el ser humano en el proceso - library.e.abb.com · tinarias de los operadores, permitiendo así al...
TRANSCRIPT

1 / 2007
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
a
El ser humano en el proceso
Sistema inteligente de alarmas página 20
Conciencia del espacio página 40
Siempre pioneros página 73

“Errare humanum est“, errar es humano, es un dicho atribuido a Cicerón, que difícilmente hubiera podido prever la emergencia de los sistemas de automatización. Las máquinas pueden funcionar correcta y autónomamente en condiciones definidas, pero cuando hay que tener una perspectiva amplia y buen juicio para decidir sobre una intervención, el ser humano en el proceso es insustituible.
En “Tiempos modernos”, la película que Charles Chaplin realizó en 1936, una máqui-na impone a los trabajadores su naturaleza repetitiva e inflexible, convirtiéndolos en máquinas. ABB cree que las máquinas no deberían limitar el potencial de las personas, sino potenciarlo y apoyarlo.

3Revista ABB 1/2007
Editorial
La industria de procesos de transformación pierde 20.000 millones de dólares anuales, el 5% de su producción, por paradas imprevistas y defectos de calidad. ARC1) estima que casi el 80% de estas pérdidas son evitables y que el 40% de ellas se debe a errores del operador. Los apagones eléctricos y la fusión del núcleo de una central nuclear son fenómenos muy inquietantes, demasiado frecuentes en los medios de comunicación durante las últimas décadas. Los apagones provocan grandes pérdidas de producción en la zona afectada y se propagan tan rápidamente que los oper-adores no pueden reaccionar adecuadamente. El accidente de Three Mile Island en 1979 se debió a que los operado-res no disponían de información adecuada para comprender la situación real. La automatización de procesos industria-les ha desembocado en grandes sistemas avanzados que ayudan al operador a decidir con base en información es-tructurada y fácil de utilizar. A nadie le gustaría volar en un avión sin piloto. En conclusión: los operadores son y seguirán siendo responsables de controlar la seguridad y eficiencia de procesos complejos. La cuestión ahora es cómo proporcionar una información mejor, más precisa y accesible para que el controlador pue-da decidir rápidamente y evitar así las pérdidas de pro-ductividad causadas por errores humanos, por explosiones industriales y por apagones provocados por huracanes u otros sucesos devastadores. Hoy se está investigando la intervención del ser humano en el proceso, prioritaria en muchos negocios y también en ABB. Las teorías de gestión de anomalías estudian el factor humano durante largos períodos de inactividad con acciones repentinas de alto nivel, algo usual entre operadores y pilotos. La ergonomía y la visualización de información, la ayuda a la decisión y la facilidad de uso, entre otros aspectos, han contribuido a lo largo de los años a mejorar la comunicación hombre-máquina. De la investigación universitaria en ciencias del comportamiento y de las experiencias prácticas están sur-giendo soluciones para ayudar óptimamente al operador humano en el proceso. En este número de Revista ABB examinamos los trabajos de Investigación y Desarrollo en estos campos, fundamen-tales para nuestros productos y soluciones. Tras una breve descripción de las ciencias relacionadas, este número está dividido en cinco secciones. La primera, Ventajas operacio-nales, estudia la ayuda a la toma de decisiones, con ejem-plos del sector eléctrico (averías causadas por tormentas) y de la industria de procesos (estabilizadores electromagné-ticos para la galvanización). Un campo fundamental es el de las alarmas inteligentes: estudiamos los medios para identificar y presentar al operador sólo las alarmas más re-levantes, para que éste pueda decidir rápidamente con la información adecuada, tomando como ejemplo un caso del sector petrolero y del gas. Necesitamos métodos de pre-visión que eviten los sucesos no deseados, especialmente si éstos se propagan tan rápidamente que el operador no
tiene la posibilidad de reaccionar. Presentamos una solu-ción posible basándonos en el caso Eastman Kodak. La siguiente sección, Productividad del capital, estudia la visualización como vehículo esencial para presentar infor-mación de forma ergonómica y comprensible. Una intro-ducción presenta los criterios de diseño de sistemas con intervención del ser humano en el proceso de control, y a ella siguen varios artículos sobre nuestros avances tec-nológicos en este campo, con ejemplos de los sectores eléctrico y de procesos. También examinamos los gráficos 3D como ayuda para comprender mejor la información de procesos.En la sección Facilidad de uso estudiamos la tecnología de accionamientos de ABB, que evidencia que la simplifica-ción del uso de productos complejos potencia y amplía los mercados. La inteligencia ambiental se discute en un artí-culo sobre los productos Smart & Lean de Busch Jaeger. La facilidad de uso se refleja también en el desarrollo de herramientas destinadas a identificar las posibilidades de mejora en plantas industriales y también de herramientas que aumentan la productividad en el estudio técnico de subestaciones. La sección concluye describiendo la tec-nología de encapsulado de los semiconductores de poten-cia.En la sección siguiente, Trabajos de investigación, pre-sentamos nuestra actividad académica o en cooperación con universidades; gran interés tienen las tecnologías para interrogar en lenguaje natural a los sistemas de automa-tización sobre diferentes conjuntos de información como, por ejemplo, de alarmas y del estado del circuito de con-trol. El profesor Tom Drummond, de la Universidad de Cambridge (Reino Unido), examina cómo la realidad au-mentada puede resolver el problema denominado del vín-culo: conectar la descripción topológica de una planta con sus componentes reales. Finalmente, en Siempre pioneros, presentamos una serie de artículos históricos sobre productos básicos de ABB duran-te los últimos cien años. En este número estudiamos la evolución de nuestra tecnología de interruptores desde co-mienzos del siglo XX. En cada número de Revista ABB de 2007 y 2008 presentaremos un nuevo grupo de productos.
Le deseo que disfrute con la lectura.
Peter TerwieschChief Technology OfficerABB Ltd.
Nota 1) ARC Advisory Group, News 2006
El ser humano en el proceso
4 Revista ABB 1/2007
Revista ABB 1/2007El ser humano en el proceso
Índice
El factor humano
6El factor humano en el proceso¿Cómo puede un sistema ayudar mejor al operador? ¿Cómo cambiará la función del operador cuando los sistemas de automatización se están haciendo más sofisticados cada día?
Ventajas operacionales11La calma después de la tormentaLas grandes tormentas pueden causar daños gravísimos en las redes eléctricas, pero una respuesta inapropiada puede empeorar las cosas.
16Ayuda a la galvanizaciónUna superficie perfectamente homogénea sin contacto.
20Sistema inteligente de alarmasUna sola alarma no tiene por qué ser motivo de preocu-pación, pero unas alarmas inapropiadas pueden tener consecuencias alarmantes.
24Máximo rendimientoDominio de la variabilidad de procesos comprendiendo mejor las perturbaciones en toda la planta.
Productividad del capital
30Métodos de diseñoAprovechar mejor las capacidades humanas permite integrar mejor al ser humano en el proceso.
34Caso de estudioUn caso estudiado con modelos y métodos basados en una mejor comprensión del papel del ser humano en el proceso.
37Proyecciones de productividadPantallas interactivas y ergonómicas facilitan al operador el acceso a la información relevante.
40Conciencia del espacioCuando un esquema bidimensional es de poca ayuda, ABB añade la tercera dimensión.
44Gráficos del enlace más débilNuevo aspecto de la visualización de una red eléctrica.
Facilidad de uso
49Hacia la simplicidadMenos costes, menos componentes, más funciones, más productividad.
53Inteligencia ambientalUna mejor conectividad hace que los dispositivos de uso diario estén verdaderamente conectados.
56Márgenes de mejoraIdentificación del factor limitante en los procesos industriales.

5Revista ABB 1/2007
20
40
44
73
62Semiconductores de potenciaSegunda parte: más rendimiento gracias a las carcasas mejoradas y a los nuevos materiales para los semicon-ductores del futuro.
Trabajos de investigación
67Simplemente hablandoHablar al ordenador en lenguaje natural.
70Realidad aumentadaEs imprescindible saber qué botón sirve para cada cosa, tanto en la sala de estar como en la sala de control industrial.
Siempre pioneros
73Siempre pionerosRevista ABB publica una serie de artículos históricos para honrar el espíritu pionero de la compañía.
75El interruptorRevisión de más de un siglo de grandes avances.
www.abb.com/abbreview
El factor humano
Desde la llegada de los procesos de automatización industrial basados en el control informático, a mediados de los años sesenta, los ingenieros han intentado reducir al mínimo las discrepancias entre el modelo cognitivo humano de intenciones y objeti-vos y la comprensión de la tarea por parte del sistema de control. Un éxito continua-do tiene lugar en forma de mejoras de rendimiento y seguridad y de una mayor fiabi-lidad. Estas mejoras han dado como resultado la eliminación gradual de tareas ru-tinarias de los operadores, permitiendo así al ”ser humano en el proceso“ ocuparse de tareas más complejas, como la supervisión, el control de anomalías, las tareas de optimización y los servicios de mantenimiento. En resumen, durante los últimos cin-cuenta años ha evolucionado claramente la división del trabajo entre el ser humano y la máquina, que se ha basado en las capacidades óptimas de cada uno.
Mejorar hasta el límite esta colaboración hombre-máquina depende, sin embargo, de los avances de desarrollo tecnológico en tres áreas importantes; las herramientas de ayuda para la toma de decisiones, la ergonomía y las tecnologías de visualización y, finalmente, la facilidad de uso de sistemas complejos. Una óptima síntesis de estos tres campos constituye el entorno avanzado de operador de los modernos sistemas de automatización.
El factor humano en el procesoEl operador humano es una figura básica en el diseño y funcionamiento de los sistemas de automatización industrial John Pretlove, Charlotte Skourup
6 Revista ABB 1/2007

7Revista ABB 1/2007
El factor humano
Durante los últimos cincuenta años aproximadamente, el aumento de
rendimiento y fiabilidad de los siste-mas de automatización industrial han liberado a los operadores de tareas te-diosas, repetitivas o peligrosas. En su lugar, los operadores humanos de sis-temas muy complejos de automatiza-ción industrial, como redes eléctricas, fábricas de pulpa y papel, centrales eléctricas y refinerías, desempeñan hoy día un papel básico en tareas co-mo supervisión, detección de anoma-lías, mantenimiento y optimización de procesos. A pesar de esta aparente paradoja, es evidente que el operador humano es parte integrante de cual-quier circuito de control de automati-zación en casi todas las aplicaciones industriales de cualquier dimensión. Así pues, entender y maximizar la co-laboración entre el sistema de control y el operador humano es esencial. Adoptar un método de diseño siste-mático es crucial por razones de segu-ridad y de óptimo rendimiento del sis-tema.
El ser humano como parte del sistema de automatizaciónEn los albores de la automatización industrial, los diseñadores de sistemas intentaban automatizarlo todo y supri-mir por completo al operador humano del proceso, pues lo consideraban el eslabón más débil del control. Este planteamiento se demostró erróneo y se empezó a asignar al hombre aque-llas tareas que el diseñador no podía automatizar.
En la década de 1960 ya se compren-dían bien las capacidades de las per-sonas en comparación con las de las máquinas. Los principios básicos fue-ron descritos por primera vez por Paul Fitts en 1951 [1]. Aunque este modelo ayudó a determinar la asigna-ción de funciones entre hombres y máquinas, no consideraba la integra-ción de las capacidades de ambos, ni la forma de hacer más eficiente al operador humano a través del soporte y la cooperación de sistemas informá-
ticos. La tendencia actual se dirige ha-cia una importante participación hu-mana1), en lugar de suprimir a las per-sonas de la automatización de proce-sos industriales. Las razones son las siguientes: El grado de control en un proceso es función de la previsibilidad del comportamiento del proceso y del grado de complejidad del mismo. En general resulta imposible mode-lar una planta completamente o con suficiente precisión, a no ser que se trate de un componente simple. Tampoco es posible considerar la forma en que las influencias exter-nas pueden afectar al sistema de control.
Desde el punto de vista técnico, al-gunos procesos podrían automati-zarse por completo pero con unos costes prohibitivos. En cualquier ca-so, es muy improbable que la opi-nión pública llegue a aceptar un sis-tema de alto riesgo sin una persona al frente del mismo. Por ejemplo, los sistemas de automatización de un moderno avión de reacción de pasajeros podrían controlar tanto el despegue como el aterrizaje sin in-tervención de un piloto, pero casi nadie aceptaría volar sin un piloto responsable a bordo.
Éstas son algunas características im-portantes de procesos, que es necesa-
rio considerar en el diseño de un sistema con seres humanos en el pro-ceso: Tamaño y complejidad del proceso Velocidad de cambio del proceso Variabilidad del plan de producción Impacto medioambiental del proce-so
Coste económico de las paradas Problema de la seguridad de perso-nas, equipos y medio ambiente
Los seres humanos son en buena me-dida capaces de tratar las consecuen-cias de muchos de estos factores. Por ejemplo, tienen capacidad para identi-ficar pautas y sucesos anormales entre un gran conjunto de datos, proyectar procedimientos que se ajusten a una nueva situación, memorizar una gran cantidad de conocimientos durante largos períodos de tiempo, así como razonar y enjuiciar. Para realizar estas tareas eficientemente, el operador hu-mano ha de conocer en todo momen-to la situación actual. Necesita infor-mación “correcta” en el momento “adecuado” para poder entender la situación actual y tomar la decisión “correcta”. Para ello ha de contar con un buen soporte visual. La ciencia del conocimiento ha investigado la forma más eficiente de presentar grandes cantidades de información de modo que se puedan captar los aspectos más destacados en situaciones críticas.
1 Cabina del A380, por cortesía de Airbus
Notas1) Dividir el trabajo entre grandes, complejos y
dinámicos sistemas de automatización industrial y
operadores humanos expertos es una cosa. Otra
distinta, y más importante, es alcanzar el equilibrio
correcto.
El factor humano en el proceso

8 Revista ABB 1/2007
Además es necesario aplicar adecua-damente la ergonomía y el diseño pa-ra garantizar la facilidad de uso. Los conejillos de indias en estos campos han sido la cabina de un avión militar y los paneles de instrumentos de los automóviles 1 .
Soporte a las decisiones“Los sistemas de soporte de decisio-nes son sistemas informáticos o siste-mas basados en el conocimiento que ayudan a decidir por las vías más di-versas” [2].
Un sistema eficiente de soporte de de-cisiones en las complejas industrias modernas tiene que considerar tanto el grado de automatización como el comportamiento humano. Muchos de los procesos industriales son perfecta-mente conocidos y relativamente fáci-les de modelar y, por tanto, de auto-matizar. Por otro lado, la conducta hu-mana es mucho más compleja e im-previsible, y por tanto casi imposible de modelar. La ayuda a la toma de de-cisiones en sistemas de automatiza-ción tan amplios no tiene como finali-dad modelar al ser humano (con vis-tas a sustituirlo), sino añadir valor al operador humano asistiéndole en el proceso de decidir en una situación concreta o sobre un problema grave. No obstante, es esencial que el opera-dor humano siga estando al mando de la situación 2 . El sistema de ayuda a la toma de decisiones no debe inten-tar definir lo que se debe hacer. Antes bien, debe proporcionar al usuario in-formación suficiente para que este pueda comprender mejor la situación real y prever las consecuencias de sus posibles decisiones. Al fin y al cabo,
el operador humano en el proceso es quien ha de decidir la mejor línea de acción.
Una gran instalación con 10.000 o más circuitos de control funcionaría duran-te horas, en condiciones normales de estado continuo, sin interacción hu-mana ninguna. El problema actual es cómo conseguir la atención del opera-dor cuando súbitamente sucede algo anormal y crucial. De nuevo se puede establecer el paralelismo entre la reac-ción humana en este caso y la de los pilotos de líneas aéreas. En un vuelo internacional, los pilotos pasan horas sin intervenir. Sin embargo, si ocurre algo inusual, los pilotos entran de in-mediato en acción para resolver rápi-damente cualquier problema que se haya presentado. Este es uno de los aspectos más esenciales de los siste-mas en los que interviene el ser hu-mano en el proceso. Por un lado, el operador supervisa el sistema, pero sin necesidad de intervenir sino unas po-cas veces. Por otro lado, si se produce una desviación de lo normal, el ope-rador no sólo deberá conocer perfec-tamente el estado (actual y reciente) del proceso, sino que tendrá que ac-tuar manualmente para controlar la situación.
La investigación ha puesto en eviden-cia que un área muy importante de ayuda al operador es cómo se con-centra y presenta la información para darle una visión general inmediata y completa de la situación. En una plan-ta de procesos, por ejemplo, se trata de informaciones críticas como las si-guientes: Las alarmas iniciales (no la secuen-
cia de alarmas consecuentes) deben ser identificables fácil y rápidamen-te.
Los datos de funcionamiento deben reducirse a los datos estadísticos clave para una rápida evaluación, en vez de mostrar grandes tablas de puntos de datos.
La situación actual debe compararse con situaciones similares anteriores e incluir cualquier medida tomada anteriormente para resolver la tarea.
Antes que nada, se debe prever el resultado o las consecuencias de la decisión del operador para que éste tenga más posibilidades de tomar la decisión “correcta”.
La ayuda a la toma de decisiones pue-de abarcar desde las recomendaciones directas que el sistema proporciona automáticamente hasta las posibilida-des buscadas manualmente, expresa-das en forma de tendencias, informa-ción estadística y priorización de alar-mas. Por ejemplo, para ayudar al ope-rador en situaciones complejas de gestión de alarmas, éstas se filtran y codifican en color en el software de soporte de decisiones, para dirigir la atención del operador hacia las alar-mas más importantes, ya que la mayo-ría de ellas a menudo son alarmas complementarias. Otro caso se refiere a la identificación de las causas origi-nales de una situación en que las alar-mas se evalúan automáticamente y sólo se presenta la causa real del pro-blema. Cada vez es más común pro-porcionar un historial de casos simila-res ocurridos, incluyendo sus solucio-nes, que el operador utilizará para ampliar su experiencia personal.
Ergonomía y visualización de la informaciónEl término ergonomía procede de la palabra griega “ergon”, que significa trabajo. Cuando se aplica a la automa-tización de procesos se refiere al en-torno operativo en el que trabaja el ser humano. Algunos factores varia-bles de este entorno están el espacio disponible, el colorido, el mobiliario y, por supuesto, la visualización de la información producida por los siste-mas. Muchos estudios han ayudado a definir los requisitos mínimos para el buen rendimiento del operador, como son las mesas y sillas ajustables, las pantallas con información dedicada y
El factor humano
2 Una sala de control de los años cincuenta
El factor humano en el proceso

9Revista ABB 1/2007
Una planta moderna y compleja de proceso de petróleo y gas
de visión general, el uso de colores definidos en visualizaciones y fondos de pantalla, los métodos recomenda-dos en la búsqueda de información y los cambios de parámetros. Estos re-quisitos se deben definir claramente y su uso ha de ser coherente en todo el sistema. Las complicaciones surgen cuando se usan diferentes sistemas en la misma sala, cada uno de ellos con distintas definiciones ergonómicas. Diversas normas internacionales como ISO 92412) y 110643) y las buenas prác-ticas industriales contribuyen a armo-nizar estos sistemas, lo que conduce a una mayor eficiencia global.
La visualización de la información se refiere a la forma en que se presenta al operador humano. Una definición concisa la describe como “una rama de los gráficos de ordenador e interfa-ces de usuario que están relacionados con la presentación de imágenes digi-tales interactivas o animadas, para que el usuario pueda comprender los da-tos” [3].
El sistema de control es para el opera-dor una de las fuentes principales de datos de entrada que reflejan el esta-do del proceso industrial. Por consi-guiente, es esencial que la presenta-ción de la información permita al ope-rador conocer y comprender perfecta-mente la situación actual. Es imposi-ble modelar y prever con exactitud el comportamiento humano y eso hace aún más importante conocer el poder de una presentación correcta.
La visualización de la información in-corpora una gran variedad de técnicas diferentes, desde el diseño convencio-nal de interfaces gráficas de usuario hasta las interfaces de realidad virtual y modelos 3D/4D. En el campo de la automatización, la visualización de la información cubre todos los aspectos, desde la presentación de datos sin tra-tar (abstractos) en las pantallas del operador y el diseño de la interfaz de las interacciones hombre-máquina, hasta las salas especiales equipadas
para la colaboración remota. Tradicio-nalmente, los puestos de operador de la sala de control utilizan diagramas de tuberías e instrumentación (P&IDs)4) como una vista general del proceso industrial automatizado. Las alarmas se suelen presentar en un sis-tema aparte. Sin embargo, rediseñar la presentación de la vista general para enfocar y visualizar cambios en el proceso, y combinarla con alarmas, permite a los operadores obtener una imagen inmediata de la relación entre cambios y alarmas. Tal visualización puede incluso evitar que salten las alarmas, ya que el operador observará si el proceso se va acercando al límite fijado para que salte la alarma. La vi-sualización de datos espaciales –co-mo, por ejemplo, un modelo 3D de un proceso industrial– es otra forma de presentar a los operadores una vis-ta general del sistema. Tal visualiza-ción representa las localizaciones geo-gráficas del equipo y las interrelacio-nes especiales entre los componentes del mismo. Además, este modelo de proceso 3D puede integrar informa-ción de otros sistemas para proporcio-nar una sola interfaz completa para
varios procesos industriales o segmen-tos de proceso.
El proceso de diseño: facilidad de uso“Se entiende que un producto u obje-to es fácil de utilizar si el usuario pue-de operar con él sin necesidad de un trabajoso aprendizaje. Un artículo de este tipo será utilizado intuitivamente por el usuario medio del mercado a que está destinado el producto. El tér-mino se usa frecuentemente como ob-jetivo durante el diseño de un produc-to, pero también con fines de marke-ting.” [4]
El operador humano es la clave del éxito en las aplicaciones de tecnología de automatización para el control de procesos. La colaboración entre el operador humano en el proceso y el avanzado sistema de automatización industrial depende de lo sencillo que sea usar la funcionalidad de las múlti-ples facetas de los modernos sistemas de control. En algunos casos, bastante más de la mitad de los circuitos de control se manejan manualmente, sim-plemente porque resulta demasiado
El factor humano
Notas2) Requisitos ergonómicos para el trabajo de oficina con terminales de presentación visual. ISO 9241 proporciona los requisitos y recomendaciones sobre las
características del hardware, el software y el entorno que contribuyen a la facilidad de uso, y los principios ergonómicos en que se basan.3) Diseño ergonómico de los centros de control. Esta norma, que consta de ocho partes, contiene principios, recomendaciones y directrices ergonómicas.4) Diagrama esquemático con las relaciones funcionales entre tuberías, equipos e instrumentación en el interior de unidades de proceso en plantas químicas, centrales
eléctricas, plantas de tratamiento de aguas e instalaciones similares. Véase http://en.wikipedia.org/wiki/Piping_and_instrumentation_diagram – 10/20/2006
El factor humano en el proceso

10 Revista ABB 1/2007
complejo ajustar los reguladores para obtener el rendimiento óptimo. Por tanto, es esencial enfocar hacia el usuario cada uno de los aspectos de las capacidades del sistema de control y diseñar y desarrollar todo el sistema en función del operador humano 3 . Los principios básicos de diseño son los siguientes [5]: Organizar la tecnología en función de los objetivos, tareas y capacida-des del usuario.
Organizar la tecnología en función del procesamiento de información y de la toma de decisiones por parte del usuario.
Mantener al usuario al mando, infor-mado en todo momento del estado del sistema por medio de la tecno-logía.
Simplificar los pasos necesarios para realizar una acción es fundamental si se han de aprovechar eficazmente las capacidades del sistema de control. La facilidad de uso de un sistema com-plejo de automatización empieza con
un profundo conocimiento de cómo interviene el operador humano en el proceso. En todo momento, los dise-ñadores han de conocer sistemática-mente las actividades del usuario, in-dependientemente de que éste sea su-pervisor, operador o técnico de man-tenimiento. El conocimiento del com-portamiento humano ayuda a perfilar la arquitectura básica del sistema de automatización de acuerdo con los objetivos, tareas y expectativas de los usuarios.
Cuando se produce un suceso impre-visto y desconocido en la planta, el operador busca activamente informa-ción para obtener una imagen del es-tado del proceso. El operador depen-de por completo de la información a la que accede desde el sistema de control y ha de confiar en ella. Así pues, es esencial que el diseño de to-do el sistema de automatización impi-da por completo cualquier mala inter-pretación de los datos, que pudiera dar lugar a acciones erróneas y produ-
cir consecuencias graves para el pro-ceso industrial y para las personas presentes en el lugar.
ResumenEs un error muy extendido considerar la automatización como algo total-mente manual o totalmente automáti-co. La situación raras veces es tan simple o tan definida. La realidad es que para casi todos los sistemas de automatización industrial se adopta una secuencia continua de control que oscila entre lo completamente manual hasta lo completamente auto-mático. Puede haber también distintos modos de operación, automatizables en distinta medida. Los operadores humanos desempeñan un papel cen-tral en los modernos sistemas de auto-matización industrial y en el futuro es-te papel será más importante que nunca. El operador humano represen-ta también el elemento más vulnera-ble del sistema y el que más fácilmen-te se pasa por alto. Conocer y optimi-zar el funcionamiento global de los sistemas de control de los procesos industriales depende de un plantea-miento sistemático y holístico, que se ocupe tanto del rápido desarrollo de la tecnología como del papel esencial del operador humano.
John Pretlove
Charlotte Skourup
ABB Strategic R&D Group for Oil & Gas
Oslo, Noruega
Bibliografía
[1] P. Fitts, “Human Engineering for an Effective Air Navigation and Traffic Control System.” National Academy of Sciences, Washington D.C. 1951.
[2] http://en.wikipedia.org/wiki/Decision_support_systems, retrieved 20th October 2006.
[3] http://en.wikipedia.org/wiki/Information_visualization, retrieved 20th October 2006.
[4] http://en.wikipedia.org/wiki/Ease_of_use, retrieved 20th October 2006.
[5] M. R. Endsley, B. Bolté, D. G. Jones, Designing for situation awareness – An approach to user-centered design. Taylor & Francis, London, 2003.
Para seguir leyendo
L. Bainbridge, Ironies of Automation. Automatica 19 (1983) 6, 775–779.
T. B. Sheridan, Telerobotics, Automation, and Human Supervisory Control. The MIT Press, Massachusetts, 1992.
3 Los sistemas de control actuales incluyen proyecciones en grandes pantallas y zonas individuales de trabajo para los operadores.
El factor humano
El factor humano en el proceso

Los cortes de servicio de las compa-ñías de distribución eléctrica son un hecho con el que hay que contar. Aunque es posible minimizar estos cortes, hay muchas ocasiones en que son inevitables, especialmente cuan-do se dan condiciones atmosféricas severas o se producen accidentes graves. Cuando un fuerte vendaval derriba árboles y éstos caen sobre una línea aérea o rompen postes del tendido eléctrico, desalojando así las líneas aéreas de las crucetas, es se-guro que el servicio eléctrico quedará interrumpido hasta que se hayan sus-
tituido o reparado los elementos físi-cos de las instalaciones, lo que impli-ca que el hombre tiene que intervenir. La velocidad y eficiencia con que pue-dan llevarse a cabo estas reparacio-nes depende estrechamente del tipo de sistemas o de herramientas de so-porte para la toma de decisiones con que cuente la compañía de distribu-ción de la energía.
Uno de estos sistemas de soporte es el llamado sistema OMS de gestión de interrupciones (Outage Manage-ment System). Dados los requisitos,
cada vez más estrictos, que han de satisfacer las compañías eléctricas a la hora de localizar y notificar con precisión las averías, un sistema OMS es una herramienta tan valiosa como necesaria. Network Manager DMS, desarrollado por ABB, es un destaca-do sistema OMS industrial, ya implan-tado en numerosas compañías eléc-tricas. En este artículo estudiamos cómo esta herramienta y otras simi-lares ayudan a los equipos de repara-ciones a restablecer el servicio con la mayor rapidez y eficiencia posible.
La calma después de la tormentaAyuda a la decisión para reparar averías eléctricas causadas por las tormentasRafael Ochoa, Amitava Sen
11Revista ABB 1/2007
Ventajas operacionales

Las averías pueden producirse in-cluso con tiempo no extremada-
mente adverso, como es el caso de aguaceros o vientos fuertes. Sin em-bargo, condiciones atmosféricas muy adversas, como huracanes, tormentas de hielo y de aparato eléctrico tienen bastante potencial para causar estra-gos en los sistemas de transmisión y distribución de las compañías eléctri-cas 1 y 2 . Aunque el objetivo de una compañía de distribución es restable-cer el servicio con la mayor rapidez y seguridad posibles, las fuertes tormen-tas pueden originar una gran cantidad de averías de clientes, que pueden tardar días o semanas en repararse y exigir la participación de cientos o in-cluso miles de empleados de campo. Por ejemplo, fuertes temporales1) co-mo los huracanes tropicales o las tor-mentas intensas de nieve y hielo han requerido hasta dos semanas de es-fuerzo con una dotación de hasta 10.000 empleados para restablecer el servicio a todos los clientes. Además, los costes totales de reparación han superado los 100 millones de dólares para una sola tormenta.
Casi siempre, el proceso de reparación comienza con llamadas de los clientes o con alguna indicación de interrup-ción del servicio, procedente por ejemplo de dispositivos automatiza-dos. En algunos países, las redes de distribución no disponen de una ex-tensa supervisión o control remoto y a menudo la única forma en que una compañía de distribución puede cono-cer la existencia de un problema en el sistema es que un cliente llame para comunicar que se ha interrumpido el servicio. Por tanto, el sistema OMS re-copila (es decir, analiza) un conjunto de llamadas de avería y a partir del patrón de llamadas recibidas puede determinar la localización probable y la causa posible de la avería. A conti-nuación se envía un equipo técnico al lugar para estudiar el problema más a fondo y reparar la avería. Antes de la introducción de los siste-mas informáticos, las llamadas telefó-nicas recibidas por la compañía eléc-trica se redactaban a mano en un ’vo-lante‘ o se introducían en un ordena-dor y luego se imprimían. Estos volan-tes se clasificaban después manual-mente, con base en el circuito al que estaba conectado el cliente, antes de ser analizados, para a) determinar el emplazamiento eléctrico de cada cliente asociado al volante y b) inten-tar identificar la causa origen de la avería. Este proceso puede funcionar bien en las operaciones cotidianas, con un volumen de llamadas poco im-portante y con un pequeño número de interrupciones, y si internamente se dispone de la necesaria pericia. Sin embargo, un sistema basado en el pa-pel se ve desbordado fácilmente si se presenta una fuerte tormenta, durante la cual se pueden generar más de un millón de llamadas telefónicas de clientes. Además, esta pericia se pier-de a medida que se va jubilando el personal experimentado.Además de los daños físicos, el daño causado por las fuertes tormentas tie-ne un gran impacto social; los esfuer-zos humanos necesarios para las repa-
raciones exigen disponer de las mejo-res herramientas o sistemas de soporte para la toma de decisiones, que per-mitan restablecer la energía eléctrica con la mayor rapidez y eficiencia po-sibles, cumpliendo las normas de se-guridad más rigurosas.
Sistemas de gestión de interrupcionesUno de estos sistemas de soporte es un sistema de gestión de interrupcio-nes (OMS, Outage Management Sys-tem). Las compañías eléctricas suelen tener un sistema OMS para ayudar a registrar llamadas de clientes Cuadro 1 y enviar equipos de personal al lugar donde se ha producido una avería. Para lograr la máxima eficacia posible,
12 Revista ABB 1/2007
La calma después de la tormenta
Ventajas operacionales
1 Una fuerte escarcha o una helada puede hacer estragos en las líneas eléctricas.
2 Daños provocados por un huracán en postes eléctricos
Cuadro 1 Sistema OMS de gestión de averías
Un sistema OMS (Outage Management System)
permite recopilar, identificar y reparar eficiente-
mente las averías y generar y registrar valiosa in-
formación histórica. El sistema OMS acepta en-
tradas diversas, como llamadas telefónicas de
clientes, telemetría SCADA, entradas de lecturas
automatizadas de contadores y otros datos en
tiempo real y determina las probables localizacio-
nes de las averías en los equipos o los daños
causados por el conjunto actual de interrupcio-
nes del servicio. Este análisis reduce sustancial-
mente la necesidad de que patrullas de personal
inspeccionen los alimentadores de distribución,
para localizar las causas originales de las averías.
Además, el sistema OMS puede crear, enviar y
seguir automáticamente el trabajo de los equipos
de reparaciones, y proporciona herramientas de
software para garantizar su seguridad mientras
trabajan. Las herramientas gráficas del sistema
permiten a los operadores de la sala de control
de distribución visualizar el estado de la red, el
patrón de llamadas recibidas, las averías confir-
madas y el lugar y las tareas previstas para los
equipos encargados de la restauración. El siste-
ma se puede interconectar con sistemas de en-
vío de equipos móviles de personal para seguir el
rastro de dichos equipos y comunicar con ellos.
El sistema OMS proporciona también un conjunto
de avanzadas herramientas analíticas –tales co-
mo cálculos de flujos de carga y cortocircuitos y
análisis de localización y reparación de averías–
que permiten a la compañía crear planes eficien-
tes de restauración y calcular el tiempo estimado
para la reparación (ETR). Con estas herramientas,
la compañía puede proporcionar regularmente al
cliente información actualizada sobre la situación
de la avería y el estado de la reparación.
Notas1) No se incluye la destrucción causada por catá s-
trofes como el huracán Katrina en Estados Unidos,
en 2005. 2) Para una información más detallada puede
consultar www.abb.com/industries/seitp408/
1592686e90c27d6ac1257026003981d2.aspx.

13Revista ABB 1/2007
un sistema OMS requiere un modelo preciso y completo de conectividad desde el interruptor de la subestación de distribución hasta el transformador del cliente. El lado de baja tensión ge-neralmente no se modela, con la fina-lidad de reducir el tamaño global del modelo de red y la rentabilidad de re-copilar y mantener este nivel de datos detallados. Un sistema OMS se caracteriza por una interfaz gráfica de usuario (GUI) que puede visualizar uno o varios ali-mentadores al mismo tiempo. El siste-ma de distribución completo, conoci-do como ’mapa universal‘, puede mostrarse también en una sola visuali-zación. Network Manager DMS2), otro desarrollo de ABB, es un destacado sistema de gestión de interrupciones de la industria, del que se muestra una típica visualización gráfica en 3 .Las entradas básicas en tiempo real para el sistema OMS son las llamadas de clientes o de personal de emergen-cia avisando de problemas, así como indicaciones de dispositivos automati-zados, tales como los controlados por sistemas conocidos generalmente co-mo SCADA (Supervisory Control and Data Acquisition System. El sistema OMS puede recibir desde una sola hasta una gran cantidad de llamadas
Cuadro 2 , que luego analiza y agrupa para facilitar su tratamiento. Las llama-das agrupadas se convierten en lo que se conoce como interrupción del ser-vicio y se envían a la interfaz GUI, que no sólo presenta el lugar de las llamadas individuales sino, y esto es lo más importante, los resultados del análisis. Aunque es posible que un re-
ceso del personal hasta que se resta-blece el servicio. El motor de interrup-ciones analiza continuamente la red eléctrica “en operación” para definir averías y seguir de cerca a los clientes sin energía eléctrica.Dada la naturaleza sumamente diná-mica de la red, continuamente cam-biante, es característica de los sistemas de distribución la dificultad de mante-ner actualizado el conocimiento de la misma “en operación”. La red “en operación” puede ser muy diferente de la red “diseñada” o de la red “cons-truida”. La información sobre la red “diseñada” y “construida” puede estar disponible desde otros sistemas TI de la compañía eléctrica, como por ejem-plo, sistemas GIS de información geo-gráfica. Sin embargo, si se quiere con-seguir un restablecimiento seguro y eficiente del servicio, el estado actual
Cuadro 2 Cómo tratar un gran número de llamadas de alarma
El volumen actual de llamadas de averías
hubiera sido un problema hace unos años. Un
sistema OMS suele operar junto con un siste-
ma automatizado de admisión y control de
llamadas, en general conocido como IVR
(Interactive Voice Response). Estos sistemas
pueden estar soportados además por siste-
mas de gran volumen de llamadas de terceros
para aquellos casos de saturación en que se
desborde la capacidad del sistema de acep-
tación de llamadas de la compañía. Un siste-
ma de este tipo, de otra compañía, puede
admitir hasta millones de llamadas por hora.
partidor de carga que maneje las ave-rías sólo necesite visualizar interrup-ciones de servicio y no llamadas indi-viduales, el sistema OMS también pue-de visualizar grandes volúmenes de llamadas en una representación geo-gráfica en tiempo real, proporcionan-do al mismo tiempo información idén-tica y simultánea a un gran número de empleados de la compañía eléctrica.El diagrama del flujo de trabajo para la gestión de interrupciones se mues-tra en 4 . El motor de interrupciones (Outage Engine) constituye el núcleo del sistema OMS y comprende las fun-ciones Trouble Call (llamada indicado-ra de problema) y Outage Analysis (análisis de averías), así como las he-rramientas correspondientes de envío de personal técnico. Este ingenio identifica clientes con averías y luego identifica, asigna, envía y sigue el pro-
Ventajas operacionales
La calma después de la tormenta
3 Interfaz gráfica de usuario (GUI) para la gestión de averías
Lo más importante del segmento
de línea
Indicación de fallo
AB123
AB117
AB010
Equipo del lado de la fuente
4 El flujo de trabajo básico para la gestión de averías
Avería de máquinaPreguntas de
clientes y llamadas de respuesta
Llamadas sobre perturbaciones
Órdenes de trabajo y asignación de equipos
Estado de la reparaciónClientes afectados y tiempo de
reparación estimado
Operaciones de campo
Cambios en el circuito
Automatización de equipo de campoGestión de órdenes de trabajo
Despacho móvil
Contactos con el clienteCentro de Cali
Respuesta interactiva de voz
Lectura automatizada de mediciones
Supervisión de potencia
Control supervisor y adquisición de datos

14 Revista ABB 1/2007
de la red ha de ser mantenido conti-nuamente por el software con la mejor información de entrada telemétrica y de tipo manual/vocal disponible. Una dificultad específica de las redes de distribución es la posibilidad de hacer cambios temporales, como cor-tes y derivaciones de líneas. Estos dis-positivos temporales son inusuales en los sistemas de transmisión, pero muy frecuentes en los sistemas de distribu-ción. Puesto que la mayoría de los sis-temas de distribución operan en confi-guración radial, con frecuencia es ne-cesario operar conmutadores de enla-ce de alimentadores para reconfigurar estos últimos, ya sea para restablecer el suministro o para ajustar el sistema para diferentes situaciones de carga. Por tanto, es necesario poder, a) colo-rear dinámicamente las líneas de acuerdo con la dirección desde la que son energizadas y b), colorear las lí-neas para distinguir si están o no energizadas. Otra característica de un sistema de distribución es que lo nor-mal es el cambio permanente. Por ejemplo, la creación de nuevas urba-nizaciones residenciales, la ampliación de pueblos y ciudades y el manteni-miento rutinario significan que el mo-delo de red de distribución ha de cambiar frecuentemente. No es raro que se produzcan 10.000 o incluso 100.000 cambios en tan sólo una se-mana. Es necesario poder aplicar in-crementalmente tales cambios estando el software en funcionamiento.
Reparación de averías causadas por tormentasLas averías en el sistema de distribu-
ción se pueden clasificar de acuerdo con la magnitud de los daños y el nú-mero de clientes afectados. Las averías cotidianas normales, de-bidas, por ejemplo, a tormentas po-co importantes, al contacto de ani-males y a ramas de árboles rotas se sitúan en el nivel más bajo. Éstas se suelen tratar localmente con los pro-cedimientos convencionales de ges-tión de interrupciones.
El siguiente nivel corresponde a averías causadas por tormentas loca-lizadas que afectan a un área pe-queña, que causan daños en los postes o en el equipo primario en un área de operación y requieren más personal de reparación de lí-neas que el previsto normalmente. En aquellos casos en que fuertes tormentas afectan a una zona impor-tante dentro del mismo área de ope-ración, puede ser necesario dispo-ner de recursos adicionales ’exter-nos‘, sobre todo si varios alimenta-dores sufren daños mecánicos.
El tercer nivel de averías, el segun-do por arriba, está reservado a tor-mentas que afectan a varias áreas de operación, donde más del 10% de los clientes pueden estar sin energía eléctrica. En estos casos, es necesa-rio solicitar recursos de otras regio-nes operativas de la compañía eléc-trica.
En el máximo nivel de afectación, después de una severa tormenta es necesaria una gestión centralizada para coordinar tanto los equipos de personal propio como los recursos adicionales solicitados a otras com-pañías o agencias contratantes.
Un eficiente restablecimiento de la energía es una tarea que empieza an-tes de que se desencadene una fuerte tormenta. Normalmente, la compañía hace una estimación de la magnitud de los daños y sopesa dónde pueden producirse los mismos. A continuación se envían equipos a varias áreas de trabajo para estar en condiciones de efectuar las reparaciones necesarias después de la tormenta. Cuando llega el momento, la compañía empieza a recibir informes de evaluación de da-ños que envían los equipos de reco-nocimiento desplazados al terreno. Esta información determina con preci-sión qué partes del circuito han resul-tado dañadas y adónde se han de en-viar los equipos de mantenimiento. En 5 presentamos un ejemplo de la he-rramienta de ayuda para la reparación de averías. Es muy probable que, en caso de fuerte tormenta, haya que hacer uso de todas las herramientas y servicios OMS de soporte a la toma de decisiones que se describen en el
Cuadro 1 .Dos de estos servicios, no obstante, merecen una mayor atención. El pri-mero se ocupa de la necesidad de ma-nejar procesos extraordinarios de res-tauración con un número de equipos mayor que lo habitual, en muchos ca-sos “equipos ajenos”. Los módulos Dispatch and Crew Administration (envío y gestión de equipos de perso-nal) permiten gestionar por internet las órdenes de trabajo y administrar el personal, los vehículos y el material, no sólo desde la sala de control cen-tral, sino también desde centros de servicio u operaciones de un área
6 Una pantalla informa sobre tendencias de llamadas y averías, para todo el sistema o por distritos, durante un tiempo definido.
5 Imagen de pantalla tomada de la herramienta de ayuda a la restauración
Traced restoration zone for selected isolation switch
Ventajas operacionales
La calma después de la tormenta

15Revista ABB 1/2007
“Storm Room”, creada espe-cialmente para responder a la tormenta. En condiciones normales, el sistema de distri-bución se suele gestionar desde una sala de control central, donde se realizan to-das las conmutaciones rutina-rias, y desde varios centros de servicio dispersos que po-drían enviar localmente equi-pos de personal coordinados desde la sala de control cen-tral. En la configuración nor-mal es probable que los usuarios del sistema OMS de los centros de servicio tengan menos autoridad que el personal de la sala de control central. Sin embargo, dado el aumento masivo de la carga de trabajo en el caso de una fuerte tormenta, la sala de control central puede delegar en los centros de servi-cio niveles mucho más altos de autori-zación de conmutación y envío de personal, para así poder concentrarse en la gestión de un nivel de coordina-ción más alto y en la planificación de tareas, además de en las acciones de conmutación en los elementos más importantes de la red. Esta capacidad se basa en un programa de autoriza-ción de usuarios muy flexible y ajusta-ble dinámicamente. En el sistema, cada usuario es identificado con una función y un área de responsabilidad específicos. La función del usuario se basa en su responsabilidad y cualifica-ción. Las áreas de responsabilidad de-finen límites de operación para cada usuario, desde un dispositivo simple hasta un área geográfica especificada (por ejemplo, un grupo de códigos postales) o un segmento predefinido de la red, como puede ser un grupo de alimentadores. Estas funciones y áreas de responsabilidad de los usua-rios pueden definirse previamente o ser adaptadas por un administrador del sistema para permitir una respues-ta flexible y coordinada a la tormenta desde los centros de servicio y la sala de control central.El segundo servicio cubre la necesidad de facilitar información precisa y oportuna a todos los empleados perti-nentes de la compañía, inclusive los directores centrales, responsables de informar al público. Un paquete de aplicaciones basadas en internet, utili-zado en el sistema OMS, permite que
usuarios autorizados por la empresa vean, consulten y actúen según la in-formación operacional y de averías. Los usuarios sólo necesitan un nave-gador de internet y la autorización de acceso adecuada para usar estas he-rramientas. Entre estas aplicaciones, un módulo Executive Information pro-porciona una vista global de la situa-ción, con resúmenes de cada distrito. Si los usuarios necesitan información de detalle pueden acceder a los distin-tos subniveles. El resumen de los da-tos generalmente incluirá el número total de averías y el número de averías peligrosas, la cifra total de clientes sin energía, el número total de clientes esenciales sin energía, las horas acu-muladas de averías totales, la duración máxima de las averías, el número de llamadas recibidas, el número de equi-pos de personal disponibles y asigna-dos, etc. Una visualización proporcio-na información sobre las tendencias de llamadas y averías en todo el siste-ma o por distritos durante cualquier período de tiempo definido 6 .
El futuroLas actualizaciones y mejoras son una parte inherente a toda herramienta o sistema basado en software. Sin em-bargo, a medida que aumenta la fre-cuencia de fuertes tormentas tropica-les es necesario y urgente implantar muchas mejoras. Mejorar la predicción de daños es, seguramente, un primer objetivo razonable, ya que la dureza del clima, en forma de huracanes y tormentas de hielo, sigue asolando grandes áreas del mundo habitado. Un pronóstico más preciso de los daños que causará una tormenta, de los re-cursos necesarios para la restauración
y del tiempo necesario para restablecer el servicio a los clientes, ayudará a una com-pañía eléctrica a planificar eficientemente la búsqueda de recursos a utilizar o a mantener como reserva.La predicción de los daños causados por las tormentas se basa en un parte meteoro-lógico preciso de las varia-bles relacionadas con los da-ños en el circuito de distribu-ción. Tomando las tormentas de hielo como ejemplo, una variable típica podría ser la cantidad de hielo acumulado
en los árboles situados en torno a las líneas aéreas o en las propias líneas. La velocidad y duración de las ráfagas de viento podrían ser dos variables asociadas a los huracanes. En cual-quier caso, los daños esperados se pueden predecir basándose en infor-mación histórica y en modelos de sus-ceptibilidad, y esta estimación permiti-ría dimensionar directamente los equi-pos de personal requeridos. Los modelos de circuitos OMS pueden ampliarse para analizar la relación en-tre la asignación de equipos de perso-nal, los daños previstos y verificados y el tiempo estimado para la reparación (ETR). Durante el proceso de restaura-ción, los directores no sólo pueden utilizar cálculos basados en estos mo-delos ampliados para estudiar un posi-ble compromiso entre añadir más re-cursos y cualquier mejora resultante en los tiempos de restablecimiento del servicio a los clientes, sino también determinar el uso más rentable de los recursos disponibles.En [1] se discuten con más detalle las mejoras futuras de la gestión de ave-rías provocadas por las tormentas.
Rafael Ochoa
Amitava Sen
ABB Inc.
Network management business unit
Cary, NC, USA
Bibliografía
[1] David Lubkeman, Danny E. Julian, Large Scale
Storm Outage Management, IEEE Power Enginee-
ring Society General Meeting, June 2004
Ventajas operacionales
La calma después de la tormenta

En un proceso tan exigente como la galvanización, cualquier movimiento imprevisto de la banda de acero pue-de provocar problemas. Si se mueve respecto de la cuchilla neumática que elimina el exceso de zinc, el recu-brimiento será desigual y quizás no se cumplirán los requisitos de calidad. El movimiento de la banda puede dañar también las instalaciones circundan-tes. Para resolver este problema, ABB ha desarrollado un estabilizador elec-tromagnético que reduce las vibracio-nes y oscilaciones de la cuchilla neumática sin tocar la banda. Esta solución mejora el control del proceso de recubrimiento, dando lugar a una mejor calidad del producto y a mayo-res velocidades de la línea de galvani-zación. La mejora de la uniformidad del recubrimiento elimina costes al reducir la cantidad de material usado.
Una vez ensayados con éxito los equi-pos en SSAB Tunnplåt AB (Suecia) [1], ya se ha instalado y probado el primer estabilizador electromagnético en una línea moderna de galvanización de acero ferromagnético de alta veloci-dad en Thyssen Krupp Stahl (Alema-nia), con resultados brillantísimos. El estabilizador EM de ABB fue lanzado comercialmente en octubre de 2006.
Revista ABB 1/2007
Ventajas operacionales
Ayuda a la galvanizaciónEstabilizador electromagnético de la banda de acero para optimizar el recubrimiento de zincPeter Lofgren, Mats Molander, Olof Sjodén
16

17Revista ABB 1/2007
El núcleo de una línea de galvanización es la cuba
de zinc, la zona donde la banda de acero se recubre con una capa delgada de zinc que la protege contra la corrosión. Todos los días, los operarios se enfrentan al reto de cumplir los requisitos de calidad dentro de unos már-genes de costes especifica-dos, manteniéndose al ritmo de las cuotas de producción. Si se aplica demasiado poco zinc, el acero no estará debi-damente protegido; si se aplica en exceso, los costes aumentarán.
La calidad depende estrecha-mente del nivel de vibración que se produce en la banda cuando se elimina el exceso de zinc con una cuchilla neu-mática. Hasta ahora, no había ningún medio de medir esta vibración ni de amortiguarla. Los operarios tenían que con-fiar en la inspección visual de la superficie de la banda y en mediciones de la capa de zinc, en un momento poste-rior del proceso. Si se com-probaba que la calidad era mala, la única solución era ralentizar la producción, una medida muy poco deseada en cualquier sector. El estabilizador electromagné-tico (EM) de ABB ofrece otra solución. No sólo es capaz de supervisar los niveles de vi-bración en la banda de acero, sino también de amortiguar las vibraciones y mantenerlas sistemáticamente en un nivel bajo.
Ventajas del control de vibracionesReducir las vibraciones de la banda mejora el control de la acción de la cu-chilla neumática y hace más uniforme el recubrimiento final. Esta mayor con-sistencia significa una reducción de la aplicación inicial de zinc y ayuda a los usuarios del acero a optimizar el coste, el peso y la calidad de sus productos. Casi toda la vibración que se produce en las líneas de galvanización es con-secuencia de imperfecciones en los componentes mecánicos de la línea, de la longitud, holgura y recorrido de
la banda sin apoyo, de los ventilado-res, y de la forma y propiedades de la propia banda. El efecto de estos facto-res se puede controlar en cierta medi-da mediante la supervisión y el mante-nimiento regular de componentes y parámetros críticos como, por ejem-plo, los cojinetes de rodillos y el ali-neamiento de los rodillos extremos. Sin embargo, estos factores no se pue-den eliminar por completo y se acen-túan con las mayores velocidades de la línea y en recorridos más largos de bandas sin apoyo.Las ventajas potenciales del estabiliza-dor EM de ABB son las siguientes: Mejor calidad del producto como resultado de un recubrimiento más uniforme
Mayor velocidad de la línea con igual o mayor calidad de recubrimiento
Entorno de trabajo más si-lencioso: La reducción de las vibraciones de la banda permite situar la cuchilla más cerca de ella, de modo que se requiere menos pre-sión de aire y por tanto se reduce el nivel de ruidos.
Ahorros de costes: El exce-so de recubrimiento de zinc que es preciso aplicar para tener en cuenta la vibración de la banda varía entre 5 y 15 g/m2 y representa del 5 al 10 por ciento del consu-mo de zinc del proceso. Puesto que el zinc es caro, incluso una ligera reduc-ción de su uso compensa rápidamente el coste del estabilizador EM de ABB.
El ejemplo mostrado en 1 ilustra cómo ahorrar zinc re-duciendo la vibración de la banda. La parte izquierda de la figura muestra el proceso sin estabilización y la parte derecha con estabilización. Sin estabilización EM, se apli-ca un margen adicional de zinc de un 5 por ciento, es decir, el peso medio de recu-brimiento es el 105 por cien-to del especificado. Se ha ele-gido este margen para que, a pesar de la variación en el peso del recubrimiento (en este caso, 105 ±5 por ciento),
el grosor de la capa de zinc en ningún punto sea inferior al especificado (100 por ciento). Reduciendo la vibración, las variaciones en la capa de zinc se reducen de ±5 a ± 3,75 por ciento. Esto permite reducir el valor de refe-rencia de 105 a 103,75 por ciento, sin riesgo de bajar del peso estipulado para el recubrimiento. Por tanto, se consigue un ahorro total de zinc del 1,25 por ciento, lo que equivale a reducir en un 25 por ciento el derro-che de zinc.
El sistema estabilizador EM de ABB
EquipoLos principales componentes del esta-bilizador EM de ABB son seis electro-
Ventajas operacionales
Ayuda a la galvanización
1 Esquema con la variación en peso de la capa de zinc con estabilización EM (derecha) y sin ella (izquierda). Una reducción del 10 al 7,5%, reduciendo el recubrimiento medio (línea roja) del 105 al 103,75% del mínimo (línea verde), origina un ahorro potencial de zinc del 1,25%.
Pes
o de
la c
apa
en p
orce
ntaj
e (1
00%
= m
ínim
o)
100%
107,5%
sin estabilización EM
105%
110%
103,75%
100%
con estabilización EM
0 5 10Tiempo (s)
2 El sistema estabilizador EM de ABB
Flujo de aire
Mediciones de posición
Estación de agua
Convertidores de frecuencia
Unidad de control

18 Revista ABB 1/2007
imanes, una estación de refrigeración de agua y un cubículo, que contiene tres convertidores de frecuencia y un PLC (controlador lógico programable). Cada convertidor de frecuencia contro-la las corrientes para un par de elec-troimanes. El estabilizador está equi-pado también con varios sensores re-frigerados por aire que detectan la posición de la banda en función del tiempo y el espacio. El estabilizador es manejado desde el panel PLC e inclu-ye gestión de alarmas y control opera-cional 2 .
Cada electroimán consta de un núcleo de hierro con devanados eléctricos, conectados en serie y refrigerados por agua. Las secciones de los imanes van encerradas en una caja de acero inoxi-dable y están situados por pares para controlar el movimiento tridimensional en la banda. Un imán de cada par está instalado en la parte frontal de la ban-da; el otro en la parte posterior. Dos pares están dispuestos de modo que cubren los lados izquierdo y derecho de la banda, y el tercer par está situa-do encima o debajo de los otros dos. Los sensores de posición están instala-dos sobre una guía entre los dos nive-les de imanes. Los imanes laterales funcionan juntos para eliminar las vi-braciones a izquierda y derecha (tor-sión) y el primer modo de oscilaciones (es decir, el modo secuencial). Los imanes centrales compensan las defor-maciones estáticas de la banda, gene-ralmente curvaturas transversales, pero también se utilizan para eliminar el modo de aleteo de las oscilaciones.
FunciónEl estabilizador EM de ABB funciona explotando las propiedades magnéti-cas del acero ferromagnético: aplica tres campos magnéticos “semiestáti-cos” para controlar la banda móvil. Los sensores de posición miden la dis-crepancia entre la trayectoria de la banda y la línea de óptimo recorrido y suministran los datos al PLC. Las vibra-ciones típicas de la banda varían entre 1 y 10 Hz; sin embargo, el algoritmo de control necesita ser mucho más rá-pido para conseguir la amortiguación.
InstalaciónEl montaje mecánico de los imanes se ajusta a la línea en cuestión. En 3 y 4 se muestran esquemas ideados para la
instalación del estabilizador EM de ABB sobre la cuchilla neumática. El primer método de instalación ( 3 ) se usó en las primeras pruebas realizadas en SSAB Tunnplåt AB, Suecia.
Para conseguir la máxima amortigua-ción de las vibraciones en las boqui-llas de la cuchilla neumática, los ima-nes deben estar situados cerca la cu-chilla, según se refleja en 5 . Si los imanes no se pueden situar cerca de la cuchilla, pueden ir en el aire suspen-didos de la estructura superior, según se muestra en 4 . Aquí, los imanes in-feriores están a 1,8 metros aproxima-damente de la cuchilla neumática. Este método de instalación se utilizó en Thyssen Krupp Stahl (TKS), Alemania, para cumplir los criterios indicados en el Cuadro . Una mitad del estabilizador EM de ABB, suspendido de la platafor-ma de calibrado en caliente, puede verse en 6 .
ResultadosEl efecto del estabilizador EM de ABB se evaluó comparando niveles de vi-bración y variaciones del grosor de la capa de zinc obtenidos con y sin el estabilizador. El estabilizador se probó en varias bandas (por ejemplo, galvano-templada/galvanizada, descubierta/cubierta, delgada/gruesa, estrecha/an-cha, etc.) y con diferentes parámetros de la línea (por ejemplo, recubrimien-to fino/grueso, velocidades rápidas/lentas de la banda, tensiones altas/ba-jas de la banda, etc.). Todas las eva-luaciones se hicieron sobre bobinas individuales, la mitad de cada una con estabilización EM y la otra mitad sin ella. La elección de la estabilización en la primera o la segunda mitad de la banda se varió al azar.
Las variaciones del peso del recubri-miento se midieron usando un calibra-dor frío (es decir, las mediciones se
Cuadro Datos de la línea TKS GL núm. 4
Calidades Descubierta/cubiertaproducidas para automoción, galva- nizada/galvano templadaVelocidad de la línea Hasta 180 m/minAnchura 1.100–2.040 mmGrosor 0,6–1,6 mmProducción anual 500.000 toneladas
6 Plataforma de calibrado en caliente con los imanes del estabilizador EM de ABB
3 Estabilizador EM de ABB instalado en una viga soportada por dos pilares
4 Estabilizador suspendido de la estructura superior
5 Estabilizador instalado cerca de la cuchilla neumática
Ventajas operacionales
Ayuda a la galvanización

19Revista ABB 1/2007
realizan después de que se ha enfriado la banda), y las vibraciones de la banda, con y sin estabilización, se midie-ron utilizando los sensores del estabilizador EM de ABB o sensores móviles instalados sobre la viga de la cuchilla neumática.Los resultados aquí presenta-dos son típicos y se pueden considerar como resultados medios para las bobinas que han sido estabilizadas.
Vibraciones y variaciones de zincLa figura 7 presenta vibracio-nes típicas de la banda, con y sin estabilización. La estabili-zación redujo generalmente las vibra-ciones en un factor de dos o más. También redujo movimientos de baja frecuencia de la banda (“serpenteo”, con un período de varios minutos).
Se estudió con gran detalle el poten-cial de ahorro de zinc mediante la es-tabilización de la banda. La figura 8 muestra la distribución del peso de la capa de zinc, con y sin estabilización. El estabilizador EM de ABB reduce no-tablemente la variación del peso del recubrimiento, lo que supone una re-ducción en el margen de recubrimien-to adicional del 25 por ciento (de 4 a 3 g/m2 de zinc) y un ahorro total del 2 por ciento.
Otras observacionesEl estabilizador EM de ABB se instaló en una de las líneas de automoción de TKS que produce una gran cantidad de material para exteriores, que re-quiere superficies de altísima calidad. Debido a este requisito, el estabiliza-dor no debía afectar negativamente
TKS (Alemania) ha mostrado las ventajas de reducir la vi-bración y el serpenteo de las bandas de acero durante la galvanización. Los resultados de un importante número de bobinas mostraron que se pueden conseguir grandes mejoras –reducción de costes y mejora de la calidad del producto– sin que existan efectos negativos. Estas mejo-ras se apreciaron con el esta-bilizador instalado a 1,8 me-tros aproximadamente de la cuchilla neumática. Cabe es-perar nuevas mejoras en ins-talaciones situadas más cerca de la cuchilla, donde el efec-to de la estabilización sería
mayor. El estabilizador EM de ABB fue presentado en la asamblea de la Aso-ciación de Galvanizadores celebrada en Columbus (Ohio) en octubre de 2006.
Peter Löfgren
Mats Molander
ABB Corporate Research,Västerås, [email protected]@se.abb.com
Olof Sjodén
ABB Automation Technology AB,Västerås, [email protected]
Bibliografía
[1] Olof Sjöden, Peter Löfgren, Hans Sollander,
Mats Molander, 2005 “Influencia de la estabiliza-
ción, control de vibración, sin contacto, de las
bandas de acero durante la galvanización”.
Revista ABB 4/2005, pgs. 60–63.
Ventajas operacionales
a la superficie en modo alguno. Durante estas pruebas no se detectó ningún efecto negati-vo en la calidad de la superficie, ni en la inspección visual, ni mediante pruebas mecánicas;
se demostró que era suficiente la distancia entre los imanes en cada lado de la banda.
Los resultados confirmaron también que el estabilizador EM de ABB es idóneo para el duro entorno industrial de la cuba de zinc. Tolera la presencia de polvo de zinc y temperaturas de hasta 100° C.
La posición actual del estabilizador, a 1,8 metros aproximadamente de la cu-chilla neumática, produjo resultados significativos. Se esperan nuevas mejo-ras del rendimiento en instalaciones si-tuadas más cerca de la cuchilla.
ConclusionesLa instalación del estabilizador EM de ABB en una línea de galvanización en
Ayuda a la galvanización
7 Vibraciones típicas de la banda, con y sin estabilización (azul)
0 200 400 600 800 1000 1200 1400 1600 1800
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1Def
lecc
ión
(sal
ida
del s
enso
r, un
idad
es n
orm
aliz
adas
)
Tiempo (s)
8 Distribución típica del peso del recubrimiento a sin estabilización y b con estabilización y ahorro potencial de zinc δ (sin estabilización)-δ (con estabilización). El gráfico b ha sido ajustado para un posible decrecimiento en el punto de referencia deseado para el recubrimiento de zinc. (El 99 por ciento de los valores caen dentro de las barras azules, es decir, sólo el 0,5 por ciento de los valores pueden ser mayores o menores.)
15
10
5
047 48 49 50 51 52 53 54 55 56
δ (sin estab.)
Peso de zinc (g/m2)
%
15
10
5
047 48 49 50 51 52 53 54 55 56
δ (estab.)
Peso de zinc (g/m2)
%
a b

Sistema inteligente de alarmasLa gestión eficiente de alarmas mejora la seguridad, el diagnóstico de fallos y el control de calidadMartin Hollender, Carsten Beuthel
A medida que las plantas indus-triales se hacen más grandes y complejas se requiere un sistema de alarmas cada vez más sofistica-do para informar a los operadores de los posibles fallos. Con cientos de procesos diferentes ejecután-dose simultáneamente, los opera-dores pueden verse obligados a responder en cualquier momento a varias alarmas, incluso en condi-ciones normales. Sin la gestión no es eficiente, hasta el operador más diligente puede pasar por alto una alarma. Incluso es posible que se desactiven alarmas persistentes con consecuencias potencial-mente catastróficas.
Para reducir el problema de sobre-carga del operador, ABB ofrece varias herramientas de tratamiento de alarmas. Su sistema PGIM (Power Generation Information Management) incorpora funciones de gestión de alarmas y eventos, y las funciones de ocultación de alarmas del Sistema 800xA per-miten encubrir ciertas alarmas en determinadas condiciones, evitan-do así que los operadores se dis-traigan innecesariamente. Los ser-vicios técnicos de ABB colaboran con grupos de proyecto locales de ABB para proporcionar asesora-miento sobre gestión de alarmas.
Revista ABB 1/2007
Ventajas operacionales
20
Por cortesía de Chilten Air Support Unit, Inglaterra
21Revista ABB 1/2007
Con los modernos sistemas de con-trol digital (DCS) resulta muy fácil
configurar una gran cantidad de alar-mas aisladas. Esto provoca que algu-nos sistemas generen muchas alarmas (una cantidad de 2.000 alarmas por día y operador sigue siendo normal en muchas plantas de tratamiento in-dustrial) durante el funcionamiento normal e incluso más cuando hay anomalías en los procesos. No es de esperar que un operador pueda res-ponder a tal cantidad de alarmas.
La gestión de alarmas es una práctica arraigada en la industria petrolífera y gasística y, en muchos casos, una obligación legal. Otros sectores están siguiendo su ejemplo, entre ellos los de generación de energía eléctrica, de pulpa y de papel, y la industria quími-ca. En 1999, la asociación EEMUA (Engineering Equipment and Materials Users Association) de usuarios de ma-teriales y equipo técnico publicó la guía EEMUA 191 [1] para el diseño, gestión y suministro de sistemas de alarma. Desde entonces, el documen-to es, de hecho, el estándar mundial para la gestión de alarmas. Entre sus ideas básicas, el documento fija que toda alarma ha de ser útil y pertinente para el operador y que, siendo realis-tas, la cantidad de alarmas operativas normales que puede manejar a largo plazo un operador, en condiciones no cambiantes, está en torno a una alar-ma cada 10 minutos. También estable-ce que todas las alarmas deben tener respuestas previamente definidas por parte del operador.
Las recomendaciones básicas [2] para la gestión de alarmas son las siguien-tes: Medir índices de alarmas y otros in-dicadores básicos de funcionamien-to de las mismas, y compararlos con las recomendaciones de EEMUA 191, o con valores de instalaciones de referencia.
Identificar los casos más sencillos; a menudo se puede mejorar un siste-ma de alarmas con muy poco es-fuerzo.
Eliminar alarmas molestas. Esto po-dría incluir sintonizar bucles de control, sustituir sensores defectuo-sos y cambiar el estado de algunos indicadores de alarmas por el de eventos.
Medir regularmente los indicadores de funcionamiento de las alarmas para garantizar que permanezcan en el área deseada fijada como objetivo.
Estos pasos, rentables, se refieren a condiciones normales de operación. Una vez que están perfectamente bajo control, el paso siguiente es reducir el torrente de alarmas originadas cuando hay perturbaciones en los procesos.
Situación actualEn las salas de control de muchas plantas industriales se pueden encon-trar síntomas de una mala gestión de alarmas: Pantallas cubiertas permanentemen-te de alarmas
Alarmas frecuentes durante el fun-cionamiento normal, y aún más cuando hay incidencias en la planta
Alarmas permanentes durante largos períodos de tiempo (días o semanas)
Reconocimiento masivo de alarmas sin investigación (reconocimiento “ciego”)
Operadores que no valoran las alar-mas como sistema de ayuda
Alarmas sonoras desactivadas para evitar una constante contaminación acústica
En casos extremos, los operadores ignoran por completo el sistema de alarmas y, de hecho, la planta funcio-naría mejor si el sistema DCS no
tuviera ninguna alarma configurada.En grandes instalaciones cuya seguri-dad es vital, como las refinerías o pla-taformas marinas, la gestión de alar-mas suele ser exigida por la ley. Un análisis profundo de accidentes como la explosión de la refinería Texaco en Milford Haven (1994) ha demostrado claramente que una mala gestión de las alarmas contribuye a que ocurran accidentes: en Milford Haven, los dos operadores recibieron 275 alarmas di-ferentes durante los 11 minutos pre-vios a la explosión. Esta es la razón de que diversas autoridades, incluyen-do el Órgano Ejecutivo de Higiene y Seguridad del Reino Unido y el Con-sejo Directivo Noruego del Petróleo [3], exijan la implantación de una ges-tión sistemática de alarmas en plantas en que es vital la seguridad.Estabilizar las situaciones críticas y evitar las paradas de emergencia no sólo hace más segura la planta, sino que además ofrece sustanciales venta-jas económicas, pues las paradas im-previstas resultan muy caras y una gestión mejor de las alarmas hace más eficiente el proceso.EEMUA 191 es un conjunto de direc-trices para la gestión de alarmas, pero sus recomendaciones no son obligato-rias. Sin embargo, el documento des-cribe buenas prácticas y es utilizado por varios organismos reguladores. Normas como Namur NA102 “Gestión
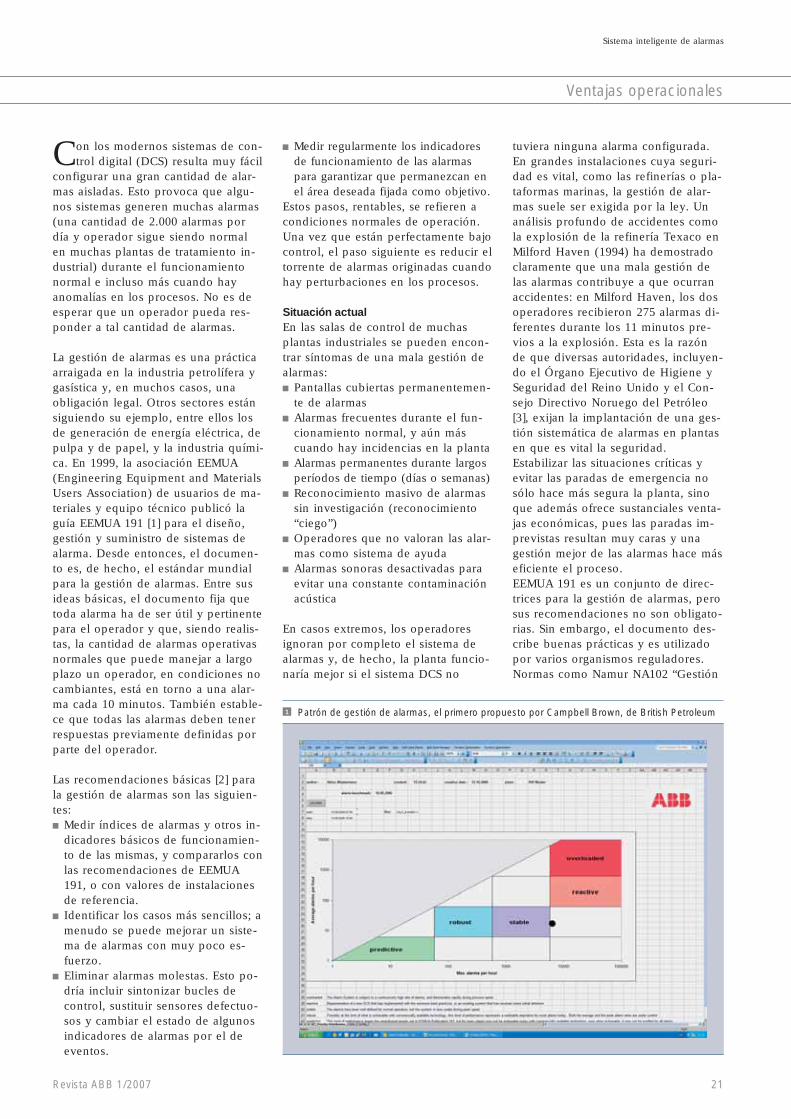
1 Patrón de gestión de alarmas, el primero propuesto por Campbell Brown, de British Petroleum
Ventajas operacionales
Sistema inteligente de alarmas

22 Revista ABB 1/2007
de Alarmas” [4] e ISA RP18.2 “Gestión de Sistemas de Alarma para Industrias de Procesos de Transformación” [7] se basan en los conceptos de EEMUA 191. Las directrices se centran en las propiedades de la capacidad de pro-ceso de información del operador y resaltan la utilidad de los sistemas de alarmas desde la perspectiva del ope-rador. Hasta ahora se consideraba que cuando un operador pasaba por alto una alarma importante se trataba de un error humano. Sin embargo, EEMUA 191 deja bien claro que si la dirección de la planta no ha reducido a un nivel razonable los índices de alarmas, no será posible responsabili-zar en ese caso al operador.EEMUA 191 especifica varios indica-dores medibles que pueden utilizarse para evaluar el funcionamiento del sistema de alarmas de una planta: El índice medio de alarmas a largo plazo en una operación continua debe ser inferior a una alarma cada 10 minutos
El número de alarmas durante los 10 primeros minutos de un fallo im-portante en la planta debe ser infe-rior a 10
La distribución recomendada de prioridades de alarmas es: alta (5 por ciento), media (15 por cien-to) y baja (80 por ciento)
El número medio de alarmas perma-nentes debe ser inferior a 10
EEMUA 191 ofrece una metodología asequible para comparar las prácticas establecidas en plantas individuales con las mejores prácticas de la indus-tria.
Fundamentos de la gestión de alarmasUn primer paso importante en la ges-tión de alarmas es registrar todos los mensajes A&E (alarmas y eventos) en una base electrónica de datos para analizarlos más tarde. En algunas plan-tas industriales se siguen utilizando impresoras de alarmas, que son caras de mantener y pueden provocar que valiosas informaciones queden ente-rradas en archivos que nadie lee. He-rramientas de gestión de alarmas como PGIM (Power Generation Information Management) pueden conectarse a sis-temas DCS de muchos tipos diferentes, por ejemplo, con ayuda de OPC1) A&E estándar, o usando un puerto de im-presora. PGIM permite buscar y filtrar mensajes A&E almacenados en bases de datos de servidores SQL2). Las fases siguientes son típicas de un proyecto de gestión de alarmas (véan-se más detalles, por ejemplo, en [6]).
Patrón de referencia Una vez reunida una cantidad signifi-cativa de datos de una planta, se pue-den comparar éstos con los datos de instalaciones de referencia, como los que proporciona EEMUA 191. A conti-
nuación se pueden elaborar estrate-gias en función de determinados indi-cadores básicos del funcionamiento del sistema 1 .
Desarrollo de un concepto de alarmasEn toda planta ha de existir un docu-mento que describa un concepto co-herente del tratamiento de alarmas en la misma. Este documento ha de defi-nir la metodología y las reglas de esta-blecimiento de alarmas y de prioriza-ción de las mismas. También ha de describir las funciones y acotar las res-ponsabilidades de los operadores y cómo deben tratar los cambios en su trabajo diario. Es posible que la estra-tegia técnica de la planta ya prevea un documento como éste. En caso negati-vo habrá de ser creado como parte del proyecto de gestión de las alarmas.
Supresión de alarmas molestasLas alarmas molestas son aquellas que no tienen un fin justificado, que no tienen ningún valor para el operador. La eliminación de estas alarmas, que se presentan en muchas instalaciones, puede reducir mucho el índice de alarmas con muy poco esfuerzo. Una herramienta muy útil para la identifi-cación de alarmas molestas es la lista de incidencias PGIM, que clasifica las alarmas por su frecuencia de activa-ción. Muchos proyectos de gestión de alarmas han demostrado que, a menu-do, un pequeño número de ellas tiene una contribución desproporcionada-mente grande al índice general de alarmas. Algunas alarmas molestas típicas son las siguientes: Alarmas aleatorias frecuentes, causa-das por equipos mal ajustados, senso-res defectuosos o ruido del proceso
Alarmas que no requieren respuesta alguna del operador y que, por tan-to, se han de reconfigurar como eventos
Racionalización de alarmasSe trata de la revisión de las alarmas según los criterios previstos en el con-cepto de alarmas de la planta. Determi-na y documenta la razón de ser de ca-da alarma y los requisitos de diseño de la misma. También pueden incluir el ajuste de las alarmas, la consecuencia de las desviaciones y las medidas co-rrectoras que puede emprender el ope-rador, junto con el nivel de prioridad
2 Máscara de ocultación del Sistema 800xA
Ventajas operacionales
Sistema inteligente de alarmas

23Revista ABB 1/2007
de cada alarma. La prioridad se suele basar en las consecuencias de la alarma o en el tiempo de respuesta admisible.
Mejora continuaPuesto que la planta industrial sufre modificaciones a lo largo del tiempo, es importante establecer la gestión de alarmas como parte rutinaria de los procedimientos de la misma. (En Esta-dos Unidos, la gestión de alarmas se suele contemplar en el contexto de programas “six sigma”, que están diri-gidos a las variaciones de proceso que más tarde provocan averías o fallo en el mismo).
Ocultación de alarmas consecuentesAccidentes como el de Milford Haven demuestran que los operadores pue-den verse desbordados por riadas de alarmas, especialmente en situaciones extremas. Esto se debe a que una úni-ca causa original puede tener muchas consecuencias distintas y todas ellas disparan sus propias alarmas. La ges-tión básica de alarmas, según se ha descrito aquí, no es particularmente útil en tales situaciones. Para conse-guir el objetivo de EEMUA –no más de 10 alarmas durante los 10 primeros minutos de fallo de un proceso– se ha de adoptar un planteamiento más ri-guroso. El sistema de control 800xA de ABB ofrece una función de oculta-ción de alarmas, que permite que se activen sólo ciertas en función del es-tado del proceso o de otras alarmas
activas. Las alarmas no aparecen en las listas de alarmas estándar pero, si es necesario, es posible acceder fácil-mente a ellas 2 .Identificar todas las relaciones causa-les entre alarmas para configurar las reglas de ocultación de alarmas es una tarea agotadora. Algunas herra-mientas de gestión de alarmas dispo-nibles en el mercado pueden calcular coeficientes de correlación entre alar-mas. Este análisis se puede usar como base para configurar las reglas de ocultación de alarmas. Es muy impor-tante señalar que estas herramientas usan solamente datos binarios (alarma activa/inactiva) y no toda la riqueza de los datos del proceso original. Es evidente que, si se utilizan los datos históricos del proceso, es posible con-seguir información más precisa sobre las relaciones causales.
Para estudiar mejor el potencial de es-te planteamiento se analizaron varios días de datos históricos de dos plantas distintas utilizando métodos de análisis de perturbaciones de procesos (PDA, Process Disturbance Analysis) [6]. Se identificaron algunas relaciones causa-les interesantes a las que actualmente se tiene acceso junto con los expertos de procesos de las plantas 3 .
Martin Hollender
ABB Corporate Research
Ladenburg, Alemania
Carsten Beuthel
ABB Power Generation,
Mannheim, Alemania
Bibliografía
[1] EEMUA 191: Alarm Systems. A Guide to Design, Management and Procurement. 1999, ISBN 0 8593 1076 0
(http://www.eemua.co.uk)
[2] Tanner, R., Gould J., Turner, R. and Atkinson T. (2005), Keeping the peace (and quiet).
ISA InTech September 2005.
[3] Norwegian Petroleum Directorate YA-711: Principles for alarm system design, 2001
(http://www.ptil.no/regelverk/R2002/ALARM_SYSTEM_DESIGN_E.HTM)
[4] Namur NA102: Alarm Management. 2005
[5] Hollifield, E. Habibi, The Alarm Management Handbook. 2006
[6] Horch, A., Peak performance, ABB Review 1/2007 pp24–29
[7] ISA RP18.2 Management of Alarm Systems for the Process Industries (draft)
Notas:1) OPC: anteriormente OLE (Object Linking and Embedding) para control de procesos2) SQL: Lenguaje de consultas estructurado
Ventajas operacionales
Sistema inteligente de alarmas
3 Relaciones causales entre variables de procesos. La variable de proceso 15 tiene una estrecha relación causal con las variables 1, 2 y 3. Esto puede ser utilizado para proponer a un ingeniero de procesos una regla de ocultación de alarmas.
Tendencias normalizadas de los grupos PCA seleccionados
Cau
sa
Efecto
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15

Las perturbaciones y oscilaciones de los procesos de producción suelen afectar considerablemente a la calidad de los productos, a los costes de explotación y a la rentabilidad, ya que, respondiendo a la variabilidad del proceso, la producción y el rendimiento pueden alejarse de sus parámetros óptimos.
Un equipo internacional de investigación y desarrollo ha creado una innova-dora solución para analizar las perturbaciones en el nivel de planta. Después de amplias pruebas de campo y de recolección de requisitos se ha conseguido un módulo PDA de Análisis de Perturbaciones en el Nivel de Planta, que ya ha sido aplicado con excelentes resultados en la planta Eastman de Kingsport (Tennessee).
24 Revista ABB 1/2007
Ventajas operacionales
Máximo rendimientoAnálisis de causas originales de las perturbaciones de planta Alexander Horch, John W. Cox, Nunzio Bonavita

25Revista ABB 1/2007
En su afán por conseguir la eficien-cia, las plantas modernas de proce-
sos industriales están usando cada vez más la integración de flujos de reciclaje y calor. Esta integración de masa y energía complica el control de los pro-cesos, ya que las variaciones se pueden propagar de forma compleja por la planta. Con frecuencia, una fuente de variación individual se manifiesta como una perturbación ampliamente distribui-da. Una perturbación propagada puede afectar a variables básicas del proceso, tales como los flujos de alimentación, producto y reciclaje, la temperatura de columnas y la composición del produc-to. Tal perturbación puede afectar tan sólo a una unidad, por ejemplo a una columna de destilación, puede tener lugar a nivel de planta afectando a un proceso completo de producción, o in-cluso a nivel de instalación local, si re-sultan afectados servicios como el siste-ma de vapor. Cuando hay muchas me-diciones alteradas u oscilantes, encon-trar la causa original de la perturbación es como buscar una aguja en un pajar. La razón del desarrollo del producto que aquí se presenta es la detección automática de perturbaciones a nivel de planta y la determinación de probables causas originales. Esto permite eliminar perturbaciones o tratarlas mediante trabajos de mantenimiento, nuevos programas de control o simplemente reajustando los controladores.
Durante los últimos años, las universi-dades han desarrollado varios algorit-
mos innovadores basados en técnicas avanzadas de proceso de señales, análi-sis espectral y análisis de series de tiem-pos no lineales para su uso en el diag-nóstico de procesos industriales. Con objeto de aplicar mejor estos conoci-mientos al problema aquí descrito, ABB inició un proyecto en cooperación con las instituciones Imperial College y Cen-tre for Process Systems Engineering (CPSE), del Colegio Universitario de Londres (UCL). Después de diversas pruebas de campo preliminares, ABB evaluó una aplica-ción piloto de la metodología a gran es-cala, utilizando un primer prototipo de implementación. La tecnología de per-turbaciones a nivel de planta se aplicó a los datos de las mediciones realizadas en una plataforma petrolífera noruega. El análisis de las perturbaciones se basó en datos de más de 2.000 etiquetas de mediciones y más de un mes de datos de alta resolución.Los amplios análisis y las profundas dis-cusiones revelaron importantes pertur-baciones que también habían sido iden-tificadas por investigaciones paralelas realizadas en la planta por técnicos de ABB y del cliente, expertos en procesos y en control de procesos. Estos alenta-dores resultados indicaron que el análi-sis inteligente del proceso puede, en gran medida, ayudar y soportar el tra-bajo de identificación, localización y diagnóstico de problemas.El paso final en el proceso de desarrollo era integrar el producto en la cartera de productos de ABB. Debido a la natura-
leza de la metodología empleada como soporte para el análisis del rendimiento del proceso, se decidió crear la funcio-nalidad de análisis de perturbaciones a nivel de planta (Plant-wide Disturbance Analysis, PDA) como un nuevo módulo del software de optimización del bucle de control OptimizeIT Loop Performan-ce Manager (LPM), desarrollado por ABB. La versión que contiene el módulo PDA ya está disponible en ABB. Tras una breve descripción general de la metodología, este artículo presenta dos excelentes resultados, sorprenden-temente precisos, de la evaluación de la herramienta por parte del cliente final. La empresa química Eastman, con sede en Kingsport, Tennessee (fotografía del título), ha estado probando la herra-mienta integrada con resultados alenta-dores.
OptimizeIT, Loop Performance Manager Loop Performance Manager (LPM) es una herramienta de mantenimiento de bucles de control para uso de ingenie-ros de control, técnicos de instrumenta-ción y personal de mantenimiento. Ha sido diseñada para proporcionar un puente entre las tecnologías desarrolla-das en el mundo académico y las nece-sidades más importantes del mundo in-dustrial [4]. Su misión es garantizar que los bucles de control y, consecuente-mente, todo el proceso de producción, opere a máximo rendimiento. El paquete ha sido estructurado en for-ma modular, y consta actualmente de tres aplicaciones de software:
1 Pantalla de la herramienta LPM. Un entorno individual para analizar perturbaciones, determinar causas originales y supervisar y ajustar bucles de control.
2 Flujo típico de trabajo del análisis PDA dentro de la herramienta Loop Performance Manager. De a a e , los cinco pasos de este flujo de trabajo.
Ventajas operacionales
Máximo rendimiento
Importación Preprocesado Filtrado de datos
Selección de grupos
De MS-Excel De archivos auditados
Mala calidad Compresión de datos Supresión de tendencias lineales
Paso bajo/alto Paso de banda
Oscilación de la detección
No linealidad
PCA Causalidad
Oscilación, índice
Árbol PCA
Entropía de transporte
Retardo de tiempo
Informe.xls o HTML
Análisis de causas originales
a b c
d
e

26 Revista ABB 1/2007
Un componente de ajuste del bucle de control usado para mejorar su ren-dimiento
Un componente de revisión del bucle de control usado para supervisar su rendimiento
Un componente de análisis de pertur-baciones a nivel de planta (PDA, Plant-wide Disturbance Analysis). Este software analiza simultáneamen-te varios bucles detectando comporta-mientos comunes e identificando pro-bables causas originales.
La figura 1 muestra una típica imagen de pantalla de la herramienta LPM.
Análisis de perturbaciones en el nivel de plantaEn [6] se encuentra un detallado exa-men de las investigaciones actuales. La figura 2 muestra el procedimiento general de análisis PDA dentro de la herramienta LPM [7].
Importación de datosSe pueden leer off-line datos desde ar-chivos Excel, o leer datos recogidos en la herramienta mientras se realiza la su-pervisión del bucle de control 2a .
Preproceso y filtrado de datosUna funcionalidad estándar sencilla re-sulta muy útil cuando se han de investi-gar diferentes aspectos de los datos, por ejemplo, los rangos de frecuencias. Además, la información parásita, como pueden ser los datos falsos, afloramien-
tos o tendencias lineales, es filtrada de forma automática. La representación sencilla de datos superpuestos en forma de gráfico de alta densidad es ya muy útil para los ingenieros. Estos modos de presentación no están generalmente disponibles en archivos históricos ni en pantallas de operador 2b 2c .
Selección de grupos de tendenciasEl primer paso principal del proceso de análisis es la detección de grupos de tendencias temporales que presentan patrones similares de oscilación periódi-ca. La detección de oscilaciones se con-sigue utilizando métodos de proceso de señales. En este contexto, las señales son las tendencias temporales de las mediciones. Tradicionalmente, la detec-ción de oscilaciones ha buscado los cruces por cero de la señal centrada en el valor medio. Una desventaja de este método es que el ruido causa cruces adicionales por cero, disminuyendo el valor del resultado. La innovación esen-cial aplicada en esta solución implica la detección de oscilaciones usando los cruces por cero de la función de la au-tocovarianza de la señal [1]. Ello pro-porciona una notable mejora con res-pecto a métodos anteriores que usaban directamente tendencias temporales 2d .
No existe ninguna limitación al número de etiquetas que pueden manejarse. En investigaciones anteriores se utilizaron varios cientos de etiquetas, que se po-
dían analizar rápidamente gracias a la eficiente implementación de los algorit-mos subyacentes.Los gráficos de alta densidad de datos como el mostrado en 3 indican tenden-cias temporales. Otra forma de ver tal información es el análisis espectral. Este método resalta características periódicas en vez de tendencias temporales. Los espectros de frecuencias tienen varias ventajas cuando se trata de detectar perturbaciones distribuidas. Sin embar-go, la ventaja de la herramienta descrita está en el uso combinado de métodos de tiempos y de frecuencias. El método para seleccionar grupos de tendencias se basa en el análisis espectral de los componentes principales [2].Una forma potente de presentar los gru-pos espectrales es utilizar un árbol je-rárquico como el descrito en [8]. La agrupación espectral también funciona de forma muy fiable para tendencias temporales con características no perió-dicas, siempre que sus espectros sean similares. Otras formas muy intuitivas de representación de grupos de tenden-cias también están incluidas en la herra-mienta.
Determinación de la causa original probable de grupos de perturbacionesEs bien conocido, véase por ejemplo [7], que una causa muy común de per-turbación en los procesos químicos es una válvula de control defectuosa con características no lineales, como banda muerta o excesivo rozamiento estático. Los ciclos límite que surgen como con-secuencia del agarrotamiento de válvu-las en un bucle de control de realimen-tación pueden propagarse ampliamente. Por esta razón, la herramienta se centró inicialmente en el diagnóstico de causas originales no lineales. Los métodos de-sarrollados para el diagnóstico del aga-rrotamiento de válvulas de control se pueden aplicar también en la localiza-ción de averías que tienen su origen en aspectos no lineales del proceso, como la formación periódica de espuma en una columna de destilación o la dismi-nución de flujo en tuberías 2e . Una tendencia temporal no lineal [3] es una señal que no puede describirse co-mo la salida de un sistema lineal activa-do por ruido blanco. Se caracteriza por la coherencia de fase y, si es oscilatoria, por la presencia de armónicos. Un ejemplo de señal acusadamente no li-
Ventajas operacionales
Máximo rendimiento

27Revista ABB 1/2007
neal es una señal con un pa-trón de onda cuadrada. Una planta de proceso se comporta típicamente como un filtro pa-so bajo, lo que significa que una medición cercana a una fuente no lineal presenta una no linealidad más acusada que una medición lejos de la fuen-te. El patrón de onda cuadrada no lineal se suaviza conforme se propaga a través de la plan-ta. Este comportamiento se utiliza para identificar posibles áreas de localización de cau-sas originales.
Una forma de detectar la no li-nealidad es la inspección vi-sual de las tendencias tempo-rales y los espectros. Sin em-bargo, es un procedimiento manual po-co fiable, complicado y propenso al error. El nuevo e ingenioso concepto del planteamiento actual consiste en evaluar la no linealidad, que es máxima en su origen. De esta forma, la oscila-ción debida a la causa original se puede distinguir de las oscilaciones secunda-rias propagadas. El índice de evaluación es grande para tendencias temporales de oscilación periódica, pero no sinu-soidal (que son típicas de la salida de un bucle de control con un ciclo límite causado por la no linealidad).La base para la evaluación de la no li-nealidad es comparar la previsibilidad de cada tendencia temporal y un con-junto de tendencias temporales cons-truidas que tienen el mismo espectro de potencia pero fases aleatorias. Una ten-dencia temporal no lineal tendrá una alta previsibilidad en comparación con las tendencias temporales construidas, mientras que esta diferencia será pe-queña para una tendencia temporal lineal [3]. Los ejemplos discutidos más abajo po-nen de relieve la capacidad de la meto-dología descrita. Una clara dirección de operación y/o de intervención de man-tenimiento puede fácilmente reducir de forma considerable el tiempo perdido en perseguir falsas causas originales. Además, cuando se aplica a problemas de gran envergadura, la metodología permite identificar problemas que nun-ca podrían identificarse manualmente, ya que la causa original podría estar lo-calizada muy lejos de donde produce su efecto.
Una metodología asistida por ordenador y gobernada por datos como la que aquí se muestra es una valiosa herra-mienta de ayuda. No podrá sustituir a la pericia y expe-riencia humana, pero puede reducir enormemente el es-fuerzo dedicado a localizar y representar la magnitud de los problemas existentes en la planta y localizar sus causas. Dos métodos adicionales em-pleados para el análisis de causas originales son los que utilizan entropía de transferen-cia y estimación de desfases de tiempo [5].
Entropía de transferenciaEste método estadístico evalúa
la previsibilidad de una variable con respecto a otra, basándose en funciones de densidad de probabilidad (PDF). La medida de la causalidad utilizada para cuantificar el alcance de la influencia de una variable X sobre otra variable Y se obtiene de la entropía de transferencia T(X|Y). Esta última se deriva en sí mis-ma de la entropía, que es una medida de la incertidumbre de una variable aleatoria expresada como suma de un logaritmo ponderado de la función PDF. La entropía de trans ferencia se calcula a partir la función PDF conjunta de dos variables. Esto proporciona una medida de las dependencias entre esas varia-bles. La medida de la causalidad t(X,Y) se obtiene comparando la influencia de X sobre Y con la influencia de Y sobre X:
t(X,Y) = T(X|Y ) – T(Y|X)
Por consiguiente, altos valores de t(X,Y) indican una estrecha causalidad de X respecto a Y.
Análisis de retrasosEl segundo método implementado en el módulo PDA para el análisis de la cau-salidad se basa en la función de corre-lación cruzada (CCF). Esta función de-termina relaciones causales entre medi-ciones a partir de la existencia de un retardo entre ellas. Este método se basa en el principio de que cuando la per-turbación se propaga a través de la planta, con frecuencia se puede obser-var la perturbación, desfasada en el tiempo, de otras variables del proceso.
Características claves del análisis de perturbaciones en el nivel de planta
Detección automática de la presencia de
una o más oscilaciones periódicas
Detección de perturbaciones no periódi-
cas y alteraciones en plantas de proceso
Localización de las diversas oscilaciones
/ perturbaciones de la planta y de sus
causas originales más probables
Ejemplos industriales
El análisis PDA (Plant-wide Disturbance
Analysis) dirigió a los peritos del proceso
directamente a la causa original de
problemas a nivel de planta. Estas cau-
sas no eran evidentes ni al examinar los
datos, ni a través del conocimiento del
proceso.
OptimizeIT Loop Performance Manager
Combinando la supervisión ascendente
(revisión de bucles de control) y el análisis
descendente de perturbaciones (PDA) con
la avanzada funcionalidad de ajuste de
controladores, ABB ofrece la herramienta
más completa del mercado para el personal
de control de procesos.
3 Un grupo con oscilaciones de 68 minutos. Clasificación según la no linealidad, indicando correctamente LC2 como causa original.
Ventajas operacionales
Máximo rendimiento

28 Revista ABB 1/2007
El conocimiento del desfase exacto pro-porciona pistas sobre la localización de la causa original, ya que se puede afir-mar que la variable situada más cerca de la causa original mostrará la pertur-bación antes que una variable situada más lejos. La función CCF mide la simi-litud entre señales en diferentes lapsos de tiempo y se puede utilizar, por con-siguiente, para evaluar desfases de tiempo entre señales. La función CCF de dos señales tiene un valor máximo para un valor del tiempo que es igual al tiempo muerto.
La diferencia entre estos dos métodos para el análisis de la causalidad es que la matriz de causalidades basada en la entropía de transferencia es más sensi-
ble. Este método puede encontrar una relación causal incluso en situaciones sin desfases de tiempo medibles, ya que detecta otros efectos como la suavi-zación de la tendencia temporal que tiene lugar cuando una perturbación se propaga desde su origen.
Primer ejemplo industrialA continuación se considera la sección del proceso descrito en 4 . Este ejemplo muestra una sección de una planta quí-mica compuesta por dos columnas de destilación. Como puede verse, la ma-yoría de las mediciones se repiten cícli-camente con un período de 68 minutos (véase también 3 ). Técnicos expertos en el proceso plantearon varias teorías para explicar esta oscilación sostenida.
Por consiguiente, se sugirieron varias causas originales. La aplicación del aná-lisis PDA de causas originales para el grupo de perturbaciones relativo al pe-ríodo cíclico de 68 minutos sugirió que un problema no lineal alrededor del bucle de control de nivel LC2 estaba originando las oscilaciones en todas las demás etiquetas de ese grupo específi-co. De hecho, esta hipótesis fue verifi-cada experimentalmente: el control en LC2 fue reajustado con una ganancia entre 4 y 5 veces superior a la normal. Como resultado de ello, el ciclo de LC2 se produjo a una frecuencia mucho ma-yor y los ciclos producidos aguas abajo en todas las demás variables dejaron de ocurrir. Esto convenció a los expertos de que la causa original estaba dentro del bucle LC2 y que, muy probable-mente, se trataba de un problema en el elemento de control final. Esta hipótesis fue confirmada también utilizando el análisis de revisión LPM sobre los datos del bucle de control LC2.
Una explicación posible de la perturba-ción a nivel de planta es que la oscila-ción se propaga a través de la sección de la planta cuando el decantador es líquido. Como consecuencia, hay más o menos flujo a través de la válvula LC2, lo que afecta a la medición del nivel LC1. A su vez, LC1 ajusta la alimenta-ción de FC4 (por vía de la realimenta-ción maestra-esclava) para la columna 2. Los ciclos resultantes en FC4 afectan a diversas variables de la columna 2, in-cluyendo el destilado FC6.En el conjunto de datos también había un ciclo secundario. Esta oscilación era algo más rápida y el grupo implicaba otras cinco mediciones. El análisis de la causa original proporcionó una rápida indicación de rozamiento estático en FC2, un resultado correcto. Sobre la base de estos resultados, el personal de mantenimiento puede me-jorar el rendimiento de toda la sección de la planta ocupándose de los dos problemas indicados relativos a las vál-vulas de LC2 y FC2.
Segundo ejemplo industrialEste ejemplo describe las perturbacio-nes encontradas en un sistema vapori-zador 5 .Se puede ver que la presión en el co-lector de vapor oscila con un período de 220 segundos. Esta frecuencia se puede observar claramente en los cua-
Ventajas operacionales
Máximo rendimiento
4 Esquema de proceso del ejemplo 1
TI
PI
FC
PI
Condensador interno
PDI
Decan-tador
FC
TI
LC
TC
TI
TI
TI
TC FC
LC
39
32
22
10
1
FC
20
19
16
4
PI
TI
TI
TI
PDI
LCTIFC
LC
TC
1
1
1 1
2
3
4
5
11
3
Vapor
2
5 9
2Vapor
4
3
7
8
7
32
34
6 6
2
TC
FC
FC
2Condensador interno
Col
umna
1
Col
umna
2
5 Datos oscilatorios distribuidos en un sistema vaporizador. La causa original identificada aparece marcada en rojo. a – d , columnas de vapor.
1
Vapor
a
2
LC
PC
Colector de vapor
Vapor
b
5
5
LC
PC
Vapor
c7
SP
LC
FC
Vapor
d
9LC
PC7 PI
7PI
9
9
PC
2
Líqu
ido
Líqu
ido
Líqu
ido
Líqu
ido

29Revista ABB 1/2007
tro vaporizadores ( 5a , 5b , 5c y 5d ) que se utilizan para la generación de vapor y presión. El vaporizador 5c se usa para controlar la presión en el colector. La primera sugerencia, espontánea, del personal de la planta fue investigar el vaporizador 5c . Sin embargo, al aplicar el análisis PDA a este problema se identificó fácilmente un grupo que incluye todas las etique-tas relacionadas. Mediante un análisis de no linealidad se identificó 6 el bucle de control de nivel (LC2) en el vapori-zador 5a .
Experimentos realizados por expertos en control de procesos verificaron real-mente que ésta era la causa –no intuiti-va– original. Para ilustrar cómo se pue-de usar la herramienta LPM para una confirmación posterior se aplicó la revi-sión LPM a este bucle. Se obtuvo el si-guiente diagnóstico. cuya veracidad se comprobó en la planta Cuadro :
ConclusionesEl análisis de perturbaciones a nivel de planta ha pasado de ser un tema de in-vestigación académica avanzada a con-vertirse en una aplicación industrial, en un producto con excelentes resultados comerciales. Los casos de uso industrial muestran que el empleo de una tecno-logía moderna e innovadora es una gran ayuda para los expertos de proce-sos que analizan las causas originales de importantes problemas de las planta de producción. Estas causas no siempre son evidentes para el personal de plan-ta y la ayuda de herramientas de tecno-logía avanzada puede reducir enorme-mente el tiempo empleado en localizar-las.
La singular utilización conjunta de mé-todos descendentes (top-down) y as-cendentes (bottom-up) que combinan las herramientas más importantes de ayuda a los ingenieros de control de
procesos, confiere una gran potencia a la nueva herramienta de ABB. Además, se han conseguido resultados alentado-res aplicando la metodología PDA en nuevos campos de utilización, por ejemplo, en los sistemas avanzados de gestión de alarmas y en la supervisión y diagnóstico de redes eléctricas.
Alexander Horch
ABB Corporate Research
Ladenburg, Alemania
John W. Cox
Eastman Chemicals Company
Kingsport, USA
Nunzio Bonavita
ABB PS&S S.P.A.
Genova, Italia
6 Datos de bucle de nivel LC2 en vaporizador A. a punto de consigna y variable de proceso (0–100%), b variable manipulada (apertura de válvula) (0–100%). Indicación de agarrotamiento de la válvula.
PV,
SP
OP
Tiempo [s]
0 1000 2000 3000 4000 5000 6000
80
79
78
77
76
75
0 1000 2000 3000 4000 5000
22
20
18
16
14
12
Bibliografía
[1] Thornhill, N. F., Huang, B., and Zhang, H., 2003, Detection of multiple oscillations in control loops, Journal of Process Control, 13, 91–100.
[2] Thornhill, N. F., Shah, S. L., Huang, B., and Vishnubhotla, A., 2002, Spectral principal component analysis of dynamic process data, Control Engineering Practice,
10, 833–846
[3] Kantz, H., and Schreiber, T., 1997, Nonlinear time series analysis. Cambridge University Press, Cambridge, UK.
[4] Bonavita, N., Bovero, J.C., and Martini, R., 2004, Control loops: performance and diagnostics, in: 48th ANIPLA Conference, Milano, Italy, September 2004
[5] Bauer, M., Cox, J. W., Caveness, M. H., Downs, J. J., Thornhill, N. F., 2007. “Finding the direction of disturbance propagation in a chemical process using transfer
entropy“, IEEE Transactions on Control Systems Technology, 17(1), 12–21.
[6] Thornhill, N. F., and Horch, A., (2006) “Advances and new directions in plant-wide controller performance assessment”, Proc. Of ADCHEM 2006, Gramado, Brazil,
Appil, 2–5, 2006
[7] Bonavita, N., Caserza-Bovero, J., De Lorenzo, L., Martini, R., 2006, “Control Performance Monitoring: a Data-driven Approach“, Proc. of Monitoraggio delle
Prestazioni dei Processi e dei Sistemi di Controllo, Milan 19 September 2006
[8] Horch, A. (2006), “Benchmarking control loops with oscillations and stiction”. In: Process Control Performance Assessment. (Ordys, A., Uduehi, D and Johnson,
M.A, Eds), Springer, Guildford, UK.
[9] Thornhill, N. F., Melbø, H., and Wiik, J., 2006, Multi-dimensional visualization and clustering of historical process data, Industrial Engineering and Chemistry Research,
45, 5971–5985.
Ventajas operacionales
Cuadro Salida de control LPM
- LC2: Evaluación general del bucle: ------------------------El funcionamiento del bucle de control no es aceptable.- LC2: Información detallada: ------------------------El bucle de control es oscilante.- El bucle de control es oscilante.- La válvula de control presenta rozamiento estático
que origina oscilaciones del bucle. Situar el con-trolador en modo manual para verificarlo.
La oscilación es una parte importante de la variación total. Eliminar la perturbación supondrá una gran me-jora.La amplitud de la perturbación es bastante regular, lo que es atípico en un problema de mero ajuste (li-neal).- El elemento de control final introduce variabilidad
en la salida.La válvula de control presenta un fuerte rozamiento estático. El funcionamiento defectuoso de una válvula aumenta la variabilidad del bucle. Situar el bucle en modo manual o reparar la válvula.
Máximo rendimiento
¿Cuántas personas estarían dispuestas a embarcar en un avión sin piloto a bordo, aun sabiendo que la tecnología ha avanzado tanto que es capaz de hacer volar un avión de forma completamente automática? ¿Es posible confiar tanto en la tecnología como para admitir también que las centrales nucleares o los procesos industriales complejos funcionen sin la presencia de operadores? Por supuesto existen los errores humanos, de los que resultan accidentes como las fusiones nucleares o las caídas de aviones. En muchos casos, sin embargo, se ha establecido que el problema residía en la ausencia de información relevante para dominar estas situaciones críticas.
Más que apartar al ser humano del proceso, la tendencia actual es apro-vechar plenamente sus capacidades y fortalezas, integrándolo mejor en el diseño de conjunto. Esto significa que los diseñadores tendrán que armoni-zar dos modelos complejos distintos un sistema de automatización técnica y un modelo de comportamiento humano para conseguir un sistema de automatización que no puede permitirse fallos en situaciones críticas impre-decibles. En este artículo estudiaremos de forma general cómo es posible conseguirlo.
30 Revista ABB 1/2007
Productividad del capital
Métodos de diseñoPara integrar al ser humano en el procesoCharlotte Skourup, John Pretlove

31Revista ABB 1/2007
lativamente lentas a la hora de intro-ducir nuevos métodos, modelos y cri-terios relacionados con la seguridad y con el usuario humano. Pero las cosas están empezando a cambiar, ya que el enfoque de diseños que soportan ele-mentos cognitivos se está introducien-do gradualmente en el mercado in-dustrial.
Conocimiento de la mente humanaLos modelos de procesos mentales y del comportamiento humano, y con ellos el diseño centrado en el usuario, se concentran en el operador como parte integral de un sistema de auto-matización avanzada. Existen muchos modelos y cada uno de ellos repre-senta algún aspecto de los procesos cognitivos de la mente humana. A continuación discutiremos dos de estos aspectos.
Rasmussen [1] ha desarrollado un mo-delo para ayudar a los diseñadores a combinar requisitos de información de un sistema con diversos aspectos de la cognición humana. También cono-cido como modelo SRK (Skills-Rules-Knowledge), describe tres niveles del comportamiento humano, basado en destrezas, en reglas y en el conoci-miento 1 . Las pautas de conducta ba-sadas en destrezas y en reglas repre-
sentan situaciones y tareas familiares para el operador. Más específicamen-te, el nivel basado en destrezas no suele requerir control humano cons-ciente ni esfuerzo cognitivo especiales para realizar una acción a partir de las informaciones percibidas. El compor-tamiento humano en este nivel está automatizado y consiste en pautas de conducta muy integradas, adquiridas por formación o entrenamiento. El ni-vel basado en reglas tiene lugar cuan-do una situación o un suceso resulta familiar al operador, y éste aplica di-versas reglas y procedimientos adqui-ridos para formular una línea de ac-ción. Los operadores basan su actua-ción en este tipo de comportamiento cuando siguen, por ejemplo, procedi-mientos específicos de mantenimien-to. El nivel de comportamiento basado en el conocimiento es el proceso cog-nitivo más exigente y tiene lugar cuando el ser humano experimenta un suceso o vive una situación totalmen-te desconocida e imprevista.
A diferencia de muchos otros modelos de procesos cognitivos humanos, el modelo de Rasmussen se basa en ope-radores de procesos industriales y en la forma en que éstos gestionan infor-mación y realizan tareas. Este modelo es, por tanto, relevante para sistemas
Cuadro El accidente nuclear de Three Mile Island
La central nuclear de Three Mile Island está
situada en una isla de 3,29 km2 en el río
Susquehanna del Condado de Dauphin
(Pensilvania). En 1979, una serie de
sucesos provocó la fusión parcial del núcleo
del reactor. En un principio, un fallo en el
sistema de refrigeración hizo que se atas-
cara una válvula de seguridad en posición
abierta. Las señales enviadas al operador
no indicaron que la válvula estaba abierta y,
en consecuencia, el agua de refrigeración
siguió vertiéndose fuera del reactor hacien-
do que éste se recalentara. No había ningu-
na indicación del nivel de refrigerante en el
reactor. Los operadores estimaban dicho
nivel basándose en el nivel de refrigerante
del presurizador y, dado éste era alto,
dieron por supuesto que el núcleo estaba
cubierto correctamente de refrigerante.
Incluso cuando sonaron las alarmas y
destellaron las luces de aviso en la sala de
control, los operadores no fueron conscien-
tes de la gravedad de la situación. De
hecho, la decisión de reducir el flujo de re-
frigerante en el reactor sólo sirvió para agra-
var la situación. En la investigación posterior
se descubrió que los operadores no habían
contado con toda la información necesaria
para conocer la situación real. Debido a la
falta de información, la “imagen” o modelo
mental de los operadores era errónea, pero
todas las acciones emprendidas se basaron
en este modelo incorrecto. Y no pusieron
en duda su “imagen” ni siquiera cuando
vieron que los efectos de sus acciones no
encajaban en su modelo mental. Los opera-
dores desconfiaron de las alarmas en lugar
de cuestionar su propia comprensión de la
situación.
Si usted desea una información más deta -
llada puede consultar www.nrc.gov/reading-
rm/doc-collections/fact-sheets/3mile-isle.
html (referencia en noviembre de 2006).
Por regla general, la naturaleza hu-mana no acepta bien la idea de
abandonar la responsabilidad global de un proceso complejo, como puede ser el vuelo de un avión sin piloto. Otro buen ejemplo procede del sector del petróleo y del gas, en el que se tiende a trasladar la explotación de las instalaciones marinas a centros coste-ros para reducir los riesgos para el personal y los costes operacionales. No obstante, algunos equipos de tra-bajo tienen que permanecer en alta mar, no sólo por razones de seguridad sino también para realizar tareas de inspección y mantenimiento. Es per-fectamente comprensible esta apren-sión a desplazar el control y la res-ponsabilidad de un proceso a un lu-gar situado a cientos de millas del propio proceso. Dado que el operador tiene una importante función en este circuito de automatización, sobre todo cuando ocurren sucesos críticos e im-previsibles, es necesario diseñar nue-vos sistemas, más centrados en el ser humano. Un sistema deficientemente diseñado puede tener consecuencias terribles: una buena muestra de ello es el accidente nuclear de Three Mile Island. Cuadro
El accidente puso en marcha una nue-va forma de pensar, el diseño de siste-mas. Era necesario revisar muchas cuestiones técnicas y también el papel del operador humano en los procesos industriales. Una vez investigado el accidente, se modificaron radicalmen-te la gestión de respuestas de emer-gencia, la formación de operadores y, lo más importante, la ingeniería del factor humano para el funcionamiento de la planta. Muchos de estos cambios fueron adoptados más tarde por otros sectores industriales. Numerosas instituciones han investi-gado el papel del ser humano en los procesos industriales. El Institute for Energy Technology (IFE) de Noruega, por ejemplo, ha concentrado sus in-vestigaciones1) en los procesos cogni-tivos humanos, en el diseño y crea-ción de prototipos, y en la asignación de tareas. El sector del petróleo y el gas, en el cual también es vital la se-guridad, ha seguido la misma tenden-cia. Por otra parte, otras industrias de procesos con menores exigencias de seguridad, como las de pulpa y papel, fundición y farmacéutica, han sido re-
Productividad del capital
Métodos de diseño

32 Revista ABB 1/2007
complejos de automatización indus-trial. En la práctica, el modelo de Ras-mussen sirve para decidir en qué ni-vel de comportamiento ejecuta el ope-rador tareas específicas y determinar qué información debe estar disponible y ser presentada en este nivel. Este modelo también puede distribuir las tareas entre el operador humano y el sistema de control.
Conocimiento de la situación, requisitos para tomar decisiones El modelo Endsley del conocimiento de la situación [2] describe el modo en que las personas que tratan sistemas complejos y dinámicos –como, por ejemplo, un proceso industrial– bus-can e interpretan activamente infor-mación específica y cómo toman deci-siones basándose en esta información. El modelo de Endsley comprende tres niveles 2 :
Percepción de elementos en el en-torno dado espacial y temporalmen-te
Comprensión del significado de estos elementos
Proyección del estado de los ele-mentos a un futuro próximo
El primer nivel describe cómo el ser humano percibe información en un entorno que se desvía de la situación original o representa un estado que contribuye a la ”imagen” de la situa-ción actual. En el segundo nivel, la persona adquiere un conocimiento más profundo de la situación actual
aunque, no obstante, busca activa-mente información adicional y com-plementaria. Finalmente, el operador humano utiliza su modelo mental del proceso industrial para simular posi-bles acciones basadas en la informa-ción percibida, así como en la inter-pretación y conocimiento actual de in-formación específica. Una vez encon-trada una solución que resuelve el problema, decide qué acciones debe emprender.
El modelo Endsley ayuda a los diseña-dores a comprender cómo los siste-mas de ayuda a la decisión colabora-ran para dirigir la atención del opera-dor hacia la información fundamental para comprender una situación dada. Fácil de aplicar en la práctica, es es-pecialmente eficaz cuando, tras largos periodos de actividad baja o normal sucede súbitamente un acontecimien-to crítico que exige toda la atención del operador. Sin embargo, no dice nada sobre la “imagen” mental indivi-dual ni sobre la decisión que tomará el operador humano.
Diseño para mejorar la colaboración hombre-máquinaEl reto de conseguir un buen diseño del sistema consiste en aprovechar plenamente las capacidades del hom-bre y de su “máquina” (el sistema de control) para conseguir lo que ningu-no de los dos podría por sí mismo. El diseño basado en la tecnología se centra por entero en ésta, pero el di-seño centrado en el usuario tiene por
objetivo desarrollar una tecnología que ayude al usuario concreto y le apoye a realizar sus tareas en el con-texto dado.
El trabajo de integrar al operador hu-mano dentro de un sistema de auto-matización que funcione bien es pro-pio de los diseñadores de sistemas. Aunque el proceso de diseño de un sistema –que comprende varias fases, análisis y métodos– varía de un sector a otro, el común denominador para todos los diseñadores es que han de reunir información relevante sobre la integración del ser humano en el pro-ceso con el fin de diseñar una eficien-te interfaz hombre-máquina (HMI). La interfaz HMI actúa, en efecto, como un canal de comunicación entre el operador y el sistema de control.
Especificación de requisitosCasi todos los diseñadores realizan un análisis de los requisitos para conver-tir metas y objetivos globales del siste-ma en especificaciones concretas del mismo. Sin embargo, pocos son los que se centran en el usuario humano como parte del sistema global. Un conjunto completo de especificaciones de diseño debe considerar el proceso industrial en sí, los usuarios, las ta-reas, el entorno y los requisitos opera-cionales.
Mediante un análisis se identifican los diferentes usuarios del sistema de au-tomatización. Además, los agrupa y caracteriza basándose en información
Productividad del capital
2 El modelo del conocimiento de la situación de Endsleys describe cómo el personal que opera en sistemas complejos y dinámicos busca e interpreta información que le sirve como base para la toma de decisiones.
1 El modelo del comportamiento humano de Rasmussen, también conocido como modelo SRK, ayuda a los diseñadores a combinar los requisitos de información de un sistema y diversos aspectos de la cognición humana.
Métodos de diseño
Estado del entorno
Conciencia de la situación
Nivel 3:Proyección de estado futuro
Nivel 2:Comprensión de la situación
actual
Tareas y factores de sistema
Conocimiento y dinámica del proceso Objetivos y expectativas Experiencia y formación
Factores individuales
Diseño de la interfaz Estrés y carga de trabajo Complejidad Sistemas de información
Rendimiento de las acciones
Decisión
Nivel 1:Percepción de
elementos en la situación actual
Comportamiento basado en reglas
Identificación Decisión (tareas)
Planificación
Reconoci-miento
AsociaciónReglas de
acción memorizadas
Activación
Entradas sensoriales Acciones
Objetivos
Comportamiento basado en el conocimiento
Comportamiento basado en habilidades
Rendimiento

33Revista ABB 1/2007
bibliográfica, competencias, experien-cias y preferencias. Este análisis ayuda al diseñador a conocer a los usuarios y entender cómo realizan sus tareas. Además, los requisitos medioambien-tales están relacionados con factores externos como la distribución de los puestos de trabajo, las condiciones de iluminación y el entorno circundante (es decir, riesgos de explosión, polvo, humedad, ruido, etc.).
Análisis funcional y asignación de tareasEl análisis funcional identifica las fun-ciones de todo el sistema de automati-zación, incluyendo tanto al operador humano como el sistema de control. El objetivo de un análisis funcional es distribuir el trabajo –la asignación de tareas– entre el hombre y el sistema de control. Los análisis de casos y es-cenarios reales son ejemplos de técni-cas necesarias para recopilar requisi-tos funcionales.
En muchas situaciones, la asignación de tareas resulta bastante fácil: un or-denador, por ejemplo, tiene una clara ventaja cuando se trata de manejar grandes cantidades de datos, realizar tareas repetitivas y seguir procedi-mientos dados. Además, visualizar y presentar ergonómicamente informa-ción compleja por medio de vistas ge-nerales y objetos desglosables resulta más sencillo. Las personas, por otro lado, tienen capacidad para razonar, juzgar, resolver problemas y tomar de-cisiones. Sin embargo, el mundo real no es ‘blanco o negro’, y muchas ta-reas exigen que el sistema informático y el operador humano colaboren es-trechamente para resolver una tarea de forma óptima. El grado de automa-tización es un tema tan importante como la asignación de tareas. La com-plejidad y el grado de automatización varían en los distintos sectores y, a veces, incluso dentro en un proceso específico. Además, la reacción de los operadores humanos ante los proble-mas y situaciones depende de su ex-periencia y de sus destrezas. Sin em-bargo, es esencial tomar una decisión consciente sobre el nivel de automati-zación y sobre cuándo el operador humano debe o no interaccionar con él. Esta importante directriz permite al diseñador considerar la carga de tra-bajo del operador.
Análisis de tareasEl objetivo principal de este análisis es comprender la tarea, los objetivos y las expectativas del usuario respecto de un nuevo sistema. Este análisis es esencial para aclarar qué tareas debe realizar un operador para conseguir hacer el trabajo. El orden de realiza-ción de las tareas para alcanzar el objetivo y las tareas mismas pueden diferir entre operadores, siempre que no se comprometa la seguridad. Un análisis básico de tareas, por ejemplo, identifica varios objetivos y las tareas necesarias para conseguir cada uno de ellos.
Existen variantes de los métodos de análisis de tareas como, por ejemplo, el Análisis Jerárquico de Tareas y el Análisis Cognitivos de Tareas. Un aná-lisis jerárquico de tareas simplemente divide un trabajo en tareas organiza-das jerárquicamente, mientras que un análisis de tareas cognitivas se con-centra en los procesos cognitivos ne-cesarios para realizar una tarea. Por ejemplo, una inspección de campo es una tarea bastante sencilla de definir. Por otro lado, una nueva situación im-prevista para el operador exige un mayor nivel de definición. De acuerdo con el modelo de Rasmussen del com-portamiento humano, esta tarea tiene lugar en el nivel basado en el conoci-miento, lo que significa que puede implicar tareas tales como resolución de problemas y toma de decisiones. Con este conocimiento, los diseñado-res pueden entonces establecer: (a) qué información debería estar a dis-posición del operador y de qué forma debería serle presentada, y (b) el apo-yo a la decisión y el reparto de tareas entre el operador y el sistema de con-trol.
ConclusionesA pesar de la creciente complejidad de los sistemas, casi todos los sectores industriales tienden a buscar sistemas más seguros y un nivel más alto de automatización. Hasta ahora, el proce-so de diseño había estado centrado más bien en la tecnología, pero se es-tá desplazando el centro de atención a comprender la importancia de la in-tegración del ser humano en el proce-so. Hoy más que nunca se reconoce al operador humano como parte in-sustituible del circuito de automatiza-ción, especialmente cuando se produ-cen sucesos críticos e imprevisibles. Las personas son, no obstante, dife-rentes e imprevisibles y responden de forma algo distinta a las situaciones críticas.
Existen varios métodos que soportan un mejor conocimiento de la integra-ción del ser humano en el proceso y ayudan a definir y caracterizar al ope-rador o grupo de operadores típico. Para garantizar un sistema de automa-tización bien diseñado y seguro, el di-señador del sistema, ahora y en el fu-turo, necesitará combinar el resultado de todos estos modelos y métodos.
Charlotte Skourup
John Pretlove
ABB Strategic R&D Group for Oil & Gas
Oslo, Noruega
Nota1) Destinado inicialmente a centrales nucleares.
Bibliografía
[1] J. Rasmussen, Skill, Rules, and Knowledge; Sig-
nals, Signs, and Symbols, and Other Distinctions
in Human Performance Models. IEEE Transactions
on Systems, Man, and Cybernetics 13 (1983) 3,
257–266.
[2] M. R. Endsley, Towards a Theory of Situation
Awareness in Dynamic Systems. Human Factors
37 (1995) 1, 32–64.
Para leer más:
T. B. Sheridan, Telerobotics, Automation, and Human
Supervisory Control. The MIT Press, Massachusetts,
1992.
Productividad del capital
Métodos de diseño

Existen varios modelos y métodos que ayudan a conocer mejor la in-tervención del ser humano en el proceso mediante la participación de usuarios reales. Esto se ha aplicado con excelentes resultados gra-cias a la creación de prototipos de baja fidelidad y a la participación del operador en un proyecto de potenciación y modernización de la sala de control de Statoil Tjeldbergodden.
Statoil Tjeldbergodden 1 es un com-plejo industrial situado en la zona
central de la costa occidental noruega que comprende cuatro zonas: una planta de metanol, una estación recep-tora de gas, una planta de separación de aire y una instalación de licuación de gas [1]. En el marco de una profun-da modernización de la planta se deci-dió potenciar el sistema de control, pasando de la interfaz hombre-máqui-
Caso de estudio Creación de prototipos en Statoil TjeldbergoddenTrond Tysseland, Torgeir Enkerud, Kristoffer Husøy
na Infi90 al sistema 800xA de ABB. Se determinó que el nuevo sistema mane-jaría 20.000 etiquetas y constaría de unos 240 gráficos de procesos.
Los modelos y métodos utilizados en el estudio de este caso han sido intro-ducidos en [2] y en el Cuadro 1 se puede leer un breve resumen. El estudio de este caso se centra particularmente en cómo se aplicó la creación de prototi-
pos de baja fidelidad Cuadro 2 en el pro-yecto de ampliación de la sala de con-trol. Utilizando esta técnica, sencilla y eficaz, se completaron varias iteracio-nes de diseño con el mínimo esfuerzo.
Navegando por la informaciónEl problema con que se encuentran los estudiosos del conocimiento y los operadores de sala de control en mu-chos sectores, es cómo encontrar rápi-da y eficientemente la información necesaria. La interfaz del operador del sistema de control consta con frecuen-cia de entre veinte y varios miles de gráficos de proceso, de modo que los operadores han de poder identificar el gráfico apropiado y navegar rápida-mente hacia él.El sistema utilizado en Statoil Tjeld-bergodden antes de la ampliación im-plicaba que los operadores tenían que navegar a través de enlaces en los gráficos del proceso 2 . Estos enlaces estaban dispersos por los gráficos, a menudo siguiendo el flujo del proce-so. Encontrar la ruta más rápida hacia el gráfico deseado exigía a los opera-dores estar muy familiarizados con la distribución de la planta. Era evidente que hacía falta una nueva interfaz hombre-máquina.
34 Revista ABB 1/2007
Productividad del capital

35Revista ABB 1/2007
siguiente diapositiva o “subnivel”, mostrando un nuevo gráfico del pro-ceso con su correspondiente uña. Las pruebas con usuarios se realizaron de manera informal en un taller aten-dido por operadores, la dirección de la instalación, el equipo de proyectos ABB y los desarrolladores. A los usua-rios les interesó el concepto de área de navegación dedicada, pero hubo
algunos problemas con las uñas: No había un número suficiente de enlaces simultáneamente.
El efecto de “reconocimiento visual” no era muy importante, debido a que muchos gráficos del proceso eran similares visualmente.
Se estimó que el nivel de detalle en las uñas era excesivo y enmarañaba visualmente la interfaz del operador.
Imágenes reducidas para la navegaciónLa primera propuesta de diseño se ins-piraba en la navegación en Microsoft PowerPoint, Windows Explorer y algu-nos editores fotográficos, que aplican la idea del uso de imágenes reducidas (thumbnails). Básicamente, un thumb-nail (literalmente uña del pulgar) es una pequeña imagen de un objeto, que actúa como enlace directo con él. La navegación con thumbnails es intui-tiva, ya que el usuario puede recono-cer visualmente el objeto que busca sin tener que recordar su nombre, una gran ventaja cuando existen muchos objetos. Cuando se empezaron a usar para los gráficos de un proceso, la idea era utilizar imágenes simplificadas de los gráficos, en forma de uñas en un panel situado a un lado de la pan-talla 3 . Se consideraba que añadía va-lor superponer información dinámica en las uñas, por ejemplo, mostrando el número de alarmas activas con máxi-ma prioridad u otros indicadores de estado agregados. El demostrador del concepto se desa-rrolló en un editor gráfico y se insertó en diapositivas de presentación PowerPoint de Microsoft. Se crearon varias imágenes que contenían dife-rentes gráficos del proceso. Las uñas correspondientes mostraban el gráfico de proceso seleccionado, así como determinada información sobre alar-mas. Esto permitió a los diseñadores demostrar el concepto casi como un prototipo de trabajo en el cual un clic en una uña trasladaría al usuario a la
Cuadro 1 Modelos y métodos aplicados al diseño de sistemas de automatización industrial
Existen muchos modelos sobre la percepción y
el procesamiento de información en los seres
humanos. Cada uno de ellos modelos repre-
senta algunos aspectos del proceso cognitivo
de la mente humana, lo que ayuda a los dise-
ñadores a comprender mejor al operador
humano en su función concreta.
El modelo de comportamiento humano de
Rasmussen –también conocido como modelo
SRK– ayuda al diseñador a combinar los requi-
sitos de información de un sistema y diversos
aspectos de la cognición humana. Este modelo
se utiliza para decidir (a) en qué nivel de com-
portamiento humano (basado en habilidades,
basado en reglas o basado en el conocimiento)
realiza el operador sus tareas específicas y (b)
qué información deber estar disponible y ser
presentada al operador. Este modelo se puede
usar también para proporcionar una panorámi-
ca de tareas específicas repartidas entre la
persona y el sistema de control.
El modelo de conocimiento situacional de
Endsley describe el modo en que los seres
humanos buscan e interpretan información en
sistemas complejos y dinámicos, y cómo to-
man decisiones basadas en esta información.
El proceso de diseño del sistema comprende
varios métodos relacionados con la recopi-
lación de información relevante sobre la inter-
vención humana en el circuito de control, que
influye en el diseño de la interfaz hombre-má-
quina (HMI):
Una especificación de requisitos con-
vierte todas las metas y objetivos del siste-
ma en especificaciones concretas sobre el
mismo.
Un análisis de tareas, jerárquico o cogni-
tivo, tiene por objeto conocer la tarea, el
objetivo y las expectativas del usuario ante
un nuevo sistema.
Un análisis funcional, también conocido
como asignación de tareas, divide el traba-
jo entre el operador humano y el sistema de
control.
Para garantizar la seguridad y el buen diseño
de un sistema de automatización, el diseñador
necesita combinar el resultado de los diversos
modelos y métodos mencionados.
1 Instalaciones de Tjeldbergodden 2 Imagen de pantalla del antiguo sistema con enlaces visuales
Productividad del capital
Caso de estudio
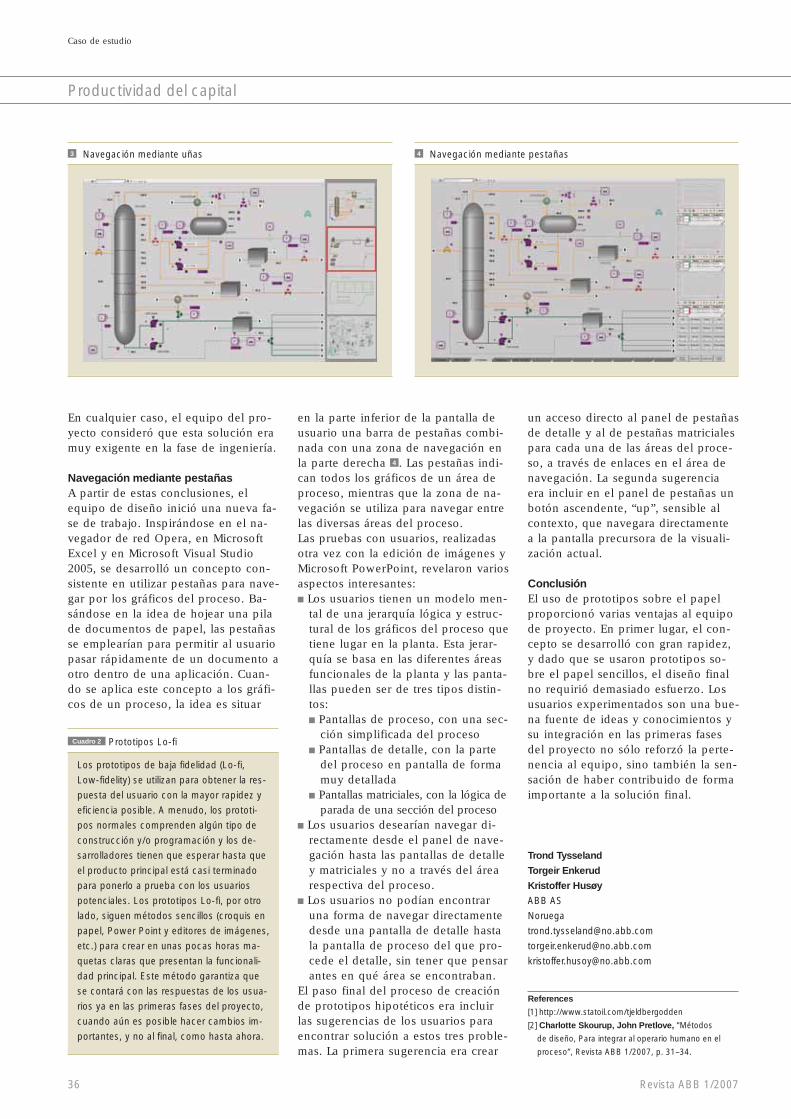
36 Revista ABB 1/2007
En cualquier caso, el equipo del pro-yecto consideró que esta solución era muy exigente en la fase de ingeniería.
Navegación mediante pestañasA partir de estas conclusiones, el equipo de diseño inició una nueva fa-se de trabajo. Inspirándose en el na-vegador de red Opera, en Microsoft Excel y en Microsoft Visual Studio 2005, se desarrolló un concepto con-sistente en utilizar pestañas para nave-gar por los gráficos del proceso. Ba-sándose en la idea de hojear una pila de documentos de papel, las pestañas se emplearían para permitir al usuario pasar rápidamente de un documento a otro dentro de una aplicación. Cuan-do se aplica este concepto a los gráfi-cos de un proceso, la idea es situar
en la parte inferior de la pantalla de usuario una barra de pestañas combi-nada con una zona de navegación en la parte derecha 4 . Las pestañas indi-can todos los gráficos de un área de proceso, mientras que la zona de na-vegación se utiliza para navegar entre las diversas áreas del proceso.Las pruebas con usuarios, realizadas otra vez con la edición de imágenes y Microsoft PowerPoint, revelaron varios aspectos interesantes: Los usuarios tienen un modelo men-tal de una jerarquía lógica y estruc-tural de los gráficos del proceso que tiene lugar en la planta. Esta jerar-quía se basa en las diferentes áreas funcionales de la planta y las panta-llas pueden ser de tres tipos distin-tos: Pantallas de proceso, con una sec-ción simplificada del proceso
Pantallas de detalle, con la parte del proceso en pantalla de forma muy detallada
Pantallas matriciales, con la lógica de parada de una sección del proceso
Los usuarios desearían navegar di-rectamente desde el panel de nave-gación hasta las pantallas de detalle y matriciales y no a través del área respectiva del proceso.
Los usuarios no podían encontrar una forma de navegar directamente desde una pantalla de detalle hasta la pantalla de proceso del que pro-cede el detalle, sin tener que pensar antes en qué área se encontraban.
El paso final del proceso de creación de prototipos hipotéticos era incluir las sugerencias de los usuarios para encontrar solución a estos tres proble-mas. La primera sugerencia era crear
un acceso directo al panel de pestañas de detalle y al de pestañas matriciales para cada una de las áreas del proce-so, a través de enlaces en el área de navegación. La segunda sugerencia era incluir en el panel de pestañas un botón ascendente, “up”, sensible al contexto, que navegara directamente a la pantalla precursora de la visuali-zación actual. ConclusiónEl uso de prototipos sobre el papel proporcionó varias ventajas al equipo de proyecto. En primer lugar, el con-cepto se desarrolló con gran rapidez, y dado que se usaron prototipos so-bre el papel sencillos, el diseño final no requirió demasiado esfuerzo. Los usuarios experimentados son una bue-na fuente de ideas y conocimientos y su integración en las primeras fases del proyecto no sólo reforzó la perte-nencia al equipo, sino también la sen-sación de haber contribuido de forma importante a la solución final.
Trond Tysseland
Torgeir Enkerud
Kristoffer Husøy
ABB AS
Noruega
References
[1] http://www.statoil.com/tjeldbergodden
[2] Charlotte Skourup, John Pretlove, “Métodos
de diseño, Para integrar al operario humano en el
proceso”, Revista ABB 1/2007, p. 31–34.
3 Navegación mediante uñas 4 Navegación mediante pestañas
Productividad del capital
Cuadro 2 Prototipos Lo-fi
Los prototipos de baja fidelidad (Lo-fi,
Low-fidelity) se utilizan para obtener la res-
puesta del usuario con la mayor rapidez y
eficiencia posible. A menudo, los prototi-
pos normales comprenden algún tipo de
construcción y/o programación y los de-
sarrolladores tienen que esperar hasta que
el producto principal está casi terminado
para ponerlo a prueba con los usuarios
potenciales. Los prototipos Lo-fi, por otro
lado, siguen métodos sencillos (croquis en
papel, Power Point y editores de imágenes,
etc.) para crear en unas pocas horas ma-
quetas claras que presentan la funcionali-
dad principal. Este método garantiza que
se contará con las respuestas de los usua-
rios ya en las primeras fases del proyecto,
cuando aún es posible hacer cambios im-
portantes, y no al final, como hasta ahora.
Caso de estudio

Una vista general mejorada de la producción, más eficiencia del
puesto de trabajo y una mejor ergono-mía son características principales del puesto de trabajo completo que ha si-do desarrollado por ABB para opera-dores de salas de control, el sistema 800xA Extended Operator Workplace.
Este puesto de trabajo se basa en el software especial del Sistema 800xA de ABB y en el permanente progreso técnico. Desarrollado en colaboración con dos compañías escandinavas, ya está siendo comercializado. Se ha completado la primera instalación y varios clientes de la industria de pro-cesos de transformación están pen-dientes de sus respectivas entregas e instalaciones. Se espera que este siste-ma contribuya a hacer más eficiente, segura y rentable la producción 1 .
Los operadores disponen de una imagen global de la planta y al mismo tiem-po pueden seleccionar otras imágenes. Cuando surge un fallo pueden verlo y responder más rápidamente.
Un comentario frecuente de los clien-tes que han visto y elegido el Sistema 800xA y el puesto de trabajo Extended Operator Workplace de ABB es que les gustaría que los operadores de la sala de control tuvieran la mejor vista general posible de la producción. “Necesitamos que nuestros operadores tengan una buena perspectiva general del proceso de producción y más po-sibilidades que garanticen producir con el máximo nivel de calidad para las estrictas exigencias de nuestros clientes. Por eso elegimos el puesto de trabajo System 800xA Extended Operator Workplace de ABB para nuestra sala de control”.
Otra opinión frecuente es que el puesto de trabajo Extended Operator Workplace combina eficazmente una pantalla grande de visualización de la vista global con varios monitores nor-males, todos ellos plenamente interac-tivos.
Proyecciones de productividadEl sueño del operador, ergonomía en la sala de controlPer Lundmark
Hoy existe acuerdo general en que proporcionar a los trabajadores he-rramientas apropiadas los capacita para producir más eficientemente. Un buen ejemplo de ello es el progreso de la tecnología de salas de control. Una buena herramienta se caracteriza no sólo por la amplitud de sus funciones, sino también por su facilidad de uso. En todo mo-mento, el operador necesita acceso rápido e intuitivo a la información pertinente. Un retraso en la obtención de información o una presenta-ción confusa de la misma aumentan el riesgo de cometer errores de interpretación y de perder producción. Todo un reto que ABB ha asumido como propio para conseguir progresos muy importantes en la ergonomía e interactividad de las salas de control.
Productividad del capital
Revista ABB 1/2007 37
Proyecciones de productividad

38 Revista ABB 1/2007
instalados detrás del pupitre. Las esta-ciones de trabajo se pueden configu-rar según se desee por medio del soft-ware especial del sistema 800xA, que controla la visualización de imágenes de una forma ergonómicamente co-rrecta y totalmente automática. Entre otras cosas, esto permite numerosas combinaciones de presentaciones de imágenes entre los monitores y la pantalla grande.
ABB cree que la ergonomía y la vista global son aspectos de vital importan-cia al permitir a los operadores actuar rápidamente y con menos riesgo de cometer errores. El objetivo es mini-mizar el número de paradas imprevis-tas de producción y mantener sistemá-ticamente un nivel de producción alto, seguro y consistente.
El desarrollo se hizo de acuerdo con varias directrices pensadas para obte-ner un buen puesto de trabajo de sala de control: Ha de proporcionar una buena vista general del proceso.
Ha de ser moderno y atractivo. Ha de incluir equipos que sustituyan a los paneles murales existentes, difíciles de mantener actualizados.
Ha de poder integrar monitores de vídeo, como el CCTV.
Ha de estar diseñado de modo que
los visitantes no perturben a los operadores.
Ha de estar diseñado ergonómica-mente, con buena iluminación y bajo nivel de ruido.
Ha de permitir la agrupación y comunicación entre diferentes salas de control en pleno flujo de pro-ducción.
Ha de ser interactivo.
Lo más importante en un nuevo pues-to de trabajo de sala de control es la opción de mostrar una vista global. En la mayor parte de los sectores indus-triales, muchas salas de control dispo-nen de grandes pantallas sin posibili-dades de interacción, que a menudo sólo visualizan imágenes de tenden-cias con utilidad limitada. En una sala de este tipo, el operador cuenta, qui-zás, con sólo dos monitores, informa-ción incompleta y monitores de vídeo mal situados para conseguir una bue-na supervisión.
Más del 40 por ciento de las paradas de producción implican algún error del operador. Generalmente, estos errores se atribuyen a que los opera-dores no pueden acceder con sufi-ciente rapidez a informaciones vitales. El puesto de trabajo System 800xA Extended Operator Workplace tiene la gran ventaja de configurar flexible-
“Lo más importante es que nuestros operadores dispongan de una imagen global de toda la planta y que al mis-mo tiempo puedan seleccionar otras imágenes. Cuando surge un fallo pue-den verlo y responder más rápida-mente, de modo que es más fácil sub-sanarlo. Esto nos permite reducir al mínimo el número de interrupciones de la producción”.
Diversos clientes están esperando la entrega de esta nueva tecnología de presentación. Los sectores de proce-sos de transformación, de la industria petroquímica y de la cogeneración eléctrica y térmica son algunas de las industrias que han percibido clara-mente las ventajas de disponer de un puesto de trabajo eficiente para sus operadores.
El núcleo del puesto de trabajo lo constituye el sistema de automatiza-ción 800xA de ABB con la subfunción especial Operations. El paquete Ope-rations contiene la interfaz del opera-dor y el software que permite visuali-zar información de varias formas y en distintos tipos de pantallas. Por consi-guiente, ofrece la posibilidad de dis-poner de un tipo completamente úni-co de imágenes de la vista global del proceso.
Con la subfunción Operations se ha establecido la base para el desarrollo de un puesto de operador completa-mente nuevo. ABB inició una colabo-ración con dos compañías nórdicas, Creative Grafiska Möbler AB, que de-sarrolla y produce mobiliario de salas de control, y 3D-Perception AS, pro-veedora de proyectores para presenta-ciones en pantallas de gran tamaño. Después de varios años de trabajo de desarrollo, el puesto de operador Sys-tem 800xA Extended Operator Work-place está ya preparado para utilizarlo en las salas de control de todo el mundo.
El puesto de trabajo de operador in-corpora un pupitre disponible en dos tamaños. El pupitre se puede seleccio-nar para que contenga una o dos esta-ciones de operador, cada una de ellas con hasta cuatro monitores, y una es-tación de operador que controla una pantalla grande con información pre-sentada por dos o tres proyectores
1 Producción más eficiente, segura y rentable con el sistema 800xA y el puesto Extended Operator Worplace
Productividad del capital
Proyecciones de productividad

39Revista ABB 1/2007
mente la presentación de informacio-nes con varias pantallas y proyectores. Por ejemplo, las imágenes de la vista global se pueden presentar llenando la gran pantalla, mientras los monito-res muestran detalles, diagramas u otras informaciones. O, a la inversa, una imagen individual, por ejemplo un diagrama, puede desplegarse en tres monitores que reconstituyen la imagen completa, mientras la pantalla grande muestra tendencias en venta-nas más pequeñas. El software de la subfunción Operations del sistema 800xA abre correcta y automáticamen-te todas las imágenes, en ventanas se-paradas y un formato claro y legible.
La pantalla grande se puede usar de varias formas: Como imagen continua única Para visualizar todas las imágenes del sistema en forma superpuesta
Para crear presentaciones agrupadas de varias imágenes
Para crear visualizaciones para visi-tantes
Para “vídeo en vivo”, en lugar de monitores separados de vídeo
Otra importante finalidad del puesto de trabajo es la mejora del entorno de trabajo para los operadores. ABB quiere modificar la función de estos operadores para que puedan trabajar más eficientemente y obtener más satisfacción de su trabajo.
Entre las mejoras del entorno de tra-bajo están la capacidad de subir y ba-jar la superficie curva de trabajo y el
pupitre. Análogamente es posible su-bir y bajar la pantalla grande, o incli-narla ligeramente para orientarla hacia el punto en que están sentados los operadores. Instalando la pantalla grande directamente en la parte pos-terior del pupitre en lugar de en una pared, como suele ser lo habitual, los pasantes o visitantes no perturban la visión general. Otra posible mejora del entorno de trabajo es trasladar los ordenadores fuera de la sala de con-trol, evitando así sus emisiones de calor y ruido en la zona de trabajo del operador.
ABB quiere modificar la función de los operadores para que puedan trabajar más eficientemente y obtener más satisfacción de su trabajo.
Un buen ejemplo de esto es la nueva tecnología desarrollada por la compa-ñía electrónica Matrox Graphics. Ma-trox introduce en la estación de traba-jo o en el servidor una tarjeta transmi-sora que sustituye la tarjeta gráfica es-tándar y puede ser conectada con un cable de fibra óptica a una unidad gráfica remota situada en el lado del operador. La unidad gráfica remota contiene todas las E/S necesarias: cua-tro puertos de monitor, seis puertos USB para periféricos, teclado y ratón, así como conexión de audio para alta-voces. La unidad gráfica a distancia 2
Matrox funciona con todas las instala-ciones del sistema 800xA.
Los entornos de trabajo constituyen un campo de interés para la compañía consultora internacional ARC Advisory Group, a la que le fue encomendada la tarea de comparar diferentes tecno-logías de estaciones de trabajo de operador y hacer recomendaciones para futuros desarrollos. Estudió y va-loró muy positivamente el puesto de trabajo System 800xA Extended Ope-rator Workplace, describiéndolo como “una estación de trabajo optimizada ergonómicamente, diseñada para me-jorar el entorno de trabajo y la efi-ciencia del operador, dotada de carac-terísticas que reducen la fatiga y am-plían la capacidad de comprensión del operador”.
El puesto de trabajo System 800xA Extended Operator Workplace ha sido presentado en diversas ferias de muestras de todo el mundo y siempre ha despertado un gran interés. Gran parte de los visitantes era de una opinión unánime: “Este puesto de trabajo de ABB es precisamente lo que necesitamos“.
Per Lundmark
ABB Automation Technologies AB
Västerås, Suecia
2 La solución gráfica a distancia Matrox reduce las emisiones de calor y ruido en la sala de control, ofreciendo a los operadores sólo la interfaz de usuario. Los ordenadores están situados en otra sala.
La tecnología de visualización interactiva de ABB ofrece una ayuda óptima a los operadores.
Productividad del capital
Proyecciones de productividad

Conciencia del espacioLas representaciones 3D permiten a los operadores de sala de control conocer mejor la situaciónKristoffer Husoy, Torgeir Enkerud
Los avances logrados en potencia de cálculo y en algoritmos de control permiten a los ordenadores manejar ta-reas de control de procesos cada vez más complejos. ¿Cómo será el futuro para el personal de salas de control? Resulta improbable un escenario en que el ordenador asuma el mando de la sala de control, ya que la capacidad humana para pensar creativamente, evaluar e improvisar sigue sin tener rival. Sin embargo, el personal de salas de control está pasando a ocupar puestos que exigen una visión panorámica más amplia, con el resultado de que conoce las plantas con menos detalle. Cada día más, la eficiencia del personal depende del modo en que se le presente la información.
ABB está desarrollando una representación tridimensional para el sector del petróleo y el gas que permite al operador examinar el interior de la planta y tener una visión general de lo que ocurre en ella. La vista 3D también ayuda a la comunicación con el personal de campo, haciendo que ambas partes vean la planta de la misma forma y reduciendo el riesgo de que una interpretación errónea pueda conducir a acciones inadecuadas.
40 Revista ABB 1/2007
Productividad del capital

41Revista ABB 1/2007
Los procesos industriales de hoy día son controlados por operadores
humanos, que cuentan con la ayuda de sistemas de control industrial. Es probable que esta situación se man-tenga en el futuro previsible. Aunque los avances de la automatización per-miten reducir la mano de obra y, por consiguiente, los gastos de explota-ción, la inigualable capacidad creativa y de resolución de problemas del ser humano seguirá siendo indispensable en el pupitre de control durante mu-chos años. Esto significa que los ope-radores y los sistemas de automatiza-ción han de seguir colaborando en la supervisión y control de tales proce-sos. Una comunicación clara y eficien-te entre las dos partes sigue siendo una condición para el funcionamiento óptimo de los procesos industriales.
Ésta es la base de un proyecto de in-vestigación de ABB Noruega, que está centrado en las necesidades de las plantas industriales de petróleo y gas. En estas instalaciones, el sistema de control necesita visualizar información de forma clara e intuitiva para hacer posible que el operador haga lo que mejor sabe hacer: interpretar informa-ción, resolver problemas y ser creati-vo. Cuando el sistema de control pre-senta la información de forma idónea para que la interprete el ser humano, el operador puede asimilar más infor-mación y entender más rápidamente lo que está pasando.
Operadores a cargo del control La seguridad y el funcionamiento glo-bales de una planta dependen de los
operadores humanos que ejercen el control y desempeñan un papel deci-sivo e indispensable en las operacio-nes globales de la planta. Actualmen-te, los procesos se controlan casi siempre desde un lugar central, la sala de control. Los operadores de la sala de control son responsables de la su-pervisión diaria del proceso. Esto im-plica tomar decisiones fundamentales como, por ejemplo, establecer niveles de optimización para el proceso, pro-gramar el mantenimiento de las insta-laciones y responder a situaciones de alarmas críticas.
Si los operadores de salas de control están lejos de la planta, no podrán tener un conocimiento muy detallado de los emplaza-mientos físicos y de las relaciones espaciales en la planta.
Sin embargo, los operadores de las salas de control no dirigen por sí so-los el funcionamiento de la planta, si-no que dependen del personal de campo. Estos operadores que trabajan sobre el terreno son las manos y los ojos del taller. Entre sus actividades están el hacer funcionar, configurar y calibrar los equipos, así como realizar operaciones de mantenimiento y ser-vicio junto con los técnicos dedicados específicamente a esas tareas. Ade-más, los ingenieros de procesos, los
ingenieros de instrumentación, los expertos a distancia y el personal administrativo desempeñan también una función importante en el funcio-namiento diario.
El funcionamiento general de la plan-ta depende de que todos los sistemas y el personal actuante realicen su tra-bajo coordinadamente. Esta colabora-ción puede producirse en el mismo lugar o a distancia. En el primer tipo de colaboración, los operadores de control de procesos, operadores de campo y directores se reúnen para discutir los problemas y planificar las operaciones. Algunos ejemplos son las paradas y arranques, los progra-mas de mantenimiento y los trabajos de mejora. En el caso de colabora-ción a distancia, el personal de la ins-talación colabora con personal aleja-do, como los operadores de campo o los expertos a distancia. Cuando se realizan operaciones de mantenimien-to en la planta, por ejemplo, los ope-radores de control del proceso y los operadores de campo trabajan juntos para garantizar la mayor seguridad posible de funcionamiento. Los ope-radores de control del proceso com-prueban que el equipo está correcta-mente cerrado y aislado y ayudan a los operadores de campo en su tarea de mantenimiento.
Estos dos escenarios exigen una estre-cha colaboración entre personas con grandes diferencias en cuanto a cono-cimientos y campos de especialización y, a menudo, con diferentes orígenes culturales, técnicos y sociales.
Productividad del capital
Una profunda integración de la interfaz tradicional de operador con la interfaz 3D propuesta es vital para aumentar la eficiencia y ayudar al operador a conocer mejor la situación.
Conciencia del espacio

42 Revista ABB 1/2007
A las puertas del futuro Mirando hacia el futuro se pueden identificar varias tendencias que afec-tarán a la situación y a la función del operador de sala de control. La princi-pal de ellas es la centralización de sa-las de control, que ha sido impulsada recientemente por la demanda de más rentabilidad, menos costes y más se-guridad y eficiencia de funcionamien-to. Esta tendencia, que en el sector del petróleo se suele denominar “Operaciones Integradas”, “e-Campos” o “Campos del Futuro”, tendrá un gran impacto sobre el control de plan-tas industriales.
El operador puede nave-gar en torno al modelo, estudiar los detalles, ob-tener una visión general y ver claramente las relacio-nes físicas y espaciales.
Si los operadores de salas de control están situados lejos de la planta, no podrán tener un conocimiento muy detallado de los emplazamientos físi-cos y de las relaciones espaciales en la planta. Esto podría llevar a que los operadores de campo sean el único personal con conocimiento detallado de lugares específicos, mientras los operadores de control asuman más ta-reas relacionadas con la administra-ción y la optimización. Esta tendencia también llevará, probablemente, a que un operador de sala de control se ocupe de controlar áreas más grandes de la planta o incluso varias plantas distintas.
Además, las compañías petrolíferas tienden cada día más a responsabilizar a los proveedores de los equipos y
subsistemas, por medio de contratos de servicio. Los proveedores, como ABB, no necesitarán situar personal en todos los puntos, sino más bien supervisar y controlar los equipos desde un lugar central. Será necesario que los proveedores tengan acceso on-line a información activa y relevan-te de la planta y que cuenten con medios eficientes para comunicarse y colaborar con el personal de la insta-lación.
Finalmente, existe una clara tendencia a conseguir avances en sistemas de instrumentación y medición, potencia de cálculo y capacidad de redes para producir cantidades mayores de datos. Los datos se transmitirán con más fre-cuencia y además habrá más sensores transmitiéndolos a la sala de control. En la sala de control entrarán más da-tos y aumentará el riesgo de sobrecar-ga de información.
La perspectiva humanaLa interpretación de estas tendencias nos dice que se reducirá más el nú-mero de operadores, pero no es rea-lista ni deseable automatizar comple-tamente estos procesos. Por consi-guiente, en un futuro previsible, los operadores humanos seguirán mante-niendo el control y dependerán mu-cho de su capacidad para comunicar-se con los componentes automáticos del sistema de control. Al estudiar es-te aspecto desde la perspectiva huma-na se hacen evidentes varias conse-cuencias interesantes para un provee-dor de sistemas de control como es ABB:
Ayudar al operador a conocer mejor la situaciónEl operador ha de comprender el esta-do de la planta en todo momento, lo que significa que necesita tener el vo-
lumen adecuado de información, que ha de ser correcta, y, lo que es más aún más importante, la información ha de visualizarse de forma que el operador pueda asimilarla y actuar en consecuencia.
Garantizar la distribución óptima de tareas entre el operador y el sistemaPara seleccionar las tareas que debe realizar el operador y las que deben ser automatizadas por el sistema es necesario tomar una decisión cons-ciente. Esta decisión se ha de basar en el conocimiento de cuál de ellos, el operador o el sistema, está me mejo-res condiciones de hacer el trabajo. De esta forma se puede optimizar el rendimiento del sistema, inclusive el del operador humano y el del ordena-dor. Esta perspectiva defiende que las tareas asignadas al operador deben ser acordes con las capacidades humanas, y que el ordenador debe manejar las tareas para las que está más capacitado Cuadro .
Apoyo a la colaboración, local o a distanciaComo ya hemos expuesto, hay mu-chos componentes que contribuyen al buen resultado de la operación de la planta, de modo que es importante apoyar la colaboración entre ellos. Esto significa que los colaboradores tienen que poder acceder a la misma información y compartirla, así como tener conocimiento de la situación y del contexto en que trabaja cada uno.
La visualización 3D en ayudaUn proyecto de investigación de ABB Oil & Gas (Noruega) está estudiando actualmente la forma en que una in-terfaz 3D entre la planta y el proceso puede resolver los problemas descri-tos. La idea es utilizar modelos tridi-mensionales de la planta y de todo el equipo en la interfaz del operador. Los modelos 3D se ensamblan con di-mensiones correctas para el esquema de distribución real de la planta y los modelos se vinculan estrechamente con los objetos correspondientes del sistema de control. El operador puede navegar en torno al modelo, estudiar los detalles, obtener una visión gene-ral y ver claramente las relaciones físi-cas y espaciales.Por tanto, ¿qué ventajas ofrece intro-ducir esta nueva dimensión? Una in-
Cuadro Potencial de las personas y de los ordenadores para la toma de decisiones, basado en la lista de Fitt.
El ser humano es mejor en El ordenador es mejor en
Percibir patrones Responder rápidamente a tareas de controlImprovisar y utilizar procedimientos flexibles Tareas repetitivas y rutinariasRecordar hechos relevantes en el momento Razonar deductivamenteadecuado Tratar simultáneamente muchasRazonar inductivamente tareas complejasDiscernir
Productividad del capital
Conciencia del espacio

43Revista ABB 1/2007
terfaz 3D es una reproducción natural y, por consiguiente, fácil de recono-cer. Muestra relaciones y dimensiones de forma intuitiva y es especialmente apropiada para la mente humana. El ser humano está acostumbrado a per-cibir objetos, recordar lugares y rela-ciones y orientarse en tres dimensio-nes. Y es más, en realidad tenemos unas facultades ideales para ello. Es más eficiente visualizar información compleja en tres dimensiones que con las técnicas de presentación tradicio-nales.
Son evidentes las ventajas de utilizar modelos 3D de proceso y de planta para interfaces de operador destina-dos al control industrial. Ampliando la interfaz de control del proceso con una interfaz 3D se pueden superar muchos de los problemas menciona-dos. El operador puede comprender mejor la situación y librarse del es-fuerzo mental de intentar entender di-cha situación o recordar la localiza-ción. Una representación 3D puede simplificar la colaboración. Las limita-ciones físicas de lo que puede y no puede hacer un operador de campo, las relaciones físicas entre diferentes objetos y la ubicación de los compo-nentes se entienden de forma inme-diata e intuitiva cuando se observa una representación 3D de la planta. El operador no necesita haber estado en el lugar ni tiene que recordar en qué punto exacto se encuentra el compo-nente. La interfaz lo muestra clara-mente y sin ambigüedades.Además, si se conoce la posición del operador de campo, por ejemplo con
algún método de seguimiento, las ventajas son aún más evidentes. Ya no es necesario que el operador explique lo que ve, pues la interfaz presenta tal información con exactitud. Explicar la posición exacta en que uno se en-cuentra no es sencillo con el radiote-léfono portátil, especialmente si el operador de la sala de control o el ex-perto, alejado, no está familiarizado con el lugar. En una situación crítica pueden ser de gran valor los segun-dos ahorrados gracias a este claro co-nocimiento de la situación. Y lo más importante es que la posibilidad de error se reduce radicalmente. Puesto que el operador de la sala de control puede ver claramente el componente al que se enfrenta el operador de campo, es mucho más fácil detectar fallos como los errores de lectura o de interpretación.
No es posible, ni deseable, eliminar los gráficos tradicionales de proceso. Es fundamental una profunda integra-ción entre estos gráficos y la interfaz. El operador ha de poder pasar sin es-fuerzo de una representación a otra para seleccionar la más apropiada en ese momento. Ambas interfaces tienen ventajas y es necesario conocerlas cla-ramente para saber aprovecharlas. Por ejemplo, la interfaz bidimensional tra-dicional es eficaz para mostrar una vista general simplificada y estructura-da, mientras que la interfaz tridimen-sional es más apropiada para observar las relaciones y entender los aspectos físicos de la planta de proceso. Un en-torno 3D es también más apropiado para navegar en amplios espacios de
información, una tarea muy compleja para los operadores de sala de con-trol. Hoy en día resulta tedioso nave-gar entre gráficos del proceso, pero los operadores dependen de poder encontrar rápidamente lo que están buscando. Dado que ayuda a tener un mejor conocimiento espacial y pro-porciona un movimiento eficiente en-tre los distintos lugares, la navegación puede resultar natural y fácil, de mo-do que el usuario pueda concentrarse en resolver el problema.
¿Cuánto tiempo deberá transcurrir hasta que llegue este futuro? ABB ha desarrollado un prototipo conceptual que funciona en el marco del Sistema 800xA. Éste es un paso necesario para obtener valiosa información de res-puesta de operadores, clientes y fuen-tes internas. El conocimiento de las ventajas reales de las interfaces 3D sólo se puede conseguir con pruebas reales e investigación experimental. Los primeros resultados evidencian una mejora de la interacción en mu-chos de los problemas con que se enfrentan actualmente los operadores de salas de control.
Kristoffer Husoy
ABB Strategic R&D for Oil & Gas
Oslo, Noruega
Torgeir Enkerud
ABB Strategic R&D for Oil & Gas
Oslo, Noruega
Productividad del capital
La interacción con objetos puede tener lugar de la misma manera que en la interfaz de operador tradicional. El menú contextual permite acceder a todos los aspectos del componente.
Entre otros aspectos espaciales, el modelo 3D proporciona una vista general de la ubicación de los objetos y del personal.
Conciencia del espacio

Gráficos del enlace más débilNuevas herramientas para visualizar el estado del sistema eléctrico Mats Larsson, Reynaldo Nuqui, Linda-Maria Johansson, Stefan Bengtzing
Los últimos grandes apagones han dejado al descubierto la vulnerabilidad de las redes de transmisión de energía eléctrica. Con frecuencia, tales apagones se deben a o son agrava-dos por la sobrecarga de los equipos. La desconexión resultante desplaza la sobrecarga a otras líneas y puede derivar en apagones por zonas, con consecuencias negativas para la productividad de las compañías y para la seguridad y el confort de las personas.
En la mayoría de los casos, los operadores pueden limitar el alcance de los daños tomando las decisiones correctas en el momento justo, lo que a su vez requiere disponer de infor-mación fácilmente accesible.
ABB está aportando innovaciones para la sala de control. Las visualizaciones gráficas muestran la carga en todas las líneas y ayudan a identificar los enlaces más débiles. La topología de la red se asocia con datos geográficos y ambientales: los operadores pueden identificar líneas que corren peligro de avería debido al mal tiempo o a la vegetación.
44 Revista ABB 1/2007
Productividad del capital
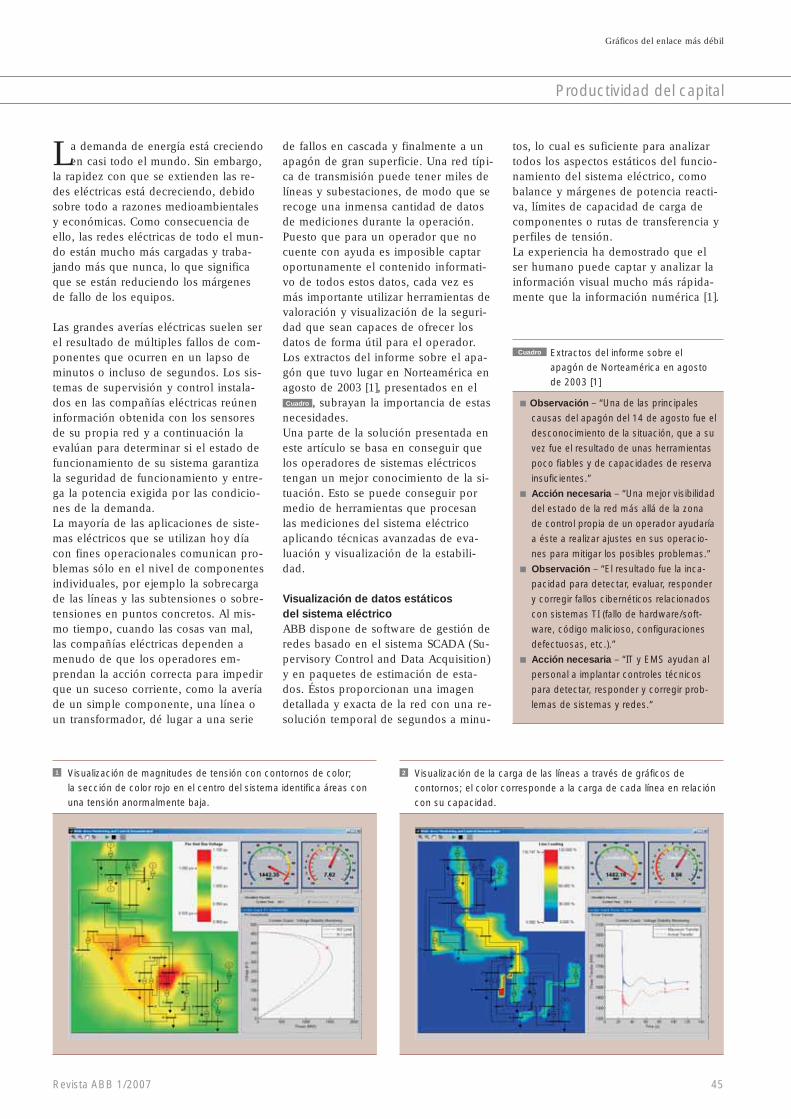
45Revista ABB 1/2007
La demanda de energía está creciendo en casi todo el mundo. Sin embargo,
la rapidez con que se extienden las re-des eléctricas está decreciendo, debido sobre todo a razones medio ambientales y económicas. Como consecuencia de ello, las redes eléctricas de todo el mun-do están mucho más cargadas y traba-jando más que nunca, lo que significa que se están reduciendo los márgenes de fallo de los equipos.
Las grandes averías eléctricas suelen ser el resultado de múltiples fallos de com-ponentes que ocurren en un lapso de minutos o incluso de segundos. Los sis-temas de supervisión y control instala-dos en las compañías eléctricas reúnen información obtenida con los sensores de su propia red y a continuación la evalúan para determinar si el estado de funcionamiento de su sistema garantiza la seguridad de funcionamiento y entre-ga la potencia exigida por las condicio-nes de la demanda.La mayoría de las aplicaciones de siste-mas eléctricos que se utilizan hoy día con fines operacionales comunican pro-blemas sólo en el nivel de componentes individuales, por ejemplo la sobrecarga de las líneas y las subtensiones o sobre-tensiones en puntos concretos. Al mis-mo tiempo, cuando las cosas van mal, las compañías eléctricas dependen a menudo de que los operadores em-prendan la acción correcta para impedir que un suceso corriente, como la avería de un simple componente, una línea o un transformador, dé lugar a una serie
de fallos en cascada y finalmente a un apagón de gran superficie. Una red típi-ca de transmisión puede tener miles de líneas y subestaciones, de modo que se recoge una inmensa cantidad de datos de mediciones durante la operación. Puesto que para un operador que no cuente con ayuda es imposible captar oportunamente el contenido informati-vo de todos estos datos, cada vez es más importante utilizar herramientas de valoración y visualización de la seguri-dad que sean capaces de ofrecer los datos de forma útil para el operador. Los extractos del informe sobre el apa-gón que tuvo lugar en Norteamérica en agosto de 2003 [1], presentados en el Cuadro , subrayan la importancia de estas necesidades.Una parte de la solución presentada en este artículo se basa en conseguir que los operadores de sistemas eléctricos tengan un mejor conocimiento de la si-tuación. Esto se puede conseguir por medio de herramientas que procesan las mediciones del sistema eléctrico aplicando técnicas avanzadas de eva-luación y visualización de la estabili-dad.
Visualización de datos estáticos del sistema eléctricoABB dispone de software de gestión de redes basado en el sistema SCADA (Su-pervisory Control and Data Acquisition) y en paquetes de estimación de esta-dos. Éstos proporcionan una imagen detallada y exacta de la red con una re-solución temporal de segundos a minu-
tos, lo cual es suficiente para analizar todos los aspectos estáticos del funcio-namiento del sistema eléctrico, como balance y márgenes de potencia reacti-va, límites de capacidad de carga de componentes o rutas de transferencia y perfiles de tensión.La experiencia ha demostrado que el ser humano puede captar y analizar la información visual mucho más rápida-mente que la información numérica [1].
1 Visualización de magnitudes de tensión con contornos de color; la sección de color rojo en el centro del sistema identifica áreas con una tensión anormalmente baja.
2 Visualización de la carga de las líneas a través de gráficos de contornos; el color corresponde a la carga de cada línea en relación con su capacidad.
Cuadro Extractos del informe sobre el apagón de Norteamérica en agosto de 2003 [1]
Observación – “Una de las principales
causas del apagón del 14 de agosto fue el
desconocimiento de la situación, que a su
vez fue el resultado de unas herramientas
poco fiables y de capacidades de reserva
insuficientes.”
Acción necesaria – “Una mejor visibilidad
del estado de la red más allá de la zona
de control propia de un operador ayudaría
a éste a realizar ajustes en sus operacio-
nes para mitigar los posibles problemas.”
Observación – “El resultado fue la inca-
pacidad para detectar, evaluar, responder
y corregir fallos cibernéticos relacionados
con sistemas TI (fallo de hardware/soft-
ware, código malicioso, configuraciones
defectuosas, etc.).”
Acción necesaria – “IT y EMS ayudan al
personal a implantar controles técnicos
para detectar, responder y corregir prob-
lemas de sistemas y redes.”
Productividad del capital
Gráficos del enlace más débil

46 Revista ABB 1/2007
Se pueden utilizar mapas de contornos o curvas de perfiles de tensión, carga o generación para visualizar las condicio-nes operativas en el nivel de sistema y ayudar a los operadores a localizar puntos problemáticos en la red, dando un vistazo a la pantalla. Un ejemplo se muestra en 1 , donde las magnitudes de la tensión se indican mediante contor-nos en color. Las secciones rojas en el centro del sistema identifican áreas con una tensión anormalmente baja. Des-pués de una rápida localización se pue-den abrir visualizaciones numéricas más detalladas para investigar más a fondo el origen y la posible solución a una si-tuación anormal de la red. En el gráfico de contornos, el color indica la grave-dad de la amenaza y las posiciones en los mapas de contornos corresponden a la situación geográfica del área proble-mática. En comparación con el uso del registro convencional de alarmas o avi-
sos, que generalmente sólo muestra la localización en forma de una cadena de texto, es mucho más fácil para un ope-rador encontrar una solución al proble-ma. Y lo más importante es que, cuan-do hay desviaciones respecto al perfil normal de tensión en varios lugares al mismo tiempo, la visualización en color se puede utilizar para clasificar la gra-vedad de las diferentes amenazas a la seguridad del sistema eléctrico y selec-cionar rápidamente la zona óptima en la que conviene concentrar las medidas correctoras.Una vez localizado un punto problemá-tico en el mapa de contornos, un ope-rador puede emprender una acción pre-ventiva para evitar que una situación anormal se agrave hasta convertirse en una avería del sistema. En el ejemplo de 1 , el operador puede desconectar cargas o insertar baterías de condensa-dores adicionales o dispositivos FACTS
(Flexible AC Transmission System) para proporcionar potencia reactiva y mejo-rar el perfil de la tensión.Los mapas de contornos se pueden usar también eficazmente para localizar con precisión componentes sobrecargados en la red. La mayor parte de los equipos disponen de dispositivos de protección local que los desconectarán con una de-mora de decenas de minutos, si se deja que persistan tales sobrecargas. Por con-siguiente, gracias a la información co-rrecta proporcionada, los operadores pueden observar a tiempo las sobrecar-gas y tomar diversas medidas correcto-ras, como desconectar cargas o reconfi-gurar la red antes de que el sistema de protección contra las sobrecargas desco-necte las líneas, evitando así los fallos y apagones en cascada. En la figura 2 se muestra un ejemplo de visualización donde el contorno de color corresponde a la carga de cada línea en relación con su capacidad. La sección de color rojo se puede usar para localizar rápidamen-te las líneas sobrecargadas.
Visualización de la dinámica del sistema eléctricoUna nueva tecnología de medición de fasores y de sistemas de medición de áreas extensas (WAMS, Wide-Area Mea-surement System) puede proporcionar datos con una velocidad de 10 a 20 me-diciones por segundo. Esto garantiza una respuesta del sistema de medición suficientemente rápida para la super-visión, no sólo de fenómenos lentos, como la dinámica de evolución de ten-
3 Visualización en tiempo real de la dinámica de la frecuencia en 3D; las velocidades de los generadores y los resultados de la supervisión de la estabilidad oscilatoria están representados por barras animadas en tiempo real.
4 Visualización en tiempo real de una red eléctrica con capas superpuestas de mapas en relieve sombreado GIS y mapas de redes de carreteras
Productividad del capital
Gráficos del enlace más débil

47Revista ABB 1/2007
siones y cargas, sino también de fenó-menos más rápidos, como la dinámica de oscilaciones, transitorios y frecuen-cias que son importantes para la estabi-lidad del sistema eléctrico. Sin embargo, debido a la alta resolución de tiempo de las mediciones, un sistema WAMS proporcionará enormes cantidades de datos que necesitan ser procesados correctamente para las aplicaciones específicas, antes de ser presentados al operador.Los datos de mediciones de fasores se pueden analizar también automática-mente de varias formas. La supervisión de la estabilidad de la tensión usa me-diciones en los dos extremos de una línea o corredor, extremos críticos en cuanto a estabilidad de la tensión. Esta función de control estima un modelo equivalente del corredor y evalúa la es-tabilidad de la tensión del sistema entre 10 y 20 veces por segundo. La salida se visualiza usando la característica poten-cia-tensión mostrada en la parte inferior derecha de 1 , donde el asterisco rojo corresponde al punto de operación ac-tual y el punto situado más a la derecha de la curva azul representa la capacidad máxima de carga. La visualización del medidor “Loadability” (capacidad de carga) también indica que la carga ac-tual es el 92 por ciento del máximo va-lor teórico. La supervisión de cómo se amortiguan las oscilaciones utiliza la estimación on-line de un modelo de sistema dinámico equivalente a partir de los datos de me-dición de los fasores. El modelo se pue-de usar para evaluar la estabilidad de las llamadas oscilaciones entre áreas, que se hacen más corrientes a medida que se interconectan redes para cubrir grandes áreas. La amortiguación es indi-cada por el medidor situado en la parte superior derecha de 2 . La figura 3 muestra una situación con 1,8 por cien-to de amortiguación del modo oscilato-rio dominante. Una amortiguación ne-gativa significaría que la oscilación es inestable y podría conducir al colapso del sistema eléctrico. Generalmente se desea una amortiguación de al menos un 6–7 por ciento. Cuando se detecta una amortiguación tan baja como la que aquí se muestra, el operador ha de ser alertado para que pueda adoptar medidas correctoras.Además, la figura 3 presenta una visua-lización tridimensional de la dinámica de la frecuencia. En la figura, las barras
mostradas debajo del esquema con co-lores fríos (de violeta a verde) repre-sentan buses o generadores donde la frecuencia estimada o medida está por debajo de la media ponderada del siste-ma. Las barras representadas encima del esquema en tonos de colores cáli-dos (de verde a rojo) representan áreas donde la frecuencia está por encima de la media ponderada del sistema. La figura muestra claramente que los dos generadores de un extremo del sistema oscilan como grupo frente al grupo de tres generadores del otro extremo. En este caso, la oscilación está cerca de la inestabilidad, como pone de relieve la baja amortiguación que muestra el me-didor de la parte superior derecha.
El papel de GISLos sistemas de información geográfica GIS mejoran la visualización de los sis-temas eléctricos asociando datos espa-ciales con los equipos de transmisión. Soportan una gran variedad de opcio-nes de visualización, tales como contor-nos y animación, convirtiéndose en pla-taformas atractivas para visualizar datos de sistemas eléctricos en tiempo real con referencias geográficas, por ejem-plo, los contornos de tensiones y cargas antes discutidos. La información GIS se almacena en capas de mapas geográfi-
cos, simplificando el relacionar las con-diciones de la red de transmisión con otras informaciones relevantes, como las condiciones atmosféricas, el creci-miento de la vegetación y las redes de carreteras. Los datos meteorológicos en tiempo real, integrados en GIS, dan al operador un mejor conocimiento de la situación. Con la ayuda de un sistema como éste, por ejemplo, la identifica-ción de un frente meteorológico que se desplaza hacia un área determinada permite a los operadores localizar de forma rápida y precisa las instalaciones de transmisión con mayores riesgos de avería. Junto con los datos SCADA/EMS1), el operador puede proceder en-tonces a enviar órdenes para proteger el sistema contra los posibles fallos en cascada. Los mapas de vegetación GIS se pueden combinar con información acerca de la carga de las líneas para identificar las que tienen mayor riesgo de descargas disruptivas y de averías debidas a una excesiva flecha de la ca-tenaria. Estas líneas se convierten en candidatas para el análisis de riesgos EMS. Inversamente, si el mapa de vege-tación GIS muestra un crecimiento infe-rior al habitual, los operadores pueden aumentar la carga de líneas con restric-ciones por peligro de flecha excesiva. Los datos GIS pueden mejorar también
5 La función Dynamic Contour Coloring de Network Manager de ABB supervisa desviaciones respecto a los niveles de tensión nominal; las áreas rojas y azules indican tensiones altas y bajas respectivamente.
Productividad del capital
Gráficos del enlace más débil

48 Revista ABB 1/2007
las acciones del operador después de producirse las condiciones de perturba-ción. Los resultados de los dispositivos de localización de fallos de la línea de transmisión se pueden convertir en co-ordenadas geográficas para identificar los tramos de torres afectadas, que jun-to con los datos GIS sobre el terreno, la vegetación, redes de carreteras y condi-ciones atmosféricas, permite a los ope-radores estimar rápidamente el tiempo requerido para las reparaciones. El tiempo de reparación juega un papel crítico para decidir si un operador debe emitir costosas órdenes de arranque/pa-rada de unidades. En casos de fuertes tormentas, los mapas GIS que visuali-zan las correspondientes posiciones geográficas de los equipos de personal de mantenimiento de líneas y árboles ayudan a los operadores a decidir qué partes del sistema eléctrico pueden res-taurarse rápidamente para reducir al mí-nimo el tiempo que los clientes van a estar sin servicio.Los operadores pueden acceder a los datos GIS navegando por diversas apli-caciones con sistemas SCADA/EMS. La figura 4 muestra una interfaz GIS que presenta un diagrama eléctrico uni-filar con mapas y redes de carreteras de referencia geográfica. Supongamos que un objeto GIS que representa una sub-estación ha cambiado de color y empie-za a destellar, indicando una alarma; el operador puede entonces hacer clic con el botón derecho del ratón en el objeto GIS para extraer un menú contextual
que le permite navegar por la interfaz NM WS500 de ABB correspondiente a esa subestación. En la interfaz WS500, el operador comprueba que la alarma indica una avería en un interruptor, la confirma mediante acuse de recibo y luego envía una orden de mantenimien-to. A continuación, el operador hace clic con el botón derecho del ratón en el interruptor, navega de vuelta a la in-terfaz GIS y rápidamente observa la red de carreteras en torno a la subestación. El operador puede entonces hacer cam-bios en las cargas de las centrales gene-radoras y de las líneas, basados en las nuevas condiciones de operación resul-tantes tras la interrupción del servicio. La información geográfica de los datos GIS se puede combinar también con el mapa de contornos del estado eléctrico, según se ilustra en 5 (que muestra una imagen de pantalla del gestor de redes (Network Manager) de ABB. Esta figura muestra un mapa en relieve importado de un GIS junto con un diagrama de la red. El perfil de la tensión se muestra en forma de mapa de contornos.
De los laboratorios de investigación a los sistemas SCADA de ABBLa visualización de la dinámica de los sistemas eléctricos sigue siendo un im-portante campo de investigación del que emergerán nuevas técnicas de vi-sualización para mejorar el conocimien-to de la situación operativa de los siste-mas eléctricos. Sin embargo, la técnica ya está encontrando soluciones fuera de
los laboratorios de investigación, en los sistemas SCADA de ABB utilizados para procesos distribuidos geográficamente.El sistema Network Manager de ABB soporta ahora una función que utiliza la técnica de coloración dinámica de con-tornos. Esta función se presenta en 5 ; la estación de operador WS500 muestra un mapa universal ampliable (función zoom) con una vista geográfica general del proceso. La capa de coloración di-námica de contornos es semitransparen-te y se puede superponer, como en esta figura, a una capa de un mapa GIS re-cuperado en Internet de un servidor de mapas GIS. La información en tiempo real se superpone al mapa GIS y la ima-gen dinámica de contornos de color. La navegación por objetos de aspecto se puede usar para explorar, por ejemplo, sistemas de gestión de activos y de mantenimiento.
Mats Larsson
ABB Switzerland Ltd, Corporate Research
Dättwil, Suiza
Reynaldo Nuqui
ABB Inc, Corporate Research
Raleigh, USA
Linda-Maria Johansson
Stefan Bengtzing
ABB Sweden AB
ABB Power Technologies
Network Management Västeras, Suecia
Nota1) SCADA: Supervisory Control and Data Acquisition
(sistema de medición y control distribuido a gran
escala). EMS: Energy Management System (siste-
ma de ayuda por ordenador utilizada para monito-
rización, control y optimización del sistema).
Bibliografía
[1] US-Canada Power System Outage Task Force “In-
terim Report: Causes of the August 14th Blackout
in the United States and Canada“ November
2003.
[2] Human Factors Aspects Of Power System Voltage
Visualizations, Wiegmann, D. A., A. M. Rich,
T. J. Overbye, and Y. Sun. Proceedings of the
35th Hawaii International Conference on System
Sciences. September 2002.
[3] M. Zima, M. Larsson, P. Korba, C. Rehtanz and
G. Andersson, “Design Aspects for Wide-Area
Monitoring and Control Systems,” Proceedings of
the IEEE, pp. 980–996, vol. 93, no. 5, May 2005.
Productividad del capital
Gráficos del enlace más débil
Modelo de sala de control de Network Manager de ABB

ABB ofrece una de las mayores car-teras de accionamientos de CA del mundo, cada día con más aplicacio-nes. Dada la creciente demanda de flexibilidad, fiabilidad y facilidad de uso, ABB ha presentado una serie de soluciones para hacer la vida más fácil y barata a sus clientes.
Tradicionalmente, los accionamien-tos se han aplicado principalmente
en bombas, ventiladores, cintas trans-portadoras y otros equipos. Y aunque se siguen utilizando en estas aplicacio-nes, el usuario actual tiene un plantea-miento muy diferente al de hace una década.
Los accionamientos están hoy día plena-mente desarrollados y, por consiguiente, gozan de gran aceptación como produc-to. La pregunta “¿qué hace?” ha cedido el paso a la convicción de que el acciona-miento “simplemente hará lo que tiene que hacer”. Esta actitud asume que un accionamiento es fácil de comprar, insta-
lar, arrancar y poner en servicio, y que su gestión y explotación son sencillas. Por otra parte, los accionamientos están encontrando nuevas aplicaciones, por ejemplo en aparatos de ejercicio físico, hornos de pizzas, centrifugadoras de miel e instalaciones de lavado de auto-móviles. En estas aplicaciones, el accio-
49Revista ABB 1/2007
Facilidad de uso
Combinando funciones y utilizando menos piezas, ABB ha reducido el tamaño de sus accionamientos, au-mentando al mismo tiempo su fiabili-dad. También ha desarrollado un mé-todo de ajuste simplificado con un teclado armonizado y asistentes de software que pueden utilizarse en to-
da la serie de accionamientos ABB. Se puede llevar a cabo una progra-mación más compleja usando la utili-dad Adaptive Programming de ABB y se pueden transferir parámetros entre accionamientos usando la tecnología FlashDrop, patentada por ABB.Todos estos avances son parte del
continuado esfuerzo de ABB para ofrecer la más moderna tecnología en siste-mas de alto ren-dimiento y, no obstante, de uti-lización sencilla para el usuario.
Hacia la simplicidad Los progresos de la tecnología de accionamientos CA facilitan el trabajo de los operadoresIlpo Ruohonen, Mika Pääkkönen, Mikko S. Koskinen

50 Revista ABB 1/2007
jora de las técnicas de refrigeración. Du-rante los 10 últimos años, de hecho, el tamaño de los accionamientos se ha re-ducido a la décima parte.
Reducción de costesOtra ventaja de usar menos componen-tes en un accionamiento es que se redu-cen los costes del mismo. ABB prevé que, durante los próximos años, el nú-mero de piezas de sus accionamientos se reducirá aproximadamente un 20 por ciento gracias al uso de electrónica inte-grada para eliminar componentes sepa-rados, como son las memorias externas flash y RAM y los convertidores analógi-cos/digitales. También se están integran-do piezas mecánicas, por ejemplo com-binando estructuras y recintos de modo que alberguen varias funciones.Reducir el número de piezas aumenta también la fiabilidad: menos piezas sig-nifica también tener menos interfaces y menos fijaciones mecánicas, que a me-nudo son origen de fallos.
Mejor refrigeraciónLos avances en el desarrollo de semi-conductores de potencia también han contribuido a mejorar los accionamien-tos. Una reducción en las pérdidas de potencia por milímetro cuadrado de sili-cio usado significa que esa misma área de silicio puede entregar más potencia. Este fenómeno ha dado como resultado semiconductores más pequeños y con menos necesidad de refrigeración den-tro del accionamiento, lo que a su vez permite utilizar disipadores térmicos menores y volúmenes de aire más pe-queños dentro del accionamiento: el re-
sultado de todo ello es que los acciona-mientos son cada vez más pequeños. Las únicas limitaciones son los termina-les, ya que han de alojar cables bastante grandes para transportar suficiente corriente al accionamiento.Pero la miniaturización de los acciona-mientos no se debe sólo al desarrollo de los semiconductores de potencia. La tec-nología de refrigeración también es muy importante. Se están haciendo grandes esfuerzos de I+D para reducir las necesi-dades de refrigeración y desarrollar nue-vas técnicas de conseguir ésta.Aunque la refrigeración por aire seguirá siendo, probablemente, la técnica domi-nante, la refrigeración por líquido en-cuentra cada día más aplicaciones en campos como la energía eólica, el trans-porte y las aplicaciones marítimas, como evidencia el accionamiento industrial de refrigeración líquida recientemente comercializado por ABB.
Más funcionalidadEstos accionamientos, cada día más re-ducidos, incluyen más y más funciones gracias a los avances logrados en el software. El software actual controla, diagnostica, configura y archiva infor-mación y parámetros relativos a los ac-cionamientos utilizados en plantas in-dustriales. Los ajustes se realizan en el software y a continuación se transfieren a los accio-namientos correspondientes. La informa-ción sobre los ajustes se archiva para una futura recuperación, aunque los operadores han de seguir consultando el manual del usuario para conseguir todas las ventajas que ofrece esta tecnología.
1 El teclado del accionamiento estándar de ABB permite configurar todas las funciones y parámetros con sólo ocho teclas de función programables.
2 FlashDrop, una nueva tecnología patentada por ABB que simplifica la configuración del accionamiento.
namiento es considerado indudable-mente como un producto básico de uso y los fabricantes de equipos originales, que quizás no han utilizado tradicional-mente accionamientos, demandan una vez más máxima sencillez. De hecho, los resultados de una encuesta [1] mues-tran que los usuarios de accionamientos de CA consideran ’muy importantes‘ la sencillez del control y del ajuste (70 por ciento) y la comodidad de las interfaces de operador (53 por ciento).
La búsqueda de la miniaturizaciónLa sencillez y la facilidad de uso se ma-nifiestan de muchas formas. El mero he-cho de que los accionamientos se pue-dan usar hoy en lavadoras domésticas prueba que su tamaño es extremada-mente pequeño. Los accionamientos se han hecho más pequeños, más capaces, más fáciles de usar y más baratos, en varios órdenes de magnitud. Los accionamientos de menor tamaño son más fáciles de instalar. Los fabrican-tes de paneles pueden instalar más ac-cionamientos dentro de un cubículo es-tándar, por lo que el panel puede tener un menor tamaño total. Esto permite el uso de salas de control más pequeñas y menos caras. También resulta mucho más sencillo para los OEM instalar ac-cionamientos en su equipo. Un ejemplo clásico se encuentra en las grúas, que siempre han tenido un espacio muy limitado para el accionamiento.La reducción de tamaño de los acciona-mientos ha resultado del uso de menos componentes, de la mayor densidad de empaquetado, de los avances de la tec-nología de semiconductores y de la me-
Facilidad de uso
Hacia la simplicidad

51Revista ABB 1/2007
ABB está esforzándose en desarrollar paneles inteligentes de control que re-duzcan significativamente la necesidad de manuales en soporte de papel. El secreto, no obstante, está en encontrar una forma sencilla de acceder a este tipo de funcionalidad. Pasemos por tanto al teclado 1 .
El teclado idealEl equipo I+D de ABB estudió minucio-samente el modo en que un usuario co-necta un accionamiento y desarrolló el teclado que considera más cómodo y fácil de usar que se haya construido ja-más. El teclado, hecho especialmente para el accionamiento estándar de ABB, presenta sólo ocho teclas de función programables que permiten acceder a todos los parámetros, funciones y ajus-tes. Incluso los propios botones del teclado fueron seleccionados cuidadosamente para garantizar el nivel de resistencia in-terna adecuado que proporcione al usuario la sensación de estabilidad y una detección precisa de la pulsación de las teclas.Para desarrollar el teclado, ABB elaboró 11 principios básicos de utilidad que consideran todos los aspectos de visibi-lidad y legibilidad, tipo de texto y termi-nología y los iconos utilizados. A partir de este trabajo, ABB está armonizando actualmente los teclados de todos sus accionamientos. Las características co-munes de aspecto y funcionalidad per-miten a los usuarios cambiar fácilmente de un producto ABB a otro sin necesi-dad de emplear tiempo en aprender co-sas nuevas para cada nuevo producto.
El valor real del tecladoEl teclado, con sus comandos intuitivos, tiene ventajas estéticas, pero también fi-nancieras para los clientes. La mayoría de las decisiones sobre inversiones im-plican el requisito de rapidez de instala-ción para garantizar que la producción comience de forma inmediata y sin pro-blemas. De extrema importancia es la velocidad de operación de una máquina tras la instalación de un nuevo equipo o una vez resuelta una parada de mante-nimiento. La avería de una máquina puede suponer costes de 20.000 dólares por hora, de modo que la facilidad de ajuste y la rapidez de la puesta en servi-cio son prioritarias. Esta urgencia au-menta el riesgo de cometer errores en la instalación y puesta en servicio, pero estos pueden evitarse reduciendo todo lo posible la intervención manual; para ello, el teclado es básico.Estos principios guía y el hecho de que el teclado sólo tiene ocho teclas sugirie-ron la necesidad de asistencia intuitiva. ABB desarrolló una serie de “asistentes” con el objetivo de guiar al usuario a tra-vés de diversos procedimientos. Éstos son los “asistentes de mantenimiento”, los “asistentes de diagnóstico” y, uno de los más utilizados, el “asistente de arranque”.
La magia de los asistentesCon el asistente de arranque, ABB pro-porciona una herramienta que guía al usuario durante el proceso de arranque y puesta en servicio, formulando pre-guntas en lenguaje de texto sencillo, sin números ni códigos de parámetros com-plejos. La inteligencia del producto ayu-
da al usuario durante el proceso de puesta en servicio.Para un fabricante de equipos originales (OEM), que podría comprar 4.000 accio-namientos de CA al año, no es desdeña-ble el tiempo que se ahorra utilizando un sistema de arranque sencillo, como el asistente de ABB. Puede reducir en 15 minutos el tiempo de puesta en ser-vicio de cada accionamiento. Conside-rando una jornada anual de 2.000 horas, la reducción equivale al 50% del tiempo de trabajo de un ingeniero.
La interfaz hombre-máquinaOtra herramienta útil para el fabricante de equipos originales es la interfaz hombre-máquina (HMI) portátil, que permite instalar los parámetros de los accionamientos en cuestión de segun-dos. Denominada FlashDrop y disponi-ble con accionamientos ABB selecciona-dos, este dispositivo se puede usar para seleccionar y ajustar parámetros y para copiar configuraciones entre acciona-mientos sin necesidad de energizar és-tos 2 . FlashDrop es una nueva tecnología, pa-tentada por ABB, que simplifica el pro-ceso de configuración del accionamien-to, permitiendo a los usuarios descargar un conjunto de parámetros en sólo dos segundos. El uso de FlashDrop no re-quiere conocimiento especializado algu-no, de modo que esta interfaz se hará muy familiar para los usuarios de accio-namientos ABB.Aunque la interfaz hombre máquina es muy importante, ABB ha intentado sim-plificar las aplicaciones de los clientes con la funcionalidad que ahora se ha
3 Utilidad de programación adaptativa desarrollada por ABB: configuración de operaciones desde un conjunto predefinido de funcionesa b
Facilidad de uso
Hacia la simplicidad

52 Revista ABB 1/2007
integrado en el accionamiento. Una de las razones es el interés de los clientes en el coste total para la propiedad, que comprende la puesta en servicio, los intercambios de material y el manteni-miento.
Soluciones para aplicaciones específicasLos usuarios de accionamientos de CA pueden ahora reducir aún más los cos-tes empleando soluciones para acciona-mientos con aplicaciones específicas. Estos accionamientos incorporan funcio-nes adicionales para aplicaciones espe-cíficas tales como el control de ventila-dores y bombas, mezcladoras o contro-les de grúas. Estas soluciones pueden reducir el coste total para la propiedad gracias a los menores tiempos de arran-que, a la reducción de los costes de in-tegración y al aumento de productivi-dad de la máquina.Consideremos, por ejemplo, el nuevo módulo de software Intelligent Pump Control (IPC), desarrollado por ABB pa-ra el control de bombas, que elimina la necesidad de un PLC (controlador lógi-co programable) externo y contribuye a ahorrar energía, reducir tiempos muer-tos y evitar el atascamiento de bombas y el bloqueo de conductos. El módulo IPC es un software adicional para accionamientos industriales de ABB. Contiene todas las funciones co-munes necesarias para los servicios pú-blicos de suministro de agua y trata-miento de aguas residuales, plantas in-dustriales y otros usuarios de bombas por medio de seis funciones de control de bombas.
El software incorpora también la utili-dad de programación adaptativa (Adap-tive Programming) de ABB 3 , que per-mite a los usuarios personalizar acciona-mientos para aplicaciones específicas. Esta utilidad consta de un conjunto de bloques fáciles de utilizar, que se pue-den programar para realizar cualquier operación desde un conjunto de funcio-nes predefinidas. Pueden utilizarse to-das las funciones matemáticas y lógicas habituales, así como interruptores, com-paradores, filtros y temporizadores. Hoy en día, los usuarios pueden tener la ca-pacidad de un pequeño PLC dentro de su accionamiento en forma de Progra-mación Adaptativa de ABB. Un nuevo avance es que la programa-ción se puede llevar a cabo usando el
panel de control estándar. No se requie-re ninguna herramienta especial de pro-gramación de software ni de hardware. En consecuencia, sólo se tardan unos minutos en la programación, que se puede realizar in situ, durante la puesta en servicio.
Tecnología que resiste la prueba del tiempoNinguna tecnología, por bien estableci-da que esté, permanece estática. Ya han pasado 11 años desde que ABB lanzó su revolucionaria plataforma de control de motores, el llamado Direct Torque Control (DTC). Los algoritmos han sido reformados actualmente para llevar la tecnología de accionamientos estándar de CA al campo de los servomotores. El resultado es el lanzamiento del nuevo accionamiento de maquinaria desarro-llado por ABB.
El nuevo dispositivo aplica la tecnología de accionamientos estándar de CA pero, ajustando el control DTC para que in-cluya un modelo de motor diseñado pa-ra servomotores y utilizando bucles de control del par motor muy rápidos den-tro del DTC, además de otras medidas de diseño inteligente, el accionamiento puede alcanzar ahora niveles de rendi-miento propios de un servomecanismo. Puede controlar motores síncronos o asíncronos, en bucle abierto o cerrado. Con el nuevo accionamiento, y depen-diendo de la aplicación, los fabricantes de maquinaria sólo necesitan especificar un accionamiento para diversos tipos de motores junto con un dispositivo de realimentación apropiado.
Tres módulosA pesar de su importancia, los avances descritos hasta ahora son sólo una parte de la historia. El accionamiento de ma-quinaria desarrollado por ABB presenta otro importante avance dirigido a resol-ver desde ahora los retos afrontados por los fabricantes de equipos originales, que consiste en el uso de tres módulos enchufables que contienen el corazón y el cerebro del accionamiento. El hard-ware comprende dos módulos, uno de alimentación y otro de interfaz de con-trol, mientras que el módulo del soft-ware permite programar fácilmente la lógica de relés o las rutinas PLC que puede requerir un fabricante para sus aplicaciones propias. El modo en que se usen estos módulos reducirá los tiem-
pos de puesta en servicio, eliminará la necesidad de técnicos externos de man-tenimiento y minimizará las paradas im-previstas de la cadena de producción.Tanto el módulo de alimentación como la interfaz de control, que constituyen unidades separadas, se pueden entregar e instalar antes que la unidad de memo-ria del software. Una vez terminada la instalación se puede suministrar la uni-dad de memoria, que puede programar-se en las instalaciones propias del fabri-cante de equipos originales con un có-digo de aplicación específico. A conti-nuación se enchufa la unidad in situ, en la interfaz de control.
El concepto modular también permite reducir el número de componentes y de variantes de productos.
Puesto que no hay ninguna necesidad de programación in situ, ni de conectar cables de comunicación con ordenado-res personales, es posible ahorrar una o más horas durante la puesta en servicio. El proceso no requiere programadores expertos y, por consiguiente, se ahorran los considerables costes de enviar técni-cos de puesta en servicio por todo el mundo para ajustar y poner a punto cada accionamiento.
El futuroAsí pues, continuará el desarrollo de los accionamientos de CA, que serán más pequeños, más inteligentes, más fáciles de instalar y controlar, tendrán mejores comunicaciones y serán apropiados pa-ra muchas más aplicaciones, especial-mente en el extremo del rango de baja potencia, y todo ello a un precio cons-tantemente decreciente. ¿Qué mejor futuro podrían esperar los usuarios de accionamientos?
Ilpo Ruohonen
Mika Pääkkönen
Mikko S Koskinen
ABB Oy Drives,
Helsinki, Finlandia
Bibliografía
[1] Bartos, F., 2004, “AC variable speed drives trend to
efficient, modular designs” Control Engineering
(Europe), 2/1/2004
Facilidad de uso
Hacia la simplicidad

Inteligencia ambientalLos entornos cableados, decididamente al servicio del ser humanoNils Leffler
Los hogares y oficinas condensan y resumen las características de la inte-gración del factor humano en el pro-ceso. Cada día se aplica más tec-nología para satisfacer necesidades de confort, entretenimiento y seguri-dad, y para aumentar la productivi-dad. Durante las horas de oficina, los empleados dependen de la moderna tecnología informática para obtener una completa gama de servicios, que abarca desde los e-mails hasta los sistemas electrónicos de reserva de habitaciones y equipos. Estos servi-cios han de funcionar eficientemente en una red integrada para que los usuarios de diferentes lugares puedan comunicarse entre sí y acceder a re-cursos centralizados. En el hogar, el simple hecho de grabar un programa de televisión no debe exigir dedicar horas enteras a desentrañar compli-cados manuales de instrucciones. Entre los requisitos del diseño de dis-positivos inteligentes está la sencillez de uso, pero también hay que valorar la fiabilidad, la eficiencia energética y un precio accesible. En los hogares y oficinas se están cableando nuevas tecnologías que proporcionarán inteli-gencia ambiental, siempre teniendo al ser humano en el centro de atención.
53Revista ABB 1/2007
Facilidad de uso

54 Revista ABB 1/2007
El término inteligencia ambiental designa una tecnología emergente
que conseguirá que “nuestro entorno cotidiano sea cada día más sensible y reaccione a nuestra presencia”, de acuerdo con un libro recientemente publicado [1], y convertirá nuestros hogares y oficinas en entornos “inteli-gentes”. “Esta visión requiere una tec-nología integrada de forma invisible en nuestro entorno cotidiano, que se hará presente cuando la necesitemos y conducirá a la integración sin fisuras
de los servicios de iluminación, soni-do e imagen y de los electrodomésti-cos que sirven mejorar nuestras condi-ciones de vida”. Las luces se encende-rán y apagarán, y las persianas se ele-varán en respuesta a una serie de estí-mulos que comprenden la actividad humana. Tal automatización propor-cionará más confort y productividad y reducirá el consumo de energía. Tam-bién proporcionará una comunicación mejor y más seguridad.
De acuerdo con la moderna tendencia hacia una tecnología inteligente y de fácil uso por el usuario, Busch-Jaeger, compañía perteneciente al Grupo ABB, ha comercializado unidades de visualización sensibles al tacto, fácil-mente programables 1 , además de una gama de interruptores sensibles al movimiento 2 y unidades de alar-ma, todo ello con el nombre de mar-ca “Smart&Lean”. Estos productos se pueden integrar en redes para contro-lar todos los dispositivos, desde la música y la iluminación hasta los in-terfonos y alarmas de seguridad. Los interruptores controlan la actividad humana por medio de detectores de movimiento por infrarrojos y cada uno de ellos tiene varios modos de operación para satisfacer las necesi-dades específicas del área que se les ha asignado. Los modos de funciona-miento programables van desde la au-tomatización total (el interruptor se activa al detectarse el movimiento y se desactiva tras un período de tiem-po previamente programado) hasta el manejo totalmente manual (el inte-rruptor se comporta como un inte-rruptor convencional de accionamien-to manual, pero contiene un pequeño LED para guiar al usuario hacia el conmutador en plena oscuridad). En el sistema se pueden integrar funcio-nes de calefacción y refrigeración, además de controles de iluminación, especificando los ajustes de cada ter-mostato con unidad de visualización central. La clave del éxito de estos dispositivos es su facilidad de uso, además de su elegante diseño 3 y su larga vida útil.
Existen varias razones para controlar los ajustes de la iluminación. Los ges-tores de edificios pueden desear, aparte de crear un romántico ambien-te para una cena, reducir el consumo
eléctrico instalando interruptores de desconexión temporizada en pasillos y otras áreas comunes. O quizás quie-ran reducir el riesgo de accidentes, colocando interruptores de encendido sensibles al movimiento en escaleras y corredores oscuros. Sean cuales fue-ren las razones, se ha de disponer de varios ajustes posibles y la programa-ción de los mismos ha de ser rápida y sencilla. Una sala de lectura y un cuarto de estar requieren iluminacio-nes muy diferentes. ¿Pero qué ocurre si el lector desea leer en el cuarto de estar? El cambio de una condición a la siguiente debe conseguirse pulsando simplemente un botón.
La integración de un sistema de músi-ca bajo un control similar mejoraría aún más el ambiente deseado para una habitación. La incorporación de una ficha de servicios, listando pro-gramas de mantenimiento y fechas de renovación de equipos, mejoraría la eficiencia y seguridad de muchos edi-ficios.
Seguridad y protecciónPara la inmensa mayoría de la gente, su hogar significa un lugar de sereni-dad y tranquilidad de espíritu. Des-afortunadamente, esto no se da de he-cho en todas partes y por tanto crece la demanda de mejores sistemas de seguridad doméstica. La integración de funciones adicionales y los ajustes ambientales en un entorno inteligente pueden proporcionar muchas ventajas al propietario del hogar. Actualmente, estas funciones están facilitando la evolución comercial de estos sistemas. Las funciones incluyen avisos como “puerta sin cerrar” y “ventana dejada abierta” y alarmas para detectores de movimiento con fines de seguridad 4 , además de las alarmas más normales y las funciones de audio. Una función más avanzada permite registrar los ajustes efectuados en la iluminación y las persianas de un hogar durante una semana de ocupación normal. Esta secuencia puede reproducirse más tarde, durante los períodos en que la casa está deshabitada. La “presencia simulada” conseguida con esta fun-ción da tranquilidad al ocupante du-rante su ausencia, pues sabe que la casa parece estar ocupada. La aplica-ción de equipos de videovigilancia eleva el nivel de supervisión de la
1 Unidad de visualización, vista general del hogar
2 Interruptor sensible al movimiento
3 Unidad de visualización, perfil
Facilidad de uso
Inteligencia ambiental

55Revista ABB 1/2007
seguridad y permite, incluso, vigilar la propiedad a distancia.
Eficiencia energética en el futuroA medida que crece la demanda de electricidad resulta más difícil contro-lar los períodos de carga máxima. Pa-ra evitar los apagones causados por una demanda excesiva de suministros limitados, las compañías eléctricas ofrecen tarifas más baratas para fo-mentar el uso en horas de menor con-sumo. Incorporando esta información a los sistemas integrados de control de hogares y oficinas es posible con-seguir importantes ahorros. A una es-cala mayor, los sistemas de control del futuro permitirán priorizar funciones para reducir o suspender servicios no esenciales cuando haya riesgo inmi-nente de sobrecarga de la red. Para implantar estas funciones, cada elec-trodoméstico ha de ser accesible a distancia y los aparatos con baja prio-
ridad han de distinguirse de equipos más importantes, como los sistemas de alarma, los ordenadores o los fri-goríficos. Esto permitirá a los provee-dores de electricidad definir progra-mas para cada nivel de equipos y des-conectar consecuentemente las cargas. El mismo bus de información usado para la integración mencionada pro-porcionaría el soporte necesario para el uso de los equipos con tal eficien-cia energética. Tecnología de ABB Busch-JaegerEl sistema Busch-Jaeger se centra en un panel LCD totalmente gráfico 1 . El panel táctil se usa para visualizar y manejar hasta 100 funciones de con-mutación y control por medio de vis-tas generales y pantallas de profundi-zación. Las pantallas definen espacios o áreas individuales 5 y pueden con-figurarse para satisfacer las necesida-des de cada usuario final. El sistema se basa en el bus de infor-mación i-bus EIB de ABB. Para la pro-gramación y puesta en servicio, el me-dio preferido es una tarjeta multime-dia/SD (digital segura), aunque tam-bién se pueden manejar modificacio-nes por medio del bus EIB y una sim-ple interfaz de ordenador-EIB (RS 232 o UBS).
El detector de movimiento por infra-rrojos de cada interruptor de confort Busch-Jaeger tiene un alcance de 170°, así que muy pocas cosas se le escapan. Los interruptores utilizan tec-
nología bifilar junto con una entrada externa para proporcionar una cómo-da integración en cualquier interco-nexión. El sistema es intrínsecamente seguro y se puede instalar con una in-terrupción mínima de los servicios existentes.
ConclusiónEl edificio inteligente se está convir-tiendo gradualmente en una realidad, pero su éxito depende del desarrollo de sistemas de fácil uso. ABB Busch-Jaeger ha asumido este reto y ha co-mercializado una gama de dispositivos Lean&Smart que se pueden interco-nectar para controlar la iluminación, las persianas y pantallas, la climatiza-ción de habitaciones, las alarmas e in-terfonos. Los sensores integrados mi-den la temperatura, niveles de luz, ve-locidad del aire y la actividad huma-na, generando alarmas audibles y/o visuales o respuestas mecánicas. La red está basada en el i-bus EIB de ABB, que permite la integración de control ambiental, sistemas de entrete-nimiento y seguridad y otras funcio-nes. Se configura por medio de un panel táctil, diseñado ergonómicamen-te y de uso sencillo, a través de una serie de pantallas de fácil lectura. El sistema opera bajo el principio básico de que la tecnología debe servir al usuario, y no el usuario a la tecnología. Esto garantiza que la inte-ligencia ambiental se introducirá dis-cretamente en hogares y oficinas, liberando a los ocupantes humanos de tediosas responsabilidades, aunque manteniéndolos firmemente al mando del sistema.
Nils Leffler
Revista ABB
Dättwil, Suiza
Bibliografía:
[1] E. Aarts, J. Ecarnacao, True Visions,
Springer-Verlag Berlin Heidelberg 2006
5 Unidad de visualización, panel doméstico, que representa una sola habitación
4 Unidad de alarma
Facilidad de uso
Inteligencia ambiental
Márgenes de mejora Identificación de límites en las industrias de procesosde transformaciónAndreas Kroll, Frank Simon, Gordon Cheever, Tomi Pilbacka, David Stanier
Los operadores de las plantas de procesos de transformación están sometidos a una gran presión para que aumenten su rentabilidad. Un primer paso importante para garanti-zar la competitividad es entender cómo se compara una planta dada con otras plantas, explotadas con gran eficiencia. A pesar de las dife-rencias entre las plantas industriales, esta comparación se puede realizar usando indicadores de rendimiento aceptados en general por la industria.
Revista ABB 1/2007
Facilidad de uso
56

57Revista ABB 1/2007
Cuando se inician proyectos de mejora de instalaciones, un reto
importante es identificar las oportuni-dades que probablemente producirán las máximas mejoras. Un posible crite-rio de selección es elegir un área a partir de la experiencia personal del experto asesor y llevar a cabo un pri-mer estudio. A esto le seguiría gene-ralmente un análisis técnico-económi-co para estimar el potencial de mejo-ra. Con frecuencia se establece una lí-nea de referencia de rendimientos, para medir el efecto de los proyectos de mejora.Este artículo presenta un método al-ternativo que estudia a fondo los sis-temas de automatización y las prácti-cas de la industria de procesos de transformación para determinar el potencial de mejora1). Este estudio se limita funcionalmente a la evaluación de los siguientes aspectos: los sistemas de automatización e in-formación de procesos on-line y
la instrumentación y los dispositivos analíticos, motores y accionamien-tos.
motores y accionamientos, “I&C“ a partir de aquí
El procedimiento sistemático asistido por ordenador, recientemente desarro-llado, permite al asesor examinar una planta en tan sólo unos días. En pri-mer lugar se realiza una evaluación técnica completa de los sistemas y equipos instalados. En segundo lugar se estima el potencial de mejora eco-
nómica por aumento de la capacidad de producción y por reducción de costes, haciendo una comparación con el rendimiento de plantas de pri-mera clase mundial.Se trata de un procedimiento de arriba abajo basado en la búsqueda de mejo-ras a través de las disciplinas, funcio-nes y componentes. Éstas son algunas cuestiones típicas: “¿Es más efectivo reducir los costes de mantenimiento que implementar un control avanzado de procesos (APC), o tendría mayor efecto económico mejorar el soporte del punto de operación y los cambios en el producto?”Un equipo interdisciplinar ha desarro-llado un proceso de estudio rápido de sistemas y componentes I&C y de los procedimientos de trabajo asociados, combinando métodos de valoración y benchmarking (pruebas de referencia comparativa). El nuevo método, que requiere una visita a la instalación de sólo dos o tres días, ha sido probado en aplicaciones piloto en la industria química y de la pulpa y el papel.
MetodologíaEn 1 se resumen las fases y el proce-so de datos requerido por la metodo-logía desarrollada.
Evaluación y benchmarking Evaluación es el acto de determinar si los elementos, procesos o servicios cumplen requisitos especificados. En este artículo, el término evaluación se
refiere a la comprobación del rendi-miento de la planta aplicando medi-das predefinidas. Una tarea importan-te, aunque nada fácil, es elegir el va-lor máximo del rendimiento alcanza-ble, por ejemplo cuando se alcanza exactamente un rendimiento del 100 por ciento. Ahmad y Benson [2] definieron Bench-marking como un proceso estructura-do consistente en comparar el rendi-miento de una planta con el de las mejores plantas mundiales de su género. El objetivo fundamental es aprender de los mejores de su clase. Algunas evaluaciones incluso realizan comparaciones entre industrias dife-rentes. En este artículo, el benchmar-king se refiere a la comparación de una planta con otras para clasificar su rendimiento. Este procedimiento de clasificación determinará si una planta funciona mejor que la media y si cae dentro del 25 por ciento de plantas con mejores resultados del conjunto elegido para la comparación. Las com-paraciones pueden ser a nivel global o regional, entre industrias diferentes o dentro de un sector industrial, o es-tar basadas en otros criterios.
Jerarquía e indicadores clave del rendimientoLa automatización de procesos se es-tudia a fondo durante la evaluación técnica. En ella se identifican los as-pectos más significativos para anali-zarlos posteriormente a fondo, en el estudio técnico complementario. El espectro de evaluaciones abarca desde la instrumentación, los sistemas de control y el control APC hasta los sistemas de planificación de la pro-ducción y de la gestión del manteni-miento. La evaluación considera la tecnología y su aplicación, los proce-dimientos de trabajo y los costes de explotación y mantenimiento.
Se han identificado unos 100 criterios, unos cualitativos y otros cuantitativos. Los criterios cuantitativos se definen como indicadores de rendimiento. Algunos ejemplos pueden verse en el
Cuadro .
Los criterios cualitativos se definen para diferentes niveles de rendimiento y la posibilidad de realizar evaluacio-nes coherentes, reproducibles y com-parables. Todos estos criterios se
Facilidad de uso
Márgenes de mejora
1 Fases de recogida y proceso de información
Colección previa de
datos
Visitas a página y
entrevistas
Introducción de la
información en la
herramienta
Cálculo de indicador
Evaluación del indicador
Indicador de rendimiento
claveCálculo (media
ponderada)
Salida de resultados o
rendimiento real
Determinación de funciones de automatización
potencialmente improbables(de matriz sensitiva)
Determinación de prácticas potencialmente improbables
Resultados de oportunidades potenciales de
mejora, técnicas y prácticas
Resultados de las oportunidades
de mejora económica
Estimación de las oportunidades de mejora
económica
Criterios cualitativos, evaluación de cumplimiento
Base de datosRendimiento de planta
Buenas practicas

58 Revista ABB 1/2007
agrupan en 10 indicadores clave del rendimiento (KPI, Key Performance Indicator), que subrayan subgrupos de áreas que pueden requerir mejoras. 1. Estado de activos de ins-
trumentación y control (I&C)
2. Ciclo de vida (obsoles-cencia) I&C
3. Capacidad de producción 4. Calidad y rendimiento 5. Flexibilidad / agilidad 6. Entorno, seguridad y
cumplimiento de las normas
7. Mantenimiento 8. Costes de explotación 9. Personal10. Ayuda al operador
Evaluación de los indicadores de rendimientoUna vez calculados los valo-res de los indicadores de rendimiento se ha de eva-luar cada uno de ellos para determinar si el rendimiento del proceso está ya en un buen nivel o si existen bue-nas posibilidades de mejora.La escala de cada indicador puede ser diferente, pero una escala común hace más fácil interpretar y correlacio-nar los KPI. Por esta razón, se definieron cuatro niveles de referencia para los indicadores de rendimiento:
Rendimiento excelente (Puntuación = 4)
Buen rendimiento (Puntuación = 3) Rendimiento intermedio (Puntuación = 2)
Importante potencial de mejora (Puntuación = 1)
Para determinar las fronteras entre es-tos cuatro niveles, se evaluó una base de datos de ABB con más de 300 va-loraciones de rendimientos, junto con los resultados de organizaciones in-dustriales y de la documentación pu-blicada. También se tuvieron en cuen-ta las experiencias de los expertos de ABB, procedentes de diversas fuentes, que comprenden la gran cartera de productos de automatización de ABB, muchos proyectos clave y de moder-
Sin embargo, aplicar una pun-tuación media ponderada para calcular los indicadores KPI puede enmascarar com-ponentes individuales que funcionan por debajo de lo normal. Para llamar la aten-ción en tales casos, el compo-nente con menor puntuación se visualiza como Min Score. Por ejemplo, el indicador KPI de la capacidad de produc-ción mostrado en 2 tiene una puntuación de rendimiento intermedio de 2,0 con una puntuación mínima Min Score de 1. Ello sugiere que al me-nos un componente del KPI tiene un importante potencial de mejora.
Identificación de objetivos de mejoraLa evaluación técnica recono-ce los puntos fuertes y débi-les de una planta e identifica los campos con potencial de mejora. Dependiendo de qué sistema, aplicación o práctica relacionada con la automati-zación se modifique, las dife-rentes categorías de rendi-miento mejorarán en diferente medida. Por ejemplo, los ana-lizadores tienden a influir so-bre la rentabilidad y la cali-dad del producto. La fiabili-dad de los sistemas puede
mejorarse supervisando el estado, mientras que los sistemas de gestión energética tienen una influencia parti-cular en los costes de la energía.
La sensibilidad de los controladores (automatización) y los resultados (ren-dimiento) se pueden resumir como matriz genérica de sensibilidades (por ejemplo, 3 ) que puede leerse en dos direcciones: Las áreas básicas de automatización para mejorar las medidas de rendi-mientos seleccionadas se pueden determinar focalizadamente.
(Área afectada → Sistemas / compo-nentes / aplicaciones)
Si no existe automatización, o ésta funciona por debajo del nivel ópti-mo, las áreas más afectadas se pue-den identificar y estudiar con más detalle. (Sistemas / componentes / aplicaciones → Áreas afectadas)
nización y contratos de servicio com-pleto para muchas plantas. Para simplificar el proceso se introdu-jo una escala no lineal para puntuar cada indicador de rendimiento. Esto armoniza las diferentes escalas usadas para evaluar cada indicador y correla-ciona el resultado con una escala co-mún (1 a 4) para todos los indicado-res de rendimiento.Los factores cuyo buen resultado es vital y que constituyen cada uno de los 10 KPI se calculan como una me-dia ponderada para tener en cuenta la relevancia proporcional de cada com-ponente. De ello resulta una puntua-ción en una escala de 1 a 4 y una ca-lificación porcentual del rendimiento. Un ejemplo de cálculo en forma tabu-lar se muestra en 2 . El primer KPI (estado de activos I&C) tiene una cali-ficación porcentual de 33, o una pun-tuación de 2,0.
Cuadro Los criterios cuantitativos se definen como indicadores de rendimiento, Los ejemplos contienen:
Facilidad de uso
Márgenes de mejora
I&C, condición de activo
I&C, ciclo de vida (obsolescencia)
Rendimiento
Calidad y resultado
Flexibilidad / agilidad
Entorno, seguridad y cumplimiento
Mantenimiento / sostenibilidad
Coste de funcionamiento
Personas / sostenibilidad
Soporte al operador
2 El ejemplo muestra los resultados de los 10 indicadores KPI con sus respectivas calificaciones porcentuales y puntuaciones, y la califica-ción mínima (en puntos) de los indicadores auxiliares de rendimiento.
Aspecto de evaluaciónPuntuación (por ciento)
Puntuación puntos
Puntuación mínima
(0–100%) (1–4) (1–4)
33% 2.0 1.5
42% 2.3 1.5
32% 2.0 1.0
59% 2.8 1,5
35% 2.0 1.0
40% 2.2 1.0
51% 2.5 1.0
24% 1.7 1.0
63% 2.9 1.8
46% 2.4 1.0

59Revista ABB 1/2007
Se pueden superponer indicadores combinados de rendimiento en los elementos de la matriz para indicar qué aplicaciones, componentes y sis-temas de automatización son más re-levantes para mejorar el funciona-miento. Esto pone de relieve un sub-conjunto de factores que pueden estu-diarse con mayor detalle. En 3 se muestra un ejemplo: las celdas rojas contienen grandes valores numéricos, que indican que el aspecto asociado a la automatización es estrechamente relevante para el aspecto de mejora relacionado. Los números que figuran en las celdas representan la relevan-cia o la fuerza de la asociación, y no el rendimiento en sí (como en el caso de los indicadores de rendimiento).
Potencial de mejora económicaLas mejoras técnicas son un medio para alcanzar un fin: mayor seguridad, sostenibilidad y rentabilidad de las operaciones de la planta. El aumento de la capacidad de producción y la reducción de los costes son dos obje-tivos económicos típicos. El potencial de mejora por aumento de la capaci-dad de producción se puede estimar desde un análisis de pérdidas OEE (Overall Equipment Effectiveness, efectividad del equipo global). El va-lor OEE se expresa en porcentaje y se define como:
OEE = disponibilidad × ritmo de pro-ducción × índice de calidad
Esta medida está reconocida como un indicador de buena práctica operativa, que compara la producción actual con la máxima producción posible. Ésta última se alcanza cuando una planta funciona constantemente a la máxima capacidad sin pérdida alguna de cali-dad. La figura 4 muestra un ejemplo de un gráfico de pérdida OEE para una máquina de papel. ABB posee bases de datos con resul-tados de las evaluaciones realizadas en los sectores químico, metalúrgico y minero, y de la pulpa y el papel, en-tre otras. Los conjuntos de datos se pueden clasificar por región, industria, tipo de operaciones, etc. Esto permite evaluar una planta respecto a una muestra apropiada.
Los datos proporcionan ejemplos comprobados de excelente rendi-miento industrial y una indicación de cómo puede variar el rendimiento (véase 6 ). Estos datos se pueden usar para evaluar el potencial de mejora económica y clasificar una planta escogida como objetivo dentro del conjunto de muestras.
El potencial de reducción de costes (tanto fijos como variables) es espe-cialmente interesante cuando las ope-raciones de una planta están limitadas por el mercado, en vez de por la efi-ciencia de producción. Entre los fac-tores de costes a considerar están el consumo de energía, el mantenimien-to y el personal. Las oportunidades de
Facilidad de uso
Márgenes de mejora
Instrumentación y
control
Motores y
accionamientos
Producto / aplicación
Campo de mejora / razón
Resultados del proceso /
aumento de la eficiencia
Rendimiento / capacidad /
mejora de la tasa de producción
Mejora de la calidad del
proceso
Energía y utilidad, reducción de
costes
Mejora de la agilidad de la
planta
Instrumentación: sensores y transmisores 1.6 1.8 1.9 2.1 1.6
Instrumentación: válvulas de control y posicionadores 1.6 1.8 1.9 2.1 1.6
Motores, accionamientos, centro de control de motores
1.3 1.3 1.3 2.9 1.3
Analizadores de estimadores de adecuación de software / mediciones inferenciales
2.8 1.8 2.8 1.8 2.0
DCS, núcleo, información y control (tipo de sistema y dimensión adecuada para la planta)
2.2 2.0 2.2 2.1 2.0
SCADA y RTUs 1.0 1.5 1.3 1.4 1.6
Integración de MES con DCS 1.2 2.0 1.3 1.4 2.3
Integración de LIMS con DCS, OCS y PIMS 2.2 2.0 2.2 1.4 2.3
3 Extracto de la matriz de sensibilidades de controladores (automatización) y efectos (rendimiento) para un ejemplo de evaluación: las celdas rojas señalan áreas con potencial de mejora (véanse también los círculos rojos)

60 Revista ABB 1/2007
mejora se pueden estimar mediante comparación con modelos de referen-cia de primera categoría.
Herramientas de soporte de softwareSe ha desarrollado una herramienta de software para la evaluación de plantas de procesos de transforma-ción. La aplicación guía la entrada de datos y dirige automáticamente la mayor parte del análisis. La ayuda del ordenador para el proceso de evalua-ción y benchmarking proporciona fácil acceso al know-how y a la expe-riencia acumulada por muchos espe-cialistas. Además, esto garantiza que las evaluaciones se realicen de forma sistemática, lo que mejora la coheren-cia y reproducibilidad de los resulta-dos. La probabilidad de cometer erro-res durante el proceso de datos es menor y el asesor puede concentrarse en las tareas principales.Sin la ayuda del ordenador sería muy difícil hacer una evaluación profunda del rendimiento de una planta en tan poco tiempo y con sólo una o dos personas.
ProcedimientoLos procedimientos de evaluación se estandarizaron para conseguir una mayor eficiencia. Más abajo se resume el proceso desde la perspectiva de un proyecto (véase 1 donde figura un resumen de la metodología):
1. La extensión de la evaluación se acuerda con el cliente.
2. La planta recibe un conjunto de datos con antelación.
3. El asesor realiza una breve visita a la instalación siguiendo un progra-ma previamente acordado, que incluye un recorrido por la planta y entrevistas al personal.
4. La información recogida se analiza y se compara con patrones de refe-rencia (benchmarking).
5. Como resultado de los análisis se obtiene la evaluación del rendi-miento y una panorámica de las oportunidades de mejora.
6. Opcionalmente se pueden investi-gar las oportunidades de mejoras técnicas y económicas en un estu-dio más detallado.
7. Como opción se puede iniciar un proyecto complementario que garantice la ejecución de las opor-tunidades de mejora especificadas.
Aplicaciones piloto Se han realizado estudios piloto en varios sectores industriales utilizando la metodología y el software de orde-nador descritos en este artículo: en una planta química de funcionamiento continuo, en una planta de reciclaje de papel de desecho y en varias má-quinas de papel.
Los operadores de las plantas propor-cionaron los datos de producción y financieros relevantes y más tarde se realizaron visitas de 2 a 3 días a la instalación. Para tener una amplia visión de la planta se realizaron entre-
vistas con operadores de paneles, in-genieros de automatización, personal de mantenimiento, planificadores de la producción, controladores y con el director de la planta. Con la ayuda del método de evaluación I&C y la herra-mienta de software se pudo evaluar rápida, sistemática y estructuralmente la planta y obtener una imagen com-pleta del rendimiento de la automati-zación. Se integraron diferentes áreas funcionales en la evaluación y se ob-tuvo una visión completa del funcio-namiento de la planta con todos sus puntos fuertes y débiles.
Planta de reciclaje de papel de desechoLos resultados de la evaluación I&C de la planta de reciclaje de papel se presentan en 5 . La evaluación reveló la existencia de déficits relativos al ciclo de vida del sistema de control e identificó que el sistema de control actual no habría podido soportar la ampliación de capacidad prevista. La baja puntuación del coste está tam-bién relacionada con la antigüedad del sistema de control, ya que más del 50 por ciento del tiempo de manteni-miento se emplea en mantenimiento reactivo. Una estrategia de manteni-miento preventivo debe reducir este tiempo y permitir que se dedique más tiempo a mejorar el rendimiento del sistema de control.
Aunque la producción estaba ya en un alto nivel, se observaron importan-
Facilidad de uso
Márgenes de mejora
5 Resultado de la evaluación técnica de una planta de fibra reciclada de papel de desecho
Evaluación global (de 0 a 100%)
39%
33%
64%
71%53%
42%
33%
45%
42%
Soporte Ciclo de vida
Rendimiento
Calidad
Medio ambiente
y seguridad
Mantenimiento
Coste
Personas
Condición del activo
4 Ejemplo de un gráfico de pérdida OEE para una máquina de papel
Tiempo de operación disponible anualmente 8784 horas
Xmas 240
204,6 horas
Renovaciones 1745 horasParadas comerciales
Tiempo de operación disponible anualmente 8784 horas
Paradas previstas113,2 horasTiempo de paradas técnicas
429,3 horasTotal fabricación de papel6,34 horasOtros22,8 horasRevestimiento
776,2 horasParada de proceso
Gran tiempo de operación 5851,8 horas
Tasa de producción 90,8%
Calidad 90,5%
Disponibilidad 88,3%
Factor de planificación 75,5%531,53 horasPérdida de velocidad
Tiempo de no funcionamiento 5314,8 horas
502,4 Hrs
47,0 horasC.O.M.85,0 horasBorde
15,8 horasQ.C.15,9 horasPuesta en marcha227,9 horasAvería de máquina
110,8 horasAtado
Tiempo de funcionamiento válido 4812,3 horas Manufactura 0EE = 72,6%
Negocio OEE = 54,8%

61Revista ABB 1/2007
Nota1) Una versión similar de este artículo se publicó en Alemania en 2006 [1].
Bibliografía
[1] Kroll, A., and F. Simon. 2006. Assessment and opportunity screening regarding automation systems and working practices in the process industries (in German).
Automatisierungstechnische Praxis, Vol 48, No. 8, 42–49
[2] Ahmad, M., and R. Benson. 1999. Benchmarking in the process industries. Rugby: IChemE. ISBN 0 85295 411 5
tes variaciones en el ritmo de producción causadas por las diferencias en las prácticas de los operadores. Siguiendo los métodos comunes de ges-tión del punto de referencia deseado y los correspondien-tes procedimientos operacio-nales, debe ser posible esta-bilizar el ritmo de produc-ción en su valor máximo.
Fabricación de papelEn el caso de la máquina de papel, la evaluación PAS pro-porcionó los resultados mos-trados en 7 . Después de una completa modernización del sistema de control, el cliente obtuvo sistemáticamente bue-nos resultados para los indi-cadores KPI Estado de los Activos y Ayuda. La evalua-ción destacó el exceso de costes, que fue atribuido a una insuficiente coordinación del apoyo por los departa-mentos de mantenimiento e ingeniería de la planta, ni por los proveedores u otras partes interesadas. Se reco-mendó clarificar mejor las responsabilidades para au-mentar la eficiencia y reducir los costes.
Proceso químicoUna vez concluido el proceso de evaluación y benchmar-king se identificaron como principales áreas de mejora la rentabilidad, la eficiencia energética y la capacidad de la planta química de funcionamiento continuo. Tras un detallado estudio técnico se implantaron medidas para mejorar las operaciones de la planta. Concreta-mente, se identificaron medidas para reducir un 10 por ciento las pérdidas de rentabilidad. No fue necesario ha-cer inversión alguna para materializar este potencial, de hecho bastaron
unos pocos ajustes en el sistema de control y en los procedimientos ope-racionales. Se consiguió hasta un 15 por ciento de ahorro de energía modi-ficando el funcionamiento de la plan-ta. El cliente resaltó la rápida identifi-cación de los problemas relevantes gracias a este método sistemático y la obtención de resultados más objetivos gracias a los asesores externos.
Resumen y perspectivasEl método y la herramienta asistida por ordenador des-critos en este artículo permi-ten una evaluación y bench-marking rápidos de los siste-mas de automatización, de su rendimiento y de los procedi-mientos de trabajo corres-pondientes, que nos permi-ten determinar el potencial de mejora y estimar su im-pacto económico. Este nuevo método ha ayudado a los clientes a identificar los as-pectos más relevantes en va-rios estudios piloto.
Andreas Kroll
Measurement & Control
University of Kassel, Kassel, Alemania
(antes en ABB Corporate Research,
Alemania)
Frank Simon
ABB Automation GmbH
Mannheim, Alemania
Gordon Cheever
ABB Process Automation-Service
Business Development
Wickliffe, USA
Tomi Pilbacka
ABB Full Service
Helsinki, Finlandia
David Stanier
ABB Engineering Service
Billingham, Gran Bretaña
Facilidad de uso
Márgenes de mejora
6 Distribución OEE de una muestra de plantas químicas (izquierda: las barras de error indican mínimo y máximo; las fronteras de las casillas inferiores y superiores indican primer cuartil, valor mediano, y tercer cuartil) y de una muestra de máquinas de papel (derecha: las barras de error indican mínimo y máximo; las fronteras de las casillas inferio-res y superiores indican valor mediano, percentil del 25 por ciento (cuartil) y percentil del 10 por ciento (decil)
Plantas químicas OEE Máquinas de papel OEE
Carga Continuo Papel prensa Papel de copia
Papel textil
20 p
or c
ient
o /
divi
sión
N= 224 158 47 31 23
7 Resultado de la evaluación técnica de una máquina de papel
4,0
3,5
3,0
2,5
2,0
1,5
1,0
0,5
0,0
3,0
2,6
3,0 2,93,1
1,9
2,4
1,6
2,5
2,8
Evaluación global (de 1 a 4)
a I&C, condición de activob I&C, ciclo de vida (obsolescencia)c Rendimientod Calidad y resultadoe Flexibilidad / agilidad
a b c d e f g h i j
f Entorno, seguridad y cumplimientog Mantenimiento/sostenibilidadh Coste de funcionamientoi Personas / sostenibilidadj Soporte de operador

plugging a laptop into a substation communication network, IEDs can be explored, SA configurations based on the SCD file can be inspected and SA network traffic can be thoroughly analyzed. The tools used for these tas-ks are described in the following pa-ragraphs.
IEC 61850 Substation BrowserThe IEC 61850 substation browser is a testing tool which allows an engineer to browse an SA system online with IEDs attached. The configuration of an IED can be loaded from an SCL file and the browser then connects to the corresponding servers. It can also de-tect IEDs in an SA network, inspect IEDs for their functions in terms of servers, check for the existence of lo-gical devices and logical nodes (as well as their corresponding attributes), all without having an SCD file at hand. The browser displays process data ie, data attributes with functional constraint status information (ST) or measurands (MX) which are continuo-usly updated. The user can additiona-lly reserve, enable, configure report control blocks, start general interroga-tion (GI) or check for extensions (or in other words non-registered devices responding to ping, SNMP, MMS). A more extensive presentation of plug-and-play applications build around the concept of the IEC 61860 substa-tion browser can be found in [3].
IEC 61850 Network AnalyzerWith the growing dependency on Ethernet communication among IEDs and other devices in a substation, the-re is a distinct need for tools that can analyze the data traffic (ie, basic Ethernet and related TCP/IP traffic) exchange in an SA network. This data is transmitted as a sequence of bits and an engineer must be able to un-derstand the context of any piece of extracted data if he is to discover any irregularities or problems. The IEC 61850 Network Analyzer 3 is a testing tool that can capture and analyze substation communication network traffic in combination with the infor-mation found in an SCL file . By sim-ply plugging in a standard laptop to a substation communication network, problems are quickly detected and IEC 61850 protocol implementations are reliably inspected directly off the
Semiconductores de potencia Segunda parte: Tecnología de encapsulado y desarrollos futuros Stefan Linder
Los semiconductores de potencia se han extendido durante las últimas déca-das a una amplia gama de aplicaciones. Esta extensión ha sido consecuencia del continuo y rápido desarrollo de la tecnología de semiconductores de po-tencia, que ha conseguido dispositivos muy potentes, efectivos y fáciles de usar. En la primera parte de este artículo, publicado en la anterior edición de la Revista ABB1), se discutieron aspectos del diseño y optimización de los chips y se expusieron diversas consideraciones para la aplicación de diversas clases de dispositivos, especialmente los IGBT e IGCT. La continua optimización del silicio ha acercado cada vez más los rendimien-tos a los límites físicos y tecnológicos. El resultado de ello es que, dejando aparte la posibilidad de que surjan avances radicalmente nuevos, el poten-cial de nuevas mejoras en este aspecto del diseño está disminuyendo. Los encapsulados para dispositivos de semiconductores, sin embargo, aún tienen un potencial considerable para impulsar el rendimiento. Por con-siguiente, este artículo profundiza en este aspecto.Hoy día, casi todos los semiconductores de potencia comerciales se basan por completo en el silicio. Mirando al futuro, este artículo discute el potencial de los llamados materiales de “amplio salto de banda”, como el carburo de silicio, el nitruro de galio y el diamante.
Mientras que, hasta hace una dé-cada aproximadamente, los en-
capsulados para semiconductores de potencia eran poco más que contene-dores para los dispositivos, en la ac-tualidad se están convirtiendo cada vez más en el elemento limitador de los sistemas electrónicos de corrientes fuertes. Por lo tanto, la atención de los desarrolladores se está centrando cada vez más en los aspectos de dise-ño del encapsulado para abordar sus limitaciones.
Formas de encapsuladoEn el campo de las altas potencias se han establecido dos formas de encap-sulado conceptualmente distintas: el módulo aislado y el encapsulado de contacto a presión 1 . La principal dife-rencia entre ellos es que, en el primer caso, el circuito eléctrico está separado galvánicamente del disipador térmico por un aislador cerámico, mientras que en el diseño de contacto a presión la corriente circula verticalmente por todo el módulo, es decir, también a través del disipador térmico.
Ambas formas de encapsulado son apropiadas fundamentalmente para los IGBT e IGCT. En la práctica, sin embar-go, los IGCT sólo se ofrecen en encap-sulados de contacto a presión, mientras que los IGBT se fabrican en ambas va-riantes. El encapsulado aislado predo-mina actualmente en sistemas con bajas potencias de salida (generalmente por debajo de 1 MW), ya que el circuito se puede implementar con una menor complejidad mecánica y, por tanto, con
Facilidad de uso
Nota1) Stefan Linder. Semiconductores de potencia.
Primera parte: Bases y aplicaciones, Revista ABB
4/2006, páginas 34–39.
62 Revista ABB 1/2007
63Revista ABB 1/2007
Facilidad de uso
co y térmico. Esto significa que com-ponentes vitales en el encapsulado (contactos de los hilos de conexión, soldaduras) están sometidos a consi-derables esfuerzos termomecánicos durante los cambios de carga, lo que limita considerablemente su vida útil.
Como consecuencia de estos requisi-tos, no queda más remedio que utilizar materiales caros y muy sofisticados.
Posibilidad de mejoras en la tecnología de encapsulado
Mayores temperaturas de uniónLa potencia de salida útil P
útil de los
semiconductores de potencia se deter-mina de acuerdo con la ecuación:
Donde Tj,max
es la máxima temperatura de la unión, T
ambiente es la temperatura
del disipador térmico (ambiente), y Rth
es la resistencia térmica entre la junta semiconductora y el ambiente.
A partir de esta fórmula resulta eviden-te que si se aumenta la máxima tempe-ratura de unión en dispositivos de alta tensión (superior a 1.700 V) desde 125°C (el estándar actual) hasta 150°C, resulta un aumento de rendimiento de entre 25 y 30 por ciento (suponiendo una temperatura ambiente de 20–40°C). Una alternativa para conseguir más po-tencia de salida mediante esta mejora de rendimiento es “invertir” la mejor capacidad refrigeradora en más pérdi-das para una potencia dada. Esto per-mitiría hacer funcionar el inversor a una mayor frecuencia de conmutación, reduciendo así los armónicos y pudien-do utilizar filtros más pequeños.
En la práctica, se han de cumplir varias condiciones básicas para poder aprove-char totalmente este potencial:
1) Propiedades del silicio El semiconductor de potencia ha de poder desconectar la mayor corriente nominal a la mayor temperatura de unión.
En los inversores de tensión, los dio-dos de circulación libre han de poder resistir con toda seguridad la mayor sobrecorriente en caso de fallo.
Los dispositivos IGBT han de conser-
var un tiempo adecuado de resisten-cia a los cortocircuitos.
Los componentes de silicio han de mostrar un comportamiento estable a 150°C, es decir, no pueden permitir ninguna redistribución de la acelera-ción de corriente inducida por la temperatura.
2) Propiedades de la tecnología de encapsulado e interconexión La tecnología de interconexión ha de tener una resistencia adecuada a la fatiga termomecánica provocada por las cargas alternas.
Los materiales usados han de tolerar las temperaturas que puedan presen-tarse.
La capacidad de sobrecarga de los dio-dos de circulación libre conectados es un importante obstáculo al optimizar la aplicación de un semiconductor; de he-cho es, con frecuencia, el elemento li-mitador ya a 125°C. Un aumento de la potencia de salida, sin embargo, suele ir acompañado por una mayor deman-da de corriente de sobrecarga. Esto exi-ge diodos de mayor tamaño, lo cual re-duce el espacio disponible para los dis-positivos de conmutación (IGBT o IGCT) y generalmente provoca pérdi-das mayores de encendido. Por eso, si no se aplican enfoques innovadores, el margen de libertad para aumentar el rendimiento aumentando la temperatu-ra de la junta parece limitado. El poten-cial es mucho menor que lo que sugie-re la consideración puramente térmica de la fórmula (1).
La resistencia termomecánica a cargas alternas es el principal factor limitador en la tecnología de interconexión. La figura 2 muestra la capacidad de los modernos módulos aislados, de alta potencia, en el caso de 125°C de tem-peratura máxima de la junta, y la curva correspondiente aproximada, para la misma construcción de módulo, si T
j,max
aumenta hasta 150°C. La figura muestra también la curva que se requeriría para proporcionar al sistema la misma ex-pectativa de vida útil a 150°C que la que tiene a 125°C. Se puede observar que las demandas aumentan acusada-mente a una temperatura máxima más alta de la junta, especialmente si ésta experimenta grandes fluctuaciones. Esto se debe a que los cambios impor-tantes en las condiciones de la carga
menores costes. Por otro lado, el en-capsulado de contacto a presión se prefiere por varias razones para poten-cias superiores a 10 MW. Aquí discuti-remos las dos razones más importantes: En los sistemas con potencias de sali-da muy altas, los semiconductores se han de conectar en paralelo y/o en serie. Para este último caso, especial-mente, los encapsulados de contacto a presión tienen una gran ventaja, ya que los módulos se pueden disponer apilados y separados sólo por disipa-dores térmicos. Un ejemplo son las instalaciones de transmisión de ener-gía eléctrica HVDC (corriente conti-nua y alta tensión), en las que se co-nectan en serie hasta 200 módulos.
El encapsulado de contacto a presión debe utilizarse si la aplicación re-quiere garantizar la circulación inin-terrumpida de corriente (por ejem-plo, un inversor de una fuente de co-rriente, pero también todos los siste-mas que han de responder al fallo de un semiconductor o a un fallo de control, descargando la energía del enlace de CC poniendo en circuito los semiconductores). En un encap-sulado de contacto a presión, los po-los metálicos se funden cuando falla un semiconductor, garantizado en consecuencia una vía conductora de corriente con baja impedancia. Por otro lado, en el encapsulado aislado la corriente circula a través de hilos de soldadura, que en caso de fallo pueden evaporarse dejando abierto el circuito.
Requisitos de la tecnología de encapsuladoCrear un diseño de encapsulado es un desafío que comprende dos factores principales: Los semiconductores de potencia modernos operan con una disipación continua de potencia de 100–200 W/cm2 de silicio. Esta densidad de po-tencia es (por área de superficie) aproximadamente una magnitud ma-yor que la de una placa de cocina calentada a la máxima potencia. Esto impone extraordinarias exigencias a la tecnología de encapsulado y a los materiales utilizados.
El coeficiente de dilatación térmica (CTE) del silicio es aproximadamente de cinco a diez veces menor que el de la mayoría de los metales (Cu, Al) adecuados para acoplamiento eléctri-
Semiconductores de potencia
Tj,max
– T
ambiente
Rth
Pútil
∝ (1)

64 Revista ABB 1/2007
(por ejemplo, ciclos de carga máxima/carga nula) causan desviaciones mayo-res de la temperatura (hasta 25°C más). Las demandas no aumentan tanto para un pequeño incremento ΔT, puesto que las pequeñas fluctuaciones de la poten-cia de salida influyen poco sobre la temperatura de la junta. Por ejemplo, si la potencia de salida baja del 100 al 90 por ciento a temperatura ambiente de 30°C, la temperatura de la unión dismi-nuye en 9,5°C a T
j,max = 125°C y en
12°C a Tj,max
= 150°C.Considerando el hecho de que la capa-cidad de soportar cambios de carga de los productos más modernos apenas satisface los requisitos en muchas apli-caciones (particularmente en tracción), se puede deducir que es preciso au-mentar la capacidad de los módulos en al menos el factor 5 para aumentar la temperatura de la junta hasta 150°C. Es-to sólo puede conseguirse desarrollan-do nuevas tecnologías. En particular, las juntas soldadas de gran superficie probablemente tendrán que ser sustitui-das por tecnologías de conexión per-feccionadas. La más prometedora, se-gún parece, es la llamada técnica de unión a baja temperatura (LTB), que conecta dos elementos por medio de una capa aglomerada por sinterización hecha con copos esponjosos de plata. Además de una mayor elasticidad du-rante el ciclo de la carga, las uniones a baja temperatura también tienen menos resistencia térmica.
Reducción de la resistencia térmicaComo alternativa a aumentar la tempe-ratura máxima de la junta, también es posible aumentar la potencia de salida reduciendo la resistencia térmica R
th
(véase fórmula 1). La distribución típica de R
th en una estructura con un módulo
aislado IGBT de alta potencia, con una superficie IGBT total de unos 45 cm2, es aproximadamente la siguiente:
Junta del IGBT con la placa de AlSiC (aluminio-carburo de silicio) 7 K/kWPlaca base de AlSiC con el disipador térmico (contacto seco) 6 K/kWDisipador térmico con el ambiente 10–35 K/kW*
* Este valor depende estrechamente del método de
refrigeración (bajo para líquidos de refrigeración, más
alto para refrigeración por aire forzado)
Hay que destacar que el contacto seco del módulo con el disipador térmico tiene aproximadamente la misma resis-tencia térmica que el propio módulo y que la resistencia R
th está localizada, en
un 40 a 70 por ciento, entre el disipa-dor térmico y el ambiente. Desde este punto de vista, abordar la resistencia R
th externa del módulo promete más
ventajas que concentrarse exclusiva-mente en la resistencia interna del mó-dulo. La razón para concentrarse en la resistencia R
th externa queda reforzada
por los grandes márgenes de rendi-miento de los dispositivos modernos
(véase Revista ABB 4/2006) y por el hecho de que están empezando a emerger nuevos materiales capaces de reducir la resistencia térmica interna de los módulos entre un 30 y 50 por cien-to. Entre estos materiales están los MMC (compuestos matriciales metáli-cos) avanzados, que tienen una favora-ble adaptación CTE y una conductivi-dad térmica muy alta. Un ejemplo lo constituyen los MMC de diamante, que ofrecen conductividades térmicas de 400–700 W/mK y que, por tanto, pue-den superar incluso al cobre. Debido a la gran diferencia entre su coeficiente CTE y el del silicio, el cobre sólo se usa en combinación con otros materiales que tienen un coeficiente CTE adapta-do (por ejemplo, molibdeno, véase 1i ).
Además de las mejoras en el disipador térmico, el contacto seco (no soldado) con el módulo merece atención espe-cial. Su resistencia térmica no sólo es alta, sino también muy propensa a las variaciones, puesto que es muy difícil garantizar una presión homogénea de contacto y un buen contacto entre las superficies. El uso de grasas térmicas y aceites de silicona sólo mitiga ligera-mente los problemas, puesto que la conductividad térmica de estas sustan-cias es, como mínimo, 100 veces menor que la de los metales de la base del módulo y el disipador térmico. Un en-foque muy prometedor para resolver este problema está en el uso de sustra-
Facilidad de uso
Semiconductores de potencia
En los módulos de encapsulados aislados, el semiconductor f está aislado galvánicamente del disipador térmico c . Los contactos eléctricos dentro del módulo se hacen con hilos soldados. En caso de fallo del dispositivo, los hilos tienden a vaporizarse y el módulo deja de conducir.
En los módulos de contacto a presión, la corriente de carga entra por una superficie k y sale por la superficie opuesta. Las bajas resistencias eléctrica y térmica de los contactos están aseguradas por la alta presión mecánica aplicada sobre esas superficies. En caso de fallo, las piezas polares metálicas j se funden y la corriente puede seguir circulando por el módulo.
1 Formas comunes de encapsulado para semiconductores de alta potencia: Un módulo aislado (izquierda) y un módulo de contacto a presión (a la derecha se muestra un IGCT típico).
a Conexiones de Energía y de controlb Hilo de conexiónc Disipador de calord Cerámica (normalmente AIN)
e Placa base (norm. AISIC)f Semiconductorg Caja
h Disipador de calori Compensación CTE (Mo)
j Caja (cerámica)k Cobre
a a a
f
c
g
ed
li
ij
h
bk
k
l Semiconductor

65Revista ABB 1/2007
Facilidad de uso
tos intermedios metálicos con alta con-ductividad térmica, cuyas propiedades han sido determinadas de forma que se vuelvan muy suaves o incluso fluidos en condiciones normales de operación. Por consiguiente forman entre el disi-pador térmico y el módulo una co-nexión con un valor R
th similar al de
una soldadura. Es perfectamente imagi-nable que, alternativamente, se vuelva a los módulos con disipador térmico integrado, ya que el contacto seco se ha eliminado en este concepto. Estos productos no han conseguido estable-cerse a gran escala hasta ahora por su complejidad y altos costes.
Nuevas generaciones de semiconductores
Dispositivos de silicioSe han estudiado muchos conceptos distintos de nuevos componentes, es-pecialmente durante los años noventa; los más conocidos son el MCT (tiristor controlado por MOS), el FCTh (tiristor de silicio controlado por campo) y el EST (tiristor conmutado por emisor). El objetivo común de estos conceptos de dispositivo era combinar propiedades como las del tiristor2) con una menor potencia del controlador. Puesto que todos estos componentes tenían defi-ciencias conceptuales y dado que la distribución del plasma en los moder-nos IGBT se ha aproximado ya estre-chamente al tiristor ideal en los moder-nos IGBT, la innovación con nuevos ti-pos de estructuras se ha reducido nota-blemente. Actualmente, la probabilidad de que el IGBT y el IGCT sean sustitui-dos por un componente de si-licio básicamente diferente pa-rece más remota que nunca.
Materiales de “amplio salto de banda“Los componentes hechos con los llamados materiales semi-conductores de “amplio salto de banda” son otra vía de de-sarrollo. La ventaja de estos materiales, de los que los más conocidos son el carburo de silicio (SiC), el nitruro de galio (GaN) y el diamante (C), resi-de en que presentan una rigi-dez dieléctrica claramente ma-yor que el silicio, lo que per-mite conseguir componentes con menores espesores y más
dopados en la sección intermedia que con el silicio, aspectos que, por razo-nes que ya se han discutido en la pri-mera parte4), suponen pérdidas consi-derablemente menores en el semicon-ductor.Actualmente sólo el SiC puede conside-rarse un serio candidato en el rango de alta potencia. El SiC es hasta ahora el único material que permite construir componentes verticales, es decir, com-ponentes en los que la corriente circula verticalmente por el cuerpo del semi-conductor y no por su superficie. Sola-mente una construcción vertical como ésta permite obtener una sección trans-versal adecuadamente grande para las corrientes requeridas, manteniendo al mismo tiempo un tamaño aceptable de los componentes.
Conceptos sobre componentes preferidos de SiCAnálogamente al silicio, el SiC permite la fabricación de semiconductores tanto unipolares como modulados por con-ductividad (“bipolares”). Sin embargo, debido al mayor dopado permitido en la zona de deriva, el uso económico de componentes unipolares de SiC es via-ble hasta tensiones de bloqueo signifi-cativamente mayores que con el silicio, concretamente hasta unos 2–4 kV. Ade-más, los componentes bipolares de SiC atraen el máximo interés para su uso en el rango de alta tensión y alta po-tencia.
En el caso de los componentes uni-polares, hoy día ya hay disponibles en el mercado diodos Schottky con
corrientes nominales de hasta 20 A y tensiones de hasta 1.200 V. Estos dis-positivos se usan principalmente en conmutación de fuentes de alimenta-ción y en inversores de células sola-res. Además, ya se han fabricado in-terruptores de SiC (MOSFET y JFET) con excelentes resultados, aunque sólo a escala de laboratorio. Un pro-blema importante es el hecho de que los MOSFET y JFET de SiC, con inte-resantes características eléctricas, has-ta ahora siempre han sido conducto-res, a menos que sean controlados (“normalmente en conducción”). Los componentes con estas características nunca han sido bien aceptados por el mercado, incluso aunque los proble-mas asociados parezcan técnicamente resolubles.
Además de diodos, ya se han fabrica-do con excelentes resultados compo-nentes bipolares como IGBT, transis-tores bipolares (BJT) y tiristores para tensiones de hasta 10 kV. En el caso del BJT, hay que recalcar que, aun-que es un componente bipolar, no suele producirse en él modulación de la conductividad en estado de con-ducción (a no ser que funcione con una ganancia muy baja). Por tanto, el BJT debería ser considerado como un componente unipolar por sus carac-terísticas de pérdidas.
Un problema fundamental de los com-ponentes de SiC con modulación de conductividad se debe al hecho de que las uniones pn del SiC sólo empiezan a conducir a 2,8 V aproximadamente (a diferencia del silicio, que sólo requiere
una tensión en torno a 0,7 V). Puesto que todos los compo-nentes modulados por con-ductividad tienen al menos una unión pn en el camino de la corriente, las pérdidas de conducción son altas. Por eso, estos componentes pierden mucho interés para tensiones de ruptura inferiores a aproxi-madamente 4–6 kV. Además, la tensión de conducción (“tensión built-in”) de las uniones pn de SiC tiene un coeficiente de temperatura muy negativo, lo que puede suponer el riesgo de que la corriente se distribuya no ho-mogéneamente en grandes componentes.
Semiconductores de potencia
2 Expectativa de resistencia a la fatiga en función de las desviaciones térmicas de los modernos módulos IGBT aislados, de alta potencia, con placas base de AlSiC (por ejemplo, ABB HiPak o Infineon IHM)
Capacidad necesaria para Tj,max = 150°C (estimada)
Capacidad actual a Tj,max = 125°C
Capacidad actual a Tj,max = 150°C (estimada)N
úmer
o de
cic
los
hast
a el
fallo
Ciclo de temperatura (ΔT) de la junta [°C]
107
106
105
104
40 50 60 70 80 90 100

66 Revista ABB 1/2007
Calidad del material de SiCEl SiC sigue siendo un material muy di-fícil de producir en una calidad equipa-rable a la del silicio. Los “microtubos”, frecuentemente puestos en cuestión, son sólo uno de los varios defectos perjudiciales del cristal, alguno de los cuales puede afectar negativamente a la estabilidad a largo plazo del compo-nente, especialmente en el caso de componentes bipolares. Así pues, la producción industrial de componentes de SiC de gran superficie no es aún po-sible. Otro aspecto negativo es el he-cho de no es demasiado interesante mejorar la calidad del SiC. La razón es-tá en que la mayoría del SiC producido no se utiliza para fabricar semiconduc-tores de potencia, sino como material soporte para la fabricación de LED (diodos emisores de luz). El material que se utiliza para los LED es un tipo diferente de SiC (6H en vez de 4H), con mucha peor calidad, adecuado pa-ra una fabricación económica de los LED, dado su pequeño tamaño.
Tecnología de encapsulado de SiCEs incuestionable que los componentes de SiC, incluso a largo plazo, seguirán siendo considerablemente más caros que los componentes de silicio del mis-mo tamaño. La perspectiva del éxito comercial en el rango de alta potencia se basa en el hecho de que los compo-nentes pueden operar a una densidad de corriente significativamente mayor que los componentes de silicio, debido a sus menores pérdidas y a la mayor temperatura permitida de la junta (más de 400°C). Por desgracia, hay dos se-rios obstáculos en el camino hacia este objetivo:
• Por las razones mencionadas en la sección “Mayores temperaturas de unión”, es difícil establecer una tec-nología de encapsulado que haga posibles temperaturas de junta signi-ficativamente más altas que las habi-tuales con el silicio. Por consiguiente, puede asumirse que las pérdidas por unidad de superficie en los mayores dispositivos de SiC se mantendrán dentro de los mismos límites que en los componentes de silicio, supuesto que no varíen los requisitos de fiabi-lidad.
• Además, existe el problema de que los dispositivos de SiC tienen tiempos más cortos de conmutación (es decir, mayor di/dt) que el silicio. Debido a ello, las inductancias parásitas permi-tidas en los encapsulados son meno-res que en los componentes de sili-cio. Sin embargo, el hecho de que las inductancias parásitas estén determi-nadas básicamente por las distancias de aislamiento y las secciones trans-versales, hace difícil conseguir los va-lores requeridos en los encapsulados para altas potencias de salida.
Desafortunadamente, la combinación de problemas de calidad del material SiC, los elevados costes y las dificulta-des técnicas, tanto en los componentes como en la tecnología de encapsulado, reducen las esperanzas de que el pro-greso del SiC en el rango de alta poten-cia se produzca en un próximo futuro.
ResumenSin duda, los IGBT e IGCT se han esta-blecido como los dos interruptores de semiconductores con mejores resulta-dos durante los últimos años en el ran-
go de las potencias más altas. Ambos conceptos se desarrollan en paralelo y es perceptible que los objetivos de de-sarrollo convergen cada vez más. En la etapa actual, ambos componentes pue-den considerarse maduros (es decir, parece poco probable que se produz-can avances espectaculares, y el pro-greso futuro tendrá seguramente carác-ter evolutivo, no revolucionario). Sin embargo, esto no es aplicable a las tec-nologías de encapsulado y de interco-nexión, que todavía pueden permitir el aprovechamiento del potencial del sili-cio, hasta ahora desaprovechado. La motivación para innovar en este campo es alta, ya que la introducción en gran escala de materiales de “amplio salto de banda” en el rango de alta potencia tiene todavía un largo camino por de-lante. En la actualidad, el SiC parece ser el único de estos materiales con po-sibilidades reales.
Stefan Linder
ABB Switzerland Ltd, Semiconductors
Lenzburg, Suiza
Notas2) Véase también la subsección “Optimización de las
pérdidas de potencia en conducción y corte por ajus-
te de la distribución del plasma”, en la primera parte
de este artículo (Revista ABB 4/2006, página 36).3) La llamada zona de deriva, véase figura 4 de la
primera parte de este artículo, página 37.4) “Objetivos del diseño del IGBT y del IGCT” en la
primera parte de este artículo (página 35).
Facilidad de uso
Montaje de un módulo HiPak semiconductor de potencia Interior de un módulo HiPak (véase también 1 , izquierda)
Semiconductores de potencia

Trabajos de investigación
Para encontrar información en una biblioteca pública, el lector puede buscar de varias formas el estante correcto. Por ejemplo, puede consultar el índice de clasificación de la biblioteca. Si la consulta es complicada, este método puede requerir bastante tiempo y llevar a un proceso confuso, en el que se pierda información importante de categorías relacionadas. En caso de duda, lo mejor es preguntar al bibliotecario, que entiende la pregunta hecha en lenguaje corriente y puede indicarnos inmediatamente dónde está el estante que buscamos.Análogamente, cuando desde la sala de control se accede a informaciones de una planta industrial, es posible que un operador tenga que descender por varias capas de submenús para obtener informaciones fragmentarias que sólo tienen sentido cuando se combinan con fragmentos de otras partes del sistema. En situaciones frecuentes, un operador bien entrenado realiza esta operación con un par de clics del ratón, pero esto es mucho más complicado en escenarios poco frecuentes. Ojalá el ordenador, como el bibliotecario, pudiera entender el lenguaje corriente. Esto es exactamente lo que pretende conseguir un proyecto conjunto de investigación de ABB y MIT.
Algunas preguntas: ¿Cuánto entrena-miento hace falta para acceder a
información básica de un proceso en una planta industrial? ¿Cómo pueden los operarios cualificados intercambiar fácilmente los conocimientos y expe-riencias que necesitan para su trabajo? En las instalaciones industriales se plantean frecuentemente estas cuestio-nes, ya que se necesita personal más especializado para operar y mantener cadenas de producción con un nivel de competitividad cada vez mayor. ¿Y si el proceso de información y la capacidad de almacenamiento, siempre crecientes, pudieran utilizarse mejor facilitando el acceso a sus datos? Los laboratorios de investigación de ABB y MIT han pre-sentado conjuntamente una tecnología que permitirá a los usuarios del futuro interrogar a un sistema de automatiza-ción en idioma inglés corriente. Esta herramienta puede manejar grandes cantidades de información del proceso y de la planta gracias a la flexibilidad del software utilizado en los sistemas de automatización avanzados de ABB. Por delante tenemos diversos retos, co-mo la anotación automática de infor-mación y la extracción de conocimien-tos de las sesiones de interrogación.
AntecedentesUn sistema de automatización industrial se caracteriza típicamente por tratar va-rios miles de señales E/S que controlan varios cientos de objetos reales del ta-ller, como válvulas, depósitos, motores, reactores, etc. Los operadores y otros usuarios interaccionan con el sistema mediante una interfaz gráfica de usua-rio (GUI). Un sistema de visualización gestiona una jerarquía que puede com-prender varios cientos de pantallas, que representan las diversas secciones del proceso y/o grupos de objetos del proceso.La recuperación de información del proceso puede ser, no obstante, labo-riosa, pues la información sobre obje-tos se almacena en varios depósitos de acuerdo con normas industriales como OPC, para el acceso a datos, historial, alarmas y sucesos, etc. Los convenios de denominación de objetos y sus valo-res o propiedades varían de una planta a otra. Además, a menudo hay que ac-ceder también a datos de mantenimien-to y de supervisión de condiciones pa-ra poder mejorar las decisiones opera-cionales.
Simplemente hablando Interacción del lenguaje natural en la automatización industrial Juan S. Jaliff, Magnus Larsson, Morgan Johansson, Boris Katz, Gary Borchardt
67Revista ABB 1/2007
Simplemente hablando

68 Revista ABB 1/2007
Trabajos de investigación
medio de entrevistas de cam-po celebradas en instalacio-nes de clientes. Los esquemas XML con clases de objetos del proceso han sido desarro-llados en estrecha coopera-ción con MIT, cuyos investi-gadores personalizaron el servidor START para manejar estas peticiones 1 . El desa-rrollo, en su estado actual, se basa en preguntas en idioma inglés, pero en el futuro po-dría contemplar el uso de otras lenguas.
Inicialmente, el proyecto se concentró en cuatro tipos de peticiones, que se solicitaban para(1) visualizar todos los miembros de una clase (por ejemplo, “Mostrar todas las entradas”)(2) visualizar los miembros de una cla-se que satisfacen una condición especi-ficada (por ejemplo, “Obtener todos los accionamientos que están bloqueados”)(3) visualizar todos los miembros de una clase, acompañados de elementos relacionados de otra clase (por ejem-plo, “Obtener unidad de posición para todas las válvulas de control”)(4) visualizar los miembros de una cla-se para los que un elemento relaciona-do cumple una condición especificada (por ejemplo, “¿Qué entradas digitales tienen alarmas sin acuse de recibo?”)El sistema START de MIT traduce las peticiones en inglés a expresiones sim-bólicas estandarizadas que se pueden convertir fácilmente en peticiones de bases de datos. Como ejemplo, la peti-
3 El motor, del cual se ha sabido que está en modo manual mediante una consulta en lenguaje corriente, es puesto ahora en modo automático a través de una placa frontal.
El factor humano en el procesoEl problema central es cómo capacitar al usuario para que pueda enfrentarse a esta su-perabundancia de información, manteniéndole al mismo tiem-po al mando del proceso. ¿Existe un modo de comunica-ción que facilite la interacción dejando las decisiones en ma-nos humanas? El lenguaje na-tural es una respuesta con mu-chas ventajas, entre otras que no requiere entrenamiento y fomenta la interacción. Un sis-tema capaz de recordar sesio-nes de preguntas y respuestas de un usuario podrá recuperarlas después en situaciones similares, construyendo una base de conocimiento personal. Esto puede tener un gran valor para locali-zar y corregir fallos en situaciones de gran tensión, especialmente en situa-ciones poco frecuentes. Por otra parte, el usuario puede decidir compartir es-tos conocimientos con otros operado-res, con otros turnos e incluso con otras plantas. En otras palabras, el len-guaje natural es útil para crear un siste-ma informal de gestión de conocimien-tos y, además, es especialmente poten-te si cuenta con la contribución de per-sonal experto de alto rango.
Investigación relacionadaEl uso del lenguaje natural para realizar consultas tiene ventajas evidentes en los sistemas capaces de buscar informa-ción en la web.El sistema START [1] es un buen ejem-plo de ello. Este sistema responde a
preguntas formuladas en lenguaje co-rriente, presentando componentes de texto e información multimedia extraí-da de un conjunto de recursos de in-formación alojados localmente o en In-ternet. Estos recursos contienen infor-mación estructurada, semiestructurada y sin estructurar. START intenta ser muy preciso a la hora de responder a las preguntas. Su capacidad de respues-ta se basa en el uso de anotaciones en lenguaje natural, un mecanismo que empareja las preguntas con sus posi-bles respuestas [2]. En diversas discu-siones mantenidas por los investigado-res del laboratorio CSAIL de MIT y los científicos invitados por ABB se deter-minó el potencial de START para la automatización industrial.
Un planteamiento innovador para la automatización industrialLos investigadores de ABB han estable-cido los principales tipos de peticiones de información y los han validado por
2 Cuando se pone en marcha una sección del proceso, el operador necesita comprobar el modo de control de los objetos incluidos antes de habilitar la secuencia automática de arranque.
1 Interfaz con la red para la traducción de preguntas con el sistema START
Simplemente hablando

69Revista ABB 1/2007
Trabajos de investigación
ción en inglés “What manual stations have active interlocks?” (¿Qué estacio-nes manuales tienen enclavamientos activos? es convertida por START en la expresión siguiente:<?a, “is a”, “manual station”>
<?b, “is related to”, ?a>
<?b, “is a”, “interlock”>
<?b, “is”, “active”>
La estandarización realizada por START permite al usuario introducir peticiones de muchas formas distintas. Por ejem-plo, START convertirá cada una de las siguientes peticiones en la expresión simbólica arriba expresada: Listar los enclavamientos activos para estaciones manuales.
¿Cuáles son los enclavamientos acti-vos de cada estación manual?
¿Cuáles son los controles manuales con enclavamientos activos?
Déjeme ver todos los controles ma-nuales con enclavamientos activos.
Encontrar los enclavamientos activos para estaciones manuales.
Consígame una lista de enclavamien-tos activos de todas las estaciones manuales.
En ABB, el sistema 800xA de la compa-ñía se utilizó como banco de pruebas para ensayar estas ideas. Su arquitectu-ra flexible de software permitió una im-plantación relativamente sencilla de respuestas a las peticiones. También se añadió una sencilla interfaz de diálogo a las funciones GUI existentes 2 3 . Este sistema de demostración incluía también conectividad on-line activa con el servidor START personalizado, insta-lado en el MIT.
Otros retosLos usuarios han demostrado un pro-fundo interés técnico en el sistema de demostración y han proporcionado abundantes respuestas. Las ventajas del uso de este sistema dependen del sec-tor industrial y del grupo objetivo de usuarios. Los usuarios ocasionales, por ejemplo los técnicos de mantenimiento y los operadores de procesos flexibles, podrían ser los mayores beneficiados de la posibilidad de hacer peticiones simples en lenguaje corriente escrito. En el otro extremo del espectro, los operadores de plantas muy estandariza-das, que reciben instrucciones periódi-camente, serían probablemente los me-nos beneficiados, pues para ellos son adecuados los medios y las funciones de navegación gráfica por las estructu-ras de datos 800xA con la interfaz GUI.El principal reto reside en encontrar una forma de producir anotaciones se-miautomáticamente, con ayuda manual mínima, guiada por los datos. En espe-cial, para procesar peticiones como las ilustradas en 4 y 5 , se han de desarro-llar técnicas de anotación de alto nivel que permitan a los desarrolladores de aplicaciones especificar clases enteras de procedimientos de explicación con unas pocas anotaciones descriptivas. Dependiendo del tipo de decisiones que han de basarse en respuestas del sistema, puede suceder que las anota-ciones y procedimientos de explicación subyacentes tengan que proporcionar respuestas completas y totalmente fia-bles, para que el sistema tenga algún valor. En los sistemas actuales de auto-matización, esto se consigue configu-rando manualmente un número limita-
do de peticiones. ¿Tienen utilidad y valor las peticiones que devuelvan, por ejemplo, respuestas completas al 90 por ciento, en lo que se refiere a interpretación y procesamiento correc-tos? Si es así, este proyecto habrá encontrado ya una aplicación. En caso contrario, el reto seguirá pendiente.Algunos retos secundarios son la adap-tación a idiomas distintos del inglés y la creación de modos de, por ejemplo, respuesta hablada y no escrita. Estos retos no tienen nada de trivial, pero en el mercado existen tecnologías que se pueden añadir a este demostrador, para que pueda realizar estas tareas.
Juan S. Jaliff
Magnus Larsson
Morgan Johansson
ABB Corporate Research
Västerås, Suecia
Boris Katz
Gary Borchardt
MIT Computer Science and Artificial Intelligence
Laboratory
Cambridge, Massachusetts, USA
5 El problema está corregido, pero el operador necesita averiguar, en primer lugar, por qué el motor A051M002 estaba en modo manual. Una llamada telefónica es suficiente para saberlo.
Bibliografía
[1] http://start.csail.mit.edu/
[2] Boris Katz, Gary Borchardt, Sue Felshin, Natu-
ral Language Annotations for Question Answering.
Proceedings of the 19th International FLAIRS
Conference (FLAIRS 2006), May, 2006.
4 La secuencia de arranque se ha detenido. Basta hacer una sencilla pregunta para que el sistema revele dónde está el fallo.
Simplemente hablando

Ajustar el volumen de un televisor pue-de parecer una acción intuitiva. Sin embargo, cuando hay que elegir entre varios mandos a distancia, encontrar el correcto puede ser un proceso de tanteo.
Realidad aumentadaPara vincular la información y el mundo real Tom Drummond
70 Revista ABB 1/2007
Trabajos de investigación
En la industria se producen situacio-nes parecidas. Incluso operadores bien formados y experimentados pueden tener dificultades para saber qué interruptor corresponde a una función determinada. Cuando se pro-duce una situación crítica pero poco corriente se pierde un tiempo valioso mientras el operador intenta encon-trar el interruptor correcto.
La diferencia con el uso de un mando a distancia erróneo en la sala de estar, cuyo único daño es la pérdida de tiempo y un cierto desconcierto, los errores en un entorno industrial pueden tener consecuencias graves y caras. ¿Existe una manera mejor de proporcionar la información rele-vante?
La inmensa mayoría de las moder-nas soluciones técnicas contienen
componentes de software. Existen ordenadores para las finalidades más diversas, desde televisores, coches y electrodomésticos de cocina, hasta sis-temas informáticos en plantas indus-triales a gran escala. Una tarjeta de crédito lleva integrado un microproce-sador con software suficiente para procesar un sistema de archivos, au-tentificar la presencia del propietario y crear firmas digitales para operacio-nes financieras. Esta ubicuidad de computación en soluciones técnicas ha dado como resultado una mayor complejidad del software.
Del mismo modo que la ingeniería im-plica la construcción de modelos mate-máticos de un problema y de su entor-no, también la ingeniería de software requiere crear modelos de software; una tarjeta de crédito tiene una descrip-ción programada de operaciones finan-cieras (¿quién está pagando a quién y qué cantidad?), del dueño (nombre y dirección de facturación) y autentifica-ción (¿se ha autentificado el usuario y cuál es el procedimiento para ello?).
Esta mayor complejidad conlleva una serie de problemas, debidos a que la relación entre el modelo del mundo a través del software y el mundo real
(o el modelo que el usuario tiene de él) puede no ser obvia.Este fenómeno se manifiesta, por ejem-plo, cuando el software tiene un estado interno que puede no ser visible o evi-dente para el usuario. Un ejemplo es un intermitente de automóvil goberna-do por software. En lugar de represen-tar el estado por la posición de la pa-lanca del intermitente (arriba = dere-cha, abajo = izquierda, centro = desco-nectado), estos sistemas gobernados por software hacen que la palanca re-torne inmediatamente a su posición central cuando el usuario la suelta/libe-ra. Sólo el software registra la dirección en que se ha pulsado la palanca. Lo

71Revista ABB 1/2007
Trabajos de investigación
atender a una llamada telefónica reque-riría identificar el aparato correcto 1 .Cualquiera que haya ido de excursión por zonas montañosas sabe que con-sultar un mapa requiere una gran habi-lidad. Es posible tener una visión muy clara, tanto del escenario local como del mapa, y sin embargo estar perdido, ya que no siempre es obvio el vínculo entre las montañas del mundo real y su representación en el mapa.
El diseño y la operación de sistemas de control de grandes plantas industriales también provocan problemas de vincu-lación. Estos sistemas ofrecen a los operadores vistas de control topológi-cas de la planta. No es infrecuente que estas vistas hagan referencia en conjun-to a decenas de miles de etiquetas, ca-da una de las cuales corresponde a un componente o lugar dentro de la plan-ta. Muchas de las alarmas generadas por el sistema de control requieren que el operador de la sala de control dialo-gue por radio con un operador de la planta para verificar visualmente algún componente de la misma. Esto significa que estos dos usuarios deben estable-cer manualmente el vínculo entre la enorme base de datos de las etiquetas y los componentes reales de la planta a que se estos datos se refieren.Esta complejidad humana tiene conse-cuencias, tanto en tiempo de entrena-miento como en velocidad de respuesta en circunstancias poco corrientes.
Interfaces de realidad aumentadaUna forma de resolver el problema del vínculo es explotar los nuevos avances en realidad aumentada. Estos avances permiten al ingeniero de software apro-vechar la capacidad de la interfaz gráfi-ca de usuario (GUI) de una configura-ción de ordenador convencional, que
normalmente está limitada a la pantalla del ordenador, y hacer que esté dispo-nible en todo el mundo.Esto sería sencillo si todo el mundo tu-viera una entrada informatizada y una salida gráfica visual, pero no es así y por tanto se requiere un hardware in-termedio. En los albores de la realidad aumentada (AR), la forma más común de conseguirlo era usando cascos vi-sualizadores (HMDs, Head Mounted Displays). Estos visualizadores monta-dos sobre un cabezal óptico transpa-rente contienen un espejo semiplateado que permite fusionar gráficos genera-dos por ordenador con la vista del mundo real del usuario. De este modo se pueden superponer visualizaciones gráficas sobre objetos reales. Siempre que se pueda seguir el movimiento de la cabeza del usuario con suficiente precisión y se pueda actualizar rápida-mente la visualización en respuesta a dicho movimiento, podrá conseguirse que estos gráficos parezcan estables en el mundo real y, por tanto, pertenezcan a él en lugar de la pantalla del HMD.
Uno de los primeros ejemplos de apli-cación AR fue puesto en práctica por la compañía Boeing para ayudar a la fabricación de mazos de cables prefor-mados para los aviones. Estos modelos cableados se construyen normalmente sobre placas de clavija con cada uno de los cables impresos sobre la placa, necesitándose, por tanto, una placa por cada avión. En la configuración AR, el trabajador llevaba un HMD que visuali-zaba la posición de cada cable sobre una placa de clavija genérica. Esta solu-ción permite un importante ahorro de almacenaje de placas, pero también conlleva muchas otras ventajas. Actuali-zar un diseño es ahora mucho más fá-cil, ya que la información para cada avión se almacena ahora sólo en el or-denador, en lugar de estar impresa en una placa. Además, se puede explotar la capacidad dinámica del HMD para que los cables sean presentados al ope-rador de uno en uno o varios a la vez.
Análogamente, podemos imaginar que un excursionista que lleve puesto un HMD podría ver el nombre de cada montaña (o una referencia sobre una cuadrícula) superpuesto en la vista real de su cima. Igualmente, el autor podría usar un HMD en su sala de estar, junto con un dispositivo apuntador visualiza-
mismo es aplicable a la fuerza con que se pulsa la palanca (suave = el intermi-tente destella sólo unas pocas veces mientras se cambia de carril y luego se apaga automáticamente, fuerte = el in-termitente destella hasta que se apaga pulsando suavemente en la otra direc-ción). El problema es que el conductor no necesariamente sabe cuál de estos modos ha sido activado, ya que ambos provocan el mismo comportamiento in-mediato (activación de las luces del in-termitente). Si el conductor cree erró-neamente que se ha activado el modo de pulsación suave, el vehículo seguirá indicando la dirección pasado el tiem-po requerido. Por otro lado, si el con-ductor cree equivocadamente que se ha activado el modo de pulsación fuer-te, el vehículo indicará en la dirección errónea cuando intente apagarlo.Existe otra forma en que la mayor complejidad puede causar problemas: la denominaremos el problema del vín-culo.
El problema del vínculoUn ejemplo clásico de este problema se produce en grandes salas donde hay muchos interruptores de luz. Un usua-rio puede querer apagar un grupo par-ticular de luces, por ejemplo, las que están cerca de una pantalla de proyec-ción, pero se enfrenta a un panel con muchos interruptores. ¿Cómo puede sa-ber con qué interruptor funciona cada luz? (El método usual es probarlos to-dos, uno tras otro, hasta obtener el re-sultado deseado). Este problema surge debido a que el vínculo entre los inte-rruptores y las luces no es evidente, ya que una persona determinada utilizará este tipo de sala muy de cuando en cuando, de modo que no le será fácil memorizar el vínculo.
La sala de estar del autor de este artícu-lo es otro ejemplo típico. Sobre la mesa situada junto al sofá hay seis mandos a distancia que controlan los equipos de televisión, vídeo, CD e hilo musical, y los descodificadores de TV, por cable y digital. A un visitante le resultaría casi imposible averiguar qué mando a dis-tancia corresponde a cada unidad (al-gunos miembros de la familia también tienen dificultades). Este es otro caso en que el vínculo no es obvio. Un mando a distancia universal mejoraría la situación, pero incluso entonces, una operación como apagar el sonido para
1 ¿Con qué mando a distancia funciona cada aparato? Éste es un ejemplo sencillo del problema del vínculo.
Realidad aumentada

72 Revista ABB 1/2007
Trabajos de investigación
do en el mismo, para identificar el equipo de ocio con el que desea inte-raccionar haciendo clic en la vista real del mismo ...... ¿o son estos ejemplos meramente imaginarios? En realidad, es bastante difícil imaginarse a un excursionista que elija obstruir su vista de la natura-leza y del paisaje llevando puesto un voluminoso HMD. Igualmente, si al-guien decidiera ponerse un HMD en la sala de estar, los miembros de la fami-lia pondrían objeciones a algo que impide desarrollar el diálogo y la vida social normal.Existen también otros muchos problemas con los HMD como medio de entrega de interfaces de usuario de realidad aumen-tada. Por regla general, sólo aumentan un campo visual bastante estrecho del
usuario y además siguen siendo bastan-tes caros. Por unos 35.000 dólares es posible hoy día comprar un HMD trans-parente que amplía en 60 grados el campo visual del usuario.Estos dispositivos han de calibrarse es-pecíficamente para cada usuario, de modo que los objetos reales y virtuales se vean alineados. Por último, inevita-blemente tienen determinada latencia, lo que significa que cuando el usuario mueve la cabeza los gráficos de orde-nador van retrasados respecto al movi-miento real, generalmente en al menos 100 ms. Este desfase es suficiente para que el movimiento cause un fuerte ma-reo, lo que limita su uso a unos minu-tos cada vez.
Dispositivo portátil de realidad aumentadaEste tipo de problemas con los HMD ha llevado a los investigadores a consi-derar otros medios de de hacer los in-terfaces AR. La alternativa más común es la interfaz portátil de realidad au-mentada AR 2 . Esta solución utiliza una videocámara conectada a una pan-talla portátil que actúa como visor de la cámara. La realidad aumentada se im-plementa entonces capturando el vídeo procedente de la cámara antes de que llegue a la pantalla y editándolo para insertar objetos gráficos virtuales y componentes de la interfaz del usuario.
Los dispositivos portátiles AR resuelven la mayoría de los problemas de los HMD: son baratos, nadie se preocupa de las pequeñas latencias, permiten ob-tener amplios campos visuales usando un objetivo gran angular y se pueden guardar en un bolsillo y sacarlos cuan-do haga falta. También aportan otras ventajas, por ejemplo, al permitir al di-señador de la interfaz de usuario (UI) integrar en una aplicación componen-tes convencionales UI bidimensionales.
En la sala de estar del autor, cualquiera podría coger un dispositivo portátil de este tipo, apuntar con él al equipo de entretenimiento y ver una vista real de ese equipo en la pantalla. Usando una aguja podría hacer clic sobre la imagen del reproductor de CD, que aparecería representado con una interfaz GUI con-vencional para controlarlo.Análogamente, un operador equipado con este dispositivo en una planta in-dustrial podría recibir información de
navegación gráfica superpuesta sobre una vista real de su entorno para indi-car qué objeto físico corresponde a una determinada etiqueta. También podría hacer clic sobre la vista real de un ob-jeto para que sea presentado con una vista topológica, con información de mantenimiento, con tendencias de sen-sores o con cualquier otro aspecto que el diseñador de la aplicación considere de valor para ese operador. Además, este tipo de dispositivo se puede usar para ampliar el canal de comunicacio-nes entre dos operadores más allá del simple canal de audio usado actual-mente, para incluir información espa-cial registrada geográficamente.
Y ahora, ¿qué hay que hacer?Actualmente, estos dispositivos están en sus inicios y se están dedicando im-portantes inversiones de investigación para desarrollar las tecnologías de seguimiento que son necesarias para hacerlos funcionar. Los prototipos más prometedores combinan varias tecnolo-gías, por ejemplo sensores de inercia para complementar la visión por orde-nador, o añaden localización GPS o de banda ultraancha (UWB).Estos planteamientos han mejorado sig-nificativamente la robustez y precisión con que operan estos sistemas. Las in-vestigaciones del autor, patrocinadas por ABB, están estudiando formas de representar y emparejar modelos del mundo con la vista real procedente de la cámara de vídeo, para poder propor-cionar AR con robustez y fiabilidad bajo demanda en entornos de gran envergadura, como puede ser una planta industrial compleja.Las ventajas posibles son potencialmen-te sustanciales. La realidad aumentada proporciona una forma de resolver el problema del vínculo al hacer que el mundo real actúe como un índice den-tro de la base de datos de componen-tes del sistema informático. A su vez, esta solución explota la capacidad es-pacial del usuario, que sigue siendo uno de los grandes potenciales, aún sin explotar, de los sistemas convenciona-les de software.
Tom Drummond
Cambridge University
Cambridge, Reino Unido
Cuadro Sobre el autor
El Dr. Tom Drummond es profesor decano
del Laboratorio de Inteligencia Mecánica de
la Universidad de Cambridge y miembro titu-
lar del Colegio de St Catharine. Se doctoró
en la Universidad Curtin, de Australia Occi-
dental. Sus áreas de investigación com-
prenden la visión informática en tiempo real
y la fusión de sensores, con especial acento
en las aplicaciones de robótica guiada vi-
sual mente y en las tecnologías de interfaces
de usuario de realidad aumentada.
2 Una interfaz portátil AR puede simplificar la navegación.
Realidad aumentada

ABB fue creada un siglo después de la fundación de sus dos compañías matrices. Durante esos 100 años, la electrificación de las naciones cambió drásticamente el mundo industrial, todo gracias al trabajo pionero de un puñado de compañías fundadas a finales del siglo XIX. Sin embargo, las ba-ses teóricas de la moderna tecnología eléctrica fueron establecidas en el siglo XVIII por diversos científicos, entre los cuales destacan Franklin, Fara-day, Ampère, Volta y Ohm. En 1830 se introdujo la telegrafía como aplicación de baja tensión de esta forma de energía. Durante los siguientes 50 años, las aplicaciones de baja tensión fueron la base para la creación de numerosas compañías. El mundo fue testigo de la aparición de la luz eléctrica –inicial-mente sólo en exteriores– basada en la lámpara de arco. La bombilla eléctri-ca de Thomas A. Edison (1878-79) hizo posible la iluminación de interiores. Siemens & Halske fue una de las pocas compañías de baja tensión que en aquella época, en 1880-1890, añadió productos de alta tensión a su cartera. Casi todas las demás compañías siguieron basándose en la dinamo y en los sistemas de iluminación, ya que las aplicaciones de alta tensión no resulta-ban atractivas, por su peligrosidad. Esto dejó vía libre a la creación de nue-vas compañías creadas especialmente para embarcarse en esta aventura de la alta energía. Muchas de estas empresas fueron creadas por ingenieros sobre la base de nuevas patentes o innovaciones. Este nuevo campo indus-trial fue ocupado rápidamente por diversas compañías de EE UU y Alemania.
La empresa Westinghouse Electric and Manufacturing Company fue
creada en 1884 para construir máqui-nas eléctricas y pronto se convirtió en el principal proveedor de sistemas de transmisión basados en la corriente alterna. De la consolidación de varias compañías Edison y de su fusión con Thomson-Houston nació General Elec-tric en 1892. En Alemania, Siemens prosperó tanto en el área de baja co-mo de alta tensión. En 1887, la activi-dad alemana de Edison pasó a deno-minarse AEG. Por su trabajo pionero en el campo de la corriente alterna trifásica consiguió una gran reputa-ción como importante competidor in-ternacional.
La creación de empresas mayores se debe no sólo a la internacionalización del negocio, sino también a la escala
SIEMPRE PIONEROS
73Revista ABB 1/2007
Siempre pioneros Nils Leffler

de modo que la generación y el con-sumo podían funcionar con baja ten-sión, mientras se transmitía con alta tensión. Hacia finales de la década de 1880 no se disponía de ningún motor de CA útil en la práctica y la tecnolo-gía de alta tensión se consideraba pe-ligrosa y difícil. Varios desarrolladores se percataron casi al mismo tiempo, durante la década de 1890, de que la solución estaba en la corriente alterna trifásica. La primera línea de transmi-sión con CA trifásica, destinada a en-lazar las ciudades alemanas de Lau-ffen y Frankfurt, de 175 km de longi-tud y con una tensión de 30.000 vol-tios, se inauguró el 24 de agosto de 1891.
Se había abierto la vía para una rápida expansión de las aplicaciones indus-triales movidas por la electricidad. La tecnología permitió utilizar generado-res centrales, conectar redes con dife-rentes niveles de tensión y transfor-mar suavemente la electricidad a los niveles de tensión adecuados. Los in-genieros, mientras tanto, habían aprendido a calcular con mayor exac-titud y precisión el rendimiento y el uso material de los equipos. Se cons-truyeron máquinas eléctricas para mu-chas aplicaciones distintas y se mejoró la seguridad por medio de los inte-rruptores y de la aparamenta de co-nexión.
Suiza, con un mercado nacional pe-queño, dio la sorpresa alcanzando muy pronto fama como uno de los principales países fabricantes de equi-pos de alta tensión gracias a las com-pañías Oerlikon (1882) y Brown Bo-veri, más tarde BBC (1891). Dos jóve-nes ingenieros, Charles E. Brown y Walter Boveri, se conocieron en Oer-likon, donde trabajaban y vivían sus primeras experiencias. Pronto decidie-ron crear una nueva compañía, que se establecería en Baden y muy pronto se convirtió en un importante emplea-dor, con una amplia cartera de pro-ductos y sistemas electrotécnicos. Por aquel entonces, varias compañías internacionales, entre ellas AEG y Sie-mens, trabajaban en la electrificación de Suecia. La única compañía local que había conseguido destacar era ASEA, creada en 1890 en Västeras, pero cuyas raíces se remontan a 1883, año en que se habían constituido sus dos compañías matrices. El inventor Jonas Wenström y el industrial Ludvig Fredlund fueron los creadores de la nueva empresa. La cartera de ASEA, como la de BBC, comprendía turboge-neradores, convertidores y aparamen-ta eléctrica para la transmisión y dis-tribución, como transformadores, inte-rruptores y conmutadores, máquinas eléctricas rotatorias, etc.
Revista ABB y las publicaciones que le han precedido han cubierto la elec-trificación, inclusive su implantación práctica en la industria, desde princi-pios del siglo XX. Un vistazo a los ar-chivos pone a la luz el fascinante de-sarrollo de los productos y soluciones básicas, que aún hoy siguen siendo cruciales para el éxito comercial de ABB. Esta serie comenzará con un repaso a la historia del interruptor, un componente fundamental en muchas instalaciones eléctricas.
Nils Leffler
Revista ABB
Dättwil, Suiza
Ludvig Fredlund (1830–1891) y Jonas Wenström (1855–1893); debajo Charles E. Brown (1863 –1924) y Walter Boveri (1865–1924)
de las inversiones requeridas para construir y desarrollar la infraestructu-ra eléctrica necesaria para la transmi-sión y distribución de la electricidad a la industria y a los hogares. La facili-dad con que la electricidad se puede transformar en otras formas de ener-gía como calor, luz y movimientos gi-ratorios y lineales, junto con la posibi-lidad de transportarla a largas distan-cias con sólo pequeñas pérdidas, con-virtió la electricidad en la impulsora de la industrialización. Las primeras aplicaciones de la energía eléctrica tu-vieron lugar en el transporte (tranvías) y en aplicaciones industriales de la metalurgia y de los procesos electro-químicos. Los primeros sistemas de distribución se basaron en la corriente continua, que permitía cubrir una dis-tancia de varios kilómetros entre la fuente y el punto de uso, ya que al aumentar la distancia crecía rápida-mente la pérdida de potencia. Unos niveles más altos de tensión reducían las pérdidas, pero los generadores y máquinas eléctricas no podían con ta-les tensiones. La tecnología promovió el desarrollo de pequeños grupos electrógenos cerca de los consumido-res, pero éstos pronto se revelaron poco prácticos e ineficientes. La corriente alterna se puede transmi-tir a largas distancias con altos niveles de tensión y pocas pérdidas, y puede transformarse en ambas direcciones,
74 Revista ABB 1/2007
SIEMPRE PIONEROS
Siempre pioneros

Durante los 100 últimos años, la electricidad se ha convertido en la forma de energía más flexible y fiable del mundo. La demanda global es cada vez mayor y, en muchos países, el suministro de electricidad está directamente relacionado con el producto interior bruto.
La infraestructura que permite la distribución segura de la energía eléctrica es extremadamente fiable, pero el desarrollo de redes cada vez mayores y la introducción de nuevos tipos de generadores eléctri-cos suponen nuevos retos operacionales. En este artículo, Revista ABB repasa la historia del desarrollo de los interruptores, componen-tes indispensables de las redes eléctricas, destacando las aportacio-nes hechas por ABB y por sus compañías predecesoras, ASEA y Brown Boveri, dos pioneras de la energía eléctrica.
El interruptor Desarrollo modelo de un producto industrial Fritz Pinnekamp
75Revista ABB 1/2007
SIEMPRE PIONEROS
Los interruptores son vitales para el funcionamiento seguro de una red
eléctrica. Son necesarios en los gene-radores de electricidad, donde se ha de poder conectar y desconectar toda la potencia de una central eléctrica (gigavatios de electricidad), y en lí-neas de transmisión, en subestaciones, para dirigir el flujo de energía con tensiones de más de 1.500 kV. Los in-terruptores son también componentes esenciales en las redes de distribu-ción, en las que es preciso controlar corrientes muy altas a niveles modera-dos de tensión.
Un interruptor, con independencia de su posición en una red, tiene dos ta-reas: es responsable de la conmuta-ción diaria de líneas durante el fun-cionamiento normal y de la desco-nexión del suministro eléctrico en ca-so de sobrecarga o cortocircuito. Un interruptor puede controlar varios GVA de potencia en fracciones de se-gundo.Es tal la importancia de este dispositi-vo, que se han invertido decenas de miles de millones de dólares en su desarrollo durante los 100 últimos años.1)
El reto de un interruptorLa corriente eléctrica es transportada desde las centrales hasta los clientes a través de cables metálicos conducto-res, la mayoría visibles como líneas aéreas. La corriente se puede inte-rrumpir simplemente cortando la línea eléctrica conductora, algo muy fácil de hacer cuando no circula corriente,
75
Nota1) Los sistemas interruptores en los que no se forman
arcos libres, es decir, los dispositivos semiconduc-
tores de potencia, se comportan muy bien con ba-
jos niveles de potencia, pero requieren un mayor
desarrollo para extender su uso a los interruptores
de gran potencia.

76 Revista ABB 1/2007
El interruptor
dos en estos primeros y volu-minosos dispositivos, se utili-zaron hasta la década de 1980. El principio en que se basa este interruptor se mues-tra en 3 . En resumen, cuando la corriente forma un arco en el aceite, el medio se vaporiza y se forma una burbuja alre-dedor del arco. Este gas a alta presión, que es hidrógeno en casi un 80 por ciento, inhibe la ionización y se desplaza por los canales que rodean el arco. Esto aumenta la convec-
ción en el aceite, que ayuda a refrige-rar los residuos del arco cuando la co-rriente está próxima a cero. Este prin-cipio de convección inducida por el arco fue usado después en el inte-rruptor de “autoinyección”.Los interruptores de mínimo aceite funcionan mejor con altas corrientes, que provocan un aumento brusco de presión y fuerte convección. Con co-rrientes más bajas, durante el funcio-namiento normal, el efecto de autoin-yección no puede desarrollarse com-pletamente sin la ayuda de un pistón móvil que favorezca la convección, según se muestra en 4 . En estos interruptores, en el momento de la apertura la corriente forma un arco y la presión en la cámara supe-rior crece notablemente, haciendo que se desplace el pistón entre las dos cá-maras. En un punto determinado, una abertura en el pistón pasa por el con-tacto móvil, originando un fuerte flujo axial de aceite desde la cámara infe-rior, que enfría el arco.
Las evidentes ventajas de este método llevaron a una rápida adopción de este interruptor y a la progresiva desaparición del interruptor conven-cional de depósito de aceite, según indican las correspondientes cifras de ventas de alrededor de 1940 5 .
El aceite es un buen aislante eléctrico y, cuando se abre el interruptor, pue-de aislar la tensión de la red a través de los contactos. Se puede conseguir un aislamiento similar usando aire, pero sólo si se comprime a una pre-sión de varios MPa. El uso de presio-nes tan altas en interruptores de aire comprimido requería un nuevo diseño de la cámara del interruptor, que fue desarrollado junto con el diseño de
2 Interruptor monopolar de aceite para exteriores, de 1923, para 110 kV y 350 A
SIEMPRE PIONEROS
pero extremadamente difícil cuando el cable está bajo tensión. Cuando se corta un cable bajo corriente, ésta se ve obligada a circular a tra-vés de una sección progresi-vamente menor de hilo. Esta concentración de la corrien-te produce calor y una posi-ble vaporización del hilo remanente. Pero, incluso cuando se ha cortado el cable por completo, puede seguir circulando corriente a través de un arco eléctrico que se forma en los gases ionizados (plasma) entre los contactos abiertos. La corriente sólo puede interrumpirse entonces mediante un interruptor ca-paz de extinguir este arco. Aunque la velocidad con que los interruptores han de desconectar fuertes contactos metálicos para conseguir su propósito ha llevado a encontrar varias solucio-nes ingeniosas, este artículo se centra-rá en los avances conseguidos en el importante reto de controlar los arcos eléctricos.
Los arcos eléctricos tienen una energía enorme: su temperatura puede supe-rar los 50.000°C y se pueden dar pre-siones de hasta 100 MPa contenidas en un volumen de menos de un litro. A lo largo de los años, los interrupto-res han incorporado varios medios di-ferentes para disipar esta energía, co-mo agua, aceite, gases inertes y aire comprimido. El intenso calor del arco se puede dispersar mediante la aplica-ción de un gas a alta presión o me-diante el flujo gaseoso causado por la vaporización del medio interno, que se produce como resultado de la for-mación del arco. El cuerpo del interruptor también es decisivo para la eficacia del dispositi-vo. Se puede utilizar para dirigir el flujo de gases calientes y ya se han adoptado varios métodos diferentes para mejorar la disipación térmica, en-tre ellos el uso de materiales semides-tructibles. En 1 se resumen los diver-sos tipos de interruptores utilizados durante los 100 últimos años por ASEA y Brown Boveri y, más reciente-mente, por ABB1).En los comienzos del desarrollo, pron-to aparecieron interruptores de agua y aceite, que operaban a niveles muy bajos de corriente y tensión. La figura
2 muestra un ejemplo de uno de los primeros interruptores de aceite. Los contactos en estos interruptores esta-ban integrados en un gran depósito, lleno del medio elegido. En estas con-diciones, la formación del arco origi-naba la ionización del medio con pro-ducción de hidrógeno. Cuando la corriente se aproximaba a cero (por ejemplo, cada 10 ms en un sistema al-terno a 50 Hz), la elevada presión del medio vaporizado comprimía el canal del arco lleno de gas. Esto hacía que el medio entre los contactos de aper-tura perdiera casi toda su conductivi-dad, extinguiendo, por tanto, el arco. Desafortunadamente, dado que se requerían grandes volúmenes del me-dio, estos dispositivos eran bastante voluminosos y poco manejables, y en caso de avería del interruptor de acei-te podía acumularse la presión, con gran riesgo de explosión e incendio 2 . A pesar de estos riesgos, el aceite si-guió siendo un medio popular y los interruptores de mínimo aceite, basa-
1 Diseños dominantes de interruptores de potencia
1920 1930 1940 1950 1960 1970 1980 1990 2000
Agua
Aceite
Aceite mínimo
Aire comprimido
SF 6
Autoexpansión SF 6
Vacío

los interruptores de aceite durante las primeras décadas de la electrificación.En los interruptores de aire comprimi-do, el arco es enfriado por la convec-ción causada por las grandes diferen-cias de presión entre las partes inter-nas del interruptor y el aire ambiente exterior; se abre una válvula y el aire comprimido sale precipitadamente de la cámara a gran velocidad. Un com-ponente esencial del diseño garantiza-ba que el arco se situara correctamen-te para aprovechar el intenso flujo de aire. Se ensayaron varios diseños de boquillas y finalmente se optó por flu-jo axial, similar al usado en la cámara de compresión.Había varias alternativas entre el inte-rruptor de aire comprimido y el de mínimo aceite. Este último, especial-mente el tipo de autoinyección, tenía un diseño sencillo y podía operar con baja potencia mecánica. Como medio, sin embargo, el aceite no era fácil de manejar. Planteaba peligro de incen-dio y necesitaba más mantenimiento. Por otro lado, los interruptores de aire comprimido requerían potentes com-presores y su funcionamiento era muy ruidoso. La elevada presión podía uti-lizarse, sin embargo, para impulsar los movimientos de los contactos y los sistemas basados en aire comprimido eran mucho más limpios y fáciles de mantener que los basados en aceite.
El mercado acogió bien los interrupto-res de aire comprimido, con un creci-miento de ventas de un 20% anual en-tre 1967 y 1971. Pero el desarrollo en paralelo de dos principios de interrup-tores polarizó la opinión, incluso den-tro de las compañías fabricantes, y la competencia entre los dos campos
Aprovechando las ventajas del SF6 co-
mo medio, ingenieros de ABB pasaron a combinarlo con el principio de auto-inyección, usado en el interruptor de mínimo aceite. Pero las primeras apli-caciones de las características de la autoinyección en un interruptor de SF
6 siguieron otro camino, que se usó
en los interruptores de vacío: utilizar un campo magnético para controlar el arco. Cuando se abren los contactos y se forma un arco, se crea un campo magnético debido a la forma espiral de los electrodos. Esto hace que el ar-co gire a gran velocidad, forzándolo a mezclarse con el medio frío de SF
6,
que rápidamente mina su energía.
Algunos años después, la experiencia y los conocimientos acumulados sobre
77Revista ABB 1/2007
El interruptor
SIEMPRE PIONEROS
continuó con fervor casi religioso. En 1955, algunos ingenieros afirmaban que “el interruptor de inyección de ai-re es mejor que cualquier otro tipo para altos niveles de tensión de hasta 380 kV”, mientras que en 1978, otros sentenciaban que “el interruptor de mínimo aceite ha sobrevivido a la ola de inyección de aire, que ya pertene-ce al pasado, y sin duda tampoco será barrido por el SF
6 (hexafluoruro de
azufre)”. Las fuerzas del mercado de-mostraron, sin embargo, que ambas opiniones eran erróneas, y la solución del SF6 es hoy más popular que cual-quiera de sus dos antecesoras.
El SF6 es un gas inerte con excelentes
propiedades aislantes, incluso a una presión relativamente baja (es decir, 0,5 MPA). Esta baja presión es crucial, ya que el SF
6 se licuaría con altas pre-
siones y no podría interaccionar con el arco. El principio del interruptor de SF
6 se muestra en 6 .
El contacto móvil está conectado a una boquilla y un cilindro que consti-tuye el pistón que comprime el gas SF
6 cuando se mueve el contacto.
Cuando se forma el arco, el gas frío SF
6, desde la parte inferior comprimi-
da dinámicamente, puede interaccio-nar con el arco en un flujo axial y difundir su energía.
Este dispositivo combina varias venta-jas, como el bajo mantenimiento, la limpieza de funcionamiento y la falta de compresión externa y de ruido de escape. El uso de SF
6 como medio ha
tenido gran aceptación entre clientes e ingenieros. Desde 1970 ha habido una inversión creciente en el desarro-llo de estos interruptores.
4 Funcionamiento de la cámara de compresión durante el corte de corriente
3 Secuencia de apertura de contactos de un interruptor de mínimo aceite en corriente de cortocircuito (1976)
5 Volumen de ventas de interruptores ASEA de aceite en torno a 1940
100
90
80
70
60
50
40
30
20
10
0
1938 1939 1940 1941 1942 1943 1944 1945
Fuente: Asea Journal 1946, p. 17
Interruptor con depósito de aceite Interruptor con mínimo de aceite

enfriamiento del arco, flujo gaseoso, desgaste de mate-riales y aislamiento gaseoso, dieron origen a un nuevo in-terruptor de línea esbelta, pero fuerte, basado en el SF
6. El dispositivo contenía
pocas piezas móviles y los contactos sólo necesitaban moverse una pequeña dis-tancia antes de que se inte-rrumpiera el circuito. Esta tecnología pronto fue com-binada con características de interruptores de soplado y finalmente condujo a los ac-tuales interruptores de avan-zada tecnología de ABB, que pueden controlar la conmu-tación de potencia de más de 25 GVA en una sola cá-mara. Esto representa un in-cremento de 100 veces el rendimiento con respecto a los 80 últimos años 7 .
En 8 se muestra un moder-no interruptor LTB (Live Tank Breaker). La energía requerida para interrumpir la corriente de cortocircuito en este interruptor se obtie-ne en parte del propio arco, lo que reduce a menos de la mitad la energía operacional requerida en comparación con un interruptor conven-cional SF
6 de soplado. La menor ener-
gía requerida reduce esfuerzos en el interruptor y mejora, por tanto, la fia-bilidad.
Todos los tipos de interruptores des-critos hasta ahora dependen de algún tipo de medio en el que se desarrolla el arco eléctrico. El interruptor de va-cío, sin embargo, adopta un plantea-miento diferente. Cuando los contac-tos con tensión se separan en el va-cío, los electrodos metálicos empiezan a evaporarse y el vapor metálico pro-porciona un medio conductor para la formación del arco. Dado que los electrodos tienen forma espiral, se in-duce un campo magnético en el que gira el arco. El arco se extingue cuan-do el vapor metálico se vuelve a con-densar en los electrodos y paredes de la cámara del interruptor.
Desde el principio de los años 1980, ABB ha producido más de un millón de interruptores de vacío. Este pro-ducto de alta tecnología sigue tenien-do gran demanda en todo el mundo. La gama actual de productos de ABB
comprende interruptores de vacío para interruptores de 12 a 40,5 kV, con corrientes de interrupción de cortocircuito de hasta 63 kA.
Los interruptores del futuro El adecuado control del arco eléctrico, imprescindible en todos los interruptores exis-tentes, ha sido estudiado y comprendido durante los 100 últimos años. Evidentemente, evitar la formación del arco sería preferible a controlarlo, si se pudiera concebir un nuevo principio de conmuta-ción usando semiconductores de potencia.Los dispositivos electrónicos de potencia se utilizan am-pliamente en la industria de la electricidad y en sistemas de corriente continua y alta tensión (HVDC) –una impor-tante gama de productos para ABB– que están basados en semiconductores de potencia de óptimo rendimiento. Para aplicar esta tecnología en los interruptores sería preciso me-jorar enormemente el rendi-miento de los dispositivos ac-tuales. La tecnología actual de semiconductores permitiría, al menos en principio, diseñar un interruptor de potencia,
pero sería un ejercicio muy complejo, sumamente caro. Un interruptor total-mente electrónico no sería competiti-vo en el mercado actual.
La historia del desarrollo de los inte-rruptores muestra, no obstante, que la combinación de varias tecnologías arraigadas en nuevos productos ha dado muy buenos resultados. ABB mantiene esta tradición y sigue combi-nando características de interruptores convencionales con dispositivos elec-trónicos de potencia. Se esperan nue-vos avances en rendimiento y desarro-llo en este campo.
Friedrich Pinnekamp
Group R&D and Technology
Zürich, Suiza
8 Live Tank Breaker (LTB) D, un moderno interruptor para niveles de tensión de hasta 170 kV y corriente de corte de 40 kA
78 Revista ABB 1/2007
El interruptor
SIEMPRE PIONEROS
6 Secuencia operativa de un interruptor de gas SF6
a b c d
f
e
j
g
i
h
a posición cerrada, flujo de corriente
por el contacto nominalb secuencia de apertura, el arco se forma
entre los contactos de cortocircuitoc movimiento de contactos, el pistón
genera una alta presión, corriente
máxima de arco
d arco próximo a la corriente, cero
afectado por el flujo forzado de gase contacto para corriente nominalf contacto para corriente de cortocircuitog cámara de compresiónh pistóni contacto hueco para gas de escapej tobera para flujo ultrasónico de gas
7 Capacidad de corte para cada uno de los interruptores ABB
1920 1925 1930 1935 1940 1945 1950 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000 2005
30
25
20
15
10
5
0
Año
Aceite
Aceite mínimo
Aire comprimido
SF 6
Autoexpansión SF 6

79Revista ABB 1/2007
Consejo editorial
Peter TerwieschChief Technology OfficerGroup R&D and Technology
Clarissa HallerCorporate Communications
Ron PopperSustainability
Friedrich PinnekampGroup R&D and Technology
Nils LefflerChief [email protected]
EditorialABB Schweiz AGCorporate ResearchABB Review/REVCH-5405 Baden-DättwilSuiza
Revista ABB se publica cuatro veces al año en inglés, francés, alemán, español, chino y ruso.La reproducción o reimpresión parcial está permitida a condición de citar la fuente. La reimpresión completa precisa del acuerdo por escrito del editor. Revista ABB es una publicación gratuita para todos los interesados en la tecnología y objetivos de ABB y para aquellas perso-nas que ocupan puestos directivos y necesitan estar informados sobre los últi-mos avances de la tecnología. Si usted de-sea una suscripción gratuita puede ponerse en contacto con la representación ABB más próxima o directamente con la editorial.
Editor © 2007ABB Ltd, Zurich/Suiza
ImpresiónVorarlberger Verlagsanstalt GmbH.AT-6850 Dornbirn/Austria
DesignDAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
TraducciónBrugos Translation Centre GmbHBerna, [email protected]
Exención de responsabilidad:Las informaciones contenidas en esta revis-ta reflejan el punto de vista de sus autores y tienen una finalidad puramente informativa. El lector no deberá actuar con base en las afirmaciones contenidas en esta revista sin contar con asesoramiento profesional. Nuestras publicaciones están a disposición de los lectores sobre la base de que no im-plican asesoramiento técnico o profesional de ningún tipo por parte de los autores, ni opiniones sobre materias o hechos específi-cos, y no asumimos responsabilidad alguna en relación con el uso de las mismas. Las empresas del Grupo ABB no garantizan ni aseguran, explícita o implícitamente, el contenido o la exactitud de los puntos de vista expresados en esta revista.
ISSN: 1013-3119
www.abb.com/abbreview
Avance 2/2007
Hacia finales de 2006, destacadas or-ganizaciones publicaron varios impor-tantes informes sobre el tema de la energía sostenible para el mundo, que contenían planes de acción y estima-ción de los costes. Después de la cumbre del Grupo G8 celebrada en Gleneagles (Escocia) en julio de 2005 se encomendó a Sir Nicholas Stern in-vestigar las estrategias posibles para frenar el calentamiento global. Su in-forme sobre la “Economía del cambio climático” lanzaba al mundo un serio aviso sobre los grandes costes que conllevaría seguir posponiendo este problema. En octubre de 2006, The World Business Council for Sustaina-ble Development publicó su informe “Impulsar un futuro sostenible”, un trabajo codirigido por ABB a través de la participación activa de Fred Kindle (CEO). En su último informe, la Agen-cia Internacional de la Energía (IEA) estima que las mejores posibilidades para reducir las emisiones contami-nantes residen en aumentar la eficien-cia energética.
Estos informes coinciden en dos pun-tos: la demanda de electricidad segui-rá creciendo y la única solución a corto plazo para contener el volumen de emisiones es aumentar la eficiencia energética del usuario final. La IEA estima que las medidas de efi-ciencia energética pueden representar entre el 31 y el 53% de la reducción de emisiones de CO
2 para 2050. Ya se
dispone de tecnologías para mejorar la eficiencia de la conversión de ener-gía, aplicables de forma rentable a to-das las economías y a todos los usua-rios finales.
ABB es uno de los principales provee-dores de estas tecnologías. En su próximo número, Revista ABB presen-tará productos y soluciones ya dispo-nibles que pueden dejar su impronta en el modo en que la industria y las compañías eléctricas producen y utili-zan la electricidad. Con estas tecnolo-gías ya es posible emprender el largo viaje hacia el objetivo: “Impulsar un futuro sostenible”.
Ensuring areliable powergrid is where
we really shine.
Ensuring areliable powergrid is where
we really shine.
© 2005 ABB
Providing breakthroughs in power transmission anddistribution for the 21st century. Visit us at www.abb.com
© 2005 ABB
a