eidesstattliche erklärung dennis hindenburg · pdf filedass ich meine master thesis...
TRANSCRIPT
Eidesstattliche Erklärung
Ich, Dennis Hindenburg, geboren am 12.10.1989, in Eberswalde, erkläre,
1. dass ich meine Master Thesis selbständig verfasst, andere als die angegebenen Quellen und
Hilfsmittel nicht benutzt und mich auch sonst keiner unerlaubten Hilfen bedient habe,
2. dass ich meine Master Thesis bisher weder im In- noch im Ausland in irgendeiner Form als
Prüfungsarbeit vorgelegt habe,
3. dass ich, falls die Arbeit meine/n ArbeitgeberIn oder eine/n andere/n externe/n
KooperationspartnerIn betrifft, diese/n über Titel, Form und Inhalt der Master Thesis
unterrichtet und sein/ihr Einverständnis eingeholt habe, erhobene Daten und Informationen in
die schriftliche Arbeit einfließen zu lassen.
Eberswalde, 27. Juni 2014

Produktionsoptimierung unter Anwendung
der Wertstromanalyse im Falle einer
Windenergieanlagenproduktion
Master Thesis zur Erlangung des akademischen Grades
Master of Business Administration (MBA) im Universitätslehrgang
MBA General Management Competences
der Donau-Universität Krems
Department für Wirtschafts- und Managementwissenschaften
Danube Business School
eingereicht von
Dennis Hindenburg
Erstbegutachter: Jesko Hoffmann, MBA
Zweitbegutachterin: Helga Wannerer, MA
Eberswalde, 27. Juni 2014

I
Abstract (Deutsch) Die Master Thesis untersucht, wie sich das Konzept des Lean Managements von der Automobil-
industrie auf die Windenergiebranche übertragen lässt. Im Speziellen wird untersucht, wie das
Instrument des Lean Managements, die Wertstromanalyse, auf Windenergieanlagenproduktionen
angewendet werden kann. Der Forschungsbedarf wird durch die wesentlichen Unterschiede zwi-
schen der Automobil- und der Windenergiebranche begründet.
Zur Beantwortung der Forschungsfrage wird eine Fallstudie durchgeführt, die einen Weg auf-
zeigt, wie Windenergieanlagenproduktionen mittels der Wertstromanalyse optimiert werden
können. Um die ermittelten Optimierungsmaßnahmen auch beurteilen zu können, werden diese
im Anschluss mit Hilfe einer dynamischen Investitionsrechnung monetär bewertet.
Die Anwendung der Fallstudie lässt nicht nur Rückschlüsse auf andere Windenergieanlagenpro-
duktionen zu. Es lassen sich auch Rückschlüsse auf jegliche Produktionen ziehen, bei denen eine
Standplatzmontage anzutreffen ist.
Stichworte:
Lean – Wertstrom – Windenergie – Produktion – Standplatzmontage

II
Abstract (Englisch) The master’s thesis examines how the lean management concept from the automotive industry
can be transferred to the wind energy industry. In particular it is investigated how the instrument
of the lean management concept, the value stream analysis, can be applied to wind turbine pro-
ductions. The actual need for research is justified by the significant differences between the au-
tomotive industry and the wind energy industry.
To answer the research question, a case study is conducted, which shows up a way, how wind
energy turbine productions can be optimized by means of the value stream analysis. To access
the identified optimization measures, subsequently they are valued in monetary terms with the
use of a dynamic investment calculation.
The application of the case study does not only allow drawing conclusions about other wind en-
ergy productions, but also about any productions, in which a fixed station assembly is to be
found.
Keywords:
lean – value stream – wind energy – production – fixed station assembly

III
Vorwort Diese Master Thesis stellt den Abschluss meines MBA-Studiums an der Donau-Universität
Krems dar. Die Donau-Universität Krems ermöglichte mir in Kooperation mit der Blue Danube
Business School ein berufsbegleitendes MBA-Studium, das sich sogar mit meiner stark interna-
tional ausgerichteten Berufstätigkeit vereinbaren ließ. Das Studium verschaffte mir wertvolle
betriebswirtschaftliche Kompetenzen und bereitete mich auf zukünftige Herausforderungen vor.
Ich möchte mich deshalb bei dem Kollegium der Donau-Universität Krems und der Blue Danube
Business School bedanken, das mir ein zeit- und ortsungebundenes MBA-Studium ermöglichte.
Durch die Verfassung der Master Thesis wurde es mir ermöglicht, wertvolle Erfahrungen im
Bereich des Lean Managements zu sammeln. Explizit handelte es sich hierbei um die Anwen-
dung der Wertstromanalyse. Ich möchte mich hiermit herzlich bei Herrn Jesko Hoffmann, mei-
nem Erstbetreuer und Vice President Production der Senvion SE, bedanken, der mir dies ermög-
lichte. Herr Hoffmann hatte sich bereit erklärt, die Betreuung meiner Thesis zu übernehmen und
stand mir während der gesamten Zeit stets mit seinem umfangreichen Fachwissen zur Seite.
Herr Dr. Klaus Friedrich Köncke, Senior Vice President Global Nacelles der Senvion SE, befür-
wortete mein Forschungsvorhaben und ermöglichte mir die Durchführung einer Fallstudie im
Unternehmen Senvion SE.
Des Weiteren möchte ich mich bei meiner Zweitbetreuerin, Frau Helga Wannerer bedanken, die
sich bereit erklärte, die formale Betreuung meiner Thesis zu übernehmen.
Ein Dank richtet sich an dieser Stelle auch an meinen langjährigen Freund Marc Büttner, der mir
stets hilfsbereit zur Seite stand und wertvolle Ratschläge gab, obwohl er mit der Verfassung sei-
ner eigenen Diplomarbeit beschäftigt war.
Nicht auch zuletzt, hat mir meine Familie ein konsequentes Zeitmanagement während der Ver-
fassung der Thesis ermöglicht. Deshalb danke ich hiermit auch meiner Familie für die zeitliche
Unterstützung.

IV
Inhaltsverzeichnis
Abstract (Deutsch) ............................................................................................................................ I Abstract (Englisch) ......................................................................................................................... II Vorwort ......................................................................................................................................... III Inhaltsverzeichnis .......................................................................................................................... IV Abbildungsverzeichnis ................................................................................................................ VII Tabellenverzeichnis ....................................................................................................................... IX Abkürzungsverzeichnis .................................................................................................................. X Glossar ......................................................................................................................................... XII Executive Summary ................................................................................................................... XVI 1 Einleitung ................................................................................................................................ 1
1.1 Die Windenergie ............................................................................................................. 1
1.2 Die Windenergieanlage ................................................................................................... 2
1.3 Windenergieanlagenproduktionen .................................................................................. 3
1.4 Senvion SE ...................................................................................................................... 4
2 Problemstellung ....................................................................................................................... 6 2.1 Problemstellung für Windenergieanlagenproduktionen .................................................. 6
2.2 Problemstellung für die Senvion SE ............................................................................... 7
3 Analyse der Ausgangssituation ............................................................................................... 8 4 Strukturierung des Problems ................................................................................................. 11 5 Zielformulierung ................................................................................................................... 13 6 Methoden ............................................................................................................................... 14
6.1 Die Wertstromanalyse ................................................................................................... 14
6.1.1 Definition .................................................................................................................. 14
6.1.2 Erläuterung der Wertstromanalyse ............................................................................ 14
6.1.3 Ziel der Wertstromanalyse ........................................................................................ 15
6.1.4 Wertstrom-Mapping .................................................................................................. 15
6.2 Die dynamische Investitionsrechnung .......................................................................... 20
7 Aufnahme des Ist-Zustandes ................................................................................................. 22 7.1 Abgrenzung des zu untersuchenden Bereiches ............................................................. 22
7.2 Definition: Produktionskapazität ................................................................................... 22
7.3 Montageablauf im zu betrachtenden Werk ................................................................... 23
7.3.1 Montageablauf: Gondel ............................................................................................. 23
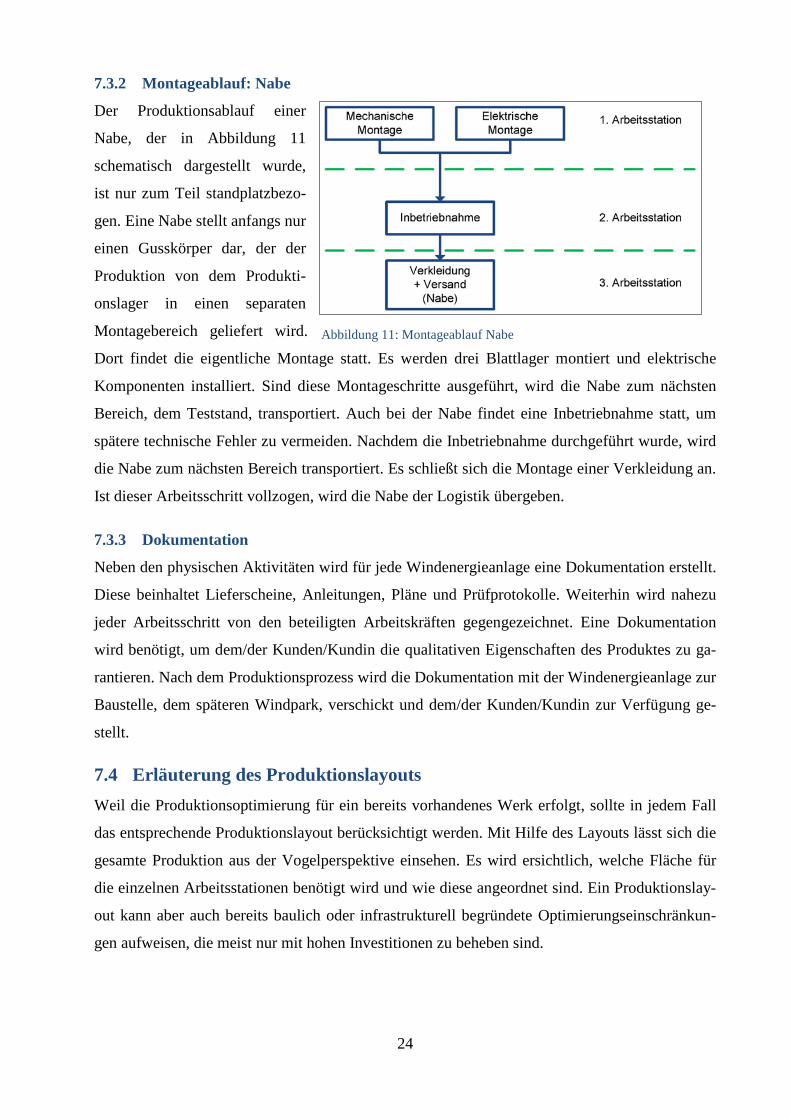
7.3.2 Montageablauf: Nabe ................................................................................................ 24
7.3.3 Dokumentation .......................................................................................................... 24
7.4 Erläuterung des Produktionslayouts .............................................................................. 24
7.5 Das Ist-Wertstromdiagramm ......................................................................................... 27
7.5.1 Definition des/der Kunden/Kundin ........................................................................... 28
7.5.2 Determination der Prozesse ....................................................................................... 28
7.5.2.1 Determination der Prozesse für die Gondelproduktion ..................................... 28

V
7.5.2.2 Determination der Prozesse für die Nabenproduktion ...................................... 31
7.5.3 Auswahl der Prozessparameter ................................................................................. 32
7.5.4 Erfassung und Berechnung der Prozessparameterdaten ............................................ 32
7.5.5 Definition des/der Lieferanten/Lieferantin ................................................................ 38
7.5.6 Steuerung und Informationsfluss .............................................................................. 38
7.5.7 Kennzahlen und Zeiten .............................................................................................. 39
7.5.8 Ist-Wertstromdiagramme: Produktionsstandort Trampe ........................................... 40
7.5.9 Auswertung der Ist-Wertstromdiagramme ................................................................ 44
7.5.9.1 Auswertung: Ist-Wertstromdiagramm für die Gondelproduktion ..................... 44
7.5.9.2 Auswertung: Ist-Wertstromdiagramm für die Nabenproduktion ...................... 47
7.6 Der Produktionsengpass ................................................................................................ 49
8 Definition des Soll-Zustandes ............................................................................................... 51 8.1 Die Generierung der Vision .......................................................................................... 51
8.1.1 Die Vision für die Gondelproduktion ........................................................................ 52
8.1.1.1 Rhythmus und Fluss für die Gondelproduktion ................................................ 52
8.1.1.2 Steuerung und Sequenz für die Gondelproduktion ........................................... 54
8.1.1.3 Prozesse und Hilfsmittel für die Gondelproduktion .......................................... 55
8.1.1.4 Wertstromdiagramm: Vision Gondelproduktion .............................................. 56
8.1.2 Die Vision für die Nabenproduktion ......................................................................... 58
8.1.2.1 Rhythmus und Fluss für die Nabenproduktion ................................................. 58
8.1.2.2 Steuerung und Sequenz für die Nabenproduktion ............................................. 58
8.1.2.3 Prozesse und Hilfsmittel für die Nabenproduktion ........................................... 58
8.1.2.4 Wertstromdiagramm: Vision Nabenproduktion ................................................ 59
8.2 Generierung des Soll-Zustandes .................................................................................... 61
8.2.1 Soll-Zustand für die Gondelproduktion .................................................................... 61
8.2.1.1 Rhythmus und Fluss für die Gondelproduktion ................................................ 61
8.2.1.2 Gedankenexperimente zum Taktabstimmungsdiagramm für standplatzbezogene Fertigungsprozesse ...................................................... 65
8.2.1.3 Steuerung und Sequenz für die Gondelproduktion ........................................... 69
8.2.1.4 Prozesse und Hilfsmittel für die Gondelproduktion .......................................... 69
8.2.1.5 Maschinenverfügbarkeit .................................................................................... 72
8.2.1.6 Flexibilität ......................................................................................................... 73
8.2.1.7 Wertstromdiagramm: Soll-Zustand Gondelproduktion .................................... 73
8.2.2 Soll-Zustand für die Nabenproduktion ...................................................................... 75
8.2.2.1 Rhythmus und Fluss für die Nabenproduktion ................................................. 75
8.2.2.2 Steuerung und Sequenz für die Nabenproduktion ............................................. 76
8.2.2.3 Prozesse und Hilfsmittel für die Nabenproduktion ........................................... 76
8.2.2.4 Flexibilität ......................................................................................................... 77
8.2.2.5 Wertstromdiagramm: Soll-Zustand Nabenproduktion ...................................... 77
VI
9 Vergleich der Soll- und Ist-Wertstromdiagramme ................................................................ 79 9.1 Vergleich des Soll- und Ist-Wertstromdiagramms für die Gondelproduktion .............. 81
9.2 Vergleich des Soll- und Ist-Wertstromdiagramms für die Nabenproduktion ............... 83
10 Maßnahmen ........................................................................................................................... 85 10.1 Ableitung von Maßnahmen ........................................................................................... 85
10.2 Das Soll-Produktionslayout ........................................................................................... 90
10.3 Priorisierung der Maßnahmen ....................................................................................... 92
11 Bewertung des Optimierungsvorhabens ................................................................................ 93 12 Ergebnis ................................................................................................................................. 97 13 Zusammenfassung ................................................................................................................. 98 Literaturverzeichnis ..................................................................................................................... 100 Anhang A – Produktionslayout Senvion SE Trampe ...................................................................... 1 Anhang B – Erhobene Prozessparameterdaten ............................................................................... 2 Anhang C – Daten des ERP-Systems der Senvion SE .................................................................... 3 Anhang D – Datenbasis für die Investitionsrechnung ..................................................................... 4

VII
Abbildungsverzeichnis Abbildung 1: Weltweite installierte Leistungskapazität ............................................................... 1
Abbildung 2: Zukünftiger Energieeinsatz ..................................................................................... 2
Abbildung 3: Windenergieanlage 3.XM ....................................................................................... 2
Abbildung 4: Nachfrage 3.XM für das Werk Trampe .................................................................. 7
Abbildung 5: Ziele, Instrumente und Ergebnisse von Lean Management und Six Sigma ........... 8
Abbildung 6: Strategische Ziele unterschiedlicher Optimierungskonzepte .................................. 9
Abbildung 7: Beispiel eines Wertstrom-Mappings ..................................................................... 16
Abbildung 8: Arbeitskräftesymbol .............................................................................................. 17
Abbildung 9: Materialflusspfeile................................................................................................. 19
Abbildung 10: Montageablauf Gondel .......................................................................................... 23
Abbildung 11: Montageablauf Nabe ............................................................................................. 24
Abbildung 12: Produktionslayout Trampe .................................................................................... 26
Abbildung 13: Ist-Wertstromdiagramm Gondelproduktion .......................................................... 41
Abbildung 14: Ist-Wertstromdiagramm Nabenproduktion ........................................................... 42
Abbildung 15: Taktabstimmungsdiagramm Produktion 3.XM ..................................................... 49
Abbildung 16: Gedankenexperiment Prozessanzahl ..................................................................... 53
Abbildung 17: Taktabstimmungsdiagramm Vision Gondelproduktion ........................................ 56
Abbildung 18: Vision-Wertstromdiagramm Gondelproduktion ................................................... 57
Abbildung 19: Vision-Wertstromdiagramm Nabenproduktion .................................................... 60
Abbildung 20: Soll-Stückzahl 3.XM 2013 .................................................................................... 61
Abbildung 21: Soll-Stückzahl 3.XM 2018 .................................................................................... 62
Abbildung 22: 1. Taktabstimmungsdiagramm Hauptprozesse Gondel ........................................ 64
Abbildung 23: 1. Gedankenexperiment zum Taktabstimmungsdiagramm ................................... 65
Abbildung 24: 2. Gedankenexperiment zum Taktabstimmungsdiagramm ................................... 66
Abbildung 25: 3. Gedankenexperiment zum Taktabstimmungsdiagramm ................................... 66
Abbildung 26: 4. Gedankenexperiment zum Taktabstimmungsdiagramm ................................... 67
Abbildung 27: 2. Taktabstimmungsdiagramm Hauptmontageprozesse Gondel ........................... 70
Abbildung 28: 3. Taktabstimmungsdiagramm Hauptmontageprozesse Gondel ........................... 71
Abbildung 29: Soll-Taktabstimmungsdiagramm .......................................................................... 72
Abbildung 30: Soll-Wertstromdiagramm Gondelproduktion ....................................................... 74
Abbildung 31: Ist-Taktabstimmungsdiagramm Nabenproduktion ............................................... 75
Abbildung 32: Soll-Taktabstimmungsdiagramm Nabenproduktion ............................................. 76

VIII
Abbildung 33: Soll-Wertstromdiagramm Nabenproduktion ......................................................... 78
Abbildung 34: Soll-Produktionslayout Trampe ............................................................................ 91
Abbildung 35: Aufwand-Nutzen-Matrix ....................................................................................... 92

IX
Tabellenverzeichnis Tabelle 1: Prozessparameter ........................................................................................................ 18
Tabelle 2: Prozessparameter für das Produktionswerk Trampe .................................................. 32
Tabelle 3: Erhobene Daten für die Gondelproduktion ................................................................ 34
Tabelle 4: Erhobene Daten für die Nabenproduktion ................................................................. 34
Tabelle 5: Durchschnittlicher Durchsatz des Werkes ................................................................. 34
Tabelle 6: Bewertung der Maschinenverfügbarkeit .................................................................... 36
Tabelle 7: Prozessparameterdaten Gondelproduktion ................................................................. 37
Tabelle 8: Prozessparameterdaten Nabenproduktion .................................................................. 37
Tabelle 9: Kenzahlen und Zeiten................................................................................................. 39
Tabelle 10: Kaizenblitze der Ist-Wertstromdiagramme ................................................................ 43
Tabelle 11: Vergleich der Soll- und Ist-Wertstromdiagramme ..................................................... 80
Tabelle 12: Investitionsrechnung .................................................................................................. 94
Tabelle 13: Arbeitsstunden Ist-Zustand ........................................................................................ 95
Tabelle 14: Arbeitsstunden Soll-Zustand ...................................................................................... 95
Tabelle 15: Fertigungslohn im Soll-Zustand ................................................................................. 96

X
Abkürzungsverzeichnis % Prozent
= ist gleich
≙ entspricht
> größer als
< kleiner als
€ Euro
a Jahr
AK Anzahl der benötigten Kräne
AM Benötigte Montagefläche
AR Ausschussrate
BZ Bearbeitungszeit
bzw. beziehungsweise
ca. circa
d Tage
DZ Durchlaufzeit
DZS Soll-Durchlaufzeit
DZV visionäre Durchlaufzeit
EJ Exajoule
ERP Enterprise-Resource-Planning
FAUF Fertigungsauftrag
FIFO first in first out
ggf. gegebenenfalls
h Stunden
KNZ Krannutzungszeit
KW Kundenwunsch/Kundinnenwunsch
KWZ Kranwartezeit
L Last
min Minuten
Mio. Million
MP Anzahl der Montageplätze
Mrd. Milliarden
MV Maschinenverfügbarkeit
MW Megawatt

XI
NAR Nachbearbeitungsrate
NWSZ nicht wertschöpfende Zeit
PSP Projektstrukturplan
RZ Rüstzeit
S. Seite
SE Societas Europaea
t Zeit
VA verfügbare Arbeitszeit
VAW verfügbare Wochenarbeitszeit
vgl. vergleiche
WEC wind energy converter
WSZ Wertschöpfungszeit
WZ Wartezeit
z. B. zum Beispiel
ZE Zeiteinheit
ZZ Zykluszeit
ZZV visionäre Zykluszeit

XII
Glossar Ausstoß – Der Ausstoß ist die Ausbringungsmenge eines Betriebes während eines Zeitintervalls1
Azimut – Steht für die Ausrichtung einer Windenergieanlage in Bezug auf die Himmelsrich-
tung.2
Azimut-Motor – Sind elektrische Motoren, die sich in einer Windenergieanlage befinden. Sie
realisieren die Windnachführung der Gondel.
Azimut-System – Dies ist die Gesamtheit der Komponenten, die zur Windnachführung einer
Windenergieanlage benötigt werden.
Bearbeitungszeit – Die Bearbeitungszeit gibt an, wie viel Zeit ein Teil vom Prozessstart bis zum
Prozessende benötigt.3
Blattlager – Diese mechanische Komponente einer Windenergieanlage ermöglicht das axiale
Drehen eines Rotorblattes.
Break-Even-Point – Ist die Gewinnschwelle, bei der sich die Umsatzerlöse mit den Gesamtkos-
ten einer Periode decken.4
Durchlaufzeit – Die Durchlaufzeit gibt die Zeit an, die ein Produkt vom Produktionsanfang bis
zum Produktionsende benötigt.
Elastomerlager – Es handelt sich hierbei um ein Gummilager, mit dem das Getriebe einer
Windenergieanlage auf dem Maschinenträger gelagert ist
ERP-System – Ein Enterprise-Resource-Planning-System ist eine Datenbank, die den Ablauf
von betriebswirtschaftlichen Vorgängen in Unternehmen unterstützt.5
FIFO-Prinzip – Das FIFO-Prinzip ist ein Verfahren der Materialwirtschaft, bei dem das zuerst
eingelagerte Material als erstes weiterverwendet wird.
Fügen – Dies ist ein technischer Prozess, bei dem zwei Komponenten miteinander verbunden
werden.
1 Vgl. Springer Fachmedien Wiesbaden (Hrsg.) 2013: 332. 2 Vgl. [Internet] <http://www.rotortechnik.at/Azimut/frame_azimut.htm> [26.04.2014]. 3 Vgl. Klevers 2007: 48. 4 Vgl. Kalenberg 2008: 285. 5 Vgl. [Internet] <http://wirtschaftslexikon.gabler.de/Definition/enterprise-resource-planning- system.html?referenceKeywordName=ERP-System> [11.04.2014].

XIII
Gondel – Als Gondel wird das Maschinenhaus einer Windenergieanlage bezeichnet.
Inbetriebnahme – Es handelt sich hierbei um das erstmalige Betreiben einer Anlage.
Kammstruktur – Im Sinne eines Produktionslayouts stellt eine Kammstruktur eine verrich-
tungsorientierte Struktur dar. Durch die Kammstruktur lässt sich eine Produktion von standardi-
sierten Produkten realisieren.6
Kanban-System – Ein Kanban-System ist ein Produktionssteuerungssystem, das nach dem Pull-
Prinzip funktioniert.7 Das Regelungsprinzip entspricht dem eines Supermarktregals.8 Wird ein
Artikel aus einem Lager entnommen, so löst die Entnahme eine Nachbestellung aus.9
Kundentakt/Kundinnentakt – Der Kundentakt/Kundinnentakt ist der Ausstoß, der von dem/der
Kunden/Kundin erwartet wird.10
Laufkatze – Die Laufkatze ist ein Bestandteil eines Kranes und dient zum Heben von Lasten.
Liegezeit – Die Liegezeit gibt an, wie lange sich in einem Produktionsprozess befindliche Teile
nicht weiterverarbeitet werden.
Mapping – In Bezug auf die Wertstromanalyse beschreibt dieser englische Begriff die Darstel-
lung eines Wertstromdiagrammes.
Maschinenträger – In Bezug auf die Windenergiebranche, handelt es sich bei einem Maschi-
nenträger um das Grundgestell einer Windenergieanlage. Der Maschinenträger ist eine Stahl-
bzw. Gusskonstruktion die zur Aufnahme weiterer Komponenten dient.
Nabe – Ist der Teil einer Windenergieanlage, an dem die Rotorblätter befestigt werden.
netzkonform – Netzkonform bedeutet, dass ein erzeugter Strom kompatibel mit dem vorhande-
nen Stromnetz ist und eingespeist werden kann.
offshore - In der Windenergiebranche wird mit diesem Begriff zum Ausdruck gebracht, dass es
sich um Windenergieanlagen handelt, die sich im Meer befinden.
onshore – In der Windenergiebranche wird mit diesem Begriff zum Ausdruck gebracht, dass es
sich um Windenergieanlagen handelt, die sich auf dem Land befinden.
6 Vgl. Bornewasser 2013: 393. 7 Vgl. Springer Fachmedien Wiesbaden (Hrsg.) 2013: 232. 8 Vgl. Erlach 2010: 190. 9 Vgl. Erlach 2010: 190. 10 Vgl. Klevers 2007: 77.

XIV
Pitch – Dieser Begriff steht in der Windenergiebranche für die Drehung der Rotorblätter. Die
Rotorblätter einer Windenergieanlage sind drehbar, um die Leistungsaufnahme zu regulieren.11
Pitch-Motoren – Dies sind elektrische Motoren, die die Rotorblätter einer Windenergieanlage
um die eigene Achse drehen.
Pitch-System – Mit dem Pitch-System wird die Gesamtheit aller Komponenten bezeichnet, die
erforderlich sind, um die Rotorblätter einer Windenergieanlage um die eigene Achse zu drehen.
Pull-Prinzip – Beschreibt das Verfahren der Materialversorgung, bei dem diese durch den Pro-
zess selbst gesteuert wird.12
Push-Prinzip – Beschreibt das Verfahren der Materialversorgung, bei dem einem Prozess Mate-
rialien zugeliefert werden.13
PSP-Element – Es handelt sich hierbei um ein Strukturelement eines Projektplans. Das Element
beschreibt eine konkrete Aufgabe oder eine Teilaufgabe.14
Ramp-Up-Phase – Bezeichnet die Anlaufphase einer Produktion.
Rotor – Der Rotor einer Windenergieanlage besteht zu meist aus drei Rotorblättern und der Na-
be. Er dient zur Aufnahme der kinetischen Energie des Windes.
Simulationsmotor – Ein Motor, der eine bestimmte Situation simulieren soll. Im Bereich der
Windenergieanlagenproduktion handelt es sich hierbei um einen elektrischen Motor, der die
Windenergieanlage zu Testzwecken antreibt. Es wird die spätere Situation im Windpark mit ge-
ringer Last simuliert.
Skaleneffekt – Beschreibt die Senkung der Stückkosten durch die Erhöhung der Ausbringungs-
menge.15
Standplatzmontage – Im Gegensatz zur Fließfertigung finden alle Montageprozesse an einem
Ort statt. Das zu bearbeitende Teil wird während dieses Prozesses nicht bewegt.
11 Vgl. [Internet] <http://www.wind-energie.de/infocenter/technik/funktionsweise/ leistungsbegrenzung-und-regelung> [26.04.2014]. 12 Vgl. Klevers 2007: 52. 13 Vgl. Klevers 2007: 51. 14 Vgl. [Internet] <http://help.sap.com/saphelp_46c/helpdata/de/4c/225d0c46e611d189470000e829fbbd/content.htm content.htm> [22.04.2014]. 15 Vgl. Kutschker 2011: 435.

XV
Triebstrang – Eine Verbindung von Komponenten die dazu dient, eine mechanische Kraft zu
übertragen. Hierbei kann auch eine Übersetzung stattfinden. In der Windenergiebranche handelt
es sich um die Übertragung einer Rotationsbewegung.
Windnachführung – Beschreibt das ständige Ausrichten des Maschinenhauses einer Windener-
gieanlage in Windrichtung.
Working Capital – Das Working Capital entspricht dem Nettoumlaufvermögen. Es handelt sich
um eine Kennzahl, die sich aus der Differenz des Umlaufvermögens und den kurzfristigen Ver-
bindlichkeiten ergibt.16
Zykluszeit – Die Zykluszeit ist der Zeitabstand zwischen zwei fertiggestellten Teilen.17
16 Vgl. Springer Fachmedien Wiesbaden (Hrsg.): 496. 17 Vgl. Klevers 2007: 46.

XVI
Executive Summary Die Master Thesis untersucht, wie sich das Konzept des Lean Managements von der Automobil-
industrie auf die Windenergiebranche übertragen lässt. Im Speziellen wird untersucht, wie das
Instrument des Lean Managements, die Wertstromanalyse, erfolgreich auf Windenergieanlagen-
produktionen angewendet werden kann. Der Forschungsbedarf wird durch die wesentlichen Un-
terschiede zwischen Automobil- und Windenergiebranche begründet.
Zur Beantwortung der Forschungsfrage wird eine Fallstudie durchgeführt, die einen Weg auf-
zeigt, wie Windenergieanlagenproduktionen mittels der Wertstromanalyse optimiert werden
können. Um die ermittelten Optimierungsmaßnahmen auch beurteilen zu können, werden diese
im Anschluss mit Hilfe einer dynamischen Investitionsrechnung monetär bewertet.
Die Fallstudie wird bei dem Windenergieanlagenhersteller Senvion SE durchgeführt. Die strate-
gische Planung des Unternehmens sieht für die nächsten fünf Jahre einen Anstieg der Nachfrage
nach einem bestimmten Windenergieanlagenprodukt vor. Das Werk Trampe kann den zukünfti-
gen Kundenwunsch/Kundinnenwunsch aufgrund einer zu geringen Produktionskapazität nicht
befriedigen. Folglich besteht ein Optimierungsbedarf für das Werk hinsichtlich der Erreichung
des zukünftigen Kundenwunsches/Kundinnenwunsches. Das Budget, das von der Unterneh-
mensführung für ein solches Optimierungsvorhaben eingeplant wurde, beläuft sich auf 1 Mio.
Euro. Durch die Anwendung der Wertstromanalyse lassen sich Optimierungspotenziale bei der
Herstellung des Windenergieanlagenproduktes aufzeigen. Anhand dieser Optimierungspotenzia-
le wurden Optimierungsmaßnahmen abgeleitet, die darauf abzielen, die Produktionskapazität um
75 Prozent zu steigern und somit an die zukünftige Nachfrage anzupassen. Eine dynamische In-
vestitionsrechnung in Form der Kapitalwertmethode ergab, dass die Investitionen, die zur He-
bung dieser Potenziale führen würden, absolut vorteilhaft sind. Die geplanten Kosten des Opti-
mierungsvorhabens betragen 163.000 Euro. Als positiven Nebeneffekt sieht das Optimierungs-
vorhaben eine Senkung der Herstellkosten von ca. 10.000 Euro vor. Des Weiteren resultieren aus
der Anwendung der Wertstromanalyse neue, strategische Möglichkeiten für das international
agierende Unternehmen, die in Kapitel 12 angesprochen werden.

XVII
Bei der Anwendung der Wertstromanalyse werden allerdings auch die Grenzen dieses Analyse-
verfahrens aufgezeigt. So ließen sich für die Windenergieanlagenproduktion keine eindeutigen
Maßnahmen ableiten, die eine Verschlechterung der Maschinenverfügbarkeit verhindern. Die
Ursache liegt in der Komplexität der Maschinenverfügbarkeit.
Weiterhin wurde durch Gedankenexperimente aufgezeigt, wie ein Taktabstimmungsdiagramm
im Falle einer standplatzbezogenen Montage anzuwenden und auszuwerten ist.
Die Erkenntnisse, die durch die Anwendung einer Fallstudie gewonnen werden konnten, lassen
sich folglich nicht nur auf andere Windenergieproduktionen übertragen. Es lassen sich auch
Rückschlüsse auf jegliche Produktionen ziehen, bei denen eine Standplatzmontage anzutreffen
ist. Anhand der Fallstudie ließen sich Thesen für standplatzbezogene Produktionen ableiten.
1
1 Einleitung Die folgende Einleitung hat zum Ziel, den Zugang zu dieser Thesis zu erleichtern. Der Inhalt
wird mit Hilfe der Einleitung leichter nachvollziehbar und anschaulicher. Weiterhin wird zusätz-
liches Wissen vermittelt und ein Bezug zur Technik hergestellt.
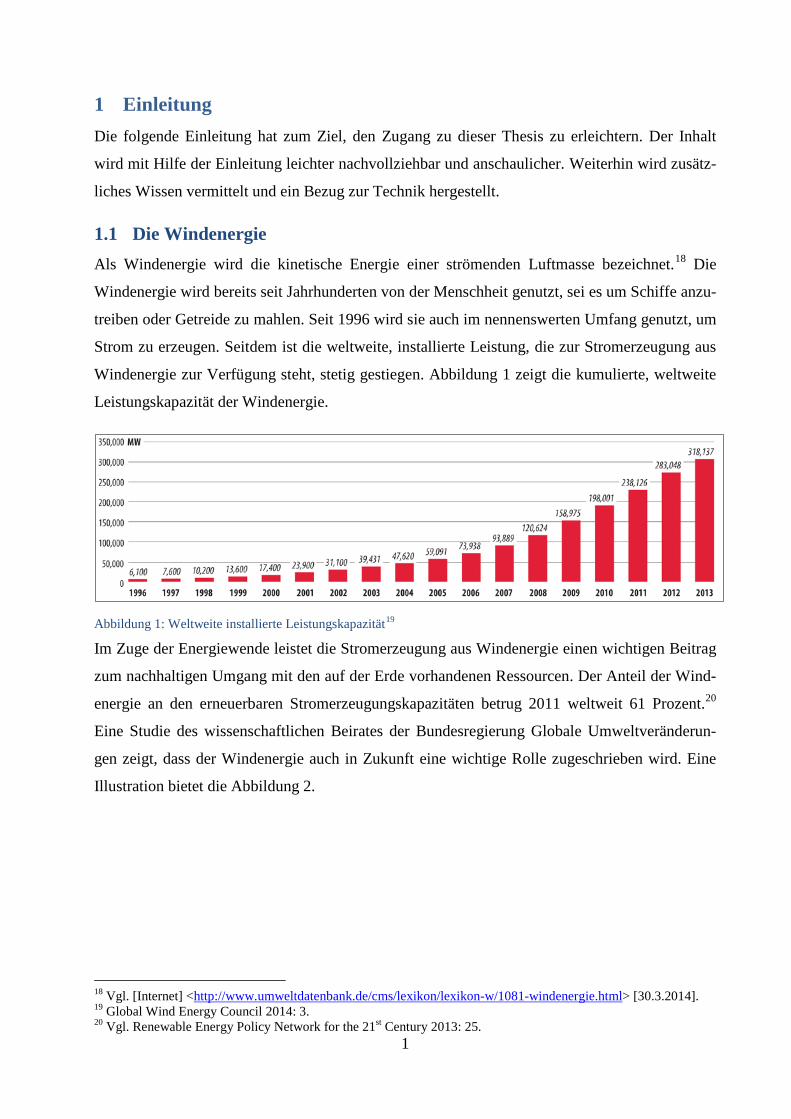
1.1 Die Windenergie Als Windenergie wird die kinetische Energie einer strömenden Luftmasse bezeichnet.18 Die
Windenergie wird bereits seit Jahrhunderten von der Menschheit genutzt, sei es um Schiffe anzu-
treiben oder Getreide zu mahlen. Seit 1996 wird sie auch im nennenswerten Umfang genutzt, um
Strom zu erzeugen. Seitdem ist die weltweite, installierte Leistung, die zur Stromerzeugung aus
Windenergie zur Verfügung steht, stetig gestiegen. Abbildung 1 zeigt die kumulierte, weltweite
Leistungskapazität der Windenergie.
Abbildung 1: Weltweite installierte Leistungskapazität19
Im Zuge der Energiewende leistet die Stromerzeugung aus Windenergie einen wichtigen Beitrag
zum nachhaltigen Umgang mit den auf der Erde vorhandenen Ressourcen. Der Anteil der Wind-
energie an den erneuerbaren Stromerzeugungskapazitäten betrug 2011 weltweit 61 Prozent.20
Eine Studie des wissenschaftlichen Beirates der Bundesregierung Globale Umweltveränderun-
gen zeigt, dass der Windenergie auch in Zukunft eine wichtige Rolle zugeschrieben wird. Eine
Illustration bietet die Abbildung 2.
18 Vgl. [Internet] <http://www.umweltdatenbank.de/cms/lexikon/lexikon-w/1081-windenergie.html> [30.3.2014]. 19 Global Wind Energy Council 2014: 3. 20 Vgl. Renewable Energy Policy Network for the 21st Century 2013: 25.

2
Abbildung 2: Zukünftiger Energieeinsatz21
1.2 Die Windenergieanlage In diesem Kapitelt wird ein Bezug zur Technik hergestellt. Hierzu wird der Aufbau und die
Funktion einer Windenergieanlage in groben Zügen am Beispiel des Windenergieanlagentyps
3.XM des Unternehmens Senvion SE erläutert. Dieses Produkt wird von dem Unternehmen zu
einem Marktpreis von ca. 3 Mio. Euro angeboten. Eine Windenergieanlage dieses Typs ist in
Abbildung 3 ersichtlich.
Abbildung 3: Windenergieanlage 3.XM22
21 Wissenschaftlicher Beirat der Bundesregierung Globale Umweltveränderungen 2003: 139.

3
Grundsätzlich ist eine Windenergieanlage eine Maschine, die die kinetische Energie des Windes
in elektrische Energie umwandelt. Im Allgemeinen besteht eine Windenergieanlage aus einem
Turm (siehe Abbildung 3, Nummer 1), einer Gondel (siehe Abbildung 3, Nummer 2), einer Nabe
(siehe Abbildung 3, Nummer 3) und den Rotorblättern (siehe Abbildung 3, Nummer 4). Die
Gondel, die das Maschinenhaus der Windenergieanlage darstellt, befindet sich auf dem Turm.
Die Nabe und die Rotorblätter, die an der Nabe montiert sind, bilden den Rotor. Der Rotor ist an
der Rotorwelle (siehe Abbildung 3, Nummer 5) befestigt und dadurch mit der Gondel verbunden.
Im weiteren Verlauf dieser Thesis bezieht sich die Produktion einer Windenergieanlage aus-
schließlich auf die Produktion der Gondel und der Nabe.
Der Prozess der Stromerzeugung einer Windenergieanlage gestaltet sich wie folgt. Zunächst
wird die Windnachführung mittels der Azimut-Motoren (siehe Abbildung 3, Nummer 6) reali-
siert. Das stellt sicher, dass die Windenergieanlage immer in Windrichtung ausgerichtet ist. Ist
eine im Steuerungssystem hinterlegte Windgeschwindigkeit erreicht, drehen die Pitch-Motoren
(siehe Abbildung 3, Nummer 7) die Rotorblätter so, dass die kinetische Energie des Windes von
den Rotorblättern aufgenommen werden kann. Der Rotor beginnt sich zu drehen. Über die Ro-
torwelle wird diese Bewegung zum Getriebe (siehe Abbildung 3, Nummer 8) übertragen. Das
Getriebe vervielfacht die Drehzahl ca. um das Hundertfache. Am Ende des Triebstranges befin-
det sich schließlich der Generator (siehe Abbildung 3, Nummer 9). Dieser wandelt die Bewe-
gungsenergie in elektrische Energie um. Weiterhin befinden sich Schaltschränke (siehe Abbil-
dung 3, Nummer 10) in der Gondel, die zum einen die Steuerung der Anlage realisieren und zum
anderen dafür verantwortlich sind, dass der erzeugte Strom auch netzkonform ist.
1.3 Windenergieanlagenproduktionen Windenergieanlagenproduktionen unterscheiden sich in wesentlichen Punkten von herkömmli-
chen Produktionen, sie werden in Form von Projektgeschäften abgewickelt. Das heißt, dass An-
lagen eines zukünftigen Windparks erst produziert werden, wenn auch ein entsprechender Pro-
jektauftrag vorliegt. Windenergieanlagen werden für einen bestimmten Windpark konfiguriert
und erst anschließend produziert. Zum einen ist dies erforderlich, weil Windenergieanlagenher-
steller/Windenergieanlagenherstellerinnen in der Regel auf internationalen Märkten agieren. Das
hat zur Folge, dass das Produkt auch den internationalen Anforderungen gerecht werden muss.
Hierzu zählt z. B. die Konfiguration der Anlagen für länderspezifische Stromnetzanforderungen.
Zum anderen ist eine projektorientierte Produktion erforderlich, weil die Herstel-
ler/Herstellerinnen die kostspieligen Komponenten einer Windenergieanlage ohne einen Projek-
22 Vgl. [Internet] <http://www.senvion.com/fileadmin/user_upload/02_WindPowerSolutions/ProductBrochures/ Senvion_3.XM_Broschuere_DE.pdf> [30. 3.2014].
4
tauftrag nur schwer vorfinanzieren können. Der Anteil der Materialeinzelkosten an den Herstel-
lungskosten einer Windenergieanlage beträgt ca. 90 Prozent. Die Projektgeschäfte der Wind-
energiebranche haben auch zur Folge, dass die Produktionen sehr flexibel sein müssen. Hohe
maximale Produktionskapazitäten zu möglichst niedrigen Fixkosten werden angestrebt. Starke
Schwankungen in Hinsicht auf die Nachfrage können sich auch aufgrund von politischen Verän-
derungen ergeben. Ein weiterer wichtiger Faktor ist die hohe Innovationsrate in der Windener-
giebranche. Produktionen müssen sich schnell an die Fertigung neuer Produkte anpassen lassen.
Neue Produkte können dabei stark von den Dimensionen der älteren Produkte abweichen. Auch
das Gewicht der einzelnen Komponenten kann sich entscheidend verändern. Produktionsabläufe
müssen ggf. als Folge einer Innovation neu gestaltet werden und können sich dabei von Produkt
zu Produkt erheblich unterscheiden. Die Fertigung einer Windenergieanlage ist stark von
menschlicher Arbeit geprägt. Aufgrund des hohen Gewichtes einer Windenergieanlage und der
verhältnismäßig geringen Stückzahl ist oft eine Standplatzmontage anzutreffen.
1.4 Senvion SE Weil es im späteren Verlauf dieser Thesis zur Anwendung einer Fallstudie kommt, wird an die-
ser Stelle das betreffende Unternehmen vorgestellt.
Das Unternehmen Senvion SE mit Hauptsitz in Hamburg wurde 2001 gegründet. Seit dem ist das
Unternehmen in der globalen Windenergiebranche tätig. Die Geschäftsfelder sind auf die Ferti-
gung und Wartung von Onshore-23 und Offshore-Windenergieanlagen24 ausgerichtet. Das Leis-
tungsspektrum reicht hierbei von zwei Megawatt bis sechs Megawatt. Das Produktportfolio be-
steht aus den Produkten MM, 3.XM und 6.XM.25 Der Produktname gibt Aufschluss über die
Nennleistung der Windenergieanlage. Die Buchstaben des Produktnamens sind als römische
Ziffern zu verstehen. Das Produkt 3.XM verfügt beispielsweise über eine Nennleistung von ca.
3,5 Megawatt. Die Produkte werden mit verschiedenen Rotordurchmessern angeboten, um einen
effektiven Betrieb an verschiedenen Standorten zu ermöglichen. Der Rotordurchmesser richtet
sich nach den jeweiligen, vorherrschenden Windgeschwindigkeiten.
23 Onshore-Windenergieanlagen sind Windenergieanlagen, die sich auf dem Land befinden. 24 Offshore-Windenergieanlagen sind Windenergieanlagen die sich im Meer befinden. 25 Vgl. [Internet] <http://www.senvion.com/de/wind-energy-solutions/windenergieanlagen> [31.3.2014].

5
Die Senvion SE verfügt weltweit über 3.300 Beschäftigte.26 Das Unternehmen ist eine hundert-
prozentige Tochtergesellschaft der Suzlon Energy Ltd. Der Konzern hielt 2012 einen globalen
Marktanteil von 7,7 Prozent.27 Der Umsatz der Senvion SE belief sich für das Geschäftsjahr
2010/2011 auf 1,2 Mrd. Euro.28 Es wurde ein Gewinn von 56 Mio. Euro erzielt.29
Die Naben und Gondeln der Senvion SE werden an fünf Produktionsstandorten gefertigt. Zu den
deutschen Standorten zählen Husum, Bremerhaven und Trampe. Weiterhin existiert jeweils eine
Produktionsstätte in Portugal und in Indien. Die Servicestützpunkte, die für die Wartung der An-
lagen zuständig sind, sind international verteilt.
26 Vgl. [Internet] <http://www.senvion.com/de/ueber-uns/repower-ist-jetzt-senvion> [31.3.2014]. 27 Vgl. Renewable Energy Policy Network for the 21st Century 2013: 58. 28 Vgl. REpower Systems SE 2011: 1. 29 Vgl. REpower Systems SE 2011: 1.

6
2 Problemstellung In diesem Kapitel wird erläutert, welche Probleme sich für Windenergieanlagenproduktionen
ergeben. Des Weiteren wird auf die spezielle Problemstellung im Falle der Senvion SE einge-
gangen.
2.1 Problemstellung für Windenergieanlagenproduktionen Die in Kapitel 1.3 erläuterten spezifischen Anforderungen an Windenergieanlagenproduktionen
führen zu der Fragestellung, wie sich solche Produktionen effizient gestalten lassen. Aus Kapitel
1.3 geht hervor, dass für Windenergieanlagenproduktionen folgende Probleme zutreffen:
1. Es wird eine möglichst hohe, flexible Produktionskapazität angestrebt.
Die Ursache für eine möglichst hohe Produktionskapazität ergibt sich aus der projektbezogenen
Auftragsfertigung. Je höher die mögliche Produktionskapazität ist, desto größer ist das Auftrags-
volumen, das angenommen werden könnte. Das Projektgeschäft fordert jedoch nicht nur eine
möglichst hohe, sondern auch eine möglichst flexible Produktionskapazität. Dies ergibt sich aus
den starken Schwankungen hinsichtlich der Auftragsvolumina. Die hohen Materialeinzelkosten
einer Windenergieanlage erlauben keine Vorproduktion.
2. Produktionsabläufe von unterschiedlichen Produkten können sich stark unterscheiden.
Dies ist auf eine hohe Innovationsrate zurückzuführen. Produktionen müssen an neue Produkte
angepasst werden. In der Praxis wird sich in den seltensten Fällen die Möglichkeit eines Produk-
tionsstättenneubaus ergeben. Vielmehr wird versucht, bereits vorhandene Windenergieanlagen-
produktionen zu optimieren. Solche Optimierungsvorhaben sind in der Regel durch ein Budget
begrenzt. Es ergibt sich demnach ein weiteres Problem für Windenergieanlagenproduktionen:
3. Bereits vorhandene Produktionen sollen unter Berücksichtigung eines Budgets an neue
Marktbedingungen angepasst werden.

7
2.2 Problemstellung für die Senvion SE Seit Ende des Jahres 2011 produziert die Firma Senvion SE das Produkt 3.XM im Werk Trampe.
Bei dem Produkt 3.XM handelt es sich um einen neuen, leistungsstärkeren Windenergieanalgen-
typ. Das neue Produkt unterscheidet sich deutlich von den Abmessungen des Vorgängerproduk-
tes. Auch die einzelnen Komponenten weisen andere Dimensionen auf. Selbst der Produktions-
ablauf unterscheidet sich in wesentlichen Punkten. Ursprünglich wurde das Werk Trampe für die
Produktion des Vorgängertyps konzipiert. Daraus resultieren deutlich höhere Durchlaufzeiten im
Vergleich zum bereits etablierten Produkt. Das strategische Management geht davon aus, dass
sich das Produkt am Markt behaupten
kann und die Nachfrage steigen wird.
Demnach ist bis 2018 mit einem jähr-
lichen Anstieg der Nachfrage von 15
Prozent, bezogen auf das Jahr 2013, zu
rechnen. Die aktuelle Nachfrage für
das Jahr 2013 beträgt 51 Anlagen. Ab-
bildung 4 veranschaulicht den prog-
nostizierten Verlauf der Nachfrage, der
das Werk Trampe gerecht werden soll.
Um dieses Ziel zu erreichen, muss die Produktion an die neuen Marktbedingungen angepasst
werden. Für das Optimierungsvorhaben ist ein Budget von 1 Mio. Euro eingeplant.
Abbildung 4: Nachfrage 3.XM für das Werk Trampe

8
3 Analyse der Ausgangssituation Durch die Analyse der Ausgangssituation wird ein Theoriebezug hergestellt. Weiterhin dient die
Analyse der Ausgangssituation dazu, den aktuellen Stand der Forschung zu erschließen.
Es haben sich bereits zahlreiche Optimierungskonzepte in der Wirtschaft etabliert. Die Konzepte
Lean Management und Six Sigma gehören zu den bekanntesten Optimierungskonzepten und sind
aus der modernen Literatur nicht mehr wegzudenken.
Der Ansatz des Lean Management ist darauf ausgerichtet, verschwendungsarme Prozessabläufe
zu schaffen. Prozesse werden auf die Wertschöpfung ausgerichtet. Ein besserer, schnellerer und
störungsfreierer Ablauf soll aus der Anwendung des Konzepts resultieren. Das Konzept Six
Sigma ist hingegen auf die Erfüllung der kundenorientierten/kundinnenorientierten Qualitätsan-
forderungen ausgerichtet. Unter Anwendung einer „Null-Fehler-Qualität“ sollen Fehlerkosten
eliminiert werden. 30
Abbildung 5 gibt Aufschluss über die Ziele, Instrumente und die erwarteten Ergebnisse der bei-
den Konzepte.
Abbildung 5: Ziele, Instrumente und Ergebnisse von Lean Management und Six Sigma31
30 Vgl. Töpfer 2009: 5. 31 Töpfer 2009: 8.

9
Werden bereits während der Entwicklung eines Produkts oder Prozesses Six Sigma-Ansätze an-
gestrebt, handelt es sich um das Optimierungskonzept „Design for Six Sigma“. Mögliche Feh-
lerquellen können so schon während der Entwicklung präventiv ausgeschlossen werden.32
Die Konzepte Lean Management und Six Sigma verfolgen unterschiedliche Zielsetzungen und
lassen sich deshalb voneinander getrennt anwenden. Werden die beiden Konzepte gemeinsam
angewendet, lassen sich die strategischen Zielsetzungen kombinieren. In diesem Fall wird vom
Konzept Lean Six Sigma gesprochen. 33
Abbildung 6 verdeutlicht die Zielsetzungen der einzelnen Konzepte.
Abbildung 6: Strategische Ziele unterschiedlicher Optimierungskonzepte34
Die in Kapitel 2 formulierten Probleme erfordern eine Fokussierung der strategischen Zielset-
zung hinsichtlich Durchlaufzeit und Kosten. Demzufolge ist das Optimierungskonzept Lean Ma-
nagement anzuwenden. Aus Abbildung 5 ist ersichtlich, dass es sich bei dem entsprechenden
Instrument um die Wertstromanalyse handelt.
32 Vgl. Töpfer 2009: 61. 33 Vgl. Töpfer 2009: 8. 34 Töpfer 2009: 9.

10
Die Wertstromanalyse wurde von dem Automobilhersteller Toyota entwickelt. Der Anwen-
dungsbereich des erfolgreichen Analyseverfahrens beschränkte sich zunächst auf die Automobil-
industrie. Zahlreiche Optimierungsprojekte zeigten jedoch, dass sich die Wertstromanalyse unter
Zuhilfenahme von methodischen Ergänzungen und Abwandlungen der Gestaltungsrichtlinien
auch in anderen Branchen anwenden lässt.35
35 Vgl. Erlach 2010: 2.

11
4 Strukturierung des Problems In diesem Kapitel werden die in Kapitel 2 geschilderten Probleme strukturiert. Weiterhin folgt
eine kritische Betrachtung des Lean-Management-Konzepts im Hinblick auf die Windenergie-
branche, die den Forschungsanlass verdeutlicht.
1. Es wird eine möglichst hohe, flexible Produktionskapazität angestrebt.
Um diesem speziellen Nachfrageverhalten gerecht zu werden, müssen Produktionen dahinge-
hend optimiert werden. Weil das Lean Management als stark kundenorien-
tiert/kundinnenorientiert gilt, ist davon auszugehen, dass diese Anforderungen bei der Anwen-
dung dieses Konzeptes berücksichtigt werden.
2. Produktionsabläufe von unterschiedlichen Produkten können sich stark unterscheiden.
Da die Produktionsabläufe bei unterschiedlichen Produkten stark variieren, müssen diese separat
betrachtet werden. Folglich muss ein Produkt bestimmt werden, für das eine Produktionsoptimie-
rung stattfinden soll. Für den Fall der Senvion SE ist dieses Produkt der Windenergieanlagentyp
3.XM. Aufgrund der in Kapitel 2.1 erläuterten hohen Innovationsrate wird der Optimierungszeit-
rahmen als mittelfristig eingestuft.
Als mittelfristig wird in der Betriebswirtschaftslehre ein Zeitrahmen von ein bis fünf Jahren an-
gesehen.36
3. Bereits vorhandene Produktionen sollen unter Berücksichtigung eines Budgets an neue
Marktbedingungen angepasst werden.
Optimierungsvorhaben werden demnach durch ein vorgegebenes Budget begrenzt. Es muss
schließlich eine Bewertung der Optimierungsmöglichkeiten stattfinden, um das Budget mög-
lichst effektiv zu nutzen.
Wie bereits im vorangegangenen Kapitel erwähnt, stammt das Instrument des Lean-
Management-Konzeptes, die Wertstromanalyse, aus der Automobilbranche. Die Automobilbran-
che unterscheidet sich jedoch in wesentlichen Punkten von der Windenergiebranche. So ist die
Stückzahl der gefertigten Produkte einer Automobilproduktion beachtlich größer als die einer
Windenergieanlagenproduktion. Auch die prozentualen Schwankungen hinsichtlich des Kun-
denbedarfes/Kundinnenbedarfes fallen für Automobilproduktionen wesentlich geringer und kon-
stanter aus. Die Windenergiebranche besteht aus Projektgeschäften. Eine Vorproduktion ist auf- 36 Vgl. [Internet] <http://wirtschaftslexikon.gabler.de/Definition/fristigkeit.html> [26.04.2014].

12
grund der kostspieligen Komponenten nur schwer möglich. Während die Robotertechnik signifi-
kant für den Rohbau in der Automobilindustrie ist, ist die Windenergiebranche nahezu aus-
schließlich von menschlicher Arbeit geprägt. Weiterhin unterscheiden sich die Produktionssys-
teme der beiden Branchen voneinander. Während in der Automobilindustrie fast ausschließlich
Fertigungslinien anzutreffen sind, erfolgt die Montage von Windenergieanlagen meist stand-
platzbezogen. Wenn Windenergieanlagen in Form einer Fertigungslinie gefertigt werden, dann
nur mit verhältnismäßig wenigen Bearbeitungsstationen. Aufgrund der großen Unterschiede zwi-
schen Automobil- und Windenergieindustrie muss infrage gestellt werden, ob sich die Wert-
stromanalyse konvergent auf Windenergieanlagenproduktionen anwenden lässt.

13
5 Zielformulierung Die in Kapitel 4 erfassten Probleme führen zur Formulierung der folgenden
Forschungsfrage:
Wie lässt sich die Herstellung eines bestimmten Windenergieanlagenproduktes, mit einem vor-
gegebenen Budget, mittelfristig optimieren?
Demzufolge ist es erforderlich, zu prüfen, ob sich die Wertstromanalyse, das Instrument des
Lean-Management-Konzepts, von der Automobilbranche auf die Windenergiebranche übertra-
gen lässt. Ziel ist es, mit dieser Thesis einen Weg aufzuweisen, wie die Wertstromanalyse erfolg-
reich auf Windenergieanlagenproduktionen angewendet werden kann. Hierzu wird eine Fallstu-
die durchgeführt. Um das Ergebnis der Anwendung des Lean-Management-Konzepts beurteilen
zu können, wird das Resultat der Wertstromanalyse in Form einer Investitionsrechnung monetär
bewertet.

14
6 Methoden Um die Forschungsfrage zu beantworten, wird eine Fallstudie im Produktionswerk Trampe des
Windenergieanlagenherstellers Senvion SE durchgeführt. Mit Hilfe der Fallstudie sollen Er-
kenntnisse gewonnen werden, die sich auch auf andere Windenergieanlagenproduktionen über-
tragen lassen. In diesem Kapitel werden die Methoden näher erläutert, die während der Durch-
führung der Fallstudie zur Anwendung kommen.
6.1 Die Wertstromanalyse Um die Windenergieanlagenproduktion im Sinne des Lean Managements zu untersuchen und
Optimierungspotenziale zu finden, wird die im Folgenden erläuterte Wertstromanalyse ange-
wendet.
6.1.1 Definition
Die Wertstromanalyse ist eine Methode, die die Verbindungen aller Aktivitäten aufzeigen soll,
die innerhalb einer Wertschöpfungskette notwendig sind, um ein Produkt in die von dem/der
Kunden/Kundin gewünschte Form zu bringen. Zu diesen Aktivitäten gehören Prozesse, Material-
flüsse, Informationsflüsse sowie die Steuerung der Prozesse und Materialflüsse.37
6.1.2 Erläuterung der Wertstromanalyse
Die Wertstromanalyse ist ein Werkzeug, mit dem Schwachstellen in einer Produktion schnell
und genau aufgezeigt werden sollen. Schwachstellen sind Verschwendungen während des Pro-
duktionsprozesses. Verschwendung ist der unnötige Verzehr folgender Ressourcen: Fläche, Ma-
schinen, Personal, Material, Energie, Zeit und Geld. Als Verschwendung wird jede nicht wert-
schöpfende Tätigkeit angesehen. Eine nicht wertschöpfende Tätigkeit steigert den Wert des Pro-
duktes nicht. Der/die Kunde/Kundin ist nicht bereit, für eine solche Tätigkeit zu zahlen. Im op-
timalen Falle würde ein Unternehmen nur Aktivitäten ausführen, die der Befriedigung der Kun-
denbedürfnisse/Kundinnenbedürfnisse dienen. Dies wird in der Realität nie zu einhundert Pro-
zent der Fall sein, da es immer Aktivitäten geben wird, die erforderlich sind, um die Komplexität
eines Unternehmens zu beherrschen.38
37 Vgl. Klevers 2007: 27. 38 Vgl. Klevers 2007: 29, 15.

15
Neben den verschwendenden und wertschöpfenden Aktivitäten gibt es auch nicht wertschöpfen-
den, aber unterstützenden Aktivitäten. Diese Aktivitäten sind unerlässlich für den Start einer
Wertschöpfung. Aus betriebswirtschaftlicher Sicht ist der Anteil der wertschöpfenden Aktivitä-
ten an der Gesamtheit der Aktivitäten ständig zu erhöhen. Die Verschwendung gilt es zu elimi-
nieren, unterstützende Tätigkeiten müssen effizient gestaltet werden.39
6.1.3 Ziel der Wertstromanalyse
Das Ziel der Wertstromanalyse besteht darin, den Ist-Zustand eines Wertstromes transparent
darzustellen. Der Wertstrom ist als Verbindung aller Aktivitäten anzusehen, die während einer
Wertschöpfungskette ausgeführt werden. Ein Produktionssystem soll auf einfache Weise darge-
stellt werden, um Zusammenhänge zu erkennen und Verschwendungen sichtbar zu machen. Die
Wertstromanalyse soll als Ausgangspunkt für eine spätere Optimierung, dem Wertstromdesign,
dienen.40
6.1.4 Wertstrom-Mapping
Um ein Produktionssystem auf möglichst einfache Art darzustellen, wird ein Wertstrom-
Mapping erstellt. Das Wort „Mapping“ kommt aus dem Englischen und bedeutet Abbildung oder
Kartierung. Mit Hilfe des Wertstrom-Mappings lassen sich Materialflüsse, Informationsflüsse,
Aktivitäten und Bestände durch festgelegte Symbole darstellen und durch Pfeile verbinden. Es
ergibt sich ein Wertstromdiagramm, das die Zusammenhänge zwischen den unterschiedlichen
Prozessen verdeutlicht. Ein Produktionsablauf wird aus der Vogelperspektive betrachtet. Hierbei
ist die Konzentration auf die Standardfälle einer Produktion zu richten. Sonderfälle können ggf.
anschließend betrachtet werden. Ein Wertstromdiagramm wird stets in die folgenden fünf Berei-
che unterteilt: Kunde/Kundin, Prozesse und Materialfluss, Steuerung und Informationsfluss, Lie-
ferant/Lieferantin sowie Kennzahlen und Zeiten.41
Im Folgenden werden diese fünf Bereiche näher erläutert. Aus Abbildung 7 ist ein Beispiel eines
Wertstrom-Mappings ersichtlich.
39 Vgl. Klevers 2007: 20, 21. 40 Vgl. Klevers 2007: 29, 27, 30. 41 Vgl. Klevers 2007: 39, 29, 35, 39.

16
42 Klevers 2007: 40.
Abb
ildun
g 7:
Bei
spie
l ein
es W
erts
trom
-Map
ping
s42

17
Kunde/Kundin
Der/die Kunde/Kundin wird im Wertstromdiagramm in der rechten oberen Ecke platziert. Er
wird mit einem Fabriksymbol gekennzeichnet. Zusätzlich erhält der/die Kunde/Kundin ein Da-
tenfeld, das Aufschluss über die Menge der jeweiligen Produkte gibt, die er/sie in einem be-
stimmten Rhythmus erhält. Der/die Kunde/Kundin muss kein/e externer/externe Kunde/Kundin
sein. Je nach Betrachtungshintergrund kann der/die Kunde/Kundin auch ein/eine interner Kun-
de/Kundin sein, wie beispielsweise die Disposition eines Unternehmens.43
Prozesse und Materialflüsse
Die Prozesse und Materialflüsse befinden sich in der Mitte des Wertstromdiagramms. Die Pro-
zesse werden als Kästchen dargestellt. In diesen Prozesskästchen werden die Prozessbezeich-
nung und die Anzahl der für den Prozess benötigten Arbeitskräfte erfasst. Unter den Prozess-
kästchen werden Prozessparameter angegeben, die den jeweiligen Prozess charakterisieren. Der
Übersicht halber sollten nicht mehr als zehn Prozesse dargestellt werden. Prozesse können ggf.
zusammengefasst werden. Eine Übersicht über die Prozessparameter gibt Tabelle 1. Die Positio-
nen 1 bis 6 sollten in jedem Fall erfasst werden.44
Die Anzahl der Arbeitskräfte, die zur Durchführung eines Prozesses erfor-
derlich sind, werden im Wertstromdiagramm durch das Symbol gekenn-
zeichnet, das in Abbildung 8 dargestellt ist, eine vereinfachte Darstellung
eines Kopfes mit Armen.45
43 Vgl. Klevers 2007: 39, 40. 44 Vgl. Klevers 2007: 41, 42, 46. 45 Vgl. Erlach 2010: 58.
Abbildung 8: Arbeitskräftesymbol

18
Position Abkürzung Bezeichnung Beschreibung 1 ZZ Zykluszeit Die ZZ ist der Zeitabstand zwischen
zwei fertig gewordenen Teilen. Diese wird durch Beobachtungen ermittelt.
2 BZ Bearbeitungszeit Die BZ ist die Zeit, die ein Teil vom Anfang bis zum Ende eines Prozesses benötigt. Diese wird durch Beobachtun-gen ermittelt.
3 - Zahl der Maschi-nen/Arbeitsplätze
Sie gibt an wie viele Maschinen bzw. Arbeitskräfte für diesen Prozess benötigt werden.
4 RZ Rüstzeit Die Rüstzeit gibt an, wie viel Zeit benö-tigt wird, um eine Maschine umzurüs-ten.
5 MV Maschinenverfügbarkeit Die MV gibt die prozentuale Still-standszeit einer Maschine an. Diese kann beispielsweise durch Wartungsar-beiten bedingt sein.
6 VA Verfügbare Arbeitszeit Die VA ist die Zeit, die für eine wert-schöpfende Tätigkeit zu Verfügung steht. Sie ist meist durch das Personal begrenzt. Die Pausenzeit wird von der Anwesenheitszeit abgezogen.
7 - Zahl der Produkt-varianten
Diese Zahl gibt die Anzahl der unter-schiedlichen Produkte an.
8 - Behältergröße Diese Zahl gibt die Größe des Behälters (z. B. für Fertigteile) an.
9 - Losgröße Die Losgröße ist die Menge, die erreicht werden muss, um den Prozess zu star-ten.
10 AR Ausschussrate Die AR ist der Anteil von Ausschusstei-len an den gesamten produzierten Tei-len.
11 NAR Nachbearbeitungsrate Die NAR ist der Anteil von Nachbear-beitungsteilen an den gesamten produ-zierten Teilen.
12 - Schichten Diese Zahl gibt Aufschluss über die Anzahl der Schichten, die zu Durchfüh-rung eines Prozesses benötigt werden.
13 - Wertschöpfungszeit Die Wertschöpfungszeit ist die Dauer einer wertschöpfenden Aktivität, die während eines Prozesses stattfindet.
Tabelle 1: Prozessparameter46
46 Vgl. Klevers 2007: 46 – 50.

19
Um den Materialfluss deutlich zu machen, werden die Prozesskästchen mit unterschiedlichen
Pfeilen verbunden. Primär lassen sich zwei Arten des Materialflusses unterscheiden. Zum einen
das Push-Prinzip, bei dem die Materialien durch den vorgelagerten Prozess zum nächsten „ge-
drückt“ werden. Demnach werden die Materialien dem folgenden Prozess zugeliefert. Dies kann
in geordneter und ungeordneter Reihenfolge geschehen. Bei der geordneten Reihenfolge handelt
es sich zumeist um das FIFO-Prinzip, das besagt, dass die Teile, die im vorgelagerten Prozess als
erstes bearbeitet wurden, auch im nachgelagerten Prozess als erstes bearbeitet werden. Der Mate-
rialfluss findet in geordneter Reihenfolge statt und es bedarf keiner Sortierung beim Folgepro-
zess. Die Reihenfolge ist festgelegt. Dieses Prinzip wird durch einen Pfeil mit der Beschriftung
„FIFO“ dargestellt. Bei der ungeordneten Reihenfolge spielt es keine Rolle, in welcher Reihen-
folge die Materialien zum nächsten Prozess gelangen. Die Reihenfolge der zu bearbeitenden Tei-
le ändert sich von Prozess zu Prozess. Dieses Prinzip wird durch einen gestreiften Pfeil darge-
stellt. Neben dem Push-Prinzip existiert noch das Pull-Prinzip, bei dem sich der Prozess die be-
nötigten Materialien aus einem Lager „zieht“. Diese Entnahme wird mit einem kreisförmigen
Pfeil dargestellt. Sollten zwischen den Prozessen
Bestände auftreten, sind diese mit einem „I“ in
einem Dreieck zu kennzeichnen. Das „I“ steht für
Inventory (dt.: Inventar, Lagerbestand). Außerdem
sind die Bestandsdaten, Stückzahl bzw. Reichwei-
te, anzugeben. 48
In Abbildung 9 sind die erläuterten Elemente dar-
gestellt.
Steuerung und Informationsfluss
Der Bereich „Steuerung und Information“ befindet sich in der oberen Mitte des Wertstromdia-
gramms. Dieser Bereich macht ersichtlich, wie Informationen zu den einzelnen Stationen über-
mittelt und die Prozesse gesteuert werden. Die Steuerungsfunktion wird hierbei in einem Käst-
chen erfasst. Eine Steuerungsfunktion kann z. B. die Disposition sein. In einem weiteren Käst-
chen wird die erzeugte Information erfasst, die z. B. der Fertigungsauftrag sein könnte. Es wer-
den Pfeile verwendet, um die Kästchen des Bereiches „Steuerung und Information“ mit den Be-
standteilen der anderen Bereiche zu verbinden. Anhand dieser Verbindungen lässt sich der In-
formationsfluss nachvollziehen. Weiterhin lässt sich durch die Verwendung unterschiedlicher
Pfeile differenzieren, ob die Informationsübertragung auf elektronischem Wege oder in Papier-
47 Vgl. Klevers 2007: 51. 48 Vgl. Klevers 2007: 51, 52, 53.
Abbildung 9: Materialflusspfeile47

20
form bzw. mündlich erfolgt. Ein normaler Pfeil steht hierbei für die mündliche bzw. papierför-
mige Informationsübermittlung. Ein gezackter Pfeil symbolisiert eine elektronische Informa-
tionsübertragung.49
Lieferant/Lieferantin
Die Lieferanten/Lieferantinnen befinden sich im oberen, linken Bereich des Wertstromdia-
gramms. In der Regel ist es nicht notwendig, alle Lieferanten/Lieferantinnen aufzuführen. Meist
reicht es, wenn die wichtigsten dargestellt werden. Der/die Lieferant/Lieferantin wird durch ein
Fabriksymbol gekennzeichnet.50
Kennzahlen und Zeiten
Die Bearbeitungs- und Wartezeiten werden im unteren Bereich des Wertstromdiagramms erfasst.
Sie werden als oszillierende Linie dargestellt. Die prozessspezifischen Zeiten befinden sich unter
den jeweiligen Prozessen. Zwischen den Prozessen wird die Wartezeit bzw. Liegezeit erfasst und
dargestellt.51
Kaizen-Blitze
Nachdem das Wertstrom-Mapping erstellt wurde, werden dem Mapping Kaizen-Blitze hinzuge-
fügt, die als Blitz-Symbol dargestellt werden. Sie kennzeichnen kritische Punkte im Wertstrom-
Mapping, bei denen auf den schon ersten Blick eine Verschwendung sichtbar ist.52
6.2 Die dynamische Investitionsrechnung Um die gefundenen Optimierungspotenziale auch beurteilen zu können, werden diese mit Hilfe
der dynamischen Investitionsrechnung monetär bewertet. Die dynamische Investitionsrechnung
wird ausgewählt, weil bei einem mittelfristigen Optimierungsvorhaben damit zu rechnen ist, dass
Zahlungen zu unterschiedlichen Perioden anfallen. Im Speziellen wird die Kapitalwertmethode
angewendet, die es ermöglicht, das Investitionsvorhaben für einen festgelegten und absehbaren
Zeithorizont zu bewerten. Dieses Verfahren wird in diesem Kapitel zusammenfassend erläutert.
Im Vergleich zu anderen Investitionsrechnungsverfahren berücksichtigt die dynamische Investi-
tionsrechnung unterschiedliche Zeitperioden, in denen Zahlungen erfolgen. Investitionsobjekte
werden in Ein- und Auszahlungen, die zu prognostizierten Zeiten und in prognostizierter Höhe
erfolgen, aufgeschlüsselt. Die Ein- und Auszahlungen werden für jede Periode summiert und
ergeben einen positiven oder negativen Zahlungsstrom für die jeweilige Periode. Die Zahlungs-
49 Vgl. Klevers 2007: 43. 50 Vgl. Klevers 2007: 44. 51 Vgl. Klevers 2007: 59. 52 Vgl. Klevers 2007: 65.

21
ströme der einzelnen Perioden werden anschließend in Bezug auf einen bestimmten Zeitpunkt
auf- bzw. abgezinst und summiert. Daraus ergibt sich der Kapitalwert eines Investitionsvorha-
bens.53
Ist der Kapitalwert eines Investitionsvorhabens größer als null, gilt dieses als absolut vorteil-
haft.54 Für ein Optimierungsvorhaben würde dies bedeuten, dass seine Durchführung für den
untersuchten Zeithorizont vorteilhaft wäre.
Für die Auf- bzw. Abzinsung wird ein Kalkulationszinssatz verwendet.55 Der Kalkulationszins-
satz stellt den Zinssatz dar, zu dem der Investor das für die Investition erforderliche Kapital zum
gleichen Risiko alternativ auf dem freien Kapitalmarkt anlegen könnte.56
Bei der Kapitalwertmethode wird das Investitionsvorhaben demnach mit einer Alternativinvesti-
tion verglichen.
53 Vgl. Götze 2008: 66,67,69,70,71. 54 Vgl. Götze 2008:71. 55 Vgl. Götze 2008:71. 56 Vgl. Hutzschenreuter 2009: 128.

22
7 Aufnahme des Ist-Zustandes Zu Beginn eines Optimierungsvorhabens muss die Ausgangssituation erfasst werden. Die ent-
sprechenden Daten wurden zum einen durch Beobachtungen im Werk Trampe, zum anderen
durch Befragungen der an den Prozessen beteiligten Personen erhoben.
7.1 Abgrenzung des zu untersuchenden Bereiches Zur Einleitung der Untersuchung ist es erforderlich, den zu untersuchenden Bereich zu definie-
ren. Es wird der Bereich eingegrenzt, für den eine Optimierung erfolgen soll. Basierend auf der
strategischen Planung der Senvion SE ergibt sich, dass sich in den nächsten Jahren ein Produkti-
onsengpass im Werk Trampe ergeben wird, der durch die begrenzte Produktionskapazität be-
gründet ist. Demzufolge soll auch nur dieser Bereich untersucht werden. Seitens des Produkti-
onslagers und der Logistik bestehen ausreichende Kapazitäten für die Zukunft. Des Weiteren
wird sich der zukünftige Engpass auf das Produkt 3.XM beschränken. Dies schränkt den zu un-
tersuchenden Bereich deutlich ein. Der Fokus kann demnach ganz auf die Produktion des Wind-
energieanlagentyps 3.XM am Standort Trampe gerichtet werden. So wird explizit der Bereich
zwischen der Bereitstellung der Materialien und der Übergabe der Windenergieanlage an die
Logistik untersucht.
7.2 Definition: Produktionskapazität Aufgrund der Verwendung des Begriffes „Produktionskapazität“ in vorangegangenen Kapiteln,
ist dieser genau zu definieren.
Die Produktionskapazität lässt sich in eine qualitative und eine quantitative Produktionskapazität
unterteilen. Die qualitative Produktionskapazität gibt die Spannweite der unterschiedlichen Pro-
dukte an, die von einer Produktion gefertigt werden können. Die quantitative Produktionskapazi-
tät gibt an, wie viel Stück eines bestimmten Produktes, einer bestimmten Art, pro Zeitintervall
maximal gefertigt werden können.57
Aufgrund der Problemstellung im Werk Trampe ist die quantitative Produktionskapazität für das
Produkt 3.XM zu untersuchen.
57 Vgl. Weber 1999: 163.

23
7.3 Montageablauf im zu betrachtenden Werk In den folgenden drei Kapiteln wird ein grober Überblick über den Montageablauf einer Wind-
energieanlage im Werk Trampe gegeben. Der Montageablauf besteht aus einer Gondelmontage,
einer Nabenmontage und der Erstellung der dazugehörenden Dokumentationen. Die Gondeln
und die Naben werden separat gefertigt. Sie werden erst bei der späteren Errichtung der Wind-
energieanlage zusammengefügt.
7.3.1 Montageablauf: Gondel
Bei der Montage einer Gondel im Werk Trampe handelt es sich um eine Standplatzmontage. Das
heißt, dass sich eine Gondel während der Montage an einem festen Platz in der Produktion be-
findet und an diesem fertigge-
stellt wird. Es werden mehrere
Gondeln gleichzeitigt an ver-
schiedenen Montageplätzen ge-
fertigt. Zum besseren Verständ-
nis ist der Montageablauf in Ab-
bildung 10 schematisch darge-
stellt. Eine Montage startet mit
einer Vormontage eines Maschi-
nenträgers, der eine Stahl- oder
Gusskonstruktion ist und zur
Aufnahme aller Komponenten
dient. Im weiteren Verlauf wer-
den Schaltschränke, ein Genera-
tor und ein Azimut-System mon-
tiert. Eine elektrische Installation schließt sich an. Es gibt jedoch bei einer Gondel-Montage auch
Prozesse, die parallel zur Hauptmontage stattfinden. So wird eine Vormontage von Getriebe und
Rotorwelle separat durchgeführt. Beide Komponenten, Getriebe und Rotorwelle, werden in der
Folge zu einem Bauteil, dem Triebstrang, zusammengefügt und auf einem Maschinenträger
montiert. Anschließend wird eine Inbetriebnahme durchgeführt, die spätere technische Probleme
ausschließen soll. Aus logistischen Gründen muss aber der Triebstrang, der aus Getriebe und
Rotorwelle besteht, wieder demontiert werden. Die Gondel wäre für den weiteren Transport zu
schwer und zu groß. Im Anschluss werden eine Verkleidung montiert und Restarbeiten ausge-
führt. Letztendlich wird die Gondel für den Versand verpackt und der Logistik übergeben.
Abbildung 10: Montageablauf Gondel
24
7.3.2 Montageablauf: Nabe
Der Produktionsablauf einer
Nabe, der in Abbildung 11
schematisch dargestellt wurde,
ist nur zum Teil standplatzbezo-
gen. Eine Nabe stellt anfangs nur
einen Gusskörper dar, der der
Produktion von dem Produkti-
onslager in einen separaten
Montagebereich geliefert wird.
Dort findet die eigentliche Montage statt. Es werden drei Blattlager montiert und elektrische
Komponenten installiert. Sind diese Montageschritte ausgeführt, wird die Nabe zum nächsten
Bereich, dem Teststand, transportiert. Auch bei der Nabe findet eine Inbetriebnahme statt, um
spätere technische Fehler zu vermeiden. Nachdem die Inbetriebnahme durchgeführt wurde, wird
die Nabe zum nächsten Bereich transportiert. Es schließt sich die Montage einer Verkleidung an.
Ist dieser Arbeitsschritt vollzogen, wird die Nabe der Logistik übergeben.
7.3.3 Dokumentation
Neben den physischen Aktivitäten wird für jede Windenergieanlage eine Dokumentation erstellt.
Diese beinhaltet Lieferscheine, Anleitungen, Pläne und Prüfprotokolle. Weiterhin wird nahezu
jeder Arbeitsschritt von den beteiligten Arbeitskräften gegengezeichnet. Eine Dokumentation
wird benötigt, um dem/der Kunden/Kundin die qualitativen Eigenschaften des Produktes zu ga-
rantieren. Nach dem Produktionsprozess wird die Dokumentation mit der Windenergieanlage zur
Baustelle, dem späteren Windpark, verschickt und dem/der Kunden/Kundin zur Verfügung ge-
stellt.
7.4 Erläuterung des Produktionslayouts Weil die Produktionsoptimierung für ein bereits vorhandenes Werk erfolgt, sollte in jedem Fall
das entsprechende Produktionslayout berücksichtigt werden. Mit Hilfe des Layouts lässt sich die
gesamte Produktion aus der Vogelperspektive einsehen. Es wird ersichtlich, welche Fläche für
die einzelnen Arbeitsstationen benötigt wird und wie diese angeordnet sind. Ein Produktionslay-
out kann aber auch bereits baulich oder infrastrukturell begründete Optimierungseinschränkun-
gen aufweisen, die meist nur mit hohen Investitionen zu beheben sind.
Abbildung 11: Montageablauf Nabe

25
Das Produktionslayout, das von der Senvion SE bereitgestellt wurde (siehe Anhang A), wurde
zunächst aktualisiert. Das überarbeitete Layout ist aus Abbildung 12 auf Seite 26 ersichtlich.
Um den Materialfluss zu verdeutlichen, wurde das Layout um diesen erweitert. Der Übersicht-
lichkeit wurde der Materialfluss nur für den Montageprozess einer einzigen Anlage dargestellt.
Weiterhin wurde das Layout um ein Koordinatensystem ergänzt, das die folgenden Erläuterun-
gen vereinfachen sollen. Im Werk Trampe ist eine typische Kammstruktur anzutreffen. Die ein-
zelnen Montagestationen sind parallel zueinander angeordnet und werden über einen gemeinsa-
men Transportweg mit Materialien versorgt.

26
58 Vgl. Anhang – A.
Abb
ildun
g 12
: Pro
dukt
ions
layo
ut T
ram
pe58

27
Aus dem Layout (siehe Abbildung 12) ist ersichtlich, dass die Produktionshalle längs in zwei
Hälften geteilt ist. In der ersten Hälfte wird die Nabe montiert und getestet, das Getriebe vor-
montiert und die Gondelverkleidung vorbereitet. Für diese Prozesse stehen vier Kräne zur Ver-
fügung. Drei Kräne mit einer Traglast von fünf Tonnen und ein Kran mit einer Traglast von 3,2
Tonnen. Im unteren Teil des Layouts ist die zweite Hälfte der Produktionshalle abgebildet. In
diesem Bereich wird die Gondel montiert, die Verkleidung der Nabe montiert, der Triebstrang
gefügt und die Rotorwelle vormontiert. Weiterhin befinden sich dort Bereitstellungsflächen und
eine Montagefläche für das Gondeldach. Es stehen drei Kräne zur Verfügung, zwei 20 Tonnen
Kräne und ein 70 Tonnen Kran mit zwei Laufkatzen. Kräne sind für eine Windenergieanlagen-
produktion unerlässlich, weil ständig Komponenten mit einem Gewicht von 1 bis 52 Tonnen für
die Montage bewegt werden müssen. Nahezu alle Arbeitsstationen werden über das Tor 12 (H1)
direkt von dem Produktionslager mit Materialien versorgt. Dies erfolgt durch den Einsatz von
Gabelstaplern. Die Arbeitsstation für die Verkleidung der Nabe (A2) wird über das Tor 1 (A2)
mit Materialien versorgt. Bei der Arbeitsstation für die Vormontage der Rotorwelle (H2) ge-
schieht dies über das Tor 9 (H2). Die Maschinenträger werden den Montageplätzen durch die
benachbarten Tore bereitgestellt, weil diese im Anschluss auf Tragegestelle gehoben werden.
Neben dem Tor 12 befindet sich ein Lager (H1), in dem elektrische Komponenten für die Mon-
tage bereitgestellt werden. In der Mitte der Produktion befindet sich eine freie Fläche (E2), die
nur zur Produktion des Produktes MM benötigt wird. Die fertigen Naben verlassen die Produkti-
on durch das Tor 1 (A2). Die fertigen Gondeln werden durch die Tore 2, 4, 6 und 8 auf Gleisen
zur Verladungszone transportiert. Auf Gleisen werden ebenfalls die fertigen Triebstränge zum
Versandbereich transportiert. Dies geschieht durch die Tore 3, 5, 7 und 9.
7.5 Das Ist-Wertstromdiagramm Um die Ausgangssituation zu analysieren ist es erforderlich, für den in Kapitel 7.1 abgegrenzten
Bereich ein Wertstromdiagramm zu erstellen. Das Wertstromdiagramm gibt Auskunft über den
Ist-Zustand. Hierfür muss zunächst der/die Kunde/Kundin definiert werden. Anschließend wer-
den die Prozesse determiniert. Es schließt sich die Untersuchung der Prozesssteuerung und des
Informationsflusses an. Weiterhin werden der/die Lieferant/Lieferantin bestimmt und Kennzah-
len und Zeiten erfasst. Weil die Gondelproduktion und die Nabenproduktion voneinander ge-
trennt betrachtet werden können, bietet es sich an, für jeden Produktionsablauf ein eigenes Wert-
strom-Mapping anzufertigen.

28
7.5.1 Definition des/der Kunden/Kundin
Aufgrund des in Kapitel 7.1 abgegrenzten Bereiches ist der Unternehmensbereich Logistik als
Kunde/Kundin zu definieren. Die Logistik der Senvion SE ist für den Transport der Windener-
gieanlagen von den Produktionsstätten bis zu den zukünftigen Windparks zuständig.
7.5.2 Determination der Prozesse
Da die Produktion einer Windenergieanlage aus einer Vielzahl von Prozessen besteht, ist es not-
wendig, ähnliche, aufeinanderfolgende Prozesse zu vereinen und als ein Prozess darzustellen.
Ziel ist, die Anzahl von zehn Prozessen nicht zu überschreiten. Dies soll die spätere Überschau-
barkeit des Wertstromdiagramms garantieren.
Speziell die Produktion der Gondel besteht aus zahlreichen Arbeitsschritten, die in Prozessen
zusammengefasst werden müssen. Im Sinne der Wertstromanalyse findet die Betrachtung des
Produktionsablaufes aus der Vogelperspektive statt.59 Dies soll die Betrachtung aus einem dis-
tanzierten Blickwinkel ermöglichen und den Fokus auf das Wesentliche lenken. Bei der Abgren-
zung der Prozesse sollte von Prozess zu Prozess möglichst eine erkennbare Wertsteigerung vor-
handen sein. Die Abgrenzung kann aber auch aufgrund von räumlichen oder technischen Gege-
benheiten vorgenommen werden. Teilweise lassen sich Prozesse auch aufgrund der Funktion
abgrenzen, die sie erfüllen sollen. Weiterhin muss beachtet werden, dass die einzelnen Arbeits-
schritte innerhalb eines Prozesses parallel oder in Folge ausgeführt werden. Für die Senvion SE
ergeben sich daraus für das Produktionswerk Trampe die in den Kapiteln 7.5.2.1 und 7.5.2.2
aufgeführten Prozesse.
7.5.2.1 Determination der Prozesse für die Gondelproduktion
Im Folgenden werden die Prozesse determiniert, die für die Produktion einer Gondel erforderlich
sind.
Vormontage Maschinenträger
Der Prozess „Vormontage Maschinenträger“ enthält alle Arbeitsschritte, die erforderlich sind,
um einen Maschinenträger für die weitere Montage vorzubereiten. Es handelt sich hierbei um
Arbeitsschritte, die notwendig sind, um den Korrosionsschutz, mit dem der Maschinenträger von
dem/der Lieferanten/Lieferantin ausgestattet wurde, zu entfernen. Des Weiteren werden erste
Komponenten wie Laufplatten und Geländer montiert. Dieser Prozess wird direkt am Montage-
platz ausgeführt und zählt zu den Hauptprozessen. Für diesen Prozess muss ein Kran zur Verfü-
gung stehen.
59 Vgl. Klevers 2007: 30, 31.
29
Vormontage Rotorwelle
Während dieses Prozesses wird eine Rotorwelle mit einem Rotorlager gefügt. Für diese Arbeits-
schritte wird ein Kran benötigt. Die Vormontage der Rotorwelle wird in einem separaten Bereich
in der Produktion durchgeführt (siehe Abbildung 12; H2) und ist folglich als Nebenprozess anzu-
sehen. Die Rotorwelle und das Rotorlager bilden am Ende des Prozesses eine Einheit.
Vormontage Getriebe
Für den weiteren Produktionsfluss, und um den technischen Anforderungen an die Getriebe ge-
recht zu werden, ist eine Vormontage erforderlich. Hierzu gehören die Montage einer Rotor-
bremse und die Montage von Elastomerlagern. Außerdem findet eine elektrische Montage statt.
Für die Vormontage des Getriebes wird ein Kran benötigt. Dieser Nebenprozess wird in einem
separaten Bereich in der Produktion durchgeführt (siehe Abbildung 12; D1).
Fügen
Der Prozess „Fügen“ beinhaltet Arbeitsschritte, die erforderlich sind, um eine Rotorwelle und
ein Getriebe zu fügen. Für das Fügen wird ein Kran benötigt. Nach diesem Prozess bilden eine
Rotorwelle und ein Getriebe eine Einheit, den Triebstrang. Dieser Vorgang muss direkt neben
der zu bearbeitenden Windenergieanlage erfolgen, weil der fertige Triebstrang nicht über eine
fertige Gondel bewegt werden kann. Die Höhe der Produktionshalle ist dafür nicht ausreichend.
Das „Fügen“ ist als vorgelagerter Prozess des Prozesses „Montage Triebstrang“ anzusehen.
Montage Hauptkomponenten
Die Montage von Hauptkomponenten umfasst die Montage eines Generators, eines Azimut-
Systems und von Schaltschränken. Alle diese Komponenten werden auf bzw. an dem Maschi-
nenträger direkt am Montageplatz montiert. Für diesen Hauptprozess ist ein Kran erforderlich.
E-Montage
Die elektrische Montage (E-Montage) beinhaltet den Großteil aller Arbeitsschritte, die in Zu-
sammenhang mit dem elektrischen System der Windenergieanlage stehen. Hierzu gehört die
Installation von Leistungskabeln, Informationsleitungen und Sensoren am entsprechenden Mon-
tageplatz. Dieser Prozess ist als ein Hauptprozess anzusehen.

30
Montage Triebstrang
Im Verlauf dieses Prozesses wird ein Triebstrang auf dem Maschinenträger montiert. Weiterhin
erfolgen eine Ausrichtung des Generators und schließlich die Montage einer Kupplung, die die
Verbindung zwischen Generator und Getriebe herstellt. Die Montage eines Triebstranges erfolgt
unter Nutzung eins Kranes und ist als ein Hauptprozess anzusehen, weil die Montage direkt am
entsprechenden Montageplatz erfolgt.
Test
Der Prozess „Test“ besteht aus einer Inbetriebnahme der Windenergieanlage. Fehlerhafte Kom-
ponenten sollen entdeckt und ein einwandfreier Zustand der Anlage garantiert werden. Es soll
verhindert werden, dass Probleme im Windpark auftreten, die nur mit höherem Aufwand besei-
tigt werden könnten. Nichtsdestotrotz wird noch eine vollständige Inbetriebnahme der Wind-
energieanlage im Windpark ausgeführt. Um eine Inbetriebnahme im Werk Trampe durchzufüh-
ren wird ein Kran benötigt, mit dem ein Simulationsmotor und Schaltschränke neben der Wind-
energieanlage positioniert werden. Es handelt sich um einen Hauptprozess.
Demontage Triebstrang
Dieser Prozess ist ein Hauptprozess und beinhaltet das Demontieren eines Triebstranges vom
Maschinenträger. Dies ist aus logistischen Gründen notwendig. Eine Gondel einer Windenergie-
anlage wäre für den weiteren Transport sonst zu schwer. Für diesen Prozess wird ein Kran benö-
tigt. Der Triebstrang wurde nur montiert, um mittels der Inbetriebnahme sicherzustellen, dass das
zukünftige Produkt keine Fehler aufweist.
Verkleidung und Versandbereitschaft
Im Prozess „Verkleidung und Versandbereitschaft“ wird zum einen die Verkleidung einer Gon-
del montiert und zum anderen die komplette Gondel mit einer Folie eingeschweißt. Dieser Pro-
zess ist als Hauptprozess anzusehen. Eine Verkleidung besteht aus drei Teilen, zwei Seitenteilen
und einem Dach. Das Dach einer Windenergieanlage wird aus logistischen Gründen nicht mon-
tiert. Die Gondel wäre für den weiteren Transport zu hoch. Montagearbeiten am Dach werden in
einem gesonderten Bereich durchgeführt (siehe Abbildung 12; D2). Das Dach wird dann der
Logistik übergeben.

31
7.5.2.2 Determination der Prozesse für die Nabenproduktion
Im Folgenden werden die Prozesse determiniert, die für die Produktion einer Nabe erforderlich
sind.
Montage Nabe
Dieser Prozess beinhaltet alle Arbeitsschritte, die für die Montage einer Nabe notwendig sind.
Hierzu zählen eine Vormontage, eine mechanische Montage sowie eine elektrische Montage. Die
Montage findet standplatzbezogen in einem eigens dafür eingerichteten Bereich statt (siehe Ab-
bildung 12; C1). Es wäre möglich, den Prozess noch weiter in eine elektrische und eine mechani-
sche Montage zu unterteilen. Da jedoch die Bearbeitungszeit für beide Prozesse nahezu gleich
ist, die Bearbeitung zeitgleich stattfindet und derselbe Standplatz für beide Prozesse benutzt
wird, können diese Prozesse zusammengefasst werden. Aus einer Zusammenfassung resultiert in
diesem Falle der Vorteil, dass eine Zykluszeit erfasst werden kann. Für eine Nabenmontage wird
ein Kran benötigt.
Test
Nachdem eine Nabe den Prozess „Montage“ durchlaufen hat, schließt sich der Prozess „Test“ an.
Hierfür wird die Nabe vom Montagebereich mit Hilfe eines Gabelstaplers zu einem separaten
Testbereich transportiert (siehe Abbildung 12; A1). Im Testbereich wird eine Inbetriebnahme
durchgeführt.
Verkleidung und Versandbereitschaft
„Verkleidung und Versandbereitschaft“ ist der abschließende Prozess einer Nabenproduktion.
Nachdem eine Nabe getestet wurde, wird sie mit einem Gabelstapler zu einem gesonderten Be-
reich befördert (siehe Abbildung 12; A2). Dort wird mit Hilfe eines Kranes die Verkleidung
montiert und die Versandbereitschaft hergestellt. Anschließend wird die Nabe der Logistik über-
geben.

32
7.5.3 Auswahl der Prozessparameter
Die Auswahl der Prozessparameter erfolgt unter der Maßgabe, dass im Werk Trampe bei der
Montage teilweise eine Standplatzmontage anzutreffen ist. Das hat zur Folge, dass nicht alle
Prozessparameter anwendbar sind. So kann eine Zykluszeit nicht für Montageprozesse erfasst
werden, bei denen es sich um eine Standplatzmontage handelt.60 Grundsätzlich sollen die Para-
meter Arbeitskräfte, Zykluszeit, Bearbeitungszeit, Rüstzeit, Maschinenverfügbarkeit und die
verfügbare Arbeitszeit erfasst werden. Es ist allerdings erforderlich, weitere Parameter zu erfas-
sen, die sich aus der spezifischen Montage am Standort Trampe ergeben. Bei der Erläuterung des
Produktionslayouts in Kapitel 7.4 wurde schon auf die Bedeutung von Lasten während des Pro-
duktionsablaufes aufmerksam gemacht.
Demnach scheint dies ein produktions-
spezifisches Kriterium zu sein. Zusätzli-
che Parameter sollen daher die Last, für
die ein Kran benötigt wird, und die benö-
tigte Anzahl der Kräne sein. Auch die
Zeit, für die der Kran benötigt wird, könn-
te im Anschluss ausschlaggebend sein
und soll erfasst werden. Weiterhin könnte
der Platzbedarf eine bedeutende Rolle
spielen. Daher wird auch die benötigte
Montagefläche erfasst. Es ergeben sich
die aus Tabelle 2 ersichtlichen Pro-
zessparameter.
7.5.4 Erfassung und Berechnung der Prozessparameterdaten
Für die in Kapitel 7.5.3 ausgewählten Prozessparameter sind die entsprechenden Daten zu erhe-
ben. Um einen ersten Eindruck von dem aktuellen Durchsatz des Werkes zu erhalten, wurden
anhand von Angaben des Produktionsmanagements Erfahrungswerte aus der Vergangenheit er-
mittelt. Der durchschnittliche Durchsatz ist in Tabelle 5 auf Seite 34 dargestellt. Um eine genaue
Erfassung des Ist-Zustandes zu erhalten, ist es erforderlich die Prozessparameterdaten durch
Messungen zu erheben. Die Verwendung von Daten aus Vorgaben ist zu vermeiden, weil diese
bereits veraltet sein könnten und somit nicht mehr der Realität entsprechen würden.61 Weil es
sich bei der Erhebung der Daten um eine Momentaufnahme handelt, muss entschieden werden,
60 Vgl. Klevers 2007: 64. 61 Vgl. Klevers 2007: 49.
Tabelle 2: Prozessparameter für das Produktionswerk Trampe
Prozessparameter Abkürzung
Arbeitskräfte
Bearbeitungszeit BZ
Zykluszeit ZZ
Rüstzeit RZ
Verfügbare Arbeitszeit VA
Maschinenverfügbarkeit MV
Last (für die ein Kran benötigt wird) L
Anzahl der benötigten Kräne AK
Krannutzungszeit KNZ
Benötigte Montagefläche AM

33
zu welchem Zeitpunkt die Daten erhoben werden sollen.62 Im Falle der Senvion SE ist dies auf-
grund des in Kapitel 7.1 abgegrenzten zu untersuchenden Bereiches eindeutig. Die Erfassung
muss erfolgen, während der Produktionsstandort Trampe ausgelastet ist und nur der Windener-
gieanlagentyp 3.XM produziert wird. Die erfassten Daten spiegeln Tabelle 3 und Tabelle 4 auf
Seite 34 wieder. Im Anhang der Thesis befindet sich eine Kopie der verwendeten Tabellen (siehe
Anhang A). Die Maschinenverfügbarkeit kann nicht direkt ermittelt werden, weil diese erst auf-
grund der erfassten Daten berechnet werden muss. Um die Maschinenverfügbarkeit zu ermitteln
ist es erforderlich, zu klären, welche Maschinen maßgeblichen Einfluss auf die jeweiligen Pro-
zesse bzw. den gesamte Wertstrom haben. Im Falle der Senvion SE haben Prozessbeobachtun-
gen ergeben, dass die Kräne die einzigen großen Maschinen sind, die für die einzelnen Prozesse,
aber auch für den gesamten Wertstrom entscheidend sind. Sie werden zwingend benötigt, um die
Vielzahl von Lasten während des Produktionsprozesses zu bewegen. Demzufolge entspricht die
Maschinenverfügbarkeit der Kranverfügbarkeit. Aus diesem Grund bezieht sich auch die Rüst-
zeit nur auf Umrüstvorgänge, die in Verbindung mit einem Kran stehen. Weiterhin wurden wäh-
rend der Erfassung der Prozessparameterdaten auch die Liegezeiten ermittelt, die für das spätere
Erstellen der Wertstromdiagramme erforderlich sind. Auf die Liegezeiten wird in Kapitel 7.5.7
noch näher eingegangen. Die Last der zu kranenden Teile wurde anhand der im ERP-System
hinterlegten Daten ermittelt.
62 Vgl. Klevers 2007: 60.
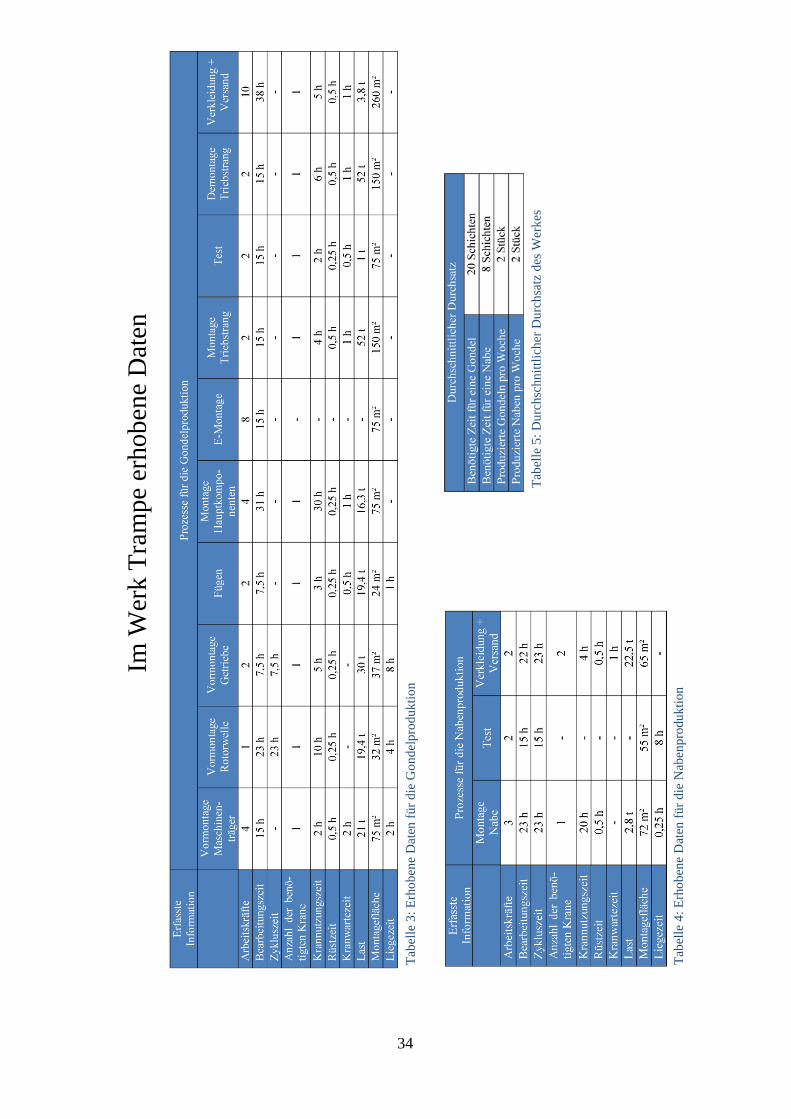
34
Tabe
lle 3
: Erh
oben
e D
aten
für d
ie G
onde
lpro
dukt
ion
Tabe
lle 4
: Erh
oben
e D
aten
für d
ie N
aben
prod
uktio
n
Tabe
lle 5
: Dur
chsc
hnitt
liche
r Dur
chsa
tz d
es W
erke
s
Im W
erk
Tram
pe e
rhob
ene
Dat
en

35
Mittels der erhobenen Daten lassen sich die Prozessparameterdaten für die einzelnen Prozesse
ableiten. Die Parameterdaten für die Bearbeitungszeit (BZ), die Zykluszeit (ZZ), die Rüstzeit, die
Last, für die ein Kran benötigt wird, die Anzahl der benötigten Kräne, die Krannutzungszeit und
die benötigte Montagefläche lassen sich direkt für die einzelnen Prozesse aus Tabelle 3 und Ta-
belle 4 übernehmen. Die Maschinenverfügbarkeit und die verfügbare Arbeitszeit werden berech-
net.
Maschinenverfügbarkeit
Wie bereits erwähnt, bezieht sich die Maschinenverfügbarkeit (MV) nur auf die Verfügbarkeit
der Kräne. Um die Maschinenverfügbarkeit für die einzelnen Prozesse zu ermitteln, ist es erfor-
derlich die Krannutzungszeiten (KNZ) und die Kranwartezeiten (KWZ), die in Tabelle 3 und Ta-
belle 4 erhoben wurden, in ein Verhältnis zu setzen. Die Rüstzeit wurde bei der Datenerhebung
bereits bei der Krannutzungszeit berücksichtigt. Anderenfalls hätte die Rüstzeit zur Krannut-
zungszeit addiert werden müssen. Zur Berechnung der Maschinenverfügbarkeit wird folgende
Verhältnisgleichung aufgestellt:
100 %𝐾𝑊𝑍 + 𝐾𝑁𝑍
=𝑀𝑉𝐾𝑁𝑍
𝑀𝑉 = �100 %
𝐾𝑊𝑍 + 𝐾𝑁𝑍� ∙ 𝐾𝑁𝑍
Beispielrechnung für den Prozess „Vormontage Maschinenträger“:
KNZ = 2 h
KNW = 2 h
𝑀𝑉 = �100 %
2 h + 2 h� ∙ 2 h = 50 %
Für den Prozess „Vormontage Maschinenträger“ würde sich eine Maschinenverfügbarkeit von
50 Prozent ergeben. Die berechnete Maschinenverfügbarkeit der übrigen Prozesse ist aus Tabelle
7 und Tabelle 8 auf Seite 37 ersichtlich.
Beträgt die Maschinenverfügbarkeit nicht 100 Prozent, verursacht dies Wartezeiten für den Pro-
duktionsablauf. Im weiteren Verlauf wird die Maschinenverfügbarkeit wie in Tabelle 6 auf Seite
36 dargestellt bewertet.

36
Verfügbare Arbeitszeit
Die verfügbare Arbeitszeit ist im zu untersuchenden Produktionswerk von der Anwesenheit des
Personals abhängig. Weil im gesamten Produktionswerk Trampe zum Zeitpunkt der Datenerfas-
sung ein Zweischichtbetrieb vollzogen wird und für alle Schichtarbeitskräfte dieselbe Anwesen-
heitszeit gilt, ist auch die verfügbare Arbeitszeit für alle Prozesse dieselbe. Demzufolge ist es nur
notwendig, die verfügbare Arbeitszeit für das gesamte Produktionswerk zu ermitteln. Für das
Produktionswerk Trampe gelten folgende Anwesenheitszeiten:
1. Schicht: 06:00 – 14:45 Uhr
2. Schicht: 14:30 – 23:15 Uhr
Gesamte Anwesenheitszeit: 06:00 – 23:15 Uhr ≙ 1035 Minuten
Pro Schicht sind eine Pause von 30 Minuten und eine Pause von 15 Minuten vorgesehen. Es
ergibt sich eine Pausenzeit von 90 Minuten pro Tag. Zwischen 14:30 Uhr und 14:45 Uhr erfolgt
eine Schichtübergabe von 15 Minuten. Die verfügbare Arbeitszeit (VA) berechnet sich wie folgt:
Verfügbare Arbeitszeit = Anwesenheitszeit - Pausenzeiten - Schichtübergabezeiten
𝑉𝐴 = 1035 min− ([30 min + 15 min] ∙ 2) − 15 min = 930 min
Die verfügbare Arbeitszeit am Standort Trampe beträgt 15,5 Stunden pro Tag. Es wird an 5 Ta-
gen pro Woche gearbeitet. Die verfügbare Wochenarbeitszeit (VAW) beträgt daher 77,5 Stunden
pro Woche.
𝑉𝐴𝑊 = 15,5 ℎ ∙ 51
𝑊𝑜𝑐ℎ𝑒= 77,5
ℎ𝑊𝑜𝑐ℎ𝑒
Aus den erhobenen Daten auf Seite 34 und den auf dieser Basis berechneten Daten ergeben sich
die in Tabelle 7 und Tabelle 8 auf der folgenden Seite aufgelisteten Prozessparameterdaten für
die einzelnen Prozesse.
Maschinenverfügbarkeit Bewertung
0 - 89 % schlecht
90 - 99% gut
100 % sehr gut
Tabelle 6: Bewertung der Maschinenverfügbarkeit
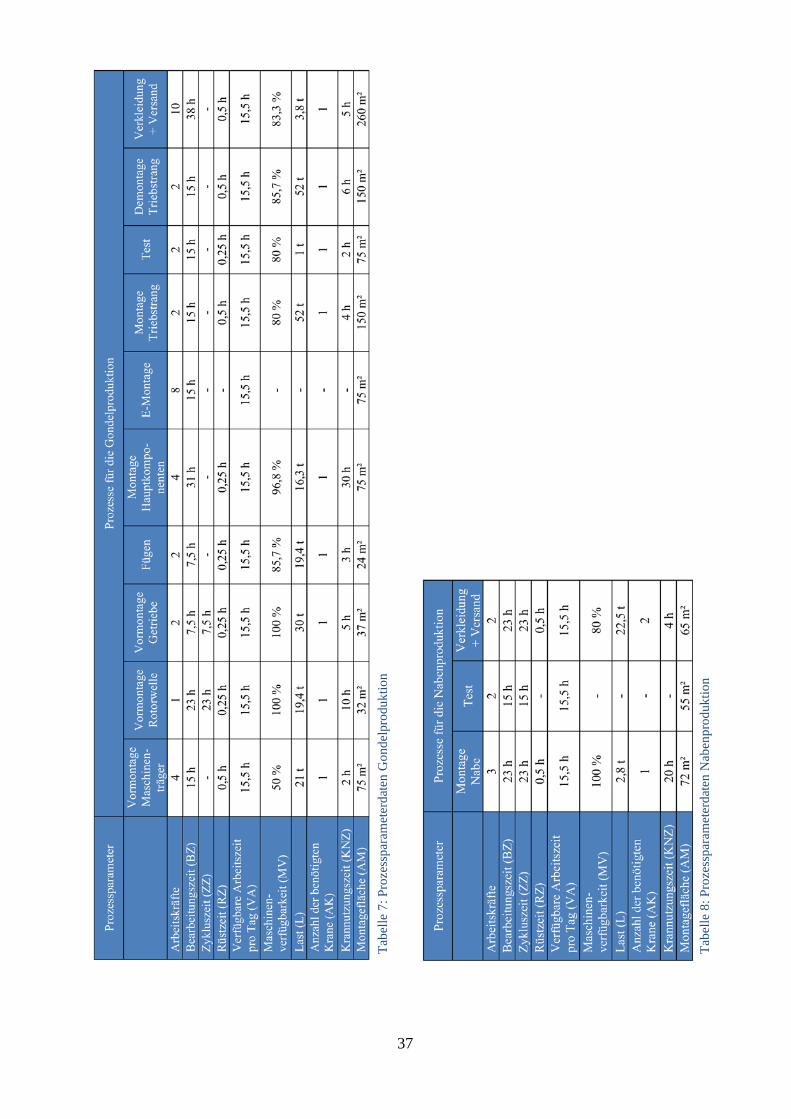
37
Tabe
lle 7
: Pro
zess
para
met
erda
ten
Gon
delp
rodu
ktio
n
Tabe
lle 8
: Pro
zess
para
met
erda
ten
Nab
enpr
oduk
tion

38
7.5.5 Definition des/der Lieferanten/Lieferantin
Aufgrund des in Kapitel 7.1 abgegrenzten Bereiches ist das Produktionslager als Lieferant zu
definieren. Das Produktionslager versorgt die Produktionen mit den benötigten Materialien. Ne-
ben dem Produktionslager existiert auch ein Kanban-System im Werk Trampe, über das die Pro-
duktion mit Klein- und Verbrauchsartikeln versorgt wird. Da das Kanban-System aber von ei-
nem externen Unternehmen geführt wird und nur Klein- und Verbrauchsartikel führt, wird im
weiteren Verlauf nicht näher auf diesen Bereich eingegangen.
7.5.6 Steuerung und Informationsfluss
Zur Erfassung der Produktionssteuerung und des Informationsflusses im Werk Trampe wurde
ein Interview mit dem Produktionsmanagement geführt. Der Einbezug des Produktionsmanage-
ments hat sich als besonders effizient erwiesen, weil der Sektor „Steuerung und Informations-
fluss“ durch Beobachtungen nur schwer zu untersuchen ist.
Der Produktionsablauf in Trampe startet mit der Erstellung eines Fertigungsauftrages durch die
Fertigungssteuerung im ERP-System. Aufgrund dessen erhalten die Produktionsmeister den
Start- und Endtermin eines Fertigungsauftrages. Für jede Gondel und jede Nabe, die produziert
werden soll, wird ein separater Fertigungsauftrag erstellt. Der Fertigungsauftrag wird gestartet,
indem die Produktionsmeister das Material für den ersten Produktionsprozess einer Windener-
gieanlage über das ERP-System vom Lager anfordern und die Arbeitskräfte auf die verschiede-
nen Positionen aufteilen. Ist ein Prozess nahezu abgeschlossen, meldet eine am Prozess beteiligte
Arbeitskraft dies an die Produktionsmeister zurück. Im Anschluss wird von den Produktions-
meistern das Material für den nächsten Prozess vom Produktionslager angefordert. Sobald die
Produktionsmeister die Fertigmeldung des letzten Prozesses erhalten, wird der Fertigungsauftrag
von den Produktionsmeistern im ERP-System als abgeschlossen gekennzeichnet. Der Produkti-
onsablauf ist beendet und das Produkt wird der Logistik übergeben.

39
7.5.7 Kennzahlen und Zeiten
Im unteren Teil des Wertstromdiagramms werden die Kennzahlen und Zeiten dargestellt.63 Hier-
zu gehören Bearbeitungs- und Wartezeiten.64 Der Übersicht halber werden nur die Bearbeitungs-
und Wartezeiten der Hauptprozesse in diesem Bereich dargestellt. Die Zeiten der Nebenprozesse
befinden sich in den zugehörigen Prozesskästchen.
Die Bearbeitungszeiten sind aus den in Kapitel 7.5.4 erfassten Daten ersichtlich. Die Wartezeit
(WZ) zwischen den einzelnen Prozessen ergibt sich aus der Addition der prozessbezogenen
Kranwartezeit und der Liegezeit des vorgelagerten Prozesses. Um den Wertschöpfungsprozess
zu verdeutlichen, soll zusätzlich die Wertschöpfungszeit (WSZ) dargestellt werden. Weil es sich
bei der Wertstromanalyse nicht um eine Arbeitszeitanalyse handelt, soll die Wertschöpfungszeit
eines Prozesses gleich der Bearbeitungszeit sein. Dies gilt jedoch nur, wenn der Prozess auch als
wertschöpfend anzuerkennen ist. Ein Prozess ist nur dann wertschöpfend, wenn durch ihn ein
Mehrwert geschaffen wird, für den die Kunden/Kundinnen auch bereit sind, zu zahlen. Sollte es
im späteren Verlauf erforderlich sein, die exakte Wertschöpfungszeit der einzelnen Prozesse zu
ermitteln, müsste eine detaillierte Arbeits-
zeitanalyse durchgeführt werden. Im Wert-
stromdiagramm wird für die nicht wertschöp-
fende Zeit die Abkürzung NWSZ verwendet.
Die Zeiten, die im unteren Teil der Wert-
stromdiagramme dargestellt werden, sind in
Tabelle 9 aufgelistet.
63 Vgl. Klevers 2007: 59. 64 Vgl. Klevers 2007: 59.
Tabelle 9: Kenzahlen und Zeiten
Kennzahlen und Zeiten Abkürzung
Bearbeitungszeit BZ
Wartezeit WZ
Wertschöpfungszeit WSZ
Nicht wertschöpfende Zeit NWSZ
Kranwartezeit KWZ

40
7.5.8 Ist-Wertstromdiagramme: Produktionsstandort Trampe
Auf Basis der gewonnen Erkenntnisse können die Wertstromdiagramme erstellt werden. Die
Wertstromdiagramme spiegeln den Produktionsablauf im Werk Trampe als eine Momentauf-
nahme des Ist-Zustandes wider. Die Abbildung 13 auf Seite 41 zeigt das Ist-Wertstrom-Mapping
für die Gondelproduktion. In Abbildung 14 auf Seite 42 ist die Nabenproduktion abgebildet. Auf
Seite 43 werden die Kaizenblitze in Tabelle 10 aufgelistet. Der Übersicht halber wurde auf die
Darstellung der Rüstzeit verzichtet. Es stellte sich heraus, dass diese nur einen äußerst geringen
Anteil an der Bearbeitungszeit hat. Auch die Anzahl der benötigten Kräne wird nur dargestellt,
wenn diese größer ist als eins. Andernfalls wird das Erfordernis eines Kranes bereits durch die
Darstellung der Maschinenverfügbarkeit symbolisiert. Die entsprechenden Zeiten der Hauptpro-
zesse befinden sich im unteren Teil des Diagrammes. Für die Nebenprozesse („Vormontage Ro-
torwelle“, „Vormontage Getriebe“, „Fügen“) wird die Bearbeitungszeit direkt im Prozesskäst-
chen dargestellt.

41
Abb
ildun
g 13
: Ist
-Wer
tstro
mdi
agra
mm
Gon
delp
rodu
ktio
n
Zeite
n fü
r Hau
pt-
proz
esse

42
Abb
ildun
g 14
: Ist
-Wer
tstro
mdi
agra
mm
Nab
enpr
oduk
tion

43
Kaizenblitze der Ist-Wertstromdiagramme
Tabelle 10: Kaizenblitze der Ist-Wertstromdiagramme
Kaizenblitz-Nummer Erläuterung
1 Produktionslager muss Material zur richtigen Zeit zu verschiedenen Arbeitsstationen liefern.
2 Jeder Prozess wird manuell an die Produktionsmeister rückgemeldet.
3 Maschinenverfügbarkeit von nur 50 Prozent 4 Bearbeitungszeit = Zykluszeit (obwohl zwei Montageplätze zur Ver-
fügung stehen); Die Zykluszeit könnte die Hälfte der Bearbeitungs-zeit betragen.
5 Maschinenverfügbarkeit von nur 80 Prozent 6 Maschinenverfügbarkeit von nur 80 Prozent
7 Material fehlte für zwei Stunden.
8 Für 48,5 Stunden wurde keine wertschöpfende Tätigkeit ausgeführt.
9 8,5 Stunden Wartezeit
10 Hoher Anteil (35 Prozent) an nicht wertschöpfender Zeit.
11 Produktionslager muss Material zur richtigen Zeit zu verschiedenen Arbeitsstationen liefern.
12 Jeder Prozess wird manuell an die Produktionsmeister rückgemeldet.
13 Zykluszeit beträgt 8 Stunden mehr als die des Folgeprozesses; Bearbeitungszeit = Zykluszeit (obwohl zwei Montageplätze zur Ver-fügung stehen); Die Zykluszeit könnte die Hälfte der Bearbeitungs-zeit betragen.
14 Zykluszeit beträgt 8 Stunden mehr als die des vorgelagerten Prozes-ses; Bearbeitungszeit = Zykluszeit (obwohl zwei Montageplätze zur Verfügung stehen); Die Zykluszeit könnte die Hälfte der Bearbei-tungszeit betragen.
15 Maschinenverfügbarkeit von nur 80 Prozent
16 Es werden zwei Kräne blockiert.
17 Nicht wertschöpfende Zeit von 23,25 Stunden.
18 Hoher Anteil (35 Prozent) an nicht wertschöpfender Zeit.
44
7.5.9 Auswertung der Ist-Wertstromdiagramme
Im Folgenden wird das Ist-Wertstromdiagramm für die Gondel- und die Nabenproduktion aus-
gewertet. Bei der Erläuterung wird stets Bezug auf die Kaizenblitze genommen, die in Tabelle
10 aufgelistet sind und aus Abbildung 13 sowie Abbildung 14 ersichtlich sind. Als Verweis auf
den entsprechenden Kaizenblitz wird im weiteren Verlauf nur die Nummer des Blitzes in ecki-
gen Klammern angegeben. Das soll die Störung des Leseflusses minimieren.
Auffällig bei der Auswertung ist, dass mehrere Prozesse eine schlechte Maschinenverfügbarkeit
aufweisen. Wird zur Auswertung auch das Produktionslayout von Seite 26 beachtet, wird er-
sichtlich, dass nur die Prozesse von einer schlechten Maschinenverfügbarkeit betroffen sind, die
in dem Teil der Produktion stattfinden, indem die Gondel produziert wird.
7.5.9.1 Auswertung: Ist-Wertstromdiagramm für die Gondelproduktion
In „Abbildung 13: Ist-Wertstromdiagramm Gondel“ sind zahlreiche Kaizenblitze zu erkennen,
die eine Verschwendung während des Produktionsablaufes signalisieren. Im Ist-
Wertstromdiagramm wird deutlich, dass das Produktionslager einem hohen Arbeitsaufwand [1]
ausgesetzt ist, weil die Materialien ständig zu den richtigen Zeiten an sechs verschiedenen Stati-
onen bereitgestellt werden müssen. Auf den Produktionsmeistern lastet ein hoher Steuerungs-
aufwand [2]. Sie erhalten eine manuelle Rückmeldung von jedem Prozess, um dann die Materia-
lien für den nachgelagerten Prozess anzufordern. Die Materialanforderung erfolgt hierbei über
eine manuelle Eingabe in das ERP-System. Die Maschinenverfügbarkeit ist bei fast allen Prozes-
sen als schlecht zu bewerten. Eine besonders schlechte Maschinenverfügbarkeit liegt bei den
Prozessen „Vormontage Maschinenträger“ [3], „Montage Triebstrang“ [5] und „Test“ [7] vor.
Eine sehr gute Maschinenverfügbarkeit wurde bei den Prozessen „Vormontage Rotorwelle“ und
„Vormontage Getriebe“ erzielt. Die Zykluszeit für den Prozess „Vormontage Rotorwelle“ [4]
hätte theoretisch die Hälfte betragen sollen, weil aus dem Produktionslayout ersichtlich ist, dass
zwei Teile gleichzeitig gefertigt werden könnten. Zwischen den Prozessen „Vormontage Ma-
schinenträger“ und „Montage Hauptkomponenten“ ist eine Wartezeit von 3 Stunden [7] ersicht-
lich. Diese ist darauf zurückzuführen, dass für zwei Stunden ein Materialengpass herrschte und
sich eine einstündige Kranwartezeit anschloss. Der Materialengpass kam zustande, weil die an-
geforderten Materialien nicht im Produktionslager vorhanden waren. Der Prozess „Test“ ist als
nicht wertschöpfende Tätigkeit anzusehen, weil es sich hierbei nur um eine vorläufige Inbetrieb-
nahme der Windenergieanlage handelt und der/die Kunde/Kundin demzufolge nicht bereit wäre
dafür zu zahlen. Die endgültige Inbetriebnahme der Windenergieanlage findet im Windpark statt.
Im Sinne des Wertstrom-Ansatzes werden solche Aktivitäten, die den Wert eines Produktes nur

45
scheinbar steigern, auch als Scheinleistung bezeichnet.65 Weil sich dem Prozess „Montage
Triebstrang“ der Prozess „Demontage Triebstrang“ anschließt [8], sind auch diese Prozesse nicht
als wertschöpfend anzusehen. Die gesamte Wartezeit beträgt 8,5 Stunden [9] und gilt als Ver-
schwendung. Die nicht wertschöpfende Zeit für den gesamten Produktionsprozess [10] beträgt
53,5 Stunden.
65 Vgl. Erlach 2010: 121.

46
Die Durchlaufzeit (DZ) einer Gondel des Typs 3.XM ergibt sich aus der Addition der gesamten
Bearbeitungszeit und der gesamten Wartezeit aller Hauptprozesse.
𝐷𝑍 = 𝐵𝑍 + 𝑊𝑍
𝐷𝑍𝐺𝑜𝑛𝑑𝑒𝑙 = 144 ℎ + 8,5 ℎ = 152,5 ℎ
Die Gleichung zur Berechnung der Durchlaufzeit ist auf die folgende Gleichung zurückzuführen.
𝐷𝑢𝑟𝑐ℎ𝑙𝑎𝑢𝑓𝑧𝑒𝑖𝑡 = 𝐷𝑢𝑟𝑐ℎ𝑓üℎ𝑟𝑢𝑛𝑔𝑠𝑧𝑒𝑖𝑡 + Ü𝑏𝑒𝑟𝑔𝑎𝑛𝑔𝑠𝑧𝑒𝑖𝑡 66
Wird die Durchlaufzeit durch die verfügbare Arbeitszeit pro Tag dividiert, ergibt sich, wie viele
Tage benötigt werden, um eine Windenergieanlage zu produzieren.
𝑡 =𝐷𝑍𝑉𝐴
𝑡 =152,5 ℎ
15,5 ℎ𝑑
≈ 9,84 𝑑 ≈ 10 𝑑
Weil es sich bei der Gondelproduktion am Standort Trampe um eine Standplatzmontage handelt,
ist es erforderlich, die Zykluszeit für eine vollständige Gondel zu ermitteln. Anhand des Layouts
auf Seite 26 ist ersichtlich, dass im Werk Trampe vier Montageplätze (MP) für die Gondelpro-
duktion vorhanden sind. Die theoretische Zykluszeit für die Gondelproduktion ergibt sich, indem
die Durchlaufzeit einer Gondel durch die vorhandenen Montageplätze dividiert wird.
𝑍𝑍𝑡ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑠𝑐ℎ 𝐺𝑜𝑛𝑑𝑒𝑙 =𝐷𝑍𝑀𝑃
𝑍𝑍𝑡ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑠𝑐ℎ 𝐺𝑜𝑛𝑑𝑒𝑙 =152,5 ℎ
4= 38,125 ℎ
Theoretisch wird alle 38,125 Stunden, in denen im Werk Trampe produziert wird, eine Gondel
fertiggestellt. Wird die verfügbare Wochenarbeitszeit von 77,5 Stunden durch die Zykluszeit
dividiert, ergibt sich daraus, dass pro Woche zwei Anlagen gefertigt werden.
77,5 ℎ𝑊𝑜𝑐ℎ𝑒
38,125 ℎ≈ 2
1𝑊𝑜𝑐ℎ𝑒
66 Vgl. Grabner: 146.

47
7.5.9.2 Auswertung: Ist-Wertstromdiagramm für die Nabenproduktion
Für die Nabenproduktion besteht ebenfalls ein hoher Arbeitsaufwand für das Produktionslager
[11], weil auch hier Materialien zu bestimmten Zeiten an zwei unterschiedlichen Arbeitsstatio-
nen bereitgestellt werden müssen. Es handelt sich hierbei um die Arbeitsstationen, an denen die
Prozesse „Montage Nabe“ und „Verkleidung und Versandbereitschaft“ durchgeführt werden.
Auch der Steuerungsaufwand für die Produktionsmeister ist hoch, weil ebenfalls alle Prozesse
manuell rückgemeldet werden. Des Weiteren wurde eine geringere Zykluszeit erwartet [13, 14],
weil dem Layout nach mehrere Naben gleichzeitig gefertigt werden könnten. Es ergeben sich
Bestände, weil die Zykluszeiten nicht aufeinander abgestimmt sind. Die Maschinenverfügbarkeit
beträgt bei dem Prozess „Verkleidung und Versandbereitschaft“ [15] nur 80 Prozent. Während
der Prozessbeobachtung war aufgefallen, dass für den Prozess „Verkleidung und Versandbereit-
schaft“ theoretisch nur ein Kran [16] benötigt wird. Weil das zu bewegende Teil aber ein Ge-
wicht von 22,5 Tonnen aufweist, kann es nur mit dem Kran bewegt werden, der eine Traglast
von 70 Tonnen besitzt. Zur Veranschaulichung wird an dieser Stelle auf den Bereich A2/B2 des
Produktionslayouts auf Seite 26 verwiesen. Aufgrund der Anordnung der Kräne wird bei diesem
Vorgang der 20-Tonnen-Kran (A1) ständig durch den 70-Tonnen-Kran (E2) blockiert. Während
der Nabenproduktion findet ebenfalls ein Test statt. Bei diesem handelt es sich allerdings auch
nur um eine vorläufige Inbetriebnahme. Es findet demnach keine Wertschöpfung [17] statt. Die
nicht wertschöpfende Zeit während einer Nabenproduktion [18] beträgt 24,25 Stunden und wird
als Verschwendung beurteilt. Die Durchlaufzeit einer Nabe ergibt sich wie folgt:
𝐷𝑍 = 𝐵𝑍 + 𝑊𝑍
𝐷𝑍𝑁𝑎𝑏𝑒 = 60 ℎ + 9,25 ℎ = 69,25 ℎ
Die Durchlaufzeit einer Nabe beträgt 4,5 Tage.
𝑡 = 𝐷𝑍 ÷ 𝑉𝐴
𝑡 =69,25 ℎ
15,5 ℎ𝑑
≈ 4,47 𝑑 ≈ 4,5 𝑑
48
Die höchste Zykluszeit der Nabenproduktionsprozesse beträgt 23 Stunden. Da es sich bei der
Nabenproduktion um eine Fertigungslinie handelt, entspricht die höchste Zykluszeit eines Pro-
zesses der theoretisch möglichen Zykluszeit des Gesamtprozesses. Demnach gilt:
𝑍𝑍𝑡ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑠𝑐ℎ 𝑁𝑎𝑏𝑒 = 23 ℎ
Bei einer verfügbaren Wochenarbeitszeit von 77,5 Stunden, könnten 3,4 Naben produziert wer-
den.

49
7.6 Der Produktionsengpass Um den Produktionsengpass aufzuzeigen, wird ein Taktabstimmungsdiagramm angefertigt. Als
Produktionsengpass ist der Prozess anzusehen, der die höchste Zykluszeit aufweist. Durch diesen
Prozess gehen die Ersparnisse der anderen Prozesse verloren. Der Prozess mit der höchsten Zyk-
luszeit bestimmt die Zykluszeit des gesamten Produktionsprozesses. Demzufolge kann die Zyk-
luszeit des gesamten Produktionsprozesses nicht geringer sein, als die des Prozesses mit der
höchsten Zykluszeit.67
Die Produktion einer Windenergieanlage wird erst als abgeschlossen angesehen, wenn die Gon-
del und die Nabe gefertigt worden sind und die dazugehörigen Dokumentationen erstellt wurden.
Im weiteren Verlauf wird ausgeschlossen, dass der Produktionsengpass durch die Erstellung der
Dokumentationen verursacht wird. Folglich müssen die unterschiedlichen Zykluszeiten der Pro-
duktionsabläufe für die Naben und die Gondel beachtet werden. Auch die Zykluszeit für die Fer-
tigung eines Triebstranges ist von Bedeutung, weil diese Produktion parallel zur eigentlichen
Gondelproduktion stattfindet und als vorgelagerte Prozesskette anzusehen ist. Die theoretisch
mögliche Zykluszeit für die Fertigung eines Triebstranges beträgt 23 Stunden. Dies ergibt sich
aus der hohen Zykluszeit des Prozesses „Vormontage Rotorwelle“. Die Zykluszeit des Prozesses
„Vormontage Getriebe“ ist wesentlich niedriger. Es ergibt sich das in Abbildung 15 dargestellte
Taktabstimmungsdiagramm.
67 Vgl. Erlach 2010: 108, 109.
Abbildung 15: Taktabstimmungsdiagramm Produktion 3.XM

50
Die hohe Zykluszeit der Gondelproduktion wirkt sich negativ auf die gesamte Zykluszeit einer
Windenergieanlage aus. Der Vorteil der geringeren Zykluszeiten der Produktionsabläufe
„Nabenproduktion“ und „Fertigung Triebstrang“ ist somit nichtig. Aufgrund dessen beträgt die
Zykluszeit einer gesamten Windenergieanlage 38,125 Stunden. Würde sich die Zykluszeit der
Gondelproduktion verringern, würde sich auch direkt die Zykluszeit der gesamten Windenergie-
anlage verringern. Den primären Engpass stellt folglich die Gondelproduktion dar.

51
8 Definition des Soll-Zustandes In diesem Kapitel wird der Soll-Zustand für das Optimierungsvorhaben erstellt. Hierzu wird in
Kapitel 8.1 zunächst eine Vision für das Produktionswerk Trampe erstellt, aus der anschließend
der Soll-Zustand in Kapitel 8.2 abgeleitet wird.
8.1 Die Generierung der Vision Im Sinne der Wertstromanalyse wird auf Basis der Ist-Wertstromdiagramme eine Vision abgelei-
tet. Die Vision wird ebenfalls als Wertstromdiagramm dargestellt. Ziel ist, mit Hilfe der Vision
einen Soll-Zustand zu generieren, anhand dessen Maßnahmen zur Optimierung abgeleitet wer-
den können.68
Die Ausarbeitung der Vision erfolgt ohne Berücksichtigung des Aufwandes, der nötig wäre, um
die Optimierungspotenziale auszuschöpfen. Es soll analysiert werden, welche die größten Stell-
hebel auf dem Weg zu einer verschwendungsfreien Produktion sind.69
Die Generierung einer Vision erfolgt unter Berücksichtigung der folgenden drei Gestaltungsbe-
reiche:70
Rhythmus und Fluss
Der Gestaltungsbereich „Rhythmus und Fluss“ verfolgt die Anpassung des Produktionsrhythmus
an den Kundenbedarf/Kundinnenbedarf und die Schaffung eines kontinuierlichen Produktions-
flusses. Es wird versucht einen Produktionsablauf zu schaffen, der frei von Beständen ist. Be-
stände sind als Verschwendung anzusehen, weil diese Liege-, Leerlauf- und Wartezeiten verur-
sachen. Weiterhin erhöht sich der Steuerungsaufwand.71
Steuerung und Sequenz
Dieser Geltungsbereich zielt darauf ab, so wenige Prozesse wie möglich zu steuern. Der Steue-
rungsaufwand soll möglichst gering gehalten werden. Die Prozesse sollten sich möglichst selbst
steuern.72
Prozesse und Hilfsmittel
Unter diesem Aspekt werden alle Optimierungspotenziale zusammengefasst, die die Prozessge-
staltung selbst im Fokus haben. Um solche Optimierungspotenziale zu finden, ist es erforderlich,
68 Vgl. Klevers 2007: 69. 69 Vgl. Klevers 2007: 127. 70 Vgl. Klevers 2007: 70. 71 Vgl. Klevers 2007: 70, 72. 72 Vgl. Klevers 2007: 70.

52
sich intensiv mit den Techniken der einzelnen Prozesse eines Produktionsablaufes zu befassen.
Eine solche Untersuchung kann auch eine Neuentwicklung zur Folge haben. Oft lassen sich Pro-
zesse auch verschwendungsärmer gestalten, indem geeignetere Hilfsmittel zum Einsatz kom-
men.73
8.1.1 Die Vision für die Gondelproduktion
In diesem Kapitel wird schrittweise erläutert, wie die Vision für die Gondelproduktion generiert
wird. Es wird mit der Gondelproduktion begonnen, weil diese den umfangreichsten Teil der Pro-
duktion darstellt und aus Kapitel 7.6 hervorgeht, dass in diesem Bereich ein Engpass herrscht.
8.1.1.1 Rhythmus und Fluss für die Gondelproduktion
Um den Produktionsfluss an den Kundenbedarf/Kundinnenbedarf anzupassen, muss dieser Be-
darf zunächst festgelegt werden.74 Dies ist erforderlich, um eine Über- oder Unterproduktion zu
vermeiden, die als Verschwendung anzusehen wäre.75 An dieser Stelle kommt es allerdings zu
einer Diskrepanz zwischen der Anwendung der Wertstromanalyse und den spezifischen Eigen-
schaften der Windenergiebranche. Bei der Fertigung der Windenergieanlagen eines Windparks
handelt es sich um ein Projektgeschäft. Das heißt, dass Windenergieanlagen erst gefertigt wer-
den, wenn auch ein entsprechender Auftrag vorhanden ist. Demzufolge wird es nicht zu einer
Über- oder Unterproduktion kommen. Vielmehr entscheidet erst die mögliche Produktionskapa-
zität darüber, ob ein Auftrag überhaupt angenommen werden kann. Der Kunden-
wunsch/Kundinnenwunsch ist auf eine möglichst hohe Produktionskapazität ausgerichtet. Dem-
nach stellt sich für die Vision eher die Frage, wie hoch die Produktionskapazität einer optimier-
ten Produktion wäre. Um diese Frage zu beantworten, wird zunächst davon ausgegangen, dass
eine perfekt optimierte Produktion nur aus wertschöpfenden Tätigkeiten besteht. Folglich sollte
die perfekte Durchlaufzeit nur aus wertschöpfender Zeit bestehen. Die visionäre Durchlaufzeit
(DZV) der Gondel würde dann 99 Stunden (= WSZ) betragen. Weiterhin wird davon ausgegan-
gen, dass die verfügbare Arbeitszeit 24 Stunden pro Tag beträgt und an 6 Tagen pro Woche pro-
duziert werden kann.
Aufgrund der Standplatzmontage ist die maximale Produktionskapazität nicht nur abhängig von
der Durchlaufzeit, sondern auch von den zur Verfügung stehenden Montageplätzen. Als Konse-
quenz daraus muss der Gedanke der Vision auch auf das Produktionslayout angewendet werden.
Bei der Betrachtung des Layouts auf Seite 26 ist ersichtlich, dass im mittleren Teil des Gondel-
produktionsbereiches ein Großteil der Fläche nicht genutzt wird. Im Sinne des wertstromorien-
73 Vgl. Klevers 2007: 71. 74 Vgl. Klevers 2007: 72. 75 Vgl. Klevers 2007: 77, 78.

53
tierten Ansatzes ist die freie Fläche als Verschwendung anzusehen. Demnach wird bei der Erstel-
lung der Version davon ausgegangen, dass diese Verschwendung beseitigt werden kann und
stattdessen der Platz für einen weiteren Montageplatz genutzt werden kann. Es würden dann fünf
Montageplätze (MP) im Werk Trampe zur Verfügung stehen. Die visionäre Zykluszeit (ZZV)
einer Gondel würde sich dann wie folgt berechnen:
𝑍𝑍𝑉 =𝐷𝑍𝑣𝑀𝑃
𝑍𝑍𝑉 =99 ℎ
5= 19,8 ℎ
Um einen gleichmäßigen Produktionsrhythmus zu erreichen, müssen als Erstes die wertschöp-
fenden Hauptprozesse aufeinander abgestimmt werden. Hauptprozesse sind die Prozesse, die
direkt am Montageplatz der jeweiligen Gondel durchgeführt werden. Demnach gehören die Pro-
zesse „Vormontage Maschinenträger“, „Montage Hauptkomponenten“, „E-Montage“ und „Ver-
kleidung und Versandbereitschaft“ zu den wertschöpfenden Hauptprozessen. Die visionären
Zykluszeiten der Nebenprozesse, die als Zulieferprozesse angesehen werden können, richten sich
nach der visionären Zykluszeit einer Gondel. Wie im Falle einer Produktionslinie, bei der die
Zykluszeiten der Prozesse aufeinander
abgestimmt werden sollen, müssen bei
einer Standplatzmontage die Bearbei-
tungszeiten aufeinander abgestimmt
werden. Ein entscheidender Unter-
schied zwischen einer Produktionslinie
und einer Standplatzmontage ist der,
dass bei einer Produktionslinie die zu
bearbeitenden Teile zum nächsten Pro-
zess befördert werden. Bei einer Stand-
platzmontage werden die Prozesse hin-
gegen zum nächsten zu bearbeitenden
Teil „befördert“. Im Falle einer Wind-
energieanlagenproduktion, bei der die
einzelnen Prozesse stark von menschli-
cher Arbeit charakterisiert sind, heißt
das, dass sich die am Prozess beteilig-
ten Personen nach Beendigung des Pro- Abbildung 16: Gedankenexperiment Prozessanzahl

54
zesses zum nächsten Montageplatz bewegen. Um diesen Vorgang so effektiv wie möglich zu
gestalten, muss zum einen die Bearbeitungszeit der Prozesse gleich und zum anderen die Anzahl
der Prozesse gleich der Anzahl der zur Verfügung stehenden Montageplätze sein. Dies wird
durch das Gedankenexperiment in Abbildung 16 auf Seite 53 begründet. Ein Kästchen steht
hierbei für eine Zeiteinheit, die zur Durchführung eines Prozesses benötigt wird. Wäre die An-
zahl der Prozesse größer als die Anzahl der Montageplätze, würde sich nach Beendigung eines
Prozesses am letzten Montageplatz eine Wartezeit für die am Prozess beteiligten Arbeitskräfte
ergeben. Die Wartezeit wäre als Verschwendung zu beurteilen. Wäre die Anzahl der Prozesse
kleiner als die Anzahl der Montageplätze, würden sich gleiche Prozesse überlagern. Unter der
Annahme, dass die benötigten Ressourcen für jeden Prozess nur einmal zur gleichen Zeit zur
Verfügung stehen, ergibt sich für das Gedankenexperiment nur eine logische Lösung. Die An-
zahl der Prozesse ist im optimalen Fall gleich der Anzahl der Montageplätze. In Bezug auf die
Gondelproduktion wird der Prozess „Verkleidung und Versandbereitschaft“ deshalb in zwei Pro-
zesse aufgeteilt. Die Anzahl der wertschöpfenden Hauptprozesse ergibt dann fünf. Für die Gene-
rierung der Vision wird vorerst angenommen, dass sich die visionäre Durchlaufzeit einer Gondel
gleichermaßen auf alle Hauptprozesse verteilen lässt und sich so ein gleichmäßiger Produktions-
fluss ergibt.
8.1.1.2 Steuerung und Sequenz für die Gondelproduktion
Um den Steuerungsaufwand zu minimieren, ist es erforderlich, Schrittmacherprozesse zu be-
stimmen. Eine Prozesskette sollte möglichst nur durch einen Schrittmacherprozess gesteuert
werden. Ein Schrittmacherprozess ist der Prozess einer Prozesskette, mit dem die gesamte Pro-
zesskette gesteuert werden kann. Aufgrund einer festgelegten Reihenfolge und definierten Zyk-
luszeiten der Folgeprozesse, sollen die Hin- und Rückmeldungen zwischen der Fertigungssteue-
rung und den übrigen Prozessen entfallen. Die Aktionen, die durch die Hin- und Rückmeldungen
veranlasst werden, lassen sich durch einen zeitlichen Versatz auf Basis des Schrittmacherprozes-
ses auslösen. Der Steuerungsaufwand kann so reduziert werden.76
In Bezug auf die Gondelproduktion ist die Reihenfolge der Prozesse bereits durch die Stand-
platzmontage und die technischen Gegebenheiten festgelegt. Jede Gondelproduktion startet mit
dem Prozess „Vormontage Maschinenträger“. Dieser Prozess bietet sich an, als Schrittmacher-
prozess zu fungieren. Die Rückmeldungen der Folgeprozesse entfallen. Weil der Triebstrang
parallel zur eigentlichen Gondelproduktion gefertigt wird, muss der Schrittmacherprozess,
„Vormontage Maschinenträger“, den Auftragsstart an die Prozesse „Vormontage Getriebe“ und
„Vormontage Rotorwelle“ weiterleiten. 76 Vgl. Klevers 2007: 86.

55
Im Ist-Zustand war die Rückmeldung der einzelnen Prozesse für die Bestellung von Materialien
aus dem Produktionslager erforderlich. Um den Steuerungsaufwand zu optimieren wird für die
Vision davon ausgegangen, dass die Materialien aller Arbeitsstationen über ein Kanban-System
bezogen werden können. Für ein Kanban-System würde jeder übergeordnete Steuerungsaufwand
der vorgelagerten Prozesskette entfallen.77 Ein Kanban-System stellt demnach den geringsten
Steuerungsaufwand dar und wird deshalb an dieser Stelle als optimale Lösung angesehen. Das
Produktionslager müsste sicherstellen, dass die Arbeitsstationen immer mit Materialien versorgt
werden. Die Materialversorgung orientiert sich bei der Verwendung eines Kanban-Systems stets
am reellen Verbrauch der Materialien. In Bezug auf die Standplatzmontage einer Gondel würde
das bedeuten, dass die einzelnen Komponenten im besten Fall unmittelbar neben dem Montage-
platz in Form eines Pull-Systems bereitgestellt werden. Weil sich die Komponenten jedoch von
Fertigungsauftrag zu Fertigungsauftrag unterscheiden können, müsste sichergestellt werden, dass
auch die richtigen Komponenten in der richtigen Reihenfolge in Form eines Kanban-Systems
neben den Montageplätzen bereitgestellt werden.
8.1.1.3 Prozesse und Hilfsmittel für die Gondelproduktion
In diesem Kapitel wird untersucht, wie sich die einzelnen Prozesse im Sinne des Wertstrom-
Ansatzes optimieren lassen. Der Handlungsspielraum für eine solche Optimierung reicht von der
Verbesserung der Hilfsmittel bis zur Umgestaltung der Prozesskette.78 Wird das Wertstromdia-
gramm auf Seite 41 betrachtet, wird deutlich, dass insgesamt 48,5 Stunden nur für das Prüfen der
Anlage erforderlich sind. Der Prozess „Test“ erfordert das Montieren des Triebstranges, der an-
schließend aus logistischen Gründen wieder demontiert werden muss. Der Wert des Produktes
wird durch die Montage und die anschließende Demontage des Triebstranges nicht gesteigert.
Während des Prozesses „Test“ wird die Anlage auf Fehler geprüft. Fehler können durch eine
fehlerhafte Montage oder durch defekte Komponenten verursacht werden. Aufgrund des kosten-
intensiven Produktes führen Fehler nicht zu einem Ausstoß, wohl aber zu einer Nachbearbei-
tungszeit. Im Sinne des Wertstrom-Ansatzes sollten Teile nur weitergegeben werden, wenn sie
auch fehlerfrei sind.79 Im besten Falle sollten Produkte so hergestellt werden, dass eine Produk-
tion von Fehlteilen nicht möglich ist und die Produkte schließlich nicht mehr geprüft werden
müssen.80 In Bezug auf die Gondelproduktion müsste demzufolge sichergestellt werden, dass nur
Komponenten verwendet werden, die hundertprozentig fehlerfrei sind. Eine fehlerhafte Montage
und die Weitergabe von fehlerhaften Teilen müsste durch eine optimierte Prozessgestaltung aus-
77 Vgl. Klevers 2007: 91. 78 Vgl. Klevers 2007: 86. 79 Vgl. Erlach 2010: 122. 80 Vgl. Erlach 2010: 122.

56
geschlossen werden. Wie bereits in Kapitel 8.1.1.1 erwähnt, beträgt die visionäre Zykluszeit der
Gondel 19,8 Stunden. Demzufolge müssen auch die Zulieferprozesse an die neue Zykluszeit
angepasst werden. Zur Veranschaulichung wird auf das Taktabstimmungsdiagramm in Abbil-
dung 17 verwiesen.
Abbildung 17: Taktabstimmungsdiagramm Vision Gondelproduktion
Die Zykluszeit des Prozesses „Vormontage Getriebe“ ist bereits kleiner als 19,8 Stunden und
stellt deshalb keinen Engpass dar. Im Gegenteil, um ein vorzeitiges Produzieren, folgende Be-
stände und eine Verschwendung der Ressourcen zu vermeiden, wäre es sogar angebracht, die
Zykluszeit auf 19,8 Stunden zu erhöhen. Anstatt zwei Arbeitskräften wäre für diesen Prozess
dann nur noch eine Arbeitskraft erforderlich. Anders verhält es sich allerdings bei dem Prozess
„Vormontage Rotorwelle“. Dieser Prozess weist eine Zykluszeit von 23 Stunden auf. Es ergibt
sich eine Differenz zur visionären Zykluszeit der Gondel von 3,2 Stunden. An dieser Stelle wür-
de es zu einem Engpass kommen. Für die Erstellung der Vision wird davon ausgegangen, dass
dieser Engpass behoben werden kann und die Zykluszeit des Prozesses „Vormontage Rotorwel-
le“ nicht größer als die visionäre Zykluszeit der Gondel ist.
8.1.1.4 Wertstromdiagramm: Vision Gondelproduktion
Aus Basis der Gestaltungsbereiche, die in den vorherigen Kapiteln erläutert wurden, lässt sich
ein möglichst verschwendungsfreies Wertstromdiagramm erstellen. Bei einer visionären Zyklus-
zeit von 19,8 Stunden, einer verfügbaren Arbeitszeit von 24 Stunden pro Tag und sechs Arbeits-
tagen pro Woche, würde sich ein Ausstoß von 7,72 Anlagen pro Woche ergeben.
𝐴𝑢𝑠𝑠𝑡𝑜ß𝑣𝑖𝑠𝑖𝑜𝑛ä𝑟 =𝑉𝐴𝑣𝑖𝑠𝑖𝑜𝑛ä𝑟
𝑍𝑍𝑉=
24 ℎ𝑑 ∙ 6 𝑑𝑊𝑜𝑐ℎ𝑒
19,8 ℎ≈ 7,72
1𝑊𝑜𝑐ℎ𝑒

57
Abb
ildun
g 18
: Vis
ion-
Wer
tstro
mdi
agra
mm
Gon
delp
rodu
ktio
n Ze
iten
für H
aupt
- pr
ozes
se

58
8.1.2 Die Vision für die Nabenproduktion
In Kapitel 8.1.1 wurde bereits erläutert wie eine Version generiert wird. Für die Vision der
Nabenproduktion werden die gleichen Schritte wie bei der Gondelproduktion durchlaufen.
8.1.2.1 Rhythmus und Fluss für die Nabenproduktion
Der visionäre Rhythmus der Nabenproduktion muss sich nach dem Rhythmus der Gondelpro-
duktion richten. Andernfalls würde sich wieder ein Produktionsengpass ergeben. Die visionäre
Zykluszeit einer Nabe beträgt demzufolge 19,8 Stunden. Folglich soll alle 19,8 Stunden eine
Nabe die Produktion verlassen. Die Zykluszeit von 19,8 Stunden für eine Nabe kann nur erreicht
werden, wenn auch die Zykluszeiten der einzelnen Arbeitsstationen nicht größer ist als 19,8
Stunden. Im besten Falle würde die Zykluszeit der Prozesse „Montage Nabe“, „Test“ und „Ver-
kleidung und Versandbereitschaft“ ebenfalls 19,8 Stunden betragen. In diesem Falle würden
zwischen den einzelnen Prozessen keine Bestände anfallen.
8.1.2.2 Steuerung und Sequenz für die Nabenproduktion
Der Steuerungsaufwand für die Nabenproduktion lässt sich analog zur Gondelproduktion opti-
mieren. Die Einführung eines Schrittmacherprozesses würde den Steuerungsaufwand reduzieren.
Als Schrittmacherprozess lässt sich für die Nabenproduktion der Prozess „Montage Nabe“ be-
stimmen. Weil alle Prozesse der Nabenproduktion bereits durch ein FIFO-Verfahren miteinander
gekoppelt sind, würde sich die Steuerung der folgenden Prozesse erübrigen.81 Eine Nabe und
eine Gondel stellen am Ende des Fertigungsprozesses ein Produkt dar, die Windenergieanlage.
Deshalb lässt sich der Schrittmacherprozess der Nabe auch durch den Schrittmacherprozess der
Gondel steuern. Um den Steuerungsaufwand noch weiter zu reduzieren, wird davon ausgegan-
gen, dass für die gesamte Materialbreitstellung ein Kanban-System genutzt werden kann.
8.1.2.3 Prozesse und Hilfsmittel für die Nabenproduktion
Der Prozess „Test“ findet nach dem Prozess „Montage Nabe“ statt. Dies ist im Sinne des Wert-
strom-Ansatzes nicht vorteilhaft.82 Dieser Sachverhalt wurde bereits im Kapitel 8.1.1.3 für die
Gondelproduktion erläutert. Des Weiteren steigert dieser Prozess den Wert des Produktes nicht.
Für die Vision wird angenommen, dass dieser Prozess nicht mehr notwendig ist. Es wird davon
ausgegangen, dass die Optimierung der Zykluszeiten erreichen werden kann, indem die Anzahl
der Arbeitskräfte erhöht wird, die gesamte zur Verfügung stehende Montagefläche genutzt wer-
den kann und sich die Maschinenverfügbarkeit verbessern lässt.
81 Vgl. Klevers 2007: 59. 82 Vgl. Erlach 2010: 122.

59
8.1.2.4 Wertstromdiagramm: Vision Nabenproduktion
Das Wertstromdiagramm für die Vision der Nabenproduktion lässt sich anhand der Gestaltungs-
bereiche, die in den Kapiteln 8.1.2.1 bis 8.1.2.3 erläutert wurden, erstellen. Im Wertstromdia-
gramm, Abbildung 19, ist ersichtlich, dass die Nabenproduktion an die Gondelproduktion ange-
passt wurde. Die visionäre Produktionskapazität beträgt 7,27 Naben pro Woche (siehe Kapitel
8.1.1.4).

60
Abb
ildun
g 19
: Vis
ion-
Wer
tstro
mdi
agra
mm
Nab
enpr
oduk
tion

61
8.2 Generierung des Soll-Zustandes Die Entwicklung des Soll-Zustandes erfolgt unter Beachtung der Gestaltungsbereiche, die bereits
für die Vision in Kapitel 8.1.1 erläutert und angewendet wurden. Der Soll-Zustand wird aller-
dings unter der Berücksichtigung generiert, dass sich dieses in absehbarer Zeit realisieren lassen
sollte.83
8.2.1 Soll-Zustand für die Gondelproduktion
Zunächst wird der Soll-Zustand für die Gondelproduktion erzeugt. Dies ist zum einen dadurch
begründet, dass die Gondelproduktion einen Großteil des Produktionsaufwandes darstellt, und
zum anderen, weil in Kapitel 7.6 festgestellt wurde, dass hier ein Engpass herrscht.
8.2.1.1 Rhythmus und Fluss für die Gondelproduktion
Um einen an dem/der Kunden/Kundin ausgerichteten Produktionsrhythmus zu schaffen, ist es
erforderlich, den Kundenwunsch/Kundinnenwunsch zu erfassen. Im Falle der Senvion SE wer-
den die Kundenwünsche/Kundinnenwünsche von der Abteilung Fertigungssteuerung in Ferti-
gungsaufträge konvertiert. Dies geschieht für jede Windenergieanlage. Jeder Fertigungsauftrag
enthält einen Soll-Termin, an dem die Fertigung abgeschlossen sein soll. Um die Schwankungen
hinsichtlich des Kundenbedarfs/Kundinnenbedarfs zu ermitteln, werden Daten der Vergangen-
heit ausgewertet. In der Datenbank des ERP-Systems der Senvion SE sind die Soll-Termine der
Fertigungsaufträge für die vergangenen Jahre hinterlegt. Auf Basis der Daten für das Jahr 2013
(siehe Anhang C) wurde das Diagramm, das in Abbildung 20 ersichtlich ist, erstellt.
Abbildung 20: Soll-Stückzahl 3.XM 2013
83 Vgl. Klevers 2007: 126.
0
0,5
1
1,5
2
2,5
5 17 20 22 25 26 27 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Soll-
Stüc
kzah
l 201
3
Kalenderwoche 2013
3X.M 2013

62
Das Diagramm veranschaulicht die von der Fertigungssteuerung geforderten Windenergieanla-
gen des Typs 3.XM pro Kalenderwoche. Die Kalenderwochen, für die kein Fertigungsauftrag
vorhanden war, wurden nicht dargestellt. Für das Jahr 2013 bestand, insgesamt für 30 Wochen
eine Nachfrage nach dem Produkt 3.XM. Neun Wochen beschränkte sich die Nachfrage auf eine
Windenergieanlage pro Woche. Für 21 Wochen wurden 2 Anlagen pro Woche gefordert. Wie
bereits in der Einleitung in Kapitel 1.4 erwähnt, rechnet das strategische Management mit einem
Anstieg der Nachfrage um 15 Prozent pro Jahr für die nächsten fünf Jahre. Der Prozentsatz be-
zieht sich dabei stets auf die Nachfrage des Jahres 2013. Die Nachfrage würde demnach bis zum
Jahr 2018 um 75 Prozent gestiegen sein. Weil die Produktion für einen mittelfristigen Zeitraum
optimiert werden soll, wird die prognostizierte Nachfrage für das Jahr 2018 als Kunden-
wunsch/Kundinnenwunsch definiert.
𝑁𝑎𝑐ℎ𝑓𝑟𝑎𝑔𝑒2018 = 100 % + 15 % ∙ 5 𝐽𝑎ℎ𝑟𝑒 = 175 % ≙ 1,75
Ein möglicher Verlauf der Nachfrage für das Jahr 2018 ist in Abbildung 21 dargestellt. Hierzu
wurden die Soll-Stückzahlen des Jahres 2013 mit dem Faktor 1,75 multipliziert.
Abbildung 21: Soll-Stückzahl 3.XM 2018
Die Soll-Stückzahlen betragen 1,75 und 3,5 Anlagen pro Kalenderwoche. Die Nachfrage für das
gesamte Jahr 2018 würde 89,25 Anlagen betragen. Die rote Linie zeigt die aktuelle Produktions-
kapazität im Werk Trampe auf. Es ist ersichtlich, dass der prognostizierte Kunden-
wunsch/Kundinnenwunsch mit der aktuellen Produktionskapazität nicht mehr befriedigt werden
kann. Um dem Kundenwunsch/Kundinnenwunsch gerecht zu werden, muss die Produktionska-
pazität im Werk Trampe 3,5 Anlagen pro Woche betragen. Andernfalls könnte die Produktion
dem Kundenwunsch/Kundinnenwunsch nicht jederzeit gerecht werden. Die Ermittlung des Kun-
0
0,5
1
1,5
2
2,5
3
3,5
4
5 17 20 22 25 26 27 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Soll-
Stüc
kzah
l 201
8
Kalenderwoche 2018
3X.M 2018 Ist-Produktionskapazität (2013)
63
denwunsches/Kundinnenwunsches erfolgt unter der Annahme, dass sich die Schwankungen hin-
sichtlich der Nachfrage für das Jahr 2018 adäquat zu denen des Jahres 2013 verhalten. Es ergibt
sich demnach ein zu berücksichtigender Kundenwunsch/Kundinnenwunsch (KW) von 3,5
Windenergieanlagen pro Woche. Für diesen Kundenwunsch/Kundinnenwunsch wird die Soll-
Zykluszeit (ZZS) einer Windenergieanlage wie folgt berechnet:
𝑍𝑍𝑆 =𝑉𝐴𝐾𝑊
=𝑣𝑒𝑟𝑓ü𝑔𝑏𝑎𝑟𝑒 𝐴𝑟𝑏𝑒𝑖𝑡𝑠𝑧𝑒𝑖𝑡
𝐾𝑢𝑛𝑑𝑒𝑛𝑤𝑢𝑛𝑠𝑐ℎ/𝐾𝑢𝑛𝑑𝑖𝑛𝑛𝑒𝑛𝑤𝑢𝑛𝑠𝑐ℎ84
Es ist ersichtlich, dass bereits die verfügbare Arbeitszeit (VA) für die Zykluszeit ausschlagge-
bend ist. In Kapitel 7.5.4 wurde schon auf die verfügbare Arbeitszeit eingegangen. Das Werk
Trampe befindet sich in unmittelbarer Nähe zu einem Wohngebiet. Weil es in der Vergangenheit
bereits zu Divergenzen zwischen den Anwohnern und der Senvion SE gekommen ist, wird an
dieser Stelle davon ausgegangen, dass das Schichtsystem nicht um eine Nachtschicht erweitert
werden kann. Die Vision verdeutlichte allerdings, dass hier bereits beachtliche Potenziale für
eine Produktionskapazitätserweiterung liegen. Für den weiteren Verlauf wird die verfügbare Ar-
beitszeit von 77,5 Stunden pro Woche beibehalten. Es ergibt sich die folgende Zykluszeit für
eine Gondel:
𝑍𝑍𝑆 =77,5 ℎ
𝑊𝑜𝑐ℎ𝑒3,5 1
𝑊𝑜𝑐ℎ𝑒≈ 22,14 ℎ
Mehrere Gondeln werden im Werk Trampe gleichzeitig an verschiedenen Montageplätzen (MP)
gefertigt. Um anhand der Soll-Zykluszeit die Soll-Durchlaufzeit (DZS) einer einzelnen Gondel
zu ermittel, wird deshalb die folgende Gleichung verwendet:
𝐷𝑍𝑆 = 𝑍𝑍𝑆 ∙ 𝑀𝑃
Wie bereits in Kapitel 8.1.1.1 erläutert, bietet das Produktionslayout die Möglichkeit, einen wei-
teren Montageplatz zu schaffen und den freien Platz, der als Verschwendung anzusehen ist, zu
minimieren. Für den Soll-Zustand sind folglich fünf Montageplätze vorgesehen. Es ergibt sich
folgende Soll-Durchlaufzeit für eine Gondel:
𝐷𝑍𝑆 = 22,14 ℎ ∙ 5 ≈ 110,71 ℎ
Im nächsten Schritt sollen die Prozesse aufeinander abgeglichen werden. Hierfür sieht die Wert-
stromanalyse den Einsatz eines Taktabstimmungsdiagramms vor.
84 Vgl. Klevers 2007: 79.

64
In einem Taktabstimmungsdiagramm werden die zeitlichen Arbeitsinhalte für jeden Arbeitsplatz
dargestellt. Der Arbeitsplatze mit dem höchsten zeitlichen Inhalt ist der Engpass. Dieser Arbeits-
platz bestimmt den maximal zu erreichenden Gesamtausstoß. Der Engpass macht die Zeiterspar-
nisse der anderen Arbeitsplätz zunichte. Zusätzlich kommt es zu Wartezeiten bei allen anderen
Prozessen. Im Taktabstimmungsdiagramm wird zusätzlich der Kundentakt/Kundinnentakt er-
fasst.85
Zunächst werden die standplatzbezogenen Hauptprozesse untersucht. Aus den in Kapitel 7.5.4
erhobenen Daten lässt sich das Taktabstimmungsdiagramm, das in Abbildung 22 ersichtlich ist,
erstellen. Die rote Line markiert den Kundentakt/Kundinnentakt, der mit der Soll-Zykluszeit
gleichzusetzen ist.
Abbildung 22: 1. Taktabstimmungsdiagramm Hauptprozesse Gondel
„Der höchste Balken ist der Engpass der Linie, der den maximal erreichbaren Gesamtausstoß
bestimmt.“86 Demzufolge könnte der Kundentakt/Kundinnentakt nicht erreicht werden, weil die
Bearbeitungszeit der Prozesse „Montage Hauptkomponenten“ und „Verkleidung und Versandbe-
reitschaft“ zu hoch sind. In diesem Sinne ist anzunehmen, dass eine Optimierung dieser Prozesse
auf eine Bearbeitungszeit von mindestens 22,14 Stunden die Erreichung des Kundentak-
tes/Kundinnentaktes zur Folge hätte. An dieser Stelle muss jedoch kritisch hinterfragt werden,
inwieweit sich das Taktabstimmungsdiagramm auf die standplatzbezogene Montage anwenden
lässt. Dies wird in Form von Gedankenexperimenten in Kapitel 8.2.1.2 überprüft.
85 Vgl. Erlach 2010: 108, 109. 86 Erlach 2010: 108.

65
8.2.1.2 Gedankenexperimente zum Taktabstimmungsdiagramm für standplatzbezogene
Fertigungsprozesse
In diesem Kapitel wird mit Hilfe von Gedankenexperimenten untersucht, wie ein Taktabstim-
mungsdiagramm, auf das im vorherigen Kapitel eingegangen wurde, für standplatzbezogene
Montageprozesse anzuwenden und auszuwerten ist.
Um die Komplexität in Grenzen zu halten, werden die Gedankenexperimente nur für zwei Mon-
tageplätze durchgeführt. Weiterhin wird davon ausgegangen, dass die standplatzbezogene Ferti-
gung einer Anlage nur aus vier Prozessen besteht. In den Gedankenexperimenten entspricht eine
Folge von vier Prozessen einer fertigen Anlage. Aufeinander folgende Anlagen sind farblich
unterscheidbar gekennzeichnet. Ein Kästchen entspricht jeweils einer Zeiteinheit (ZE).
Abbildung 23: 1. Gedankenexperiment zum Taktabstimmungsdiagramm
Im ersten Gedankenexperiment in Abbildung 23, ist im oberen Teil eine Prozesskette mit nicht
optimierten Bearbeitungszeiten und im unteren Teil eine mit optimierten Bearbeitungszeiten
abgebildet. Im ersten Fall ist die Bearbeitungszeit des vierten Prozesses deutlich länger als die
der übrigen Prozesse. Die Bearbeitungszeit des vierten Prozesses wird nun gleichmäßig auf die
übrigen Prozesse aufgeteilt. Es ergibt sich die untere Prozesskette mit den optimierten Bearbei-
tungszeiten. Im gleichen Zeitintervall, dem Bereich zwischen den zwei schwarzen vertikalen
Linien (mit gestrichelter Linie gekennzeichnet), werden allerdings nicht mehr Anlagen produ-
ziert. Dies wird durch die gleichgebliebene Durchlaufzeit einer Anlage verursacht. Sie ist jedoch
ausschlaggebend dafür, wie viele Anlagen pro Zeitintervall gefertigt werden können. Die stand-
platzbezogene Produktionskapazität wird zunächst nicht durch einen Engpass bestimmt, sondern
durch die gesamte Durchlaufzeit. Für das betrachtete Zeitintervall im Gedankenexperiment in
Abbildung 23 würde sich folgende Gleichung ergeben.
𝐴𝑢𝑠𝑠𝑡𝑜ß 𝑑𝑒𝑠 𝑍𝑒𝑖𝑡𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑙𝑠 = 𝑍𝑒𝑖𝑡
𝐷𝑢𝑟𝑐ℎ𝑙𝑎𝑢𝑓𝑧𝑒𝑖𝑡 𝑒𝑖𝑛𝑒𝑟 𝐴𝑛𝑙𝑎𝑔𝑒∙ 𝑀𝑜𝑛𝑡𝑎𝑔𝑒𝑝𝑙ä𝑡𝑧𝑒

66
𝐴𝑢𝑠𝑠𝑡𝑜ß 𝑑𝑒𝑠 𝑍𝑒𝑖𝑡𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑙𝑠 =24 𝑍𝐸12 𝑍𝐸
∙ 2 = 4
Die Anwendbarkeit der Gleichung wird durch das Gedankenexperiment (siehe Abbildung 23)
grafisch bewiesen. Demnach werden pro Zeitintervall vier Anlagen fertiggestellt.
Etwas komplexer wird die Thematik, wenn davon ausgegangen wird, dass die Ressourcen, die
für die Durchführung eines Prozesses erforderlich sind, nur einmal zur gleichen Zeit in der Pro-
duktion zur Verfügung stehen. In Bezug auf eine Windenergieanlagenproduktion handelt es sich
hierbei größtenteils um das qualifizierte Fachpersonal. In diesem Fall ist es notwendig, dass der
Produktionsstart des zweiten Montageplatzes verschoben wird.
Abbildung 24: 2. Gedankenexperiment zum Taktabstimmungsdiagramm
Dieser Sachverhalt ist in Abbildung 24 dargestellt. Die Anlaufphase einer solchen Prozesskette
wird im Produktionsmanagement als Ramp-Up-Phase bezeichnet. Die Ramp-Up-Phase ist in
Abbildung 24 grün hinterlegt. Um eine Überlagerung der Prozesse zu vermeiden, muss die
Ramp-Up-Phase mindestens so lang sein, wie die Bearbeitungszeit des längsten Prozesses. Im
Zeitintervall der Abbildung 24 kommt es ebenfalls zu einem Ausstoß von vier Anlagen. Die Pro-
zesskette des zweiten Montageplatzes hat sich nur verschoben. Die Gleichung auf Seite 65 ist
weiterhin zutreffend. Durch eine Ramp-Up-Phase lassen sich demnach unterschiedliche Prozess-
bearbeitungszeiten einer Prozesskette kompensieren.
Es stellt sich die Frage, bis zu welchem Punkt sich unterschiedliche Prozessbearbeitungszeiten
mittels einer Ramp-Up-Phase kompensieren lassen. Um dies herauszufinden, wird das Gedan-
kenexperiment um einen weiteren Montageplatz erweitert.
Abbildung 25: 3. Gedankenexperiment zum Taktabstimmungsdiagramm

67
In Abbildung 25 ist zu erkennen, dass sich die Ramp-Up-Phase verlängern muss, um eine Pro-
zessüberschneidung des vierten Prozesses zu vermeiden. Die entsprechenden Werte werden in
die Gleichung, die auf Seite 65 ersichtlich ist, eingesetzt.
𝐴𝑢𝑠𝑠𝑡𝑜ß 𝑑𝑒𝑠 𝑍𝑒𝑖𝑡𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑙𝑠𝑡ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑠𝑐ℎ =24 𝑍𝐸12 𝑍𝐸
∙ 3 = 6
Laut der Gleichung würde der Ausstoß für das betrachtete Zeitintervall von 24 Zeiteinheiten
sechs vollständige Anlagen betragen. Abbildung 25 macht allerdings deutlich, dass nur vier An-
lagen fertiggestellt werden. Die Ursache hierfür liegt bei den sich ergebenden Wartezeiten. Die
unterschiedlichen Prozessbearbeitungszeiten können nicht mehr mit Hilfe einer Ramp-Up-Phase
kompensiert werden. Es ergibt sich ein Engpass, der durch die lange Bearbeitungszeit des vierten
Prozesses verursacht wird.
Würde es gelingen, die Prozesse so zu optimieren, dass die lange Bearbeitungszeit des vierten
Prozesses auf die übrigen Prozesse aufgeteilt wird, ergibt sich das Gedankenexperiment in Ab-
bildung 26.
Abbildung 26: 4. Gedankenexperiment zum Taktabstimmungsdiagramm
Es ist ersichtlich, dass sich die Ramp-UP-Phase verkürzt hat und die Wartezeiten eliminiert wur-
den. Der Ausstoß pro Zeitintervall beträgt 6 Anlagen. Die Gleichung zur Berechnung des Aus-
stoßes lässt sich wieder anwenden.
Aus den in den Gedankenexperimenten beobachteten Korrelationen, lassen sich die nachfolgen-
den Sachverhalte ableiten. Dabei wird die Bedingung gestellt, dass die vorgelagerte Wartezeit
eines Prozesses Bestandteil der Prozessdauer ist.
1. Die erforderliche Dauer der Ramp-Up-Phase berechnet sich wie folgt:
𝐷𝑎𝑢𝑒𝑟 𝑑𝑒𝑟 𝑅𝑎𝑚𝑝 − 𝑈𝑝 − 𝑃ℎ𝑎𝑠𝑒 =
𝐷𝑎𝑢𝑒𝑟 𝑑𝑒𝑠 𝑙ä𝑛𝑔𝑠𝑡𝑒𝑛 𝑃𝑟𝑜𝑧𝑒𝑠𝑠𝑒𝑠 ∙ (𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑀𝑜𝑛𝑡𝑎𝑔𝑒𝑝𝑙ä𝑡𝑧𝑒 − 1)

68
2. Es ergeben sich zusätzliche Wartezeiten wenn:
𝐷𝑢𝑟𝑐ℎ𝑙𝑎𝑢𝑓𝑧𝑒𝑖𝑡 𝑒𝑖𝑛𝑒𝑟 𝐴𝑛𝑙𝑎𝑔𝑒𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑀𝑜𝑛𝑡𝑎𝑔𝑒𝑝𝑙ä𝑡𝑧𝑒
< 𝐷𝑎𝑢𝑒𝑟 𝑑𝑒𝑠 𝑙ä𝑛𝑔𝑠𝑡𝑒𝑛 𝑃𝑟𝑜𝑧𝑒𝑠𝑠𝑒𝑠
3. Es ergeben sich keine zusätzlichen Wartezeit wenn:
𝐷𝑢𝑟𝑐ℎ𝑙𝑎𝑢𝑓𝑧𝑒𝑖𝑡 𝑒𝑖𝑛𝑒𝑟 𝐴𝑛𝑙𝑎𝑔𝑒𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑀𝑜𝑛𝑡𝑎𝑔𝑒𝑝𝑙ä𝑡𝑧𝑒
≥ 𝐷𝑎𝑢𝑒𝑟 𝑑𝑒𝑠 𝑙ä𝑛𝑔𝑠𝑡𝑒𝑛 𝑃𝑟𝑜𝑧𝑒𝑠𝑠𝑒𝑠
4. Die maximale Dauer des längsten Prozesses, die keine zusätzlichen Wartezeiten
verursacht, ergibt sich wie folgt:
𝐷𝑢𝑟𝑐ℎ𝑙𝑎𝑢𝑓𝑧𝑒𝑖𝑡 𝑒𝑖𝑛𝑒𝑟 𝐴𝑛𝑙𝑎𝑔𝑒𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑀𝑜𝑛𝑡𝑎𝑔𝑒𝑝𝑙ä𝑡𝑧𝑒
= 𝑚𝑎𝑥𝑖𝑚𝑎𝑙𝑒 𝑃𝑟𝑜𝑧𝑒𝑠𝑠𝑑𝑎𝑢𝑒𝑟
In Bezug auf die Entwicklung des Soll-Zustandes für das Werk Trampe berechnet sich die ma-
ximale Prozessdauer wie folgt:
110,71 ℎ5
≈ 22,14 ℎ
Die maximale Prozessdauer entspricht demnach der in Kapitel 8.2.1.1 berechneten Soll-
Zykluszeit. Während der Ramp-Up-Phase müssen die Produktionsprozessketten an den einzel-
nen Montageplätzen um diese Zeit verzögert gestartet werden. Mit Hilfe des Gedankenexperi-
ments konnte der Zusammenhang der Zykluszeit und der Ramp-Up-Phase verdeutlicht werden.
Des Weiteren wird deutlich, wie das Taktabstimmungsdiagramm in Abbildung 22 auf Seite 64
zu beurteilen und anzuwenden ist. Die Optimierung der Prozessdauern mittels des Taktabstim-
mungsdiagramms führt nicht zum gewünschten Ergebnis, bevor nicht die gesamte Durchlaufzeit
einer Anlage auf die Soll-Durchlaufzeit optimiert wurde. Würde die Durchlaufzeit einer Anlage
an die Soll-Durchlaufzeit angepasst, dann würde der Teil der Prozessbalken, die sich oberhalb
des Kundentaktes/Kundinnentaktes befinden, zu einer Prozessüberlagerung führen. Dem Gedan-
kenexperiment zur Folge gibt es zwei Möglichkeiten, um an dieser Stelle Wartezeiten zu verhin-
dern. Zum einen kann die Prozessdauer der einzelnen Prozesse am Kundentakt/Kundinnentakt
angepasst werden. Zum anderen kann bei einer standplatzbezogenen Montage eine Wartezeit
verhindert werden, indem zusätzliche Ressourcen (z. B. Fachpersonal) für den Zeitraum der Pro-
zessüberschneidung zur Verfügung gestellt werden. Ist die Prozessdauer eines Prozesses geringer
als die Zykluszeit der Anlage, ergibt sich eine Zeitdifferenz. Während dieses Zeitraumes werden
die Ressourcen, die für diesen Prozess erforderlich sind, nicht benötigt. In der Praxis kann sich

69
dies durch Wartezeiten des Fachpersonals bemerkbar machen. Diese stellt zwar eine Ver-
schwendung dar, beeinflusst aber die Zykluszeit der gesamten Anlage nicht.
Bezogen auf das Taktabstimmungsdiagramm in Kapitel 8.2.1.1 in Abbildung 22 würde das be-
deuten: Selbst wenn alle Prozesszeiten dem Kundentakt/Kundinnentakt von 22,14 Stunden ent-
sprechen würden, hätte das nicht zur Folge, dass auch der Kundentakt/Kundinnentakt der gesam-
ten Anlagen 22,14 Stunden betragen würde.
8.2.1.3 Steuerung und Sequenz für die Gondelproduktion
Wie bereits in Kapitel 8.1.1.2 für die Vision erläutert, würde sich der Steuerungsaufwand durch
den Einsatz eines Kanban-Systems an jedem Montageplatz erheblich reduzieren. Aufgrund der
Dimension der Komponenten und der räumlichen Verteilung der Montageplätze ist dies jedoch
nicht möglich. Der Steuerungsaufwand für das Produktionslager lässt sich in diesem Fall nicht
reduzieren. Für die Einführung eines Kanban-Systems wäre eine Produktionslinie vorteilhaft, bei
der die gleichen Materialien immer an den gleichen Stationen benötigt werden. Durch die Ein-
führung eines Schrittmacherprozesses lässt sich allerdings der Steuerungsaufwand für die Pro-
duktionsmeister reduzieren. Demnach sollte nur der Schrittmacherprozess von den Produktions-
meistern gestartet werden. Die Materialanforderungen sollten dann automatisch zeitversetzt an
das Produktionslager übermittelt werden. Die Stellung einer Materialanforderung für jeden ein-
zelnen Prozess würde sich erübrigen. Selbst die Fertigmeldung könnte automatisch erfolgen. Den
Produktionsmeistern sollte jedoch gewährt werden, im Falle eines Fehlers in der Prozesskette in
das System einzugreifen. Als Schrittmacherprozess lässt sich der Prozess „Vormontage Maschi-
nenträger“ definieren.
8.2.1.4 Prozesse und Hilfsmittel für die Gondelproduktion
Aus Kapitel 8.2.1.2 geht hervor, dass es für die Erreichung des Kundenwun-
sches/Kundinnenwunsches zunächst erforderlich ist, die Durchlaufzeit an die Soll-Durchlaufzeit
anzupassen. Hierzu können die aus der Vision in Kapitel 8.1.1.3 gewonnenen Erkenntnisse ge-
nutzt werden. Durch eine wertstromgerechtere Gestaltung des Prozesses „Test“, würde sich
demnach die Durchlaufzeit bereits um 46,5 Stunden verkürzen. Die neue Durchlaufzeit würde
dann 106 Stunden betragen. Die Prozesse „Montage Triebstrang“ und „Demontage Triebstrang“
wären folglich nicht mehr erforderlich. Der Prozessablauf müsste so gestaltet werden, dass die
Prüfung der Qualität bereits in den vorgelagerten Prozessen erfolgen kann. Hierzu wären Hilfs-
mittel erforderlich, die dies ermöglichen. In der Praxis könnte dies durch die Anschaffung einer
Simulationsbox, die die für den Test erforderlichen elektrischen Signale des Triebstrangs simu-
liert, realisiert werden. Des Weiteren hat die Eliminierung des Prozesses „Montage Triebstrang“

70
zur Folge, dass die Produktion eines Triebstranges nicht mehr an den Montagestandplatz der
Gondel gebunden ist. Die Herstellung der Versandbereitschaft kann separat für den Triebstrang
erfolgen.
Wie aus Kapitel 8.2.1.2 hervorgeht, darf die maximale Prozessdauer von 22,41 Stunden nicht
überschritten werden. Die Prozessdauer beinhaltet die Bearbeitungszeit und die vorgelagerte
Wartezeit eines Prozesses. Dann würde sich das Taktabstimmungsdiagramm in Abbildung 27
ergeben.
Abbildung 27: 2. Taktabstimmungsdiagramm Hauptmontageprozesse Gondel
Die Verwendung des Begriffes „Kundentakt“/„Kundinnentakt“ ist in diesem Zusammenhang ein
wenig irreführend. Der Kundentakt/Kundinnentakt wurde theoretisch bereits erreicht, weil die
gesamte Durchlaufzeit der Gondel kleiner, gleich der Soll-Durchlaufzeit ist. Es handelt sich
hierbei eher um eine gleichmäßige Verteilung der Arbeitsinhalte und demzufolge auch um eine
verschwendungsarme Verteilung der erforderlichen Ressourcen. Es wird versucht die Arbeitsin-
halte so aufzuteilen, dass die entsprechenden Ressourcen nicht zweimal zur gleichen Zeit in der
Produktion zur Verfügung stehen müssen. Es ist ersichtlich, dass sich 11,86 Stunden des Prozes-
ses „Montage Hauptkomponenten + Test“ über dem Kundentakt/Kundinnentakt befinden. Das
heißt, dass die für diesen Prozess benötigten Ressourcen 1,54-mal zur gleichen Zeit in der Pro-
duktion zur Verfügung stehen müssten. Das resultiert aus der folgenden Gleichung, die aus den
gewonnenen Erkenntnissen des Gedankenexperimentes in Kapitel 8.2.1.2 abgeleitet wurde.
𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑏𝑒𝑛ö𝑡𝑖𝑔𝑡𝑒𝑛 𝑅𝑒𝑠𝑠𝑜𝑢𝑟𝑐𝑒𝑛 = 𝑃𝑟𝑜𝑧𝑒𝑠𝑠𝑑𝑎𝑢𝑒𝑟
𝐾𝑢𝑛𝑑𝑒𝑛𝑡𝑎𝑘𝑡/𝐾𝑢𝑛𝑑𝑖𝑛𝑛𝑒𝑛𝑡𝑎𝑘𝑡
1,54 = 34 ℎ
22,14 ℎ

71
Für einen Zeitraum von 54 Prozent des Kundentaktes/Kundinnentaktes werden die Ressourcen
folglich zweimal benötigt.
Es gilt nun die Arbeitsinhalte gleichmäßig an den Kundentakt/Kundinnentakt anzugleichen. Die
Anzahl der Prozesse ist hierbei variabel. Es ergibt sich jedoch bei einer konsequenten Anwen-
dung des Angleichungsverfahrens zwangsläufig eine Prozessanzahl, die der Anzahl der Monta-
geplätze entspricht. Während der Angleichung ist zu beachten, dass die Summe der Prozesszei-
ten die Soll-Durchlaufzeit nicht übersteigt. Andernfalls könnte der Kundenbe-
darf/Kundinnenbedarf nicht mehr befriedigt werden.
Abbildung 28: 3. Taktabstimmungsdiagramm Hauptmontageprozesse Gondel
Aus Abbildung 28 ist ersichtlich, dass der Prozess „Verkleidung und Versandbereitschaft“ in den
Prozess „Verkleidung“ und „Versandbereitschaft“ aufgeteilt wurde. Diese Prozesse lassen sich
ohne Weiteres trennen. Für den Prozess „Verkleidung“ sind zwei Arbeitskräfte erforderlich, für
den Prozess „Versandbereitschaft“ acht.
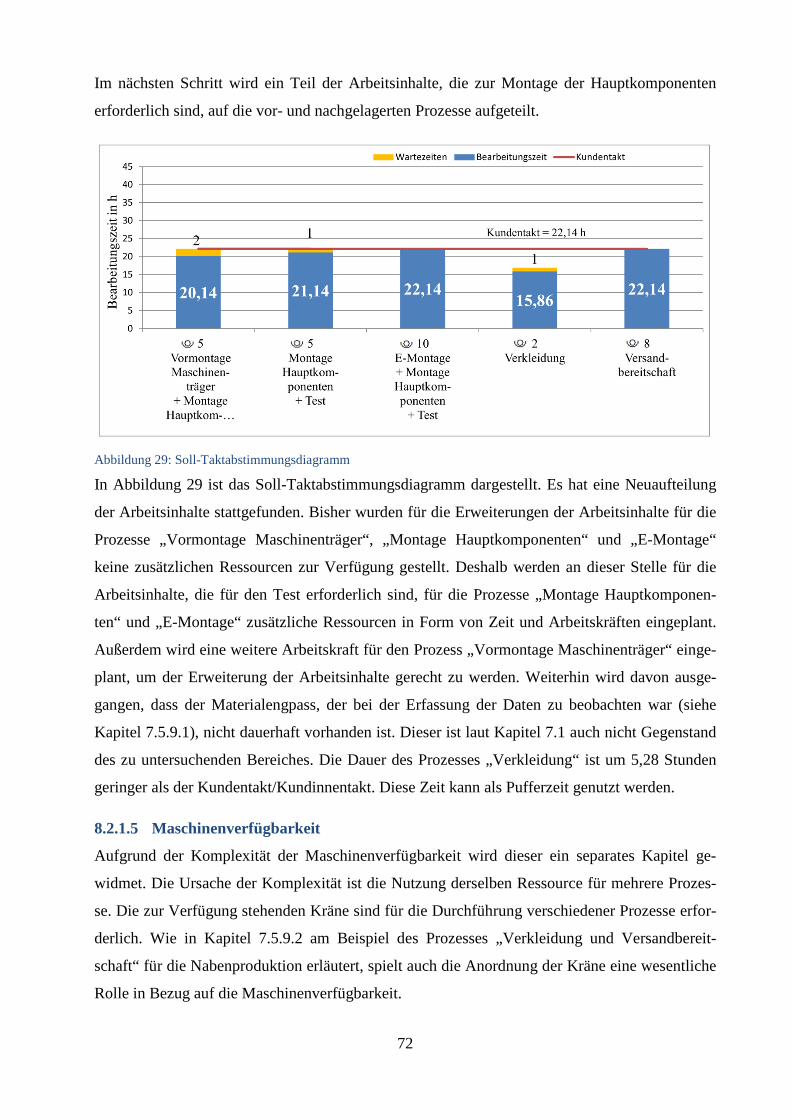
72
Im nächsten Schritt wird ein Teil der Arbeitsinhalte, die zur Montage der Hauptkomponenten
erforderlich sind, auf die vor- und nachgelagerten Prozesse aufgeteilt.
Abbildung 29: Soll-Taktabstimmungsdiagramm
In Abbildung 29 ist das Soll-Taktabstimmungsdiagramm dargestellt. Es hat eine Neuaufteilung
der Arbeitsinhalte stattgefunden. Bisher wurden für die Erweiterungen der Arbeitsinhalte für die
Prozesse „Vormontage Maschinenträger“, „Montage Hauptkomponenten“ und „E-Montage“
keine zusätzlichen Ressourcen zur Verfügung gestellt. Deshalb werden an dieser Stelle für die
Arbeitsinhalte, die für den Test erforderlich sind, für die Prozesse „Montage Hauptkomponen-
ten“ und „E-Montage“ zusätzliche Ressourcen in Form von Zeit und Arbeitskräften eingeplant.
Außerdem wird eine weitere Arbeitskraft für den Prozess „Vormontage Maschinenträger“ einge-
plant, um der Erweiterung der Arbeitsinhalte gerecht zu werden. Weiterhin wird davon ausge-
gangen, dass der Materialengpass, der bei der Erfassung der Daten zu beobachten war (siehe
Kapitel 7.5.9.1), nicht dauerhaft vorhanden ist. Dieser ist laut Kapitel 7.1 auch nicht Gegenstand
des zu untersuchenden Bereiches. Die Dauer des Prozesses „Verkleidung“ ist um 5,28 Stunden
geringer als der Kundentakt/Kundinnentakt. Diese Zeit kann als Pufferzeit genutzt werden.
8.2.1.5 Maschinenverfügbarkeit
Aufgrund der Komplexität der Maschinenverfügbarkeit wird dieser ein separates Kapitel ge-
widmet. Die Ursache der Komplexität ist die Nutzung derselben Ressource für mehrere Prozes-
se. Die zur Verfügung stehenden Kräne sind für die Durchführung verschiedener Prozesse erfor-
derlich. Wie in Kapitel 7.5.9.2 am Beispiel des Prozesses „Verkleidung und Versandbereit-
schaft“ für die Nabenproduktion erläutert, spielt auch die Anordnung der Kräne eine wesentliche
Rolle in Bezug auf die Maschinenverfügbarkeit.

73
Die Maschinenverfügbarkeit für fast alle Prozesse der Gondelproduktion, die in der zweiten
Hälfte der Produktionshalle stattfinden (siehe Produktionslayout S. 26), ist zwar als schlecht ein-
zustufen, sie verursacht im Verhältnis zu den Prozesszeiten aber nur eine geringe Wartezeit. Die
Maschinenverfügbarkeit stellt demzufolge kein großes Optimierungspotenzial dar.
Der Soll-Zustand sieht jedoch vor, dass anstatt vier Montageplätze in Zukunft fünf Montageplät-
ze zur Verfügung stehen. Weiterhin soll im Rahmen der Prozessgestaltung eine Neuverteilung
der Arbeitsinhalte stattfinden. Auf Basis der erhobenen Daten kann jedoch keine Aussage dar-
über getroffen werden, welchen Einfluss dies auf die Maschinenverfügbarkeit hat. Das Soll-
Konzept stellt an dieser Stelle lediglich die Forderung, dass sich die Maschinenverfügbarkeit
nicht verschlechtert.
8.2.1.6 Flexibilität
Aus Kapitel 8.2.1.1 geht hervor, dass die Nachfrage nach dem Produkt 3.XM 3,5 Anlagen pro
Woche oder 1,75 Anlagen pro Woche betragen kann. Um der schwankenden Nachfrage gerecht
zu werden, muss sich der Ausstoß der Produktion regulieren lassen. Dies lässt sich am effektivs-
ten durch eine Adaption der verfügbaren Arbeitszeit realisieren. Würde die verfügbare Arbeits-
zeit anstatt 15,5 nur noch 7,75 Stunden pro Tag betragen, würde sich der Ausstoß auf 1,75 Anla-
gen pro Woche reduzieren. Diese Verfahrensweise ist vorteilhaft, weil keine Anpassung der Pro-
zesse stattfinden muss. Die Bearbeitungszeiten und Zykluszeiten können gleich bleiben.
8.2.1.7 Wertstromdiagramm: Soll-Zustand Gondelproduktion
Anhand der in den Kapiteln 8.1 und 8.2 gewonnenen Erkenntnisse lässt sich das Wertstromdia-
gramm für den Soll-Zustand der Gondelproduktion erstellen. Es ist auf der folgenden Seite in
Abbildung 30 illustriert.

74
Abb
ildun
g 30
: Sol
l-Wer
tstro
mdi
agra
mm
Gon
delp
rodu
ktio
n
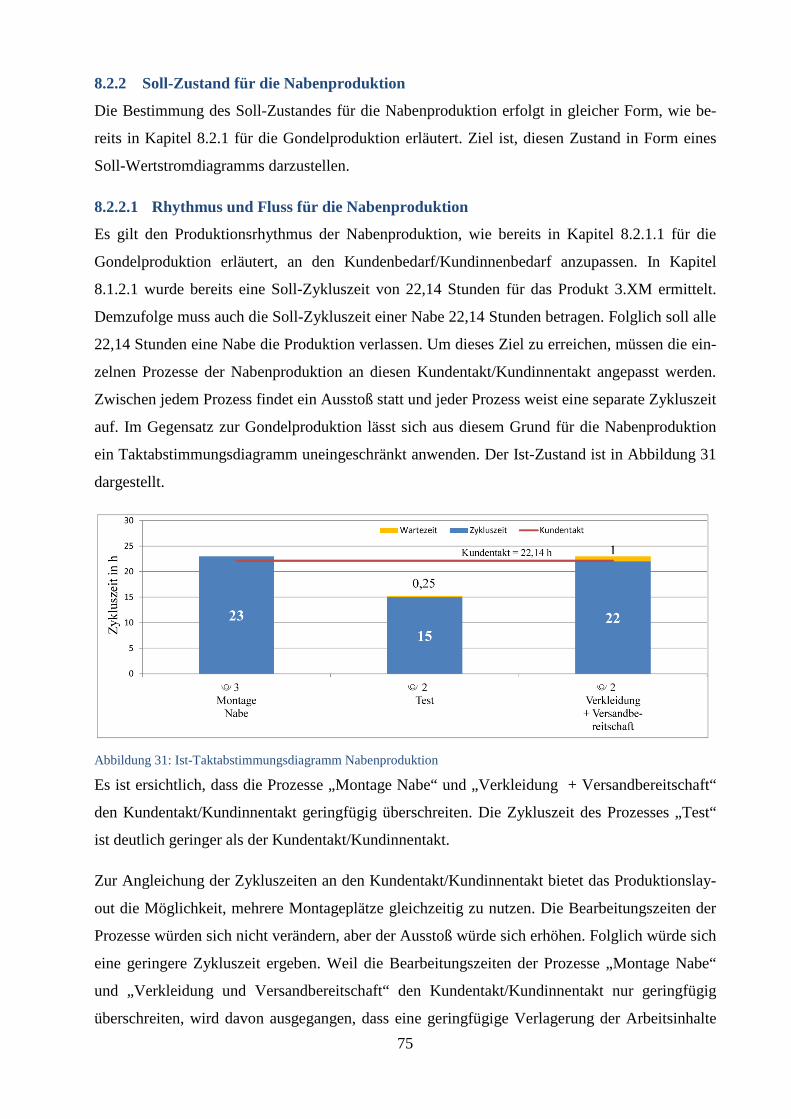
75
8.2.2 Soll-Zustand für die Nabenproduktion
Die Bestimmung des Soll-Zustandes für die Nabenproduktion erfolgt in gleicher Form, wie be-
reits in Kapitel 8.2.1 für die Gondelproduktion erläutert. Ziel ist, diesen Zustand in Form eines
Soll-Wertstromdiagramms darzustellen.
8.2.2.1 Rhythmus und Fluss für die Nabenproduktion
Es gilt den Produktionsrhythmus der Nabenproduktion, wie bereits in Kapitel 8.2.1.1 für die
Gondelproduktion erläutert, an den Kundenbedarf/Kundinnenbedarf anzupassen. In Kapitel
8.1.2.1 wurde bereits eine Soll-Zykluszeit von 22,14 Stunden für das Produkt 3.XM ermittelt.
Demzufolge muss auch die Soll-Zykluszeit einer Nabe 22,14 Stunden betragen. Folglich soll alle
22,14 Stunden eine Nabe die Produktion verlassen. Um dieses Ziel zu erreichen, müssen die ein-
zelnen Prozesse der Nabenproduktion an diesen Kundentakt/Kundinnentakt angepasst werden.
Zwischen jedem Prozess findet ein Ausstoß statt und jeder Prozess weist eine separate Zykluszeit
auf. Im Gegensatz zur Gondelproduktion lässt sich aus diesem Grund für die Nabenproduktion
ein Taktabstimmungsdiagramm uneingeschränkt anwenden. Der Ist-Zustand ist in Abbildung 31
dargestellt.
Abbildung 31: Ist-Taktabstimmungsdiagramm Nabenproduktion
Es ist ersichtlich, dass die Prozesse „Montage Nabe“ und „Verkleidung + Versandbereitschaft“
den Kundentakt/Kundinnentakt geringfügig überschreiten. Die Zykluszeit des Prozesses „Test“
ist deutlich geringer als der Kundentakt/Kundinnentakt.
Zur Angleichung der Zykluszeiten an den Kundentakt/Kundinnentakt bietet das Produktionslay-
out die Möglichkeit, mehrere Montageplätze gleichzeitig zu nutzen. Die Bearbeitungszeiten der
Prozesse würden sich nicht verändern, aber der Ausstoß würde sich erhöhen. Folglich würde sich
eine geringere Zykluszeit ergeben. Weil die Bearbeitungszeiten der Prozesse „Montage Nabe“
und „Verkleidung und Versandbereitschaft“ den Kundentakt/Kundinnentakt nur geringfügig
überschreiten, wird davon ausgegangen, dass eine geringfügige Verlagerung der Arbeitsinhalte

76
bereits den gewünschten Effekt erzielt. Es können unterstützende Tätigkeiten während des Pro-
zesses „Test“ ausgeführt werden, die eine Reduzierung der Bearbeitungszeiten der übrigen Pro-
zesse zur Folge hätte. Dieser Sachverhalt ist in Abbildung 32 dargestellt. Zwischen den Prozes-
sen „Test + unterstützende Tätigkeiten“ und „Verkleidung und Versandbereitschaft“ wird es wei-
terhin zu Beständen kommen.
Abbildung 32: Soll-Taktabstimmungsdiagramm Nabenproduktion
8.2.2.2 Steuerung und Sequenz für die Nabenproduktion
In den Kapiteln 8.1.1.2, 8.1.2.2 und 8.2.1.3 wurde bereits auf die Bedeutung von Schrittmacher-
prozessen eingegangen. Wie schon für die Vision in Kapitel 8.1.2.2 erläutert, soll nur noch der
Prozess „Montage Nabe“ gesteuert werden. Die Einführung eines Kanban-Systems für alle
Komponenten, die während der Nabenproduktion benötigt werden, ist aufgrund der Dimension
der Komponenten und der beschränkten freien Fläche nicht möglich. Der Aufwand für das Pro-
duktionslager wird sich folglich nicht verringern lassen.
8.2.2.3 Prozesse und Hilfsmittel für die Nabenproduktion
Für das Optimierungsvorhaben sind keine Hilfsmittel erforderlich. Es wird jedoch die Bedingung
gestellt, dass sich die Maschinenverfügbarkeit nicht verschlechtert. Für den Prozess „Verklei-
dung und Versandbereitschaft“ ist nur ein Kran erforderlich. Aufgrund der ungünstigen Anord-
nung der Kräne wird jedoch stets ein weiterer Kran blockiert. Auf diesen Sachverhalt wurde in
Kapitel 7.5.9.2 schon näher eingegangen. Es müssen demnach stets zwei Kräne bereitgestellt
werden, obwohl nur ein Kran benötigt wird. Dies stellt eine Verschwendung der Ressourcen dar
und könnte sich negativ auf die Maschinenverfügbarkeit auswirken. Für den Soll-Zustand steht
dem Prozess „Verkleidung und Versandbereitschaft“ folglich nur noch ein Kran zu Verfügung.

77
8.2.2.4 Flexibilität
Wie bereits für die Gondelproduktion in Kapitel 8.2.1.6 erläutert, muss sich auch der Ausstoß für
die Nabenproduktion regulieren lassen. Analog zur Gondelproduktion lässt sich dies am effek-
tivsten durch eine flexible Gestaltung der verfügbaren Arbeitszeit erreichen.
8.2.2.5 Wertstromdiagramm: Soll-Zustand Nabenproduktion
Aus den in Kapitel 8.1 und 8.2 gewonnenen Erkenntnissen lässt sich das Soll-
Wertstromdiagramm für die Nabenproduktion erstellen. Dieses ist auf der folgenden Seite in
Abbildung 33 ersichtlich.

78
Abb
ildun
g 33
: Sol
l-Wer
tstro
mdi
agra
mm
Nab
enpr
oduk
tion

79
9 Vergleich der Soll- und Ist-Wertstromdiagramme In diesem Kapitel werden die erstellten Wertstromdiagramme miteinander verglichen. Ziel ist,
mit Hilfe eines Vergleichs die Abweichungen zwischen den Soll-Wertstromdiagrammen und den
Ist-Wertstromdiagrammen zu erfassen. Dieser Vergleich wird in Kapitel 9.1 für die Gondelpro-
duktion und in Kapitel 9.2 für die Nabenproduktion durchgeführt. Um den folgenden Verglei-
chen folgen zu können, wird an dieser Stelle auf die Wertstromdiagramme, auf den Seiten 41,
42, 74 und 78 verwiesen. Tabelle 11 auf der folgenden Seite, stellt einen zusammenfassenden
Vergleich der Wertstromdiagramme dar.

80
Tabelle 11: Vergleich der Soll- und Ist-Wertstromdiagramme
81
9.1 Vergleich des Soll- und Ist-Wertstromdiagramms
für die Gondelproduktion Im Folgenden wird das Soll-Wertstromdiagramm (siehe Seite 74) mit dem Ist-
Wertstromdiagramm der Gondelproduktion (siehe Seite 41) verglichen. Dies erfolgt schrittweise
mit einer Gegenüberstellung der einzelnen Bestandteile der Wertstromdiagramme. Das zu ver-
gleichende Kriterium wird im folgenden Textverlauf durch eine Teilüberschrift hervorgehoben.
Durchlaufzeit
Die Durchlaufzeit einer Gondel hat sich von 152,5 Stunden auf 110,72 Stunden reduziert. Folg-
lich hat sich die Durchlaufzeit um 27 Prozent gesenkt. Dies ergibt eine Differenz von 41,78
Stunden.
Anzahl der Montageplätze
Die Anzahl der Montageplätze hat sich im Soll-Zustand um eins erhöht.
Verfügbare Arbeitszeit
Die verfügbare Arbeitszeit zur Erzielung der maximalen Produktionskapazität hat sich nicht ver-
ändert. Für eine flexible Gestaltung des Ausstoßes sieht der Soll-Zustand eine Reduzierung der
verfügbaren Arbeitszeit um fünfzig Prozent vor. Dieser Zustand wurde in der Aufnahme des Ist-
Zustandes nicht berücksichtigt.
Anzahl der Prozesse
Die Anzahl der Prozesse hat sich im Vergleich zum Ist-Zustand um zwei reduziert. Die Produk-
tion einer Gondel besteht im Ist-Wertstromdiagramm aus zehn Prozessen. Im Soll-
Wertstromdiagramm sind nur noch acht Prozesse vorgesehen.
Arbeitsinhalte der Prozesse
Der Soll-Zustand sieht eine Verlagerung der Arbeitsinhalte vor. Der Arbeitsinhalt des Prozesses
„Vormontage Maschinenträger“ wurde um Arbeitsinhalte ergänzt, die für die Montage der
Hauptkomponenten erforderlich sind. Tätigkeiten, die für das Testen der Gondel erforderlich
sind, finden im Soll-Zustand während der Prozesse „Montage Hauptkomponenten“ und „E-
Montage“ statt. Die Aktivitäten, die für das Testen des Triebstranges erforderlich sind, sollen
zukünftig während des Prozesses „Fügen“ stattfinden. Der Prozess „E-Montage“ wurde weiter-
hin um Arbeitsinhalte ergänzt, die für die Montage von Hauptkomponenten erforderlich sind.

82
Der Prozess „Verkleidung und Versandbereitschaft“ wurde in die Prozesse „Verkleidung“ und
„Versandbereitschaft“ unterteilt. Aufgrund einer wertstromgerechteren Gestaltung des Produkti-
onsablaufes sind die Arbeitsinhalte der Prozesse „Montage Triebstrang“ und „Demontage
Triebstrang“ nicht mehr erforderlich.
Benötigte Arbeitskräfte für die einzelnen Prozesse
Für den Prozess „Vormontage Getriebe“ sieht das Soll-Wertstromdiagramm nur noch eine Ar-
beitskraft vor. Für die Prozesse „Vormontage Maschinenträger“ und „Montage Hauptkomponen-
ten“ hat sich die Anzahl der erforderlichen Arbeitskräfte jeweils um eins erhöht. Für den Prozess
„E-Montage“ sieht der Soll-Zustand zwei zusätzliche Arbeitskräfte vor.
Bearbeitungszeiten
Die Bearbeitungszeit des Prozesses „Vormontage Maschinenträger“ hat sich im Soll-
Wertstromdiagramm um 5,14 Stunden erhöht. Für den Prozess „Montage von Hauptkomponen-
ten sieht der Soll-Zustand eine Senkung der Bearbeitungszeit um 9,86 Stunden vor. Eine Erhö-
hung der Bearbeitungszeit hat im Soll-Wertstromdiagramm für den Prozess „E-Montage“ statt-
gefunden. Diesem Prozess stehen im Soll-Zustand 7,14 Stunden mehr zur Verfügung. Die Bear-
beitungszeit des Prozesses „Verkleidung und Versandbereitschaft“ hat sich im Soll-
Wertstromdiagramm lediglich auf zwei Prozesse aufgeteilt. Der Prozess „Vormontage Rotorwel-
le“ weist im Soll-Zustand dieselben Bearbeitungszeiten auf wie im Ist-Zustand. Für den Prozess
„Vormontage Getriebe“ ist im Soll-Zustand eine Erhöhung der Bearbeitungszeit um 14,64 Stun-
den ersichtlich. Auch für den Prozess „Fügen“ sieht der Soll-Zustand eine Erhöhung der Bear-
beitungszeit um 2,5 Stunden vor.
Zykluszeiten
Die Zykluszeit des Prozesses „Vormontage Rotorwelle“ hat sich im Soll-Wertstromdiagram um
0,86 Stunden verringert. Im Soll-Wertstromdiagramm ist zu erkennen, dass sich die Zykluszeit
des Prozesses „Vormontage Getriebe“ um 14,64 Stunden erhöht hat. Für den Prozess „Fügen“ ist
im Soll-Zustand eine Zykluszeit vorgesehen, die im Ist-Zustand noch nicht vorhanden ist. Dies
resultiert aus der im Soll-Zustand möglich gewordenen, separaten Betrachtung des Prozesses.
Der Prozess ist nicht mehr an den Prozess „Montage Triebstrang“ gebunden. Die Produktion
eines Triebstranges steht nicht mehr im direkten Zusammenhang mit der Produktion einer Gon-
del. Die Triebstrangproduktion kann unabhängig vom Standplatz der Gondel erfolgen. Auch die
Versandbereitschaft des Triebstranges muss nicht mehr direkt neben der Gondel hergestellt wer-
den.

83
Maschinenverfügbarkeit
Die Maschinenverfügbarkeit der Prozesse hat sich nicht verändert.
Materialfluss
Mit Ausnahme des Materialflusses, der für die Produktion des Triebstranges erforderlich ist,
sieht der Soll-Zustand keine Änderung des Materialflusses vor.
Bestände
Die Bestände, die im Ist-Wertstromdiagramm bei der Produktion des Triebstranges auftreten,
sind im Soll-Wertstromdiagramm nicht mehr vorhanden.
Informationswege
Im Unterschied zum Ist-Wertstromdiagramm haben sich die erforderlichen Informationen und
Informationswege im Soll-Wertstromdiagramm deutlich reduziert.
9.2 Vergleich des Soll- und Ist-Wertstromdiagramms
für die Nabenproduktion In diesem Kapitel wird das Soll-Wertstromdiagramm (siehe Seite 78) mit dem Ist-
Wertstromdiagramm der Nabenproduktion (siehe Seite 42) verglichen. Der Vergleich erfolgt in
gleicher Weise, wie im vorangegangenen Kapitel für die Gondelproduktion.
Durchlaufzeit
Die Durchlaufzeit einer Nabe hat sich gegenüber dem Ist-Wertstromdiagramm um 2,85 Stunden
verringert. Dies entspricht einem prozentualen Anteil von 4 Prozent.
Verfügbare Arbeitszeit
Die verfügbare Arbeitszeit hat sich im Hinblick auf die maximale Produktionskapazität nicht
verändert. Der Soll-Zustand sieht allerdings, analog zum Soll-Zustand der Gondelproduktion,
eine flexibel gestaltete verfügbare Arbeitszeit vor.
Anzahl der Prozesse
Die Anzahl der Prozesse des Ist-Wertstromdiagramms entspricht der Anzahl der Prozesse des
Soll-Wertstromdiagramms.

84
Arbeitsinhalte der Prozesse
Im Vergleich zum Soll-Wertstromdiagramm hat sich der Arbeitsinhalt des Prozesses „Test“ ver-
ändert. Der Soll-Zustand sieht vor, dass während des Prozesses „Test“ unterstützende Tätigkei-
ten ausgeführt werden. Die unterstützenden Tätigkeiten sollen es ermöglichen, die Bearbeitungs-
zeiten der vor- und nachgelagerten Prozesse zu reduzieren.
Benötigte Arbeitskräfte für die einzelnen Prozesse
Die Anzahl der benötigten Arbeitskräfte ist für alle Prozesse gleich geblieben.
Bearbeitungszeiten
Für den Prozess „Montage Nabe“ sieht der Soll-Zustand eine Reduzierung der Bearbeitungszeit
um 0,86 Stunden vor. Die Bearbeitungszeit des Prozesses „Test“ ist im Soll-Wertstromdiagramm
2,71 Stunden länger als im Ist-Wertstromdiagramm. Für den Prozess „Verkleidung und Ver-
sandbereitschaft“ sieht das Soll-Wertstromdiagramm 1,86 Stunden weniger vor, als im Ist-
Wertstromdiagramm.
Zykluszeiten
Die Zykluszeit für den Prozess „Montage Nabe“ hat sich um 0,86 Stunden verringert, im Ver-
gleich zum Ist-Wertstromdiagramm. Dasselbe gilt für den Prozess „Verkleidung und Versandbe-
reitschaft“. Für den Prozess „Test“ sieht der Soll-Zustand eine Erhöhung der Zykluszeit um 2,98
Stunden vor.
Maschinenverfügbarkeit
Die Maschinenverfügbarkeit der Prozesse hat sich nicht verändert.
Materialfluss
Der Materialfluss hat sich im Vergleich zum Ist-Wertstromdiagramm nicht verändert.
Bestände
Die Dauer des Bestandes hat sich im Soll-Wertstromdiagramm zwischen den Prozessen „Test“
und „Verkleidung und Versandbereitschaft“ um 3,84 Stunden verringert. Im Soll-
Wertstromdiagramm ist allerdings ersichtlich, dass zwischen diesen Prozessen weiterhin ein Be-
stand auftreten wird.
Informationswege
Die Anzahl der erforderlichen Informationen und die Informationswege haben sich im Vergleich
zum Ist-Wertstromdiagramm reduziert.

85
10 Maßnahmen In diesem Kapitel werden Maßnahmen abgeleitet, die zur Erreichung des Soll-Zustandes führen
sollen. Weiterhin wird mittels der abgeleiteten Maßnahmen ein Soll-Produktionslayout erstellt.
Anschließend werden die Maßnahmen priorisiert.
10.1 Ableitung von Maßnahmen Anhand der Soll- und Ist-Wertstromdiagrammvergleiche aus Kapitel 9 werden Maßnahmen ab-
geleitet, die das Erreichen des Soll-Zustandes ermöglichen sollen. Die Gliederung des Kapitels
erfolgt in gleicher Form, wie die der Soll- und Ist-Wertstromdiagrammvergleiche in Kapitel 9.1
und 9.2.
Durchlaufzeit
Zur Reduzierung der Durchlaufzeit einer Gondel von 152,5 Stunden auf 110,72 Stunden muss
der Prozess „Test“ wertstromgerechter gestaltet und der nicht wertschöpfenden Prozess „Monta-
ge Triebstrang“ eliminiert werden. Die Eliminierung des Prozesses „Demontage Triebstrang“
ergibt sich durch die Eliminierung des Prozesses „Montage Triebstrang“.
Für die Nabenproduktion ergibt sich eine geringere Durchlaufzeit durch eine Optimierung der
Zykluszeiten. Hierauf wird im weiteren Verlauf noch eingegangen.
Maßnahme: Wertstromgerechte Gestaltung des Prozesses „Test“ (Gondel)
Messbarkeit: Die Durchlaufzeit einer Gondel reduziert sich um ca. 10 Stunden (≙ 6,5 %).
Maßnahme: Eliminierung des Prozesses „Montage Triebstrang“
Messbarkeit: Die Durchlaufzeit einer Gondel reduziert sich um ca. 32 Stunden (≙ 21 %).
Diese Maßnahmen stellen einen schweren Eingriff in den Montageprozess dar. Um zu garantie-
ren, dass dieser Eingriff keine negativen Auswirkungen auf die Qualität des Produktes hat, sollte
das Six Sigma Konzept angewendet werden (siehe Kapitel 3). Ggf. muss auch die Qualität der
Lieferanten/Lieferantinnen stärker geprüft werden. Weiterhin müssen Prüfmittel zur Verfügung
gestellt werden, die es erlauben, die Qualität unter den neuen Bedingungen zu prüfen. Hierbei
handelt es sich um eine Simulationsbox, welche die elektrischen Signale des montierten
Triebstranges simuliert. Weiterhin ist die Anschaffung einer Kupplung erforderlich, die den
Testmotor direkt mit dem Generator verbindet.

86
Anzahl der Montageplätze
Um die Anzahl der Montageplätze an den Soll-Zustand anzupassen, muss ein weiterer Montage-
platz geschaffen werden. Hierzu kann der freie Platz in der Mitte der zweiten Hälfte der Produk-
tion genutzt werden (siehe Produktionslayout auf Seite 26; E2). Eine bauliche Anpassung des
Produktionshallentors fünf ist hierzu erforderlich.
Maßnahme: Schaffung eines weiteren Montageplatzes,
Anpassung des 5. Produktionshallentors
Messbarkeit: Die Produktionskapazität steigt im besten Falle um ein Viertel.
(Abhängig von der Umsetzung weiterer Maßnahmen)
Verfügbare Arbeitszeit
Weil im Produktionswerk Trampe bereits seit längerem ein flexibles Zweischichtsystem prakti-
ziert wird, bedarf es keiner Anpassung der verfügbaren Arbeitszeit.
Anzahl der Prozesse
Um der Anzahl der Prozesse des Soll-Zustandes gerecht zu werden, bedarf es einer Neustruktu-
rierung der Arbeitsinhalte.
Maßnahme: Neustrukturierung der Arbeitsinhalte
Messbarkeit: Die Bearbeitungszeiten und Zykluszeiten der Prozesse
nähren sich dem Kundentakt/Kundinnentakt.
Es gilt die Arbeitsinhalte auf die Prozesse so zu verteilen, dass die Dauer der Prozesse den Kun-
dentakt/Kundinnentakt nicht übersteigt. Um zu verhindern, dass es hierbei zu einer Abweichung
zwischen Theorie und Praxis kommt, sollten Pufferzeiten eingeplant werden.

87
Arbeitsinhalte der Prozesse
Um die Arbeitsinhalte der Prozesse neu zu strukturieren, ist es erforderlich zu analysieren, wel-
che Arbeitsinhalte für eine Neustrukturierung am geeignetsten sind.
Maßnahme: Analyse der Arbeitsinhalte in Hinsicht auf eine Neustrukturierung
Messbarkeit: Die Bearbeitungszeiten und Zykluszeiten der Prozesse
nähren sich dem Kundentakt/Kundinnentakt.
Ggf. müssen für eine Neugestaltung der Arbeitsinhalte Hilfsmittel zur Verfügung gestellt wer-
den, die dies erlauben. Es besteht die Möglichkeit spezielle Tragegestelle einzusetzen. Im Grun-
de soll es sich hierbei jedoch um Arbeitsinhalte handeln, die nicht zu den wesentlichen Hauptar-
beitsinhalten eines Prozesses gehören. Hierzu zählen Arbeitsinhalte, die für die Vor- und Nach-
bearbeitungen erforderlich sind.
Benötigte Arbeitskräfte für die einzelnen Prozesse
Um dem Personalbedarf des Soll-Zustandes gerecht zu werden, ist es erforderlich eine Personal-
planung durchzuführen. Das Personal sollte in Prozess-Teams aufgeteilt und entsprechend der
neuen Arbeitsinhalte qualifiziert sein.
Maßnahme: Erstellung von Prozess-Teams
Messbarkeit: Die Bearbeitungszeiten und Zykluszeiten der Prozesse
nähren sich dem Kundentakt/Kundinnentakt.
Eine Lernkurve sollte sich auf Dauer einstellen.
Maßnahme: Qualifizierung des Personals
Messbarkeit: Die Bearbeitungszeiten und Zykluszeiten der Prozesse
nähren sich dem Kundentakt/Kundinnentakt.
Eine Lernkurve sollte sich auf Dauer einstellen.
Bearbeitungszeiten
Die Soll-Bearbeitungszeiten werden durch die Neustrukturierungen der Arbeitsinhalte erreicht.
Zykluszeiten
Durch eine Neuaufteilung der Arbeitsinhalte werden bereits nahezu alle Soll-Zykluszeiten er-
reicht. Zur Reduzierung der Zykluszeit des Prozesses „Vormontage Rotorwelle“ soll ein zweiter
Montageplatz genutzt werden. Dieser ist bereits vorhanden (siehe Produktionslayout auf Seite
26).

88
Maßnahme: Nutzung des zweiten Rotorwellen-Montageplatzes
Messbarkeit: Die Zykluszeit des Prozesses „Vormontage Rotorwelle“
entspricht dem Kundentakt/Kundinnentakt von 22,14 Stunden.
Maschinenverfügbarkeit
Der Soll-Zustand fordert, dass sich die Maschinenverfügbarkeit nicht verschlechtert. Bei einer
Erhöhung der Produktionskapazität ist es allerdings sehr wahrscheinlich, dass sich die Maschi-
nenverfügbarkeit ohne eine Anpassung an die neue Produktionskapazität verschlechtern wird.
Aufgrund der Komplexität der Maschinenverfügbarkeit (siehe Kapitel 8.2.1.5) lassen sich an-
hand der Wertstromanalyse keine direkten Maßnahmen ableiten, die erforderlich sind, um einer
Verschlechterung der Maschinenverfügbarkeit vorzubeugen. Hierzu bedarf es einer konkreten
Maschinenverfügbarkeitsanalyse. Es muss analysiert werden, welchem Prozess im Soll-Zustand
zu welcher Zeit ein Kran zur Verfügung stehen muss. Aufgrund der Anordnung der Kräne muss
dies für die erste und die zweite Produktionshallenhälfte (siehe Produktionslayout auf Seite 26)
separat erfolgen. Hierzu kann eine spezielle Simulationssoftware zum Einsatz kommen.
Maßnahme: Maschinenverfügbarkeitsanalyse
Die Wertstromanalyse hat lediglich aufgezeigt, dass die Position des Kranes, der sich im Bereich
B2 befindet (siehe Abbildung 12), ungünstig ist (siehe Kapitel 7.5.9.2 bzw. Abbildung 14, Kai-
zen-Blitz 16).
Eine Verschlechterung der Maschinenverfügbarkeit würde das gesamte Optimierungsvorhaben
fehlschlagen lassen. Um an dieser Stelle jedoch auch ohne eine Maschinenverfügbarkeitsanalyse
fortfahren zu können, wird dieses Kriterium mit der erforderlichen Vorsicht beurteilt.
Es wird angenommen, dass die unvorteilhafte Positionierung der Kräne, die durch die Wert-
stromanalyse aufgezeigt werden konnte, beseitigt werden kann, indem die Traglast des Kranes,
der sich im Bereich B2 befindet (siehe Produktionslayout Seite 26), erhöht werden kann. Für den
Prozess der Nabenproduktion „Verkleidung und Versandbereitschaft“ muss sich die Traglast
mindestens um drei Tonnen (siehe Prozessparameter „Last“ in Tabelle 8) erhöhen. Die Erhöhung
der Traglast kann durch die Anschaffung einer leistungsstärkeren Laufkatze erzielt werden. Es
muss allerdings vorher geprüft werden, ob die Stahlkonstruktion des Kranes für diese Last aus-
gelegt ist.

89
Maßnahme: Erhöhung der Traglast des linken Kranes,
der zweite Hälfte der Produktionshalle,
von 20 auf 25 Tonnen
Messbarkeit: Die Maschinenverfügbarkeit verbessert sich für die Prozesse der Gondelpro-
duktion und für den Prozess „Verkleidung und Versandbereitschaft“ der
Nabenproduktion.
Aufgrund der gebotenen Vorsicht wird diese Maßnahme als nicht ausreichend erachtet, um die
Maschinenverfügbarkeit des Ist-Zustandes beizubehalten. Es wird angenommen, dass ein weite-
rer Kran für die zweite Hälfte der Produktion angeschafft werden muss, der über eine Traglast
von mindestens 52 Tonnen verfügt. Die erforderliche Traglast von 52 Tonnen ist durch die
höchste, erforderliche Traglast während der gesamten Windenergieanlagenproduktion begründet
(siehe Prozessparameter „Last“ in Tabelle 7).
Maßnahme: Anschaffung eines weitere Kranes,
für die zweite Hälfte der Produktionshalle,
mit einer Traglast von 55 Tonnen
Messbarkeit: Die Maschinenverfügbarkeit verbessert sich
für die Prozesse der Gondelproduktion.
Materialfluss
Für die Erreichung des Soll-Zustandes bedarf der Materialfluss keiner wesentlichen Anpassung.
Der Materialfluss für den Prozess „Fügen“ ist zukünftig nicht mehr abhängig von dem Stand-
platz der Gondel. Folglich kann der Prozess immer an derselben Stelle stattfinden. Weiterhin ist
es nicht mehr erforderlich, den Triebstrang zur Gondel zu transportieren.
Bestände
Eine Verringerung der Bestände erfolgt bereits durch zuvor genannte Maßnahmen. Allerdings
wird es im Bereich der Nabenproduktion weiterhin zur Bildung von Beständen kommen.
Informationswege
Um die Informationswege an den Soll-Zustand anzupassen, muss das ERP-System dahingehend
modifiziert werden.
Maßnahme: Modifizierung des ERP-Systems
Messbarkeit: Der Steuerungsaufwand für
die Produktionsmeister reduziert sich.

90
10.2 Das Soll-Produktionslayout Anhand der abgeleiteten Maßnahmen aus Kapitel 10.1 wurde das Soll-Produktionslayout erstellt,
das auf der folgenden Seite in Abbildung 34 veranschaulicht ist. Der Übersicht halber wurde der
Materialfluss nur für die Produktion einer Windenergieanlage aufgezeigt.

91
87 Vgl. Anhang – A.
Abb
ildun
g 34
: Sol
l-Pro
dukt
ions
layo
ut T
ram
pe87
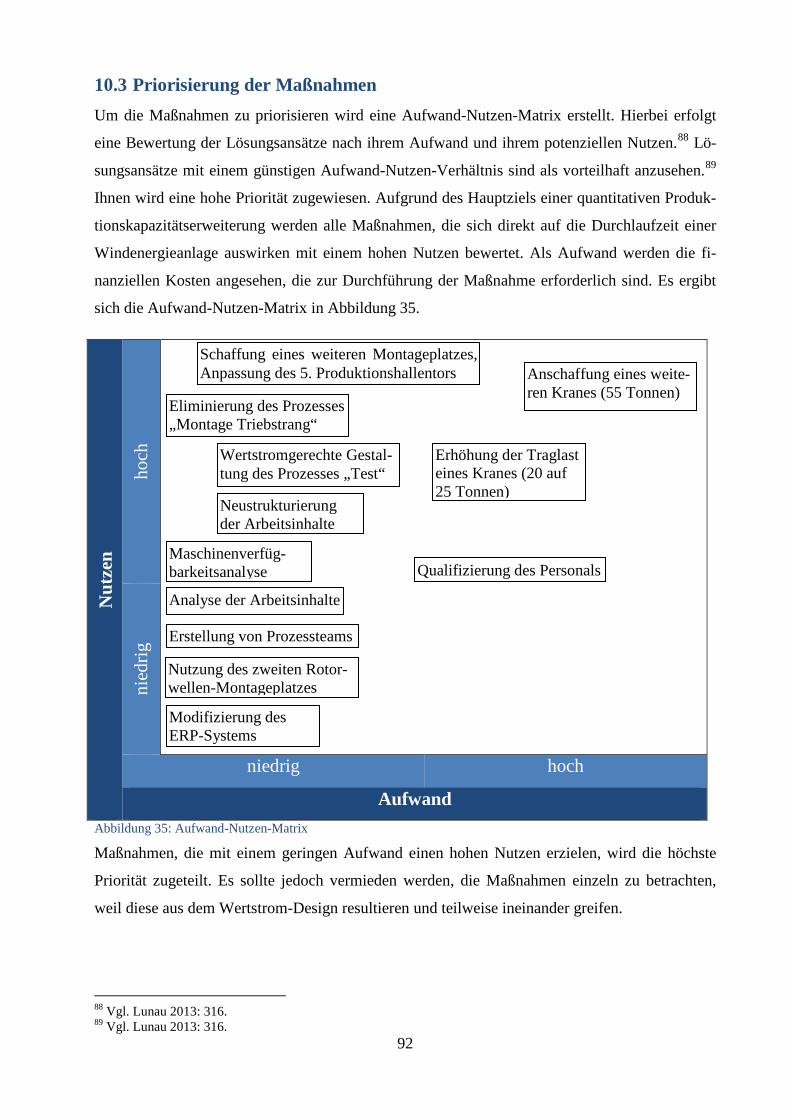
92
10.3 Priorisierung der Maßnahmen Um die Maßnahmen zu priorisieren wird eine Aufwand-Nutzen-Matrix erstellt. Hierbei erfolgt
eine Bewertung der Lösungsansätze nach ihrem Aufwand und ihrem potenziellen Nutzen.88 Lö-
sungsansätze mit einem günstigen Aufwand-Nutzen-Verhältnis sind als vorteilhaft anzusehen.89
Ihnen wird eine hohe Priorität zugewiesen. Aufgrund des Hauptziels einer quantitativen Produk-
tionskapazitätserweiterung werden alle Maßnahmen, die sich direkt auf die Durchlaufzeit einer
Windenergieanlage auswirken mit einem hohen Nutzen bewertet. Als Aufwand werden die fi-
nanziellen Kosten angesehen, die zur Durchführung der Maßnahme erforderlich sind. Es ergibt
sich die Aufwand-Nutzen-Matrix in Abbildung 35.
Nut
zen
hoch
nied
rig
niedrig hoch
Aufwand Abbildung 35: Aufwand-Nutzen-Matrix
Maßnahmen, die mit einem geringen Aufwand einen hohen Nutzen erzielen, wird die höchste
Priorität zugeteilt. Es sollte jedoch vermieden werden, die Maßnahmen einzeln zu betrachten,
weil diese aus dem Wertstrom-Design resultieren und teilweise ineinander greifen.
88 Vgl. Lunau 2013: 316. 89 Vgl. Lunau 2013: 316.
Anschaffung eines weite-ren Kranes (55 Tonnen)
Erhöhung der Traglast eines Kranes (20 auf 25 Tonnen)
Eliminierung des Prozesses „Montage Triebstrang“
Schaffung eines weiteren Montageplatzes, Anpassung des 5. Produktionshallentors
Wertstromgerechte Gestal-tung des Prozesses „Test“
Neustrukturierung der Arbeitsinhalte
Maschinenverfüg-barkeitsanalyse
Qualifizierung des Personals
Erstellung von Prozessteams
Analyse der Arbeitsinhalte
Nutzung des zweiten Rotor-wellen-Montageplatzes
Modifizierung des ERP-Systems

93
11 Bewertung des Optimierungsvorhabens Um das Optimierungsvorhaben, das aus zwölf Maßnahmen besteht, zu beurteilen, wird es mit
Hilfe einer dynamischen Investitionsrechnung monetär bewertet. Für die Bewertung wird die
Kapitalwertmethode verwendet, weil die erforderlichen Investitionen in verschiedenen Zeitperi-
oden erfolgen und der zu beurteilende Zeitraum eingegrenzt werden soll. Der zu beurteilende
Zeithorizont reicht bis zum Ende des Jahres 2018. Dies ist durch die strategische Planung der
Senvion SE begründet, die die prognostizierte Nachfrage bis zum Jahr 2018 aufzeigt. Für die
Berechnung werden Erfahrungswerte aus der Vergangenheit genutzt. Die Erfahrungswerte
stammen von vergleichbaren Investitionsvorhaben, die bereits im Unternehmen durchgeführt
wurden (siehe Anhang D).
Weil die Optimierungsmaßnahmen teilweise ineinandergreifen, wird der Nutzen einer einzelnen
Optimierungsmaßnahme bei der Berechnung mit der erforderlichen Sorgfalt berücksichtigt. Es
wird davon ausgegangen, dass sich der Nutzen einer Optimierungsmaßnahme erst im folgenden
Jahr bemerkbar macht. Weiterhin findet die Kalkulation unter der Annahme statt, dass die Zah-
lungen stets zum Ende eines Jahres erfolgen.
Die Investitionsrechnung ist in Tabelle 12 abgebildet. Der anteilige Gewinn der Produktion an
einer Windenergieanlage ist der Gewinn, den die Produktion erzielen würde, wenn das Produkt
an die Logistik, dem/der internen Kunden/Kundin, verkauft werden würde.
Der kumulierte Kapitalwert für das Jahr 2018 (siehe Tabelle 12) beträgt 165.977,50 Euro und ist
positiv. Demzufolge ist der Kapitalwert der Investition für den untersuchten Zeitraum, größer als
null. Das Investitionsvorhaben ist somit als absolut vorteilhaft einzustufen (siehe Kapitel 6.2).

94
Tabe
lle 1
2: In
vest
ition
srec
hnun
g

95
Weil sich als positiver Nebeneffekt des Optimierungsvorhabens auch die erforderlichen Arbeits-
stunden pro Windenergieanlage reduzieren, werden sich auch die Herstellkosten verringern. Die-
ser Sachverhalt wird in einer Gegenüberstellung in Tabelle 13, Tabelle 14 und Tabelle 15 veran-
schaulicht. Eine Arbeitsstunde wird hierbei mit 80 Euro (siehe Anhang D) bewertet.
Tabelle 13: Arbeitsstunden Ist-Zustand
Tabelle 14: Arbeitsstunden Soll-Zustand

96
Tabelle 15: Fertigungslohn im Soll-Zustand
Die erforderlichen Arbeitsstunden für eine Windenergieanlage haben sich um 124,1 Stunden
reduziert. Das entspricht einem prozentualen Anteil von 12,8 Prozent. Der Soll-Zustand sieht
eine Einsparung von ca. 10.000 Euro pro Windenergieanlage vor. Dieser Nebeneffekt trägt dazu
bei, die Konkurrenzfähigkeit des Produktes 3.XM zu erhöhen.
Die Senkung der Herstellkosten von Windenergieanlagen wird in den nächsten Jahren an Bedeu-
tung gewinnen, weil die weltweiten Märkte ein geringeres Wachstum aufweisen. Unternehmen
der Windenergiebranche haben speziell im Onshore-Bereich mit sinkenden Preisen und geringe-
ren Margen zu kämpfen.90
90 Vgl. [Internet] <http://www.wiwo.de/unternehmen/mittelstand/erneuerbare-energien-flaute-in-der- windkraftbranche/6500930.html> [23.04.2014].

97
12 Ergebnis Aus der Anwendung der Wertstromanalyse resultiert ein Optimierungsvorhaben, welches als
absolut vorteilhaft zu bewerten ist. Dieses Optimierungsvorhaben besteht aus zwölf Maßnahmen.
Die Optimierungspotenziale, die sich unmittelbar auf die Produktionskapazität beziehen, lassen
sich direkt monetär bewerten. Für die Optimierungspotenziale, die sich nicht unmittelbar auf die
Produktionskapazität beziehen, lässt sich der Wert nicht direkt monetär bemessen.
Das Optimierungsvorhaben ist auf die Erfüllung des prognostizierten Kundenwun-
sches/Kundinnenwunsches für das Jahr 2018 ausgerichtet. Eine mittelfristige Optimierung kann
durch Anwendung der entsprechenden Maßnahmen erreicht werden. Der zukünftige Kunden-
wunsch/Kundinnenwunsch von 89 Anlagen pro Jahr kann erfüllt werden.
Die geplanten Kosten für das Optimierungsvorhaben belaufen sich auf 163.000 Euro. Das vor-
gegebene Budget von 1 Mio. Euro wurde eingehalten.
Als positiven Nebeneffekt sieht das Optimierungsvorhaben eine Einsparung des Fertigungsloh-
nes von ca. 10.000 Euro vor. Die Herstellungskosten für das Produkt 3.XM haben sich aufgrund
einer Senkung der erforderlichen Arbeitsstunden reduziert.
Das Produktionswerk Trampe wird voraussichtlich, aufgrund der Produktionskapazitätserweite-
rung und dem daraus folgenden Skaleneffekt, den Break-Even-Point schneller erreicht. Dabei
sollte jedoch nicht außer Acht gelassen werden, dass die Erhöhung der Produktionskapazität
auch zur Folge hat, dass sich das erforderliche Working Capital erhöht.
Für das international agierende Unternehmen ergeben sich auch neue strategische Möglichkeiten.
Weil die Produktion einer Gondel und des dazugehörigen Triebstranges zukünftig getrennt
durchgeführt werden kann, ergibt sich die Möglichkeit, den Triebstrang direkt in dem Land zu
produzieren, in dem auch der entsprechende Windpark installiert werden soll. Ein Triebstrang
besteht im Wesentlichen nur aus drei Komponenten, einer Rotorwelle, einem Rotorlager und
einem Getriebe. Weil die Materialkosten einer Windenergieanlage ca. 90 Prozent der Herstel-
lungskosten betragen, könnten die Herstellungskosten unter Umständen reduziert werden, falls
die drei Komponenten kostengünstiger im entsprechenden Land bezogen werden könnten. Ggf.
lassen sich auch Transportkosten einsparen. Dieser Sachverhalt bedarf allerdings einer gesonder-
ten Untersuchung und ist nicht Bestandteil des zu untersuchenden Bereichs.

98
13 Zusammenfassung Zusammenfassend lässt sich festhalten, dass durch die Anwendung der Wertstromanalyse Opti-
mierungspotenziale gefunden und ein vorteilhaftes Optimierungsvorhaben, mit konkreten Maß-
nahmen, generiert werden konnten. Die Erstellung einer Vision, auf dem Weg zum Soll-Zustand,
hat sich als vorteilhaft erwiesen, um sich von alten Denkmustern zu lösen und die effektivsten
Stellhebel für eine Optimierung zu erfassen.
Es konnte allerdings auch aufgezeigt werden, an welchen Stellen die Wertstromanalyse an ihre
Grenzen stößt. So ließen sich, alleine durch die Anwendung der Wertstromanalyse, keine eindeu-
tigen Maßnahmen ableiten, die erforderlich sind, um eine Verschlechterung der Maschinenver-
fügbarkeit zu verhindern. Aufgrund der Komplexität der Maschinenverfügbarkeit (siehe Kapitel
8.2.1.5) bedarf es einer separaten Maschinenverfügbarkeitsanalyse. Durch die Wertstromanalyse
konnten jedoch konkrete Anforderungen an die Maschinenverfügbarkeit gestellt werden. Es lässt
sich ableiten, dass die Anwendung der Wertstromanalyse für Produktionen, die eine Standplatz-
montage und ein vergleichbares Produktionslayout aufweisen, mit einer Maschinenverfügbar-
keitsanalyse einhergehen sollte. Im Verlauf der Wertstromanalyse stellte sich heraus, dass die
Erfassung der Rüstzeit nicht erforderlich war. Die Rüstzeiten können separat während einer Ma-
schinenverfügbarkeitsanalyse erfasst werden.
Im Verlaufe der Wertstromanalyse wurde für die Angleichung der Prozesszeiten ein Taktab-
stimmungsdiagramm verwendet. Mit Hilfe von Gedankenexperimenten (siehe Kapitel 8.2.1.2)
konnte bewiesen werden, dass die alleinige Anwendung eines Taktabstimmungsdiagramms bei
Standplatzmontage nicht zum gewünschten Erfolg führt. Eine alleinige Angleichung der Pro-
zesszeiten führt nicht zwangsläufig zu einem höheren Ausstoß. Es wurde untersucht, wie ein
Taktabstimmungsdiagramm in Bezug auf eine Standplatzmontage auszuwerten und zu beurteilen
ist.
99
Thesen
Für Standplatzmontagen, bei denen die erforderlichen Ressourcen, die zur Durchführung eines
Prozesses benötigt werden, nur einmal zur gleichen Zeit zur Verfügung stehen, führen die Ge-
dankenexperimente in Kapitel 8.2.1.2 zur Formulierung der folgenden Thesen.
1. These: Wenn die Durchlaufzeit eines Produktes durch die Anzahl der Standplätze dividiert
wird, und diese Zeit größer gleich der Zeit des längsten Prozesses ist, dann lassen sich unter-
schiedliche Prozessbearbeitungszeiten durch eine optimierte Ramp-Up-Phase kompensieren
2. These: Solange der Quotient aus der Durchlaufzeit eines Produktes und der Anzahl der Stand-
plätze größer gleich der Zeit des längsten Prozesses ist, lässt sich die Zykluszeit des Produktes
verkürzen, indem die Bearbeitungszeit eines beliebigen Prozesses verringert wird.
Beantwortung der Forschungsfrage
Schlussendlich lässt sich die Forschungsfrage:
„Wie lässt sich die Herstellung eines bestimmten Windenergieanlagenproduktes, mit einem vor-
gegebenen Budget, mittelfristig optimieren?“
für vergleichbare Produktionen wie folgt beantworten:
Durch die Anwendung der Wertstromanalyse lassen sich mittelfristige Optimierungspotenziale
bei der Herstellung eines Windenergieanlagenproduktes aufzeigen. Zur Hebung dieser Potenzia-
le lassen sich konkrete Maßnahmen ableiten. Um eindeutige Maßnahmen hinsichtlich der Ma-
schinenverfügbarkeit ableiten zu können, sollte sich der Wertstromanalyse eine Maschinenver-
fügbarkeitsanalyse anschließen. Mit einer folgenden Investitionsrechnung lässt sich das Optimie-
rungsvorhaben monetär bewerten. Bei der Anwendung der Kapitalwertmethode lässt sich die
Vorteilhaftigkeit des Optimierungsvorhabens in Hinsicht auf einen bestimmten Zeithorizont be-
stimmen. Folglich lässt sich prüfen, ob das Optimierungsvorhaben mit einem vorgegebenen
Budget realisierbar ist.

100
Literaturverzeichnis
Selbstständige Werke Bücher
Bornewasser, M./Zülch, G. (Hrsg.) (2013): Arbeitszeit Zeitarbeit. Flexibilisierung der Arbeit als
Antwort auf die Globalisierung. Wiesbaden: Springer Gabler.
Erlach, K. (2010): Wertstromdesign. Der Weg zur schlanken Fabrik. 2. Auflage. Berlin: Sprin-
ger.
Götze, U. (2008): Investitionsrechnung. Modelle und Analysen zur Beurteilung von Investitions-
vorhaben. 6. Auflage. Berlin: Springer.
Grabner, T. (2012): Operations Management. Auftragserfüllung bei Sach und Dienstleistungen.
Wiesbaden: Springer Gabler.
Hutzschenreuter, T. (2009): Allgemeine Betriebswirtschaftslehre. Grundlagen mit zahlreichen
Praxisbeispielen. 3. Auflage. Wiesbaden: Gabler.
Kalenberg, F. (2008): Kostenrechnung. Grundlagen und Anwendungen. 2. Auflage. Mün-
chen/Wien: Oldenbourg.
Klevers, T. (2007): Wertstrom-Mapping und Wertstrom-Design. Verschwendung erkennen –
Wertschöpfung steigern. Landsberg am Lech: mi-Fachverlag.
Kutschker, S./Schmid, S. (2011): Internationales Management. 7. Auflage. München: Olden-
bourg.
Lunau, S. (Hrsg.) (2013): Six Sigma+Lean Toolset. Mindset zur erfolgreichen Umsetzung von
Verbesserungsprojekten. 4. Auflage. Frankfurt am Main: Springer Gabler.
Töpfer, A. (2009): Lean Six Sigma. Erfolgreiche Kombination von Lean Management, Six Sigma
und Design for Six Sigma. Berlin: Springer.
Weber, H. K. (1999): Industriebetriebslehre. 3. Auflage. Berlin: Springer.

101
Sonstige Quellen E-Books
Wissenschaftlicher Beirat der Bundesregierung Globale Umweltveränderungen (2003): Welt im
Wandel. Energiewende zur Nachhaltigkeit. Berlin: Springer. <http://www.wbgu.de/
fileadmin/templates/dateien/veroeffentlichungen/hauptgutachten/jg2003/wbgu_jg2003.pdf>
30. März 2014
Lexika
Springer Fachmedien Wiesbaden (Hrsg.) (2013): Gabler Kompakt-Lexikon Wirtschaft. 4.500
Begriffe nachschlagen, verstehen, anwenden. 11. Auflage. Wiesbaden: Springer Gabler.
Berichte
Global Wind Energy Council (2014): Global Wind Statistics 2013. <http://www.gwec.net/wp-
content/uploads/2014/02/GWEC-PRstats-2013_EN.pdf> 30. März 2014
Renewable Energy Policy Network for the 21st Century (2013): Renewables 2012 Global Status
Report. Paris: REN21. <http://www.map.ren21.net/GSR/GSR2012.pdf> 30. März 2014
REpower Systems SE (2011): Geschäftsbericht 2010/11. Hamburg. <http://
www.senvion.com/fileadmin/download/ir/RE_GB_2010_DE_Web_final.pdf> 30. März 2014

1
Anhang A – Produktionslayout Senvion SE Trampe Dieses Produktionslayout wurde am 7. Januar 2014 in elektronischer Form von Herrn Gutmundt
Ertel, Head of Production Trampe (Senvion SE), zur Verfügung gestellt.
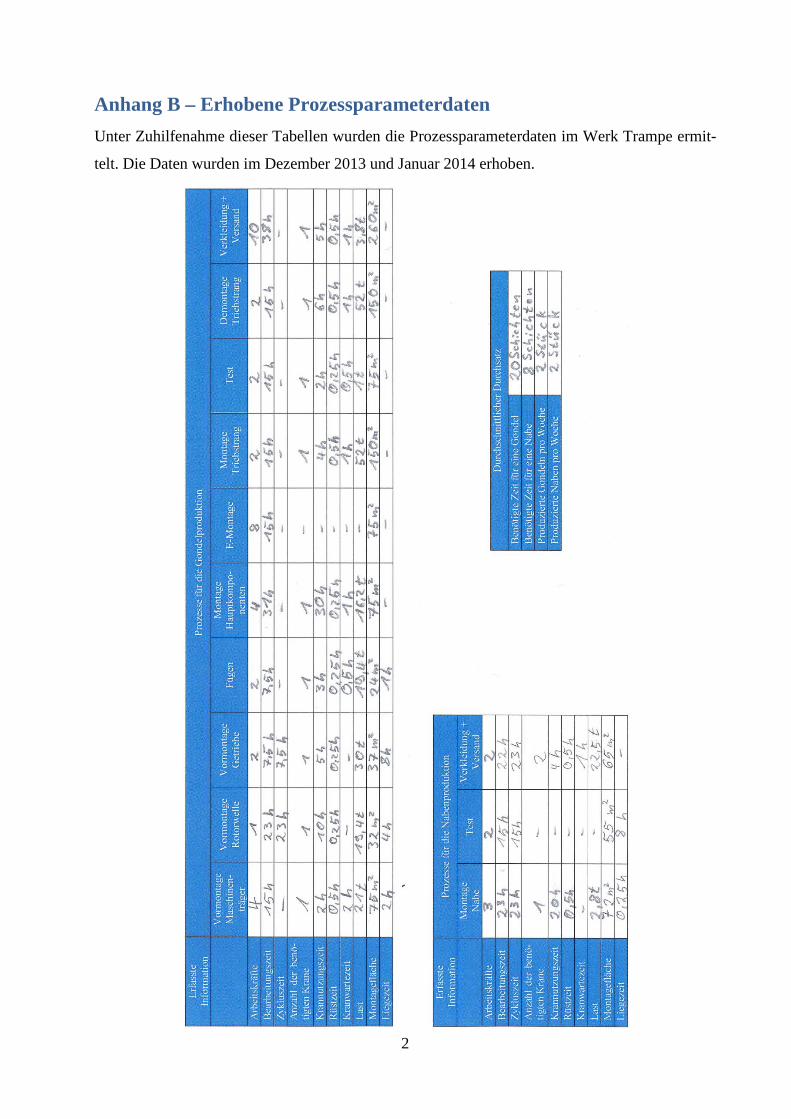
2
Anhang B – Erhobene Prozessparameterdaten Unter Zuhilfenahme dieser Tabellen wurden die Prozessparameterdaten im Werk Trampe ermit-
telt. Die Daten wurden im Dezember 2013 und Januar 2014 erhoben.

3
Anhang C – Daten des ERP-Systems der Senvion SE Diese Daten wurden mit Hilfe des ERP-Systems der Senvion SE ermittelt. Es handelt sich hier-
bei um die Solltermine an denen die Windenergieanlagen des Typs 3.XM im Jahr 2013 von dem
Werk Trampe fertiggestellt werden sollten. Die Daten wurden von der Fertigungssteuerung er-
zeugt.

4
Anhang D – Datenbasis für die Investitionsrechnung Bei den Daten für die Investitionsrechnung handelt es sich um Erfahrungswerte aus der Vergan-
genheit. In der Vergangenheit wurden bereits ähnliche Investitionen im Unternehmen getätigt.
Die erforderlichen Daten wurden per E-Mail von Herrn Hoffmann, Vice President Golabal
Nacelles der Senvion SE, bereitgestellt. Eine Kopie dieser E-Mail ist ersichtlich.

5
