entwicklung und anwendung von mathematischen optimierungsmethoden zur ableitung von vereinfachten...
TRANSCRIPT

306
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Entwicklung und Anwendung von mathematischenOptimierungsmethoden zur Ableitung von vereinfachtenPr�fungen f�r Fahrwerksbauteile
Using of mathematical optimization methods for test specificationdevelopment of simplified chassis components tests
Prof. Dr.-Ing. Timm Seeger zum 75. Geburtstag gewidmet
A. Kiesel, R. Schliebner, M. Seise
Im Entwicklungsprozess von Fahrwerksbauteilen und zur Qualit�ts�berwachung w�hrend derSerienfertigung ist es erforderlich die Bauteile auf ihre zu erwartende Lebensdauer zu pr�fen.Um den Pr�faufwand zu reduzieren wird h�ufig eine vereinfachte Pr�fung des Einzelbauteilsdurchgef�hrt. Die Aufgabe des Entwicklungsingenieurs ist es, diese vereinfachte Pr�fung zu ent-wickeln. Dies kann durch die Suche nach einer geeigneten Pr�fkraft bzw. Kraftrichtung bei fest-gelegter Lagerung oder durch die Suche nach einer vereinfachten Lagerung bzw. durch die Kom-bination beider M�glichkeiten erfolgen. In diesem Beitrag werden numerische Methoden zurAbleitung eines vereinfachten Pr�faufbaus vorgestellt. Vertiefend werden eine Optimierungs-routine zur Ermittlung eines signifikanten Lastfalls und die iterative Lagerungssuche in Verbin-dung mit der sch�digungsbasierten Kanalselektion vorgestellt. Die Anwendung der Routinenwird beispielhaft am Radtr�ger bzw. der Federbeinaufnahme des Porsche PANAMERA gezeigt.Neben dem derzeitigen Entwicklungsstand der numerischen Routinen werden ausblickendgeplante Erweiterungen der Programmroutine vorgestellt.
Schl�sselw�rter: Bauteilpr�fung / Pr�flast / Lastkanalselektion / Pr�fteillagerung / Fahrwerksbauteile /
Testing the fatigue life time of chassis components is necessary during the development processand for quality supervision during the period of series production. In many cases a simplified testis done to reduce the complexity of the test. The development engineer has to develop the specifi-cation of those simplified tests. According to the task different approaches are possible: Lookingfor an adaquate test load or for a simplified mounting ore both. This paper deals with several nu-merical methods for test specification development. Especially a numerical optimization routineis presented for detection of a signifcant load case. Also the iterative searching for a simplifiedmounting in combination with damage based selection of load channel is shown. Exemplary theapplication of the routines is demonstrated by Porsche PANAMERA wheel carrier and a suspensi-on-strut receiving. The actual stage of development of the numerical routines is presented. In ad-dition intended upgrades of the software are shown.
Keywords: Component testing / proof load / loadchannel selection / test mounting arrangement / chassiscomponents /
1 Einleitung
Ein Schwerpunkt der T�tigkeit der Firma IAMT ist die experi-mentelle Absicherung der von ihr oder vom Auftraggeber ent-wickelten Bauteile. Dabei handelt es sich �berwiegend um Kom-
ponenten oder Baugruppen im Fahrwerks- und Karosseriebe-reich von Automobilen oder Nutzfahrzeugen.
Grunds�tzlich werden zwei Typen der Pr�fung unterschie-den: die entwicklungsbegleitende Pr�fung und die Pr�fung zurAbsicherung der Qualit�t. Die entwicklungsbegleitende Pr�fungdient dabei dem Vergleich des Soll- und des Ist-Zustandes desBauteils hinsichtlich einer geforderten Lebensdauer und Scha-denskette. F�r die qualit�tssichernde Pr�fung werden stichpro-benartig Pr�fteile untersucht um langfristig die Qualit�t vonMaterialkennwerten und Fertigungsverfahren zu sichern.
Der dabei entstehende Aufwand umfasst einen großen Teildes Entwicklungsbudgets. Eine Felderprobung oder Achs- bzw.
IAMT mbH, Lehmgrubenstraße 5, 08538 Weischlitz
Korrespondenzautor: Dr.-Ing. R. Schliebner, IAMT mbH, Lehmgruben-straße 5, 08538 WeischlitzE-Mail: [email protected]
DOI 10.1002/mawe.201100765 Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4
Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4 Entwicklung und Anwendung von mathematischen Optimierungsmethoden
Ganzfahrzeugpr�fst�nde sind kostenintensiv. Zur Abbildungder realen Beanspruchungen der Straße m�ssen die Achspr�f-st�nde mindestens 3-kanalig, h�ufig jedoch sogar 6-kanalig kon-zipiert werden [1]. Hinzu kommt die meist erforderliche Pr�-fung im Bauteilverbund um Anbindungssteifigkeiten und Ver-bindungstechniken wie Verschraubungen und Verschweißun-gen realistisch zu erfassen.
Um diesen Gesamtaufwand zu reduzieren wird eine Pr�fab-leitung durchgef�hrt. Die Pr�fableitung umfasst die Ermittlungeines vereinfachten Pr�faufbaus mit dem zugeh�rigen Lastsi-gnal zur experimentellen Pr�fung eines oder mehrerer relevan-ter Bereiche eines Bauteils [2–4]. Dabei werden mehrere Ziel-stellungen gleichzeitig verfolgt. Mit dem vereinfachten Pr�fauf-bau m�ssen die hinsichtlich der Sch�digung kritischsten Stellendes Bauteils abgebildet werden. Gleichzeitig muss der Sch�di-gungseintrag an diesen Stellen in seiner relativen H�he ver-gleichbar sein mit Referenzergebnissen aus der Erprobung.Wenn die Erprobungsergebnisse bei Prototypen noch nicht vor-liegen, kann auch eine numerische Analyse mit Lebensdauerbe-rechnung als Vergleich dienen. Weiterhin muss die Sch�di-gungsreihenfolge mit den Referenzergebnissen im Gesamtsy-stem �bereinstimmen. Die Anzahl der Pr�fkan�le soll weitge-hend reduziert werden. Sofern dies m�glich ist, ist eine 1-kana-lige sinusf�rmige Last anzustreben. Nicht alle diese Ziele k�n-nen im jeweiligen konkreten Anwendungsfall immer vollst�n-dig erf�llt werden, sodass der bestm�gliche Kompromiss durcheinen Optimierungsprozess gefunden werden muss.
2 Allgemeine Vorgehensweise derPr�fableitung
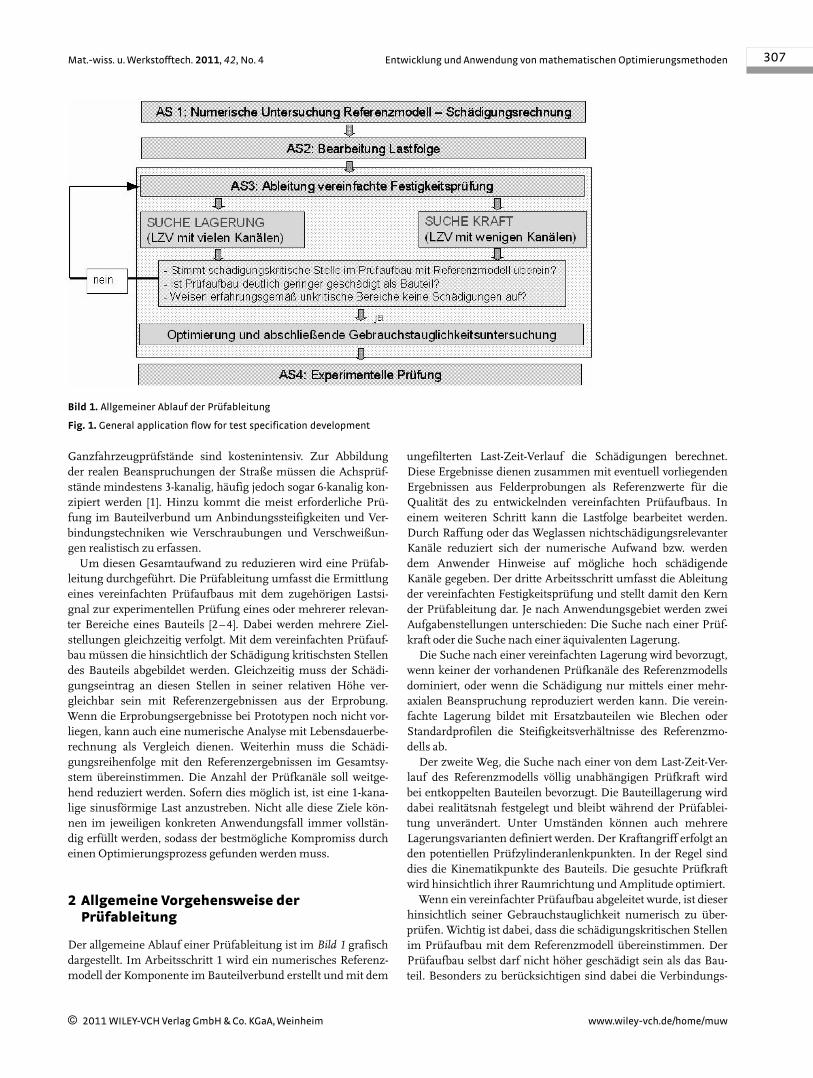
Der allgemeine Ablauf einer Pr�fableitung ist im Bild 1 grafischdargestellt. Im Arbeitsschritt 1 wird ein numerisches Referenz-modell der Komponente im Bauteilverbund erstellt und mit dem
ungefilterten Last-Zeit-Verlauf die Sch�digungen berechnet.Diese Ergebnisse dienen zusammen mit eventuell vorliegendenErgebnissen aus Felderprobungen als Referenzwerte f�r dieQualit�t des zu entwickelnden vereinfachten Pr�faufbaus. Ineinem weiteren Schritt kann die Lastfolge bearbeitet werden.Durch Raffung oder das Weglassen nichtsch�digungsrelevanterKan�le reduziert sich der numerische Aufwand bzw. werdendem Anwender Hinweise auf m�gliche hoch sch�digendeKan�le gegeben. Der dritte Arbeitsschritt umfasst die Ableitungder vereinfachten Festigkeitspr�fung und stellt damit den Kernder Pr�fableitung dar. Je nach Anwendungsgebiet werden zweiAufgabenstellungen unterschieden: Die Suche nach einer Pr�f-kraft oder die Suche nach einer �quivalenten Lagerung.
Die Suche nach einer vereinfachten Lagerung wird bevorzugt,wenn keiner der vorhandenen Pr�fkan�le des Referenzmodellsdominiert, oder wenn die Sch�digung nur mittels einer mehr-axialen Beanspruchung reproduziert werden kann. Die verein-fachte Lagerung bildet mit Ersatzbauteilen wie Blechen oderStandardprofilen die Steifigkeitsverh�ltnisse des Referenzmo-dells ab.
Der zweite Weg, die Suche nach einer von dem Last-Zeit-Ver-lauf des Referenzmodells v�llig unabh�ngigen Pr�fkraft wirdbei entkoppelten Bauteilen bevorzugt. Die Bauteillagerung wirddabei realit�tsnah festgelegt und bleibt w�hrend der Pr�fablei-tung unver�ndert. Unter Umst�nden k�nnen auch mehrereLagerungsvarianten definiert werden. Der Kraftangriff erfolgt anden potentiellen Pr�fzylinderanlenkpunkten. In der Regel sinddies die Kinematikpunkte des Bauteils. Die gesuchte Pr�fkraftwird hinsichtlich ihrer Raumrichtung und Amplitude optimiert.
Wenn ein vereinfachter Pr�faufbau abgeleitet wurde, ist dieserhinsichtlich seiner Gebrauchstauglichkeit numerisch zu �ber-pr�fen. Wichtig ist dabei, dass die sch�digungskritischen Stellenim Pr�faufbau mit dem Referenzmodell �bereinstimmen. DerPr�faufbau selbst darf nicht h�her gesch�digt sein als das Bau-teil. Besonders zu ber�cksichtigen sind dabei die Verbindungs-
307
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 1. Allgemeiner Ablauf der Pr�fableitung
Fig. 1. General application flow for test specification development

A. Kiesel et al. Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4
elemente zwischen Pr�fteil und Pr�faufbau. Weiterhin d�rfenunkritische Bereiche keine oder nur geringf�gige Sch�digungenaufweisen. Werden alle diese Bedingungen erf�llt, kann derPr�faufbau gegebenenfalls nochmals optimiert werden, bevordas Bauteil in der abgeleiteten Konfiguration experimentelluntersucht wird. Das Ergebnis der experimentellen Pr�fung istmit den numerischen Ergebnissen der Pr�fableitung abzuglei-chen. Um den im Bild 1 dargestellten Ablauf effektiv zu gestal-ten, werden bei IAMT verschiedene numerische Methoden ange-wendet und weiterentwickelt [5]. Diese Methoden werden im Fol-genden vorgestellt.
3 Numerische Methoden zur Pr�fableitung
3.1 „Methode 1“: Kanalselektion durchSpannungsvergleich
Im Rahmen der „Methode 1“ werden maximal sch�digendeKan�le des Last-Zeit-Verlaufs auf der Basis eines Vergleichs derSpannungen mit den hoch gesch�digten Bereichen des Refe-renzmodells selektiert. Der Vorteil dieser Methode ist eine ver-h�ltnism�ßig schnelle Aussage zur Anzahl der wahrscheinlichrelevanten Lastrichtungen. Die V�lligkeit der Lastfolge wird beider Selektion nicht ber�cksichtigt. Der Spannungsvergleichwird in der Regel mit den jeweiligen Maximalwerten des Lastka-nals durchgef�hrt. Ebenso verloren geht der Mehrachsigkeitsge-halt des Last-Zeit-Verlaufs.
3.2 „Methode 2“: Verwendung der Lasten aus maximalsch�digendem Lastfall
In einigen Anwendungsf�llen dominiert ein Fahrman�ver dasLebensdauerverhalten des Bauteils. Wenn dieser Lastfall defi-niert werden kann, k�nnen dessen Lastrichtungen unmittelbarf�r die Bauteilpr�fungen verwendet werden. Die Lasth�he selbstmuss in der Regel skaliert werden. Dabei sollte sichergestelltwerden, dass sich das Spannungsverh�ltnis besonders in Ver-schraubungsbereichen mit Vorspannung dabei nicht lebensdau-erauswirkend ver�ndert. Im Fahrwerksbereich ist die Anwen-dung dieser Methode stark begrenzt, da unterschiedliche Fahr-man�ver zur Gesamtsch�digung beitragen.
3.3 „Methode 3“: Optimierungsroutine zur Ermittlungeines signifikanten Lastfalls
Die Einschr�nkungen der in den Kapiteln 3.1 und 3.2 genanntenMethoden erforderten die Entwicklung einer mathematischenOptimierungsroutine zur Ermittlung eines signifikanten Last-falls. Diese Routine basiert zun�chst nur auf dem Prinzip derKraftoptimierung. Das heißt, es wird mittels der Optimierungs-routine f�r jeden potentiellen Anlenkungspunkt eines Pr�fzylin-ders untersucht, ob eine Kraft ermittelt werden kann, unterderen Wirkung die im Vorfeld als schadenskritisch festgelegtenBereiche reproduziert werden k�nnen. Diese Kraft ist in ihrerH�he und Wirkungsrichtung im Allgemeinen v�llig losgel�stvon dem urspr�nglichen Last-Zeit-Verlauf.
Die Grundlage des Optimierungsprogramms bildet die Soft-ware MATLAB. Eingebunden in die Routine werden Sch�di-
gungsrechnungen, welche wiederum von einer Lebensdauer-analyse-Software durchgef�hrt werden. Im Hause IAMT wirddazu ECS-FEMFAT verwendet. Weitere Voraussetzungen sinddurchgef�hrte Finite-Elemente-Analysen mit Einheitslasten anden potentiellen Anlenkungspunkten und eine Referenzsch�di-gungsrechnung mit dem vollst�ndigen Last-Zeit-Verlauf. Unter-st�tzend oder alternativ kann das Sch�digungsbild aus demFeldversuch als Referenz ber�cksichtigt werden.
Die Optimierungsmethode ist beschr�nkt auf entkoppelteEinzelbauteile mit definierterLagerung. Konstante Vorspannun-gen und Vorlasten k�nnen ber�cksichtigt werden. BevorzugteBauteile sind Radtr�ger und Schwenklager. Diese Bauteile sindkragarm�hnlich und die Lagerung auf dem Pr�fstand ist reali-t�tsnah definierbar. Bedingt anwendbar ist die Methode f�r Tra-pezlenker, Schwingen, Hilfsrahmen und Achstr�ger. Die Fokus-sierung liegt dabei auf wenigen hoch gesch�digten Bereichen.Innerhalb einer Optimierungsroutine k�nnen maximal sechsAnlenkungspunkte und sechs schadenskritische Bereiche inklu-sive aller kombinatorisch m�glichen Bereichskombinationenuntersucht werden. Die Methode ist gut geeignet f�r entwick-lungsbegleitende Pr�fungen und f�r Pr�fungen zur Qualit�tssi-cherung. Nach Eingabe der Parameter dominiert die Rechenzeitden Gesamtaufwand.
Der Ablauf der Optimierungsroutine ist in der Bild 2 darge-stellt. Nach dem Einlesen der Finite-Elemente-Modelldaten undder Ergebnisdateien der Einheitslastf�lle sowie der FEMFAT-Dateien der Startrechnung werden die Referenzbereiche defi-niert. Die Auswahl eines Kinematikpunktes oder einer Kinema-tikpunktkombination erfolgt automatisch. Es werden die Opti-mierungs- und die Steuerungsparameter gesetzt und die Opti-mierungsroutine gestartet. Der Zielfunktionalwert wird ermitteltund zur�ckgegeben. Diese Routine kann sowohl bez�glich einesKinematikpunktes oder bez�glich einer Bereichskombination solange wiederholt werden, bis eine Optimall�sung gefunden wird.
Zu ber�cksichtigen sind die Grenzen der Methodik. Die Last-h�he ist in Bereichen mit Mittelspannungseinfluss nur bedingtskalierbar. Der Einfluss m�glicher Schwingspiele der Original-lastfolge oberhalb der Streckgrenze ist nur absch�tzbar. Gegebe-nenfalls kann er durch Einstreuen entsprechender Schwing-spiele ber�cksichtigt werden. Das Schadensbild, d.h. die Riss-richtung, der mittels der Optimierung der Lastrichtung gefunde-nen Pr�fung muss dem Referenzschadensbild entsprechen, umeine Vergleichbarkeit der Mechanismen sicherzustellen. DieAnwendung ist weitgehend auf 1-kanalige Pr�fungen begrenzt.Durch Aufteilung der Kraftkomponenten sind bedingt auch 2-und 3-kanalige Pr�fungen m�glich.
3.4 „Methode 4“: Kanalselektion durchSch�digungsvergleich
Bei Pr�fungen mit starker Abh�ngigkeit der Sch�digungsresul-tate von der Lagerung der Struktur ist die Anwendung der Opti-mierungsroutine „Methode 3“ ungeeignet. Hier muss derAnwender iterativ eine geeignete Lagerung des Pr�fteils unterZuhilfenahme von Ersatzelementen in Anlehnung an die realeUmgebungsstruktur finden. Die Geometrieparameter derErsatzstruktur k�nnen ebenfalls unter Zuhilfenahme eines Opti-mierungstools dimensioniert werden. Dabei ist zu beachten,
308
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw

Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4 Entwicklung und Anwendung von mathematischen Optimierungsmethoden
dass das Optimierungsergebnis jedoch stark von der Qualit�t derStartstruktur abh�ngt, welche wiederum haupts�chlich auf denErfahrungen des Anwenders basiert. Das Ziel muss eine m�g-lichst gute �bereinstimmung der Steifigkeitsmatrizen derrealen Struktur und der Ersatzstruktur sein. Bei ausreichendguter �bereinstimmung beider Matrizen stimmen auch alleBauteilspannungen im Pr�fteil und damit auch alle Sch�digun-gen �berein. Dies gilt dann f�r alle hypothetisch denkbaren Last-f�lle. Zu beachten ist der Einfluss von lokalen Steifigkeiten, ins-besondere an Verbindungselementen, auf die Sch�digungen. Sokann unter Umst�nden das Resultat der Pr�fableitung auch bei�bereinstimmung der globalen Steifigkeitsmatrizen in lokalenBereichen nur sehr unbefriedigend sein.
In der Regel werden bei der Anwendung der „Methode 4“ebenfalls einzelne hoch sch�digende Kan�le selektiert, da dieAnzahl der zu verwendenden Pr�fzylinder ein nicht unerhebli-cher Kostenfaktor ist. Die Kanalselektion erfolgt jedoch sch�di-gungsbasiert. Das heißt, es werden die Einzelsch�digungenjedes Kanals ermittelt und in das Verh�ltnis zu den Gesamtsch�-digungen des Referenzmodells gesetzt. Die maximalsch�digen-den Kan�le werden f�r die Pr�fableitung ausgew�hlt. Bei dieserVorgehensweise geht der Mehrachsigkeitsgehalt des urspr�ngli-chen Last-Zeit-Verlaufes verloren. So kann unter Umst�nden dieGesamtsch�digung der kompletten Lastfolge geringer sein, alsdie Sch�digung eines einzelnen Kanals. Ebenso ist es aber auchm�glich, dass die Gesamtsch�digung nur durch das Zusammen-spiel vieler Kan�le erreicht wird.
Die iterative Lagerungssuche in Verbindung mit der sch�di-gungsbasierten Kanalselektion ist ein sehr arbeitsintensiver Pro-zess, welcher stark von Erfahrungen mit �hnlichen Bauteilenabh�ngt. Perspektivisch soll dieser Prozess effektiver gestaltetwerden. Erste Ans�tze dazu werden im Kapitel 5 beschrieben.
4 Anwendungsbeispiele der beschriebenenPr�fableitungsmethoden
Von den vier beschriebenen Methoden zur Pr�fableitung kom-men aufgrund der Vorteile in der Regel die „Methode 3“ und die
„Methode 4“ zur Anwendung. F�r beide Methoden werden imFolgenden je ein Anwendungsbeispiel in Zusammenarbeit mitder Porsche AG [6] vorgestellt.
4.1 Pr�fableitung Radtr�ger PANAMERA
F�r den Radtr�ger des PANAMERA besteht die Aufgabe eineoder mehrere maximal einkanalige Pr�fungen f�r die hochgesch�digten Bereiche zu entwickeln und durchzuf�hren. ImRahmen der Referenzrechnung ergibt sich ein Sch�digungsma-ximum im sogenannten Bereich 3 in unmittelbarer N�he zurQuerlenkeranbindung, Bild 3.
F�r die Ableitung der Pr�fung ist aufgrund der Spezifikationdes Radtr�gers die „Methode 3“ (Optimierungsroutine zurErmittlung eines signifikanten Lastfalls) besonders gut geeignet.Die Lagerung des Bauteils wird daf�r im Radmittelpunkt starrangenommen. Mit Hilfe des Optimierungsprogramms ergibtsich f�r den Kinematikpunkt der Querlenkeranbindung eineebenfalls in der Bild 3 dargestellte Lastwirkungslinie f�r einesinusf�rmig wirkende Belastung mit dem Spannungsverh�ltnisR = –1. Mit dieser Belastung kann zun�chst rechnerisch dasSch�digungsmaximum im Bereich 3 nachvollzogen werden. DieAnpassung der rechnerischen Sch�digung in diesem Bereich andie Sch�digung der Referenzrechnung und an die Vorgabe einesAnrisses bei ca. 200.000 Lastwechseln erfolgt durch Skalierungder Pr�flast. Diese Skalierung ist im Bereich des Sch�digungs-maximums problemlos m�glich, da dieser Bereich nicht mittel-spannungsbehaftet ist. F�r die rechnerische Ermittlung derSch�digungen wird eine W�hlerlinie f�r eine �berlebenswahr-scheinlichkeit von 50% verwendet.
Der reale Pr�faufbau ist in Bild 4 dargestellt. Der Kinematik-punkt der Querlenkeranbindung wird mittels eines Adaptersvom Pr�fzylinder angesteuert. Da die optimierte Kraftrichtungunabh�ngig von der Lenkerrichtung ist, muss beim Pr�faufbaubesondere Sorgfalt auf die Einstellung des Kraftvektors verwen-det werden. Als Ergebnis der Pr�fung ergeben sich im Bereich 3Mikroanrisse. Diese korrespondieren in Ort und Versagenszeit-punkt sehr gut mit dem rechnerischen Ergebnis der Pr�fablei-tung, Bild 5.
309
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 2. Ablaufschema MATLAB-Optimierungsroutine zur automatischen Pr�fableitung
Fig. 2. Flowchart of MATLAP optimization routine for numerically generated test development

A. Kiesel et al. Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4
4.2 Pr�fableitung Federbeinaufnahme PANAMERA
Die Pr�fableitung f�r die Federbeinaufnahme des PANAMERAist ein Beispiel f�r die Anwendung der „Methode 4“. Hier wirdder maximal sch�digende Kanal f�r die Karosseriebereichspr�-fung mittels Sch�digungsvergleich ermittelt. Die Federbeinauf-nahme selbst ist eingebettet in eine komplexe Umgebungsstruk-tur. Das zugeh�rige Referenzmodell des Karosserievorbaus zeigtBild 6. Außerhalb der Finiten-Elemente-Struktur wird das Fahr-
zeug als Steifigkeitsmatrix ber�cksichtigt. Das Ziel der Pr�fab-leitung ist eine qualit�tsbegleitende Pr�fung unter Beibehaltungder Anrissreihenfolge.
Auf der Grundlage der mehrkanaligen originalen Lastfolgeergibt sich bei der Referenzrechnung mit dem Gesamtfahrzeugdie in Bild 7 dargestellte rechnerische Sch�digungsverteilungder Federbeinaufnahme. Die Krafteinleitung erfolgt dabei imBereich der Feder. Unmittelbar in diesem Bereich resultiertauch das Sch�digungsmaximum. Im Anbindungsbereich an dieL�ngstr�ger wird mit dem Referenzmodell keine signifikanteSch�digung ermittelt. Als deutlich dominierender Kanal f�r dieSch�digungen wird die Kraft in Federrichtung berechnet. Mitausschließlich diesem Lastkanal soll die Pr�fung durchgef�hrtwerden.
310
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 3. Referenzmodell und Ersatzaufbau mit Sch�digungsverteilung, Radtr�ger PANAMERA
Fig. 3. Reference model and calculated damage of simulated simplified test, wheel carrier PANAMERA
Bild 4. Pr�faufbau Radtr�ger PANAMERA
Fig. 4. Test setup of PANAMERA wheel carrier
Bild 5. Anrissbereich Radtr�ger PANAMERA
Fig. 5. Crack area PANAMERA wheel carrier

Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4 Entwicklung und Anwendung von mathematischen Optimierungsmethoden
Daf�r ist es erforderlich die Karosseriesteifigkeiten der Umge-bungsstruktur durch Ersatzelemente abzubilden. Diese Ersatz-elemente m�ssen nicht nur die Steifigkeiten realistisch darstel-len, sondern auch gleichzeitig eine deutlich h�here Lebensdauerim Vergleich mit dem eigentlichen Pr�fteil aufweisen. Bild 8zeigt den entwickelten Pr�faufbau. In allen Anbindungsberei-chen werden Bleche angeordnet, deren Dicke mittels des MSCNASTRAN-Optimierungstools so dimensioniert sind, dass dieglobale Steifigkeit der Ersatzstruktur mit der globalen Steifigkeitdes Referenzmodells �bereinstimmt. Wichtig ist dabei die Ein-spannung im Bereich des L�ngstr�gers als Kragarm zu modellie-ren.
Als rechnerisches Ergebnis f�r den in Bild 8 dargestelltenPr�faufbau resultiert die Sch�digungsverteilung von Bild 9. ImBereich der Krafteinleitung ergibt sich eine sehr gute �berein-stimmung mit der Sch�digungsverteilung des Referenzmodells.Das rechnerische Sch�digungsmaximum liegt jedoch im Anbin-dungsbereich der den L�ngstr�ger darstellenden Ersatzbleche.Diese Stelle stellt damit einen unerw�nschten potentiellenAnrissbereich dar. Das rechnerische Sch�digungsmaximumwird jedoch zun�chst ignoriert, da die Spannungen in diesemBereich aus folgenden Gr�nden nicht sehr realit�tsnah sind: DieErsatzbleche sind mit der Federbeinaufnahme verschraubt. DieSchrauben selbst sind jedoch nicht explizit abgebildet. Vorspan-nung und Kontakt werden nicht ber�cksichtigt. Die Modellie-rung der Schrauben erfolgt lediglich �ber starre RBE2-Elemente.Hinzu kommt, dass f�r den Grundwerkstoff der Federbeinauf-nahme eine sehr gut abgesicherte W�hlerlinie des Auftraggebers
311
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 6. Referenzmodell der Federbeinaufnahme PANAMERA
Fig. 6. Reference model of PANAMERA suspension-strut-receiving
Bild 7. Sch�digungsverteilung Referenzmodell FederbeinaufnahmePANAMERA
Fig. 7. Damage of reference model of PANAMERA suspension-strut-receiving
Bild 8. Pr�faufbau der Federbeinaufnahme mit Ersatzstruktur ausoptimierten Blechen
Fig. 8. Test setup of suspension-strut receiving with optimized mount-ing structure composed of plates
Bild 9. Sch�digungsverteilung im Pr�faufbau ohne Ber�cksichtigungder lokalen Anbindungssteifigkeiten
Fig. 9. Calculated damage of suspension-strut-receiving in mountingstructure without consideration of local stiffness

A. Kiesel et al. Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4
vorliegt. F�r die Schweißpunkte im Anbindungsbereich desReferenzmodells muss dagegen auf die erfahrungsgem�ß kon-servativen W�hlerlinien der FEMFAT-Datenbank zur�ckgegrif-fen werden.
Bei einer ersten Pr�fung mit der Konfiguration von Bild 8wird jedoch der Anriss im Anbindungsbereich der Ersatzblechedes L�ngstr�gers nachvollzogen. Unter zus�tzlicher Ber�cksich-tigung der lokalen Steifigkeiten in den Anbindungsbereichenwird daher ein neuer Pr�faufbau entwickelt, Bild 10. Dieser siehtf�r den Ersatzl�ngstr�ger im unmittelbaren Anbindungsbereichan die Federbeinaufnahme ein Fr�steil in Anlehnung an dieKontur des Original-L�ngstr�gers vor. Erst daran schließen sichdie Ersatzbleche zur Abbildung der globalen Steifigkeit an.
Mittels dieses Pr�faufbaus k�nnen sowohl rechnerisch alsauch experimentell die hoch gesch�digten Bereiche des Refe-renzmodells und dessen Anrissreihenfolge nachvollzogen wer-den.
5 Erweiterungspotenzial derOptimierungsroutinen
Mit zunehmender Leistungsf�higkeit der numerischen Werk-zeuge werden immer mehr experimentelle Pr�fungen zun�chstrechnerisch konzipiert [7, 8]. Infolge der gestiegenen Anforde-rungen ist es erforderlich, die bestehenden Methoden hinsicht-lich ihres Verbesserungspotentials zu untersuchen.
H�ufig besteht der Wunsch des Anwenders, die Optimie-rungsroutine zur Ermittlung eines signifikanten Lastfalls mitder automatischen Suche nach einer angepassten Lagerung desPr�fteils zu verbinden. Gleichzeitig ist es unter Umst�nden g�n-stig, die Kinematikpunkte f�r die Lasteinleitung zu verschiebenum die Referenzsch�digung zu reproduzieren. Das heißt, dieLage der Lasteinleitungspunkte sollte im Raum frei w�hlbarsein. Diese k�nnen mit dem Bauteil �ber Wippen oder Hebelverbunden sein.
Im Rahmen eines F�rderprojektes bei IAMT wird untersucht,inwieweit sich diese Vorstellungen in die bestehende Optimie-rungssoftware zur vereinfachten Pr�fableitung umsetzen las-
sen. Als Bauteil f�r die Weiterentwicklung und den Test derAbleitungsmethodik wird erneut ein Radtr�ger gew�hlt [9]. Die-ser Radtr�ger ist ein Serienbauteil, f�r welches funktionierendePr�fspezifikationen vorliegen. Die f�r diese Pr�fungen bisherzugrunde liegende Philosophie besagt, dass die Lagerung anm�glichst allen Lenkeranbindungen erfolgen soll, um keinenAnbindungspunkt zu vernachl�ssigen. Die Belastung kanndemzufolge im Radmittel- bzw. Radaufstandspunkt aufgebrachtwerden. F�r die Zylinderangriffspunkte sollen ausschließlichKinematikpunkte verwendet werden. Br�cken, Wippen oderKopplungen sind soweit m�glich auszuschließen. DirekteAnbauteile d�rfen verwendet werden. Das Ziel ist eine maximal3-kanalige Pr�fung bei Lastwechselzahlen von 200.000 bis800.000 und Pr�flasten, welche in ihrer H�he mit den Fahrzeug-messlasten korrespondieren.
F�r die vorliegenden Untersuchungen im Rahmen des F�r-derprojektes erfolgt eine teilweise Losl�sung von dieser Philoso-phie. Dies betrifft insbesondere die Lasteinleitung in den Kine-matikpunkten der Lenker. Um Erfahrungen f�r eine sp�tereautomatische L�sung zu sammeln, erfolgt die Suche nach geeig-neten Lagerungs- und Lasteinleitungspunkten zun�chst durchmanuelle Variation. F�r die Ableitung der Pr�fkraft wird dieOptimierungsroutine der „Methode 3“ verwendet. Als sinnvollerweist sich die Lagerung an den Lenkern analog dem Aufbauim realen Fahrzeug. Der Lasteinleitungspunkt in y-Richtungwird �ber einen Hebel in den Radaufstandspunkt verschoben.F�r die x- und die z-Richtung bleibt die Radmitte als Lasteinlei-tungspunkt bestehen. Da die x- und die z-Komponente der Kraftzusammengefasst werden k�nnen, ergibt sich somit eine 2-kanalige Pr�fung. Der Pr�faufbau des Radtr�gers mit seinerLagerung und der 2-kanaligen Lasteinleitung ist auf dem Bild 11dargestellt. Die Optimierungsroutine zur Ermittlung eines signi-fikanten Lastfalls wird im Rahmen der Untersuchungen desRadtr�gers bereits erweitert. Dem Anwender steht eine globaleOptimierungsvariante zur Verf�gung. Die Zielfunktion desOptimierungsprogramms zur Ermittlung des signifikanten Last-falls ist an die Erfahrungen vorangegangener Pr�fableitungenangepasst.
Aus dem abgeleiteten Pr�faufbau von Bild 11 resultiert rech-nerisch eine sehr gute �bereinstimmung der hoch gesch�digtenBereiche mit der Referenzrechnung des Radtr�gers, Bild 12. Die
312
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 10. Anrissbereiche der experimentellen Pr�fung
Fig. 10. Crack areas after testing
Bild 11. Lagerung und Krafteinleitung 2-kanalige Pr�fung
Fig. 11. Mounting and force application for 2-channel test

Mat.-wiss. u. Werkstofftech. 2011, 42, No. 4 Entwicklung und Anwendung von mathematischen Optimierungsmethoden
H�he der Sch�digungen und die gew�nschte Lastwechselzahlzwischen 200.000 und 800.000 kann durch zwei Lastkan�le mitsinusf�rmigem Lastverlauf und einer konstanten Vorlast ineinem Lastkanal nachvollzogen werden.
6 Aktuelle Entwicklungen und Ausblick
Die Voruntersuchungen am Radtr�ger des Kapitels 5 habengezeigt, dass eine Koppelung der Suche nach einer geeignetenLagerung und der Suche nach einer Pr�flast sinnvoll ist. Pro-grammtechnisch bleiben beide Schritte jedoch getrennt, da dieSuche nach einer geeigneten Lagerung rechenzeitbedingtzun�chst nur spannungsbasiert erfolgt. Die Suche nach dergeeigneten Pr�fkraft basiert weiterhin auf einem Sch�digungs-vergleich.
Das Programm zur Suche nach einer geeigneten Lagerungbefindet sich derzeit im Teststadium. Bei voller Funktionsf�hig-keit werden mittels dieses Programms realistische und sinnvolleLagerungsm�glichkeiten f�r das Programm zur numerischenKraftoptimierung geliefert. Mit dem derzeitigen Entwicklungs-stand k�nnen gleichzeitig mehrere potentielle Lagerungspunkteuntersucht werden. Diese Lagerungspunkte sind untereinandervariabel kombinierbar. Die Freiheitsgrade in jedem Lagerungs-punkt sind frei w�hlbar. Der Lasteinleitungspunkt selbst kannim Raum verschoben werden. Je nach Parametervorgabe werdenso mehrere tausend Lagerungsm�glichkeiten berechnet. DieSpannungen in den schadenskritischen Bereichen werden mitHilfe einer Zielfunktion ausgewertet. Dabei k�nnen die Ver-gleichsspannungen nach von Mises bzw. die Zug- und dieDruckspannungen ber�cksichtigt werden. Mittels einer synthe-tischen W�hlerlinie kann bereits bei der spannungsbasiertenSuche nach der Lagerung eine Sch�digungsreihenfolge in dasOptimierungsergebnis einfließen.
F�r das Programm zur Ermittlung eines signifikanten Last-falls konzentrieren sich die derzeitigen Entwicklungen auf dieOptimierungsroutine selbst. Neben der kontinuierlichen Weiter-
entwicklung der Zielfunktion wird die DOE-Methode (Design OfExperiment) implementiert. Perspektivisch ist eine programm-technische Kopplung der spannungsbasierten Lagerungssucheund der sch�digungsbasierten Kraftsuche vorgesehen.
Danksagung
Die Autoren bedanken sich f�r die F�rderung der Weiterent-wicklung der numerischen Werkzeuge zur Pr�fableitung durchden Freistaat Sachsen im Rahmen des Projektes „Entwicklungvon Methoden zur Ableitung von vereinfachten Pr�fmethodenf�r Fahrzeugbauteile“.
7 Literatur
[1] K. van Gelder, Die Optimierung eines Hexapode-Systemsf�r einen Aufh�ngungspr�fstand, DVM-Workshop „Pr�f-methodik f�r Betriebsfestigkeitsversuche in der Fahrzeu-gindustrie, Ulm 27. und 28. Januar 2010.
[2] F. Berstermann, N. Schmudde, U. Steinkamp, MehraxialeBetriebsfestigkeitsuntersuchungen an einem Traglenkeraus Alu-Guss, DVM-Bericht 131 „Leichtbau und Betriebs-festigkeit“, M�nchen 2004.
[3] K. Sponheim, R. Chmielewski, A. Floss, F. de Bruyne, Kar-osserieleichtbau mit dem Aluminium-Space-Frame – Vir-tuelle und experimentelle Simulation der Betriebsfestig-keit, DVM-Bericht 131 „Leichtbau und Betriebsfestigkeit“,M�nchen 2004.
[4] U. Wesseling, M. Kieninger, P. Große, Numerische undexperimentelle Vorbemessung von Fahrwerkskompo-nenten, DVM-Bericht 129, „Fahrwerk und Betriebsfestig-keit“, Osnabr�ck 2002.
[5] L. Nitschke, M. Seise, J. Merk, Ableitung vereinfachter Pr�-fungen unter Anwendung mathematischer Optimierungs-methoden, Fahrwerk-Technik 2005.
[6] R. Schliebner, M. Seise, A. M�ller, W. Hasenmaier, C. Lay,N. Schote, Ableitung vereinfachter Pr�fungen f�r komplexbelastete Bauteile, DVM-Workshop „Pr�fmethodik f�rBetriebsfestigkeitsversuche in der Fahrzeugindustrie, Ulm27. und 28. Januar 2010.
[7] M. Wallmichrath, M. J�ckel, Th. Bruder, MP materials test-ing 2007, 49, 439.
[8] M. Wallmichrath, M. J�ckel, Th. Bruder, V. Landersheim,H. Schmidt, Numerische Simulation einer komplettenAchspr�fung – Potentiale f�r die Entwicklung von Pr�f-st�nden, DVM-Bericht 133 „Betriebsfestigkeit in der vir-tuellen Produktentwicklung, Steyr 2006.
[9] A. Ahmadi, H. Mauch, G. Bremer, Entwicklung von Pr�fs-zenarien mittels der numerischen Betriebsfestigkeitssimu-lation, Development of test procedures withe the applica-tion of numerical simulation, VDI-Berichte Nr. 1985, 2007,67.
Eingegangen in enddg�ltiger Form: 21. Januar 2011 T 765
313
i 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.wiley-vch.de/home/muw
Bild 12. Vergleich der Sch�digungen der Referenzrechnung und desnumerisch optimierten Pr�faufbaus
Fig. 12. Comparison of calculated damage of the reference model andthe numerically optimized mounting structure