ein beitrag zur auslegung temperierter … · ϕ formänderung / umformgrad - ϕ winkel rad ξ...
TRANSCRIPT
Ein Beitrag zur Auslegung temperierter Tiefziehwerkzeuge
für die Umformung von Magnesiumfeinblechen
Von der Fakultät für Maschinenbau, Verfahrens- und Energietechnik
der Technischen Universität Bergakademie Freiberg
genehmigte
DISSERTATION
zur Erlangung des akademischen Grades
Doktor-Ingenieur
Dr.-Ing.
vorgelegt
von Dipl.-Ing. Thomas Meyer
geboren am 12.02.1975 in Freiberg
Gutachter: Prof. Dr.-Ing. habil. Dr. h.c. Gerd Walter, Freiberg
Prof. Dr.-Ing. Eckehard Specht, Magdeburg
Prof. Dr.-Ing. Rudolf Kawalla, Freiberg
Tag der Verleihung: 14.04.2005

Danksagung Während der Entstehung dieser Arbeit haben mich viele Menschen unterstützt. Dafür möchte ich mich an dieser Stelle bedanken. Mein Dank gilt Herrn Prof. Walter, der diese Arbeit betreut hat, meinen Arbeitskollegen und den Gutachtern der Arbeit Herrn Prof. Kawalla von der Bergakademie Freiberg und Herrn Prof. Specht von der Universität Magdeburg. Ganz besonders bedanken möchte ich mich natürlich auch bei meiner Familie, vor allem bei meinem Vater für die vielen geduldigen Korrekturlesungen und meiner Frau Susann.
Inhaltsverzeichnis Verzeichnis verwendeter Formelzeichen
1
Verzeichnis verwendeter Indizes
4
1
Einleitung
7
2
Stand der Technik
8
3
Anforderungen an den Tiefziehprozess bei der Umformung von Magnesiumfeinblechen
9
3.1
Ergebnisse aus den Zugversuchen
9
3.2
Tiefziehversuche mit rotationssymmetrischer Stempelgeometrie
10
3.3
Anforderungen an die Werkzeugbeheizung bei praxisnahen Tiefziehprozessen
14
3.4 Tiefziehversuche mit trapezförmiger Stempelgeometrie und partieller sowie homogener Werkzeugtemperierung
18
4 Untersuchung der Maschinenerwärmung beim Betrieb beheizter Werkzeuge
20
4.1 Prinzipe zur Reduzierung der Wärmeströme von den beheizten Werkzeugaktivteilen in das Werkzeuggestell
20
4.2 Anforderungen an eine thermische Trenneinrichtung und Gestaltungsregeln
21
4.3 Analytischer Ansatz zur Dimensionierung der thermischen Trenneinrichtung
23
4.4 Ergebnisse der analytischen Untersuchungen
39
4.5 Nachrechnung der Ergebnisse mit numerischen Methoden
46
5 Auslegung der thermischen Baugruppen zur Werkzeugtemperierung
48

5.1 Aufteilung des Werkzeuges in Zonen und Bestimmung des Leistungsbedarfes
48
5.2 Auswahl und Auslegung geeigneter Temperiereinrichtungen für das Umformwerkzeug
56
5.2.1 Baugruppen zum Beheizen von Werkzeugbereichen
56
5.2.2 Baugruppen zum Kühlen von Werkzeugbereichen
59
5.3 Optimale Anordnung der Kanäle in den seitlichen Werkzeugzonen
64
6 Erwärmung des Magnesiumbleches 69
6.1 Anforderungen an die Blecherwärmung 69
6.2 Prinzipien der Blecherwärmung 69
6.3 Möglichkeiten der Einflussnahme auf die Erwärmungszeit des Bleches
70
6.4 Größe des Kontaktwärmeübergangskoeffizienten bei Kontakt der Partner Stahl und Magnesium
72
6.5 Numerische Berechnung der Blecherwärmung an der realen Geometrie
76
7 Simulation der Wärmeausbreitung im gesamten System und Überprüfung der Ergebnisse mittels Thermografie
81
8 Zusammenfassung 88
9 Ausblick 89
Verzeichnis verwendeter Literatur 90
Verzeichnis der Bilder
93
Verzeichnis der Tabellen 99

Anhang A Bestimmung von Effektivwerten zur Beschreibung des
Wärmetransportes
100
A.1 Kanaleinbauten von Werkzeug und Kühlplatte
100
A.2 Bestimmung von Effektivwerten zur Beschreibung des Wärmetransportes vom Zwischenstempel zur Umgebung
110
B Festigkeitsnachweis für Kanaleinbauten in Umformwerkzeugen
113
C Betrachtungen zum Wärmetransport zwischen benachbarten Werkzeugzonen
118
D Bestimmung von Kontaktwärmeübergangskoeffizienten für die Materialpaarung Stahl – Magnesiumknetlegierung
123
D.1 Eine sehr einfache theoretische Beschreibung des Kontaktwärmeüberganges
123
D.2 Bestimmung von Kontaktwärmeübergangskoeffizienten durch Messung
125
D.2.1 Bestimmung des Wärmeübergangskoeffizienten zur Umgebung durch Kalibrierung
126
D.2.2 Bestimmung des Kontaktwärmeübergangskoeffizienten 129
E verwendete Stoffwerte 134
E.1 Materialwerte 134
E.2 Werte für Randbedingungen 135

1
Verzeichnis verwendeter Formelzeichen Formelzei-chen
Bedeutung physikalische Ein-heit
A Fläche m²
B Breite m
b Umfang m
c spezifische Wärmekapazität J/(kgK)
D Durchmesser m
E Elastizitätsmodul N/mm²
e Wanddicke m
F Fehler %
F Kraft N
FZieh Ziehkraft N
f Verschiebung m
G Schubmodul N/mm²
H& Enthalpiestrom W
h Höhe m
Iy Flächenträgheitsmoment m4
k Wärmedurchgangskoeffizient W/(m²K)
kf Fließspannung N/mm²
L Dicke m
l Länge m
M Moment Nm
p Druck N/m²
Q& Wärmestrom W
q Linienlast N/m
q& Wärmestromdichte W/m²
Vq& Wärmequelldichte W/m³
R Radius m
R thermischer Widerstand, allgemein K/W
Rλ Wärmeleitwiderstand K/W

2
Rα Wärmeübergangswiderstand K/W
RGes Wärmedurchgangswiderstand K/W
Re Streckgrenze N/mm²
r Radius m
S Sicherheit -
s Breite m
s Wegstrecke m
T Kelvin-Temperatur K
u Geschwindigkeit m/s
V& Volumenstrom m³/s
v Geschwindigkeit m/s
WR Walzrichtung °
x Ortskoordinate m

3
griechische Buchstaben Formelzei-chen
Bedeutung physikalische Einheit
α WÜK W/(m²K)
β0max Grenzziehverhältnis -
βf0 fiktives Grenzziehverhältnis -
∆t Zeitraum s
∆ϑ Temperaturdifferenz K
∆ϕ Winkelelement rad
ε Emissionsgrad -
ε& Umformgeschwindigkeit 1/s
Θ dimensionslose Temperatur -
ϑ Celsius-Temperatur °C
λ Wärmeleitfähigkeit W/(mK)
ν Querkontraktionszahl -
ρ Dichte kg/m³
σ Boltzmann-Konstante W/(m²K4)
σ mechanische Spannung N/m²
ϕ Formänderung / Umformgrad -
ϕ Winkel rad
ξ dimensionslose Ortskoordinate -

4
Verzeichnis verwendeter Indizes Tiefgestellte Indizes Index Bedeutung
AP Aufspannplatte
a Außen
ab abgeführt
B Biegung
Blech Magnesiumblech
ber berechneter Wert
DP Dämmplatte
d Druck
Eck Eckbereich
eff effektiver Wert
erf erforderlich
F Fluid
G Grenzfläche
Ges Gesamtwert
GP Grundplatte
i Innen
KP Kühlplatte
Knl Kanal
Konv Konvektion
kt Kontaktfläche
Luft Luft
m mittlere
max Maximalwert
mDP mit Dämmplatte
NH Niederhalter
Ob Oberfläche

5
ob oben
oDP ohne Dämmplatte
Offen geöffnet
P Festkörperkontakt
Platine Platine (noch nicht umgeformtes Blech)
Q Querschnitt
R Rohr
RHK Rohrheizkörper
S Schub
Seite Seitenbereich
Sk kurzer Seitenbereich
Sl langer Seitenbereich
Sm mittlerer Seitenbereich
Sp gespeichert
St Stempel
Stirn Stirnseite
Str Strahlung
schätz geschätzter Wert
senkr senkrecht
TP Trennplatte
U Umgebung
unt unten
V Verluste
VM Vergussmasse
Wa Kühlwasser
Wkz Werkzeug
waag waagerecht
ZwSt Zwischenstempel
zu zugeführt
zul zulässig
|| Parallelschaltung

6
- Reihenschaltung
0 Anfangswert Hochgestellte Indizes Index Bedeutung
ϕ Winkelelement
´ Eintritt
´´ Austritt

7
1. Einleitung Zur Umsetzung von Leichtbaukonzepten im Automobil-, Schienenfahrzeug- und Flugzeugbau erlangen vor allem Magnesium-Knetlegierungen eine immer größere Bedeutung. Aufgrund eingeschränkter Umformeigenschaften der Mg-Legierungen bei Raumtemperatur kann die Formgebung allerdings nur bei erhöhten Tempera-turen erfolgen [1]. In der vorliegenden Arbeit wird versucht, derzeit bestehende Wissensdefizite hinsichtlich der Auslegung von temperierten Tiefziehwerkzeugen abzubauen. Dabei darf aber nicht nur das Umformwerkzeug im Vordergrund ste-hen, sondern es müssen auch die Auswirkungen der beheizten Werkzeuge auf die Umformmaschinen untersucht werden. Zum Beispiel ist von großem Interesse, welche Temperaturen sich in der Presse einstellen werden und welches Gefähr-dungspotential hinsichtlich eines störungsfreien Betriebes von diesen ausgeht. Mit Hilfe von thermodynamischen Berechnungen soll für ein vorgegebenes Werk-zeugsystem die erforderliche thermische Einrichtung ausgelegt werden. Darüber hinaus ist zu untersuchen, mit welcher Maschinenerwärmung beim Betrieb dieses beheizten Werkzeuges zu rechnen ist. Als bevorzugtes Hilfsmittel für diese Unter-suchungen sollen besonders einfache analytische Methoden im Vordergrund ste-hen. Diese können, wenn sie sich als geeignet erweisen, auch zur Berechnung anderer Werkzeuggeometrien aufgegriffen werden. Die Validierung der mit den einfachen Methoden erhaltenen Ergebnisse erfolgt dann mit Hilfe von FEM-Berechnungen und Untersuchungen an der realen Werkzeuggeometrie.
8
2. Stand der Technik Diese Arbeit befasst sich im Wesentlichen mit der Auslegung von temperierten Tiefziehwerkzeugen für die Magnesiumblech-Umformung. Damit stehen die Ma-schinentechnik und thermische Systeme aber nicht die Umformeigenschaften von Magnesiumblechen im Vordergrund. Deshalb wird in diesem Kapitel der Stand der Technik bezüglich der Auslegung temperierter Werkzeuge wiedergegeben. Erste Gestaltungshinweise von zur Magnesiumblech-Umformung geeigneten Tief-ziehwerkzeugen finden sich in [1-3]. Hier wurde ein vorhandenes unbeheiztes Werkzeug mit rechteckiger Stempelgeometrie so umkonstruiert, dass in den Eck- und Seitenbereichen unterschiedliche Temperaturen eingestellt werden können. Es hat sich gezeigt, dass für eine ausreichende thermische Trennung dieser un-terschiedlich temperierten Bereiche an den Bereichsgrenzen Wärmedämmplatten anzuordnen sind. Außerdem wurde nachgewiesen, dass bei längerer Betriebs-dauer der Presse eine Erwärmung von Umformmaschine und Werkzeuggestell auftritt, welche im ungünstigsten Fall Störungen des Maschinenbetriebs nach sich ziehen kann. Um diese Erwärmung zu verhindern, wurde der Einbau von Kühl- und Wärmedämmplatten zwischen Werkzeug und Umformmaschine vorgeschla-gen. Die Beheizung von Umformwerkzeugen ist durch induktive Erwärmung, elektri-sche Widerstandserwärmung oder Erwärmung mittels Wärmeträgerfluid möglich [4]. Die Untersuchung dieser Verfahren hinsichtlich ihrer Eignung für die Behei-zung von Tiefziehwerkzeugen hat gezeigt, dass elektrische Widerstände für die Werkzeugbeheizung am vorteilhaftesten sind. Gestaltungshinweise für lokal temperierte Werkzeuge zur Aluminiumblech-Umformung finden sich in [5,6]. Auch beim Innenhochdruckumformen von Leichtmetallblechen sind Werkzeuge mit unterschiedlich erwärmten Zonen erforderlich [7]. Die thermische Trennung der unterschiedlich temperierten Bereiche wird hier jedoch im Wesentlichen durch luft-gefüllte Hohlräume realisiert. Eine lokal unterschiedliche Werkzeugtemperierung erfordert oftmals die gezielte Kühlung bestimmter Werkzeugbereiche. Hinweise zur Gestaltung von Werkzeug-kühlungen finden sich vor allem in der Literatur zu Spritzgusswerkzeugen [8-13]. Dort wird auch die Problematik der Werkzeugfestigkeit, welche durch den Einbau von Temperiereinrichtungen herabgesetzt wird, besprochen.

9
3. Anforderungen an den Tiefziehprozess bei der Umformung von Magnesiumfeinblechen
Am Institut für Umformtechnik und Umformmaschinen der Universität Hannover wurden Untersuchungen zum Umformverhalten von Magnesiumfeinblechen ver-schiedener Qualität durchgeführt [1,3,4]. Die Ergebnisse dieser Untersuchungen, die aus Zug- und Umformversuchen bestanden, werden in diesem Kapitel aus-zugsweise vorgestellt.
3.1 Ergebnisse aus den Zugversuchen Die Untersuchungen zum Umformverhalten verschiedener Magnesiumfeinbleche haben gezeigt, dass mit steigender Temperatur die Fließspannungen deutlich ab-nehmen [1,4]. Im Bild 3.1 ist für die beiden Magnesiumknetlegierungen MgAl3Zn1 (AZ31) und MgAl6Zn1 (AZ61) die Fließkurve in Abhängigkeit der Werkstofftempe-ratur dargestellt. Diese wird in der Regel zur Beschreibung des Umformverhaltens eines Werkstoffes verwendet und mit Hilfe einer Zugprüfmaschine aufgenommen.
Flie
ßspa
nnun
g k f
[MPa
]
0
50
100
150
200
250
300
350
400
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,55 0,6
Formänderung ϕ [-]
ε = 0,004 s-1
s0 = 1,0 mmWR = 0°MgAl6Zn1 (AZ61) 150°C
MgAl6Zn1 (AZ61) 235°C
MgAl3Zn1 (AZ31) RT
MgAl3Zn1 (AZ31) 150°C
MgAl3Zn1 (AZ31) 235°C
MgAl6Zn1 (AZ61) RT
Bild 3.1: Fließkurven der Werkstoffe MgAl3Zn1 (AZ31) und MgAl6Zn1 (AZ61)
Die Formänderung ϕ ist nach [14] definiert als der natürliche Logarithmus aus dem Verhältnis von der Länge L1 der Probe nach der Verformung zur Länge L0 der Pro-be vor der Verformung.

10
⎟⎟⎠
⎞⎜⎜⎝
⎛=
0
1
LLlnϕ Gleichung 3.1
Die Fließspannung berechnet sich aus dem Verhältnis von aktuell gemessener Zugkraft zu momentaner Querschnittsfläche der Probe.
Qf A
Fk = Gleichung 3.2
Nach Bild 3.1 weisen die bei Raumtemperatur (RT) ermittelten Fließkurven aus-schließlich positive Steigungen auf. Dies bedeutet, dass im Werkstoff eine Verfes-tigung stattfindet, die auf das Entstehen und Wandern von Versetzungen infolge des Umformvorganges zurückzuführen ist. Bei Temperaturen von über 200 °C er-folgt zu Beginn der Umformung eine Verfestigung des Werkstoffes (Anstieg der Fließkurve) während bei höheren Formänderungen Entfestigungsvorgänge auftre-ten, die sich im Abfall der Fließkurve äußern. Eine Übertragbarkeit des Material-verhaltens vom einachsigen Spannungszustand des Zugversuches auf das Um-formverhalten unter Tiefziehbedingungen (mehrachsige Spannungszustände) ist meist nur eingeschränkt möglich. Dieser Fakt ist bei der Interpretation der im Bild 3.1 dargestellten Fließkurven zu berücksichtigen. Um detaillierte Aussagen über das Tiefziehverhalten von Magnesiumknetlegierungen zu ermöglichen, müssen deshalb praktische Tiefziehversuche durchgeführt werden.
3.2 Tiefziehversuche mit rotationssymmetrischer Stempelgeometrie Zunächst sind praktische Untersuchungen zum Tiefziehen an der einfachen rotati-onssymmetrischen Stempelgeometrie vorgenommen worden. Das dazu verwen-dete Werkzeug kann homogen temperiert werden. Zur Beurteilung des Tiefzieh-verhaltens der untersuchten Materialien wird das Grenzziehverhältnis β0max ver-wendet, welches für rotationssymmetrische Stempelgeometrie als Verhältnis von maximal tiefziehbarem Platinendurchmesser zum Stempeldurchmesser definiert ist.
St
Platine0max d
Dβ = Gleichung 3.3
Das Grenzziehverhältnis beschreibt somit, welcher Platinendurchmesser sich mit dem zur Verfügung stehenden Stempel gerade noch tiefziehen lässt, um ein Gut-teil zu erzeugen. Im Bild 3.2 sind die Grenzziehverhältnisse verschiedener Legie-rungen in Abhängigkeit von der Umformtemperatur dargestellt. Diese Werte wur-den bei einem Stempeldurchmesser von dSt = 100 mm und einer Ziehgeschwin-digkeit von vSt = 5 mm/s ermittelt.

11
1,0
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,6
2,8
50 75 100 125 150 175 200 225 250 275 300
Temperatur T [°C]
Gre
nzzi
ehve
rhäl
tnis
ß0,
max
[-]
d0 = 100 mmMgAl3Zn1 (AZ31); s0 = 1,0 mmMgAl6Zn1 (AZ61); s0 = 1,0 mmMgMn2 (MA1); s0 = 1,0 mmAlMg4,5Mn0,4 (AA5182); s0 = 1,0 mm
Stempelkantenradius: rS = 12 mmZiehkantenradius: rM = 12 mmStempelgeschwindigkeit: vSt = 5 mm/sSchmierstoff: Beruforge 393
Bild 3.2: Grenzziehverhältnisse in Abhängigkeit der Temperatur für verschiedene Werkstoffe
Nach Bild 3.2 steigen die Grenzziehverhältnisse ab einer Temperatur von ca. 100 °C zunächst an und sinken je nach untersuchter Legierung ab einer Temperatur von (200 …. 250) °C. Das Absinken der Grenzziehverhältnisse ist darauf zurück-zuführen, dass die Festigkeit der Werkstoffe (Fließspannung) mit steigender Tem-peratur abnimmt (Bild 3.1). Anhand des im Bild 3.3 dargestellten prinzipiellen Ablaufs eines Tiefziehvorgangs soll nun überlegt werden, wie ein temperierter Umformprozess für Magnesium-knetlegierungen gestaltet werden kann. Der Tiefziehvorgang läuft dabei wie folgt ab:
1. Ausformen des Bodenbereiches vom Ziehteil durch die Stempelfläche. Dies ist mit hohen Formänderungen verbunden, weshalb geringe Fließspannun-gen von Vorteil sind.
2. Nach dem Ausformen des Ziehteilbodens wird durch weiteres Absenken des Stempels der Zargenbereich gebildet. Dazu muss Werkstoff aus dem Flanschbereich über die Ziehkante in den Zargenbereich fließen. Das erfor-dert geringe Fließspannungen im Flanschbereich, damit die erforderlichen hohen Formänderungen realisierbar sind. Andererseits sind hohe Fließ-spannungen im Zargenbereich notwendig, um die Ziehkraft vom Stempel durch den Zargenbereich in den Flansch zu übertragen, wo durch die Zieh-kraft das Fließen des Werkstoffes verursacht wird.

12
Bild 3.3: Prinzipieller Ablauf eines Tiefziehvorgangs
Aus dem erläuterten Ablauf des Tiefziehvorganges lässt sich eine ideale Tempe-rierung für das Tiefziehen herausarbeiten. Das Temperaturregime sollte wie folgt gestaltet sein:
1. Zum Ausformen des Ziehteilbodens muss nach Bild 3.1 eine hohe Tempe-ratur zur Verfügung stehen, damit die geforderten niedrigen Fließspannun-gen realisiert werden können.
2. Flanschbereich und Ziehkante müssen sich ebenfalls auf hoher Temperatur befinden, damit die Fließspannung gering genug ist, dass aus dem Flanschbereich der zur Ausbildung der Zarge notwendige Werkstoff in den Zargenbereich fließen kann.
3. Von der Zarge muss die Stempelkraft in den Flanschbereich übertragen werden. Die dazu erforderlichen hohen Fließspannungen können nach Bild 3.1 nur durch eine geringe Temperatur der Zarge übertragen werden.
Die Darstellung im Bild 3.4 verdeutlicht die aufgezählten Fakten für eine ideale Temperierung des Tiefziehprozesses.
Niederhalter
Ziehring
Stempel
Niederhalter
Stempel
Ziehring
Ziehkraft muss vom Stempel über die Zarge in die Umformzone ü-bertragen werden
Ziehkante (Umformzone)
Flanschbereich
Bodenbereich
Zargenbereich
FZieh
FZieh
Nachfließen von Werkstoff in die Umformzone
Ausformen des Bodenbereiches

13
Werkstoff: MgAl3Zn1 (AZ31)Stempeldurchm.: d = 100 mmZiehverhältnis: β0 = 2,5Temperatur : T = 200°C
Formänderung ϕ [ - ]Flie
ßspa
nnun
g k
f [M
Pa]
0
50
100
150
200
250
300
350
0 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40
T = 25 °C
Formänderung ϕ [ - ]Flie
ßspa
nnun
g k
f [M
Pa]
0
50
100
150
200
250
300
350
0 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40
T = 235 °C
Bodenbereich
Zargenbereich
Flanschbereich
NiedrigeFließspannung
und hohe Temperaturzum Ausstrecken
des Ziehteilbodens
HoheFließspannung
und niedrige Temperaturzur Übertragung
der Ziehkraft von der Stempelkante in den
Flanschbereich
NiedrigeFließspannung
und hohe Temperaturzum Umformen über die
Ziehringkante
Formänderung ϕ [ - ]
0
50
100
150
200
250
300
350
0 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40
T = 235 °C
Flie
ßspa
nnun
g k
f [M
Pa]
Bild 3.4: Ideale Temperaturführung während des Tiefziehprozesses
Damit wird deutlich, dass für den idealen Tiefziehprozess eine partielle (lokal un-terschiedliche) Temperierung des Umformwerkzeuges sinnvoll wäre. Die erforder-liche wärmetechnische Ausrüstung zur Werkzeugtemperierung müsste dann wie im Bild 3.5 dargestellt angeordnet werden.
Bild 3.5: Anordnung der wärmetechnischen Ausrüstung im Umformwerkzeug
Um das zum Teil auf einen sehr kleinen Raum beschränkte Zusammenspiel von hohen und tiefen Temperaturen umsetzen zu können, müssten an die Werkzeug-temperierung sehr hohe Anforderungen gestellt werden. Für einen realen Tief-ziehprozess werden sich diese Forderungen im Allgemeinen jedoch nicht realisie-ren lassen. Wenn sich das Umformwerkzeug mit rotationssymmetrischer Stempel-geometrie dennoch mit einer wärmetechnischen Ausrüstung, wie im Bild 3.5 dar-gestellt, bestücken lassen würde, dann dürfte eine weitere Steigerung der Grenz-ziehverhältnisse möglich sein.
abQ&abQ& zuQ&
zuQ&zuQ&
zuzuführende Leistung
abzuführende Leistung
Temperatur 25 °C
Temperatur 235 °C

14
3.3 Anforderungen an die Werkzeugbeheizung bei praxisnahen Tief-ziehprozessen
Durch die Umformversuche mit rotationssymmetrischen Werkzeugen konnten we-sentliche Erkenntnisse zur Gestaltung der Werkzeugtemperierung gewonnen wer-den. So ist zur Umformung von Magnesiumfeinblechen eine partielle Werkzeug-beheizung sinnvoll. Am rotationssymmetrischen Werkzeug lassen sich derartige Erkenntnisse jedoch nicht umsetzen. Dieser Werkzeugtyp stellt aber auch nur ei-nen sehr einfachen Sonderfall bei den Versuchswerkzeugen dar. Bei praxisnahen Tiefziehprozessen ist eine Anwendung der partiellen Temperierung denkbar und auch möglich. Dazu sind die Bereiche des Werkzeuges, in denen hohe Formände-rungen auftreten, entsprechend hoch zu temperieren, während im Bereich der Zarge wiederum tiefe Temperaturen notwendig sind, damit vom Material die Zieh-kraft in den Flanschbereich übertragen werden kann. Um das Tiefziehverhalten von Magnesiumfeinblechen bei in der Praxis verwende-ten Werkzeuggeometrien beurteilen zu können, wurden Tiefziehuntersuchungen mit einer trapezförmigen Stempelgeometrie durchgeführt. Das verwendete Werk-zeug und die optimale Temperierung sind im Bild 3.6 dargestellt.
Bild 3.6: Geometrie des Werkzeuges mit trapezförmigem Stempel und optimale
Temperierung
Die optimale Temperierung bei dieser Geometrie unterscheidet sich vom rotati-onssymmetrischen Werkzeug nur dahingehend, dass in den Eckbereichen und ein Stück darüber hinaus keine tiefe Temperatur zur guten Übertragung der Ziehkräfte sondern eine hohe Temperatur gefordert wird. Der Grund ist darin zu sehen, dass in diesen Eckbereichen (ganz besonders im Bereich der spitzen Ecke) mit einem sehr komplexen Stofffluss und damit hohen Formänderungen zu rechnen ist. Aus Kapitel 3.2 ist bekannt, dass bei hohen Formänderungen geringe Fließspannun-
Ziehstempel
optimale Temperatur: 235 °C
optimale Temperatur: 25 °C
Ausformen des Bauteilbodens
Ziehring
Bereiche mit komplexem Stofffluss (hohe Formänderungen)
Nachfließen von Werkstoff in den Zargenbereich

15
gen von Vorteil sind, die sich nach Bild 3.1 aber nur durch eine hohe Temperatur realisieren lassen. Auch hier gilt die bereits im vorhergehenden Kapitel getroffene Feststellung, dass eine derartige Werkzeugtemperierung mit technischen Mitteln im Allgemeinen nicht umsetzbar ist. Wesentlich einfacher zu realisieren ist dage-gen die im Bild 3.7 vorgeschlagene Einteilung des Werkzeuges in unterschiedlich temperierbare Zonen. Dabei sind die Zonentemperaturen aber nicht auf die oben beschriebenen Werte von 235 °C und 25 °C festgelegt.
Bild 3.7: In der Praxis realisierbare Werkzeugtemperierung
Die abgebildete Form der Zonenaufteilung basiert auf der Überlegung, dass sich bei der Blechumformung mit diesem Werkzeug die Formänderungen lokal unter-scheiden. So werden auf den gelb gekennzeichneten Flächen des Flanschberei-ches geringere Formänderungen als auf den rot gekennzeichneten Flächen auftre-ten. Auf der Stempelfläche wird eine Formänderung vermutet, die im Bereich der Formänderungen auf den gelb markierten Flanschflächen liegt. Deshalb ist anzu-nehmen, dass zum Erreichen hoher Grenzziehverhältnisse vor allem die Flächen von Flansch und Zarge in den Eckbereichen des Werkzeuges mit einer hohen Temperatur zu belegen sind. Die Temperatur des Ziehstempels und der gelb mar-kierten Flächen des Flansches muss gerade so hoch sein, dass der Bauteilboden fehlerfrei ausgeformt werden kann bzw. dass ein Nachfließen des Werkstoffes vom Flansch in die Zarge möglich ist. Insbesondere ist darauf zu achten, dass die Temperatur im Zargenbereich nur so hoch eingestellt wird, dass der Werkstoff noch genügend Festigkeit zur Übertragung der Ziehkräfte besitzt. Der Beitrag der Eckbereiche an der Übertragung der Ziehkraft geht aufgrund deren hoher Tempe-ratur verloren. Die Eckflächen sind jedoch klein im Vergleich zu den gelb markier-ten Flächen des Zargenbereiches, womit deren Traganteil ohnehin vernachlässig-bar ist.
Ziehstempel Werkzeug (Niederhalter, Ziehring)
Bereiche mit komplexem Stoff-fluss (hohe Formänderungen)
Zonen mit vergleichsweise hohen Formänderungen (hohe Temperatur erforderlich)
Zonen mit vergleichsweise geringen Formänderungen (tiefe Temperatur erforderlich)
Ausformen des Bauteil-bodens
Stempelzone mit vermutlich kleinerer Formänderung

16
Die Tabelle 3.1 soll verdeutlichen, warum bei dem im Bild 3.7 dargestellten Werk-zeug Zonentemperaturen von 25 °C und 235 °C zu einem schlechten Umformer-gebnis führen werden.
Tabelle 3.1: Versagensarten bei Werkzeugtemperaturen von 25 °C und 235 °C
Werkzeugtemperatur Stempel-temperatur
Versagen Grund
gelbe Flä-chen
rote Flä-chen
235 °C 235 °C 235 °C Reißer in der Zarge
zu hohe Zargentemperatur Fließspannung zu klein Ziehkraft kann nicht übertra-
gen werden
235 °C 235 °C 25 °C Reißer im Bauteilboden
Stempeltemperatur zu klein Fließspannung zu hoch keine Ausformung des Bo-
dens möglich
25 °C 235 °C 235 °C Reißer im Flansch
Flanschtemperatur in gelben
Bereichen zu klein Fließspannung zu hoch Nachfließen des Werkstoffes
in den Zargenbereich nicht möglich
25 °C 235 °C 25 °C
Reißer im Bauteilboden und im Flansch
Flanschtemperatur in gelben
Bereichen zu klein Fließspannung zu hoch Nachfließen des Werkstoffes
in den Zargenbereich nicht möglich
Stempeltemperatur zu klein Fließspannung zu hoch keine Ausformung des Bo-
dens möglich

17
Die ideale Werkzeugtemperierung, welche hohe Grenzziehverhältnisse garantiert, wird nach Tabelle 3.1 nicht durch das Temperaturpaar 25 °C / 235 °C realisiert. Das Auffinden der idealen Temperaturen für die im Bild 3.7 bezeichneten Zonen ist nur durch Tiefziehversuche bei immer wieder anderen Kombinationen von Stempeltemperatur und Werkzeugtemperaturen in den Eck- und Seitenbereichen möglich. Dabei können diese Temperaturen Werte im Bereich von (25 …. 235) °C annehmen. Untersuchungen an einfachen Werkzeugen mit rechteckiger Stempelgeometrie haben gezeigt, dass sich eine Temperierung mit dem Temperaturpaar 150 °C / 225 °C für die Umformung von Magnesiumfeinblechen besonders gut eignet. Da-bei wurden der Stempel und die seitlichen Bereiche des Flansches mit 150 °C be-legt, während in den Eckbereichen des Flansches und der Zarge mit der Tempera-tur 225 °C gearbeitet wurde. Mit der Temperatur 150 °C war das Ausformen des Ziehteilbodens möglich und auch das Nachfließen von Werkstoff in den Zargenbe-reich gestaltete sich problemlos. Die Festigkeit des Werkstoffes bei dieser Tempe-ratur war noch genügend hoch, um die Ziehkräfte in der Zarge übertragen zu kön-nen. Im Vergleich zu den Werkzeugen mit rotationssymmetrischer und rechteckiger Stempelgeometrie stellt das Werkzeug mit trapezförmigem Ziehstempel den der Praxis nächsten Fall dar, weil besonders in den spitzen Bauteilecken ein sehr komplexer Stofffluss zu erwarten ist. Die mit diesem Werkzeug gewonnenen Er-kenntnisse zum Tiefziehen von Magnesiumblech lassen sich damit auch auf Pra-xiswerkzeuge übertragen. Es wird deshalb die Aufgabe gestellt, für ein Werkzeug mit trapezförmigem Stempel eine geeignete Temperiereinrichtung zu entwerfen, die es erlaubt, lokal unterschiedliche Temperaturen in Werkzeug und Stempel zu realisieren, wobei Untersuchungen im Temperaturbereich von (150 …. 225) °C möglich sein sollen. Die in Bild 3.7 dargestellte Zonenaufteilung ist dabei zu be-rücksichtigen. Darüber hinaus soll auch eine homogene Temperierung des Werk-zeuges im Bereich von (150 …. 225) °C möglich sein. Die Stempeltemperatur be-trägt in allen Fällen 150 °C. Das Zusammenspiel von hohen und tiefen Temperatu-ren ist auf Grund der voneinander abgrenzbaren Zonen (Bild 3.7) nicht mehr auf einen so engen Raum, wie im Bild 3.5 dargestellt, beschränkt. Daher dürfte auch die Werkzeugtemperierung realisierbar sein. In den Kapiteln 4 und 5 dieses Do-kumentes wird die Auslegung der erforderlichen Temperiereinrichtung für das Werkzeug mit trapezförmiger Stempelgeometrie besprochen

18
3.4 Tiefziehversuche mit trapezförmiger Stempelgeometrie und par-tieller sowie homogener Werkzeugtemperierung
Nachdem für das Werkzeug mit trapezförmigem Stempel eine Lösung zur Tempe-rierung erarbeitet und schließlich im Werkzeug umgesetzt wurde, konnten prakti-sche Untersuchungen zum Tiefziehen von Magnesiumfeinblechen durchgeführt werden. Zur Beurteilung des Tiefziehverhaltens wird wiederum das Grenzziehver-hältnis verwendet. Für nicht rotationssymmetrische Ziehteile berechnet sich das Ziehverhältnis aus dem Quotienten von fiktivem Platinendurchmesser und fiktivem Stempeldurchmesser. D.h. dass Platinen- und Stempelfläche als Kreisflächen mit dem jeweiligen fiktiven Durchmesser betrachtet werden. Es gelten somit die Zu-sammenhänge:
πA4d St
f0 ⋅= Gleichung 3.4
πA4D Platine
f0 ⋅= Gleichung 3.5
St
Platine
f0
f0f0 A
AdDβ == Gleichung 3.6
Während der Tiefziehversuche wurde der Einfluss unterschiedlicher Werkzeug- und Stempeltemperaturen auf das fiktive Grenzziehverhältnis untersucht. Dabei konnte ein maximales Grenzziehverhältnis von βf0 = 1,95 erreicht werden. In die-sem Fall wurde mit partieller Werkzeugtemperierung tiefgezogen, wobei der Stempel und die seitlichen Bereiche des Flansches mit 150 °C belegt waren, wäh-rend in den Eckbereichen des Flansches und der Zarge mit der Temperatur 225 °C gearbeitet wurde (Bild 3.8). Im Bild 3.9 sind die Tiefziehergebnisse von zwei ausgewählten Temperierlösungen dargestellt.

19
Bild 3.8: Günstigste Temperaturbelegung von Werkzeug und Stempel
Werkzeug partiell beheizt
Werkstoff: MgAl3Zn1 (AZ31)Blechdicke: s0 = 1,0 mmZiehverhältnis: βf0 = 1,95Ziehtiefe: h = 87 mmTemperatur: TEcke = 225°C TSeite = 150°C
Werkzeug homogen beheizt
Werkstoff: MgAl3Zn1 (AZ31)Blechdicke: s0 = 1,0 mmGrenzziehverhältnis: βf0,max = 1,5Ziehtiefe: hmax = 40 mmTemperatur: Thomogen = 225°C
Bild 3.9: Vergleich ausgewählter Tiefziehergebnisse mit partieller und homogener Beheizung für die trapezförmige Bauteilgeometrie (220 mm x 300 mm)
Eckbereiche 225 °C
Seitenbereiche 150 °C
Stempel 150 °C

20
4. Untersuchung der Maschinenerwärmung beim Betrieb beheiz-ter Werkzeuge
4.1 Prinzipe zur Reduzierung der Wärmeströme von den beheizten Werkzeugaktivteilen in das Werkzeuggestell
Der Betrieb von beheizten Umformwerkzeugen führt, vor allem durch den Mecha-nismus der Wärmeleitung, zu einer Erwärmung der Baugruppen des Werkzeugge-stells. Werden keine Maßnahmen ergriffen, um die Erwärmung zu behindern, dann kann dies zu thermisch induzierten mechanischen Spannungen im Gestell führen. In Folge dessen sind Betriebsausfälle z.B. durch ein Verklemmen des Ge-stells mit den Führungssäulen möglich. Um einen störungsfreien Pressenbetrieb sicherstellen zu können, muss somit der Wärmtransport in das Werkzeuggestell behindert werden. Im Bild 4.1 ist die Ausbreitung der Wärme vom beheizten Werkzeug in das Gestell prinzipiell dargestellt.
Stößel
Maschinentisch
Blech
Heizelemente
Ziehring
Niederhalter
DämmplatteGrundgestell
GrundgestellPinole
Dämmplatte
Wärmeströme
Bild 4.1: Prinzipielle Darstellung der Wärmeausbreitung im Tiefziehwerkzeug
Wie bereits im obigen Bild gezeigt, besteht die sinnvollste Möglichkeit zur Behin-derung der Wärmeströme vom Werkzeug in das Gestell darin, zwischen Werk-zeugaktivteilen (Niederhalter, Ziehring) und dem Grundgestell eine Wärmedämm-platte anzuordnen. Um im Gestell Temperaturen zu erreichen, die für einen siche-ren Pressenbetrieb unbedenklich sind, ist es unter Umständen erforderlich, neben den Dämmplatten eine zusätzliche Fluidkühlung zu verwenden. Dazu gibt es zum einen die Möglichkeit, die Baugruppen des Werkzeuggestells von Pressluft um-strömen zu lassen. Andererseits kann auch zwischen Dämmplatte und Gestell eine von Wasser durchströmte Kühlplatte angeordnet werden.
21
4.2 Anforderungen an eine thermische Trenneinrichtung und Gestal-tungsregeln
An die thermische Trenneinrichtung müssen im Wesentlichen die vier folgenden Anforderungen gestellt werden.
- Einhalten der geforderten Temperatur; idealerweise Umgebungstemperatur der Presse
- Einstellung einer gleichmäßigen Temperaturverteilung im Werkzeuggestell - ausreichende mechanische Festigkeit gegenüber den aus der Ziehkraft re-
sultierenden mechanischen Druckspannungen - geringe Baugröße
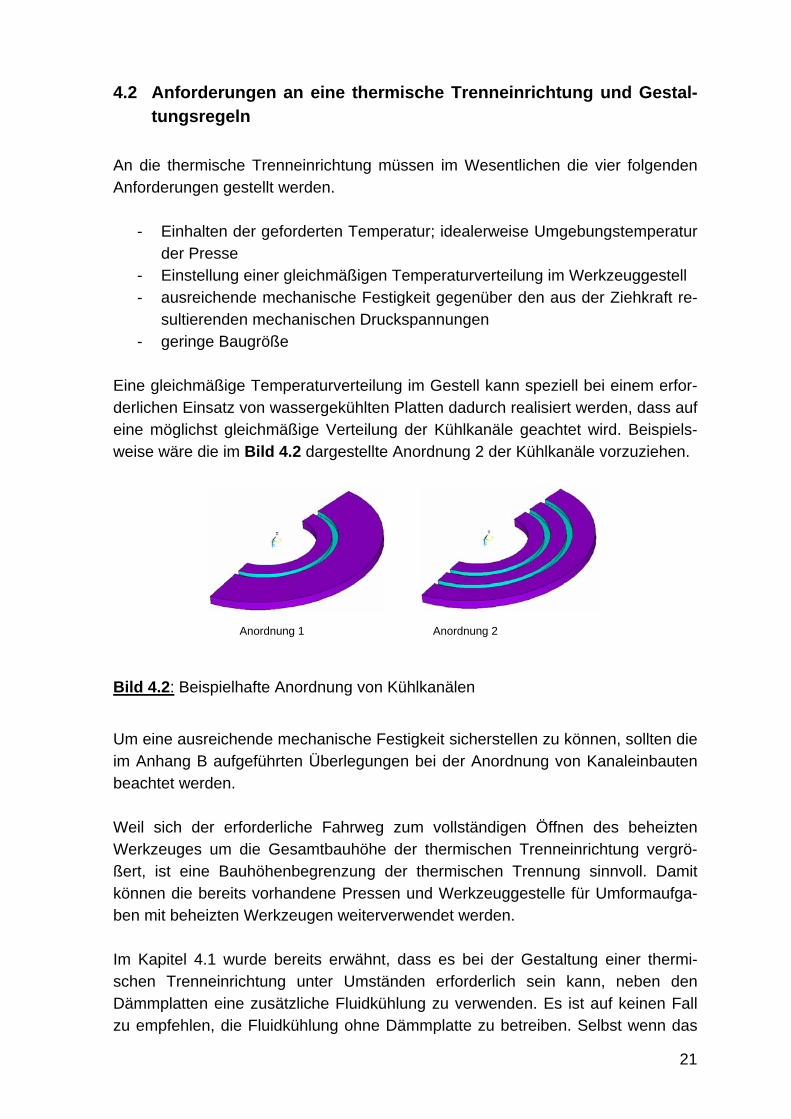
Eine gleichmäßige Temperaturverteilung im Gestell kann speziell bei einem erfor-derlichen Einsatz von wassergekühlten Platten dadurch realisiert werden, dass auf eine möglichst gleichmäßige Verteilung der Kühlkanäle geachtet wird. Beispiels-weise wäre die im Bild 4.2 dargestellte Anordnung 2 der Kühlkanäle vorzuziehen.
Bild 4.2: Beispielhafte Anordnung von Kühlkanälen
Um eine ausreichende mechanische Festigkeit sicherstellen zu können, sollten die im Anhang B aufgeführten Überlegungen bei der Anordnung von Kanaleinbauten beachtet werden. Weil sich der erforderliche Fahrweg zum vollständigen Öffnen des beheizten Werkzeuges um die Gesamtbauhöhe der thermischen Trenneinrichtung vergrö-ßert, ist eine Bauhöhenbegrenzung der thermischen Trennung sinnvoll. Damit können die bereits vorhandene Pressen und Werkzeuggestelle für Umformaufga-ben mit beheizten Werkzeugen weiterverwendet werden. Im Kapitel 4.1 wurde bereits erwähnt, dass es bei der Gestaltung einer thermi-schen Trenneinrichtung unter Umständen erforderlich sein kann, neben den Dämmplatten eine zusätzliche Fluidkühlung zu verwenden. Es ist auf keinen Fall zu empfehlen, die Fluidkühlung ohne Dämmplatte zu betreiben. Selbst wenn das
Anordnung 1 Anordnung 2

22
Ziel der Einstellung einer sinnvollen Gestelltemperatur erreicht werden kann, ist damit doch eine erhebliche Energievernichtung verbunden, weil die von den Heiz-elementen erzeugte Wärme sofort durch die Kühleinrichtungen abgeführt wird (Bild 4.3). Der Verlustwärmestrom ist deutlich höher als bei einem Einsatz von Dämmplatten, weil deren hoher thermischer Widerstand den Verlustwärmestrom stark verringert.
Bild 4.3: Ohne Dämmplatte ist ein deutlich höherer Aufwand für die Beheizung
erforderlich
Um mit einer Kühlplatte einen erforderlichen Wärmestrom abführen zu können, muss diese von einem Kühlmittel durchströmt sein. Das Kühlmittel kann nur in da-für vorgesehenen Kanälen geführt werden. Die Kanäle müssen sich dabei an die vorgegebene Basisgeometrie anpassen, weshalb nur in den seltensten Fällen eine geradlinige Kanalführung möglich sein wird. Damit ist das Fertigungsverfahren Bohren für die Kanalherstellung in den meisten Fällen nicht anwendbar. Aus die-sem Grund wird üblicherweise so vorgegangen, dass durch Fräsbearbeitung eine rechteckige Kanalgrundgeometrie erzeugt wird. In dieser Grundgeometrie sind dann die Hydraulikrohre, durch welche das Kühlmittel fließt, anzuordnen. Eine Fi-xierung der Rohre wird durch das Auffüllen des verbleibenden Raumes mit zu-nächst flüssiger Vergussmasse [15] erreicht. Nach der Fertigstellung der Kanäle ist die Kühlplatte bei einer vorgegebenen Temperatur zu lagern, so dass die Ver-gussmasse fest und damit gebrauchsfertig wird. Im Bild 4.4 ist der beschriebene Herstellungsvorgang schematisch dargestellt.
Wärmeströme
mDPzu,Q& beheiztes Werkzeug
Dämmplatte
Kühlplatte
erfQ&
oDPzu,Q& beheiztes Werkzeug
Kühlplatte
erfQ&
oDPzu,mDPzu, Q Q && <

23
Bild 4.4: Herstellung von Kühlkanälen
Bei der wärmetechnischen Auslegung der Kühleinrichtung muss auf diese Gestal-tung der Kühlkanäle besondere Rücksicht genommen werden.
4.3 Analytischer Ansatz zur Dimensionierung der thermischen Trenn-einrichtung
Um entscheiden zu können, welche Art der thermischen Trennung in einer vorlie-genden Umformmaschine verwendet werden soll, müssen thermodynamische Be-rechnungen für die in Frage kommenden Trennsysteme durchgeführt werden. Dies erfordert zunächst eine Idealisierung der Problemgeometrie. Zu dieser Prob-lemgeometrie gehören die nachfolgend aufgeführten Einheiten:
- Werkzeug - Dämmplatte + eine möglicherweise erforderliche Kühlplatte - Aufspannplatte als Repräsentant für das Werkzeuggestell
Ein Halbschnitt dieses Gesamtsystems ist im nächsten Bild dargestellt.
Bild 4.5: Problemgeometrie für die Untersuchungen zum Verhalten thermischer
Trenneinrichtungen
Werkzeug
Dämmplatte
Kühlplatte
Aufspannplatte
gefräste rechteckige Kanalgrundgeometrie
Einlegen des Hydraulik- rohres für das Kühlmittel
verbleibenden Raum mit Vergussmasse auffüllen
24
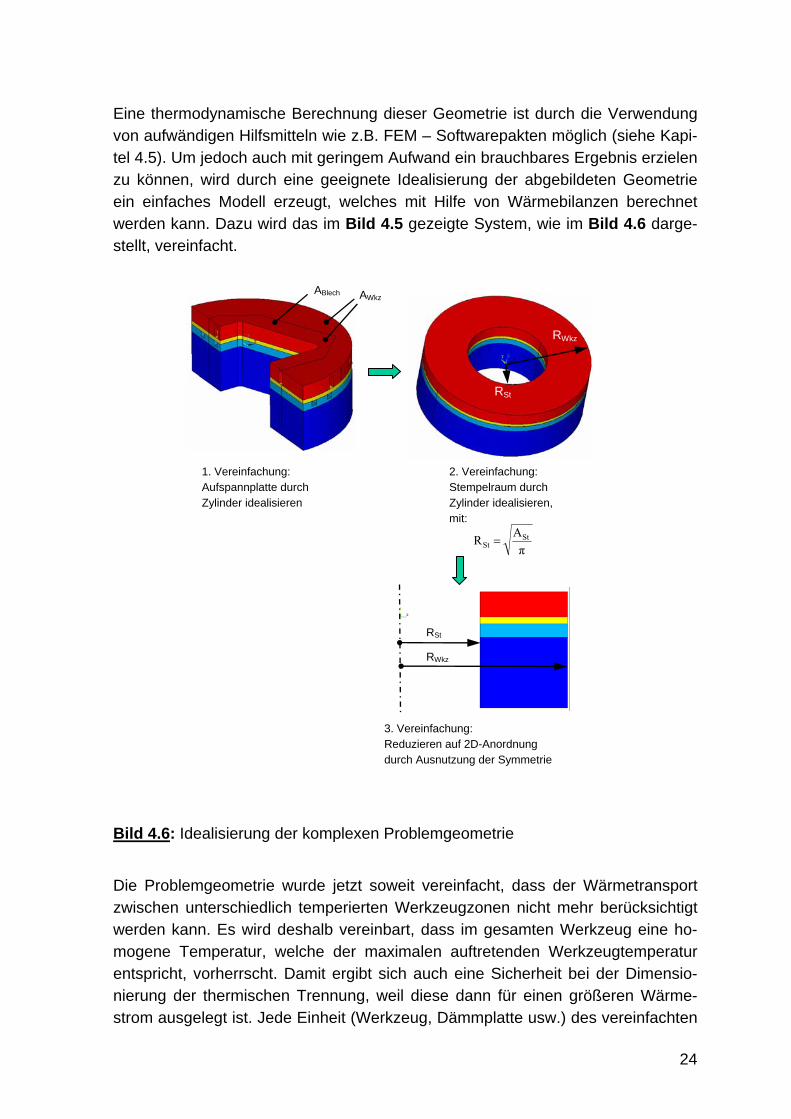
Eine thermodynamische Berechnung dieser Geometrie ist durch die Verwendung von aufwändigen Hilfsmitteln wie z.B. FEM – Softwarepakten möglich (siehe Kapi-tel 4.5). Um jedoch auch mit geringem Aufwand ein brauchbares Ergebnis erzielen zu können, wird durch eine geeignete Idealisierung der abgebildeten Geometrie ein einfaches Modell erzeugt, welches mit Hilfe von Wärmebilanzen berechnet werden kann. Dazu wird das im Bild 4.5 gezeigte System, wie im Bild 4.6 darge-stellt, vereinfacht.
Bild 4.6: Idealisierung der komplexen Problemgeometrie
Die Problemgeometrie wurde jetzt soweit vereinfacht, dass der Wärmetransport zwischen unterschiedlich temperierten Werkzeugzonen nicht mehr berücksichtigt werden kann. Es wird deshalb vereinbart, dass im gesamten Werkzeug eine ho-mogene Temperatur, welche der maximalen auftretenden Werkzeugtemperatur entspricht, vorherrscht. Damit ergibt sich auch eine Sicherheit bei der Dimensio-nierung der thermischen Trennung, weil diese dann für einen größeren Wärme-strom ausgelegt ist. Jede Einheit (Werkzeug, Dämmplatte usw.) des vereinfachten
1. Vereinfachung: Aufspannplatte durch Zylinder idealisieren
RSt
RWkz
RSt
RWkz
ABlech
2. Vereinfachung: Stempelraum durch Zylinder idealisieren,mit:
πAR St
St =
3. Vereinfachung: Reduzieren auf 2D-Anordnung durch Ausnutzung der Symmetrie
AWkz

25
Systems bekommt eine Temperatur zugeordnet und es wird für jede Einheit eine Wärmebilanz erstellt. Dabei treten an diesem System die im Bild 4.7 bezeichneten Wärmeströme und Temperaturen auf.
Bild 4.7: Am vereinfachten System auftretende Wärmeströme und Temperaturen
Im Bild 4.7 ist kein Wärmeaustausch mit dem Stempel dargestellt, weil der durch Strahlung übertragene Wärmestrom zwischen Werkzeug und Stempel im Ver-gleich zu den anderen auftretenden Wärmeströmen vernachlässigbar ist, wie spä-ter auch noch gezeigt wird. Außerdem kann damit eine deutliche Modellvereinfa-chung erreicht werden, weil der starke nichtlineare Charakter von Wärmestrah-lungsvorgängen nun nicht mehr zu berücksichtigen ist. Bezüglich der zugeordneten Temperaturen wird angenommen, dass diese an ei-ner Stelle (Rm, hm) im jeweiligen Bauteil auftreten, wobei hm die halbe Bauteilhöhe und Rm den logarithmischen Mittelwert der Radien bezeichnet. Im Folgenden soll die Berechnung des in Bild 4.7 dargestellten Systems, welche im Übrigen nicht ohne eine iterative Herangehensweise auskommt, erläutert wer-den, wobei auch der Fall ohne Kühlplatte behandelt wird. Zunächst ist jedoch zu klären, welche Größen bereits bekannt sind und mit Hilfe welcher Vorschriften die Problemstellung gelöst werden kann. In den folgenden Absätzen wird eine diesbe-zügliche Zusammenstellung wiedergegeben.
RWkz
Rm
RSt
ϑAP
ϑKP
ϑDP
ϑWkz
ϑerf
ϑU
ϑU
ϑU
αwaag,ob
αsenkr
αwaag,unt
h KP
RWkz
RSt
UWkzQ −&
UDPQ −&
UKPQ −&
U,2APQ −&
U,1APQ −&
erfQ&
DPWkzQ −&
APKPQ −&
KPDPQ −&
WaQ&
ZuQ&

26
bekannte und direkt berechenbare Größen: Umgebungstemperatur ϑU: Die Umgebungstemperatur ist bei allen Berechnungen mit einem Wert von 15 °C belegt. erforderliche Temperatur ϑerf: Dieser Wert wird mit der maximal auftretenden Blechtemperatur von 225 °C be-legt. Wärmeübergangskoeffizienten: An den zur Umgebung freien Oberflächen des Systems wird durch die Mechanis-men Konvektion und Wärmestrahlung Wärme an die Umgebung übertragen. Um diesen Wärmestrom quantitativ erfassen zu können, wird deshalb ein Gesamt-Wärmeübergangskoeffizient αk eingeführt, der sich additiv aus dem Wärmeüber-gangskoeffizienten für Konvektion und einem Ersatz-Wärmeübergangs-koeffizienten für Strahlung zusammensetzt. Allgemein formuliert lauten die Be-rechnungsvorschriften wie folgt:
( ) ( )Uk2U
2kkkStr, TTTTεσα +⋅+⋅⋅= Gleichung 4.1
( ) ( ) ( )senkr unt; waag,ob;waag, k αTαα kkKonv,kkStr,k ∈+= ϑ Gleichung 4.2
Wie in Gleichung 4.2 angedeutet, hängt der Gesamt-Wärmeübergangskoeffizient von der Oberflächentemperatur (Tk, ϑk) und vom Emissionsgrad εk ab. Liegt au-ßerdem noch erzwungene Strömung vor (Pressluftkühlung), dann sind die Wär-meübergangskoeffizienten auch noch von der Strömungsgeschwindigkeit abhän-gig. Für die hier beschriebenen Berechnungen werden ausschließlich temperatu-runabhängige Werte für die Wärmeübergangskoeffizienten verwendet, damit die Berechnung möglichst einfach gestaltet werden kann. An der Stirnseite der be-trachteten Baugruppen (αsenkr) sowie an der Gestellunterseite (αwaag,unt) können sowohl freie als auch erzwungene Konvektion auftreten, weil eine mögliche Press-luftkühlung üblicherweise an diesen Stellen wirken soll. An der Werkzeugoberflä-che (αwaag,ob) tritt ausschließlich freie Konvektion auf (bei geöffnetem Werkzeug). Die im Fall freier bzw. erzwungener Konvektion verwendeten Gesamtwärmeüber-gangskoeffizienten sind in der Tabelle 4.1 dargestellt. Der für die Werkzeugoberfläche (waag,ob) gültige Gesamt-Wärmeübergangskoeffizient wurde für eine der erforderlichen Temperatur ϑerf = 225 °C entsprechende Oberflächentemperatur berechnet. Trotz unterschiedlicher zu erwartender Temperaturen der Bauteil-Stirnseiten und verschiedener Emissi-onsgrade wird aus Gründen einer möglichst weitgehenden Modellvereinfachung ein einheitlicher Wert für den Gesamt-WÜK der Stirnseite (senkr) verwendet.

27
Tabelle 4.1: Zahlenwerte der für die Berechnungen verwendeten Gesamt-WÜK
Größe Zahlenwert
erzwungene Konvektion (Pressluft) freie Konvektion
5 m/s 25 m/s 50 m/s
αsenkr
αwaag,ob
αwaag,unt
4,5 W/(m²K) 13 W/(m²K) 3,2 W/(m²K)
23 W/(m²K) -
14 W/(m²K)
49 W/(m²K) -
84 W/(m²K)
179 W/(m²K) -
145 W/(m²K)
Dieser ist für eine Temperatur von ϑU + 5 K berechnet, welche auch für die Be-rechnung des Gesamt-Wärmeübergangskoeffizienten an der Gestellunterseite (waag,unt) zugrunde gelegt wurde. Obwohl die exakten Oberflächentemperaturen deutlich über dem verwendeten Temperaturwert von ϑU + 5 K liegen werden, ist diese Herangehensweise doch sinnvoll. Durch die zu kleine Ausgangstemperatur sind die daraus berechneten Gesamt-Wärmeübergangskoeffizienten ebenfalls kleiner als die tatsächlichen Werte. Die Umgebungsverluste der verschiedenen Baugruppen werden somit auch zu klein berechnet, während sich für den von Kühl- und Dämmplatte zu bewältigenden Wärmestrom ein zu großer Wert ergibt. Bei der Auslegung müssen diese Bauelemente damit größer dimensioniert wer-den, und es ergibt sich eine zusätzliche Sicherheit bezüglich der thermischen Trennwirkung. Erforderlicher Wärmestrom erfQ& : Entsprechend dem im Kapitel 7 beschriebenen Prozessablauf der Blechumfor-mung setzt sich der erforderliche Wärmestrom aus den zeitlichen Anteilen der freien Konvektion sowie Wärmestrahlung und des Wärmestromes an das Blech zusammen. Freie Konvektion sowie Wärmestrahlung treten immer an der gesam-ten Werkzeugoberfläche (AWkz) auf, und nur dann, wenn das Werkzeug geöffnet ist (Öffnungszeit ∆tOffen). Der Wärmestrom an das Blech wird bei geschlossenem Werkzeug über einen Zeitraum ∆terf (vorgegebene erforderliche Aufheizzeit) nur über die vom Blech belegte Oberfläche des Werkzeuges (ABlech) übertragen. In Gleichungsform können der an das Blech übertragene Wärmestrom und der Wärmestrom durch freie Konvektion wie folgt dargestellt werden:
erf
UerfBlechBlech
BlechBlechBlech ∆t
cρ2
sAQ ϑϑ −⋅⋅⋅⋅=& Gleichung 4.3
( )Uerfobwaag,Wkzobwaag, αAQ ϑϑ −⋅⋅=& Gleichung 4.4
Der Wärmestrom BlechQ& muss demnach so groß sein, dass das Blech in der vorge-
gebenen Zeit ∆terf von Umgebungstemperatur ϑU auf Umformtemperatur ϑerf er-

28
wärmt werden kann. Dabei muss vom Niederhalter und vom Ziehring nur jeweils das halbe Blechvolumen erwärmt werden. Wie bereits ausgeführt, setzt sich der erforderliche Wärmestrom aus den zeitlichen Anteilen der obigen Wärmeströme zusammen. In Gleichungsform ausgedrückt ergibt dies:
( ) ( )Offenobwaag,erfBlechOffenerf
erf ∆tQ∆tQ∆t∆t
1Q ⋅+⋅⋅+
= &&& Gleichung 4.5
Rein mathematisch betrachtet wäre der erforderliche Wärmestrom demnach der integrale Mittelwert aus den sich zeitlich ändernden Wärmeströmen an der Werk-zeugoberfläche. Temperatur des Werkzeuges ϑWkz: Der an der Werkzeugoberfläche geforderte Wärmestrom erfQ& muss durch die
Temperaturdifferenz (ϑWkz – ϑerf) angetrieben werden. Da für die Bauteiltemperatu-ren vereinbart wurde, dass diese in halber Bauteilhöhe vorliegen, geht in den thermischen Widerstand für den Wärmestrom auch nur die halbe Werkzeughöhe ein. Nach Umstellung gilt für die Werkzeugtemperatur:
erferfWkzWkz
WkzWkz Q
Aλ2h ϑϑ +⋅
⋅⋅= & Gleichung 4.6
Dabei ist mit AWkz die gesamte Werkzeugoberfläche bezeichnet, welche auch die vom Blech belegte Fläche ABlech beinhaltet. Umgebungsverluste des Werkzeuges U-WkzQ& : Die von einem Bauteil an die Umgebung übertragene Wärme, auch als Verlust-wärme bezeichnet, weil diese dem Prozess verloren geht, kann nach Gleichung 4.7 folgendermaßen berechnet werden.
( )UWkz
UWkzUWkz R
Q−
−−
=ϑϑ& Gleichung 4.7
Durch RWkz-U wird der Wärmedurchgangswiderstand für diesen Wärmestrom be-zeichnet. Dieser setzt sich zusammen aus einer Reihenschaltung des Wärmeleit-anteiles im Bauteil und des konvektiven Anteiles für die Wärmeabgabe an die um-gebende Luft. Für die Berechnung dieses Widerstandes kommt Gleichung 4.8 zur Anwendung.
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
⋅⋅⋅+
⋅⋅⋅⋅=
m
Wkz
WkzWkzsenkrWkzWkzU-Wkz R
Rlnλhπ2
1αhRπ2
1R Gleichung 4.8
In Gleichung 4.8 ist Rm der Radius, welchem die Bauteiltemperatur zugeordnet wird.
29
weitere Berechnungsgleichungen: Wärmeströme zwischen den Baugruppen und zur Umgebung: Um die im Bild 4.7 dargestellten Wärmeströme ermitteln zu können, müssen die Berechnungsgleichungen bekannt sein. Die allgemeine Formulierung für einen Wärmestrom ist immer durch
( )kj
kjkj R
Q−
−−
=ϑϑ& Gleichung 4.9
gegeben, wobei mit j und k die aufgeführten Bauteile bzw. mit k auch die Umge-bung bezeichnet werden. Der thermische Widerstand Rj-k kann im Fall k = Umge-bung (U) ein Wärmedurchgangswiderstand (Wärmeleitungs- und Konvektionsan-teile) sein oder, wenn k ein Bauteil bezeichnet, ein reiner Wärmeleitwiderstand. Diese Widerstände sind nur von der Modellgeometrie sowie den oben beschriebe-nen Wärmeübergangskoeffizienten abhängig und damit direkt berechenbar. Sie lassen sich nach [16] durch die Vorschriften:
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
⋅⋅⋅+
⋅⋅⋅⋅=
m
Wkz
jjsenkrjWkzUj- R
Rlnλhπ2
1αhRπ2
1R Gleichung 4.10
für k = Umgebung (U) und
⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅+
⋅⋅
−⋅=
k
k
j
j2St
2Wkz
k-j λ2h
λ2h
)RR(π1R Gleichung 4.11
für j ∈ (Wkz, DP, KP) und k ∈ (DP, KP, AP) beschreiben. Eine Besonderheit bildet hier der Wärmestrom U,1APQ −
& , da dieser in axialer Richtung an die Umgebung
fließt. Der thermische Widerstand wird nach Gleichung 4.11 bestimmt, nur dass ein Wärmeleitglied durch das konvektive Glied ersetzt werden muss.
⎟⎟⎠
⎞⎜⎜⎝
⎛+
⋅⋅
−⋅=
untwaag,AP
AP2St
2Wkz
U,1-AP α1
λ2h
)RR(π1R Gleichung 4.12
Wärmestrom an das Kühlwasser und Temperatur des Kühlwassers: Sofern eine Kühlplatte verwendet wird, ist der an das Kühlwasser abgeführte Wär-mestrom WaQ& zu ermitteln. Für die Herleitung der Bestimmungsgleichungen soll das in Bild 4.8 dargestellte System betrachtet werden. Es handelt sich dabei um den durch die Kühlplatte verlaufenden Kanal, der entsprechend den Ausführungen in Kapitel 4.2 gestaltet sein soll.

30
Bild 4.8: Element mit Kühlplatte und Kühlkanal zur Herleitung der Bestimmungs-
gleichung für den Wärmestrom an das Kühlwasser
Die Modellvorstellung geht dahin, dass an der Außenseite der Vergussmasse (Kanal-Grundfläche) an jeder Stelle s die Temperatur der Kühlplatte ϑKP vor-herrscht, was gleichbedeutend mit einer homogen temperierten Kühlplatte ist. Dem dargestellten Bilanzelement werden die Posten Wärmestrom von der Kanal-Grundfläche WaQd & und Enthalpiestrom des Wassers an der Stelle s ( )sHWa
& zuge-führt. Abgeführt wird nur der Enthalpiestrom des Wassers an der Stelle s+ds
( )dssHWa +& . Die stationäre Wärmebilanz lautet somit:
( ) ( ) 0QddssHsH WaWaWa =++− &&& Gleichung 4.13
Die Anwendung der Taylorreihenentwicklung führt zu dem Ausdruck:
0QddsdsHd- Wa
Wa =+⋅ &&
Gleichung 4.14
Der Enthalpiestrom des Kühlwassers an der Stelle s kann mit der Kühlwasserge-schwindigkeit uWa und dessen Temperatur ϑWa auch durch den Ausdruck
( ) ( )scuρD4πsH WaWaWaWa
2Wa ϑ⋅⋅⋅⋅⋅=& Gleichung 4.15
beschrieben werden. Die Bestimmungsgleichung für den Wärmestrom von der Kanal-Grundfläche lau-tet:
( )( )Ges
WaKPWa R
sQd ϑϑ −=& Gleichung 4.16
ϑKP
ds
D
( )sHWa&
( )dssHWa +&
WaQd &
bKnl
ϑKP
s

31
Darin bezeichnet RGes den Wärmedurchgangswiderstand der in Bild 4.8 gezeigten Anordnung für den Wärmetransport von der Kanal-Grundfläche zum Kühlwasser. Wird in Gleichung 4.16 statt des Wärmedurchgangswiderstandes ein für die dar-gestellte Anordnung gültiger effektiver Wärmedurchgangskoeffizient keff verwen-det, welcher auf die Kanal-Grundfläche ( )dsbKnl ⋅ bezogen ist, dann lässt sich für
WaQd & auch schreiben:
( )( )sdsbkQd WaKPKnleffWa ϑϑ −⋅⋅⋅=& Gleichung 4.17
Mit bKnl wird dabei der Umfang der Kanal-Grundfläche bezeichnet. Der effektive Wärmedurchgangskoeffizient keff beschreibt die Einflüsse der Wärmeleitung in Vergussmasse und Hydraulikrohr sowie der Konvektion im Wasser auf den Wär-metransport. Somit ist keff eine Funktion der Wärmeleitfähigkeiten und des Wär-meübergangskoeffizienten vom Wasser. Die Bestimmung von keff gestaltet sich im Allgemeinen sehr kompliziert. Eine Berechnungsmöglichkeit für diesen Wert wird im Anhang A besprochen. Der Enthalpiestrom nach Gleichung 4.15 und der Wär-mestrom nach Gleichung 4.17 können in die Bilanz nach Gleichung 4.14 einge-setzt werden, wodurch sich die das Problem beschreibende Differentialgleichung ergibt. Es gilt nach Kürzen und Umformen:
( )( )scuρD
4π
bkds
dWaKP
WaWaWa2
KnleffWa ϑϑϑ−⋅
⋅⋅⋅⋅
⋅= Gleichung 4.18
Dies ist eine gewöhnliche Differentialgleichung erster Ordnung. Zur vollständigen Beschreibung der physikalischen Sachverhalte wird bei diesem Gleichungstyp noch eine Randbedingung benötigt. Als Randbedingung kann die Wassertempera-tur an der Eintrittsstelle in die Kühlplatte (s = 0) verwendet werden, da diese im Allgemeinen bekannt ist. Für die hier erläuterten Berechnungen wird vorausge-setzt:
( ) U'WaWa 0s ϑϑϑ === Gleichung 4.19
Eine Lösung der Gleichung 4.18 ist durch einfaches Integrieren möglich. Nach dem Einsetzen der Randbedingung Gleichung 4.19 ergibt sich die Bestimmungs-gleichung für den Temperaturverlauf im Wasser entlang des Kanals.
( ) ( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅⋅
⋅−⋅−−= s
cuρD4π
bkexpsWaWaWa
2
Knleff'WaKPKPWa ϑϑϑϑ Gleichung 4.20
Der insgesamt an das Kühlwasser abgeführte Wärmestrom ergibt sich schließlich aus der Integration

32
∫==
L
0sWaWa QdQ && Gleichung 4.21
Die obere Integrationsgrenze L bezeichnet die Gesamtlänge des Kanals. Wird Gleichung 4.20 in die Gleichung 4.17 eingesetzt und das Integral über diesen Ausdruck gebildet, dann ergibt sich für den abgeführten Wärmestrom:
( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅⋅
⋅−−⋅−⋅⋅⋅⋅⋅= L
cuρD4π
bkexp1cuρD4πQ
WaWaWa2
Knleff'WaKPWaWaWa
2Wa ϑϑ&
Gleichung 4.22
An der Austrittsstelle aus der Kühlplatte hat das Kühlwasser eine Temperatur
( ) ( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅⋅
⋅−⋅−−=== L
cuρD4π
bkexpLsWaWaWa
2
Knleff'WaKPKP
"WaWa ϑϑϑϑϑ
Gleichung 4.23
Dies ergibt angewendet auf Gleichung 4.22 die bekannte Formulierung:
( )'Wa
"WaWaWaWa
2Wa cuρD
4πQ ϑϑ −⋅⋅⋅⋅⋅=& Gleichung 4.24
In der folgenden Zusammenstellung sind alle Bestimmungsgleichungen, welche für die analytische Berechnung des idealisierten Systems benötigt werden, noch einmal zusammengefasst.

33
Tabelle 4.2: Vorschriften zur thermodynamischen Berechnung des Systems aus Bild 4.7
Wärmedurchgangswiderstand zur Umgebung in radialer Richtung
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
⋅⋅⋅+
⋅⋅⋅⋅=
m
Wkz
jjsenkrjWkzU-j R
Rln
λhπ21
αhRπ21R j ∈ (Wkz, DP, KP, AP)
Wärmeleitwiderstand zwischen zwei Bauteilen
⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅+
⋅⋅
−⋅=
k
k
j
j2St
2Wkz
k-j λ2h
λ2h
)RR(π1R j ∈ (Wkz, DP, KP) ; k ∈ (DP, KP, AP)
Wärmedurchgangswiderstand zur Umgebung in axialer Richtung
⎟⎟⎠
⎞⎜⎜⎝
⎛+
⋅⋅
−⋅=
untwaag,AP
AP2St
2Wkz
U,1-AP α1
λ2h
)RR(π1R
Wärmestrom zwischen Bauteil und Umgebung oder Bauteil und Bauteil
( )kj
kjkj R
Q−
−
−=
ϑϑ& j ∈ (Wkz, DP, KP, AP) ; k ∈ (DP, KP, AP, U)
Temperaturverlauf im Kühlwasser entlang der Kanalachse
( ) ( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅⋅
⋅−⋅−−=== L
cuρD4π
bkexpLs
WaWaWa2
Knleff'WaKPKP
"WaWa ϑϑϑϑϑ
vom Kühlwasser aufgenommener Wärmestrom
( )⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅⋅
⋅−−⋅−⋅⋅⋅⋅⋅= L
cuρD4π
bkexp1cuρD
4πQ
WaWaWa2
Knleff'WaKPWaWaWa
2Wa ϑϑ&
vom Kühlwasser aufgenommener Wärmestrom
( )'Wa
"WaWaWaWa
2Wa cuρD
4πQ ϑϑ −⋅⋅⋅⋅⋅=&
Der zur Bestimmung des vom Kühlwasser aufgenommenen Wärmestromes erfor-derliche effektive Wärmedurchgangskoeffizient wird entsprechend der bereits im Anhang dargestellten Grafik ermittelt (Bild 4.9).

34
0
100
200
300
400
500
600
700
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
effe
ktiv
er W
DK
kef
f in
W/(m
²K)
6 x 1 mm 10 x 1 mm 12 x 1 mm
15 °C 40 °C 60 °C
Hydraulikrohr
Wassertemperatur
Bild 4.9: effektiver Wärmedurchgangskoeffizient für den Kühlplattenkanal
Zur besseren Handhabung während der Berechnung ist die Diagrammdarstellung in eine entsprechend Gleichung 4.25 definierte Ausgleichsfunktion überführt wor-den.
∑ ⎟⎠⎞
⎜⎝⎛ ∑ ⋅⋅=
= =
−−4
1i
3
1k
1kWak,i
1iWaeff Auk ϑ Gleichung 4.25
Zur Bestimmung von keff wird demnach eine mittlere Wassertemperatur benutzt, die dem arithmetischen Mittelwert von Ein- und Austrittstemperatur des Wassers entspricht.
2
"Wa
'Wa
Waϑϑϑ +
= Gleichung 4.26
Nur mit dieser Annahme war es übrigens möglich, die Differentialgleichung Glei-chung 4.18 in eine lösbare Form zu bringen. Der dadurch entstehende Fehler bei der Bestimmung des Temperaturverlaufes im Kühlwasser ist auf Grund der nicht so stark ausgeprägten Abhängigkeit des effektiven Wärmedurchgangskoeffizien-ten von der Wassertemperatur tolerierbar. Die obigen Ausführungen bilden die Basis für eine Auslegung der thermischen Trenneinrichtung. So wurden eine Idealisierung der Problemgeometrie, erforderli-che Temperaturen, Wärmeströme und Randbedingungen herausgearbeitet und das zu verwendende Formelwerk zusammengetragen. Der nächste Schritt besteht darin, die Vorgehensweise bei der Berechnung zu planen. Dabei sind je nach Art der Trennung (Dämmplatte (+Pressluftkühlung), Dämmplatte + Kühlplatte) ver-schiedene Wege zu beschreiten. Das verwendete Modell soll stets gleich bleiben,

35
nur dass bei der Berechnung ohne Wasserkühlung die Wassergeschwindigkeit einfach zu Null gesetzt wird. Bei der Berechnung müssen bereits Details der Kühl-plattengestaltung wie Kühlplattendicke, Kühlkanallänge, Durchmesser der Hydrau-likrohre und Strömungsgeschwindigkeit des Wassers vorgegeben sein, obwohl die für diese Werte optimale Größenordnung erst durch die Berechnung ermittelt wer-den soll. Dies trifft ebenso für die Dämmplattendicke und die Strömungsgeschwin-digkeit der Pressluft zu. Deshalb gehen diese Werte als so genannte Designvari-ablen in die Berechnung ein. D.h. es werden mehrere Berechnungen durchge-führt, wobei die Designvariablen in jedem Zyklus andere Werte zugewiesen be-kommen. Einige der sich aus der thermodynamischen Berechnung ergebenden Werte (Zielwerte) wie z.B. die Gestelltemperatur dienen dann als Bewertungs-grundlage für das aktuelle Design. Sind die Zielwerte akzeptabel, dann ist eine Gestaltung der thermischen Trenneinrichtung entsprechend der verwendeten De-signwerte möglich. Mit den in den folgenden Darstellungen vorgeschlagenen Berechnungsschemata kann auf analytischem Wege die thermische Trenneinrichtung ausgelegt werden. Für die Durchführung der Berechnungen ist ein Tabellenkalkulationsprogramm wie z.B. Microsoft EXCEL zu empfehlen. Mit diesem Programm lassen sich auch auf recht einfachem Weg iterative Berechnungen, die bei der Lösung des Problems thermische Trennung auch auftreten, durchführen. Im Bild 4.11 ist zunächst der Ablauf für aktive Kühlplatten (uWa > 0) abgebildet. Die verwendeten Gleichungen entsprechen allesamt den in Tabelle 4.2 angege-benen Vorschriften, nur dass diese teilweise nach anderen Größen umgestellt werden mussten. Eine Besonderheit dieses Berechnungsablaufes ist die Möglich-keit, unterschiedliche Schaltungsarten der beiden erforderlichen Kühlplatten (je eine für den Niederhalter- und für den Ziehringbereich) zu untersuchen und zu beurteilen. Die beiden möglichen Varianten werden von der folgenden Abbildung wiedergegeben.
−V&IIV&
Parallelschaltung Reihenschaltung
Bild 4.10: Anordnung der Kühlplatten in Parallel- und Reihenschaltung

36
Designvariablen vorgeben
Rohrdurchmesser D
Strömungsgeschwindigkeit uWa
Kanallänge L
Rj-kRj-U
KPDPUDPDPWkz
KPDP
KP
UDP
U
DPWkz
Wkz
DP
R1
R1
R1
RRR
−−−
−−−
++
++=
ϑϑϑ
ϑDPWkz
DPWkzDP-Wkz R
Q−
−=
ϑϑ&
U-DP
UDPU-DP R
Q ϑϑ −=&
U-DPDP-WkzKP-DP Q-QQ &&& =
U-KP
UKPU-KP R
Q ϑϑ −=&
U,2APU,1APAPKP
U,2APU,1APU
APKP
KP
AP
R1
R1
R1
R1
R1
R
−−−
−−−
++
⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅+
=
ϑϑ
ϑAP-KP
APKPAP-KP R
Q ϑϑ −=&
U,2-APU,1-AP
UAPU-AP
R1
R1Q
+
−=
ϑϑ&AP-KPU-KPKP-DPWa QQ-QQ &&&& −=
schätzen "schätzWa,ϑ 2
'Wa
"Wa
Waϑϑϑ +
= ( )WaWac ϑ ( )WaWaρ ϑ
WaWaWa2
Wa'Wa
"berWa,
cρuD4π
Q
⋅⋅⋅⋅+=
&ϑϑ
"berWa,
"schätzWa, ϑϑ =
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅
⋅⋅−−
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
⋅⋅⋅⋅
⋅⋅−⋅−
=
WaWaWa2
Knleff
WaWaWa2
Knleff'Wa
"Wa
berKP,
cuρD4π
Lbkexp1
cuρD4π
Lbkexpϑϑ
ϑ
berKP,schätzKP, ϑϑ =
'Waϑ ϑU
weitere Vorgaben bzw. direkt berechenbare Größen
Wkzϑ
U-WkzQ& erfQ&
( )WaWaeff ,uk ϑ
schätzen schätzKP,ϑ
Ende
ja
ja
nein
nein
(neue Schätzung der Wassertemperatur)
(neu
e Sc
hätz
ung
der K
ühlp
latte
ntem
pera
tur)
Start
Bild 4.11: Vorgehensweise bei der analytischen Berechnung der thermischen
Trenneinrichtung (aktive Kühlplatten)

37
Um mit dem im Bild 4.11 dargestellten Schema die Reihenschaltung untersuchen zu können, muss demnach der abgebildete Berechnungsablauf noch ein zweites Mal durchlaufen werden. Für die Wassereintrittstemperatur ist dann allerdings der bei der ersten Berechnung ermittelte Wert für die Wasseraustrittstemperatur zu verwenden. Soll der erforderliche Gesamtvolumenstrom an Kühlwasser bestimmt werden, dann ist bei der Parallelschaltung darauf zu achten, dass für diesen auf Grund der Volumenstromaufteilung gilt:
Wa2
|| uD4π2V ⋅⋅⋅=& Gleichung 4.27
Für die Berechnung einer thermischen Trenneinrichtung ohne Kühlplatten bzw. mit vorhandenen aber inaktiven Kühlplatten (uWa = 0) wird das Rechenschema nach Bild 4.12 vorgeschlagen. In diesem Berechnungsablauf ist auch die Untersuchung einer zusätzlichen Pressluftkühlung vorgesehen. Um die Tauglichkeit des gewählten Designs (Geometrie des Kühlkanals, Dicke der Dämmplatten, Strömungsgeschwindigkeit von Luft und Wasser) bewerten zu kön-nen, werden geeignete Zielwerte benötigt. Von Interesse ist dabei in erster Linie die Temperatur des Werkzeuggestells. Im idealisierten Modell wird das Gestell durch die Aufspannplatte repräsentiert. Als Bewertungsgrundlage soll jedoch nicht die Temperatur der Aufspannplatte dienen, sondern die Temperatur, welche sich am Berührungspunkt zwischen Aufspannplatte und Kühlplatte einstellt. Diese Temperatur wird mit dem Index G (Grenzfläche) gekennzeichnet und berechnet sich wie folgt:
)RR(πλ2
s
Q 2St
2WkzKP
KP
APKPKPG −⋅⋅⋅−= −
&ϑϑ Gleichung 4.28

38
Designvariablen vorgeben
Luftgeschwindigkeit uLuft
Dämmplattenstärke sDPRj-k
KPDPUDPDPWkz
KPDP
KP
UDP
U
DPWkz
Wkz
DP
R1
R1
R1
RRR
−−−
−−−
++
++=
ϑϑϑ
ϑDPWkz
DPWkzDP-Wkz R
Q−
−= ϑϑ&
U-DP
UDPU-DP R
Q ϑϑ −=&
U-DPDP-WkzKP-DP Q-QQ &&& =
U-KP
UKPU-KP R
Q ϑϑ −=&
U,2APU,1APAPKP
U,2APU,1APU
APKP
KP
AP
R1
R1
R1
R1
R1
R
−−−
−−−
++
⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅+
=
ϑϑ
ϑAP-KP
APKPAP-KP R
Q ϑϑ −=&
U,2-APU,1-AP
UAPU-AP
R1
R1Q
+
−=
ϑϑ&
berKP,schätzKP, ϑϑ =
ϑU
weitere Vorgaben bzw. direkt berechenbare Größen
Wkzϑ
U-WkzQ& erfQ&
schätzen schätzKP,ϑ
Ende
ja
nein
(neu
e S
chät
zung
der
Küh
lpla
ttent
empe
ratu
r)
Start
APAPKPAPberKP, RQ ϑϑ +⋅= −&
( )Luftsenkr uα
( )Luftuntwaag, uα
( )senkrU-j αR
( )untwaag,U,1-AP αR
Bild 4.12: Vorgehensweise bei der analytischen Berechnung der thermischen Trenneinrichtung (inaktive Kühlplatten)
39
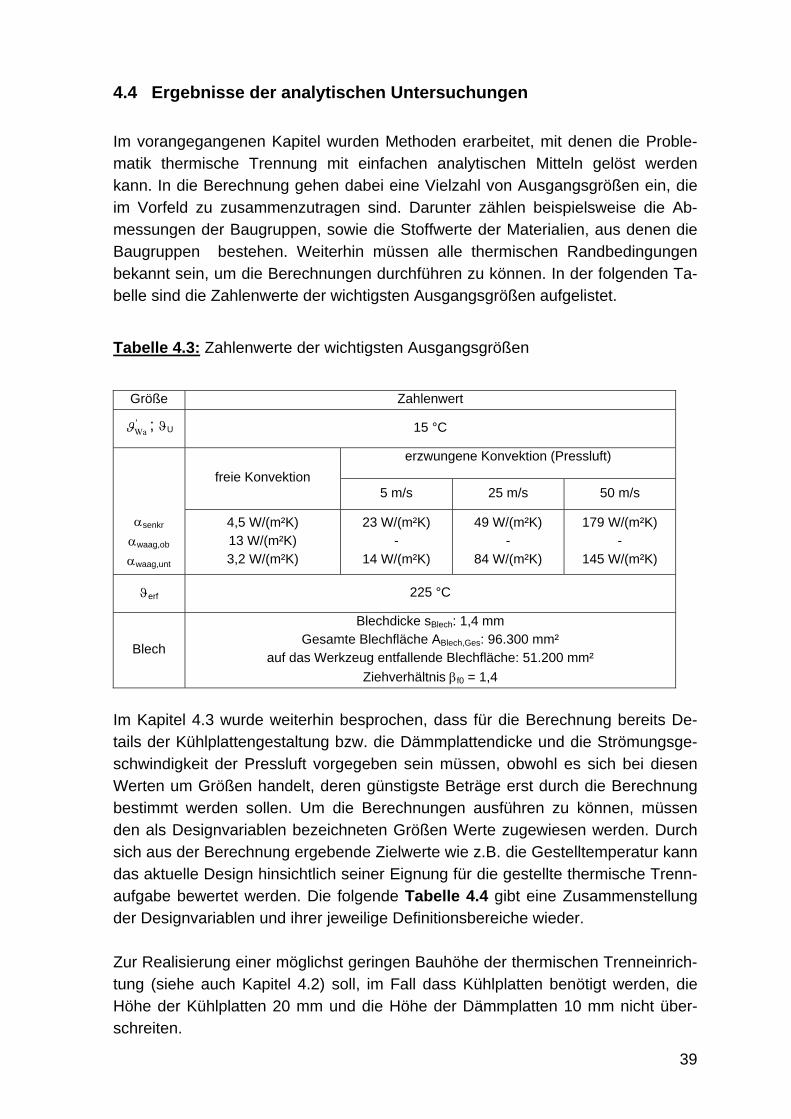
4.4 Ergebnisse der analytischen Untersuchungen Im vorangegangenen Kapitel wurden Methoden erarbeitet, mit denen die Proble-matik thermische Trennung mit einfachen analytischen Mitteln gelöst werden kann. In die Berechnung gehen dabei eine Vielzahl von Ausgangsgrößen ein, die im Vorfeld zu zusammenzutragen sind. Darunter zählen beispielsweise die Ab-messungen der Baugruppen, sowie die Stoffwerte der Materialien, aus denen die Baugruppen bestehen. Weiterhin müssen alle thermischen Randbedingungen bekannt sein, um die Berechnungen durchführen zu können. In der folgenden Ta-belle sind die Zahlenwerte der wichtigsten Ausgangsgrößen aufgelistet.
Tabelle 4.3: Zahlenwerte der wichtigsten Ausgangsgrößen
Größe Zahlenwert
'Waϑ ; ϑU 15 °C
erzwungene Konvektion (Pressluft) freie Konvektion
5 m/s 25 m/s 50 m/s
αsenkr
αwaag,ob
αwaag,unt
4,5 W/(m²K) 13 W/(m²K) 3,2 W/(m²K)
23 W/(m²K) -
14 W/(m²K)
49 W/(m²K) -
84 W/(m²K)
179 W/(m²K) -
145 W/(m²K)
ϑerf 225 °C
Blech
Blechdicke sBlech: 1,4 mm Gesamte Blechfläche ABlech,Ges: 96.300 mm²
auf das Werkzeug entfallende Blechfläche: 51.200 mm² Ziehverhältnis βf0 = 1,4
Im Kapitel 4.3 wurde weiterhin besprochen, dass für die Berechnung bereits De-tails der Kühlplattengestaltung bzw. die Dämmplattendicke und die Strömungsge-schwindigkeit der Pressluft vorgegeben sein müssen, obwohl es sich bei diesen Werten um Größen handelt, deren günstigste Beträge erst durch die Berechnung bestimmt werden sollen. Um die Berechnungen ausführen zu können, müssen den als Designvariablen bezeichneten Größen Werte zugewiesen werden. Durch sich aus der Berechnung ergebende Zielwerte wie z.B. die Gestelltemperatur kann das aktuelle Design hinsichtlich seiner Eignung für die gestellte thermische Trenn-aufgabe bewertet werden. Die folgende Tabelle 4.4 gibt eine Zusammenstellung der Designvariablen und ihrer jeweilige Definitionsbereiche wieder. Zur Realisierung einer möglichst geringen Bauhöhe der thermischen Trenneinrich-tung (siehe auch Kapitel 4.2) soll, im Fall dass Kühlplatten benötigt werden, die Höhe der Kühlplatten 20 mm und die Höhe der Dämmplatten 10 mm nicht über-schreiten.

40
Tabelle 4.4: Verwendete Designvariablen und Definitionsbereich
Designgrößen Definitionsbereich
Luftgeschwindigkeit uLuft ∈ (5; 25; 50) m/s inaktive Kühlplatte (uWa = 0 m/s)
Dämmplattendicke sDP ∈ (5; 10; 20) mm
Dämmplattendicke sDP = 10 mm
Höhe der Kühlplatte sKP = 20 mm
Abmessungen des Hydraulikrohres
6 x 1 mm; 10 x 1 mm; 12 x 1 mm
Wassergeschwindig-keit uWasser ∈ (0,3; 1,0; 1,4; 2,0) m/s
aktive Kühlplatte (uWa > 0 m/s)
Kanallänge L ∈ (0,8; 1,2; 1,6; 2,0; 2,4; 2,8) m
Damit im Werkzeuggestell unerwünschte thermisch induzierte Spannungen ver-mieden werden können, ist eine gleichmäßige Temperaturverteilung im Gestell von Vorteil. Bei Verwendung von wasserdurchströmten Kühlplatten sind die Kühl-kanäle deshalb so anzuordnen, dass eine möglichst gleichmäßige Kühlwirkung erzielt wird, was in den meisten Fällen durch eine mehrlagige Anordnung der Ka-näle realisiert werden kann, wie dies beispielsweise auch im Bild 4.2 dargestellt ist. Eine beliebig dicht mit Kanälen überzogene Kühlplatte, die eine optimale Ver-gleichmäßigung der Temperatur bringen würde, ist jedoch auch nicht zu empfeh-len. Infolge der beim Tiefziehen mitunter recht hohen Niederhalterkräfte ist die Kühlplatte ebenfalls einer hohen mechanischen Belastung (Druckspannung) aus-gesetzt, wodurch bei einem zu geringen Anteil Restmaterial Schädigungen auftre-ten können. Im Anhang B wurden verschiedene Ansätze zusammengetragen, um das mechanische Verhalten der Kühlplatte unter der gewählten Kanalanordnung zu bestimmen. Für die im Bild 4.5 dargestellte Problemgeometrie wird die güns-tigste Anordnung des Kühlkanals vom Bild 4.13 wiedergegeben. Eine andere Ein-bauweise, z.B. eine dritte Kanallage, die eine noch gleichmäßigere Kühlwirkung erwarten lässt, war aus Gründen weiterer zu berücksichtigender Baugruppen in der Kühlplatte nicht möglich. Die noch folgenden Ausführungen zu den Ergebnis-sen der Berechnungen und vor allem zur numerischen Betrachtung werden jedoch zeigen, dass mit der dargestellten Anordnung eine gute Temperaturvergleichmä-ßigung erreicht werden kann. Der im Bild 4.13 dargestellte Kühlkanal hat im Halb-schnitt eine Länge von ca. 1,2 m also eine Gesamtlänge von 2,4 m. Aus diesem Grund wird bei der folgenden Auswertung der größte Teil der Ergebnisse nur für diese Kanallänge und nicht noch für die anderen in Tabelle 4.4 aufgeführten Län-gen dargestellt werden.

41
Bild 4.13: Günstigste Anordnung des Kühlkanals für die betrachtete Problemgeo-metrie
Zunächst soll jedoch die Anordnung mit inaktiver Kühlplatte untersucht werden. Im Bild 4.14 ist die für verschiedene Luftgeschwindigkeiten und Dämmplattenstärken nach Gleichung 4.28 berechnete Temperatur an der Berührungsstelle zwischen Kühl- und Aufspannplatte abgebildet. Die Abbildung verdeutlicht, dass vor allem erst bei sehr hohen Luftgeschwindigkeiten eine akzeptable Temperatur an der Kontrollstelle (Berührungspunkt von Aufspann- und Kühlplatte) erreicht wird. Zu-sätzlich muss noch eine entsprechend große Dämmplattenstärke realisiert wer-den. Diese Möglichkeit der thermischen Trennung sollte aus zwei Gründen ver-worfen werden. Zum einen bestehen erhebliche Bedenken bezüglich der mecha-nischen Festigkeit derartig dicker Dämmplatten bei der vorliegenden hohen Be-triebstemperatur und zum anderen können die hohen Luftgeschwindigkeiten von mehr als 90 km/h aus Arbeitsschutzgründen ohnehin nicht verwirklicht werden. Damit sind bei dem hier betrachteten System zwangsläufig Kühlplatten in die thermische Trenneinrichtung zu integrieren.
0
25
50
75
100
125
150
0 5 10 15 20 25Dämmplattenstärke in mm
Tem
pera
tur ϑ
G in
°C
50 m/s 25 m/s 5 m/sLuftgeschwindigkeit
Bild 4.14: Gestelltemperatur in Abhängigkeit verschiedener Dämmplattenstärken
und Luftgeschwindigkeiten

42
Im Bild 4.15 sind die Ergebnisse der Berechnungen für eine Anordnung mit akti-ven Kühlplatten dargestellt. Diese Werte sind gültig für eine Kanallänge von 2,4 m und wurden sowohl für eine Reihenschaltung als auch für eine Parallelschaltung der beiden Kühlplatten ermittelt. Damit eine Bewertung der Ergebnisse erfolgen kann, sind Zielwerte zu definieren. Für die Anordnung mit aktiven Kühlplatten er-scheinen die drei nachfolgend aufgeführten Zielwerte sinnvoll.
- Temperatur an der Berührungsstelle von Kühl- und Aufspannplatte - Temperaturzunahme des Kühlwassers bei Durchströmung der Kühlplatten - benötigter Kühlwasservolumenstrom
Durch die Temperatur an der Berührungsstelle wird die Güte der thermischen Trennung bewertet (Auf welche Temperatur kann mit der gewählten Trennung die Gestelltemperatur reduziert werden?). Dabei müssen bei der Parallelschaltung die beiden Temperaturen an den Berührungsstellen identisch sein, während sich die-se bei Reihenschaltung unterscheiden. In dem Fall wird die höhere der beiden Temperaturen als Bewertungsgrundlage verwendet. Die Temperaturzunahme des Kühlwassers soll zur Bewertung der Temperaturgleichmäßigkeit in der Kühlplatte herangezogen werden. Dabei wird davon ausgegangen, dass bei einer gut vergleichmäßigten Kühlplattentemperatur auch die Aufspannplatten- bzw. Gestell-temperatur entsprechend gleichmäßig ist. Bei der Reihenschaltung ist die Tempe-raturzunahme des Kühlwassers bei beiden Kühlplatten wiederum unterschiedlich. Auch hier wird zur Beurteilung der höhere Zahlenwert verwendet. Mit dem Bewer-tungskriterium „benötigter Kühlwasservolumenstrom“ soll untersucht werden, bei welcher Verschaltungsart der Kühlplatten die wirtschaftlichste Betriebsweise (ge-ringer Wasserverbrauch) möglich ist. Zur Bestimmung des benötigten Kühlwas-servolumenstromes wurde der im Bild 4.11 vorgeschlagene Algorithmus benutzt. Dabei erfolgte für ein vorgegebenes Hydraulikrohr eine Anpassung der Strö-mungsgeschwindigkeit, so dass an der Grenzfläche zwischen Kühl- und Auf-spannplatte die in der Legende dargestellte Temperatur (27, 32, 37)°C realisiert werden konnte. Im Fall einer Reihenschaltung der Kühlplatten wurde wieder die höhere der beiden Grenzflächentemperaturen benutzt.

43
Bild 4.15: Ergebnisse der Berechnungen für aktive Kühlplatten (Länge des Kühl-kanals: 2,4 m)
Reihenschaltung Parallelschaltung
0
20
40
60
80
100
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
Tem
pera
tur ϑ
G in
°C 6 x 1 mm
10 x 1 mm12 x 1 mm
0
20
40
60
80
100
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
Tem
pera
tur ϑ
G in
°C 6 x 1 mm
10 x 1 mm12 x 1 mm
0100200300400500600
6 x 1 10 x 1 12 x 1Durchm. des Kühlrohres in mm
erf.
Vol
umen
stro
m in
l/h
37 °C32 °C27 °C
Grenzflächen-temperatur
0100200300400500600
6 x 1 10 x 1 12 x 1Durchm.des Kühlrohres in mm
erf.
Volu
men
stro
m in
l/h
37 °C32 °C27 °C
Grenzflächen-temperatur
0
9
18
27
36
45
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
Tem
p.zu
nahm
e ∆ϑ
Wa
in K
6 x 1 mm10 x 1 mm12 x 1 mm
0
9
18
27
36
45
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
Tem
p.zu
nahm
e ∆ϑ
Wa
in K
6 x 1 mm10 x 1 mm12 x 1 mm
ϑG2
ϑG1
−V&
Wa,1∆ϑ
Wa,2∆ϑ
ϑG1
IIV&
Waϑ∆
ϑG2

44
Aus den dargestellten Ergebnissen lassen sich die folgenden Erkenntnisse ablei-ten:
- Die Temperaturzunahme des Kühlwassers ist unabhängig von der Schal-tungsart der Kühlplatten.
- Mit einer Parallelschaltung sind bei gleicher Wassergeschwindigkeit gerin-gere Temperaturen an der Grenzfläche möglich. Dabei ist bei gleicher Wassergeschwindigkeit der benötigte Volumenstrom im Fall Parallelschal-tung allerdings doppelt so hoch.
- Ab einer Strömungsgeschwindigkeit von ca. 1 m/s ändern sich, zumindest bei den Rohren 10 x 1 mm und 12 x 1 mm die Grenzflächentemperaturen kaum noch mit der Wassergeschwindigkeit.
- Die Grenzflächentemperaturen (27, 32) °C sind bei eingesetzten Kühlroh-ren mit dem Durchmesser 6 x 1 mm nicht zu erreichen.
- Mit zunehmendem Rohrdurchmesser ist sowohl bei Parallel- als auch bei Reihenschaltung ein geringerer Volumenstrom an Kühlwasser erforderlich, um die gleiche Grenzflächentemperatur einzustellen.
- Ein Absenken der Grenzflächentemperatur unter 30 °C ist nur mit einem erheblichen Mehraufwand an Kühlwasser verbunden.
Mit Kühlrohren vom Durchmesser 12 x 1 mm bzw. 10 x 1 mm kann die gestellte Aufgabe der thermischen Trennung ohne weiteres bewältigt werden. Dabei ist die Art der Kühlplattenverschaltung unerheblich. Die Diagramme zeigen sehr deutlich, dass durch Kühlwassergeschwindigkeiten von mehr als 1 m/s keine nennenswer-ten Verbesserungen der Kühlleistung möglich sind. Das ist darauf zurückzuführen, dass der effektive Wärmedurchgangskoeffizient ab einer Strömungsgeschwindig-keit von 1 m/s nur noch geringfügig zunimmt (Bild 4.9). Ein weiteres Anheben der Geschwindigkeit wäre nur eine Verschwendung von Kühlwasser. Für das in dieser Arbeit behandelte System wird deshalb eine Kühlung mit Hydraulikrohren der Ab-messung 12 x 1 mm vorgeschlagen. Auch Rohre des Durchmessers 10 x 1 mm wären verwendbar, wobei zur Einstellung einer Grenzflächentemperatur von z.B. 32 °C ein um 7 % größerer Kühlwasservolumenstrom (Parallelschaltung) bzw. ein um 11 % größerer Kühlwasservolumenstrom (Reihenschaltung) benötigt würden. Die größeren Kühlrohre bieten zudem den Vorteil einer größeren Leistungsreser-ve, womit die Kühleinrichtung z.B. auch für Umformprozesse mit höheren Tempe-raturen nutzbar wäre. Die Verschaltung beider Kühlplatten ist beliebig wählbar, da die jeweils erforderlichen Wasserströme zum Erreichen gleicher Grenzflächen-temperaturen nahezu identisch sind. Zu dem im Bild 4.7 dargestellten Modell wurde angemerkt, dass der Wärmestrom zwischen Werkzeug und Stempel auf Grund seines vergleichsweise geringen Wertes wegen und auf Grund einer erheblichen Modellvereinfachung vernachläs-sigt wird. Die Rechtmäßigkeit dieser Vernachlässigung ist noch zu beweisen, wo-

45
bei für den Nachweis nur eine grobe Näherungsrechnung verwendet wird. Um auf der sicheren Seite zu bleiben, wird der Strahlungswärmestrom zwischen Werk-zeug und Stempel so berechnet, als ob alle Komponenten (Werkzeug, Dämmplat-te, Kühlplatte, Aufspannplatte) die Temperatur 225 °C besitzen würden und mit der Stempelaußenfläche (Temperatur 150 °C) Strahlungswärme austauschen. D.h. also
( )4St
4WkzStWkz
jjStStWkzStr, TTσεhRπ2Q −⋅⋅⋅∑⋅⋅⋅= −−
& Gleichung 4.29
Da alle Komponenten am Strahlungsaustausch teilnehmen, muss auch die Ge-samtbauhöhe in die Berechnung eingehen. Durch εWkz-St wird der resultierende Emissionsgrad bezeichnet. Diese einfache Berechnung ergibt für den Strahlungs-wärmestrom einen Wert von ca. 25 W. Bezogen auf die zwischen den Einzelkom-ponenten ausgetauschten Wärmeströme entspricht das jeweils ca. 3,5 % und kann damit tatsächlich vernachlässigt werden. Nach den Ausführungen in Kapitel 4.2 werden die Hydraulikrohre in einem vorher gefrästen, rechteckigen Kanalquerschnitt angeordnet, wobei der verbleibende Raum mit einer Vergussmaße aufzufüllen ist. Für die praktische Ausführung ist vorgesehen, den Kanal 2 mm breiter als den Außendurchmesser der Kühlrohre zu fräsen, d.h. bei den gewählten Rohrmaßen ist ein 14 mm breiter Kanal aus der Kühlplatte herauszuarbeiten. Als Kanalhöhe werden ebenfalls 14 mm gewählt. Um letztlich entscheiden zu können, ob die entsprechend den thermischen Berech-nungen ausgewählte Anordnung der Kühlkanäle verwendet werden kann, bedarf es noch einer Kontrollrechnung bezüglich der mechanischen Festigkeit der Kühl-platte, welche aus dem Stahl mit der Werkstoffnummer 1.1730 gefertigt werden soll. Dabei sollen die Kanaleinbauten (Vergussmasse, Hydraulikrohr) als nicht tra-gend im Sinne der Festigkeitsrechnung behandelt werden. Somit können sich nach Anhang B besonders die dünnen Stege über den Kanälen durch Schub- und Biegespannungen verformen. Liegen weiterhin zwei Kanallagen zu dicht beieinan-der, dann besteht auch die Möglichkeit, dass das dazwischen verbliebene Rest-material der mechanischen Belastung nicht mehr gewachsen ist. Die mechanische Belastung des Gesamtsystems ergibt sich durch die erforderliche Niederhalterkraft von 300 kN. Diese Kraft wirkt während des Umformvorgangs nur auf die im Bild 4.6 bezeichnete Blechfläche ABlech’, wodurch sich für die resultierende Druckbelas-tung ein Betrag von ca. 8 MPa ergibt. Es soll nun vereinfachend angenommen werden, dass diese Druckbelastung gleichförmig auf die gesamte Kühlplatte und damit das Kanalsystem wirkt. Für das gewählte und im Bild 4.13 dargestellte Sys-tem kann mit den Rechenmethoden nach Anhang B für die Verformung der Stege über den Kanälen ein Wert von 0,5 µm berechnet werden. Für die erforderliche Restmaterialbreite, welche zwischen zwei Kanallagen verbleiben sollte, ergibt sich ein Wert von 0,55 mm. Die ermittelten Verformungen der Stege können als unbe-denklich bewertet werden und die erforderliche Restmaterialbreite wird durch die

46
gewählte Kanalanordnung ebenfalls eingehalten. Damit ist nachgewiesen, dass die Kühlplatte aus thermischer und mechanischer Sicht für den Einsatz in der thermischen Trenneinrichtung geeignet ist.
4.5 Nachrechnung der Ergebnisse mit numerischen Methoden Um zu überprüfen, inwieweit die im Bild 4.7 dargestellte recht grobe Idealisierung des im Bild 4.5 gezeigten tatsächlichen Modells die Genauigkeit der Ergebnisse beeinflusst, sollte mit Hilfe eines kommerziellen FEM-Programms die tatsächliche Geometrie noch einmal untersucht werden. Dazu wird das nachfolgend dargestell-te Modell benutzt.
Bild 4.16: FE-Modell zur genaueren Berechnung der thermischen Trennung
Die Kanalanordnung in der Kühlplatte ist entsprechend der Darstellung im Bild 4.13 gestaltet. Auch im FE-Modell wird nur die Kanalgrundgeometrie modelliert, wobei Hydraulikohre mit dem Durchmesser 12 x 1 mm zugrunde gelegt wurden. Zur Beschreibung der erzwungenen Konvektion werden die im Bild 4.9 dargestell-ten effektiven Wärmedurchgangskoeffizienten angetragen. An den Flächen, wel-che zur Umgebung Wärme abgeben können, ist die zugehörige konvektive Rand-bedingung angetragen. Die Einheit Werkzeug wurde weggelassen und stattdes-sen direkt auf der Dämmplattenoberseite die Werkzeugtemperatur angetragen. Diese Vorgehensweise ist statthaft und nur mit einem vernachlässigbaren Fehler verbunden. Eine homogene Temperaturverteilung ist deshalb zu wählen, um glei-che Bedingungen, wie bei dem idealisierten Modell zu schaffen (gleichmäßig tem-
Dämmplatte
Kühlplatte
Aufspannplatte
Werkzeugtemperatur
konvektive Randbedingung

47
perierte Werkzeugoberfläche). Weiterhin ist zu beachten, dass auf Grund der be-stehenden Wärmeleitsymmetrie nur das halbe System modelliert wurde. Die numerischen Berechnungen wurden für aktive Kühlplatten durchgeführt. Für eine Kühlwassergeschwindigkeit von 1 m/s ist im Bild 4.17 die für die Einheit Auf-spannplatte berechnete Temperaturverteilung dargestellt. An der Oberseite der Aufspannplatte kann dabei die Temperatur an der Berührungsstelle Kühlplatte – Aufspannplatte ermittelt werden, welche in den vorangegangenen Betrachtungen als Referenztemperatur für das Werkzeuggestell gedient hat.
Bild 4.17: Berechnete Temperaturverteilung in der Gestellbaugruppe Aufspann-platte
Die mittlere Temperatur an der Berührungsstelle hat bei einer Kühlwasserge-schwindigkeit von 1 m/s einen Wert von 27,7 °C. Mit der oben erläuterten analyti-schen Methode wurde bei gleicher geometrischer Anordnung und Strömungsge-schwindigkeit eine Temperatur von 26,8 °C bestimmt (im Fall parallel geschalteter Kühlplatten). Eine ähnlich gute Übereinstimmung ergibt sich auch für andere Strömungsgeschwindigkeiten des Kühlwassers. Damit ist nachgewiesen, dass die Berechnungen mit einem sehr einfach zu beschreibenden idealisierten Modell von befriedigender Genauigkeit sind. Damit können auch zukünftig mit diesem Modell mögliche thermische Trennsysteme untersucht werden.

48
5. Auslegung der thermischen Baugruppen zur Werkzeugtempe-rierung
5.1 Aufteilung des Werkzeuges in Zonen und Bestimmung des Leis-tungsbedarfes
In der vorliegenden Arbeit ist die Aufgabe gestellt, ein Umformwerkzeug für die temperierte Umformung von Magnesiumfeinblechen auszurüsten. Aus dem Kapitel 3 ist bekannt, dass eine partielle Werkzeugbeheizung für derartige Aufgaben vor-teilhaft ist. Das heißt, dass ein vorgegebenes Werkzeug entsprechend den tech-nologischen Anforderungen der Blechumformung in unterschiedlich temperierte Zonen gegliedert werden muss. Diese Zonen werden im Allgemeinen durch Trennplatten geringer Wärmeleitfähigkeit voneinander getrennt, damit die Wärme-verluste innerhalb des Werkzeuges vermindert werden können und die Einstellung lokal unterschiedlicher Temperaturen möglich ist. Für das hier betrachtete Werk-zeug mit trapezförmigem Ziehstempel wird zunächst die folgende Aufteilung in temperierte Zonen vorgeschlagen.
Bild 5.1: Aufteilung des vorgegebenen Werkzeuges in temperierte Zonen
Für jede Zone ist eine Temperiereinrichtung vorzusehen, die derart gestaltet sein muss, dass die im Bild 5.1 angegebenen Temperaturen in beliebiger Kombination eingestellt werden können. Die Variation der Temperaturen ist erforderlich, um mit diesem Werkzeug den Einfluss unterschiedlicher Werkzeugtemperierungen auf das Tiefziehen von Magnesiumfeinblechen untersuchen zu können. Es wird aller-dings erwartet, dass die günstigsten Tiefziehbedingungen dann vorliegen, wenn in den Eckbereichen Temperaturen von ca. 225 °C und in den Seitenbereichen so-wie im Stempel Temperaturen von ca. 150 °C eingestellt sind. Bei der Anordnung der temperierten Zonen ist darauf zu achten, dass die Zonen hoher Temperatur
Eckbereiche ϑEck ∈ (150 …. 225) °C
Seitenbereiche ϑSeite ∈ (150 …. 225) °C
Stempel ϑSt ∈ 150 °C

49
möglichst klein gehalten werden. Eine Anordnung wie im Bild 5.2 dargestellt, ist ebenfalls denkbar aber unwirtschaftlich, weil die Wärmeverluste über die Werk-zeugstirnseite durch diese Anordnung vergrößert werden.
Bild 5.2: Ungünstige Anordnung der temperierten Zonen
Der geschilderte Sachverhalt lässt sich anhand einiger einfacher Betrachtungen sehr leicht nachweisen. Wird der Wärmeübergangskoeffizient zur Umgebung mit αStirn bezeichnet, dann gilt:
Eck,2Eck,1Eck bbb += Gleichung 5.1
( ) ( ) ( )( )USeiteEckUEckEckWkzStirnStirnV, bRπbhαQ ϑϑϑϑ −⋅−⋅+−⋅⋅⋅=&
Gleichung 5.2
Dabei ist mit Rπ ⋅ der Umfang des halben Werkzeuges und mit bEck der zu den Eckbereichen gehörende Kreisbogen bezeichnet. Die Gleichung 5.2 kann auch wie folgt geschrieben werden:
( ) ( )⎟⎠
⎞⎜⎝
⎛ −+−⋅⋅
⋅⋅⋅⋅= USeiteSeiteEckEck
WkzStirnStirnV, Rπb
RπhαQ ϑϑϑϑ& Gleichung 5.3
Daran lässt sich sehr deutlich erkennen, dass mit kleiner werdenden Zonen hoher Temperatur (beck nimmt ab) auch der Verlustwärmestrom über die Werkzeugstirn-seite abnimmt. Damit ist nachgewiesen, dass für einen wirtschaftlichen Werk-zeugbetrieb die Zonenaufteilung nach Bild 5.1 vorzuziehen ist. Eine weitere Ver-kleinerung der Heizzonen ist nicht sinnvoll, weil der Einbauraum für die Tempe-riereinrichtung dadurch stark begrenzt wird und in Folge dessen möglicherweise nicht genügend Leistung installiert werden kann.
bEck,1
bEck,2
ϑSeite
ϑEck
ϑEck
ϑSeite
ϑSeite
αStirn ϑU
StirnV,Q&
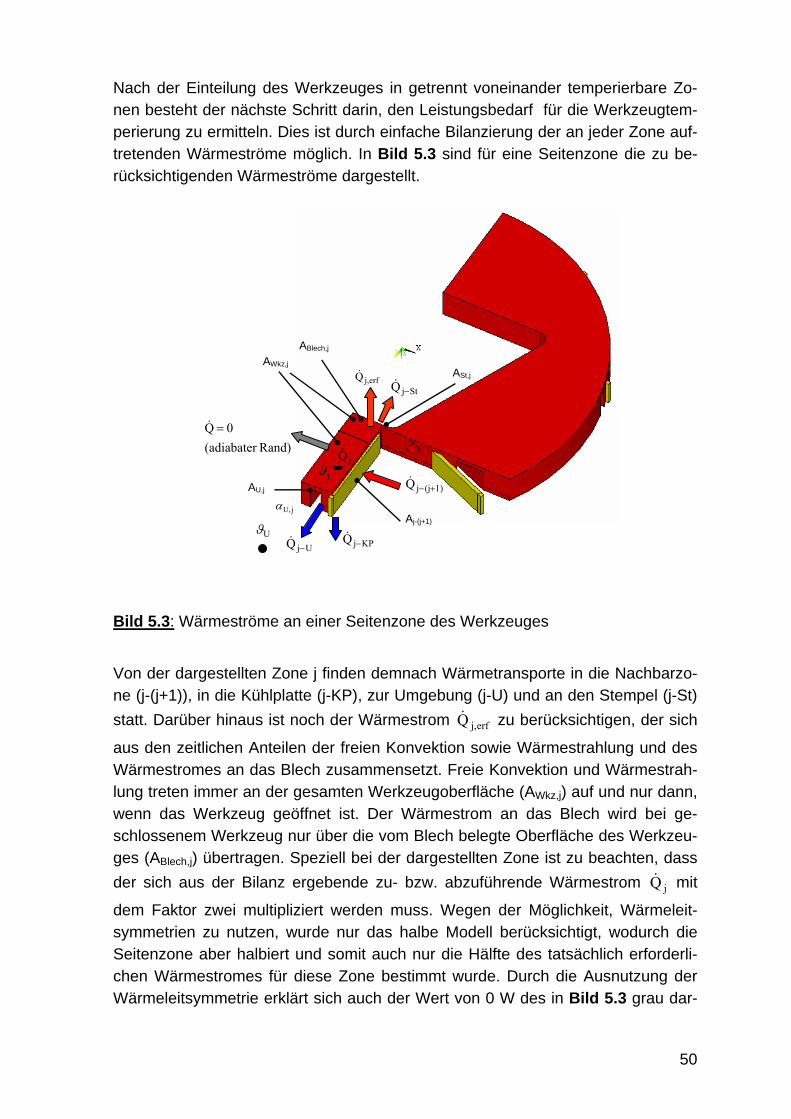
50
Nach der Einteilung des Werkzeuges in getrennt voneinander temperierbare Zo-nen besteht der nächste Schritt darin, den Leistungsbedarf für die Werkzeugtem-perierung zu ermitteln. Dies ist durch einfache Bilanzierung der an jeder Zone auf-tretenden Wärmeströme möglich. In Bild 5.3 sind für eine Seitenzone die zu be-rücksichtigenden Wärmeströme dargestellt.
Bild 5.3: Wärmeströme an einer Seitenzone des Werkzeuges
Von der dargestellten Zone j finden demnach Wärmetransporte in die Nachbarzo-ne (j-(j+1)), in die Kühlplatte (j-KP), zur Umgebung (j-U) und an den Stempel (j-St) statt. Darüber hinaus ist noch der Wärmestrom erfj,Q& zu berücksichtigen, der sich
aus den zeitlichen Anteilen der freien Konvektion sowie Wärmestrahlung und des Wärmestromes an das Blech zusammensetzt. Freie Konvektion und Wärmestrah-lung treten immer an der gesamten Werkzeugoberfläche (AWkz,j) auf und nur dann, wenn das Werkzeug geöffnet ist. Der Wärmestrom an das Blech wird bei ge-schlossenem Werkzeug nur über die vom Blech belegte Oberfläche des Werkzeu-ges (ABlech,j) übertragen. Speziell bei der dargestellten Zone ist zu beachten, dass der sich aus der Bilanz ergebende zu- bzw. abzuführende Wärmestrom jQ& mit
dem Faktor zwei multipliziert werden muss. Wegen der Möglichkeit, Wärmeleit-symmetrien zu nutzen, wurde nur das halbe Modell berücksichtigt, wodurch die Seitenzone aber halbiert und somit auch nur die Hälfte des tatsächlich erforderli-chen Wärmestromes für diese Zone bestimmt wurde. Durch die Ausnutzung der Wärmeleitsymmetrie erklärt sich auch der Wert von 0 W des in Bild 5.3 grau dar-
Aj-(j+1)
AU,j
ABlech,j
AWkz,j ASt,j
1)(jjQ +−&
KPjQ −&
UjQ −&
StjQ −&erfj,Q&
Rand) (adiabater 0Q =&
jQ&
jϑ
jU,α
Uϑ

51
gestellten Wärmestromes. Da der Temperaturgradient über die Symmetrieebene gleich Null ist, muss auch der Wärmestrom Null sein. Der in einer Zone j zu- bzw. abzuführende Wärmestrom ergibt sich durch Summie-rung der über die Grenzen der Zone transportierten Wärmeleistung. Es gilt:
erfj,StjKPjUj1)(jjj QQQQQQ &&&&&& −−−−= −−−+− Gleichung 5.4
Die einzelnen Wärmeströme können durch ihre Bestimmungsgleichungen ausge-drückt werden.
1)(jj
1jj1)(jj R
Q+−
++−
−=
ϑϑ& Gleichung 5.5
( )UjjU,jU,Uj AαQ ϑϑ −⋅⋅=−& Gleichung 5.6
KPj
KPjKPj R
Q−
−
−=
ϑϑ& Gleichung 5.7
( )4St
4jjSt,StjStj TTσAεQ −⋅⋅⋅= −−
& Gleichung 5.8
Für den erforderlichen Wärmestrom findet sich die Bestimmungsgleichung in Kapi-tel 4.3 und wird hier deshalb nicht wiedergegeben. In Gleichung 5.8 wird der Ge-samtemissionsgrad εj-St für den Strahlungsaustausch zwischen Zone j und der Stempelzone eingeführt. Nach [17] lässt sich der Emissionsgrad für parallele Flä-chen ermitteln mit der Beziehung
1ε1
ε1
1ε
Stj
Stj−+
=− Gleichung 5.9
In den Gleichungen 5.5 und 5.7 wurden Wärmeleitwiderstände verwendet, die noch zu definieren sind. Im Fall des Wärmetransportes an die Kühlplatte be-schreibt der Widerstand Rj-KP nur die Wärmeleitung durch die zwischen Werkzeug und Kühlplatte angeordnete Dämmplatte. Es wird dazu vereinfachend angenom-men, dass die gesamte Kühlplatte eine einheitliche Temperatur ϑKP besitzt.
Bild 5.4: Die Kühlplatte besitzt eine homogene Temperaturverteilung
Zone j
DP
KP
ϑj
ϑKP
AWkz,j
sDP
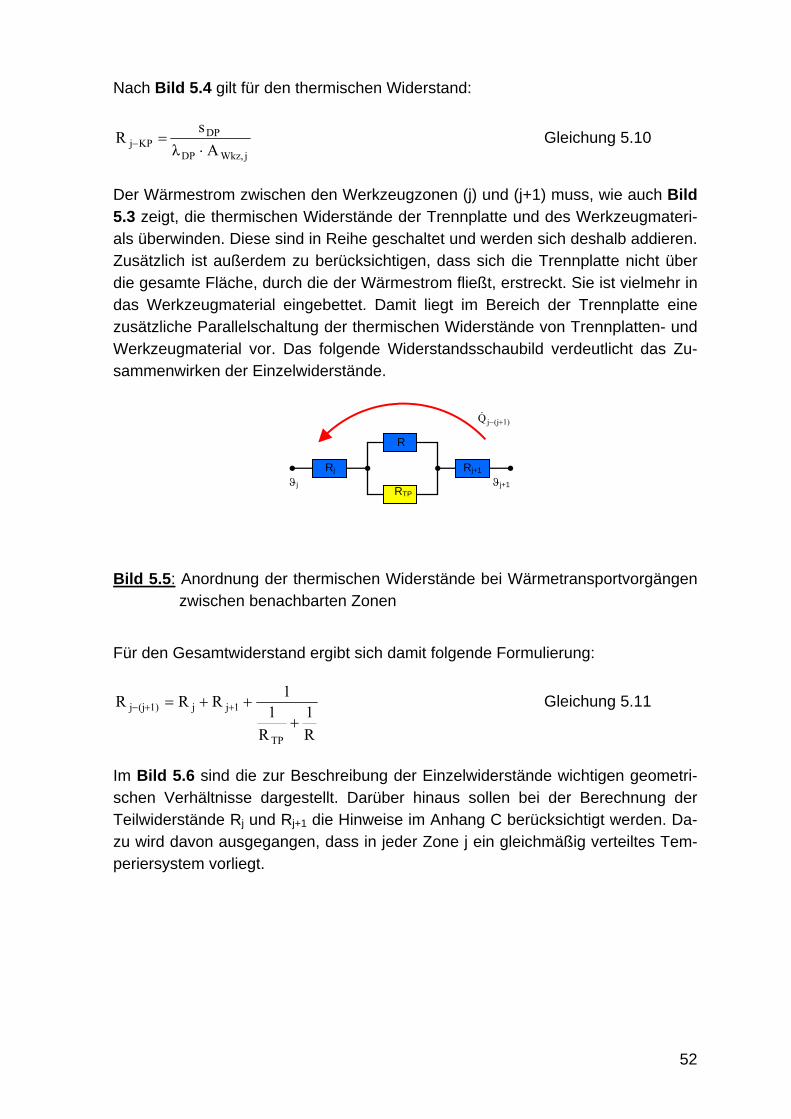
52
Nach Bild 5.4 gilt für den thermischen Widerstand:
jWkz,DP
DPKPj Aλ
sR
⋅=− Gleichung 5.10
Der Wärmestrom zwischen den Werkzeugzonen (j) und (j+1) muss, wie auch Bild 5.3 zeigt, die thermischen Widerstände der Trennplatte und des Werkzeugmateri-als überwinden. Diese sind in Reihe geschaltet und werden sich deshalb addieren. Zusätzlich ist außerdem zu berücksichtigen, dass sich die Trennplatte nicht über die gesamte Fläche, durch die der Wärmestrom fließt, erstreckt. Sie ist vielmehr in das Werkzeugmaterial eingebettet. Damit liegt im Bereich der Trennplatte eine zusätzliche Parallelschaltung der thermischen Widerstände von Trennplatten- und Werkzeugmaterial vor. Das folgende Widerstandsschaubild verdeutlicht das Zu-sammenwirken der Einzelwiderstände.
Bild 5.5: Anordnung der thermischen Widerstände bei Wärmetransportvorgängen
zwischen benachbarten Zonen
Für den Gesamtwiderstand ergibt sich damit folgende Formulierung:
R1
R1
1RRR
TP
1jj1)(jj+
++= ++− Gleichung 5.11
Im Bild 5.6 sind die zur Beschreibung der Einzelwiderstände wichtigen geometri-schen Verhältnisse dargestellt. Darüber hinaus sollen bei der Berechnung der Teilwiderstände Rj und Rj+1 die Hinweise im Anhang C berücksichtigt werden. Da-zu wird davon ausgegangen, dass in jeder Zone j ein gleichmäßig verteiltes Tem-periersystem vorliegt.
ϑj ϑj+1 RTP
R
Rj+1 Rj
1)(jjQ +−&

53
Bild 5.6: Geometrische Verhältnisse an der Trennplatte
Mit den Geometriedaten und den Erkenntnissen aus Anhang C können die Teilwi-derstände in Gleichung 5.11 ersetzt werden. Dies führt zu folgender Formulierung für den Gesamtwiderstand.
)AA(λAλs
Aλ2sL
RTP1),(jj1)(jjWkzTP1),(jjTP
TP
1)(jjWkz
TP1)(jj1)(jj
+−+−+−+−
+−+− −⋅+⋅
+⋅⋅
−=
Gleichung 5.12
Die Trennplatten können in unterschiedlicher Stärke eingebracht werden. So ste-hen Platten der Dicken (5, 10, 20) mm zur Verfügung. Zunächst soll geprüft wer-den, ob mit 5 mm dicken Trennplatten die Aufgabe, eine geeignete Temperierein-richtung zu entwerfen, befriedigend gelöst werden kann. Mit dieser Plattenstärke ist die größte Sicherheit bezüglich der mechanischen Festigkeit des Werkzeuges gegeben. In Gleichung 5.6 und auch zur Bestimmung des Bilanzpostens erfj,Q& werden Ge-
samt-Wärmeübergangskoeffizienten verwendet, deren Beträge vor Beginn der Berechnung zu klären sind. Bei dem betrachteten Wärmeübergang handelt es sich um eine zusammengesetzte Wärmeübertragung durch freie Konvektion an senk-rechten und waagerechten Flächen sowie Wärmestrahlung an die Umgebung. Die Temperaturen der Flächen sollen dabei so groß wie die Temperaturen der jeweili-gen Werkzeugzonen, die sich im Bereich (150 …. 225) °C bewegen, sein. Von der Tabelle 5.1 werden die verwendeten Werte für die Wärmeübergangskoeffizienten wiedergegeben.
aTP
sTP
hTP
Aj-(j+1)
Zonenschwerpunkte
j+1
Lj-(j+1)
j+1
j
Lj-(j+1)
Aj-(j+1),TP

54
Tabelle 5.1: Verwendete Werte für die Gesamt-Wärmeübergangskoeffizienten
In Tabelle 5.2 sind weitere wichtige Größen dokumentiert, die vor der Berech-nung bekannt sein müssen.
Tabelle 5.2: Beträge weiterer wichtiger Ausgangsgrößen
Größe Betrag Bemerkung
ϑU 15 °C
ϑKP 30 °C Wassergeschwindigkeit in den Kühlplatten = 1 m/s (Bild 4.15)
sTP 5 mm Im Bild 5.7 ist die der Berechnung zugrunde gelegte Zonenaufteilung des Werk-zeuges noch einmal dargestellt.
Bild 5.7: Zonenaufteilung und Bezeichnung der Zonen
Für die abgebildete Zonenaufteilung wurden die zu- bzw. abzuführenden Wärme-ströme, welche zur Temperierung des Werkzeuges erforderlich sind, durch Bilan-
Temperatur
150 °C 225 °C
senkrecht 12,1 W/(m²K) 14 W/(m²K) Wandaus-richtung
waagerecht 7,2 W/(m²K) 8,5 W/(m²K)
Ecke stumpf
Ecke spitz
Seite kurz
Seite lang
Seite mitte
Stempel

55
zierung über jede der im Bild 5.7 abgebildeten Zonen berechnet. Da die bei der Bilanzierung berechneten Leistungen mit zum Teil großen Unsicherheiten behaftet sind, wird zu diesen Leistungen noch eine Regelreserve von jeweils 30 % addiert. Zu den Unsicherheitsfaktoren zählt z.B., dass der zwischen zwei benachbarten Zonen übertragene Wärmestrom mit der Querschnittsfläche im Bereich der Trenn-platte zwischen diesen Zonen berechnet wird. Im Bild 5.7 lässt sich am Beispiel des Wärmetransportes von der Zone Ecke spitz zur Zone Seite mitte aber erken-nen, dass sich die Größe dieser Querschnittsfläche entlang des Wärmestromwe-ges stark ändert. Für die Temperaturpaarungen (ϑEck / ϑSeite / ϑSt ) = (225 / 225 / 150) °C und (225 / 150 / 150) °C sind die Ergebnisse in der nächsten Darstellung zu finden. Durch negative Leistungen werden die aus einer Zone z.B. durch Kühlwasser abzufüh-renden Wärmeströme bezeichnet.
-800
-600
-400
-200
0
200
400
600
800
Leis
tung
sbed
arf i
n W
ϑSeite: 150 °C 225 °CϑSt: 150 °C 150 °CϑEck: 225 °C 225 °C
Seite kurz
Ecke stumpf
StempelSeite lang
Ecke spitz
Seite mitte
Bild 5.8: Wärmeströme, welche den bezeichneten Zonen zuzuführen bzw. aus diesen abzuführen sind
Erwartungsgemäß ist für die Eckzonen des Werkzeuges ausschließlich eine Be-heizungseinrichtung erforderlich, während für die Seitenbereiche sowohl Behei-zung als auch Kühlung vorgesehen werden müssen. Die Auslegung und Auswahl der dafür geeigneten Temperiereinrichtung werden im nächsten Kapitel behandelt.
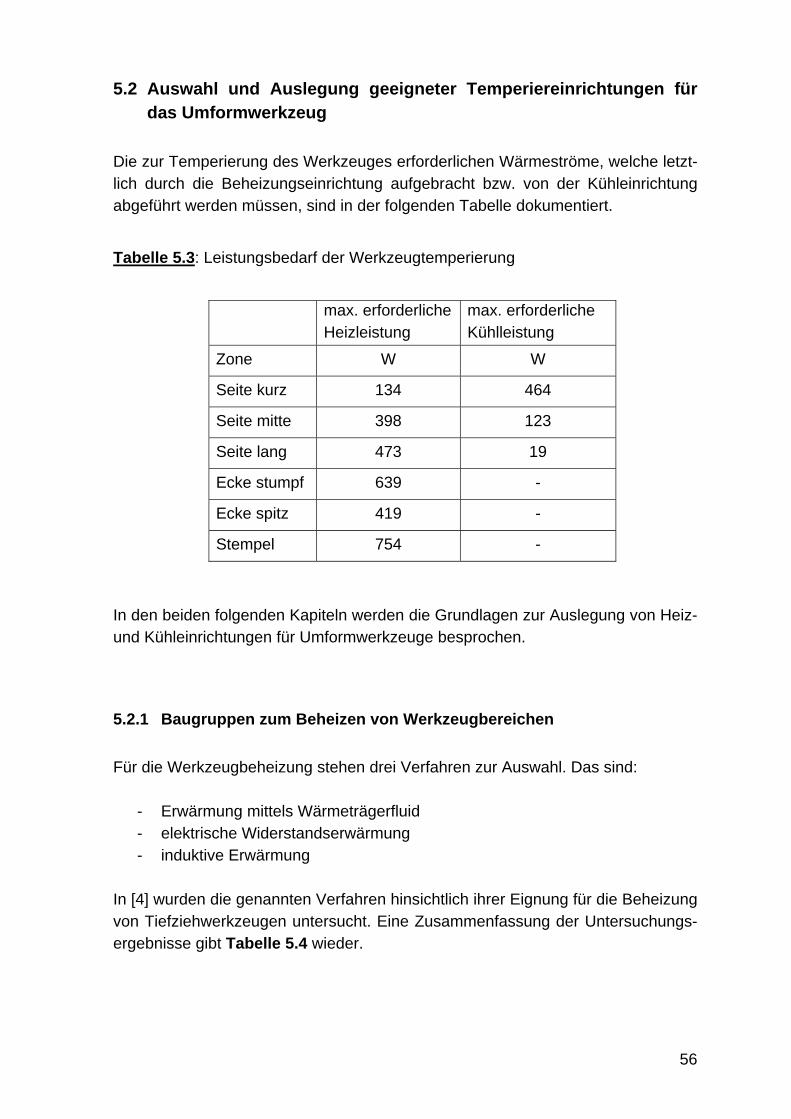
56
5.2 Auswahl und Auslegung geeigneter Temperiereinrichtungen für das Umformwerkzeug
Die zur Temperierung des Werkzeuges erforderlichen Wärmeströme, welche letzt-lich durch die Beheizungseinrichtung aufgebracht bzw. von der Kühleinrichtung abgeführt werden müssen, sind in der folgenden Tabelle dokumentiert.
Tabelle 5.3: Leistungsbedarf der Werkzeugtemperierung
max. erforderliche
Heizleistung max. erforderliche Kühlleistung
Zone W W
Seite kurz 134 464
Seite mitte 398 123
Seite lang 473 19
Ecke stumpf 639 -
Ecke spitz 419 -
Stempel 754 -
In den beiden folgenden Kapiteln werden die Grundlagen zur Auslegung von Heiz- und Kühleinrichtungen für Umformwerkzeuge besprochen.
5.2.1 Baugruppen zum Beheizen von Werkzeugbereichen Für die Werkzeugbeheizung stehen drei Verfahren zur Auswahl. Das sind:
- Erwärmung mittels Wärmeträgerfluid - elektrische Widerstandserwärmung - induktive Erwärmung
In [4] wurden die genannten Verfahren hinsichtlich ihrer Eignung für die Beheizung von Tiefziehwerkzeugen untersucht. Eine Zusammenfassung der Untersuchungs-ergebnisse gibt Tabelle 5.4 wieder.

57
Tabelle 5.4: Ergebnisse der Untersuchungen zu den ausgewählten Beheizungs-möglichkeiten
WiderstandsbeheizungKriterium
Heizpatrone Rohrheiz-körper
Wirkungsgrad 30 - 58 % 94 - 96 % 78 - 88 %
übertragbareWärmemenge
Kosten für dasHeizsystem
Kosten für dasWerkzeug
maximal zulässigeÖltemperatur:
350 °C
maximal zulässigeHeiztemperatur:
750°C
maximal zulässigeInduktortemperatur: 70°C=> Werkzeugtemperatur:
250°C - 260°C
max. Temperatur-Differenz
± 4 K
500 %(Ölvorwärmer, Pumpe,
Durchflussregelung)
Für alle Beheizungsprinzipien gleich(Bauweise mit gefrästen Kanälen erforderlich)
Wärmeträgerfluid Induktive Beheizung
Regel-genauigkeit
max. Temperatur-Differenz± 0,5 K
max. Temperatur-Differenz± 0,5 K
100 %(Temperaturregelgerät)
1000 %(HF – Generator,Induktorkühlung)
Den dargestellten Ergebnissen zufolge sind elektrische Widerstände für die Werk-zeugbeheizung am vorteilhaftesten und sollen auch für das hier besprochene Um-formwerkzeug verwendet werden. Sämtliche Herstellerfirmen von elektrischen Wi-derstandsbeheizungen bieten in ihrem Sortiment eine Vielzahl unterschiedlicher Heizertypen an. Besonders geeignet für die Werkzeugbeheizung sind davon Heiz-patronen und Rohrheizkörper. Den folgenden beiden Zusammenstellungen kön-nen die jeweiligen mit Heizpatronen bzw. Rohrheizkörpern erreichbaren Wärme-leistungen entnommen werden.
0
400
800
1200
1600
2000
40 50 60 80 100Patronenlänge in mm
Hei
zlei
stun
g in
W
6,5 mm 10 mm 16 mm 20 mmDurchmesser:
Bild 5.9: Heizpatronen aus dem Sortiment der Fa. Hotset [18]

58
0
50
100
150
200
250
300
350
400
25 50 75 100 125 150Länge des Rohrheizkörpers in mm
Hei
zlei
stun
g in
W
Bild 5.10: Rohrheizkörper aus dem Sortiment der Fa. Mickenhagen [19]
Für die Beheizung der Werkzeugecken werden nach Tabelle 5.3 die Leistungen 639 W und 419 W benötigt. Für diese Leistungen stehen nach Bild 5.9 mehrere Heizpatronen zur Auswahl und das bereits ab einer Länge von 60 mm. Dagegen müssten, um in den Eckbereichen genügend Leistung freisetzen zu können, Rohrheizkörper sehr großer Länge verbaut werden. Dieser Einbauraum steht bei der Gestaltung der temperierten Zonen nach Bild 5.7 nicht zur Verfügung, wes-wegen für die Eckbereiche Heizpatronen verwendet werden. Um eine möglichst homogene Temperierung der Zone zu erreichen, wurden in jeder Ecke zwei Heiz-patronen verbaut (Bild 5.11). Damit steht zwar deutlich mehr Leistung zur Verfü-gung als nach Tabelle 5.3 notwendig wäre aber das vordergründige Ziel gleich-mäßig temperierter Werkzeugzonen rechtfertigt diesen Leistungsüberschuss.
Bild 5.11: Anordnung der Heizpatronen in den Eckbereichen des Werkzeuges
Patronenlager stumpfe Ecke
Patronenlager spitze Ecke
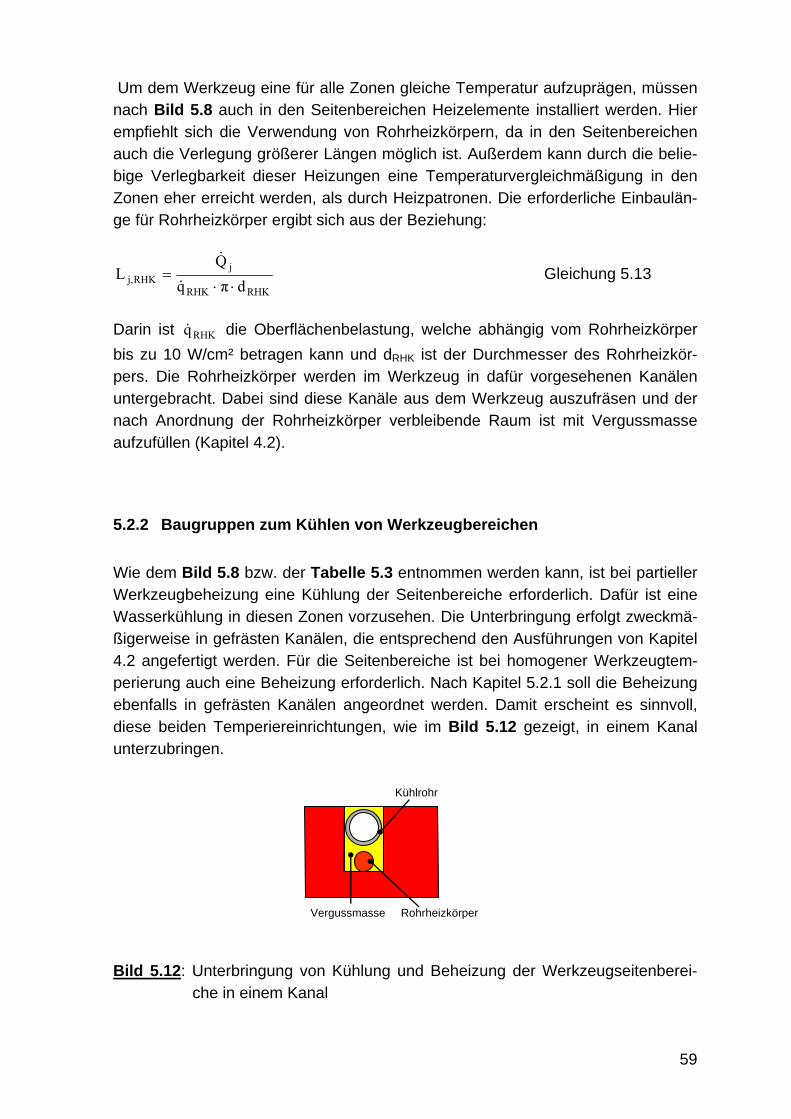
59
Um dem Werkzeug eine für alle Zonen gleiche Temperatur aufzuprägen, müssen nach Bild 5.8 auch in den Seitenbereichen Heizelemente installiert werden. Hier empfiehlt sich die Verwendung von Rohrheizkörpern, da in den Seitenbereichen auch die Verlegung größerer Längen möglich ist. Außerdem kann durch die belie-bige Verlegbarkeit dieser Heizungen eine Temperaturvergleichmäßigung in den Zonen eher erreicht werden, als durch Heizpatronen. Die erforderliche Einbaulän-ge für Rohrheizkörper ergibt sich aus der Beziehung:
RHKRHK
jRHKj, dπq
QL
⋅⋅=&
& Gleichung 5.13
Darin ist RHKq& die Oberflächenbelastung, welche abhängig vom Rohrheizkörper bis zu 10 W/cm² betragen kann und dRHK ist der Durchmesser des Rohrheizkör-pers. Die Rohrheizkörper werden im Werkzeug in dafür vorgesehenen Kanälen untergebracht. Dabei sind diese Kanäle aus dem Werkzeug auszufräsen und der nach Anordnung der Rohrheizkörper verbleibende Raum ist mit Vergussmasse aufzufüllen (Kapitel 4.2).
5.2.2 Baugruppen zum Kühlen von Werkzeugbereichen Wie dem Bild 5.8 bzw. der Tabelle 5.3 entnommen werden kann, ist bei partieller Werkzeugbeheizung eine Kühlung der Seitenbereiche erforderlich. Dafür ist eine Wasserkühlung in diesen Zonen vorzusehen. Die Unterbringung erfolgt zweckmä-ßigerweise in gefrästen Kanälen, die entsprechend den Ausführungen von Kapitel 4.2 angefertigt werden. Für die Seitenbereiche ist bei homogener Werkzeugtem-perierung auch eine Beheizung erforderlich. Nach Kapitel 5.2.1 soll die Beheizung ebenfalls in gefrästen Kanälen angeordnet werden. Damit erscheint es sinnvoll, diese beiden Temperiereinrichtungen, wie im Bild 5.12 gezeigt, in einem Kanal unterzubringen.
Bild 5.12: Unterbringung von Kühlung und Beheizung der Werkzeugseitenberei-
che in einem Kanal
Vergussmasse Rohrheizkörper
Kühlrohr

60
Um die anfallenden Wärmeströme abführen zu können, ist eine bestimmte Kühl-kanallänge Lj,Knl erforderlich. Diese kann mit den im Kapitel 4.3 beschriebenen Me-thoden bestimmt werden. Auch hier müssen bereits vor der Berechnung Details der Kanalgestaltung wie Durchmesser der Hydraulikrohre und Strömungsge-schwindigkeit des Wassers vorgegeben sein. Darüber hinaus muss auch die Was-sereintrittstemperatur bekannt sein. Diese wird, wie bei allen anderen Betrachtun-gen auch, auf 15 °C festgelegt. Entsprechend diesen Vorgaben wird die erforderli-che Kühlkanallänge ermittelt. Danach ist zu prüfen, ob die berechnete Rohrlänge in der jeweiligen Zone verbaut werden kann. Ist das nicht der Fall, dann müssen neue Ausgangswerte festgelegt und die erforderliche Kanallänge erneut berechnet werden. Mit dem im Bild 5.13 vorgeschlagenen Berechnungsschema kann auf analytischem Wege eine Auslegung der Kühleinrichtung für die Werkzeugzonen erfolgen.
Designvariablen vorgeben
Rohrdurchmesser DStrömungsgeschwindigkeit uWa
2
'Wa
"Wa
Waϑϑϑ +
= ( )WaWac ϑ ( )WaWaρ ϑ
WaWaWa2
j'Wa
"berWa,
cρuD4π
Q
⋅⋅⋅⋅+=
&ϑϑ
"berWa,
"schätzWa, ϑϑ =
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−⋅
⋅⋅⋅⋅
⋅= ''Waj
'Waj
Knleff
WaWaWa2
Knlj, lnbk
cuρD4πL
ϑϑϑϑ
'Waϑ ϑU
weitere Vorgaben
jϑjQ&
( )WaWaeff ,uk ϑ
Ende
ja
nein(n
eue
Sch
ätzu
ng d
er W
asse
raus
tritts
tem
pera
tur)
Start
schätzen "schätzWa,ϑ
Bild 5.13: Vorgehensweise bei der Berechnung der erforderlichen Kanallänge

61
Wie aus Bild 5.13 hervorgeht, wird auch bei diesen Berechnungen der auf die Ka-nal-Grundfläche bezogene, effektive Wärmedurchgangskoeffizient benötigt. Für die in den Werkzeugzonen verwendete Kanalform ist in der nächsten Abbildung der effektive Wärmedurchgangskoeffizient als Funktion von Rohrdurchmesser und Strömungsgeschwindigkeit des Wassers dargestellt. Diese Darstellung ist aus dem Anhang A übernommen worden.
0
50
100
150
200
250
300
0,0 0,4 0,8 1,2 1,6 2,0 2,4 2,8Strömungsgeschwindigkeit in m/s
effe
ktiv
er W
DK
in W
/(m²K
)
6 x 1 mm 10 x 1 mm 12 x 1 mmHydraulikrohr
Wassertemperatur: 15 °C
Bild 5.14: Effektiver Wärmedurchgangskoeffizient für den Werkzeugkanal
Aufgrund der zu Versuchszwecken unterschiedlichen Temperierung der seitlichen Werkzeugzonen müssen in diesen Zonen sowohl Beheizungs- als auch Kühlein-richtungen untergebracht werden. Nach Bild 5.12 soll dies in einem gemeinsamen Kanal geschehen. Um die Temperieraufgaben zu erfüllen, müssen die Kühl- bzw. die Beheizungseinrichtung entsprechende Kanallängen besitzen. Diese werden nach Gleichung 5.13 und Bild 5.13 ermittelt, wobei nur eine geringe Wahrschein-lichkeit besteht, dass die jeweils erforderlichen Kanallängen identisch sind. In die-sem Fall wird so verfahren, dass in der Werkzeugzone der längere Kanal realisiert wird. Es gilt also:
( )Knlj,RHKj,j L ;LmaxL = Gleichung 5.14
Der sich dadurch bei einer Temperierungsvariante ergebende Leistungsüber-schuss stellt hinsichtlich einer guten Werkzeugtemperierung kein Problem dar, weil durch die Temperaturregelung ohnehin nur so viel Leistung angefordert wird, wie zur Einstellung der Soll-Temperatur notwendig ist. D.h., eine überdimensio-nierte Kühl- oder Heizeinrichtung wird dann eben in Teil- statt in Volllast betrieben. Im nächsten Bild sind die berechneten Werte für die zur Beheizung bzw. Kühlung der seitlichen Werkzeugzonen jeweils erforderlichen Kanallängen dargestellt.

62
0,000,04
0,080,120,160,200,24
0,280,32
Seite kurz Seite mitte Seite langZone
erfo
rder
liche
Kan
allä
nge
in m
(Wassergeschwindigkeit: 0,2 m/s Hydraulikrohr: 12 x 1 mm)
beheizte Länge
gekühlte Länge
(Oberfl.belastung: 10 W/cm² dRHK: 8,5 mm)
Bild 5.15: Zur Beheizung bzw. Kühlung der seitlichen Werkzeugzonen erforderli-
che Kanallänge
Die notwendigen Rohrlängen können in den jeweiligen Zonen problemlos verbaut werden. Nach Bild 5.15 wurde die Länge der Kühlkanäle für eine Strömungsge-schwindigkeit von 0,2 m/s bestimmt. Bereits mit dieser Geschwindigkeit lassen sich die jeweiligen Wärmeströme aus den seitlichen Zonen sicher abführen. Au-ßerdem können die Betriebskosten klein gehalten werden, weil nur ein geringer Wasserverbrauch bei dieser Strömungsgeschwindigkeit auftritt (Bild 5.16).
0
100
200
300
400
500
600
0,2 1,0 1,4 2,0Strömungsgeschwindigkeit in m/s
Volu
men
stro
m a
n W
asse
r in
l/h Hydraulikrohr: 12 x 1 mm
Bild 5.16: Wasserverbrauch in Abhängigkeit der Strömungsgeschwindigkeit
In der Praxis wird die Werkzeugkühlung allerdings mit einer Strömungsgeschwin-digkeit, die deutlich über 0,2 m/s liegt, betrieben werden. Erst durch die Tempera-turregelung, welche über ein Magnetventil den Kühlwasservolumenstrom an- bzw. abschaltet, wird sich rein rechnerisch eine mittlere Strömungsgeschwindigkeit von
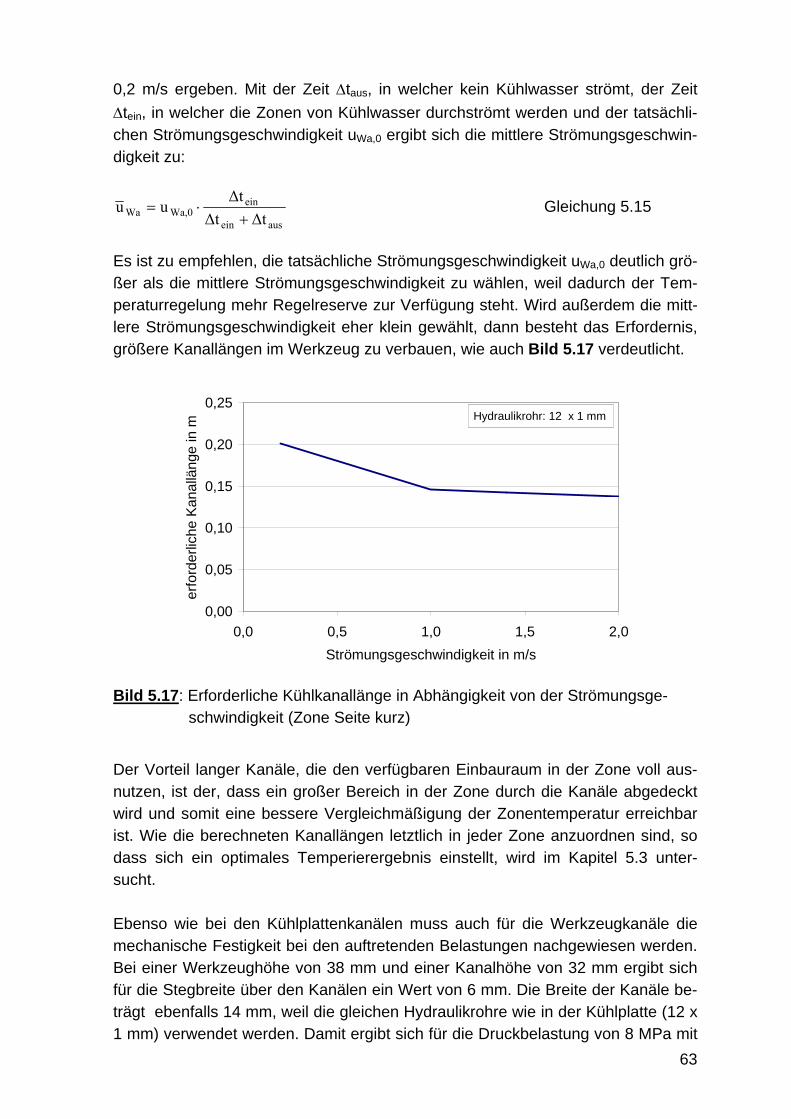
63
0,2 m/s ergeben. Mit der Zeit ∆taus, in welcher kein Kühlwasser strömt, der Zeit ∆tein, in welcher die Zonen von Kühlwasser durchströmt werden und der tatsächli-chen Strömungsgeschwindigkeit uWa,0 ergibt sich die mittlere Strömungsgeschwin-digkeit zu:
ausein
einWa,0Wa ∆t∆t
∆tuu
+⋅= Gleichung 5.15
Es ist zu empfehlen, die tatsächliche Strömungsgeschwindigkeit uWa,0 deutlich grö-ßer als die mittlere Strömungsgeschwindigkeit zu wählen, weil dadurch der Tem-peraturregelung mehr Regelreserve zur Verfügung steht. Wird außerdem die mitt-lere Strömungsgeschwindigkeit eher klein gewählt, dann besteht das Erfordernis, größere Kanallängen im Werkzeug zu verbauen, wie auch Bild 5.17 verdeutlicht.
0,00
0,05
0,10
0,15
0,20
0,25
0,0 0,5 1,0 1,5 2,0Strömungsgeschwindigkeit in m/s
erfo
rder
liche
Kan
allä
nge
in m
Hydraulikrohr: 12 x 1 mm
Bild 5.17: Erforderliche Kühlkanallänge in Abhängigkeit von der Strömungsge-
schwindigkeit (Zone Seite kurz)
Der Vorteil langer Kanäle, die den verfügbaren Einbauraum in der Zone voll aus-nutzen, ist der, dass ein großer Bereich in der Zone durch die Kanäle abgedeckt wird und somit eine bessere Vergleichmäßigung der Zonentemperatur erreichbar ist. Wie die berechneten Kanallängen letztlich in jeder Zone anzuordnen sind, so dass sich ein optimales Temperierergebnis einstellt, wird im Kapitel 5.3 unter-sucht. Ebenso wie bei den Kühlplattenkanälen muss auch für die Werkzeugkanäle die mechanische Festigkeit bei den auftretenden Belastungen nachgewiesen werden. Bei einer Werkzeughöhe von 38 mm und einer Kanalhöhe von 32 mm ergibt sich für die Stegbreite über den Kanälen ein Wert von 6 mm. Die Breite der Kanäle be-trägt ebenfalls 14 mm, weil die gleichen Hydraulikrohre wie in der Kühlplatte (12 x 1 mm) verwendet werden. Damit ergibt sich für die Druckbelastung von 8 MPa mit

64
den Rechenmethoden nach Anhang B eine Stegverformung von 0,5 µm. Dieser Wert ist für einen sicheren Werkzeugbetrieb und eine gute Qualität der Ziehteile unbedenklich.
5.3 Optimale Anordnung der Kanäle in den seitlichen Werkzeugzonen Im vorangegangenen Kapitel wurden die zur Werkzeugtemperierung erforderli-chen thermischen Einbauten und deren Abmessungen mit Hilfe analytischer Me-thoden bestimmt. Mit diesen Methoden kann aber nicht geklärt werden, wie die Einbauten in den einzelnen Zonen anzuordnen sind, so dass sich ein optimales Temperierergebnis einstellt. Zu diesem Zweck wurden mit Hilfe des FEM-Programms ANSYS die Einflüsse verschiedener Einbausituationen der thermi-schen Ausrüstung auf das Temperaturfeld im Werkzeug untersucht. Dazu war es erforderlich, verschiedene Parameter einzuführen, die bei einer Variation zu ande-ren Anordnungen der thermischen Einbauten führen. Diese Parameter sind im Bild 5.18 dokumentiert.
Bild 5.18: Parameter, durch deren Variation unterschiedliche Einbausituationen der thermischen Ausrüstung untersucht werden können
Aus der Abbildung geht hervor, dass nur die Lage der thermischen Ausrüstung in den Seitenbereichen variiert wurde. Die in den Eckbereichen angeordneten Heiz-patronen wurden in ihrer Einbaulage nicht verändert. Den Grund dafür verdeutlicht das Bild 5.11. Danach besteht kaum die Möglichkeit, die Anordnung der Patronen
s Ausb
a Knl
_Sk
sKTP_Sk
aKnl_Sm
a Knl
_Sl
sKTP_Sl
s KTP
_Sm

65
wesentlich zu verändern. Die kleinen Änderungen, welche in den Eckbereichen möglich sind, dürften keinen Einfluss auf das sich dort ausbildende Temperaturfeld haben. Weiterhin ist dem Bild 5.18 zu entnehmen, dass verschiedenartige Kanal-formen untersucht wurden. Das für die FE-Berechnungen verwendete Modell ist im Bild 5.19 dargestellt.
Bild 5.19: FEM-Modell mit Regelstellen und thermischen Randbedingungen
Bei diesem Modell wird vereinfachend davon ausgegangen, dass die Kühlplatte eine einheitliche Temperatur besitzt. Bei einer Kühlwassergeschwindigkeit von 1 m/s beträgt nach Bild 4.15 die Temperatur an der Grenzfläche zwischen Kühl- und Aufspannplatte ca. 30 °C. Diese Temperatur wird sich in etwa auch in der Kühlplatte einstellen. Zur Beschreibung des Wärmeaustausches zwischen dem Werkzeug und den Kühl-Heiz Kanälen werden wieder effektive Wärmeüber-gangswerte (Bild 5.14) verwendet. Damit braucht nur die Kanalgrundgeometrie modelliert werden. Im vorangegangenen Kapitel wurde erwähnt, dass im Fall der Zonenkühlung die tatsächliche Kühlwassergeschwindigkeit deutlich größer sein soll, als die sich aus der Berechnung ergebende mittlere Strömungsgeschwindigkeit. Damit kann die Temperaturregelung im Bedarfsfall auf Leistungsreserven zurückgreifen. Bei der FE-Analyse verschiedener Einbausituationen wurde diese Tatsache ebenfalls be-rücksichtigt. Statt einer Kühlwassergeschwindigkeit von 0,2 m/s wurde für die Werkzeugkühlung eine Wassergeschwindigkeit von 1 m/s vorgesehen. Damit be-steht das Erfordernis, auch in das verwendete Rechenmodell eine Temperaturre-
Kühlplattentemperatur: 30 °C
Wärmestrom an das Magnesiumblech bei geschlossenem Werkzeug
Wärmestrom an die Umgebung bei geöffnetem Werkzeug
Heizleistung der Heizpatronen (Wärmestromdichte)
Heizleistung der Rohrheizkörper (Wärmestromdichte) bzw. Kühlleistung der Kühlkanäle (erzwungene Konvektion)
Wärmestrom an Umgebung
Temperaturmessstellen für die Temperaturregelung

66
gelung zu integrieren. Im Bild 5.19 ist die grobe Lage der für die Temperaturrege-lung erforderlichen Temperaturmessstellen eingetragen. An diesen Positionen sol-len im realen Werkzeug später auch die Regelthermoelemente angeordnet wer-den. Die Temperaturregelung lässt sich im numerischen Modell dadurch realisie-ren, dass zunächst die bezeichneten Regelstellen in das FE-Modell übernommen werden. Während der transienten Berechnung der Temperaturverteilung wird in festen Zeitintervallen die Temperatur der Regelstellen überprüft. Durch den Re-gelvorgang werden in der Realität bei Über- oder Unterschreitung vorgegebener Soll-Temperaturwerte die Wärme- bzw. Kühlwasserströme an- oder abgestellt. Im FEModell werden diese Aktionen durch das Entfernen bzw. das Aufprägen der Randbedingungen, welche die Zonenheizung bzw. Zonenkühlung beschreiben (Bild 5.20), nachgebildet.
Bild 5.20: Randbedingungen, die in den Regelvorgang eingebunden sind
Für sechs, sich voneinander unterscheidende, Einbausituationen sind die Ergeb-nisse der Temperaturfeldberechnungen im folgenden Diagramm dargestellt. Zum Vergleich der Varianten wird die Werkzeugtemperatur im Bereich der Ziehkante verwendet. In diesem Bereich findet die Umformung des Magnesiumbleches statt, deswegen ist dort besonders auf die Einhaltung der in Kapitel 3 genannten Ziel-temperaturen zu achten.
Kühl-Heiz Kanal
Patronenlager
Randbedingungen, welche zur Realisierung der Regelung zu- bzw. abgeschaltet werden können

67
0
50
100
150
200
250
0 100 200 300 400 500Weg entlang der Messlinie in mm
Tem
pera
tur i
n °C 11
2123151719
Variante
Messlinie
Bild 5.21: Berechnete Temperaturen entlang der Ziehkante des Werkzeuges
Aus Bild 5.21 geht hervor, dass die im Kapitel 3 geforderte lokale Temperierung bei der vorgegebenen Zonenaufteilung offenbar möglich ist. Die Berechnungen haben gezeigt, dass eine homogene Werkzeugtemperierung (Variante 19) die we-nigsten Schwierigkeiten macht. Die Einstellung der gewünschten Zonentemperatu-ren ist dort bei fast jeder beliebigen Anordnung der thermischen Einbauten mög-lich. Es ist nur darauf zu achten, dass die zur Temperierung erforderlichen Kanal-längen nach Bild 5.15 eingehalten werden. Von Vorteil für eine zügige Werkzeug-temperierung und ein gutes Regelverhaltung ist aber die Anordnung der Tempe-riereinrichtung in Nähe der Umformzone des Bleches (Ziehkante), weil sich dort auch die Regelthermoelemente befinden. Gleiches gilt auch für die Gestaltung der Temperiereinrichtungen für partielle Werkzeugbeheizung. Im Fall der Gestaltungs-variante 15 wurde im kurzen Seitenbereich eine Kanallänge verbaut, die kürzer als der berechnete Wert ist. Damit konnte nicht genügend Leistung abgeführt werden, was letztlich zu einer deutlich zu hohen Temperatur in der Zone führt. Die geomet-rischen Anordnungen der Temperiereinrichtungen von einigen der im Bild 5.21 verwendeten Varianten werden von der nächsten Darstellung wiedergegeben.
Bild 5.22: Ausgewählte Gestaltungsvarianten der Temperiereinrichtung
Variante 11 / 19 Variante 23 Variante 15

68
Aus der Gegenüberstellung der entlang der Ziehkante berechneten Temperatur-verteilungen lässt sich kein Einfluss der unterschiedlichen Kanalformen (Bild 5.18) auf das Temperierergebnis feststellen. Demnach ist es ausreichend, das Praxis-werkzeug mit der einfachen Kanalform nach Variante 11 bzw. 19 auszurüsten. Die komplexere Kanalform (Variante 23) ist nur dann sinnvoll, wenn die berechne-te erforderliche Baulänge durch die einfache Kanalform nicht realisiert werden kann. Damit die Temperaturregelung nur eine geringe Trägheit besitzt, sollten die Kanäle so nah wie möglich an die Umformzone herangeführt werden, weil sich dort auch die Regelthermoelemente befinden. Weiterhin kann empfohlen werden, die berechnete erforderliche Kanallänge komplett unter der Umformzone zu verbauen. Damit werden die Kanäle insgesamt zwar länger als berechnet, aber die Temperierung der Umformzone kann gleichmäßiger erfolgen und die Wärme wird dort freigesetzt bzw. abgeführt, wo dies am notwendigsten ist. Der Hauptan-teil des über die Werkzeugoberfläche übertragenen Wärmestromes erfj,Q& wird
nämlich an das Blech abgegeben. Die Empfehlungen zur Anordnung der Kühl-Heiz-Kanäle werden im Bild 5.23 noch einmal verdeutlicht.
L j
Umformzone
(hier wird der Haupanteil des Wärmestromesübertragen, weshalb die Wärmezu-
bzw. abfuhr auch vorwiegend in diesem Bereich erfolgen sollte)
erfj,Q&
-
Bild 5.23: Empfehlungen zur günstigen Anordnung der Kühl-Heiz Kanäle
Unter Berücksichtigung der hier gegebenen Empfehlungen wurde dieses Werk-zeug vom Institut für Umformtechnik und Umformmaschinen der Universität Han-nover schließlich konstruiert und gebaut.

69
6. Erwärmung des Magnesiumbleches
6.1 Anforderungen an die Blecherwärmung Um die Produktivität der Werkzeuge sicherstellen zu können, muss von der ther-mischen Einrichtung der Werkzeuge vorrangig gefordert werden, dass die nötige Blechtemperierung innerhalb einer vorgegebenen Zeit möglich ist. Im Fall des hier beschriebenen Versuchswerkzeuges wurde die maximale Erwärmungszeit mit 10 s angegeben.
6.2 Prinzipien der Blecherwärmung Die zur Umformung erforderliche Temperierung des Magnesiumbleches wird di-rekt im Werkzeug durchgeführt, wobei der Wärmeübergang vom Werkzeug an das Blech durch den thermischen Widerstand der Kontaktzone Werkzeug – Blech be-hindert wird.
Nieder-halter
Ziehring
Blech
q&
q&Schmiermittel
Kontaktzone
FNH
FNH
ϑWkz
ϑBlech
Bild 6.1: Erwärmung des Bleches im Umformwerkzeug durch Wärmetransport ü-
ber die Kontaktzone Der Betrag des thermischen Widerstandes der Kontaktzone wird von den Fakto-ren:
- Materialien der Kontaktpartner und deren Oberflächenrauhigkeit - verwendete Zwischenstoffe (Schmiermittel) - Temperatur in der Kontaktzone und - Anpressdruck (resultierend aus der Niederhalterkraft FNH) in der Kontaktzo-
ne

70
bestimmt. Zur Charakterisierung der Wärmetransporteigenschaften des Kontakt-bereiches wird nun so vorgegangen, dass die Auswirkungen der oben beschrie-benen Einflussfaktoren auf den Wärmetransport in einem Koeffizienten αkt zu-sammengefasst werden, mit welchem die vom Werkzeug an das Blech übertrage-ne Wärmeleistung nach Gleichung 6.1 bestimmbar ist.
( )BlechWkzktkt αAQ ϑϑ −⋅⋅=& Gleichung 6.1
6.3 Möglichkeiten der Einflussnahme auf die Erwärmungszeit des Ble-ches
Um eine möglichst rasche Erwärmung des Bleches auf Umformtemperatur reali-sieren zu können, muss dem Blech ein möglichst großer Wärmestrom zugeführt werden. Nach Gleichung 6.1 ist dies zum einen durch eine sehr hohe Werkzeug-temperatur und zum anderen durch einen möglichst hohen Kontaktwärmeüber-gangskoeffizienten erreichbar. An der Kontaktfläche Akt darf nichts verändert wer-den, weil die Geometrie beibehalten werden soll. Die Werkzeugtemperatur sollte nach Möglichkeit nur unwesentlich höher liegen als die zur Umformung erforderli-che Temperatur des Bleches. Dies lässt sich mit dem exponentiellen Charakter des zeitlichen Verlaufes der Blechtemperatur begründen. Wird eine deutlich über der erforderlichen Blechtemperatur liegende Werkzeugtemperatur eingestellt, dann erwärmt sich das Blech zwar in der vorgegebenen Zeit auf Umformtempera-tur, doch während des eigentliches Umformvorganges steigt die Blechtemperatur weiterhin an. Dies kann letztlich dazu führen, dass vor allem in den kraftübertra-genden Bauteilbereichen (Ziehteilzarge), welche nur gering temperiert werden dür-fen [4] die Werkstofffestigkeit thermisch bedingt abnimmt, so dass unerwünschte Risse in der Zarge entstehen. Demnach ist zu prüfen, ob der Kontaktwärmeüber-gangskoeffizient bei einer Werkzeugtemperatur, welche zunächst der erforderli-chen Blechtemperatur entspricht, ausreicht, um die vorgegebene Erwärmungszeit einzuhalten. Für den ganz einfachen Fall konstanter Kontaktwärmeübergangsko-effizienten soll nun einmal die zur Blechtemperierung erforderliche Aufheizzeit be-stimmt werden. Dazu wird vereinfachend von einem wärmetechnisch dünnen, beidseitig beheizten Blech ausgegangen, d.h. der Temperaturunterschied zwi-schen Blechmitte und -oberfläche ist im Vergleich zur tatsächlichen Temperatur vernachlässigbar klein. Damit gilt für die Betrachtungen folgende Differentialglei-chung.
( )dt
dρcs
α2 BlechBlechWkz
BlechBlechBlech
kt ϑϑϑ =−⋅⋅⋅
⋅ Gleichung 6.2

71
mit der Anfangsbedingung
( ) UBlech 0t ϑϑ == Gleichung 6.3
Um eine bestimmte Blechtemperatur ϑBlech,erf zu erreichen, muss bei gegebenem αkt das Blech über einen Zeitraum terf beheizt werden. Aus der Lösung der Diffe-rentialgleichung lässt sich nach Umstellen diese Zeit mit der Gleichung 6.4 be-rechnen.
⎟⎟⎠
⎞⎜⎜⎝
⎛
−−
⋅⋅
⋅⋅=
erfBlech,Wkz
UWkz
kt
BlechBlechBlecherf ln
α2ρcst
ϑϑϑϑ Gleichung 6.4
Für den Fall einer Werkzeugtemperatur von ϑWkz = 226 °C, einer Umgebungstem-peratur von ϑU = 20 °C und einer Blechtemperatur, die 225 °C betragen soll, ist die erforderliche Aufheizzeit in Abhängigkeit des Kontaktwärmeübergangskoeffizien-ten in Bild 6.2 dargestellt. Den Berechnungen wurde eine Blechdicke von 1,4 mm zugrundegelegt.
0
10
20
30
40
50
0 1000 2000 3000 4000 5000
Wärmeübergangskoeffizient αkt in W/(m²K)
erfo
rd. A
ufhe
izze
it in
s
Bild 6.2: Mit zunehmendem Wärmeübergangskoeffizienten sinkt die erforderliche
Aufheizzeit rasch ab Wie aus der Darstellung hervorgeht, reicht unter den obigen Annahmen bereits ein Wärmeübergangskoeffizient von ca. 650 W/(m²K) aus, um das Blech in der vorge-gebenen Zeit von 10 s zu temperieren. Wird nun festgestellt, dass der tatsächliche Wärmeübergangskoeffizient kleiner ist, als der für die Blecherwärmung in einer vorgegebenen Zeit erforderliche Wert, dann muss die Aufheizzeit entsprechend erhöht werden. Für das gegebene, beidseitig beheizte Blech ist die für eine Vereinfachung der Be-rechnung getroffene Annahme eines wärmetechnisch dünnen Körpers auch ge-

72
rechtfertigt, wenn αkt – Werte, welche kleiner als 5000 W/(m²K) sind, verwendet werden. In diesem Fall ist die durch
Blech
Blechkt
λ2sαBi
⋅⋅
= Gleichung 6.5
gegebene Bi – Zahl kleiner als 0,1. Für Bi –Zahlen dieser Größenordnung ist der Fehler durch die Annahme „wärmetechnisch dünn“ kleiner als 2 % [16].
6.4 Größe des Kontaktwärmeübergangskoeffizienten bei Kontakt der Partner Stahl und Magnesium
Um Berechnungen zur Blecherwärmung exakt durchführen zu können, wird für die Materialpaarung Stahl – Magnesiumknetlegierung die Druck- und Temperaturab-hängigkeit des Kontaktwärmeübergangskoeffizienten benötigt. Da eine theoreti-sche Berechnung im Allgemeinen nicht möglich ist und auch der bisher veröffent-lichten Literatur [20-29] keine Angaben zu entnehmen sind, muss dieser Wert durch eine geeignete Messmethode bestimmt werden. Im Anhang D sind die im Rahmen dieser Arbeit entstandene Versuchseinrichtung und die Grundlagen zur Berechnung der Kontaktwärmeübergangskoeffizienten dargestellt. Mit dem be-schriebenen Versuchsstand wurde der zeitliche Temperaturverlauf während der Erwärmung der Blechprobe gemessen, wobei Magnesiumbleche mit einer Dicke von 1,4 mm und als Zwischenstoff das Schmiermittel Beruforge der Firma Bechem Verwendung fanden. Für die Berechnungen wird wieder das Modell einer wärmetechnisch dünnen, beidseitig beheizten Blechprobe verwendet. Die gültige Differentialgleichung zur Beschreibung der Blecherwärmung ist Gleichung 6.2. Um jedoch mögliche Ein-flüsse der Blech- und Werkzeugtemperatur auf den Kontaktwärmeübergangskoef-fizienten klären zu können, wird für diesen eine Ansatzfunktion der Form
( ) ( ) ( )BlechBlech3Wkz4
2Wkz3Wkz21WkzBlechkt BexpAAAA,α ϑϑϑϑϑϑϑ ⋅⋅⋅⋅+⋅+⋅+=
Gleichung 6.6
verwendet. Damit kann der Temperaturverlauf im Blech nachgerechnet werden, wobei zu versuchen ist, durch geeignete Wahl der Koeffizienten Am und B den be-rechneten und den gemessenen Temperaturverlauf möglichst genau aufeinander abzustimmen. Bei dem in der vorliegenden Arbeit betrachteten Pressensystem wird mit einer Niederhalterkraft von 300 kN gearbeitet, was bei der zwischen Werkzeug und

73
Blech vorhandenen Kontaktfläche zu Anpressdrücken von ca. 6 MPa führt. Bei ei-nem ähnlich hohen Anpressdruck wurden deshalb auch am Versuchsstand Mes-sungen durchgeführt. Für eine Werkzeugtemperatur (Temperatur der Werkzeug-Probekörper) von 224 °C stellt das folgende Bild den gemessenen Temperaturver-lauf und den nach Anpassung der Koeffizienten von Gleichung 6.6 (siehe dazu Anhang D.2.2) berechneten Temperaturverlauf gegenüber.
0
50
100
150
200
250
0 2 4 6 8 10 12Zeit in s
Ble
chte
mpe
ratu
r in
°C
Rechnung Messung
Werkzeugtemperatur
Flächenpressung: 6,3 MPa
Bild 6.3: Gemessener und berechneter Temperaturverlauf im Blech bei einer
Werkzeugtemperatur von 224 °C (Zwischenstoff Schmiermittel Berufor-ge)
Die sehr gute Übereinstimmung zwischen berechneten und gemessenen Werten für die Blechtemperatur lassen darauf schließen, dass der verwendete Ansatz für den Kontaktwärmeübergangskoeffizienten (Gleichung 6.6) von guter Qualität ist. Durch die Messung des Temperaturverlaufes im Blech bei unterschiedlichen Temperaturen der Werkzeugprobekörper konnten die im Bild 6.4 dargestellten Ergebnisse für die Temperaturabhängigkeit des Kontaktwärmeübergangskoeffi-zienten bestimmt werden.

74
0
200
400
600
800
1000
1200
1400
0 50 100 150 200 250Blechtemperatur in °C
Wär
meü
berg
angs
koef
fizie
nt in
W
/(m²K
)
92 °C
224 °C195 °C
123 °C
Flächenpressung: 6,3 MPa
Index: Temperatur der Werkzeug-Probekörper
Bild 6.4: Kontaktwärmeübergangskoeffizient für den Wärmeübergang von Stahl
(1.2312) an eine Magnesiumknetlegierung (AZ31) bei einem Anpress-druck von 6,4 MPa (Zwischenstoff Schmiermittel Beruforge)
Um die Abhängigkeit des Kontaktwärmeübergangskoeffizienten vom Anpress-druck in der Kontaktzone klären zu können, wurden darüber hinaus noch Messun-gen bei weiteren Anpressdrücken durchgeführt. Mit der Ansatzfunktion nach Glei-chung 6.6 konnten daraus z.B. die im Bild 6.5 dargestellten temperaturabhängi-gen Kontaktwärmeübergangskoeffizienten bestimmt werden.
Bild 6.5: Kontakt-WÜK für den Wärmeübergang von Stahl an eine Magnesium-
knetlegierung (AZ31) bei Anpressdrücken von 0,0 MPa und 0,3 MPa (Zwischenstoff Schmiermittel Beruforge)
Für eine Werkzeugtemperatur von 227 °C ergibt sich daraus die vom Bild 6.6 wie-dergegebene Druckabhängigkeit des Wärmeübergangskoeffizienten.
0
200
400
600
800
1000
0 50 100 150 200 250Blechtemperatur in °C
Kon
takt
-WÜ
K in
W/(m
²K)
118 °C233 °C175 °C
Flächenpressung: 0,3 MPa
Index: Temperatur der Werkzeug-Probekörper
0
200
400
600
800
1000
0 50 100 150 200 250Blechtemperatur in °C
Kont
akt-W
ÜK
in W
/(m²K
)
Flächenpressung: 0 MPa
229 °C
140,5 °C
Index: Temperatur der Werkzeug-Probekörper

75
0
200
400
600
800
1000
1200
1400
0 2 4 6 8Anpressdruck in MPa
Kon
takt
-WÜ
K in
W/(m
²K)
Werkzeugtemperatur: 227 °C
100 °C
220 °C
200 °C
175 °C
150 °C
Index: Blechtemperatur
Bild 6.6: Abhängigkeit des Kontakt-WÜK für den Wärmeübergang von Stahl an
eine Magnesiumknetlegierung von Druck und Blechtemperatur (Zwi-schenstoff Schmiermittel Beruforge)
Nach Bild 6.2 hängt die Zeitdauer der Blecherwärmung vom Betrag des Kontakt-wärmeübergangskoeffizienten ab. Wird dieser z.B. durch Erhöhung des Anpress-druckes vergrößert (Bild 6.6), dann ist eine Verminderung der Aufheizzeit möglich. Eine Erhöhung des Anpressdruckes ist jedoch nur dann sinnvoll, wenn dadurch eine deutliche Änderung des Kontakt-WÜK hervorgerufen wird. Im Fall der unter-suchten Magnesiumfeinbleche und des Schmiermittels Beruforge als Zwischen-stoff betrifft dies den Bereich von 0 MPa bis ca. 2,5 MPa. Die Änderung des An-pressdruckes von z.B. 2,5 MPa auf 7 MPa hat nach Bild 6.6 nur eine unwesentli-che Verbesserung des Wärmeüberganges zur Folge und kann deshalb unterblei-ben. Für verschiedene Temperaturen der Werkzeug-Probekörper ist im Bild 6.7 die Erwärmungszeit dargestellt, welche notwendig ist, um die Blechprobe von Umge-bungstemperatur auf eine Temperatur zu erwärmen, die sich um 1 % von der Temperatur der Werkzeug-Probekörper unterscheidet.

76
0
2
4
6
8
10
12
0 2 4 6 8Anpressdruck in MPa
erfo
rder
liche
Auf
heiz
zeit
in s
Index: Temperatur der Werkzeug-Probekörper
227 °C
127 °C
Bild 6.7: Erforderliche Erwärmungszeit der Blechprobe in Abhängigkeit von der
Temperatur der Werkzeug-Probekörper und des Anpressdruckes (Zwi-schenstoff Schmiermittel Beruforge)
Den Angaben in Bild 6.7 zufolge ist unabhängig von der Werkzeugtemperatur be-reits ab einem Anpressdruck von ca. 0,3 MPa die Blecherwärmung innerhalb von 10 s möglich. Die Blechtemperatur unterscheidet sich nach der aus Bild 6.7 ab-lesbaren Aufheizzeit nur noch um 1 % von der Werkzeugtemperatur. Bei praxisnahen Umformprozessen ist eine partielle Temperierung des Magnesi-umbleches notwendig. Dies bedeutet, dass innerhalb des Bleches Wärmetrans-portvorgänge stattfinden, welche einen Einfluss auf die Erwärmungszeit des Ble-ches haben können. Die Untersuchung des Erwärmungsverhaltens praxisnaher Blechbauteile erfordert auf Grund der mehrdimensionalen Wärmeleitung allerdings eine detaillierte numerische Untersuchung, welche im folgenden Kapitel bespro-chen wird.
6.5 Numerische Berechnung der Blecherwärmung an der realen Geo-metrie
Die bisherigen Berechnungen zur Blecherwärmung waren auf einfache Modelle mit homogen temperiertem Blech beschränkt. Um die Betrachtungen auf die reale Anordnung ausdehnen zu können, ist der Einsatz von numerischen Methoden er-forderlich. Dazu wird das im Kapitel 5.3 beschriebene Werkzeug mit dem Magne-siumblech und dem beheizten Ziehstempel in einem FE – Modell (Bild 6.8) kom-biniert.

77
Bild 6.8: FE – Modell zur Berechnung der Blecherwärmung an der realen Geo-
metrie und thermische Randbedingungen Als thermische Randbedingungen sind an diesem Modell die Wärmeübergangs-koeffizienten zur Umgebung sowie die effektiven Wärmeübergangskoeffizienten in den Kanälen der gekühlten Werkzeugbereiche anzutragen. Weiterhin müssen die Heizlasten in den Patronenbohrungen angegeben werden. An der Unterseite der Dämmplatten wurde zur Modellvereinfachung eine konstante Temperatur von 30 °C angenommen. Damit kann auf den Modellierungsaufwand für die Kühlplatten verzichtet werden. Anhand der berechneten Temperatur an der Grenzfläche zwi-schen Kühl- und Aufspannplatte (Bild 4.15) wird ersichtlich, dass bei einer Kühl-wassergeschwindigkeit von 1 m/s die mittlere Temperatur der Grenzschicht ca. 30 °C beträgt. Diese Temperatur wird sich in etwa auch in der Kühlplatte einstellen. Darüber hinaus wird wieder der bewährte Regelalgorithmus verwendet, mit wel-chem sich, entsprechend der Temperatur von den Regelthermoelementen, die thermischen Lasten am Modell aufbringen bzw. vom Modell entfernen lassen. Bei der Modellerstellung ist auf die Modellierung des Kontaktbereiches zwischen Werkzeug und Blech ein besonderes Augenmerk zu legen. Vom verwendeten FE – Programm ANSYS werden zum Modellieren von Festkörperkontakten entspre-chende Kontaktelemente angeboten [30]. Diese werden im Allgemeinen dazu verwendet, mechanische Kontaktprobleme (Reibung etc.) zu berechnen, wobei für die Berechnung thermischer Probleme ein Kontaktwiderstand als Konstante ein-gegeben werden kann. Wie aus den Bildern 6.4 und 6.5 aber hervorgeht, ist eine deutliche Temperaturabhängigkeit von αkt gegeben. Für eine saubere Modellie-rung der Wärmeübertragung zwischen Werkzeug und Blech sind die Kontaktele-mente deshalb ungeeignet. Eine wesentlich bessere Methode, wenn auch mit hö-herem Modellierungsaufwand verbunden, ist die Verwendung von Konvektions-Verbindungselementen. Dies sind stabförmige Elemente, die verschiedene Bau-teilbereiche miteinander verbinden und welchen neben einer Querschnittsfläche
ZiehringNiederhalter
Stempel
Blech
Dämmplatten
Temperatur 30 °C
Wärmestromdichte
Wasserkühlung Umgebungsverlust

78
ein temperaturabhängiger Wärmeübergangskoeffizient zugewiesen werden kann. Die prinzipielle Funktionsweise derartiger Elemente soll das Bild 6.9 verdeutli-chen.
Deckungsgleiche Knoten für Anordnung der Konvektionsverbindung erforderlich
ϑBlech
ϑWkz
( ) A ,,α QBlechWkzkt ϑϑQ&
( )BlechWkzQkt AαQ ϑϑ −⋅⋅=&⇓
Werkzeug (Wkz)
Blech
x
z
y
Knoten
Konvektionsverbindung
Bild 6.9: Anordnung von Konvektionsverbindungen zwischen Werkzeug und Blech
und prinzipielle Funktionsweise der Elemente im Modell Wie aus der Abbildung hervorgeht, müssen zur Anordnung der Konvektions-Verbindungselemente bezüglich der x – y – Ebene deckungsgleiche Knoten auf Blech und Werkzeug vorhanden sein. Um Netze erzeugen zu können, die solchen Anforderungen entsprechen, wurde im Rahmen dieser Arbeit ein geeigneter Algo-rithmus entwickelt. Für die Berechnungen zur Blecherwärmung ist der nachfolgend aufgeführte Be-triebsablauf zugrunde gelegt.
1. Das sich zunächst auf Umgebungstemperatur befindliche geschlossene Werkzeug wird beheizt, bis sich der Betriebszustand eingestellt hat. Die Tem-peraturmessstellen in den Regelzonen haben dann alle den vorgegebenen SOLL – Wert erreicht und mit dem Umformen von Blechen kann begonnen werden.
2. Es erfolgt das Öffnen des Werkzeuges (Niederhalter und Ziehring entfernen sich voneinander). In diesem Arbeitsschritt wird das Magnesiumblech in das Werkzeug eingelegt und auf dem Niederhalter ausgerichtet. Danach wird das Werkzeug wieder geschlossen. Der Anpressdruck in der Kontaktzone beträgt ca. 6 MPa.
3. In einem festgelegten Zeitraum (t = 10 s) ist das eingelegte Blech auf Um-formtemperatur (225°C für MgAl3Zn1 (AZ31)) zu erwärmen.
Der folgenden Darstellung können die für den jeweiligen Prozessschritt ange-nommenen Parameter, wie Zeitdauer und Werkzeuggeschwindigkeit entnommen werden.

79
Erwärmung auf Betriebszustand
Erwärmung des Bleches auf Um-Formtemperatur
Zeitdauer: 10 s
Werkzeug öffnenBlech einlegenWerkzeug schließen
Zeitdauer: 30 svWkzg = 45 mm / s
300v W
kzg
v Wkz
g
Bild 6.10: Ablauf der Blecherwärmung – schematische Darstellung der Prozess-
schritte und Parameter Mit dem im Bild 6.8 dargestellten FE – Modell wurden auf Basis des erläuterten Betriebsablaufes die Berechnungen zur Blecherwärmung durchgeführt. Zu Beginn des eigentlichen Umformvorganges liegt im Blech demnach die im Bild 6.11 dar-gestellte Temperaturverteilung vor.
Mes
slin
ie
Bild 6.11: Temperaturverteilung im Magnesiumblech zu Beginn der Umformung Von besonderem Interesse für ein gutes Gelingen der Blechumformung ist die Temperaturverteilung im Bereich der Ziehkante. Die entlang der oben eingezeich-neten Messlinie auftretenden Temperaturen sind deshalb im nächsten Bild in einer Diagrammdarstellung wiedergegeben.

80
0
50
100
150
200
250
0 100 200 300 400 500Weg entlang der Messlinie in mm
Tem
pera
tur i
n °C
0,3 MPa 6,3 MPaAnpressdruck:
Bild 6.12: Temperaturverteilung auf dem Magnesiumblech entlang der Ziehkante
(Zeitpunkt: Beginn der Blechumformung) Wie aus den obigen Darstellungen hervorgeht, ist mit dem betrachteten Pressen-system (Niederhalterkraft 300 kN) und der nach Kapitel 5 ausgelegten Werkzeug-beheizung eine, den technologischen Anforderungen entsprechende, Blechtempe-rierung in der vorgegebenen Zeit möglich. Zum Vergleich ist in dieser Abbildung die sich zu Beginn der Umformung einstellende Temperaturverteilung entlang der Ziehkante angegeben, wenn nur eine sehr geringe Niederhalterkraft wirkt (An-pressdruck 0,3 MPa). Selbst bei einem geringen Anpressdruck in der Kontaktzone kann demnach innerhalb der vorgegebenen Zeit das Blech ausreichend temperiert werden, was eine Bestätigung für die im Bild 6.7 dargestellten Erkenntnisse ist. Damit sind die im Kapitel 6.4 mit Hilfe des einfachen Modells wärmetechnisch dünnes Blech ermittelten Zusammenhänge offenbar auch für komplexere Prob-lemstellungen gültig und darauf anwendbar.

81
7. Simulation der Wärmeausbreitung im gesamten System und Überprüfung der Ergebnisse mittels Thermografie
Bei den bisherigen Betrachtungen wurden nur einzelne Teile des gesamten Sys-tems, welches aus Werkzeug, Dämmplatte, Kühlplatte und dem Gestell besteht, berücksichtigt. Damit auch die gegenseitige Beeinflussung der einzelnen Bau-gruppen untersucht werden kann, muss eine thermodynamische Betrachtung des Gesamtsystems erfolgen. Da es sich hierbei um ein sehr komplexes Gebilde han-delt, wird für die Betrachtungen ausschließlich das ANSYS-Programm verwendet. Der Blechumformung liegt ein festgelegter Betriebsablauf zugrunde, welcher bei der Simulation des Gesamtsystems ebenfalls berücksichtigt werden soll (Bild 7.1).
1. Das sich auf Umgebungstemperatur befindliche geschlossene Werkzeug wird beheizt, bis sich der Betriebszustand eingestellt hat. Die Temperaturmessstel-len in den Regelzonen haben dann alle den vorgegebenen SOLL – Wert er-reicht und mit dem Umformen von Blechen kann begonnen werden.
2. Es erfolgt das Öffnen des Werkzeugs (Niederhalter und Ziehring entfernen sich voneinander). In diesem Arbeitsschritt wird das Magnesiumblech in das Werkzeug eingelegt und auf dem Niederhalter ausgerichtet. Danach wird das Werkzeug wieder geschlossen.
3. In einem festgelegten Zeitraum (t = 10 s) ist das eingelegte Blech auf Um-formtemperatur (ϑ = 225°C für MgAl3Zn1 (AZ31)) zu erwärmen.
Der nachfolgenden Darstellung können die für den jeweiligen Prozessschritt an-genommenen Parameter, wie Zeitdauer und Werkzeuggeschwindigkeit entnom-men werden.
Erwärmung auf Betriebszustand
Erwärmung des Bleches auf Um-Formtemperatur
Zeitdauer: 10 s
Werkzeug öffnenBlech einlegenWerkzeug schließen
Zeitdauer: 30 svWkzg = 45 mm / s
300v W
kzg
v Wkz
g
Bild 7.1: Ablauf der Blecherwärmung – schematische Darstellung der Prozess-
schritte und Parameter
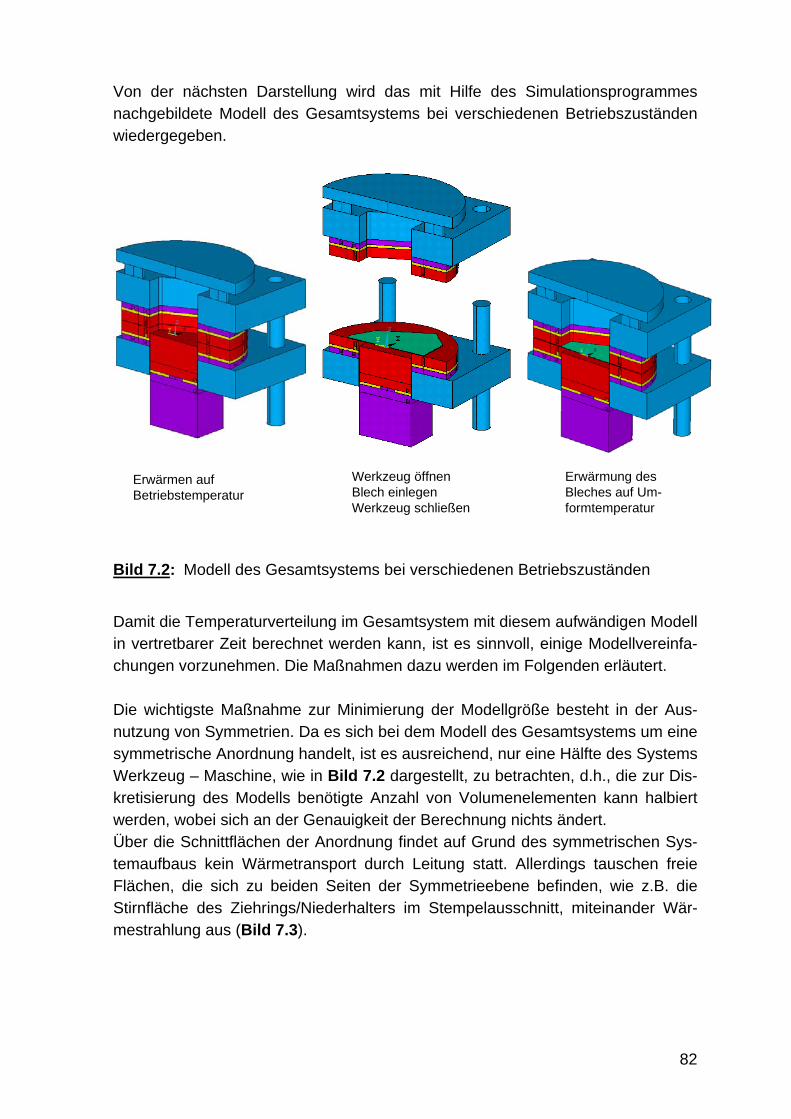
82
Von der nächsten Darstellung wird das mit Hilfe des Simulationsprogrammes nachgebildete Modell des Gesamtsystems bei verschiedenen Betriebszuständen wiedergegeben.
Erwärmen aufBetriebstemperatur
Werkzeug öffnenBlech einlegenWerkzeug schließen
Erwärmung des Bleches auf Um-formtemperatur
Bild 7.2: Modell des Gesamtsystems bei verschiedenen Betriebszuständen
Damit die Temperaturverteilung im Gesamtsystem mit diesem aufwändigen Modell in vertretbarer Zeit berechnet werden kann, ist es sinnvoll, einige Modellvereinfa-chungen vorzunehmen. Die Maßnahmen dazu werden im Folgenden erläutert. Die wichtigste Maßnahme zur Minimierung der Modellgröße besteht in der Aus-nutzung von Symmetrien. Da es sich bei dem Modell des Gesamtsystems um eine symmetrische Anordnung handelt, ist es ausreichend, nur eine Hälfte des Systems Werkzeug – Maschine, wie in Bild 7.2 dargestellt, zu betrachten, d.h., die zur Dis-kretisierung des Modells benötigte Anzahl von Volumenelementen kann halbiert werden, wobei sich an der Genauigkeit der Berechnung nichts ändert. Über die Schnittflächen der Anordnung findet auf Grund des symmetrischen Sys-temaufbaus kein Wärmetransport durch Leitung statt. Allerdings tauschen freie Flächen, die sich zu beiden Seiten der Symmetrieebene befinden, wie z.B. die Stirnfläche des Ziehrings/Niederhalters im Stempelausschnitt, miteinander Wär-mestrahlung aus (Bild 7.3).

83
W0 Q ngWärmeleitu =&
W0 Q lungWärmestrah >&
Schnittfläche der Anordnung
Festkörpermodell
Schalenmodell
Symmetrieebene
für Wärmeleitung
Verknüpfung ϑSchalenelementknoten = ϑFestkörperknoten
Bild 7.3: Wärmetransportvorgänge über die Symmetrieebene des Systems Durch den Wärmestrahlungsaustausch über die Symmetrieebene würde sich die Verwendung nur einer Hälfte des Modells zur thermischen Berechnung verbieten. Um die Wärmeleitsymmetrie weiterhin ausnutzen zu können, wurde im Rahmen dieses Forschungsvorhabens ein Verfahren entwickelt, das es erlaubt, auch bei Wärmestrahlung, welche über die Symmetriefläche tritt, die Vorteile der Wärmelei-tungssymmetrie zu nutzen. Dabei werden die Oberflächen des Festkörpermodells, von denen Strahlung über die Symmetriefläche emittiert wird, durch Schalenele-mente nachgebildet. Die Knoten der Schalenelemente sind so angeordnet, dass diese sich in gespiegelter Lage (Spiegelfläche: Symmetrieebene) zu den Knoten der jeweiligen Festkörperoberfläche befinden. Der Schalenelementknoten wird dann mit dem entsprechenden Knoten auf der Festkörperoberfläche verknüpft, so dass beide stets den gleichen Temperaturwert besitzen. Durch Auftragen der Strahlungsrandbedingungen auf die Knoten der strahlenden Festkörperoberflä-chen und die Knoten der Schalenelemente ist somit die Möglichkeit gegeben, Wärmeleitungssymmetrien auch bei Wärmestrahlung über die Symmetrieebene auszunutzen. Im Bild 7.4 ist für die Betriebsphase Aufheizen auf Betriebstempera-tur das Finite – Element – Modell dargestellt. Die Schalenelemente sind dabei durch die grüne Farbe gekennzeichnet.

84
Bild 7.4: Finites – Element – Modell mit Schalenelementen
Eine weitere Maßnahme zur Reduzierung der Modellgröße besteht darin, finite Elemente dadurch einzusparen, dass die Kühl - und Kühl-Heiz Kanäle ohne Ein-bauten (Kühlrohre, Rohrheizkörper, Füllmasse) nachgebildet werden. Damit sind zur Beschreibung des in diesen Kanälen auftretenden Wärmeüberganges durch erzwungene Konvektion effektive Wärmedurchgangskoeffizienten notwendig. Im Anhang A wird gezeigt, wie diese zu ermitteln sind. Die letzte Maßnahme zur Verkleinerung des FE-Modells ist, bei der Modellerstel-lung auf die in den obigen Bildern schon gar nicht mehr dargestellte Grundplatte zu verzichten. Diese schließt sich an den Zwischenstempel an, so dass die durch den Zwischenstempel fließenden Wärmeströme durch die Grundplatte weiter-transportiert werden. Eine Vernachlässigung der Grundplatte bedeutet, dass ein effektiver Wärmedurchgangskoeffizient für diese Grundplatte zu bestimmen ist. Im Anhang A sind die notwendigen Berechnungsgrundlagen dargestellt. Die Durchführung thermodynamischer Simulationsrechnungen erfordert weiterhin, dass an den Modelloberflächen thermische Randbedingungen angetragen wer-den. Für die thermische Simulation des Systems Werkzeug – Maschine – Umge-bung sind dabei folgende Randbedingungen von Bedeutung: - Wärmeübergang durch freie Konvektion und Wärmeabstrahlung an die Um-
gebung (alle zur Umgebung freien Flächen) - Wärmestrahlungsaustausch innerhalb der Maschine (z.B. zwischen Ziehring
und Niederhalter) - Wärmestromdichte (Heizpatronen und Rohrheizkörper) - Wärmeübergang durch erzwungene Konvektion (Kühlkanäle)

85
Im Bild 7.5 sind die auftretenden Oberflächenlasten dargestellt, wobei für den Strahlungswärmeaustausch nur einige mögliche Richtungen angegeben wurden. Es ist außerdem zu beachten, dass auch mit den durch die Schalenelemente ge-bildeten Oberflächen Wärmestrahlung ausgetauscht wird.
Bild 7.5: Randbedingungen für die thermische Simulation
Mit dem so vorbereiteten FE-Modell wurden die Berechnungen zur Temperatur-verteilung im Gesamtsystem durchgeführt. Um zu klären, ob durch das gewählte Modell und die Randbedingungen die Realität mit guter Genauigkeit abgebildet wird, erfolgte eine messtechnische Erfassung des sich tatsächlich am Umform-werkzeug einstellenden Temperaturfeldes. Für diese Aufzeichnung wurde eine Thermografiekamera verwendet. Um das FEM - Modell ausreichend bewerten zu können, wurden Thermobilder vom Temperaturfeld in der Maschine und von der Temperaturverteilung auf der Oberfläche des Niederhalters aufgenommen. Zu-dem wurde die Temperatur ausgewählter Punkte der Umformmaschine mit Ther-moelementen ermittelt. Im Bild 7.6 sind für zwei ausgewählte Stellen der Um-formmaschine die berechneten bzw. gemessenen zeitlichen Temperaturverläufe dargestellt.
Wärmestrahlungsaustausch zwischen Werkzeug und Maschine und innerhalb des Werkzeuges
Freie Konvektion und Wärmestrahlungsaustausch mit der Umgebung
effektive Wärmeübergangskoeffizienten
Wärmestromdichte (Heizpatronen)

86
Bild 7.6: Berechneter Zeitverlauf der Temperaturen von ausgewählten Punkten der Maschine und gemessene Temperaturwerte
Wie daraus hervorgeht, besteht eine sehr gute Übereinstimmung zwischen be-rechneten und experimentell gewonnenen Temperaturwerten. Bei den sich in der Aufspannplatte nach ca. 1,5 Stunden einstellenden stationären Temperaturen von ca. 35 °C kann ein ungestörter Betriebsablauf realisiert werden, wie auch die stö-rungsfrei verlaufenden Versuche gezeigt haben. Die Strömungsgeschwindigkeit in den Kühlplatten betrug ca. 0,6 m/s. Nach Bild 4.15 wurde auf analytischem Weg für diese Wassergeschwindigkeit eine Temperatur von 32 °C an der Grenzfläche zwischen Kühl- und Aufspannplatte ermittelt. Damit zeigt sich, dass auch die ana-lytische Berechnung mit der Realität gut übereinstimmt. Im folgenden Bild sind die Fotografien der berechneten sowie gemessenen Temperaturverteilung auf der Niederhalteroberfläche nach Erreichen des Betriebszustandes gegenübergestellt. Außerdem findet sich in dieser Darstellung eine Wiedergabe der Temperaturver-teilung entlang der Ziehkante sowohl für das berechnete als auch für das gemes-sene Temperaturfeld.
05
10152025303540
0 2000 4000 6000Zeit in s
Tem
pera
tur i
n °C
berechneter Verlauf
gemessene Werte

87
Bild 7.7: Fotografien von berechneter und gemessener Temperaturverteilung auf
der Niederhalteroberfläche und Temperaturverlauf entlang der Ziehkante
Auch in diesem Fall ist eine gute Übereinstimmung zwischen berechneten und gemessenen Temperaturen gegeben, so dass davon ausgegangen werden kann, dass mit dem FEM-Modell und den entsprechenden Randbedingungen die Reali-tät mit guter Genauigkeit abgebildet wird. Zusammenfassend ist festzustellen, dass mit der in Kapitel 5.3 ausgelegten Temperiereinrichtung die geforderte Tem-peraturverteilung in der Umformzone realisiert werden kann. Durch die detaillierte Betrachtung des Gesamtsystems konnten keine weiteren Besonderheiten aufgedeckt werden. Im Kapitel 4.5 und im Kapitel 5.3 wurde durch die entsprechenden Modelle bereits das Zusammenwirken von einzelnen Kompo-nenten des Gesamtsystems untersucht. Die Komponente, welche bei diesen Mo-dellen nicht berücksichtigt wurde, war der Wärmestrahlungsaustausch zwischen den Baugruppen. Bereits im Kapitel 4.3 war jedoch darauf hingewiesen worden, dass der Anteil der durch Strahlung übertragenen Wärmeströme an der Gesamtbi-lanz so gering ist, dass eine Beachtung der Wärmestrahlung nicht erforderlich ist. Diese Aussage konnte durch die Berechnung des Gesamtsystems bestätigt wer-den, da sich die berechneten Temperaturen in den Einzelkomponenten kaum von den im Kapitel 4 oder 5.3 ermittelten Werten unterscheiden.
0
50
100
150
200
250
0 100 200 300 400 500
Weg entlang der Ziehkante in mm
Tem
pera
tur i
n °C
Messung
Rechnung
thermograf. Messung ANSYS - Berechnung

88
8. Zusammenfassung Bei Umformprozessen mit temperierten Werkzeugen wird es auf Grund von Wär-meleitvorgängen zu einer Erwärmung der Baugruppen des Werkzeuggestells kommen. Diese ist zu unterbinden, weil dadurch der störungsfreie Betriebsablauf gefährdet ist. Die sinnvollste Lösung zur thermischen Trennung von Werkzeug und Gestell besteht in der Verwendung von Dämmplatten mit niedriger Wärmeleit-fähigkeit, welche zwischen Werkzeug und Maschine angeordnet sind. Unter Um-ständen kann der zusätzliche Einsatz von Fluidkühlungen erforderlich werden, wobei eine Fluidkühlung nie ohne Dämmplatte betrieben werden sollte. Selbst wenn das Ziel der Einstellung einer sinnvollen Gestelltemperatur erreicht werden kann, ist damit doch eine erhebliche Energieverschwendung verbunden, weil die von den Heizelementen erzeugte Wärme sofort durch die Kühleinrichtungen abge-führt wird. Um entscheiden zu können, welche Art der thermischen Trennung in einer vorliegenden Umformmaschine verwendet werden soll, müssen thermody-namische Berechnungen für die in Frage kommenden Trennsysteme durchgeführt werden. Zur Dimensionierung der thermischen Trennung wurde zunächst eine analytische Lösungsmethode entwickelt. Die damit durchgeführten Untersuchun-gen haben gezeigt, dass für das betrachtete Werkzeugsystem nur eine thermische Trennung bestehend aus wasserdurchströmten Kühlplatten und Dämmplatten in Frage kommt. Um zu überprüfen, wie die recht grobe Idealisierung, welche für die analytische Beschreibung notwendig war, die Genauigkeit der Ergebnisse beein-flusst, wurde mit Hilfe eines kommerziellen FEM-Programms die tatsächliche Ge-ometrie noch einmal untersucht. Dadurch konnte nachgewiesen werden, dass die mit dem analytischen Modell erhaltenen Ergebnisse von befriedigender Genauig-keit sind. Auf den Einsatz von FEM-Software bei der Dimensionierung von Trenn-einrichtungen kann somit verzichtet werden, insbesondere auch deshalb, weil das analytische Modell auf Trennsysteme anderer Werkzeuggeometrien problemlos übertragen werden kann. Einen weiteren Schwerpunkt bildeten die Untersuchungen zur Dimensionierung und Anordnung der Temperiersysteme in den Werkzeugaktivteilen (Niederhalter, Ziehring). Für die Dimensionierung von Kühl- und Beheizungseinrichtungen kön-nen ebenfalls einfache analytische Methoden angewendet werden. Für unter-schiedliche Anordnungen der thermischen Werkzeugeinbauten wurde weiterhin mit Hilfe des FE-Programms die Temperaturverteilung entlang der Ziehkante des Werkzeuges ermittelt. Die Berechnungen zeigen, dass die geforderte lokale Tem-perierung des Werkzeuges bei der vorgegebenen Zonenaufteilung offenbar mög-lich ist. Aus den berechneten Temperaturverteilungen lässt sich kein Einfluss der unterschiedlichen Kanalformen auf das Temperierergebnis feststellen. An Gestal-tungsrichtlinien konnte herausgearbeitet werden, dass die Kanäle so nah wie mög-lich an die Umformzone herangeführt werden sollen, damit die Temperaturrege-

89
lung nur eine geringe Trägheit besitzt und die Wärme dort freigesetzt bzw. abge-führt werden kann, wo dies am notwendigsten ist, nämlich in der Umformzone. In einer abschließenden Untersuchung sollte geklärt werden, wie sich die einzel-nen Baugruppen des Gesamtsystems in ihrem thermischen Verhalten beeinflus-sen. Dazu wurde das komplette thermodynamische System mit dem FEM-Programm ANSYS untersucht. Durch diese detaillierte Betrachtung konnten aller-dings keine weiteren Besonderheiten aufgedeckt werden. Um die Gültigkeit sämtlicher in dieser Arbeit vorgestellten Berechnungen nachwei-sen zu können, wurde das in die Praxis umgesetzte Werkzeugsystem mit einer Thermografiekamera untersucht. Es hat sich dadurch gezeigt, dass die geforderte lokale Temperierung des Werkzeuges bei der vorgegebenen Zonenaufteilung problemlos realisiert werden kann und dass die Erwärmung der Presse im tole-rierbaren Bereich liegt. Die berechneten Temperaturen stimmen mit den in der Praxis tatsächlich auftretenden Werten somit gut überein.
9. Ausblick Im Fall von Praxiswerkzeugen mit sehr komplizierten Stempelgeometrien kann es möglich sein, dass die Anordnung der thermischen Einbauten in den Werkzeugak-tivteilen entsprechend den vorgestellten Gestaltungsregeln nicht zum gewünsch-ten Temperierergebnis führt. In diesem Fall ist der Einsatz von FEM-Software ab-solut notwendig. Z.B. kann mit dem ANSYS-Programm eine Optimierung der An-ordnung sämtlicher thermischen Einbauten so vorgenommen werden, dass an festgelegten Stellen (vornehmlich in der Umformzone) vorgegebene Temperatur-werte erreicht werden. Näheres zu den verwendeten Optimierungsalgorithmen und deren Anwendung ist in [31-33] zu finden.

90
Verzeichnis verwendeter Literatur
[1] Dröder, K.; Untersuchungen zum Umformen von Feinblechen aus Magnesium-Knetlegierungen; Dr.-Ing. Dissertation; Universität Hannover; 1999
[2] Küßner, S.; Lokal temperierbares Tiefziehwerkzeug für die Umformung von Leichtmetalllegierungen; Große konstruktive Studienarbeit; Universität Hanno-ver; 1999
[3] Doege, E.; Dröder, K.; Sheet metal forming of magnesium wrought alloys – formability and process technology; Journal of Materials Processing Technol-ogy; 115 (2001) 14-19
[4] Umformen von Magnesiumfeinblechen mit temperierten Werkzeugen; Ab-schlussbericht zum Forschungsvorhaben EFB/AiF 28ZBG
[5] Schmoeckel, D.; Liebler, B.C.; Speck, F.D.; Deep-Drawing of Aluminium Aloys in Partially Heated Tols; Production Engineering; Vol. I/2; 1994
[6] Schmoeckel, D.; Liebler, B.C.; Speck, F.D.; Temperaturgeführter Stofffluß beim Tiefziehen von Al-Blech; Bänder Bleche Rohre; 7/8-1995
[7] Dörr, J.; IHU mit Erwärmung; 9. Forum Innenhochdruck-Umformen; Darmstadt; 05.03. - 06.03.2003
[8] Lindner, E.; Die Kühlung von Spritzgusswerkzeugen; 1962/10
[9] Mörwald, K.; Bauarten der Spritzgusswerkzeuge einschließlich der Werkzeug-kühlung; Kunststoff-Rundschau; (1965) 5 S. 316 - 321
[10] Meyrick, H.A.; What you should know about mold cooling; Modern Plastics; Oc-tober 1963
[11] Kühnisch, H.; Gebel,J.; Was der Werkzeugkonstrukteur und der Plastverarbei-tungstechnologe über die Temperierung von Spritzgießwerkzeugen wissen soll-te; Fachliche Mitteilungen für den Industriezweig Plastverarbeitung; Zentrallabo-ratorium für Plastverarbeitung; Leipzig; 1966
[12] Heuel, O.; Optimierung der Werkzeugtemperatur durch richtige Auslegung und Installation der Temperiersysteme; Der Stahlformenbauer; 1992
[13] Cornely, J.; Verfahrenstechnik beim Spritzgießen von Thermoplasten; VEB Deutscher Verlag für Grundstoffindustrie; Leipzig; 1969
[14] Lange, K.; Umformtechnik Grundlagen; Springer Verlag; Berlin Heidelberg New York; 2002

91
[15] Fa. hotset; Lüdenscheid; Verarbeitungshinweise für Vergussmasse VM 1000
[16] Baehr, H.D.; Stephan, K.; Wärme- und Stoffübertragung; Springer Verlag; Berlin
Heidelberg New York; 1996
[17] Siegel, R.; Howell, J.R.; Lohrengel, J.; Wärmeübertragung durch Strahlung – Teil 2 Strahlungsaustausch zwischen Oberflächen und in Ümhüllungen; Sprin-ger Verlag; Berlin Heidelberg; 1991
[18] Fa. hotset; Lüdenscheid; Technisches Datenblatt Heizpatronen
[19] Fa. Mickenhagen; Lüdenscheid; Technisches Datenblatt Rohrheizkörper
[20] Madhusudana, C.V.; Thermal Contact Conductance; Springer Verlag; New York; 1996
[21] Salerno, L.J.; Kittel, P.; Thermal Contact Conductance; NASA Technical Memo-randum 110429; 1997
[22] Negus, K.J.; Yovanovich, M.M.; Devaal, J.W.; Development of Thermal Con-striction Resistance for Anisotropic Rough Surfaces by the Method of Infinite Images; National Heat Transfer Conference; Denver, Colorado; 04.08. - 07.08.1985
[23] Song, S.; Yovanovich, M.M.; Goodman, F.O.; Thermal Gap Conductance of Conforming Surfaces in Contact; Journal of Heat Transfer; Vol.115 / 553; 1993
[24] Yovanovich, M.M.; Thermal Constriction Resistance Between Contacting Metal-lic Paraboloids; AIAA 5th Thermophysics Conference; Los Angeles, California; 29.06. – 01.07.1970
[25] Yovanovich, M.M.; New Contact and Gap Conductance Correlations for Con-forming Rough Surfaces; AIAA 16th Thermophysics Conference; 23.06. – 25.06.1991
[26] Cooper, M.G.; Mikic, B.B.; Yovanovic, M.M.; Thermal Cotact Conduchtance; Int. J. Heat Mass Transfer; Vol. 12; 1969
[27] Yovanovic, M.M.; Hegazy, A.; An Accurate Universal Contact Conductance Cor-relation for Conformino Rough Surfaces with Different Micro-Hardness Profiles; AIAA Paper No. 83-1434; 1983
[28] Sridhar, M.R.; Yovanovich, M.M.; Thermal Contact Conductance of Tool Steel and Comparison with Model; Int. J. Heat Mass Transfer; Vol. 39, No. 4; 1996

92
[29] Sridhar, M.R.; Yovanovich, M.M.; Contact Conductance Correlations Based on Greenwood and Williamson Surface Model; ASME Int. Heat transfer Confer-ence; Houston, Texas; 03.08. – 06.08.1996
[30] ANSYS Structural Analysis Guide; Chapter 10, Contact
[31] Ellinger, T.; Beuermann, G.; Leisten, R.; Operations Research; Springer Verlag; Berlin Heidelberg; 2003
[32] ANSYS Advanced Analysis Techniques Guide; Chapter 1, Design Optimization
[33] Fiacco, A.V.; McCormick, G.P.; The Sequential Unconstrained Minimization Technique for Nonlinear Programming, A Primal-Dual Method; Management Science; Vol. 10; 1964
[34] Fa. EHG Stahlzentrum West; Technisches Datenblatt Hydraulikrohre ;Dornbirn, Österreich
[35] Beitz, W.; Groth, K.H.; DUBBEL, Taschenbuch für den Maschinenbau; Springer Verlag; Heidelberg; 1997
[36] Faires, J.D.; Burden, R.L.; Numerische Methoden; Spektrum Akademischer Verlag GmbH; Heidelberg Berlin Oxford; 1994
[37] Verein Deutscher Eisenhüttenleute; Taschenbuch der Stahl-Eisen-Werkstoffblätter; Verlag Stahleisen GmbH; Düsseldorf; 1997
[38] Avedesian, M.M.; Baker, H.; ASM Specialty Handbook, Magnesium and Mag-nesium Alloys; ASM International; 1999
[39] Fa. Brandenburger; Landau; Technisches Datenblatt Wärmeschutzwerkstoffe

93
Verzeichnis der Bilder
Bild 3.1 Fließkurven der Werkstoffe MgAl3Zn1 (AZ31) und MgAl6Zn1 (Az61)
9
Bild 3.2 Grenzziehverhältnisse in Abhängigkeit der Temperatur für verschiedene Werkstoffe
11
Bild 3.3 Prinzipieller Ablauf eines Tiefziehvorganges
12
Bild 3.4 Ideale Temperaturführung während des Tiefziehprozesses
13
Bild 3.5 Anordnung der wärmetechnischen Ausrüstung im Umformwerkzeug
13
Bild 3.6 Geometrie des Werkzeuges mit trapezförmigem Stempel und optimale Temperierung
14
Bild 3.7 In der Praxis realisierbare Werkzeugtemperierung
15
Bild 3.8 Günstigste Temperaturbelegung von Werkzeug und Stempel
19
Bild 3.9 Vergleich ausgewählter Tiefziehergebnisse mit partieller und homogener Beheizung für die trapezförmige Bauteilgeometrie (220 mm x 300 mm)
19
Bild 4.1 Prinzipielle Darstellung der Wärmeausbreitung im Tiefziehwerkzeug
20
Bild 4.2 Beispielhafte Anordnung von Kühlkanälen
21
Bild 4.3 Ohne Dämmplatte ist ein deutlich höherer Aufwand für die Beheizung erforderlich
22
Bild 4.4 Herstellung von Kühlkanälen
23
Bild 4.5 Problemgeometrie für die Untersuchungen zum Verhalten thermischer Trenneinrichtungen
23
Bild 4.6 Idealisierung der komplexen Problemgeometrie
24
Bild 4.7 Am vereinfachten System auftretende Wärmeströme und Temperaturen
25
Bild 4.8 Element mit Kühlplatte und Kühlkanal zur Herleitung der Bestimmungsgleichung für den Wärmestrom an das Kühlwasser
30
Bild 4.9 effektiver Wärmedurchgangskoeffizient für den Kühlplattenkanal
34

94
Bild 4.10 Anordnung der Kühlplatten in Parallel- und Reihenschaltung
35
Bild 4.11 Vorgehensweise bei der analytischen Berechnung der thermischen Trenneinrichtung (aktive Kühlplatten)
36
Bild 4.12 Vorgehensweise bei der analytischen Berechnung der thermischen Trenneinrichtung (inaktive Kühlplatten)
38
Bild 4.13 Günstigste Anordnung des Kühlkanals für die betrachtete Problemgeometrie
41
Bild 4.14 Gestelltemperatur in Abhängigkeit verschiedener Dämmplattenstärken und Luftgeschwindigkeiten
41
Bild 4.15 Ergebnisse der Berechnungen für aktive Kühlplatten (Länge des Kühlkanals: 2,4 m)
43
Bild 4.16 FE-Modell zur genaueren Berechnung der thermischen Trennung
46
Bild 4.17 Berechnete Temperaturverteilung in der Gestellbaugruppe Aufspannplatte
47
Bild 5.1 Aufteilung des vorgegebenen Werkzeuges in temperierte Zonen
48
Bild 5.2 Ungünstige Anordnung der temperierten Zonen
49
Bild 5.3 Wärmeströme an einer Seitenzone des Werkzeugs
50
Bild 5.4 Die Kühlplatte besitzt eine homogene Temperaturverteilung
51
Bild 5.5 Anordnung der thermischen Widerstände bei Wärmetransportvorgängen zwischen benachbarten Zonen
52
Bild 5.6 Geometrische Verhältnisse an der Trennplatte
53
Bild 5.7 Zonenaufteilung und Bezeichnung der Zonen
54
Bild 5.8 Wärmeströme, welche den bezeichneten Zonen zuzuführen bzw. aus diesen abzuführen sind
55
Bild 5.9 Heizpatronen aus dem Sortiment der Fa. Hotset [18]
57
Bild 5.10 Rohrheizkörper aus dem Sortiment der Fa. Mickenhagen [19]
58
Bild 5.11 Anordnung der Heizpatronen in den Eckbereichen des Werkzeuges
58

95
Bild 5.12 Unterbringung von Kühlung und Beheizung der Werkzeugseitenbereiche in einem Kanal
59
Bild 5.13 Vorgehensweise bei der Berechnung der erforderlichen Kanallänge
60
Bild 5.14 Effektiver Wärmedurchgangskoeffizient für den Werkzeugkanal
61
Bild 5.15 Zur Beheizung bzw. Kühlung der seitlichen Werkzeugzonen erforderliche Kanallänge
62
Bild 5.16 Wasserverbrauch in Abhängigkeit der Strömungsgeschwindigkeit
62
Bild 5.17 Erforderliche Kühlkanallänge in Abhängigkeit von der Strömungsgeschwindigkeit
63
Bild 5.18 Parameter, durch deren Variation unterschiedliche Einbausituationen der thermischen Ausrüstung untersucht werden können
64
Bild 5.19 FEM-Modell mit Regelstellen und thermischen Randbedingungen
65
Bild 5.20 Randbedingungen, die in den Regelvorgang eingebunden sind
66
Bild 5.21 Berechnete Temperaturen entlang der Ziehkante des Werkzeuges
67
Bild 5.22 Ausgewählte Gestaltungsvarianten der Temperiereinrichtung
67
Bild 5.23 Empfehlungen zur günstigen Anordnung der Kühl-Heiz Kanäle
68
Bild 6.1 Erwärmung des Bleches im Umformwerkzeug durch Wärmetransport über die Kontaktzone
69
Bild 6.2 Mit zunehmendem Wärmeübergangskoeffizienten sinkt die erforderliche Aufheizzeit rasch ab
71
Bild 6.3 Gemessener und berechneter Temperaturverlauf im Blech bei einer Werkzeugtemperatur von 224 °C
73
Bild 6.4 Kontaktwärmeübergangskoeffizient für den Wärmeübergang von Stahl (1.2312) an eine Magnesiumknetlegierung (AZ31) bei einem Anpressdruck von 6,4 MPa (Zwischenstoff Schmiermittel Beruforge)
74

96
Bild 6.5 Kontakt-WÜK für den Wärmeübergang von Stahl an eine Magnesiumknetlegierung (AZ31) bei Anpressdrücken von 0,0 MPa und 0,3 MPa (Zwischenstoff Schmiermittel Beruforge)
74
Bild 6.6 Abhängigkeit des Kontakt-WÜK für den Wärmeübergang von Stahl an eine Magnesiumknetlegierung von Druck und Blechtemperatur (Zwischenstoff Schmiermittel Beruforge)
75
Bild 6.7 Erforderliche Erwärmungszeit der Blechprobe in Abhängigkeit von der Temperatur der Werkzeug-Probekörper und des Anpressdruckes (Zwischenstoff Schmiermittel Beruforge)
76
Bild 6.8 FE – Modell zur Berechnung der Blecherwärmung an der realen Geometrie und thermische Randbedingungen
77
Bild 6.9 Anordnung von Konvektionsverbindungen zwischen Werkzeug und Blech und prinzipielle Funktionsweise der Elemente im Modell
78
Bild 6.10 Ablauf der Blecherwärmung – schematische Darstellung der Prozessschritte und Parameter
79
Bild 6.11 Temperaturverteilung im Magnesiumblech zu Beginn der Umformung
79
Bild 6.12 Temperaturverteilung auf dem Magnesiumblech entlang der Ziehkante
80
Bild 7.1 Ablauf der Blecherwärmung – schematische Darstellung der Prozessschritte und Parameter
81
Bild 7.2 Modell des Gesamtsystems bei verschiedenen Betriebszuständen
82
Bild 7.3 Wärmetransportvorgänge über die Symmetrieebene des Systems
83
Bild 7.4 Finites – Element – Modell mit Schalenelementen
84
Bild 7.5 Randbedingungen für die thermische Simulation
85
Bild 7.6 Berechneter Zeitverlauf der Temperaturen von ausgewählten Punkten der Maschine und gemessene Temperaturwerte
86
Bild 7.7 Fotografien von berechneter und gemessener Temperaturverteilung auf der Niederhalteroberfläche und Temperaturverlauf entlang der Ziehkante
87
Bild A.1 Bestimmung der Wärmeverluste einer Rohrleitung mit isothermer Oberfläche
100

97
Bild A.2 Vereinfachung der thermischen Berechnungen durch Idealisierung
100
Bild A.3 Modell des Kühlkanals
101
Bild A.4 Effektiver Wärmedurchgangskoeffizient für den Kühlplattenkanal
103
Bild A.5 Effektiver Wärmedurchgangskoeffizient für den Werkzeugkanal
105
Bild A.6 Der Wärmestrom findet nur in radialer Richtung statt
105
Bild A.7a Einteilung der Problemgeometrie in Winkelelemente
106
Bild A.7b Wärmetransportwiderstände im System
106
Bild A.8 Vorbereiten des Berechnungsgebietes für die numerische Integration
108
Bild A.9 Relative Abweichung des mit Gleichung A.22 berechneten Wärmedurchgangskoeffizienten von den mit ANSYS ermittelten Werten
109
Bild A.10 Modell mit Grundplatte und natürlichen Randbedingungen; Modell ohne Grundplatte und mit effektiver Randbedingung
110
Bild A.11 Modell zur Berechnung des effektiven Wärmedurchgangskoeffizienten
111
Bild A.12 Berechnete Temperaturverteilung in der Grundplatte
111
Bild A.13 Berechnete Werte für den Wärmedurchgangskoeffizienten
112
Bild B.1 Modell für die Festigkeitsberechnung von Kanaleinbauten
113
Bild B.2 Reduziertes Modell für die Festigkeitsberechnung
114
Bild B.3 Modell zur Ermittlung der erforderlichen Restwanddicke e
116
Bild C.1 Wärmeaustausch zwischen benachbarten Werkzeugzonen
118
Bild C.2 Temperaturen an der Trennplatte bei Annahme einer homogenen Temperaturverteilung in den Zonen
118
Bild C.3 Geometrische Verhältnisse an der untersuchten Anordnung
121
Bild C.4 Fehler bei Berechnung der Wärmestromdichte nach Gleichung C.1
121
Bild D.1 Reale Anordnung Kontaktzone und idealisiertes Modell 123

98
Bild D.2 Schematischer Aufbau und Fotografie des Versuchsstandes
am IWTT
125
Bild D.3 Wärmeströme in der Messtrecke und im Kalibrierkörper
126
Bild D.4 Kalibrierkörper – Abmessungen und Lage der Temperaturmessstellen
127
Bild D.5 Diagramm zur grafischen Ermittlung des Wärmeübergangskoeffizienten zur Umgebung
129
Bild D.6 Vorgehensweise bei der Bestimmung des Kontaktwärmeübergangskoeffizienten
130
Bild D.7 Anordnung des Thermoelementes zur Bestimmung der Blechtemperatur
131
Bild E.1 Verwendete Werkstoffe zum Bau von Maschine und Werkzeug
134
Bild E.2 Thermische Randbedingungen am System
135

99
Verzeichnis der Tabellen Tabelle 3.1 Versagensarten bei Werkzeugtemperaturen von 25 °C und
235 °C
17
Tabelle 4.1 Zahlenwerte der für die Berechnungen verwendeten Gesamt-WÜK
27
Tabelle 4.2 Vorschriften zur thermodynamischen Berechnung des Systems aus Bild 4.7
33
Tabelle 4.3 Zahlenwerte der wichtigsten Ausgangsgrößen
39
Tabelle 4.4 Verwendete Designvariablen und Definitionsbereich
40
Tabelle 5.1 Verwendete Werte für die Wärmeübergangskoeffizienten 54
Tabelle 5.2 Beträge weiterer wichtiger Ausgangsgrößen
54
Tabelle 5.3 Leistungsbedarf der Werkzeugtemperierung 56
Tabelle 5.4 Ergebnisse der Untersuchungen zu den ausgewählten Beheizungsmöglichkeiten
57

100
A Bestimmung von Effektivwerten zur Beschreibung des Wär-metransports
A.1 Kanaleinbauten von Werkzeug und Kühlplatte Um die stationäre Wärmeabgabe an eine wasserdurchströmte Rohrleitung der Länge L und konstanter Oberflächentemperatur zu bestimmen, wird im Allgemei-nen der folgende Ansatz verwendet (Bild A.1).
Bild A.1: Bestimmung der Wärmeverluste einer Rohrleitung mit isothermer Ober-
fläche Durch keff wird ein auf die Rohraußenfläche bezogener effektiver Wärmedurch-gangskoeffizient bezeichnet, in welchem die Anteile von Wärmeleitung in der Rohrwand sowie erzwungener Konvektion zwischen Fluid und Rohrinnenwand zusammengefasst sind. Um mit einem gegebenem Wärmedurchgangskoeffizien-ten keff und bekannten Temperaturen ϑa bzw. ϑWa die Wärmeabgabe zu berech-nen, ist also nur noch die Kenntnis der äußeren Rohrgeometrie erforderlich. Im Weiteren soll nun versucht werden, auch für die Kanaleinbauten von Werkzeug und Kühlplatte derartige effektive Wärmedurchgangskoeffizienten zu bestimmen, so dass für die thermischen Berechnungen auch nur die Kenntnis der Kanal-Grundgeometrie erforderlich ist (Bild A.2).
Bild A.2: Vereinfachung der thermischen Berechnungen durch Idealisierung
αWa
ϑWa ϑWa
keff
reale Kanalanordnung idealisierter Kanal
Verguss-masse
Stahlrohr
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
⋅⋅⋅+
⋅⋅⋅⋅
−=
i
a
iWa
Waa
rrln
Lπ2λ1
Lrπ2α1
Q ϑϑ&
( )Waaaeff Lrπ2kQ ϑϑ −⋅⋅⋅⋅⋅=&
bzw.ϑa
s
rira
αWaϑWa
λR

101
Am Beispiel des im Bild A.2 dargestellten Querschnittes der Kühlplattenkanäle soll die Vorgehensweise zur Bestimmung effektiver Wärmedurchgangskoeffizien-ten erläutert werden. In der nächsten Darstellung (Bild A.3) ist das für die folgen-den Betrachtungen verwendete Modell dargestellt. Es handelt sich hierbei um die 1/8 – Geometrie des Kühlkanals, weil vereinfachend angenommen wird, dass die Kanalgrundgeometrie mit der konstanten Temperatur ϑKnl belegt ist und somit die Möglichkeit der Ausnutzung von Wärmeleitsymmetrien besteht.
Bild A.3: Modell des Kühlkanals Zur Berechnung der stationären Wärmetransportvorgänge in der dargestellten An-ordnung wird die 2-dimensionale Wärmeleitungsgleichung mit den entsprechen-den Randbedingungen (konstante Temperatur an der Stelle x = B und konvektiver Wärmeübergang an der Stelle x² + y² = R²) verwendet. Es gilt:
( ) ( ) 0y
yx,λyx
yx,λx
=⎟⎟⎠
⎞⎜⎜⎝
⎛∂∂⋅
∂∂
+⎟⎠⎞
⎜⎝⎛
∂∂⋅
∂∂ ϑϑ Gleichung A.1
( )( ) 222WaWa
R Ry xy)(x, yx,αyy
xxR
λ=+∈∀−⋅=⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅
∂∂
+⋅∂∂
⋅ ϑϑϑϑ
Gleichung A.2
( ) KnlyB,x ϑϑ == Gleichung A.3
Das Ziel, einen auf die Kanal-Grundgeometrie bezogenen effektiven Wärme-durchgangskoeffizienten für die Anordnung zu bestimmen, kann jetzt dadurch er-reicht werden, dass zunächst der über die Kanalgrundseite bei x = B eintretende
x
y
ϑKnl
λVM
λR
R
ϑWaαWa
x = B
sR
y = H
102
Wärmestrom ermittelt und durch das Produkt aus treibender Temperaturdifferenz (ϑKnl – ϑWa) und Eintrittsfläche LH ⋅ dividiert wird. In Gleichungsform hat dies das folgende Aussehen:
( ) ∫ ⋅⋅−⋅
−==
H
0 BxWaKnl
VMeff dy
dxd
Hλk ϑ
ϑϑ Gleichung A.4
Damit ist für die thermischen Berechnungen nun nur noch die Kenntnis der Kanal-Grundgeometrie erforderlich. Der vom Wasser aufgenommene Wärmestrom lässt sich dann nach folgender Beziehung ermitteln:
( )WaKnlKnleffWa AkQ ϑϑ −⋅⋅=& Gleichung A.5
Eine zahlenmäßige Bestimmung der effektiven Wärmedurchgangskoeffizienten für die Kanäle in Werkzeug und Kühlplatte erfordert die Lösung der Differentialglei-chung A.1 unter Beachtung der Randbedingungen, für welche das FEM - Pro-gramm ANSYS Verwendung fand. Für die Berechnung wurden zusätzlich die nachfolgend aufgeführten Vereinbarungen getroffen:
- Temperatur des Kühlwassers: ϑWa = (15, 40, 60) °C - Wassergeschwindigkeit: uWa ∈ (0,2; 0,8; 1,4; 2,0) m/s
- Abmessungen der Hydraulikrohre nach [34]: D ∈ (6x1; 10x1; 12x1) mm - Der Wärmeübergangskoeffizient αWa ist nur von der Wassertemperatur, der
Wassergeschwindigkeit und dem Innendurchmesser der Rohre abhängig. Eine geeignete Gleichung zur Bestimmung des Wärmeübergangskoeffi-zienten ist im Anhang E dargestellt.
- Wärmeleitfähigkeit des Hydraulikrohres: λR =40 W/(mK) - Wärmeleitfähigkeit der Vergussmasse: λVM = 1,5 W/(mK)
Die unter den obigen Vereinbarungen berechneten effektiven Wärmedurchgangs-koeffizienten für die Kanaleinbauten der Kühlplatte sind im Bild A.4 dargestellt.

103
0
100
200
300
400
500
600
700
0,0 0,4 0,8 1,2 1,6 2,0Strömungsgeschwindigkeit in m/s
effe
ktiv
er W
DK
kef
f in
W/(m
²K)
6 x 1 mm 10 x 1 mm 12 x 1 mm
15 °C 40 °C 60 °C
Hydraulikrohr
Wassertemperatur
Bild A.4: Effektiver Wärmedurchgangskoeffizient für den Kühlplattenkanal Wie der obigen Darstellung entnommen werden kann, ist der Einfluss der Geomet-rie auf den effektiven Wärmedurchgangskoeffizienten vernachlässigbar, während eine deutliche Abhängigkeit von Kühlwassergeschwindigkeit und Wassertempera-tur feststellbar ist. Dabei sinkt mit steigender Wassertemperatur bzw. steigender Strömungsgeschwindigkeit deren Einfluss auf keff. Eine Erklärung hierfür ist, dass mit zunehmender Wassertemperatur bzw. Strömungsgeschwindigkeit auch der Wärmeübergangskoeffizient von Wasser zunimmt [Anhang E]. Damit nimmt der thermische Widerstand der Grenzschicht ab und wird vernachlässigbar im Ver-gleich zum thermischen Widerstand der Vergussmasse. Der Einfluss des Wider-standes vom Hydraulikrohr ist auf Grund dessen geringer Dicke und der hohen Wärmeleitfähigkeit ebenfalls vernachlässigbar. D.h., bei höheren Temperaturen und Strömungsgeschwindigkeiten wird der effektive Wärmedurchgangskoeffizient fast ausschließlich durch die Wärmeleitfähigkeit der Vergussmasse bestimmt. Da diese Wärmeleitfähigkeit laut Vereinbarung nicht von der Temperatur abhängt, wird sich sowohl mit steigender Wassergeschwindigkeit als auch mit steigender Wassertemperatur eine Sättigung des effektiven Wärmedurchgangskoeffizienten einstellen. Mit dem weiter unten in diesem Kapitel beschriebenen Formelwerk - insbesondere Gleichung A.20 – wird der eben erläuterte Zusammenhang noch etwas deutlicher gemacht werden. Aus Bild A.4 geht allerdings nicht hervor, in-wiefern der Wärmedurchgangskoeffizient von der Kanal-Grundflächentemperatur ϑKnl abhängt. Bezüglich der Abhängigkeit von ϑKnl war bei den Berechnungen fest-zustellen, dass eine solche nicht vorliegt. Dieser Zusammenhang kann veran-schaulicht werden, wenn im Gleichungssatz A.1 eine dimensionslose Darstellung Θ für die Temperatur verwendet wird. Außerdem ist die Zusammenfassung von Rohrradius R, Wärmübergangskoeffizient αWa und Wärmeleitfähigkeit des Rohr-materials λR in der Bi –Zahl möglich. Es gilt per Definition:

104
( ) ( ) ( )
λRR,u,α
Bi y x,
y x,Θ R
WaWaWa
WaKnl
Wa ⋅=
−−
=ϑ
ϑϑϑϑ Gleichung A.6 / A.7
Werden diese Vereinbarungen auf die Gleichungen A.1 – A.3 angewendet, dann ergibt sich für das Wärmeleitungsproblem die nachfolgende Formulierung.
( ) ( ) 0yΘy x,λ
yxΘy x,λ
x=⎟⎟
⎠
⎞⎜⎜⎝
⎛∂∂⋅
∂∂
+⎟⎠⎞
⎜⎝⎛
∂∂⋅
∂∂ Gleichung A.8
222 Ry xy) (x, ΘBiyyΘx
xΘ
=+∈∀⋅=⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
∂∂
+⋅∂∂ Gleichung A.9
( ) 1y B,xΘ == Gleichung A.10
Die Berechnungsgleichung für den Wärmedurchgangskoeffizienten ändert sich bei Verwendung der dimensionslosen Temperatur ebenfalls.
∫ ⋅⋅−==
H
0 Bx
VMeff dy
dxdΘ
Hλ
k Gleichung A.11
Auf Grund der jeweils festgelegten Wassertemperatur (15, 40, 60)°C und Strö-mungsgeschwindigkeit (0,2 …. 2,0) m/s werden bei einer vorgegebenen Kanalge-ometrie (B, R, sR) der Wärmeübergangskoeffizient αWa und damit auch die Bi – Zahl konstante Werte sein. Weil außerdem die Wärmeleitfähigkeit nicht von der Temperatur abhängt, wird die mit den Gleichungen A.8 – A.10 berechnete Tempe-raturverteilung Θ(x, y) für alle möglichen Werte, welche ϑKnl annehmen kann, im-mer die gleiche Lösung besitzen. Dies bedeutet weiterhin, dass auch der effektive Wärmedurchgangskoeffizient keff unabhängig von der Temperatur an der Kanal-grundgeometrie ϑKnl ist, weil in dessen Berechnungsgleichung (Gleichung A.11) nur die unabhängige dimensionslose Temperatur Verwendung findet. Eine Verän-derung von keff wird sich nur dann ergeben, wenn entweder die Strömungsge-schwindigkeit, die Wassertemperatur oder die Kanalgeometrie verändert werden. Dieser Zusammenhang ist ebenso für die Kanaleinbauten des Werkzeuges gültig. Im folgenden Bild A.5 ist die Abhängigkeit des Wärmedurchgangskoeffizienten der Werkzeugkanäle von Geometrie und Strömungsgeschwindigkeit bei einer Wassertemperatur von 15 °C wiedergegeben.

105
0
50
100
150
200
250
300
0,0 0,4 0,8 1,2 1,6 2,0 2,4 2,8Strömungsgeschwindigkeit in m/s
effe
ktiv
er W
DK
in W
/(m²K
)
6 x 1 mm 10 x 1 mm 12 x 1 mmHydraulikrohr
Wassertemperatur: 15 °C
Bild A.5: Effektiver Wärmedurchgangskoeffizient für den Werkzeugkanal In vielen Fällen steht das FEM-Programm ANSYS für numerische Berechnungen nicht zur Verfügung. Zur Dimensionierung von Kühleinrichtungen bzw. Werkzeug-temperierungen mit komplexen Kanälen ist aber die Kenntnis von Effektivwerten für den Wärmeübergang zwingend erforderlich. Für diesen Fall kann der effektive Wärmedurchgangskoeffizient auch auf sehr einfachem Wege bestimmt werden, wobei der entstehende Fehler vernachlässigbar ist. Am Beispiel des Kanals der Kühlplatte soll die Vorgehensweise erläutert werden. Der Grundgedanke ist hier, dass der Wärmetransport durch die Kanaleinbauten in rein radialer Richtung ver-läuft. Der Ursprung für die Radien soll dabei der Rohrmittelpunkt sein (Bild A.6).
Bild A.6: Der Wärmestrom findet nur in radialer Richtung statt Der auf die Kanal-Grundfläche bezogene effektive Wärmedurchgangskoeffizient lässt sich bei bekanntem Wärmedurchgangswiderstand RGes berechnen durch:
x
y
R
Mittelpunkt des Hydraulikrohres
qr&
ϑKnl
ϑWa
x = B
y = H
αWa
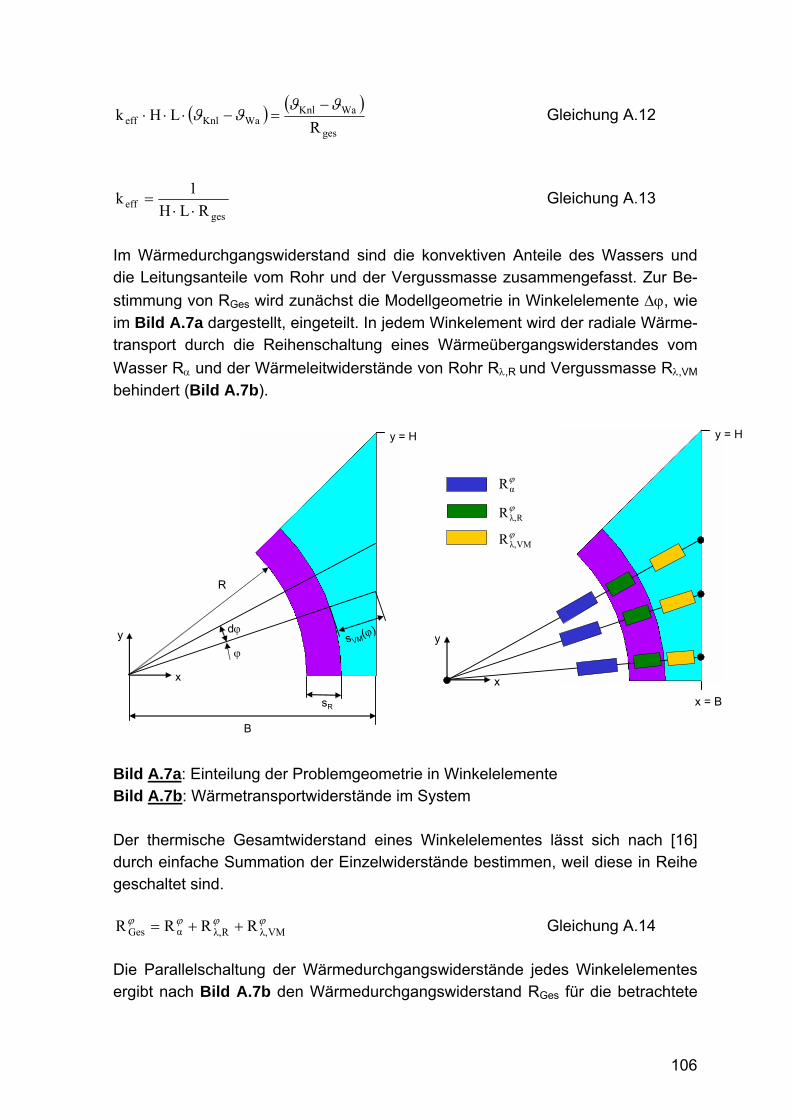
106
( ) ( )ges
WaKnlWaKnleff R
LHkϑϑ
ϑϑ−
=−⋅⋅⋅ Gleichung A.12
geseff RLH
1k⋅⋅
= Gleichung A.13
Im Wärmedurchgangswiderstand sind die konvektiven Anteile des Wassers und die Leitungsanteile vom Rohr und der Vergussmasse zusammengefasst. Zur Be-stimmung von RGes wird zunächst die Modellgeometrie in Winkelelemente ∆ϕ, wie im Bild A.7a dargestellt, eingeteilt. In jedem Winkelement wird der radiale Wärme-transport durch die Reihenschaltung eines Wärmeübergangswiderstandes vom Wasser Rα und der Wärmeleitwiderstände von Rohr Rλ,R und Vergussmasse Rλ,VM behindert (Bild A.7b).
x
y
y = H
x = B
ϕVMλ,R
ϕRλ,R
ϕαR
x
y
y = H
dϕ
sR
ϕsVM(ϕ)
B
R
Bild A.7a: Einteilung der Problemgeometrie in Winkelelemente Bild A.7b: Wärmetransportwiderstände im System Der thermische Gesamtwiderstand eines Winkelelementes lässt sich nach [16] durch einfache Summation der Einzelwiderstände bestimmen, weil diese in Reihe geschaltet sind.
ϕϕϕϕVMλ,Rλ,αGes RRRR ++= Gleichung A.14
Die Parallelschaltung der Wärmedurchgangswiderstände jedes Winkelelementes ergibt nach Bild A.7b den Wärmedurchgangswiderstand RGes für die betrachtete

107
Anordnung. Nach [16] kann der reziproke Gesamtwiderstand aus der Summe der reziproken Einzelwiderstände gebildet werden. Damit gilt nach Umstellung:
∑=
ϕ ϕGes
Ges
R1
1R Gleichung A.15
Die Widerstandsglieder können durch Geometrie- und Stoffwerte ausgedrückt werden. Für den Wärmeübergangswiderstand und die Wärmeleitwiderstände gel-ten nach [16]:
ϕϕ
dLRα1R
Waα ⋅⋅⋅= Gleichung A.16
ϕϕ
dLλRs
1lnR
R
R
Rλ, ⋅⋅
⎟⎠⎞
⎜⎝⎛ +
= Gleichung A.17
( )
ϕ
ϕ
ϕ
dLλsR
s1ln
RVM
R
VM
VMλ, ⋅⋅
⎟⎟⎠
⎞⎜⎜⎝
⎛+
+= Gleichung A.18
Der Ausdruck sVM(ϕ) kann gemäß Bild A.7a durch den Ausdruck
( ) ( ) ( )RVM sRcos
Bs +−=ϕ
ϕ Gleichung A.19
ersetzt werden. Durch Einsetzen und Umstellen der Gleichungen A.13 bis A.19 und Ersetzen der Summierung in Gleichung A.15 durch eine Integration über dϕ ergibt sich für keff der Integralausdruck:
( ) ( )
∫
⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛+⋅
⋅+⎟⎠⎞
⎜⎝⎛ +⋅
⋅=4
π
0
WaRVM
R
R
eff
Rα1
sRcosBln
λ1
Rs1ln
λ1
dH1k
ϕ
ϕ
Gleichung A.20
Die Integration erfolgt nur über den Bereich 0 ≤ ϕ ≤ π/4, weil nur 1/8 der Symmet-rie beobachtet wird. Anhand von Gleichung A.20 kann die obige Erkenntnis, dass mit steigender Wassertemperatur bzw. –geschwindigkeit der effektive Wärme-

108
durchgangskoeffizient eine Sättigung erreicht, verdeutlicht werden. Laut Anhang E steigt der Wärmeübergangskoeffizient von Wasser αWa sowohl mit zunehmender Wassertemperatur als auch mit zunehmender Wassergeschwindigkeit. Dies führt dazu, dass das Glied für den Wärmeübergangswiderstand an Bedeutung verliert und nach Gleichung A.20 nur noch das temperaturunabhängige Glied des Wärme-leitwiderstandes der Vergussmasse einen Einfluss auf keff haben wird. Der Einfluss des Hydraulikrohres kann wegen der vergleichsweise hohen Wärmeleitfähigkeit und der geringen Dicke vernachlässigt werden. Somit erreicht der effektive Wär-medurchgangskoeffizient mit steigendem αWa eine Sättigung. Es gilt:
( ) ( )
∫
⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅
⋅≈∞→
4π
0
R
VM
αeff
sRcosBln
dHλ
k limWa
ϕ
ϕ Gleichung A.21
Die Gleichung A.20 ist am einfachsten numerisch lösbar, indem die Integration durch eine Summation ersetzt wird. Dafür ist das Berechnungsgebiet wie in Bild A.8 dargestellt in N Winkelelemente mit dem Winkel ∆ϕ einzuteilen.
x
y∆ϕ
R
∆ϕ
∆ϕ 2∆
1ϕϕ =
ϕϕϕ ∆2∆
2 +=
ϕϕ ∆21ii ⋅⎟⎠⎞
⎜⎝⎛ −=
N4
π∆ =ϕ
Bild A.8: Vorbereiten des Berechnungsgebietes für die numerische Integration Jedem Winkelelement i ist ein Winkel ϕi zuzuordnen, welcher zentral im Element angeordnet sein soll. Die Berechnungsvorschrift dafür ist ebenfalls dem Bild A.8 zu entnehmen. Die Berechnungsgleichung für den effektiven Wärmedurchgangs-koeffizienten hat dann die folgende Gestalt:

109
( )
∑
⋅+
⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎝
⎛
+⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
⋅⎟⎠⎞
⎜⎝⎛ −
⋅+⎟⎠⎞
⎜⎝⎛ +⋅
⋅⋅==
N
1i
WaR
VM
R
R
eff
Rα1
sRN4π
21icos
Blnλ
1Rs
1lnλ1
N4π
H1k
Gleichung A.22 Um die Gleichung A.22 lösen zu können, muss das Problemgebiet in N Winkel-elemente eingeteilt werden. Die Berechnung des Wärmedurchgangskoeffizienten hat gezeigt, dass bereits bei N = 5 Winkelelementen eine recht gute Annäherung an die mit dem ANSYS-Programm berechneten Werte erreicht wird. Eine feinere Einteilung des Berechnungsgebietes führt zu keiner nennenswerten Veränderung der für keff berechneten Werte. Im Bild A.9 ist die relative Abweichung der mittels Gleichung A.22 berechneten Werte für den effektiven Wärmedurchgangskoeffi-zienten von den mit ANSYS ermittelten Werten dargestellt. Die Berechnungen wurden bei Wassertemperaturen von (15, 40, 60) °C und für Strömungsgeschwin-digkeiten von (0,2 .... 2) m/s durchgeführt.
0
1
2
3
4
5
0,0 0,5 1,0 1,5 2,0 2,5Strömungsgeschwindigkeit in m/s
rela
tive
Abw
eich
ung
in %
15 °C 40 °C 60 °C
x
y
R
Mittelpunkt des Hydraulikrohres
qr&
ϑKnl
ϑW a
x = B
y = H
αW
a
Wassertemperatur:
Hydraulikrohr: 12 x 1 mm
Bild A.9: Relative Abweichung des mit Gleichung A.22 berechneten Wärme-
durchgangskoeffizienten von den mit ANSYS ermittelten Werten Wie aus Bild A.9 hervorgeht, können mit der erläuterten einfachen Methode recht brauchbare Werte für keff ermittelt werden. Die größte relative Abweichung beträgt für den abgebildeten Fall 4,8 %. Bei den Hydraulikrohren (6 x 1) mm und (10 x 1) mm ist die relative Abweichung noch geringer als bei dem in Bild A.9 dargestell-ten Rohr.

110
A.2 Bestimmung von Effektivwerten zur Beschreibung des Wär-metransportes vom Zwischenstempel zur Umgebung
Ähnlich wie im Anhang A.1 lassen sich auch für andere geometrische Anordnun-gen Effektivwerte zur Beschreibung des Wärmeüberganges finden. So können die Wärmeverluste über die im Bild A.10 dargestellte Grundplatte, welche zum unte-ren Teil der Umformmaschine gehört, mit Hilfe eines effektiven Wärmedurch-gangskoeffizienten kZwSt beschrieben werden, ohne dass die Grundplatte im Mo-dell zu berücksichtigen ist.
Bild A.10: Modell mit Grundplatte und natürlichen Randbedingungen; Modell ohne
Grundplatte und mit effektiver Randbedingung Da es sich bei der Grundplatte um ein komplexes dreidimensionales Gebilde han-delt, wird die Berechnung des effektiven Wärmedurchgangskoeffizienten kZwSt mit Hilfe des FEM-Programms ANSYS durchgeführt. Dazu soll das im Bild A.11 dar-gestellte Modell verwendet werden.
Aufspannplatte
Grundplatte
Zwischen-stempel
( ) ( )UZwStZwStZwStZwSt kA ϑϑϑ −⋅⋅
Wärmeströme, die über den Zwischenstempel in die Grundplatte und weiter in die Umgebung abfließen

111
Bild A.11: Modell zur Berechnung des effektiven Wärmedurchgangskoeffizienten An die Seitenflächen und die Oberseite der Grundplatte sind die jeweiligen Rand-bedingungen für freie Konvektion und Wärmeabstrahlung an die Umgebung anzu-tragen. Auf die Fläche AZwSt, durch die der Zwischenstempel scheinbar in die Grundplatte eintaucht, wird eine gleichförmige Temperaturbelastung ϑZwSt aufge-prägt. Im Bild A.12 ist die, für eine Oberflächentemperatur von ϑZwSt = 75 °C be-rechnete Temperaturverteilung in der Grundplatte dargestellt.
Bild A.12: Berechnete Temperaturverteilung in der Grundplatte Der Verlustwärmestrom, welcher durch den Zwischenstempel in die Grundplatte und weiter in die Umgebung abfließt, lässt sich durch die Integration der Wärme-stromdichte in z-Richtung über die Fläche AZwSt ermitteln.
∫ ⋅⋅=ZwSt
GP
A
0 HZwStZwStV, dA
dzdλQ ϑ& Gleichung A.23
Mit dem effektiven Wärmedurchgangskoeffizienten kZwSt, der die thermischen Wi-derstände von Grundplatte und Wärmeübergang an die Umgebung zusammen-fasst, lässt sich dieser Wärmestrom auch ausdrücken durch:
freie Konvektion und Wärmeabstrah-lung an die Umgebung
Temperatur ϑZwSt Stempelfläche AZwSt
Grundplatte
x
y
z Verlustwärmestrom durch Zwischen-stempel
HGP
ZwStV,Q&
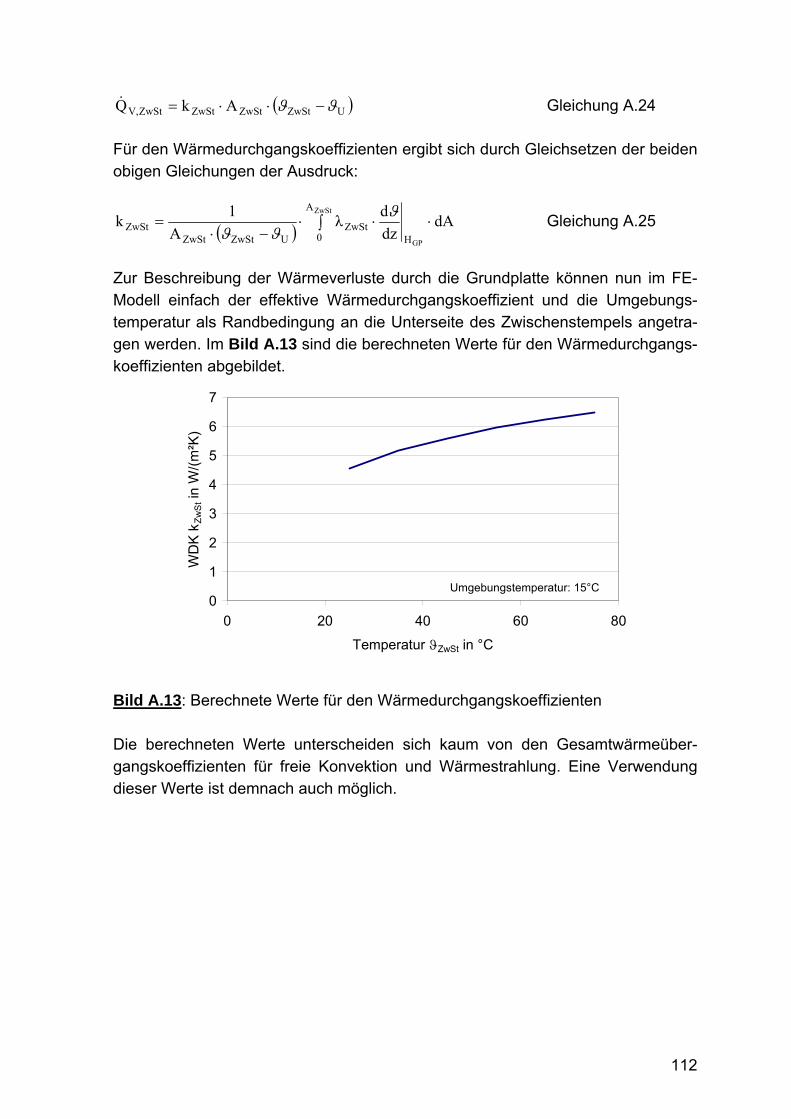
112
( )UZwStZwStZwStZwStV, AkQ ϑϑ −⋅⋅=& Gleichung A.24
Für den Wärmedurchgangskoeffizienten ergibt sich durch Gleichsetzen der beiden obigen Gleichungen der Ausdruck:
( ) ∫ ⋅⋅⋅−⋅
=ZwSt
GP
A
0 HZwSt
UZwStZwStZwSt dA
dzdλ
A1k ϑ
ϑϑ Gleichung A.25
Zur Beschreibung der Wärmeverluste durch die Grundplatte können nun im FE-Modell einfach der effektive Wärmedurchgangskoeffizient und die Umgebungs-temperatur als Randbedingung an die Unterseite des Zwischenstempels angetra-gen werden. Im Bild A.13 sind die berechneten Werte für den Wärmedurchgangs-koeffizienten abgebildet.
0
1
2
3
4
5
6
7
0 20 40 60 80
Temperatur ϑZwSt in °C
WD
K k Z
wS
t in
W/(m
²K)
Umgebungstemperatur: 15°C
Bild A.13: Berechnete Werte für den Wärmedurchgangskoeffizienten Die berechneten Werte unterscheiden sich kaum von den Gesamtwärmeüber-gangskoeffizienten für freie Konvektion und Wärmestrahlung. Eine Verwendung dieser Werte ist demnach auch möglich.

113
B Festigkeitsnachweis für Kanaleinbauten in Umformwerkzeugen Bei dem Vorgang der Blechumformung führt der aus der Niederhalterkraft resultie-rende Anpressdruck in der Kontaktzone zwischen Blech und Werkzeug zu einer Verformung der Werkzeugbaugruppen. Besonders gefährdet sind Bereiche, in denen Kanaleinbauten zu Kühlzwecken angeordnet wurden. In diesen Bereichen tritt eine Materialbelastung durch Schub- und Biegespannungen auf. Untersu-chungen zur Festigkeit und Verformung von Werkzeugbaugruppen sind bereits detailliert im Bereich des Spritzgusswerkzeugbaus durchgeführt worden [8-13]. Das in diesen Literaturstellen beschriebene Modell für Festigkeitsberechnungen an Kanaleinbauten ist im folgenden Bild dargestellt.
Bild B.1: Modell für die Festigkeitsberechnung von Kanaleinbauten An dem dargestellten Modell lässt sich ganz deutlich zeigen, dass durch Biegung um die y-Achse der größte Schaden angerichtet werden kann, weil nur der dünne Steg der Dicke L2 dieser Biegung einen Widerstand entgegensetzt. Die in dem Kanal vorhandenen Einbauten werden als nicht tragend im Sinne der Festigkeits-rechnung behandelt. Deshalb wird für die Betrachtungen das Modell noch weiter reduziert und zwar auf einen beidseitig fest eingespannten Balken, welcher den Steg repräsentiert, und der mit einer Linienlast ktplq ⋅= beaufschlagt ist.
L2
l
pkt
x
yz

114
Bild B.2: Reduziertes Modell für die Festigkeitsberechnung Wie bereits erwähnt, tritt eine Belastung des fest eingespannten Balkens durch Schub- und Biegespannungen auf. Um die jeweilige Höhe der Einflüsse von Schub und Biegung beurteilen zu können, wird zunächst eine getrennte Untersu-chung durchgeführt. Die maximale Durchbiegung eines beidseitig fest eingespann-ten Trägers mit Linienbelastung kann nach [35] mit der folgenden Beziehung be-stimmt werden.
y
4Knl
maxB, IE384sqf⋅⋅
⋅= Gleichung B.1
Mit Iy ist dabei das Flächenträgheitsmoment bezüglich der y-Achse bezeichnet. Dieses lässt sich ausdrücken durch
12LlI
32
y⋅
= Gleichung B.2
und führt nach Einsetzen von Gleichung B.2 in Gleichung B.1 zu dem Ausdruck
32
4Knl
maxB, LlE32sqf⋅⋅⋅
⋅= Gleichung B.3
für die maximale Durchbiegung des Steges unter Linienlast. Die Balkenverfor-mung auf Grund von Schubspannungen muss besonders dann berücksichtigt werden, wenn die Balkenhöhe L2 nicht klein im Vergleich zu dessen Länge sKnl ist. Nach [35] ist eine Bestimmung der Schubverformung mit der Beziehung
( ) ( ) CxMAGαxf BS +⋅⋅
= Gleichung B.4
möglich. Der Faktor α beträgt für Rechteckquerschnitte, also auch für den betrach-teten Balken α = 1,2. Durch die Anwendung der Gesetzmäßigkeiten der Statik auf den beidseitig fest eingespannten Träger können die Schnittlast Mb(x) und die
sKnl
pkt
feste Ein-spannung
ktplq ⋅=
sKnl
L2

115
Konstante C bestimmt werden. Mit diesen hier nicht dargestellten Ergebnissen lässt sich Gleichung B.4 auch folgendermaßen schreiben:
( ) ( )2KnlS xxs
2q
AGαxf −⋅⋅⋅⋅
= Gleichung B.5
Die maximale Schubverformung tritt demnach an der Stelle 2
sx Knl= auf und es
gilt mit 2LlA ⋅= :
2Knl
2maxS, s
8q
LlGαf ⋅⋅⋅⋅
= Gleichung B.6
Eine Gegenüberstellung von Gleichung B.3 und Gleichung B.6 zeigt, welchen Ein-fluss die jeweiligen Anteile auf die Gesamtverformung haben.
( )
2
2
Knl
maxS,
maxB,
Ls
ν19,61
ff
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
+⋅= Gleichung B.7
wobei für α der Wert 1,2 eingesetzt und der G-Modul nach [35] durch E-Modul und Querkontraktionszahl ν ersetzt wurde.
( )ν12EG+⋅
= Gleichung B.8
Im Fall metallischer Werkstoffe gilt für die Querkontraktionszahl ν = 0,3 [DUBBEL C4]. Somit lässt sich Gleichung B.7 weiter vereinfachen zu:
2
2
Knl
maxS,
maxB,
Ls
12,481
ff
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅= Gleichung B.7.1
Für die meisten in temperierten Umformwerkzeugen und thermischen Trennein-richtungen vorkommenden Kanälen unterscheiden sich die Stegdicke L2 und die Kanalbreite sKnl nur geringfügig voneinander, so dass nach Gleichung B.7.1 die Durchbiegung gegenüber der Schubverformung vernachlässigt werden kann. So-mit gilt für die Gesamtverformung der Stege über den Kanälen:
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅⋅
⋅=≈2
2Knlkt
maxS,max LEsp0,39ff
ϑ Gleichung B.9
Dabei wurden alle Größen in Gleichung B.6, welche durch feststehende Zahlen-werte ersetzt werden können, mit diesen Werten belegt und der Schub- durch den Elastizitätsmodul ausgedrückt. Zu beachten ist ferner, dass der Elastizitätsmodul

116
eine temperaturabhängige Größe ist und deshalb in dieser Form in Gleichung B.9 eingeht. Werden mehrere Lagen von Kühlkanälen nebeneinander angeordnet, dann ist darauf zu achten, dass zwischen zwei Kanälen noch genügend Material verbleibt, um die mechanische Festigkeit der Anordnung zu garantieren. Mit dem in Bild B.3 dargestellten Modell lässt sich die erforderliche Restwanddicke e ermitteln.
Bild B.3: Modell zur Ermittlung der erforderlichen Restwanddicke e Die auf den verbleibenden Materialbereich wirkende Kraft F setzt sich aus dem Anteil, der direkt auf diesen Bereich wirkt und dem halben Anteil der auf die Ka-naldeckfläche wirkenden Kraft zusammen. Damit gilt für die Kraft F die Bestim-mungsgleichung:
( )Knlkt seplF +⋅⋅= Gleichung B.10
Die resultierende Flächenpressung im Restmaterial ist dann:
esepσ Knl
ktd+
⋅= Gleichung B.11
Die Dicke des verbleibenden Materials ist dann als ausreichend anzusehen, wenn die tatsächliche Flächenpressung kleiner als die für das Material zulässige Span-nung ist.
zuld σσ ≤ Gleichung B.12
Die zulässige Spannung lässt sich aus der Streckgrenze Re des Materials, welche temperaturabhängig ist, und einem Sicherheitsbeiwert S, der im Anlagenbau stets hinzuzufügen ist, bestimmen.
ktplq ⋅=
sKnl
L2
e
F

117
( )S
Rσ ezul
ϑ= Gleichung B.13
Damit lässt sich die erforderliche Restmaterialdicke berechnen durch den Aus-druck:
kte
Knlkt
pS
)(Rsp
e−
⋅≥
ϑ Gleichung B.14
Um auch aus mechanischer Sicht der praktischen Realisierung einer gewählten Kanalanordnung zuzustimmen, sind die zwei oben erläuterten Nachweise zu füh-ren. Zunächst ist mit der Gleichung B.9 zu zeigen, dass für eine gegebene Kanal-anordnung und Bauteiltemperatur nur geringe Gesamtverformungen zu erwarten sind, die keinen Einfluss auf die Qualität der Ziehteile haben werden. Weiterhin muss der mit Gleichung B.14 berechnete Abstand zwischen zwei Kanälen ausrei-chend groß sein, damit die tatsächliche Flächenpressung kleiner als der für die auftretende Bauteiltemperatur zulässige Wert ist.

118
C Betrachtungen zum Wärmetransport zwischen benachbarten Werkzeugzonen
Zwischen benachbarten aber durch eine Trennplatte getrennten und unterschied-lich temperierten Werkzeugbereichen wird aufgrund des Temperaturunterschiedes Wärme ausgetauscht. Damit in den Zonen die entsprechenden Temperaturen rea-lisiert werden können, muss eine Temperiereinrichtung vorhanden sein. Für die folgenden Betrachtungen wird angenommen, dass die Temperiereinrichtung so angeordnet ist, dass die in die Zonen eingetragene Wärmeenergie gleichmäßig verteilt über das Volumen jeder Zone freigesetzt wird. Demnach handelt es sich um eine im gesamten Volumen konstante Wärmequelldichte. Dieser Sachverhalt ist im Bild C.1 grob skizziert dargestellt.
Bild C.1: Wärmeaustausch zwischen benachbarten Werkzeugzonen Wie aus der Abbildung hervorgeht, sind die jeweiligen Temperaturen den Zonen-schwerpunkten zugeordnet. Von Interesse ist nun der Betrag der zwischen beiden Zonen ausgetauschten Wärmestromdichte. Wird vereinfachend angenommen, dass die Zonen eine homogene Temperaturverteilung besitzen, dann liegen an beiden Seiten der Trennplatte die jeweiligen Zonentemperaturen an (Bild C.2).
ϑH ϑK
K-Hq&
Bild C.2: Temperaturen an der Trennplatte bei Annahme einer homogenen Tem-
peraturverteilung in den Zonen Für diesen Fall lässt sich die übertragene Wärmestromdichte sehr leicht bestim-men, weil außer der Temperaturdifferenz nur noch der thermische Widerstand der Trennplatte in die Berechnung eingeht. Es gilt:
ϑHϑK
λWkzλWkz λTP
LH LK
sTP
HV,q& KV,q&
K-Hq&
xH xK
K-Hq&

119
TPTP
KHK,0H λ
sq ⋅
−=−
ϑϑ& Gleichung C.1
Durch den Index 0 soll gekennzeichnet werden, dass es sich um eine vereinfachte Lösung handelt. Bei genauer Betrachtung muss die treibende Temperaturdifferenz an der Trennplatte jedoch geringer sein, als in Gleichung C.1 angenommen. Des-halb wird die tatsächlich übertragene Wärmestromdichte auch kleiner sein, als die mit der obigen Gleichung berechnete. Zur Bestimmung des genauen Wertes für
KHq −& muss zunächst das sich in jeder Zone einstellende Temperaturfeld ermittelt werden. Die zur Berechnung der Temperaturverteilung gültige Differentialglei-chung lautet in diesem Fall:
( )K H,j 0λq
dxd
Wkz
jV,2j
2∈=+
&ϑ Gleichung C.2
Zur vollständigen Lösung der Gleichung müssen noch die Randbedingungen an-gegeben werden.
( ) jj 0x ϑϑ == Gleichung C.3
0dxd
0xjj
==
ϑ Gleichung C.4
Dabei wird in Gleichung C.4 davon ausgegangen, dass durch den Zonenschwer-punkt eine Symmetrieebene für Wärmeleitung verläuft. Die Lösung dieser Glei-chung unter Beachtung der Randbedingungen lautet dann:
( ) ( )K H,j xλ2
qx j
2j
Wkz
jV,j ∈+⋅
⋅−= ϑϑ
& Gleichung C.5
Die über die Trennplatte übertragene Wärmestromdichte ergibt sich nach Glei-chung C.1, wobei aber die Temperaturen der Zonenschwerpunkte durch die sich tatsächlich an der Trennplatte einstellenden Temperaturen ersetzt werden müs-sen.
⎟⎟⎠
⎞⎜⎜⎝
⎛−+⋅
⋅−⋅
⋅⋅=− KH
2H
Wkz
HV,2K
Wkz
KV,
TP
TPKH L
λ2q
Lλ2
qsλ
q ϑϑ&&
& Gleichung C.6
In dieser Gleichung befinden sich noch die unbekannten Werte für die Wärme-quelldichten. Diese lassen sich aber durch die folgende Vorgehensweise bestim-men.

120
HH LxHWkzKH dx
dλq=
− ⋅−=ϑ
& Gleichung C.7
KK LxKWkzKH dx
dλq=
− ⋅=ϑ
& Gleichung C.8
Aus den Gleichungen C.7 und C.8 lässt sich unter Berücksichtigung von Glei-chung C.6 ein Gleichungssystem mit den beiden Unbekannten HV,q& und KV,q&
formulieren. Die Lösung des Gleichungssystems ergibt die Wärmequelldichten. Für HV,q& lautet der Ausdruck:
( )
HWkz
HK
TP
TP
KHHV,
Lλ2
LLλs
q⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+
+
−=
ϑϑ& Gleichung C.9
Für den Temperaturgradienten an der Stelle xH = LH gilt nach Bilden der 1. Ablei-tung:
HWkz
HV,
LxHL
λq
dxd
HH
⋅−==
&ϑ Gleichung C.10
Der Ausdruck für die Wärmequelldichte nach Gleichung C.9 kann nun in Glei-chung C.10 eingesetzt werden. Die sich daraus ergebende Formulierung ergibt eingesetzt in Gleichung C.7 die Beschreibung für die tatsächlich zwischen den Zonen übertragene Wärmestromdichte.
( )
Wkz
HK
TP
TP
KHK-H
λ2LL
λs
q
⋅+
+
−=
ϑϑ& Gleichung C.11
Im Vergleich mit Gleichung C.1, welche für eine sehr einfache Beschreibung der übertragenen Wärmestromdichte verwendet wurde, wird deutlich, dass im Fall der Wärmeübertragung nicht nur der thermische Widerstand der Trennplatte zu be-rücksichtigen ist, sondern auch der Widerstand eines Teilstückes jeder Zone. Un-ter Berücksichtigung der in Bild C.3 dargestellten geometrischen Verhältnisse soll der Fehler, welcher bei Anwendung von Gleichung C.1 statt Gleichung C.11 ge-macht wird, untersucht werden.

121
Bild C.3: Geometrische Verhältnisse an der untersuchten Anordnung Für den Fehler gilt:
KH
KHK,0H
qqq
F−
−− −=
&
&& Gleichung C.12
Werden die Ausdrücke von Gleichung C.1 und Gleichung C.11 verwendet, ergibt sich nach Umstellung:
⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅= 1
sL
λλ
FTP
Ges
Wkz
TP Gleichung C.13
Für ausgewählte Werte der in Gleichung C.13 verwendeten Verhältnisse ist dieser Fehler im nächsten Diagramm dargestellt.
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50Verhältnis der Längen LGes/sTP
Fehl
er in
%
λTP/λWkz
0,3
0,2
0,1
Bild C.4: Fehler bei Berechnung der Wärmestromdichte nach Gleichung C.1
LH LK
sTP
LGes

122
Bild C.4 zeigt, dass bei Verwendung von Gleichung C.1 zum Teil mit erheblichen Fehlern bei der Berechnung der übertragenen Wärmestromdichte zu rechnen ist. Ein Beispiel soll dies mit Zahlenwerten unterlegen. Gegeben ist eine Anordnung benachbarter Zonen wie sie in Bild 5.6 dargestellt ist. Der Abstand der Schwerpunkte beider Zonen beträgt Lj-(j+1) = 98 mm. Die Trennplatte hat eine Stärke von 5 mm und eine Wärmeleitfähigkeit von 0,3 W/(mK), während das Werkzeugmaterial eine Wärmeleitfähigkeit von ca. 40 W/(mK) besitzt. Nun ist aber weiterhin zu beachten (Bild 5.6), dass die Trennplat-te in das Werkzeugmaterial eingebettet ist. Demnach findet im Bereich der Zonen-grenze der Wärmetransport sowohl durch die Trennplatte als auch durch das Werkzeugmaterial statt. Für den Wärmetransport durch diesen Bereich gilt somit eine effektive Wärmeleitfähigkeit, die sich bei Parallelschaltung von thermischen Widerständen wie folgt bestimmen lässt:
( ) ( ) ( )( )( )1jj
TP,1jj1jjWkzTP,1jjTPeffTP, A
AAλAλλ
+−
+−+−+− −⋅+⋅= Gleichung C.14
Bei den im Bereich der Trennplatte vorliegenden geometrischen Abmessungen lässt sich für λTP,eff eine Wärmeleitfähigkeit von 9,2 W/(mK) berechnen. Mit diesem Wert kann das in Bild C.4 benötigte Verhältnis der Wärmeleitfähigkeiten berech-net werden. Mit
0,23409,2
λλ
Wkz
effTP, == und
19,6598
sL
TP
Ges ==
ergibt sich bei der Berechnung der übertragenen Wärmestromdichte mittels Glei-chung C.1 ein Fehler von ca. 400 %.
Kann in jeder Zone von einer nahezu konstanten Wärmequelldichte ausgegangen werden (dies ist bei einem gut verteilten Temperiersystem durchaus zulässig), dann sollten die zwischen benachbarten Zonen ausgetauschten Wärmeströme nach Gleichung C.11 berechnet werden. Der thermische Widerstand für diese Wärmeübertragung setzt sich dabei zusammen aus dem thermischen Widerstand der Trennplatte sowie dem thermischen Widerstand des um die Trennplattendicke reduzierten halben Abstandes der Zonenschwerpunkte.

123
D Bestimmung von Kontaktwärmeübergangskoeffizienten für die Materialpaarung Stahl – Magnesiumknetlegierung
Um Berechnungen zum Wärmeübergang zwischen zwei in Kontakt befindlichen Körpern durchführen zu können, müssen die Wärmetransporteigenschaften des Kontaktbereiches bekannt sein. Diese Wärmetransporteigenschaften sind im All-gemeinen von einer Vielzahl von Faktoren abhängig. Deshalb werden die Auswir-kungen der verschiedenen Faktoren in einem Kontaktwärmeübergangskoeffizien-ten αkt zusammengefasst, mit dem auf einfache Weise der Wärmetransport zwi-schen zwei Kontaktpartnern P1 und P2 bestimmt werden kann.
( )P2P1ktktges αAQ ϑϑ −⋅⋅=& Gleichung D.1
In vielen Fällen, so auch für die vorliegende Materialpaarung von Stahl und Mag-nesiumknetlegierung, sind derartige Wärmeübergangskoeffizienten jedoch noch nicht dokumentiert, so dass diese erst durch eine geeignete Messmethode be-stimmt werden müssen. Die im Rahmen dieser Arbeit entstandene Versuchsein-richtung wird im Anhang D.2 erläutert, aber zunächst sollen erst einmal prinzipielle Zusammenhänge beim Kontaktwärmeübergang untersucht werden.
D.1 Eine sehr einfache theoretische Beschreibung des Kontaktwär-meüberganges
Für eine theoretische Beschreibung des Wärmetransportes über die Kontaktzone wird zunächst aus der realen Anordnung ein idealisiertes Modell entwickelt (Bild D.1).
Bild D.1: Reale Anordnung Kontaktzone und idealisiertes Modell Demnach gibt es zwei Bereiche, durch welche der Wärmetransport stattfindet. Das ist zum einen der Bereich des Festkörperkontaktes der beiden Partner P1 und P2 (Fläche AP) und andererseits der Bereich, in welchem die Wärme durch das Fluid zwischen den beiden Kontaktpartnern transportiert wird (Fläche AF). Die Tempera-turen im Kontaktbereich sind mit ϑP1 für Partner 1 und ϑP2 für Partner 2 bezeich-
124
net. Dabei ist zu beachten, dass die Temperaturen sich zeitlich verändern können. Vor allem der Kontaktpartner Blech ändert innerhalb kurzer Zeit seine Temperatur von Raum – auf Umformtemperatur, wie auch das Bild 6.3 deutlich macht. Der Gesamtwärmestrom, welcher zwischen den Kontaktpartnern übertragen wird, ist die Summe aus dem Wärmestrom durch den Festkörperkontakt und dem Wärme-strom durch das Fluid. Es gilt also:
PFges QQQ &&& += Gleichung D.2
Weiterhin lässt sich der Wärmestrom durch den Festkörperkontakt mit der Bezie-hung
P2P1λ,
P2P1P R
Q−
−=
ϑϑ& Gleichung D.3
beschreiben, wobei im thermischen Widerstand Rλ,P1-P2 die Stoff- und Geometrie-eigenschaften des Festkörperkontaktes berücksichtigt werden. Der Wärmestrom durch das Fluid setzt sich zusammen aus einem Anteil Wärmeleitung und, falls das Fluid zumindest teilweise strahlungsdurchlässig ist, aus einem Strahlungsan-teil.
( )4P2
4P1FP2P1
Fλ,
P2P1F TTAεσ
RQ −⋅⋅⋅+
−= −
ϑϑ& Gleichung D.4
Der effektive Emissionsgrad beschreibt dabei die Strahlungseigenschaften der Kontaktpartner (Emissionsgrade und Einstrahlverhältnisse) sowie die Strahlungs-transporteigenschaften des Fluid (Transmissionsgrad). Bei einer theoretischen Be-trachtung des Wärmetransportes über die Kontaktzone muss darüber hinaus noch der Knudsen-Effekt beachtet werden. Dieser tritt auf, wenn die Abmessungen der Poren, in welchen sich das Fluid befindet, in der Größenordnung der mittleren freien Weglänge der Fluidmoleküle liegen. In diesem Fall ändert sich der Mecha-nismus der Wärmeleitung, wodurch sich eine andere Berechnungsweise für den thermischen Widerstand Rλ,F des Fluids ergibt. Werden die Gleichungen D.3 und D.4 in Gleichung D.2 eingesetzt und dieser Ausdruck der Gleichung D.1 gegen-übergestellt, dann ergibt sich nach Kürzung für den Kontaktwärmeübergangskoef-fizienten die folgende Berechnungsvorschrift (es gilt: AGes = Akt).
( ) ( )⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅+⋅⋅⋅++⋅= − P2P1
2P2
2P1FP2P1
P2-P1λ,Fλ,Geskt TTTTAεσ
R1
R1
A1α
Gleichung D.5
Zu beachten ist hierbei, dass sich die Temperaturen, wie bereits oben erwähnt, mit der Zeit ändern können. In diesem Fall dürfte der Kontaktwärmeübergangskoeffi-

125
zient auch durch Wärmespeichervorgänge im Kontaktbereich beeinflusst werden, was bisher noch nicht berücksichtigt wurde. Bereits die oben hergeleitete Bestim-mungsgleichung für den stationären Kontaktfall macht deutlich, dass eine rechne-rische Bestimmung des Wärmeübergangskoeffizienten sehr mühselig bzw. un-möglich ist. Aus diesem Grund ist der messtechnischen Bestimmung dieses Wer-tes eindeutig der Vorzug zu geben.
D.2 Bestimmung von Kontaktwärmeübergangskoeffizienten durch Messung
Am Institut für Wärmetechnik und Thermodynamik wurde im Rahmen der Projekt-bearbeitung ein Versuchsstand entwickelt, mit welchem die messtechnische Be-stimmung von Kontaktwärmeübergangskoeffizienten beliebiger Materialpaarungen möglich ist. Geeignete Bauweisen für derartige Testeinrichtungen sind z.B. auch in [23,28] dokumentiert. Die folgende Darstellung gibt den schematischen Aufbau und eine Fotografie des fertigen Versuchsstandes wieder.
Probekörper NH / ZR / Mg-Blech
Düsenheizband
Kraftsensor
Kontaktzone
Probe Niederhalter
Probe Ziehring
Blechprobe
wassergekühlte Platten
Messstreckenaufnehmer mit Heizpatrone
Wärmestrom von Düsenheizband und Heizpatrone an das Blech
Bild D.2: Schematischer Aufbau und Fotografie des Versuchsstandes am IWTT Mit dem dargestellten Versuchsstand sind Messungen von Kontaktwärmeüber-gangskoeffizienten bei stationärer und instationärer Betriebsweise möglich. Je nach Bedarf kann die erforderliche Wärmeleistung sowohl von Düsenheizband und Heizpatrone bereitgestellt werden als auch nur vom Düsenheizband. Die was-

126
sergekühlten Platten sind notwendig, um einerseits den Kraftsensor vor zu hohen Temperaturen zu schützen und um andererseits dafür zu sorgen, dass sich das Gestell des Versuchsstandes nicht verzieht Aus dem Bild D.2 geht hervor, dass keine thermische Abtrennung der Messstre-cke (Probekörper von NH und Ziehring sowie Blech) zur Umgebung erfolgt. Das heißt, dass Wärmeverluste an die Umgebung auftreten, welche bei der Bestim-mung des Kontaktwärmeübergangskoeffizienten mit berücksichtigt werden müs-sen. Dazu muss vor der eigentlichen Messung eine Kalibrierung durchgeführt werden. Die Grundlagen zur Bestimmung des Wärmeübergangskoeffizienten zur Umgebung und des eigentlichen Kontaktwärmeübergangskoeffizienten werden in den nächsten beiden Kapiteln erläutert.
D.2.1 Bestimmung des Wärmeübergangskoeffizienten zur Umgebung durch Kalibrierung
Der beschriebene Versuchsstand kann für diesen Fall mit einem kompakten Kalib-rierkörper bekannter Wärmeleitfähigkeit ausgestattet werden, in welchem vier Thermoelementmessstellen angeordnet sind. Aus den gemessenen Temperatur-werten ist die Bestimmung des Wärmeübergangskoeffizienten zur Umgebung αU möglich. Damit αU sicher bestimmbar ist, müssen sich die vier Temperaturmess-werte voneinander unterscheiden, was dadurch realisiert werden kann, dass nur die obere Beheizung eingeschaltet wird und ein Wärmestrom den gesamten Kalib-rierkörper von oben nach unten durchströmt. Im folgenden Bild sind die unter-schiedlichen Fahrweisen des Versuchsstandes festgehalten.
Bild D.3: Wärmeströme in der Messtrecke und im Kalibrierkörper
Wärmestrom im Kalibrierkörper
Wärmeströme in der Messstrecke
Wärmeverluste an die Umgebung
( )UUUV, αq ϑϑ −⋅=&

127
Die Bestimmung des Wärmeübergangskoeffizienten zur Umgebung wird im statio-nären Betriebszustand durchgeführt. Es wird vereinfacht von einem eindimensio-nalen axial gerichteten Wärmetransport im Kalibrierkörper mit radialen Umge-bungsverlusten ausgegangen. Im Bild D.4 sind die für eine mathematische Be-schreibung notwendigen Abmessungen und Temperaturmessstellen abgebildet.
Bild D.4: Kalibrierkörper – Abmessungen und Lage der Temperaturmessstellen Um die mathematische Beschreibung möglichst einfach zu gestalten, wird oftmals die dimensionslose Schreibweise benutzt, wobei durch entsprechende Vorschrif-ten der geometrische und der Temperaturbereich entsprechend transformiert wer-den. Im vorliegenden Fall lauten die Transformationsvorschriften:
Rξx = Gleichung D.6
für den geometrischen Bereich und
( )U1
UξΘ
ϑϑϑϑ
−−
= Gleichung D.7
für den Temperaturbereich. Damit kann der Wärmetransport im Kalibrierkörper durch die Differentialgleichung
Θ⋅⋅= Bi2dξΘd2
2
Gleichung D.8
mit den Randbedingungen
( ) 1Θ0ξΘ 1 === und 44 Θ
RxξΘ =⎟
⎠⎞
⎜⎝⎛ = Gleichung D.9 / D.10
Kalibrierkörper aus Werkzeugmaterial
x1=0; ϑ1
x x3; ϑ3
x4; ϑ4
x2; ϑ2
R
ϑU αU

128
beschrieben werden. Die in Gleichung D.8 verwendete Bi-Zahl ist wie folgt defi-niert:
λRα
Bi U ⋅= Gleichung D.11
Darüber hinaus sind aus der Temperaturmessung an zwei weiteren Stellen die Temperaturen
22 Θ
RxξΘ =⎟
⎠⎞
⎜⎝⎛ = und 3
3 ΘRx
ξΘ =⎟⎠⎞
⎜⎝⎛ = Gleichung D.12 / D.13
bekannt. Die Lösung der Differentialgleichung unter Beachtung der beiden Rand-bedingungen ergibt den Temperaturverlauf im Kalibrierkörper.
( )
( ) ( )( )⎟⎠⎞
⎜⎝⎛ −
⋅⋅−⎟⎠⎞
⎜⎝⎛ −
⋅⋅−
⋅⋅−⋅⋅−⋅
+⎟⎠⎞
⎜⎝⎛ −
⋅⋅−⎟⎠⎞
⎜⎝⎛ −
⋅⋅−
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−⋅⋅−−⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛ −
−⋅⋅=
RxxBi2exp
RxxBi2exp
ξBi2expξBi2expΘ
Rxx
Bi2expR
xxBi2exp
RxxξBi2exp
RxxξBi2exp
ξΘ
1414
4
1414
1414
Gleichung D.14
Um den Wärmeübergangskoeffizient zur Umgebung αU bzw. die Bi-Zahl zu ermit-teln, muss in Gleichung D.14 die Temperatur an einem gegebenen Ort, z.B. ξ2, eingesetzt werden. Damit ist die einzige unbekannte Größe in dieser Gleichung der Wärmeübergangskoeffizient bzw. die Bi-Zahl. Durch die Darstellung der Sach-verhalte in einem Diagramm lässt sich der Wärmeübergangskoeffizient zur Umge-bung auch grafisch ermitteln. Die oben gezeigte analytische Lösung der Differentialgleichung ist allerdings nur möglich, wenn von einer konstanten Wärmeleitfähigkeit des Materials vom Kalib-rierkörper ausgegangen wird. Dem ist in der Realität natürlich nicht so. Deshalb wird für den betrachteten Temperaturbereich ein mittlerer Wert für die Wärmeleit-fähigkeit angenommen. Der dadurch entstehende Fehler liegt noch im tolerierba-ren Bereich.

129
0,81
0,83
0,85
0,87
0,89
0,91
0,93
0,5 0,55 0,6 0,65 0,7 0,75
dimensionslose Temperatur Θ4
dim
ensi
onsl
ose
Tem
pera
tur Θ
2 WÜK αU in W/(m²K)3,00
9,00
27,00
21,00
15,00
Bild D.5: Diagramm zur grafischen Ermittlung des Wärmeübergangskoeffizienten
zur Umgebung
D.2.2 Bestimmung des Kontaktwärmeübergangskoeffizienten Da es sich bei der Blecherwärmung um einen transienten Vorgang handelt, sind auch die Messungen des Kontaktwärmeübergangskoeffizienten bei instationärer Betriebsweise des Versuchsstandes vorzunehmen. Um eine derartige Betriebs-weise realisieren zu können, besitzt der Versuchsstand ein Schließsystem, durch welches die Messstrecke mit wenigen Handgriffen sehr schnell geöffnet und ge-schlossen werden kann. Dieses System ist außerdem so konstruiert, dass wäh-rend des Schließvorgangs eine beliebige Druckkraft auf die Messstrecke aufge-bracht werden kann. Bereits im Anhang D.1 wurde angedeutet, dass der Kontaktwärmeübergangskoef-fizient eine temperaturabhängige Größe ist (Gleichung D.5), wobei eine Abhängig-keit von der Temperatur beider Kontaktpartner besteht. Um diesen Wert für eine gegebene Werkzeugtemperatur ϑWkz (Temperatur der Probekörper von NH und ZR) und eine gegebene Flächenpressung pkt bestimmen zu können, wird deshalb zur Messung die folgende Vorgehensweise vorgeschlagen.
- Ermittlung von αU durch Kalibrierung - Einsetzen der Messstreckenkörper (ohne Blechprobe) - Aufheizen der Messstrecke auf die gewünschte Werkzeugtemperatur (zur
genauen Einstellung der Temperatur sind in der Umgebung der Kontaktzo-ne Regelthermoelemente angeordnet, welche die Heizpatrone und das Dü-senheizband regeln.)

130
- Liegt die gewünschte Temperatur vor, dann wird die Messstrecke geöffnet, die mit einem Thermoelement versehene Blechprobe eingelegt und dann wieder geschlossen.
- Die der vorgegebenen Flächenpressung entsprechende Druckkraft F wird aufgeprägt und die Messung der Blechtemperatur gestartet.
In der folgenden Abbildung ist die Vorgehensweise ohne Kalibrierung noch einmal schematisch dargestellt.
Bild D.6: Vorgehensweise bei der Bestimmung des Kontaktwärmeübergangskoef-
fizienten Damit die Blechtemperatur über der Zeit gemessen werden kann, ist die Blech-probe entsprechend vorzubereiten. D.h. in das Blech wird eine radiale Bohrung eingebracht, die der Aufnahme eines Thermoelementes dient. In der nächsten Abbildung ist diese Bohrung zusammen mit den an der Blechprobe auftretenden Wärmeströmen dargestellt. Diese Wärmeströme können durch die gegebenen Temperaturen und durch die Geometrie ausgedrückt werden. Es gilt:
( ) ( )BlechWkz2BlechBlechWkzktZu Rπ,αQ ϑϑϑϑ −⋅⋅⋅=& Gleichung D.15
( )UBlechBlechBlechUUV, sRπ2αQ ϑϑ −⋅⋅⋅⋅⋅=& Gleichung D.16
dtd
cρsRπQ BlechBlechBlechBlech
2BlechSp
ϑ⋅⋅⋅⋅⋅=& Gleichung D.17
Messstrecke öffnen Blechprobe einlegen
Messstrecke schließen Druckkraft F aufbringen Temperaturmessung starten
ϑU αU
ϑWkz
ϑWkz
ϑBlech(t)
gewünschte Temperatur ϑWkz liegt vor
Blechprobe mit ϑU
ϑWkz
F

131
Bild D.7: Anordnung des Thermoelementes zur Bestimmung der Blechtemperatur Durch die Bilanzierung der bezeichneten Wärmeströme ergibt sich eine Differenti-algleichung, welche den Vorgang der Blecherwärmung beschreibt.
( ) ( )UBlechBlechBlechBlech
UBlechWkz
BlechBlechBlech
ktBlech
cρRα2
-cρs
α2dt
dϑϑϑϑ
ϑ−⋅
⋅⋅⋅
−⋅⋅⋅
⋅=
Gleichung D. 18
Zur Lösung dieser Gleichung ist die Vorgabe einer Anfangsbedingung erforderlich.
( ) Blech,0Blech 0t ϑϑ == Gleichung D.19
Üblicherweise entspricht die Temperatur ϑBlech,0 der Umgebungstemperatur, weil das Blech diese Temperatur besitzt, wenn es in die Messstrecke eingelegt wird. Falls jedoch die Temperaturaufzeichnung verspätet gestartet wurde, dann ent-spricht ϑBlech,0 dem ersten aufgezeichneten Temperaturwert für das Blech. Die Zeit, zu der jener Temperaturwert gemessen wurde, ist dann t = 0. Die Bestimmung des Kontaktwärmeübergangskoeffizienten αkt soll nun mit Hilfe der Gleichung D.18 erfolgen. Da nach Anhang D.1 der Kontaktwärmeübergang von der Temperatur abhängt, ist eine Lösung dieser Gleichung im Allgemeinen nur numerisch möglich. Dazu wird mit Hilfe des aufsteigenden Differenzenverfahrens [36] die Gleichung D.18 diskretisiert. Damit gilt:
( ) ( ) ( ) ( ) 1-kBlech
1kk1-k
Blech1-k
BlechBlech
U1-k
BlechU1-kBlechWkz1-k
Blech1-k
BlechBlech
1-kBlechWkz,ktk
Blech ttcρR
α2cρs
α2ϑ
ϑϑϑϑ
ϑϑϑ +−⋅⎟
⎟⎠
⎞⎜⎜⎝
⎛
⋅⋅−⋅⋅
−−⋅⋅
⋅= −
Gleichung D.20
Thermoelement ϑBlech(t)
Bohrung
ZuQ&
ZuQ&
UV,Q&SpQ&
sBlech
RBlech

132
Dabei gelten weiterhin die folgenden Vereinbarungen:
( ) Blech,0Blech0Blech 0t ϑϑϑ === Gleichung D.21
( )1kBlech
1kBlech tt −− == ϑϑ Gleichung D.22
( )1kBlechBlech
1kBlech cc −− = ϑ Gleichung D.23
( )1kBlechBlech
1kBlech ρρ −− = ϑ Gleichung D.24
Der Kontaktwärmeübergangskoeffizient wird im Weiteren durch eine geeignete Ansatzfunktion ausgedrückt. Bewährt hat sich dabei der Ansatz:
( ) ( ) ( )BlechBlech3Wkz4
2Wkz3Wkz21BlechWkzkt BexpAAAA,α ϑϑϑϑϑϑϑ ⋅⋅⋅⋅+⋅+⋅+=
Gleichung D.25 Durch ein Optimierungsverfahren sind die Koeffizienten A1 bis A4 und B so zu bestimmen, dass der quadratischen Abweichung von gemessenem und nach Gleichung D.20 berechnetem Temperaturverlauf ein Minimum erteilt wird.
( ) ( )( ) min tB,AFN
1j
2jBlechm
jBlech →∑ −=
=ϑϑ Gleichung D.26
Die Minimierungsaufgabe wird durch Nullsetzen der partiellen Ableitungen von F nach den Koeffizienten Am und B gelöst.
0BF 0
AF
m=
∂∂
=∂∂ Gleichung D.27 / D.28
In Gleichung D.26 können dabei nur jene numerisch berechneten Temperaturen kBlechϑ Verwendung finden, die für solche Zeitpunkte berechnet wurden, zu denen
auch Messwerte existieren. Es muss also jk tt = gelten, damit die Temperatur kBlechϑ verwendbar ist. Nun stellt sich die Frage, warum mit Gleichung D.26 nicht
ausschließlich Temperaturen zu Zeitpunkten entsprechend der Messung berech-net werden. Die Ursache ist im Charakter des aufsteigenden Differenzenverfah-rens zu suchen. Bei dessen Verwendung muss die Zeitschrittweite begrenzt wer-den, damit das Verfahren stabil ist. Es gilt:
⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅
⋅+≤
−
−−−
Blech
U
Blech
1kBlechWkzkt
1kBlech
1kBlech1kk
Rα
s),(α
2
cρ tt
ϑϑ Gleichung D.29

133
Wurden z.B. die Messwerte im Intervall von 1 s bestimmt und ergibt sich auf Grund der Stabilitätsbedingung, dass die Zeitschrittweite bei der numerischen Be-rechnung nicht größer als 0,1 s sein darf, dann kann in Gleichung D.26 nur jeder zehnte Temperaturwert verwendet werden.

134
E Verwendete Stoffwerte E.1 Materialwerte Im Bild E.1 sind die unterschiedlichen Werkstoffe, welche zum Bau der Umform-maschine und des beheizten Werkzeuges verwendet wurden, in verschiedenen Farben dargestellt und bezeichnet.
Bild E.1: Verwendete Werkstoffe zum Bau von Maschine und Werkzeug Die Stoffwerte für die dargestellten Materialien wurden größtenteils aus der Litera-tur entnommen. Eine sehr genaue Dokumentation von sowohl thermischen als auch strukturmechanischen Kennwerten findet sich für alle verbauten Stahlsorten in den Stahl-Eisen-Werkstoffblättern [37]. Eine ähnlich gute Darstellung für die Stoffwerte von Magnesium und seinen Legierungen enthält das von der ASM he-rausgegebene Handbuch [38]. Die Stoffwerte der Wärmedämmplatten aus dem Material GLP, welche im Werkzeug (Abgrenzung der Zonen) und in der thermi-schen Trenneinrichtung Anwendung fanden, wurden von der Herstellerfirma bezo-gen [39]. Für die Vergussmasse, mit welcher z.B. die Kühlrohre im Kanalgrund-querschnitt fixiert werden, waren keine Stoffwerte zu bekommen. Am Institut für Wärmetechnik und Thermodynamik der TU Freiberg bestand jedoch die Möglich-keit, diese Werte bestimmen zu lassen. Für die durchgeführten Berechnungen war nur die Kenntnis der Wärmeleitfähigkeit erforderlich. Für diese konnte ein Wert von λVM = 1,59 W/(mK) ermittelt werden.
Stahl St 42
Stahl 40 CrMnMoS 8-6
GLP
Stahl C 45 W
Magnesiumknetlegierung AZ31
Vergussmasse

135
E.2 Werte für Randbedingungen Zur Durchführung von thermodynamischen Berechnungen ist nicht nur die Kennt-nis der Stoffwerte von Bedeutung. Zusätzlich müssen noch sämtliche am System auftretenden Randbedingungen vorgegeben werden. In den meisten Fällen, so auch hier, handelt es sich um konvektive Randbedingungen, die durch einen Wärmeübergangskoeffizienten beschrieben werden. Im Bild E.2 sind diese be-zeichnet.
Bild E.2: thermische Randbedingungen am System Die Wärmeübergangskoeffizienten sind von einer Vielzahl von Einflussgrößen ab-hängig. So spielen die Temperatur der Oberfläche, deren Ausrichtung und Größe sowie die Strömungsgeschwindigkeit des Fluids, an das Wärme abgegeben wird, eine Rolle. Deshalb ist es auch nicht möglich, allgemeingültige Wärmeübergangs-koeffizienten einfach aus einer Tabelle zu übernehmen. Deshalb müssen diese Werte mit entsprechenden Vorschriften, welche die obigen Einflussgrößen be-rücksichtigen, erst berechnet werden. In einer Vielzahl von Literaturstellen sind derartige Berechnungsvorschriften dokumentiert. Für die hier bezeichneten Wär-meübergangskoeffizienten wurden die Angaben in den Literaturstellen [13] und [16] verwendet.
Thermische Randbedingungen:
Freie Konvektion und Austausch von Wärmestrahlung mit der Umgebung
Gesamt-WÜK αsenkr
Gesamt-WÜK αwaag,ob
Gesamt-WÜK αwaag,unt
Erzwungene Konvektion
WÜK von Wasser αWasser