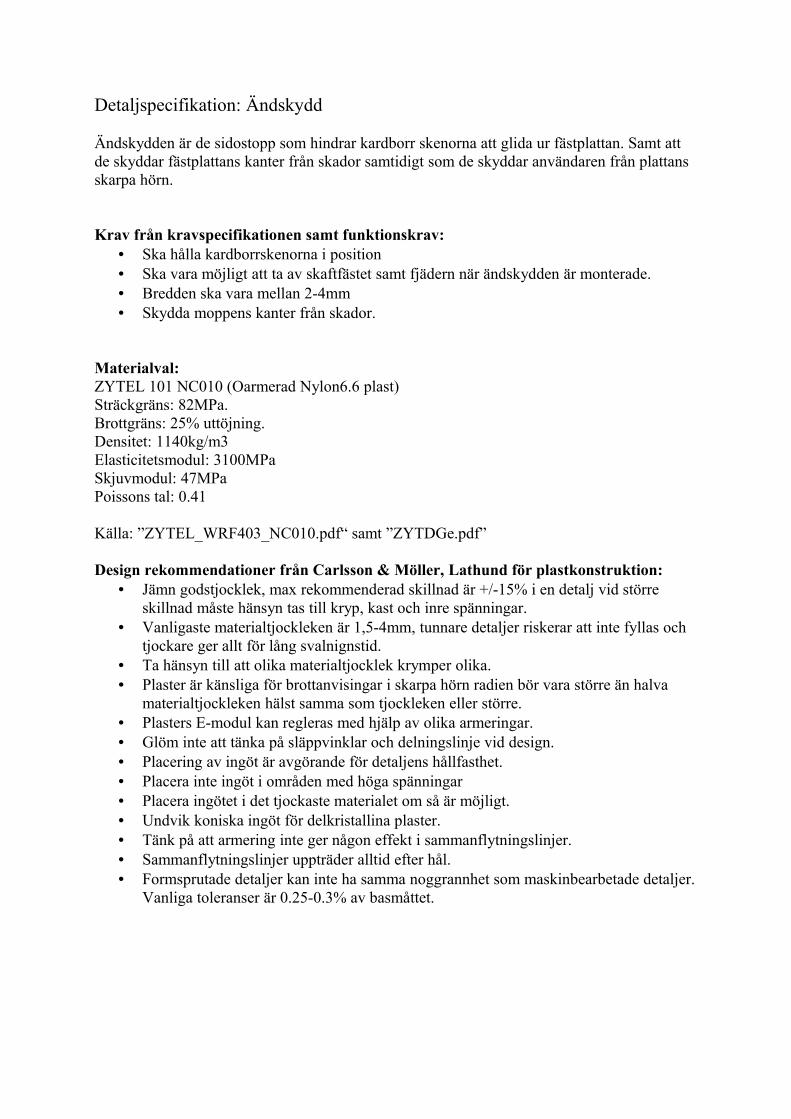
Detaljspecifikation: Ändskydd
Ändskydden är de sidostopp som hindrar kardborr skenorna att glida ur fästplattan. Samt att de skyddar fästplattans kanter från skador samtidigt som de skyddar användaren från plattans skarpa hörn.
Krav från kravspecifikationen samt funktionskrav:• Ska hålla kardborrskenorna i position• Ska vara möjligt att ta av skaftfästet samt fjädern när ändskydden är monterade.• Bredden ska vara mellan 2-4mm• Skydda moppens kanter från skador.
Materialval:ZYTEL 101 NC010 (Oarmerad Nylon6.6 plast)Sträckgräns: 82MPa.Brottgräns: 25% uttöjning.Densitet: 1140kg/m3Elasticitetsmodul: 3100MPaSkjuvmodul: 47MPaPoissons tal: 0.41
Källa: ”ZYTEL_WRF403_NC010.pdf“ samt ”ZYTDGe.pdf”
Design rekommendationer från Carlsson & Möller, Lathund för plastkonstruktion: • Jämn godstjocklek, max rekommenderad skillnad är +/-15% i en detalj vid större
skillnad måste hänsyn tas till kryp, kast och inre spänningar.• Vanligaste materialtjockleken är 1,5-4mm, tunnare detaljer riskerar att inte fyllas och
tjockare ger allt för lång svalnignstid.• Ta hänsyn till att olika materialtjocklek krymper olika.• Plaster är känsliga för brottanvisingar i skarpa hörn radien bör vara större än halva
materialtjockleken hälst samma som tjockleken eller större.• Plasters E-modul kan regleras med hjälp av olika armeringar.• Glöm inte att tänka på släppvinklar och delningslinje vid design.• Placering av ingöt är avgörande för detaljens hållfasthet.• Placera inte ingöt i områden med höga spänningar• Placera ingötet i det tjockaste materialet om så är möjligt.• Undvik koniska ingöt för delkristallina plaster.• Tänk på att armering inte ger någon effekt i sammanflytningslinjer.• Sammanflytningslinjer uppträder alltid efter hål.• Formsprutade detaljer kan inte ha samma noggrannhet som maskinbearbetade detaljer.
Vanliga toleranser är 0.25-0.3% av basmåttet.

BILAGA 4:Materialblad Zytel och Delrin

Προδυχτ Ινφορµατιον
∆υΠοντ Ζψτελ
ΠΡΕΛΙΜΙΝΑΡΨ ∆ΑΤΑ
Ζψτελ→ ΩΡΦ403 ΝΧ010
ςαλυε∆ΑΜ
Ιδεντιφιχατιον
Ρεσιν Ιδεντιφιχατιον ΙΣΟ 1043 ΠΑ66−(ΓΦ30+ΠΤΦΕ∆)
Παρτ Μαρκινγ Χοδε ΙΣΟ 11469 >ΠΑ66−(ΓΦ30+ΠΤΦΕ∆)<
Μεχηανιχαλ
Στρεσσ ατ Βρεακ ΙΣΟ 527 ΜΠα (κπσι) 185 (26.8)
Στραιν ατ Βρεακ ΙΣΟ 527 % 2.8
Τενσιλε Μοδυλυσ ΙΣΟ 527 ΜΠα (κπσι) 10300 (1500)
Φλεξυραλ Μοδυλυσ ΙΣΟ 178 ΜΠα (κπσι) 9200 (1330)
Φλεξυραλ Στρενγτη ΙΣΟ 178 ΜΠα (κπσι) 270 (39.2)
Νοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΑ κϑ/µ2
13
Υννοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΥ κϑ/µ2
80
Τηερµαλ
∆εφλεχτιον Τεµπερατυρε ΙΣΟ 75−1/−2 °Χ (°Φ)
1.80ΜΠα 250 (482)
Μελτινγ Τεµπερατυρε ΙΣΟ 11357−1/−3 °Χ (°Φ)
10°Χ/µιν 263 (505)
Οτηερ
∆ενσιτψ ΙΣΟ 1183 κγ/µ3 (γ/χµ
3) 1500 (1.50)
Μολδινγ Σηρινκαγε ΙΣΟ 294−4 %
Νορµαλ, 2.0µµ 0.8
Παραλλελ, 2.0µµ 0.3
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε αβοϖε δατα αρε πρελιµιναρψ ανδ αρε συβϕεχτ το χηανγε ασ αδδιτιοναλ δατα αρε δεϖελοπεδ ον συβσεθυεντ λοτσ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ Ζψτελ→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2006.
060809/060810
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Ζψτελ→ ΩΡΦ403 ΝΧ010 ισ α 30% γλασσ ρεινφορχεδ, ηεατ σταβιλιζεδ ΠΑ66 ρεσιν χονταινινγ Τεφλον → ΠΤΦΕ
Μιχροποωδερ. Ιτ ισ δεσιγνεδ φορ ηιγηλψ ρεδυχεδ φριχτιον ιν αππλιχατιονσ ρεθυιρινγ λοω ωεαρ ανδ/ορ λοω φριχτιον
αγαινστ ιτσελφ, στεελ, ορ οτηερ πλαστιχσ.
Προπερτψ Τεστ Μετηοδ Υνιτσ
1 / 2

Προδυχτ Ινφορµατιον
Ζψτελ→ ΩΡΦ403 ΝΧ010 ςαλυε
∆ΑΜ
Προχεσσινγ
Μελτ Τεµπερατυρε Ρανγε °Χ (°Φ) 285−305 (545−580)
Μελτ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 295 (565)
Μολδ Τεµπερατυρε Ρανγε °Χ (°Φ) 70−120 (160−250)
Μολδ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 100 (210)
∆ρψινγ Τιµε, ∆εηυµιδιφιεδ ∆ρψερ η 2−4
∆ρψινγ Τεµπερατυρε °Χ (°Φ) 80 (175)
Προχεσσινγ Μοιστυρε Χοντεντ % <0.20
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε αβοϖε δατα αρε πρελιµιναρψ ανδ αρε συβϕεχτ το χηανγε ασ αδδιτιοναλ δατα αρε δεϖελοπεδ ον συβσεθυεντ λοτσ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ Ζψτελ→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2006.
060809/060810
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Προπερτψ Τεστ Μετηοδ Υνιτσ
2 / 2

Προδυχτ Ινφορµατιον
∆υΠοντ Ζψτελ
Ζψτελ→ 101 ΝΧ010
ςαλυε∆ΑΜ 50%ΡΗ
Ιδεντιφιχατιον
Ρεσιν Ιδεντιφιχατιον ΙΣΟ 1043 ΠΑ66
Παρτ Μαρκινγ Χοδε ΙΣΟ 11469 >ΠΑ66<
Μεχηανιχαλ
Ψιελδ Στρεσσ ΙΣΟ 527 ΜΠα (κπσι) 82 (11.9) 55 (8.0)
Στραιν ατ Βρεακ ΙΣΟ 527 %
50µµ/µιν 45
Νοµιναλ Στραιν ατ Βρεακ ΙΣΟ 527 % 25 >50
Ψιελδ Στραιν ΙΣΟ 527 % 4.5 25
Τενσιλε Μοδυλυσ ΙΣΟ 527 ΜΠα (κπσι) 3100 (450) 1400 (200)
Ποισσον∋σ Ρατιο 0.41
Φλεξυραλ Μοδυλυσ ΙΣΟ 178 ΜΠα (κπσι) 2800 (410) 1200 (174)
Νοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΑ κϑ/µ2
−30°Χ (−22°Φ) 4.5 3
23°Χ (73°Φ) 5.5 15
Υννοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΥ κϑ/µ2
−30°Χ (−22°Φ) 400 ΝΒ
23°Χ (73°Φ) ΝΒ ΝΒ
Τηερµαλ
∆εφλεχτιον Τεµπερατυρε ΙΣΟ 75φ °Χ (°Φ)
0.45ΜΠα 200 (392)
1.80ΜΠα 70 (158)
Μελτινγ Τεµπερατυρε ΙΣΟ 11357−1/−3 °Χ (°Φ)
10°Χ/µιν 262 (504)
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ Ζψτελ→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2005.
050630/050630
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ περµανεντ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Ζψτελ→ 101 ΝΧ010 ισ α γενεραλ πυρποσε πολψαµιδε 66 ρεσιν φορ ινϕεχτιον µολδινγ ανδ εξτρυσιον.
Προπερτψ Τεστ Μετηοδ Υνιτσ
1 / 3

Προδυχτ Ινφορµατιον
Ζψτελ→ 101 ΝΧ010 ςαλυε
∆ΑΜ 50%ΡΗ
Ελεχτριχαλ
ΧΤΙ ΥΛ 746Α ς
3.0µµ >600
Φλαµµαβιλιτψ
Φλαµµαβιλιτψ Χλασσιφιχατιον ΙΕΧ 60695−11−10
0.71µµ ς−2
Φλαµµαβιλιτψ Χλασσιφιχατιον ΥΛ94
0.71µµ ς−2
Γλοω Ωιρε Φλαµµαβιλιτψ Ινδεξ ΙΕΧ 60695−2−12 °Χ
0.71µµ 960
1.5µµ 960
3.0µµ 960
Γλοω Ωιρε Ιγνιτιον Τεµπερατυρε ΙΕΧ 60695−2−13 °Χ
0.71µµ 725
1.5µµ 750
3.0µµ 800
Ηιγη Αµπεραγε Αρχ Ιγνιτιον Ρεσιστανχε ΥΛ 746Α αρχσ
0.71µµ 120
1.5µµ 168
3.0µµ 182
6.0µµ 200
Ηιγη ςολταγε Αρχ Τραχκινγ Ρατε ΥΛ 746Α µµ/µιν (ιν/µιν) 5.10 (0.2)
Ηοτ Ωιρε Ιγνιτιον ΥΛ 746Α σ
0.71µµ 7
1.5µµ 13
3.0µµ 17
6.0µµ 20
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ Ζψτελ→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2
050630/050630
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ περµανεντ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Προπερτψ Τεστ Μετηοδ Υνιτσ
2 / 3
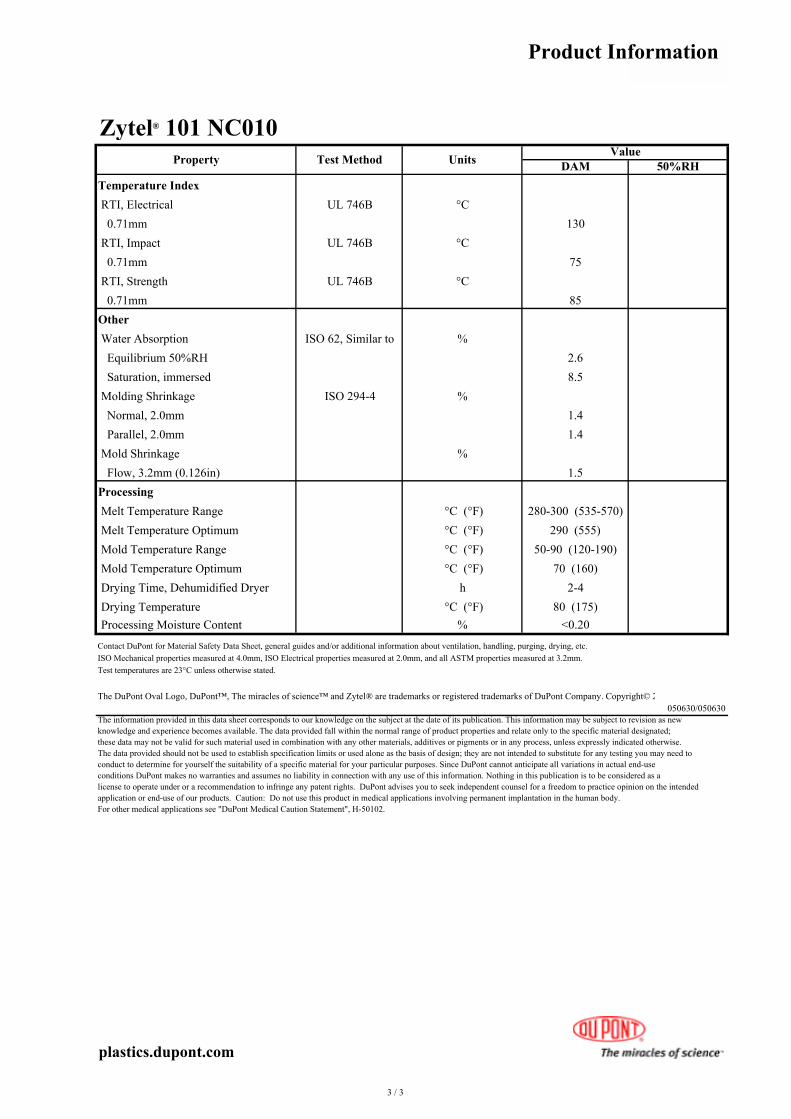
Προδυχτ Ινφορµατιον
Ζψτελ→ 101 ΝΧ010 ςαλυε
∆ΑΜ 50%ΡΗ
Τεµπερατυρε Ινδεξ
ΡΤΙ, Ελεχτριχαλ ΥΛ 746Β °Χ
0.71µµ 130
ΡΤΙ, Ιµπαχτ ΥΛ 746Β °Χ
0.71µµ 75
ΡΤΙ, Στρενγτη ΥΛ 746Β °Χ
0.71µµ 85
Οτηερ
Ωατερ Αβσορπτιον ΙΣΟ 62, Σιµιλαρ το %
Εθυιλιβριυµ 50%ΡΗ 2.6
Σατυρατιον, ιµµερσεδ 8.5
Μολδινγ Σηρινκαγε ΙΣΟ 294−4 %
Νορµαλ, 2.0µµ 1.4
Παραλλελ, 2.0µµ 1.4
Μολδ Σηρινκαγε %
Φλοω, 3.2µµ (0.126ιν) 1.5
Προχεσσινγ
Μελτ Τεµπερατυρε Ρανγε °Χ (°Φ) 280−300 (535−570)
Μελτ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 290 (555)
Μολδ Τεµπερατυρε Ρανγε °Χ (°Φ) 50−90 (120−190)
Μολδ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 70 (160)
∆ρψινγ Τιµε, ∆εηυµιδιφιεδ ∆ρψερ η 2−4
∆ρψινγ Τεµπερατυρε °Χ (°Φ) 80 (175)
Προχεσσινγ Μοιστυρε Χοντεντ % <0.20
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ Ζψτελ→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2
050630/050630
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ περµανεντ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Προπερτψ Τεστ Μετηοδ Υνιτσ
3 / 3

Προδυχτ Ινφορµατιον
∆υΠοντ ∆ελριν
∆ελριν→ 500ΤΛ ΝΧ010
Ιδεντιφιχατιον
Ρεσιν Ιδεντιφιχατιον ΙΣΟ 1043 ΠΟΜ−Σ∆
Παρτ Μαρκινγ Χοδε ΙΣΟ 11469 >ΠΟΜ−Σ∆<
Μεχηανιχαλ
Ψιελδ Στρεσσ ΙΣΟ 527 ΜΠα (κπσι) 71 (10.3)
Ψιελδ Στραιν ΙΣΟ 527 % 13
Στραιν ατ Βρεακ ΙΣΟ 527 %
50µµ/µιν 28
Νοµιναλ Στραιν ατ Βρεακ ΙΣΟ 527 % 20
Τενσιλε Μοδυλυσ ΙΣΟ 527 ΜΠα (κπσι) 3300 (479)
Φλεξυραλ Μοδυλυσ ΙΣΟ 178 ΜΠα (κπσι) 3100 (450)
Νοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΑ κϑ/µ2
−30°Χ (−22°Φ) 5
23°Χ (73°Φ) 6
Υννοτχηεδ Χηαρπψ Ιµπαχτ Στρενγτη ΙΣΟ 179/1εΥ κϑ/µ2
−30°Χ (−22°Φ) 160
23°Χ (73°Φ) 170
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ ∆ελριν→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2006.
060809/060810
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
∆ελριν→ 500ΤΛ ισ α µεδιυµ ϖισχοσιτψ αχεταλ ηοµοπολψµερ ρεσιν χονταινινγ 1.5% Τεφλον→ ΠΤΦΕ Μιχροποωδερ. Ιτ ισ
δεσιγνεδ φορ αππλιχατιονσ ρεθυιρινγ µοδερατε λοω ωεαρ ανδ φριχτιον αγαινστ στεελ, ιτσελφ, ορ οτηερ πλαστιχσ.
Προπερτψ Τεστ Μετηοδ Υνιτσ ςαλυε
1 / 3

Προδυχτ Ινφορµατιον
∆ελριν→ 500ΤΛ ΝΧ010
Τηερµαλ
∆εφλεχτιον Τεµπερατυρε ΙΣΟ 75−1/−2 °Χ (°Φ)
0.45ΜΠα 158 (315)
1.80ΜΠα 100 (210)
Μελτινγ Τεµπερατυρε ΙΣΟ 11357−1/−3 °Χ (°Φ)
10°Χ/µιν 178 (352)
ΧΛΤΕ, Παραλλελ ΙΣΟ 11359−1/−2 Ε−4/Χ (Ε−4/Φ)
−40 − 23°Χ (−40 − 73°Φ) 0.9 (0.5)
23 − 55°Χ (73 − 130°Φ) 1.0 (0.56)
55 − 100°Χ (130 − 212°Φ) 1.4 (0.8)
ΧΛΤΕ, Νορµαλ ΙΣΟ 11359−1/−2 Ε−4/Χ (Ε−4/Φ)
−40 − 23°Χ (−40 − 73°Φ) 0.9 (0.5)
23 − 55°Χ (73 − 130°Φ) 1.0 (0.56)
55 − 100°Χ (130 − 212°Φ) 1.5 (0.8)
Ρηεολογιχαλ
Μελτ Μασσ−Φλοω Ρατε ΙΣΟ 1133 γ/10 µιν
190°Χ, 2.16κγ 14
Ελεχτριχαλ
ςολυµε Ρεσιστιϖιτψ ΙΕΧ 60093 οηµ µ 1Ε12
Ελεχτριχ Στρενγτη ΙΕΧ 60243−1 κς/µµ 32
Ρελατιϖε Περµιττιϖιτψ ΙΕΧ 60250
1Ε2 Ηζ 3.6
1Ε6 Ηζ 3.6
ΧΤΙ ΙΕΧ 60112 ς 600
Φλαµµαβιλιτψ
Φλαµµαβιλιτψ Χλασσιφιχατιον ΙΕΧ 60695−11−10
1.5µµ ΗΒ
3.0µµ ΗΒ
Οξψγεν Ινδεξ ΙΣΟ 4589−1/−2 % 18
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ ∆ελριν→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2006.
060809/060810
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Προπερτψ Τεστ Μετηοδ Υνιτσ ςαλυε
2 / 3
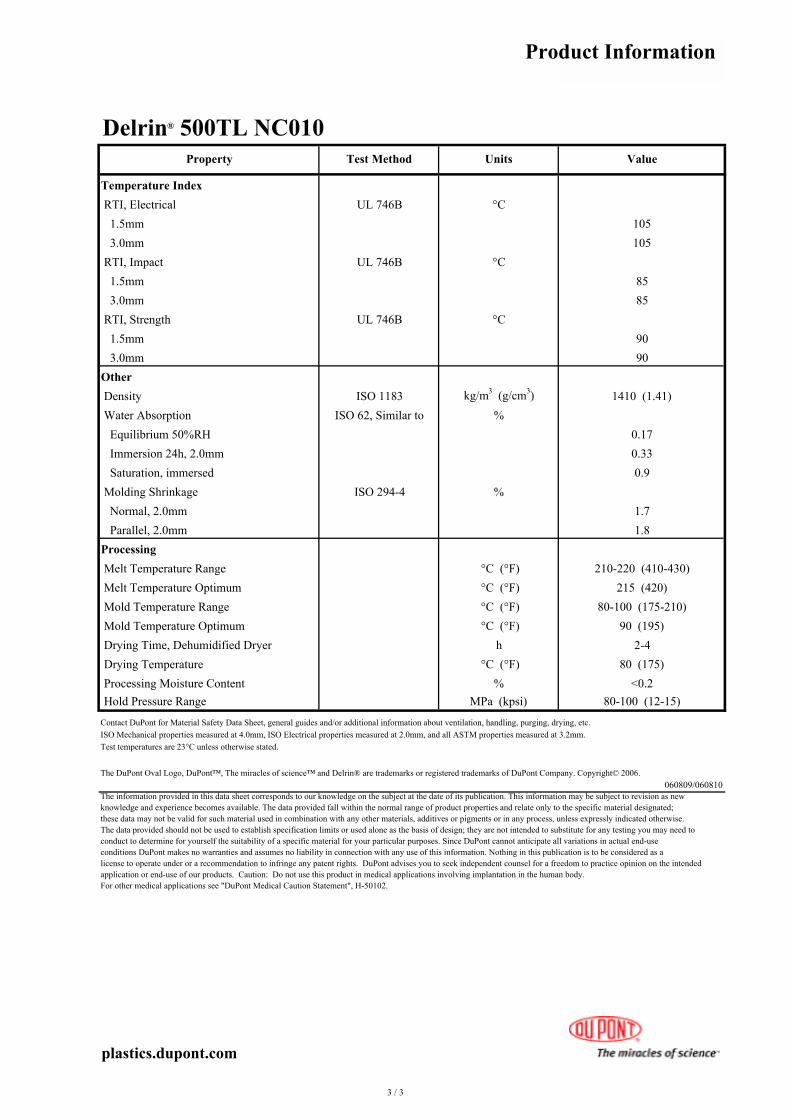
Προδυχτ Ινφορµατιον
∆ελριν→ 500ΤΛ ΝΧ010
Τεµπερατυρε Ινδεξ
ΡΤΙ, Ελεχτριχαλ ΥΛ 746Β °Χ
1.5µµ 105
3.0µµ 105
ΡΤΙ, Ιµπαχτ ΥΛ 746Β °Χ
1.5µµ 85
3.0µµ 85
ΡΤΙ, Στρενγτη ΥΛ 746Β °Χ
1.5µµ 90
3.0µµ 90
Οτηερ
∆ενσιτψ ΙΣΟ 1183 κγ/µ3 (γ/χµ
3) 1410 (1.41)
Ωατερ Αβσορπτιον ΙΣΟ 62, Σιµιλαρ το %
Εθυιλιβριυµ 50%ΡΗ 0.17
Ιµµερσιον 24η, 2.0µµ 0.33
Σατυρατιον, ιµµερσεδ 0.9
Μολδινγ Σηρινκαγε ΙΣΟ 294−4 %
Νορµαλ, 2.0µµ 1.7
Παραλλελ, 2.0µµ 1.8
Προχεσσινγ
Μελτ Τεµπερατυρε Ρανγε °Χ (°Φ) 210−220 (410−430)
Μελτ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 215 (420)
Μολδ Τεµπερατυρε Ρανγε °Χ (°Φ) 80−100 (175−210)
Μολδ Τεµπερατυρε Οπτιµυµ °Χ (°Φ) 90 (195)
∆ρψινγ Τιµε, ∆εηυµιδιφιεδ ∆ρψερ η 2−4
∆ρψινγ Τεµπερατυρε °Χ (°Φ) 80 (175)
Προχεσσινγ Μοιστυρε Χοντεντ % <0.2
Ηολδ Πρεσσυρε Ρανγε ΜΠα (κπσι) 80−100 (12−15)
Χονταχτ ∆υΠοντ φορ Ματεριαλ Σαφετψ ∆ατα Σηεετ, γενεραλ γυιδεσ ανδ/ορ αδδιτιοναλ ινφορµατιον αβουτ ϖεντιλατιον, ηανδλινγ, πυργινγ, δρψινγ, ετχ.
ΙΣΟ Μεχηανιχαλ προπερτιεσ µεασυρεδ ατ 4.0µµ, ΙΣΟ Ελεχτριχαλ προπερτιεσ µεασυρεδ ατ 2.0µµ, ανδ αλλ ΑΣΤΜ προπερτιεσ µεασυρεδ ατ 3.2µµ.
Τεστ τεµπερατυρεσ αρε 23°Χ υνλεσσ οτηερωισε στατεδ.
Τηε ∆υΠοντ Οϖαλ Λογο, ∆υΠοντ, Τηε µιραχλεσ οφ σχιενχε ανδ ∆ελριν→ αρε τραδεµαρκσ ορ ρεγιστερεδ τραδεµαρκσ οφ ∆υΠοντ Χοµπανψ. Χοπψριγητ♥ 2006.
060809/060810
Τηε ινφορµατιον προϖιδεδ ιν τηισ δατα σηεετ χορρεσπονδσ το ουρ κνοωλεδγε ον τηε συβϕεχτ ατ τηε δατε οφ ιτσ πυβλιχατιον. Τηισ ινφορµατιον µαψ βε συβϕεχτ το ρεϖισιον ασ νεω
κνοωλεδγε ανδ εξπεριενχε βεχοµεσ αϖαιλαβλε. Τηε δατα προϖιδεδ φαλλ ωιτηιν τηε νορµαλ ρανγε οφ προδυχτ προπερτιεσ ανδ ρελατε ονλψ το τηε σπεχιφιχ µατεριαλ δεσιγνατεδ;
τηεσε δατα µαψ νοτ βε ϖαλιδ φορ συχη µατεριαλ υσεδ ιν χοµβινατιον ωιτη ανψ οτηερ µατεριαλσ, αδδιτιϖεσ ορ πιγµεντσ ορ ιν ανψ προχεσσ, υνλεσσ εξπρεσσλψ ινδιχατεδ οτηερωισε.
Τηε δατα προϖιδεδ σηουλδ νοτ βε υσεδ το εσταβλιση σπεχιφιχατιον λιµιτσ ορ υσεδ αλονε ασ τηε βασισ οφ δεσιγν; τηεψ αρε νοτ ιντενδεδ το συβστιτυτε φορ ανψ τεστινγ ψου µαψ νεεδ το
χονδυχτ το δετερµινε φορ ψουρσελφ τηε συιταβιλιτψ οφ α σπεχιφιχ µατεριαλ φορ ψουρ παρτιχυλαρ πυρποσεσ. Σινχε ∆υΠοντ χαννοτ αντιχιπατε αλλ ϖαριατιονσ ιν αχτυαλ ενδ−υσε
χονδιτιονσ ∆υΠοντ µακεσ νο ωαρραντιεσ ανδ ασσυµεσ νο λιαβιλιτψ ιν χοννεχτιον ωιτη ανψ υσε οφ τηισ ινφορµατιον. Νοτηινγ ιν τηισ πυβλιχατιον ισ το βε χονσιδερεδ ασ α
λιχενσε το οπερατε υνδερ ορ α ρεχοµµενδατιον το ινφρινγε ανψ πατεντ ριγητσ. ∆υΠοντ αδϖισεσ ψου το σεεκ ινδεπενδεντ χουνσελ φορ α φρεεδοµ το πραχτιχε οπινιον ον τηε ιντενδεδ
αππλιχατιον ορ ενδ−υσε οφ ουρ προδυχτσ. Χαυτιον: ∆ο νοτ υσε τηισ προδυχτ ιν µεδιχαλ αππλιχατιονσ ινϖολϖινγ ιµπλαντατιον ιν τηε ηυµαν βοδψ.
Φορ οτηερ µεδιχαλ αππλιχατιονσ σεε ∀∆υΠοντ Μεδιχαλ Χαυτιον Στατεµεντ∀, Η−50102.
πλαστιχσ.δυποντ.χοµ
Προπερτψ Τεστ Μετηοδ Υνιτσ ςαλυε
3 / 3

BILAGA 5:Ritningar

001
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
Huvud m
onta
ge
[.0
]
1
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.3
11
:2P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
11
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
.Altu
n
T.K
am
f T
.Ka
mf
Pro
jekt
led
are
Ko
nst
rue
rad
av
Rita
d a
v
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
00
1-0
01
SS
-EN
-60
63
SK
EN
_V
71
1
00
1-0
02
PA
6.6
-30
GF
GL
IDE
R_
V7
12
00
1-0
03
PO
MF
JAD
ER
2_
V7
13
00
1-0
04
-2P
A6
.6S
KY
DD
_R
IGH
T_
V7
14
00
1-0
04
-1P
A6
.6S
KY
DD
_L
EF
T_
V7
15
1
2
3
4
5

001-0
01
3.2
00
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
27
00
Sa
pa
60
63
Alu
min
ium
(SS
-EN
-60
63
)1
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.2
41
:2P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
07
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
. A
ltun
T
. K
am
f T
. K
am
f P
roje
ktle
da
reK
on
stru
era
d a
vR
itad
av
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
Ge
ne
rell
tole
ran
sIS
O-2
76
8-f
50
0
80
28
.65
28
.65
33
95
1.5
44
28
7.5
6
11
4xR
0.5
245
3
3.9
1.5
16
3
1.5
12
6
1.5
12
2.5
SC
AL
E
2:1

A A
BB
001-0
02
3.2
00
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
Skaft
faste
14
20
Zyt
el W
RF
40
3 N
C0
10
Arm
era
d P
A6
.61
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.0
22
:1P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
07
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
.Altu
n
T.K
am
f T
.Ka
mf
Pro
jekt
led
are
Ko
nst
rue
rad
av
Rita
d a
v
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
Ge
ne
rell
tole
ran
sIS
O-2
76
8-f
18
.8
R2
85
.8
1.3
2.5
70
.6
32
.8
33.2
2.5
18.3
5.85
14
R0.5
19
20
27
.5
Rx6
Ry4
CO
NIC
PA
RA
M0.5
8
4.5
13
R1
A-A
B-B
SC
AL
E
1:1

C
C
A A
001-0
03
3.2
00
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
Fja
der
14
10
De
rlin
50
0T
F
NC
01
01
.5%
TF
PO
M1
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.0
12
:1P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
07
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
.Altu
n
T.K
am
f T
.Ka
mf
Pro
jekt
led
are
Ko
nst
rue
rad
av
Rita
d a
v
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
Ge
ne
rell
tole
ran
sIS
O-2
76
8-f
32
.8
28.4
28
10
1
R1
5
10
4
26.25
R31.5
3.7
1.6
5.7
R750
9.2
3
2.75
6
11
55
2.5
9
R25
R0.5
R0.
75
R1.5
R1.5
R3
R0.3
C-C
A-A
SC
AL
E
1:1

AA
001-0
04-1
3.2
00
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
Andskydd L
eft
78
00
ZY
TE
L 1
01
NC
01
0O
arm
era
d P
A6
.61
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.0
22
:1P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
07
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
.Altu
n
T.K
am
f T
.Ka
mf
Pro
jekt
led
are
Ko
nst
rue
rad
av
Rita
d a
v
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
Ge
ne
rell
tole
ran
sIS
O-2
76
8-f 80
5
15 20
16
1.7
153
1.5
1.5
16.4
4.5
6
1
65
65
R0.5
10
R0.
5
3
A-A
SC
AL
E
5:1
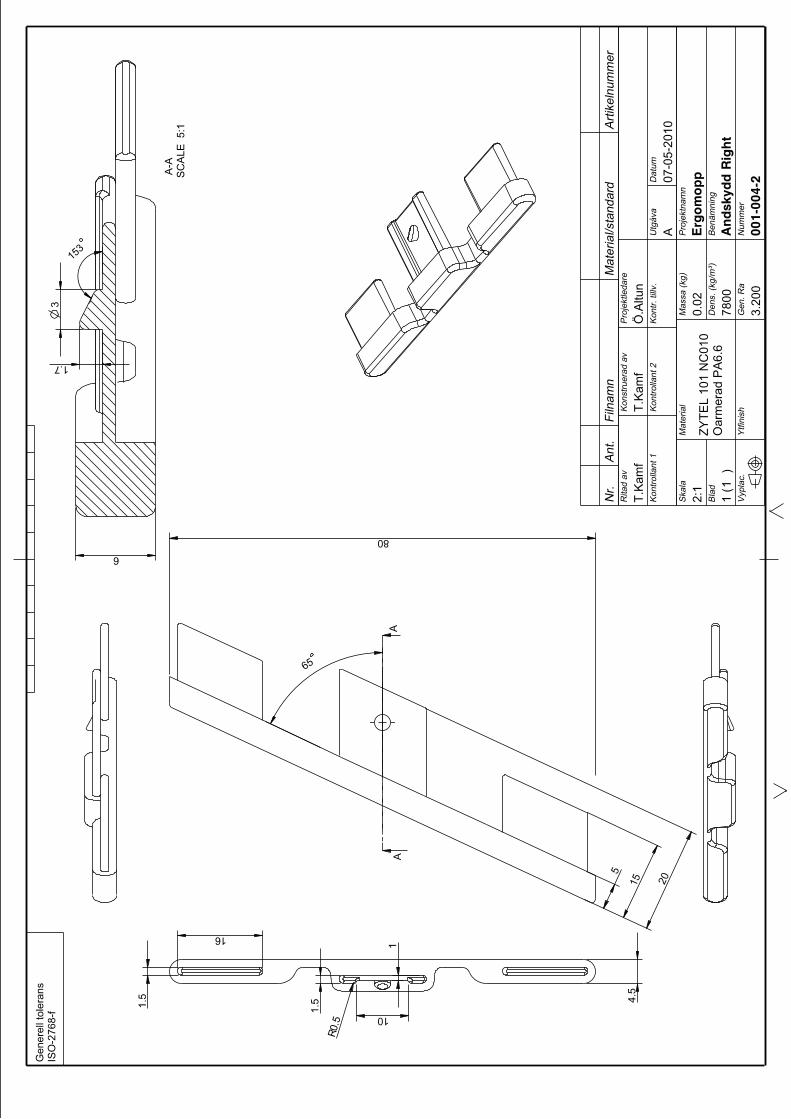
AA
001-0
04-2
3.2
00
Nu
mm
er
Ge
n.
Ra
Ytf
inis
hV
ypla
c.
Andskydd R
ight
78
00
ZY
TE
L 1
01
NC
01
0O
arm
era
d P
A6
.61
(1
)B
en
äm
nin
gD
en
s. (
kg/m
³)B
lad
Erg
om
opp
0.0
22
:1P
roje
ktn
am
nM
ass
a (
kg)
Ma
teria
lS
kala
07
-05
-20
10
A
Da
tum
Utg
åva
Ko
ntr
. til
lv.
Ko
ntr
olla
nt
2K
on
tro
llan
t 1
Ö
.Altu
n
T.K
am
f T
.Ka
mf
Pro
jekt
led
are
Ko
nst
rue
rad
av
Rita
d a
v
Art
ike
lnu
mm
er
Ma
teria
l/sta
nd
ard
Filn
am
nA
nt.
Nr.
Ge
ne
rell
tole
ran
sIS
O-2
76
8-f
R0.
5
3
1.7
153
1.5
16
1.5
10
1
5
15 2065
80
4.5
6
A-A
SC
AL
E 5
:1