electrochemistry in environment protection - vscht.czpaidarm/pozp/pozp_elchemengweb.pdf ·...
TRANSCRIPT

1
1
Electrochemistry in environment protection
History
Electrochemical water treatment proposed already 1889 in UK
Electrocoagulation – claimed 1904
Formerly electrochemical processes were applied rarely due to high price of electric energy
Increasing press to the quality of waste water causes widespread application of elchem. methods in past 30 years.
2
Electrochemical reactions- the transfer of electronsbetween the
electrodesurface and moleculesin the electrolyte.
reactant -electron
rate of electron flow – electric current
oxidation/reduction power -potential (voltage)
amount of electrons – electrical charge
Electroseparation process- the transport forced by electric
potential gradient
Separation of electrode reactions in reactor enable to proceed processes hardly
realizable (or unrealizable) by other way.
Electrochemistry – basic terms
3
Electrode– (from technological point of view) piece of electricallyconductive matter (of suitable shape) where electrode reaction takeplace (on its surface)
Anode– electrode with oxidative reaction
Cathode– electrode with reductive reaction
Electrolyte– ion conductive medium. Mainly solutions with dissociated molecules (ions).
Basic terms II

2
4
versatile direct oxidation or reductionmediated oxidation or reductionsimple constructionscalable
selective electrode potentialmaterial of electrode (overpotentials)separation of electrode chambers
ecological electron - „clean reactant“recycling of raw materialswaste treatment
Disadvantages
expensive Faradays law + price of electric energyelectrode materials
mass transfer heterogeneous process - concentrations limited by mass transfer
Advantages
5
electrochemical processeseasy automation
low capital cost
electroanalytical methods simple and sensitive (pH – electrode, ASV)
conversion of chemical energy to electrical energy
batteries accumulators
fuel cells
solar cells
electric values (voltage, current)
fast and sensitive response
low cost of reactors (technological scale)
simple peripheral equipment
with exception in case of strongly aggressive environment
Applications of electrochemistry
6
conversion of wastes inorganic compounds
organic compounds
construction of zero-emission or low emissions technologies
concentration and recycling
replacement of current technologies by modern with low environmental impact
treatment of old contaminated sites
soils and water contaminated by heavy metals
soils and water contaminated by organic pollutants
Environmental application of electrochem. procs.

3
7
Faraday constant energetic demand related to
F = 96485.3 C/mol
electrode material corrosion stability
electrocatalytic stability
specific surface, hydraulic resistivity
potential efficiency electrolyte conductivity
overpotential
counterelectrode reaction
Limitations
8
organic pollutants oxidation
transport electrokinetic methods
electro-membrane methods
electrochemistry as supporting process: gas generation, heat source
direct impact heavy metals removalmine watergalvanoindustry rinsing water
inorganic pollutants reductione.g. nitrates, radioactive waste
indirect impact active agent generated by electrode dissolving
active agent generated on electrode
other
Principles of electrochemical procs.
9
direct oxidation of organic pollutants: phenol, chlorphenole , aniline
based on cathodic reduction
based on anodic oxidation
heavy metal electrowinning - galvanoindustry waste water- mine water
Direct impact methods
monopolar and bipolar electrode arrangement

4
10
heterogeneous process
Nernst - Planck mass transfer equation
Electrode reaction take place on electrode-electrolyte interface.
Transport of reactants from solution bulk to electrode surface must be secured
- difficult in diluted solutions
iiiiiii cvcuzcDJrr
+ϕ∇−∇−=diffusionmigrationconvection
cτ
c0
cs
δN
cτ
c0
cs
δN
concentration profile on electrode surface boundary layer
Direct impact methods -Mass transfer limitation
11
mass transfer in boundary layer
increase of c0
hydrodynamic flow intensification(δN)
( )s0N
s0 cc kcc
DJ −=δ−= nFJj =
possibilities for intensification:
electrode surface area increase
problematic in case of waste treatmentpossible in combination with separation procs.
local or overallenergetic and material need
specific performancecommon electrode materials
Mass transfer
12
commercially available electrode configuration
electrode electrolyte flow
[m s-1]
k
[m s-1]
cmin
[mol m-3]
sheet electrode 1 1x10-5 5
rotating cylindrical electrode 10 1x10-4 5x10-1
high porous three-dimensional(RVC)
0,10 1x10-2 5x10-3
low porosity three-dimensional
packed bed 0,10 2x10-4 5x10-4
fluidized bed 0,01 6x10-3 1x10-2
L.J.J. Janssen, L. Koene, Chem. Eng. J. 85 (2002) 137
Mass transfer as limiting step

5
13
main problem extremely low mass transfer
advantages simple process control
low capital cost
simple maintenance
easy electrode surface treatment (metal deposition)
process enhancement spacers/turbulisers
gas bubbling
electrode surface roughness
inert particles fluidizing bed
typical construction arrangement rectangular flow chanel
„filter – press“
hanging electrodes
electrode movement
Mass transfer as limiting step – 2D electrodes
14
Filter-press electrolyzer
Most frequent cell construction
Suitable for processes with “high” electroactive compound concentration Anodic and cathodic chambers separated by membrane or diaphragm
15
main pollution sources rinse water from galvanoindustry acidic mine water (abandoned mines)
rinse water from galvanoindustry - well defined solution of constant
composition, minimal risk of contamination by another compounds
acidic mine water - multicomponent composition, variable concentration in
time (rain intensity dependent) - more difficult treatment
Allowed concentration limits for waste water and minimal concentration reachable by precipitation
Heavy metals removal
6
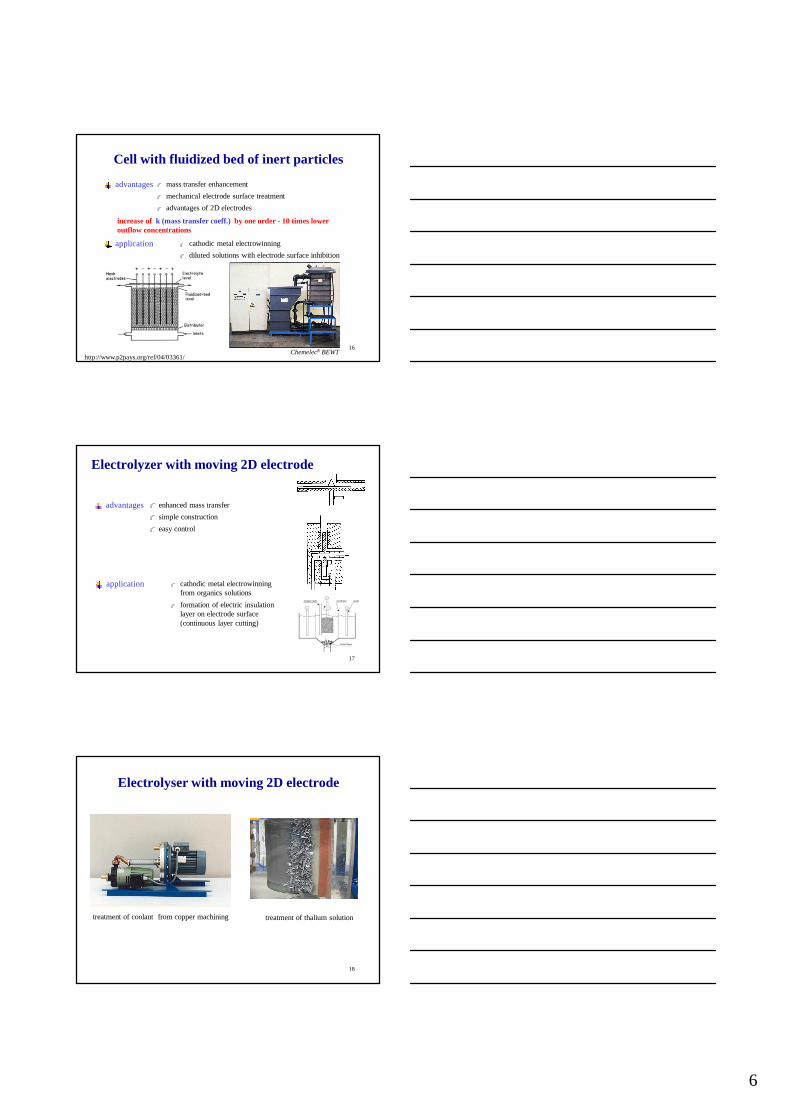
16
advantages mass transfer enhancement
application cathodic metal electrowinning
diluted solutions with electrode surface inhibition
mechanical electrode surface treatment
advantages of 2D electrodes
increase of k (mass transfer coeff.) by one order - 10 times lower outflow concentrations
ChemelecR BEWT
Cell with fluidized bed of inert particles
http://www.p2pays.org/ref/04/03361/
17
advantages enhanced mass transfer
application cathodic metal electrowinningfrom organics solutions
formation of electric insulation layer on electrode surface(continuous layer cutting)
simple construction
easy control
Electrolyzer with moving 2D electrode
18
treatment of coolant from copper machining
Electrolyser with moving 2D electrode
treatment of thalium solution

7
19
disadvantages complicated process control
advantages high specific surface
high mass transfer
high specific yield
treatment of very diluted solutions
construction arrangement “flow-through”
“flow-by”
fluidized bed
discontinuous process
electrode price (some cases)
j j
v
v
3D electrodes
electrolyte flowel. current flow
j
position
flow-by
flow through
20
Swiss roll cella- Ni anodec – SS cathodeb d - PE separatore – current feeder
3D electrodes - static
21
enViro cell

8
22
arrangement moving particle bed
still discontinuous process
pulsating particle bed
fluidizing bed
static 3D electrodes – potential risk of pore blocking by electrodeposited metal or by mechanical impurities
solution – moving 3D electrodes
3D electrodes - moving
23
Rota-CatTM, Trionetics, Inc.
fluidizing bed – charge transferred by particle touching
moving particle bed – cathode particles still in contact
3D electrodes - moving
24
rotating cascade of 3D particle bed cathodes with self-ordered particle distribution for continuous galvanic rinse water treatment
3D electrodes – moving with self-ordering effect (VMPB)

9
25
electrochemical treatment – low efficiency in highly diluted
solutions
combination with separation process (e.g. IX, RO) significant
improvement of pollutant removal
Combination with separation method
6 BV.h-1 3 BV.h-1
treatedwater
watersource
elec
trol
yser
tank I.
tank II.
colu
mn
scheme of IX and electrochemical treatment combination
26
basic methods direct electrooxidation on anode
anodic oxidation
indirect oxidation by agent generated on anode
high energy consuming
possible final mineralization or only toxicity decerase
Organic pollutants removal
27
organic molecule oxidation mechanism
anode requirements
most frequent anode materials
reduced compounds
high oxygen evolution overvoltage
corrosion stability
Ni, glassy carbon, ATA (Pt, IrO2)
M + H2O → M-OH + H+ + e-
M-OH + R → M + RO + H+ + e-
M-OH + H2O → M + O2 + 3 H+ + 3 e-
adsorbed hydroxyl production
transfer of oxygen atom
parasitic reaction
phenol, chlorphenol, organic acids
Direct oxidation of organic pollutants

10
28
Various application of direct oxidation
Direct oxidation of organic pollutants
29
FeO42- production
oxidation agents generated electrochemicaly
production of OH•
common
new
diamond anode
Cl2, ClO-
O3, Ag2+/Ag1+, Co3+/Co2+, Ce4+/Ce3+, FeO42-, OH•
Fenton’s reaction
chemical
electrochemical
in solutionin molten salts
photocatalytic, photoelectrocatalytic
diamond electrode
Indirect oxidation of organic pollutants
in solutionin molten salts
30
Indirect oxidation of organic pollutants

11
31
Electrocoagulation
- classical coagulation alternative
- in-situ generation of coagulation agent by anode dissolving
- Al anode:
- Fe anode:
- H2 produced on cathode enhances flakes separation form water
32
Electrocoagulation
horizontal and vertical arrangement of electrocoagulation unit
33
Electrocoagulation
PARS ENVIRONMENTAL INC.
JOULE ECTM System

12
34
Electrokinetic's soil decontamination
Direct electric current application on contaminated soils causes
migration of charged compounds to the electrode with
reversed charge.
Heavy metals (Cu, Zn, Pb, As, Cd, Cr, ....) are concentated
near electrodes.
Concentrated pollutants in ground water can be transported for
further treatment or immobilized by suitable vitrification agent.
Electric current can serve also as source of heat to ensure
vitrification.
35
Electrokinetic's soil decontamination
36
Electroflotation
Indentical process with flotation, but gas is produced by water
electrolysis (H2 and O2 )
Low current densities prevents formation of explosive mixture.
Electrochemically produced bubbles has significantly smaller
size than from mechanical bubblers – better separation
efficiency.
No danger of jet blocking.
electrode connection in electroflotation unit (top and side view)

13
37
Electroflotation
38
Electroflotation
Airport waste water treatment (airplanes washing, galvanic and dyeing units) www.dr-baer.de
39
Combined Electrocoagulation and Electroflotation

14
40
Nuclear waste treatment
main advantage of electrochemical process is no volume
increase by addition of acting chemicals.
In case of need of waste volume minimization the
electrochemical reduction/oxidation is suitable. Nuclear waste
treatment: nuclear power plants old nuclear weapons
PUREX system• Griding of used nuclear fuel pills
• Dissolution in hot HNO3
• Reduction / oxidation and subsequent extractionof Pu4+/3+
• Volume decrease by N2H4 oxidation
41
PUREX
electrochemical steps in PUREX system
Pulsating electroextraction column head a b- cathode, c-anode, d-izolation, e-gas separators , f-water solution inlet, g-organic solution outlet, h-overflow,
42
Cell for electrooxidation of Pu3+ and hydrazinea- cathode, b-anode, c-gas, d- electrolyte flow, e-insulation
PUREX system