enter the laundry name here - ltcworldwide.com · alkaline detergent residues ... most laundry...
TRANSCRIPT

Unit 10a Drill Hall Business Centre, East Parade, IlkleyWest Yorkshire, LS29 8EZ, United Kingdom
Tel: +44(0) 1943 816545, Fax: +44(0) 1943 609326, Email: [email protected]
© 2008 LTC&DTC Limited
UNIT LDC 9
PROCESS FLATWORK THROUGH CALENDERS
LAUNDRY OPERATORWORK BOOK
ENTER THE LAUNDRY NAME HERE
ISSUED TO:
ENTER OPERATOR NAME HERE
DATE: ENTER DATE ISSUED HERE

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 2 of 34

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 3 of 34
INDEX
TABLE OF CONTENTS
PROCESS FLAT WORK THROUGH CALENDERS
Section Contents/Subject Page
1 General principles 4
2 Health and Safety 5
3 Objective of ironing 7
4 The Ironing process 8
5 The effect of fabric on the ironer operation 10
6 Ironing problems 11
7 Start-up routines 14
8 Shut-down 15
9 Ironer operation 16
10 The folder 22
Self Check questions 25
Appendix
1 Knowledge base 30
2 Your contribution 31
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 4 of 34
UNIT LDC 9
PROCESS FLATWORK THROUGH CALENDERS
1. General principles
Calenders – also sometimes referred to as Ironers - are machines designed to removemoisture from damp fabrics. In the process of removing the moisture the ironer alsosmoothes the fabric to remove any creases put into the fabric during washing, tumbling,extraction and storage in the trolley or linen basket prior to ironing.
The principle of ironing or ironing is quite simple. The damp fabric items are placed onfeed bands that feed the flat damp fabric to be ‘squeezed’ between fabric covered rollerswhich are rotating in heated metal beds. As the fabric passes through the ironer betweenthe rolls and heated bed, the moisture is removed and the side of the fabric in contactwith the smooth heated metal bed is given a slight polish.
The ironer is fitted with a number of safety features to prevent accidental trapping offingers and in many situations, especially in large commercial laundries where highspeed production is required; they will also have optional extra bits of equipment to assistin the feeding and folding of the ironed articles.
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 5 of 34
2. Health and Safety
Many safety features are built into Calenders and associated equipment includingemergency stop buttons, finger guards, machine guards and electrical cut-outs andfuses. Most accidents happen when these safety features are by-passed or ignored.There is no better precaution than good training and common sense.
Trapping fingers, hands or clothing (e.g. tie) in the feed to the first roll should beprevented by the emergency stop finger guard. This safety device should be checked forcorrect operation before production starts each day.The feed belts to the first roll on a hand fed ironer can catch jewellery, loose clothing andlong hair and all operators should be aware of this risk.All drive mechanisms are covered by substantial guards but if these are removed,extreme caution should be taken by anyone working on or near the mechanism if themachine is operated.
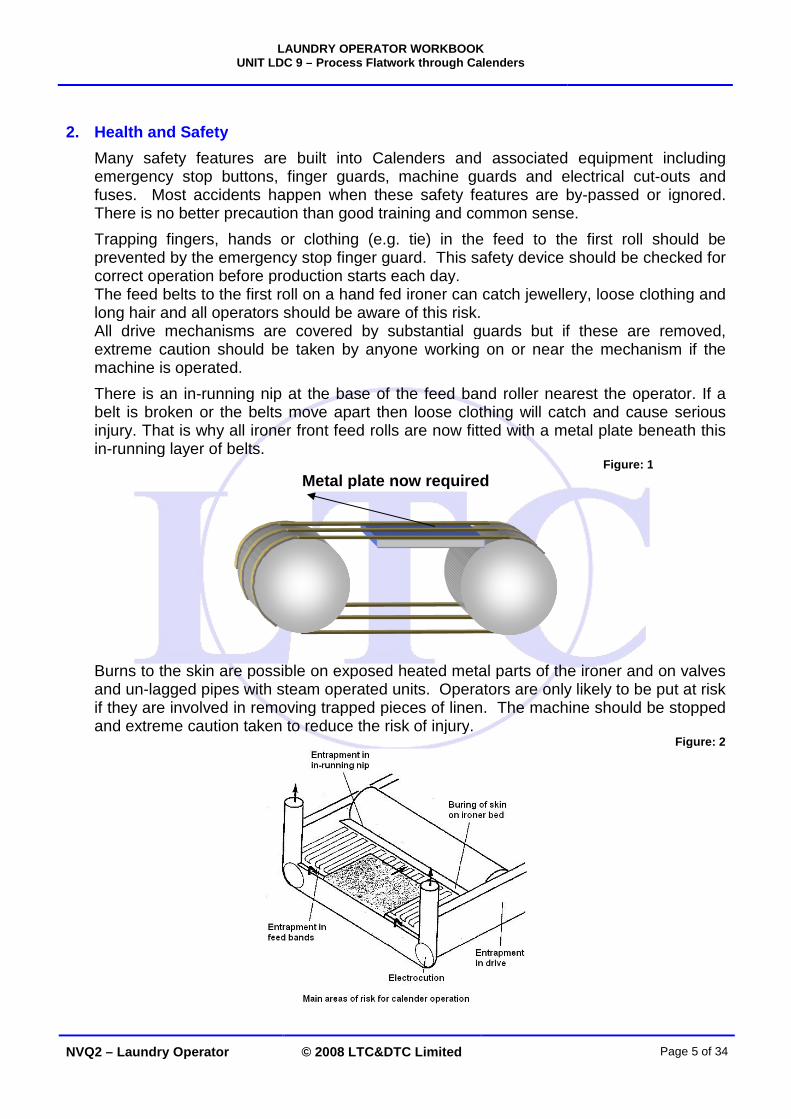
There is an in-running nip at the base of the feed band roller nearest the operator. If abelt is broken or the belts move apart then loose clothing will catch and cause seriousinjury. That is why all ironer front feed rolls are now fitted with a metal plate beneath thisin-running layer of belts.
Figure: 1
Metal plate now required
Burns to the skin are possible on exposed heated metal parts of the ironer and on valvesand un-lagged pipes with steam operated units. Operators are only likely to be put at riskif they are involved in removing trapped pieces of linen. The machine should be stoppedand extreme caution taken to reduce the risk of injury.
Figure: 2
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 6 of 34
There are many moving parts of machinery on feeders and folders and caution should betaken when removing any trapped linen. Full training should be given in the use of thesemachines and the possible faults that will require operator attention.
Dangling jewellery, such as bracelets and necklaces, should not be worn while operatingthe ironer and an overall will help to prevent loose clothing getting caught on movingparts of the machinery.
The ironer should not be stopped with linen under the roller(s) for any length of time orscorching could lead to a fire starting.
As all operatives will be handling clean linen when operating the ironer high levels ofpersonal hygiene must be maintained.
Exercise 1List four health and safety checks you would make before starting up the ironer at thebeginning of a shift?
1...............................................................................................................................................
2...............................................................................................................................................
3...............................................................................................................................................
4...............................................................................................................................................
Your contribution to HEALTH &SAFETY in Calendering isthrough:- Checking machine guards &
emergency stop buttons operate toavoid serious injuries.
Not wearing loose garments, jewelleryor long hair near the machine to avoidinjury
Not storing work is on top of hotcalenders to prevent fire.
Keeping the workplace clean and tidyto avoid slips and trips
Not attempting to un-jam any calenderor folder whilst in operation

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 7 of 34
3. Objective of ironing
The objective of ironing is to produce work that is crease and wrinkle free, dry andpresented to the folder (if fitted) with straight edges and square corners to enable a neatfold to be produced.
There are many influences on achieving this objective and this section will help youunderstand the required elements to achieve a good quality ironed article.
3.1. The wash process
The quality of the wash process is critical to the results achieved on an ironer. If thewash process is carried out in hard water then the effectiveness of the detergents isreduced and staining and soiling may not all be removed.
Redeposition of soiling may also lead to greying of whites.
The high temperature of the ironing process is likely to set some of the staining andmake it very difficult to remove in a rewash process.
Hard wash water also reduces rinse efficiency and ironing linen that still containsalkaline detergent residues will gives whites a yellow tinge. This is referred to asgalling.
If ironed work starts to appear with orange speckles or lines on it, an investigationshould be launched into iron in the water or in the steam supply. The speckles areeither rust or wax.
Chemical damage can be caused to cotton fabrics by poor bleaching practice duringthe wash process. Any retained chlorine bleach on cotton fibres when they reach theironer will result in accelerated damage due to the high ironer operating temperatures.Chlorine bleach residues that have not been rinsed out can also cause white sheets toyellow when ironed.
Producing top quality table linen from the ironer usually requires a good starchingoperation at the end of the wash process. Poor starching control will result in starchdeposits building up on the ironer beds and poor quality ‘limp’ table linen.
If the fabric to be ironed is washed in a washer extractor then the moisture removal isusually sufficient to eliminate the need for a conditioning process in the tumbler. Thereis no point using additional steam, gas or electricity to dry the linen in a tumbler if itcannot be fed quicker (edge to edge) on the ironer as a result.
Exercise 2List three quality problems that can result from washing sheets in hard water beforeironing?
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 8 of 34
4. The ironing process
Washed sheets are presented to the ironer for drying and finishing and this process inlarger commercial laundries usually involves three separate pieces of equipment. Insmaller ‘On Premise Laundries’ a much smaller single roll electrically heated ironer willbe used and the operator hand feeds and folds any items passed through this type ofunit.
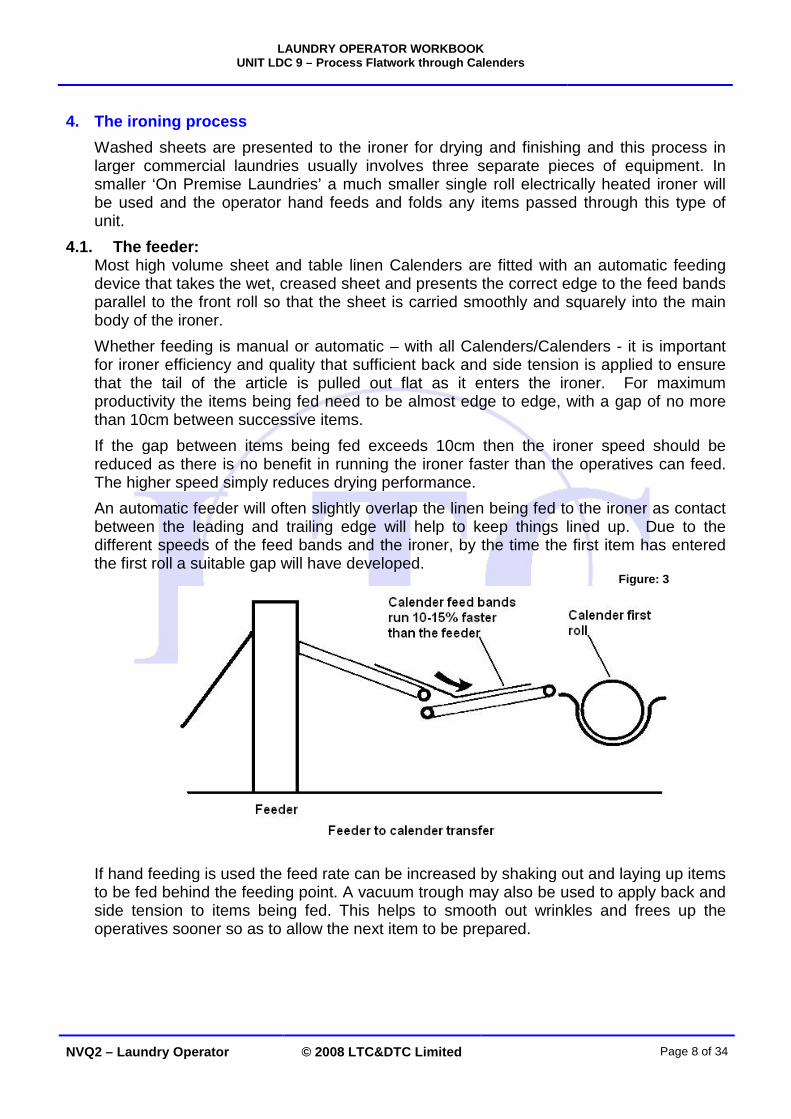
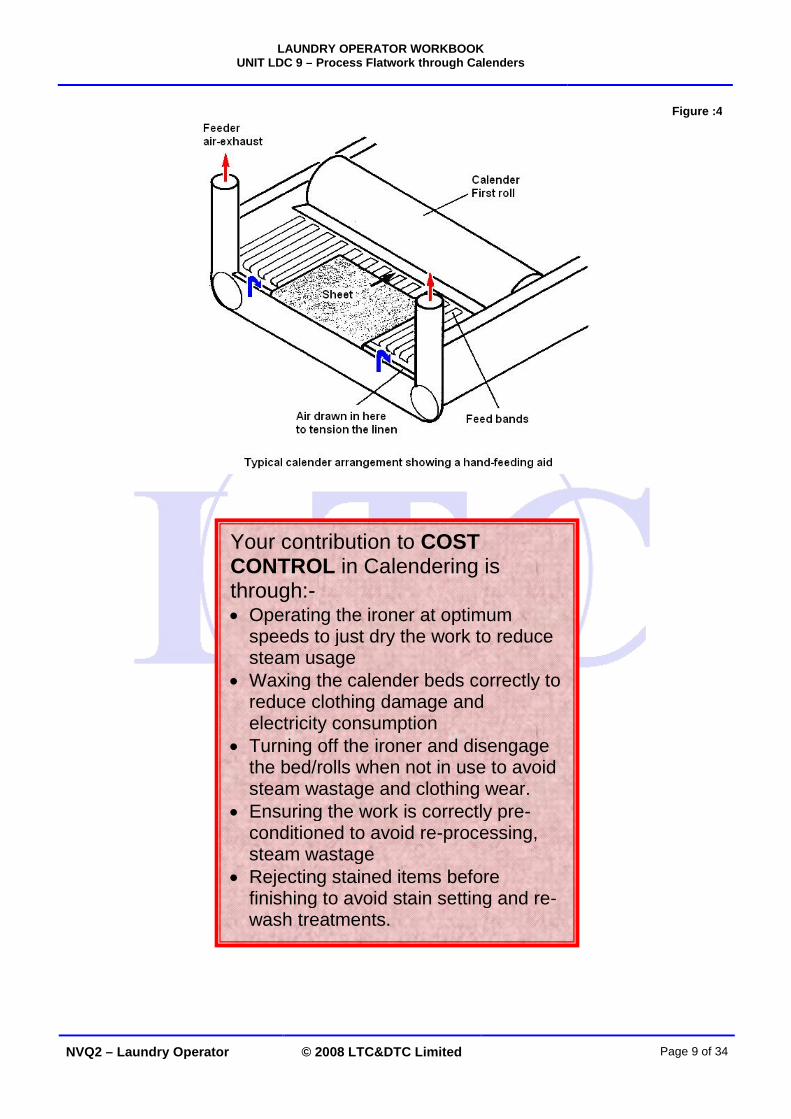
4.1. The feeder:Most high volume sheet and table linen Calenders are fitted with an automatic feedingdevice that takes the wet, creased sheet and presents the correct edge to the feed bandsparallel to the front roll so that the sheet is carried smoothly and squarely into the mainbody of the ironer.
Whether feeding is manual or automatic – with all Calenders/Calenders - it is importantfor ironer efficiency and quality that sufficient back and side tension is applied to ensurethat the tail of the article is pulled out flat as it enters the ironer. For maximumproductivity the items being fed need to be almost edge to edge, with a gap of no morethan 10cm between successive items.
If the gap between items being fed exceeds 10cm then the ironer speed should bereduced as there is no benefit in running the ironer faster than the operatives can feed.The higher speed simply reduces drying performance.
An automatic feeder will often slightly overlap the linen being fed to the ironer as contactbetween the leading and trailing edge will help to keep things lined up. Due to thedifferent speeds of the feed bands and the ironer, by the time the first item has enteredthe first roll a suitable gap will have developed.
Figure: 3
If hand feeding is used the feed rate can be increased by shaking out and laying up itemsto be fed behind the feeding point. A vacuum trough may also be used to apply back andside tension to items being fed. This helps to smooth out wrinkles and frees up theoperatives sooner so as to allow the next item to be prepared.
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 9 of 34
Figure :4
Your contribution to COSTCONTROL in Calendering isthrough:- Operating the ironer at optimum
speeds to just dry the work to reducesteam usage
Waxing the calender beds correctly toreduce clothing damage andelectricity consumption
Turning off the ironer and disengagethe bed/rolls when not in use to avoidsteam wastage and clothing wear.
Ensuring the work is correctly pre-conditioned to avoid re-processing,steam wastage
Rejecting stained items beforefinishing to avoid stain setting and re-wash treatments.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 10 of 34
5. The effect of fabric on the ironer operation
5.1. Cotton100% cotton bed linen and table linen has been the mainstay of the commerciallaundry industry for hundreds of years. The benefits of cotton to the end user includeexcellent absorbency, acceptable feel and a quality image that professional launderingcan enhance by ironing on a ironer.
Most laundry equipment was designed to process cotton and except for some slightmodifications to accommodate different qualities and weights it is regarded as an easyfabric to process.
5.2. Polyester cottonPolyester-cotton bed linen has become very popular in the domestic market where thegreater selection of colours and patterns and the easy care nature of the fabric areseen as benefits. However processing polyester-cotton through commercial laundrymulti-roll Calenders presents some problems as well as benefits.
The lower moisture retention of polyester-cotton means the ironer can be operatedfaster than for cotton. But to prevent over-drying the polyester and creatingconsiderable amounts of static electricity the bed temperature may have to be reducedor special wash processes developed with reduced extraction and fabric softeneradded to the final rinse.
Static electricity causes the polyester-cotton items being ironed to cling to the rollersand belts of the machine, producing snarl-ups and a poor quality finished item with setcreases and poor automatic folding.
Some Calenders are fitted with a special anti-static bar between the ironer and thefolder to remove the static prior to folding.
5.3. 100% PolyesterThe National Health Service has carried out trials with 100% polyester sheets to try tobenefit from the exceptionally good soil and stain removal properties and reducedprocessing and replacement costs. However, the only way they could successfullyovercome the ironing problems was to set-up dedicated washing and finishing lines for100% polyester.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 11 of 34
6. Ironing problems:
6.1. Galling or YellowingIf all white work coming off the ironer has a yellowish tinge this is probably due to theeffect of the wash chemicals left in the fabric. It can only be rectified by re-washingwith improved rinsing.
6.2. Stain settingStains on work coming out of the ironer are likely to be due to poor soil removal in thewash process. The heat of the ironer may set these stains permanently and makesome appear darker.
6.3. CreasingThere are different types of creasing caused by various ironer faults.Diagonal creasing can be caused by items not being fed into the ironer squarelyresulting in differential tension.
Puckering or concertina type creasing can be caused by excessive static, cold spots ordeposit build-up on the beds. Often these deposits are made up of starch left on thesurface of the fabric by a poor starching stage during the wash. Processing very dampitems, having the bed temperature too high for polyester and items being pinched byover-sized rolls or too high a roll to bed pressure can also cause puckering andconcertina creasing. Finally it is possible to cause more random and unsightlypuckering creases by incorrect setting of the differential speeds between the rolls,resulting in having these gathers ironed in.
Wine glass shaped creases usually indicate that one or more of the rolls are overclothed and the linen is being nipped as it leaves the roll.
Figure 5
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 12 of 34
Crows foot creases are usually a result of a wash process for polyester cotton that didnot include an adequate cooldown stage. Thermal shock causes these creases andthey cannot be entirely removed by ironing; they are not an ironing fault.
Leading edge creases can be caused by starch build up on the first bed, mis-alignedgap pieces causing a raised edge and inconsistent clothing thickness or excessivepressure on one roller.
6.4. SkewnessIf an item is fed perfectly square and even side and tail tension is applied, the result atthe end of the ironer should be square and folded accurately. If the end result is notthis good there may be a variation in roll diameter and hence variable roll to bedcontact pressure.
6.5. TearingAutomatic feeders apply tension to the leading edge of items and if there are any weakpoints tears may develop. Cotton can be weakened by chemical damage from theover-use of chlorine bleach in the wash process and by chlorine being left on the fabricand then reacting to the heat of the ironer.
6.6. DepositsDeposits on ironer beds are usually the result of processing items washed in hardwater or starch build up. Deposits need to be removed from beds and gap pieces, butthis should never be attempted while the ironer is operating.
6.7. Cold SpotsDamp patches on processed items are usually caused by cold spots on the bedcaused by blockages in the heat transfer system from roll to linen. If the roll to bedpressure is uneven this may result in a stripe of dampness.
6.8. Damp workIf all the work starts to feel damp as it comes off the ironer it is either because the linenbeing fed is too wet or there is a problem with the ironer bed temperature. Alwayscheck the temperature and speed dials against the usual settings before reporting thefault to your supervisor or engineer.
Exercise 3If the white sheets coming off the ironer appear yellow and smell of chlorine whatwould be the likely cause?
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 13 of 34
Exercise 4List 3 ways of reducing static in polyester cotton sheets
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
Your contribution to QUALITY inCalendering is through:- Making sure the calender bed is
correctly cleaned to avoid creasing ofitems
Checking steam and bed pressuresare correct so work dries in one pass
Ensuring the correct tension on itemsfed through the ironer to removecreases but without causing ‘dog-ears’
Monitoring the folder settings so allitems are folded neatly and ‘squarely’
Correctly cleaning any excess waxfrom the calender bed to eliminatemarking of work

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 14 of 34
7. Start-up routines
There are many different types, makes and models of Calenders and the start-upprocedures are all likely to be different. The following set-up procedures are a guide onlybut are likely to be included within your particular routine.
Before switching on any machinery it is advisable to have a quick look around to checkthat there are no obvious reasons to prevent production starting.
7.1. All guide tapes on multi-roll Calenders should be checked and replaced wherenecessary. Not all smaller single roll Calenders use guide tapes. This is also a goodtime to check the operation of the emergency stop linked to the finger guard.If everything appears to be normal than the mains electricity supply to the ironershould be switched on. If fitted, the feeder and folder may well have there ownindividual isolation switches.
7.2. The steam or electricity is then turned on.The ironer should be started using your company’s start-up procedure. This willinclude lifting the beds or lowering the roll(s) depending on the model of ironer.
7.3. The ironer should be waxed using the special waxed cloth. Gloves should be wornduring this exercise as the cloth can get very hot. During waxing the suction fansshould be switched off and the folder switched to by-pass. When waxing has beencompleted the waxed cloth should be laid flat or hung up to cool. A folded hot waxedcloth is a fire risk.An ironer is waxed for two reasons. Waxing reduces the drag and hence the energyconsumption. Also, wax puts an attractive sheen onto the right (face) side of tablelinen.
7.4. The linen waiting to be ironed should be checked for moisture retention andprepared in order of customer requirements.
7.5. The steam pressure – if steam is used, bed temperature, and electric metershould be checked against normal operating parameters. The ironer speed shouldthen be set to the correct setting for the items to be processed. If you are using anelectrically heated or oil fired unit the thermostat settings must be checked.
7.6. Ensure that the required staff are in position at both ends of the ironer and that boththe required linen and clean transport trolleys are available for production to begin.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 15 of 34
8. Shut-down
Before shutting down the ironer it is important to ensure that all linen has been removedfrom the feeder, ironer and folder.
A task that is often ignored at the end of the day, but would assist the following shift, isfor all guide tapes (where used) to be checked and replaced where necessary.
The bed(s) should be lowered or rollers raised and the ironer switched off both at thecontrol panel and the electricity spur box.
Once the ironer has been switched off a check should be carried out under the take offbelts and the folder for any processed items that have fallen to the floor.
Any linen that has been washed but is not to be processed immediately should becovered to retain moisture and prevent contamination by dust and lint.
The area around the ironer should be swept and any litter or debris cleared away.
Rewash bins at the finishing end of the ironer should be emptied and any analysisnecessary carried out.
All production details should be recorded and any automatic counters used should bereset.
Any messages for the following shift should be left in the agreed Company agreedmanner and the departmental supervisor or engineer informed of any productionproblems or machinery faults.
Exercise 5List 4 of the causes for re-wash at the end of the ironer.
1...............................................................................................................................................
2...............................................................................................................................................
3...............................................................................................................................................
4...............................................................................................................................................
Exercise 6Write two things that a feeding machine or manual operative must do to a sheet toensure that it enters the ironer correctly.
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 16 of 34
9. Ironer operation
Ironing is carried out by an article being drawn over a heated steel bed by a paddedroller. On most multi-roll and single roll Calenders the moisture evaporated from thearticle is sucked by vacuumthrough the roller clothing into the hollow centre of the roll where it is carried away by asuction exhaust at the end of each roll.
In smaller laundries, a single gas, electricity or steam heated unit may be used. In gasfired units the gas burners are fitted down the centre of a steel roll. The wet linen is heldagainst the hot outer surface of the roll by a continuous belt.
Fabric tapes are fitted over the ironer rollers to help guide the articles through themachine. It is not the tapes but the rolls which actually transport articles through thesystem.
The ironer is made up of a number of important pieces and features.
The following few pages will help you understand how they all come together to create avery efficient steam heated multi roll ironer.
9.1. The bedThe curved bed of the ironer is a hollow, highly polished surface that is heated bysteam, electricity or oil to give rapid heat transfer to the article being processed. Aironer usually has from one to four beds.
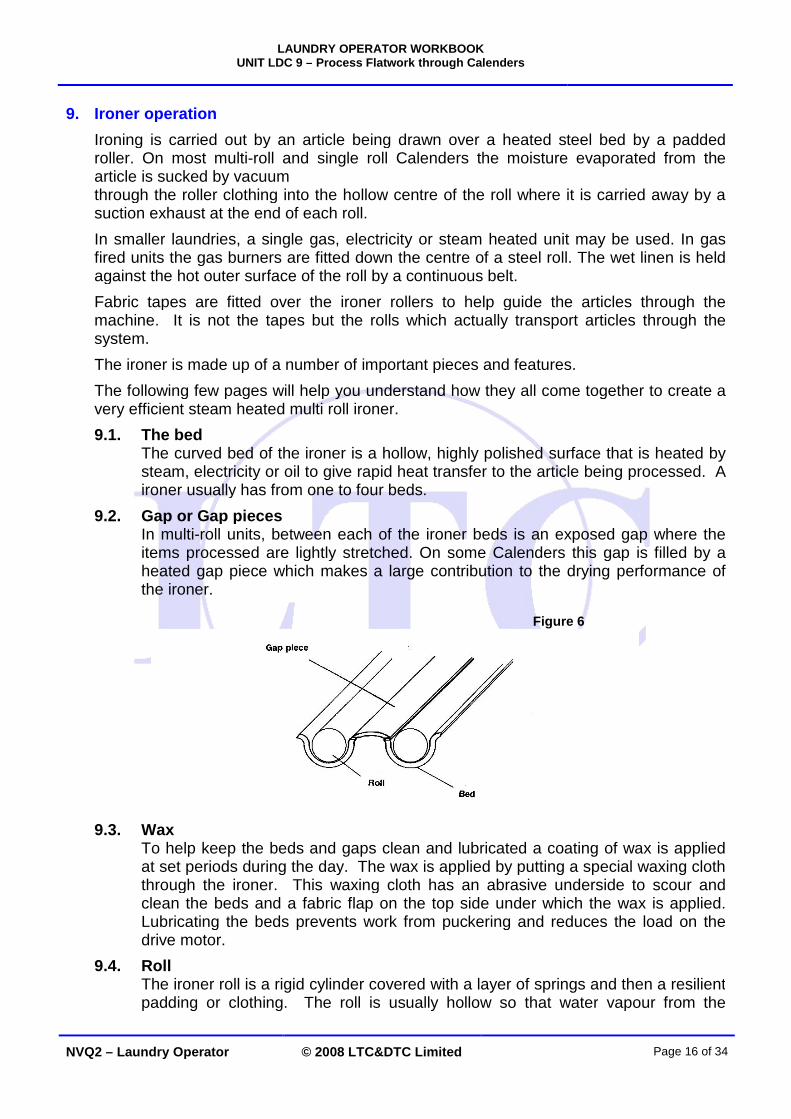
9.2. Gap or Gap piecesIn multi-roll units, between each of the ironer beds is an exposed gap where theitems processed are lightly stretched. On some Calenders this gap is filled by aheated gap piece which makes a large contribution to the drying performance ofthe ironer.
Figure 6
9.3. WaxTo help keep the beds and gaps clean and lubricated a coating of wax is appliedat set periods during the day. The wax is applied by putting a special waxing cloththrough the ironer. This waxing cloth has an abrasive underside to scour andclean the beds and a fabric flap on the top side under which the wax is applied.Lubricating the beds prevents work from puckering and reduces the load on thedrive motor.
9.4. RollThe ironer roll is a rigid cylinder covered with a layer of springs and then a resilientpadding or clothing. The roll is usually hollow so that water vapour from the

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 17 of 34
clothing and damp items being processed can be drawn through perforations andremoved via a vacuum exhaust system at the end of the roll.
Figure 7
9.5. Roll/bed pressureTo ensure that the linen being processed dries evenly, an even pressure mustbe exerted between the rolls and the beds. This is done by lifting the rolls ordropping the beds.
Figure 8
Separating the rolls and beds when the ironer is not being used helps to preventscorching the ironer clothing and avoids unnecessary drag on the drive motorsand saves energy.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 18 of 34
Conversion charts to allow calculation of ironer bed temperatures based on steam asthe heating energy used
Chart 1
Gauge pressure(psi)
Bed temperature(C)
60 15370 15780 16290 166
100 170110 173120 176130 180140 182150 185
Chart showing maximum bed temperature (C)versus steam pressure (psi)
Chart 2
Gauge pressure(bar)
Bed temperature(C)
4.0 1514.5 1555.0 1585.5 1626.0 1656.5 1677.0 1707.5 1738.0 1758.5 1779.0 1799.5 182
10.0 184
Chart showing maximum bed temperature (C)versus steam pressure (bar)
9.6. DriveOn multi-roll units the drive system is designed to turn the rolls so that itemsbeing processed are drawn over the beds and gap pieces. Each roll is rotatedslightly faster than the previous one; this helps to maintain a bit of tension onthe items being processed and aids drying in the gaps between rolls.
9.7. ClothingThe ironer rolls are covered with special resilient clothing that allows an evenflow of water vapour from the items being processed through the clothing andinto the hollow roll.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 19 of 34
Figure 9
The clothing can consist of one or more layers and may be made up ofdifferent fabrics. The ironer clothing is critical to the performance of theironer and when it becomes hard and compacted must be replaced.
When a roll is re-clothed it is very important that it is exactly the rightdiameter. If the roll is too big or too small it will reduce the area of contactbetween the roll and the bed and the efficiency of the ironer will be reduced.The diameter of the roll can be checked using special flexible measuringtapes supplied with the ironer.
9.8. SpringsBetween the hot metal surface of the roll and clothing is usually a layer ofsprings which creates an air gap and helps to take up any small changes inthe outer diameter of the clothed surface as the clothing wears.
Figure 10

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 20 of 34
The springs also help to ensure that an even pressure is maintained between the rolland the bed and items are dried and ironed evenly. Some ironer manufacturers usespiral coil springs as illustrated others use a ‘leaf’ spring.
Your contribution to IMPROVEDPRODUCTIVITY in Calendering isthrough:- Ensuring a supplies of keeping the
calender operating at the optimumspeed
Feeding all items edge-to-edge toensure maximum output
Ensuring the ironer clothing fitscorrectly to give maximum surfacecontact for optimum drying speed.
Removing any loose items that candamage the calender causing down-time
Using folders to their maximumfolding capabilities to prevent slowerhand-folding

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 21 of 34
9.9. ControlsThe ironer will be fitted with a main start and stop control and a range ofsupplementary and linked controls between the feeder, ironer and folder.
A finger guard at the front of the machine is fitted to prevent fingers, arms, ties etcbeing drawn into the ironer itself. This guard will cover the full width of the machineand will stop the rolls instantly when activated.
A speed controller, calibrated in metres per minute, will enable the operator to selectthe desired speed for various classifications.
Steam pressure gauges will show the actual pressure of steam reaching the ironerbeds. This reading can be related to the ironer bed temperature by referring to theearlier charts if the ironer doesn’t have a bed temperature gauge. The bedtemperature has a major influence on the potential ironer output as a low bedtemperature will necessitate running the ironer slower to dry the items beingprocessed.
A gauge (ammeter) showing the amount of electric current being used by the ironer isoften fitted to the control panel. This gauge should be checked occasionally by theoperatives as a change from the standard reading can be an early warning of anelectrical fault or excessive strain on the drive motor.
Any major variation on a gauge reading that cannot be easily explained should bereported to your supervisor or engineer.
Exercise 7Look at the steam gauges on the ironer control panels in your plant and record thesteam pressure and bed temperature of each ironer when they are operating.(Note: If you are using an oil fired or electrically heated calender – insert temperaturesettings)Ironer Name or number Steam pressure Bed Temperature
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 22 of 34
10. The folder
The folder is situated at the end of the ironer and is designed to put the correctsequence of neat and consistent folds into each article processed.
To achieve this, the folder feed bands are set to run approximately 10-15% faster thanthe back roll of the ironer. This allows a sufficient gap to be developed between eachitem so that the folders automatic measuring system can be reset before the next itemneeds folding.
There are a great variety of folders and folding accessories in use in the modernlaundry – and many folders have multiple applications.
10.1. The first type of folder is a ‘single lane’ folder which is designed to fold onlylarge items like sheets. These will have controls/switches so that individualfolds can be omitted, for example, either the primary or secondary lateral fold.These folders will also have two cross-folds – again there will becontrols/switches where these can be by-passed.
10.2. The next type of folder will be configured so that it can independently foldseveral lanes of smaller items simultaneously. Again, depending upon the typeof folder there can be only two lanes or as many as 6 lanes. All of these lanescan be set via the controls/switches so they can either work completelyindependently or in pairs or as one single lane folder. It is essential that thecorrect settings are made based on the type of fold required and theclassification being processed. For example, all lanes operating independentlymay be used for small items like serviettes or pillow slips. On the other hand thelanes may be operated in ‘pairs’ for slightly larger items like theatre greens ortable over-lays.
10.3. Sometimes in order to improve the level of automation, larger textile rental andhospital laundries will have a ‘stacker’ attached to the folder. The purpose ofthese units is to take the folded item and stack them in piles of 10 or 20 beforedischarging them onto a conveyor system where they can be automaticallywrapped/packed or sent to the packing area. These units will have controls sothat the number of items stacked will be maintained at a constant number.However, these units cannot differentiate between items that have beencorrectly folded and it is therefore essential that the settings on the folders aremonitored and routinely checked.
Jam-ups10.4. Jam-ups will occur from time to time with all folders. This is where an item may
get caught in the conveyor belts or a micro-switch may fail or there is a tear orhole in the item that has allowed a micro-switch to be activated at the wrongtime.
10.5. If a jam-up does take place the folder and the calender must be stoppedimmediately in order to avoid further damage to the item being folded or to thefolding equipment itself.
10.6. Extra caution should be taken with oil or electrically heated calenders as theseoften operate at significantly higher temperatures than conventional steamheated calenders and if these units are stopped whilst textiles are still in thecalender they can become scorched and irreparably damaged – and in extremesituations – catch fire.
10.7. In this situation the roll/bed contact should be released so there is no pressureor direct contact between the rolls and the calender bed. Ideally the feeders

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 23 of 34
should stop feeding immediately and the items in the calender allowed to bedischarged onto the folder take-off bands even though the folder may havealready stopped because of the jam-up.
10.8. All moving parts of the folders and stackers should be guarded so that nobodycan enter the area of any moving parts whilst the folder is in operation. Ifanyone does crawl in or under the folder whilst it is in operation there is aserious risk of injury if their hands, clothing or hair should become entrapped inthe moving feed-bands and rollers.
Under no circumstances should ANYONE enter the guarded-off area unless thefolder has been switched off and all guards should be inter-locked with theon/off controls so that if the guards are opened the folder cannot operate.

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 24 of 34
Exercise 9
Label the various parts of the ironer in this illustration

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 25 of 34
Questions on Module 5Ironer finishing
Use this self check questionnaire to make sure that you know all that you need toknow about preceding section.When you have finished discuss your answers with your trainer.
1. What is the object of ironing?(a): ...........................................................................................................................................
..........................................................................................................................................
(b) ...........................................................................................................................................
..........................................................................................................................................
(c) ............................................................................................................................................
..........................................................................................................................................
2. Why is the wash process critical to the results achieved on a ironer?1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
3. What damage to fabrics by chemicals can be caused in ironing?1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
4. What are the three main steps in the ironing process?1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 26 of 34
5. What is the purpose of putting wax onto the ironer?1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
6. Describe the controls on a ironer and their purpose..................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
7. What changes are needed when pressing polyester cotton sheets instead of cottonones?
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
8. What is galling and what causes it?.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
9. What causes the setting of protein stains (from blood, urine and perspiration)?1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 27 of 34
10. Explain the different types of creasing in ironing and their causes.
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
4...............................................................................................................................................
.................................................................................................................................................
11. Explain what is meant by and what causes the following faults in ironing:
Skewing ...................................................................................................................................
.................................................................................................................................................
Tearing.....................................................................................................................................
.................................................................................................................................................
Deposits...................................................................................................................................
.................................................................................................................................................
Cold Spots ...............................................................................................................................
.................................................................................................................................................
Damp work...............................................................................................................................
.................................................................................................................................................
12. What do you do to start-up a ironer (in the correct order)?.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 28 of 34
13. A new employee has just started in your department and you have been assignedto train them on how to operate the machinery in your department.Choose one item of equipment in you department and list the 3 most importantthings you would tell them to ensure they understood the correct use or operationof it.
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
14. For the piece of equipment selected in question 14 above – How much work is itcapable of handling and where is the manufacturers’ safety manual for thisequipment kept?
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
15. A new employee has just started in your department and you have been assignedto train them on how to operate the machinery in your department.Choose one item of equipment in you department and list the 3 most importantthings you would tell them to ensure they understood the correct use or operationof it.
1...............................................................................................................................................
.................................................................................................................................................
2...............................................................................................................................................
.................................................................................................................................................
3...............................................................................................................................................
.................................................................................................................................................
LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 29 of 34
16. For the piece of equipment selected in question 14 above – How much work is itcapable of handling and where is the manufacturers’ safety manual for thisequipment kept?
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 30 of 34
Appendix 1LDC9PROCESS FLAT WORK THROUGH CALENDERS
At level 2, this unit is for those who prepare and process flat work through Calenders and plan the workrequired and dry and finish flat work.
The job role will involve:1. Preparing flat work for ironing2. Drying and finishing flat work3. Planning the work required for ironing and prepare the ironer
The competent person must: The key areas of knowledge andunderstanding
1. Check that machinery is safe and ready to use and that loadsare suitable for ironing
2. Plan the work required3. Adjust the machinery to suit the type of load you are to
process4. Wax calendar beds prior to ironing5. Operate machines correctly6. Load items onto feeder/Calenders at the specified rate7. Identify items that are not satisfactory and direct them to the
appropriate locations8. Dry, iron and fold items as required9. Store items carefully so they do not become contaminated10. Direct them to packing and dispatch.11. Make the best use of resources available12. Identify any problems that may arise in carrying out the work13. Check that colleagues understand what work they must do14. Report faults in the machine or in the finish of items.
1. What the risks are with Calenders2. What services are required to make
machines work3. What are the machinery speeds and
settings for different classifications,fibre types and weights
4. Care labels5. Understanding fibres and fabrics6. How to identify and report faults7. How to plan work, making the best use
of resources available.8. How to brief colleagues clearly.9. Why it is important to identify any
possible problems at the planningstage and why you should report theseto your supervisor.
10. The specified rate for loading items11. The drying and finishing specification
The skills and techniques1. Start up and close down machines2. Check loads and redirecting unsuitable items3. Adjust and operating machines4. Load, dry, iron and fold items5. Identify and deal with unsatisfactory items6. Identify common faults in machines or the finish of items7. Store items and direct them for packing and dispatch8. Receive, check and confirm the supervisor’s instructions9. Plan how to carry out the instructions making the best use of the resources available.10. Check that your plans are in line with the supervisor’s instruction.11. Identify any problems in carrying out the supervisor’s instructions and get advice from them accordingly.12. Check belts and feed-bands and wax as required.Regulations, rules and guidelines1. The organisation’s rules, codes, guidelines and standards2. Equipment operating procedures3. Machine and equipment capabilities4. Relevant responsibilities under the Health & Safety at Work Act and COSSH (Control of Substances
Hazardous to Health)5. Manufacturers instructionsWorkplace skills1. Communicate effectively with colleagues and customers2. Comply with written instructions3. Complete forms, reports and other documentation4. Keep accurate records

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 31 of 34
APPENDIX 2
BY FOLLOWING THE NVQ FLATWORK CALENDERING MODULE
Your contribution to COSTCONTROL in Calendering isthrough:- Operating the ironer at optimum
speeds to just dry the work to reducesteam usage
Waxing the calender beds correctly toreduce clothing damage andelectricity consumption
Turning off the ironer and disengagethe bed/rolls when not in use to avoidsteam wastage and clothing wear.
Ensuring the work is correctly pre-conditioned to avoid re-processing,steam wastage
Rejecting stained items beforefinishing to avoid stain setting and re-wash treatments.
Your contribution to HEALTH &SAFETY in Calendering isthrough:- Checking machine guards &
emergency stop buttons operate toavoid serious injuries.
Not wearing loose garments, jewelleryor long hair near the machine to avoidinjury
Not storing work is on top of hotcalenders to prevent fire.
Keeping the workplace clean and tidyto avoid slips and trips
Not attempting to un-jam any calenderor folder whilst in operation
Your contribution to QUALITY inCalendering is through:- Making sure the calender bed is
correctly cleaned to avoid creasing ofitems
Checking steam and bed pressuresare correct so work dries in one pass
Ensuring the correct tension on itemsfed through the ironer to removecreases but without causing ‘dog-ears’
Monitoring the folder settings so allitems are folded neatly and ‘squarely’
Correctly cleaning any excess waxfrom the calender bed to eliminatemarking of work
Your contribution to IMPROVEDPRODUCTIVITY in Calendering isthrough:- Ensuring a supplies of keeping the
calender operating at the optimumspeed
Feeding all items edge-to-edge toensure maximum output
Ensuring the ironer clothing fitscorrectly to give maximum surfacecontact for optimum drying speed.
Removing any loose items that candamage the calender causing down-time
Using folders to their maximumfolding capabilities to prevent slowerhand-folding

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 32 of 34
The following is a list of the key words and phrases used in this module.
A
abrasive underside---------------------------------------------------16ammeter---------------------------------------------------------------21anti-static bar---------------------------------------------------------10article------------------------------------------------------- 7, 8, 16, 22automatic feeding device -------------------------------------------- 8
B
back and side tension --------------------------------------------- 8bar18bed---------------------4, 10, 11, 12, 14, 15, 16, 18, 19, 20, 21, 22benefits----------------------------------------------------------------10bleach -------------------------------------------------------------7, 12blood------------------------------------------------------------------26bracelets --------------------------------------------------------------- 6
C
calibrated -------------------------------------------------------------21chemical damage ----------------------------------------------------12chemicals -------------------------------------------------------- 11, 25Chlorine--------------------------------------------------------------- 7classification --------------------------------------------------------22clean----------------------------------------------------------- 6, 14, 16Clothing --------------------------------------------------------------18coil springs -----------------------------------------------------------20cold spots -------------------------------------------------------- 11, 12colleagues-----------------------------------------------------------30concertina type creasing--------------------------------------------11contaminated -------------------------------------------------------30Control of Substances Hazardous to Health ---------------30conveyor-------------------------------------------------------------22cotton------------------------------------------------ 7, 10, 12, 13, 26Cotton------------------------------------------------------------ 10, 12creased ----------------------------------------------------------------- 8creases ----------------------------------------------------4, 10, 11, 12creasing ---------------------------------------------------------- 11, 27Crows foot creases --------------------------------------------------12customer --------------------------------------------------------------14customers -----------------------------------------------------------30
D
damage ------------------------------------------------------ 7, 22, 25damaged ------------------------------------------------------------22damp ------------------------------------------------------4, 11, 12, 17debris------------------------------------------------------------------15detergent --------------------------------------------------------------- 7detergents-------------------------------------------------------------- 7Diagonal creasing ---------------------------------------------------11differential speeds ---------------------------------------------------11documentation -----------------------------------------------------30Drying ----------------------------------------------------------------30dust --------------------------------------------------------------------15
E
electrically heated ironer --------------------------------------------8emergency stop buttons----------------------------------------------5even pressure ----------------------------------------------------17, 20extraction --------------------------------------------------------- 4, 10
F
fabric -------------------------------------------3, 4, 7, 10, 11, 12, 16feed bands ----------------------------------------------------- 4, 8, 22feed belts---------------------------------------------------------------5feeders---------------------------------------------------------6, 12, 22feel----------------------------------------------------------------10, 12fibre type ------------------------------------------------------------ 30fibres -------------------------------------------------------------- 7, 30finger guard---------------------------------------------------5, 14, 21finish ----------------------------------------------------------------- 30fold ------------------------------------------------------------7, 22, 30folders ---------------------------------------------------------6, 22, 23folding --------------------------------------------------------4, 10, 22
G
galling ------------------------------------------------------------- 7, 26Gap pieces ----------------------------------------------------------- 16gas ---------------------------------------------------------------- 7, 16gauges ---------------------------------------------------------------- 21Gloves---------------------------------------------------------------- 14greying -----------------------------------------------------------------7guide tapes-------------------------------------------------------14, 15
H
hair ------------------------------------------------------------------- 23hard water--------------------------------------------------------- 7, 12health and safety ------------------------------------------------------6Health and Safety -----------------------------------------------3, 5heated metal beds-----------------------------------------------------4high speed production---------------------------------------------4
I
image ----------------------------------------------------------------- 10injury -------------------------------------------------------------- 5, 23in-running nip --------------------------------------------------------5iron ---------------------------------------------------------------- 7, 30ironer--3, 4, 5, 6, 7, 8, 10, 11, 12, 14, 15, 16, 17, 18, 19, 20, 21,
22, 24, 25, 26, 27, 30ironer bed temperature ------------------------------------ 12, 18, 21ironer roll--------------------------------------------------------16, 18ironing --------------------------------- 3, 4, 7, 8, 10, 12, 25, 27, 30Ironing --------------------------------------------------------3, 11, 16

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 33 of 34
J
Jam-ups -------------------------------------------------------------22jewellery------------------------------------------------------------ 5, 6
L
laundering ------------------------------------------------------------10laundries -------------------------------------------------- 4, 8, 16, 22laundry----------------------------------------------------------- 10, 22lays--------------------------------------------------------------------22length------------------------------------------------------------------- 6linen -------------------------4, 5, 6, 7, 8, 10, 11, 12, 14, 15, 16, 17lint ---------------------------------------------------------------------15litter -------------------------------------------------------------------15locked ----------------------------------------------------------------23long hair --------------------------------------------------------------- 5
M
machine------------------------------------------5, 10, 15, 16, 21, 30machine guards ------------------------------------------------------- 5machinery ------------------------------------------- 6, 14, 15, 28, 30machines--------------------------------------------------------4, 6, 30messages--------------------------------------------------------------15micro-switch --------------------------------------------------------22moisture------------------------------------------- 4, 7, 10, 14, 15, 16moisture retention ---------------------------------------------- 10, 14moving parts ------------------------------------------------------6, 23
O
orange speckles ------------------------------------------------------- 7overall------------------------------------------------------------------ 6
P
padded roller ---------------------------------------------------------16padding ---------------------------------------------------------------16perforations-----------------------------------------------------------17personal hygiene------------------------------------------------------ 6perspiration ---------------------------------------------------------26pillow slips-----------------------------------------------------------22polish------------------------------------------------------------------- 4polished---------------------------------------------------------------16polyester --------------------------------------------10, 11, 12, 13, 26Polyester --------------------------------------------------------------10polyester-cotton------------------------------------------------------10prepared------------------------------------------------------------8, 14pressing--------------------------------------------------------------26pressure ---------------------------------------------11, 12, 18, 21, 22pressure gauge -------------------------------------------------------21procedures------------------------------------------------------- 14, 30processes--------------------------------------------------------------10production ---------------------------------------------------- 5, 14, 15Puckering or----------------------------------------------------------11
R
replacement ----------------------------------------------------------10
residues ----------------------------------------------------------------7resilient-----------------------------------------------------------16, 18Roll/bed pressure --------------------------------------------------- 17rust----------------------------------------------------------------------7
S
safe------------------------------------------------------------------- 30safety features----------------------------------------------------4, 5scorching---------------------------------------------------------- 6, 17sheen ----------------------------------------------------------------- 14Skewness ------------------------------------------------------------ 12skin ---------------------------------------------------------------------5smell------------------------------------------------------------------ 12soiling ------------------------------------------------------------------7speed controller ----------------------------------------------------- 21Springs --------------------------------------------------------------- 19stacked -------------------------------------------------------------- 22Stain setting --------------------------------------------------------- 11staining-----------------------------------------------------------------7stains -------------------------------------------------------------11, 26standards ----------------------------------------------------------- 30starch ---------------------------------------------------------7, 11, 12starch deposits ------------------------------------------------------7static --------------------------------------------------------- 10, 11, 13static electricity ----------------------------------------------------- 10steam ---------------------------------------- 5, 7, 14, 16, 18, 21, 22steam pressure---------------------------------------------- 14, 18, 21still----------------------------------------------------------------- 7, 22storage------------------------------------------------------------------4suit-------------------------------------------------------------------- 30
T
table linen-------------------------------------------------7, 8, 10, 14temperatures---------------------------------------------------- 7, 22textile ---------------------------------------------------------------- 22textile rental -------------------------------------------------------- 22textiles --------------------------------------------------------------- 22Thermal shock ------------------------------------------------------ 12time ---------------------------------------------------------6, 8, 14, 22trapped -------------------------------------------------------------5, 6trolleys --------------------------------------------------------------- 14
U
un-lagged pipes -----------------------------------------------------5urine------------------------------------------------------------------ 26
V
vacuum--------------------------------------------------------8, 16, 17vacuum exhaust system-------------------------------------------- 17valves------------------------------------------------------------------5
W
washing ----------------------------------------------------4, 7, 10, 11water-----------------------------------------------------------7, 16, 18wax ---------------------------------------------------7, 14, 16, 26, 30

LAUNDRY OPERATOR WORKBOOKUNIT LDC 9 – Process Flatwork through Calenders
NVQ2 – Laundry Operator © 2008 LTC&DTC Limited Page 34 of 34
waxed cloth ----------------------------------------------------------14whites ------------------------------------------------------------------ 7width ------------------------------------------------------------------21
Wine glass shaped creases----------------------------------------- 11wrinkle free------------------------------------------------------------7