测量数据网络系统 measurlink - mitutoyo.com.cn · 所采用的3d...
TRANSCRIPT
测量数据网络系统
MeasurLink®
测量数据的集中管理
产品样本 No.C4297
小量具和数据管理系统

2
趋势异常
运行异常
正常
从生产线到管理部门,
MeasurLink® 向您提供全方位的支持。
MeasurLinks® 程序源自 SPC 诞生地-美国,由美国三丰公司开发,融入了美国十余年来的专业技术。工
业技术已经开始逐步跨越国界,将来,包括三丰公司在内的整个日本制造业将会与海外公司展开更多
的业务往来。在这种情况下,获取 ISO 9000 的质量管理体系认证标准,诸如美国汽车工业的 QS- 9000 标准,将成为一种企业务必遵守的义务, 而且这种趋势会逐渐扩展到其它工业领域。在今天的日本,大
多数系统都在使用检查认证,但是,在大多数情况下,如要获得国际标准认证,工序控制将是必不可
少的内容。
• 由于工具的磨损,需对切割深度进
行调整
• 由于工具已损坏,需进行更换
• 由于砂轮维护不当,需对切割深度
进行调整
• 由于铸型的磨损和/或损坏,需对其
进行维护
• 添加润滑剂
• 由于材料改变,调整铸型条件需对成
形条件进行调整
• 加工条件 (转数等) 的调整
• 其它
出现异常时的措施举例
早期便能够发现异常,
并采取有效措施。
LSL
LCL
CL
UCL
USL
缺陷
产品
缺陷
产品
发生缺陷发现迹象,采取措施
发现迹象,采取措施
正常
产品
过去 现在 将来
在管理图表的报警项上
显示出发现异常 (失控,运
行,趋势等)。
通过管理图表作出判断=> 措施举例
MeasurLink® 是诞生于美国的统计工序控制 (SPC) 程序。SPC:统计工序控制
通过实时管理图表进行预防性控制
实时管理图表被用于在车间内发现早期的异常情况,从而有效防止缺陷的发生。
判断
判断
判断
措施
措施
根据先前的趋势,可在早
期提前发现将来发生缺陷
的可能性。
3
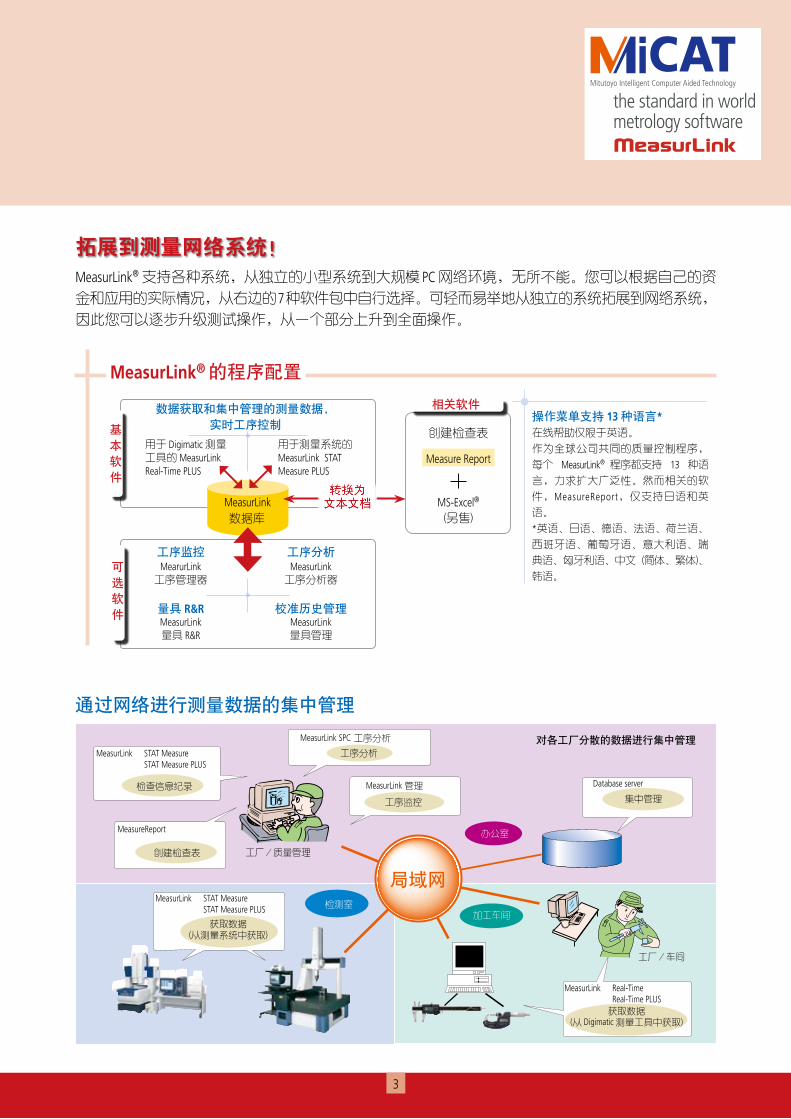
MeasurLink® 支持各种系统,从独立的小型系统到大规模 PC 网络环境,无所不能。您可以根据自己的资
金和应用的实际情况,从右边的 7 种软件包中自行选择。可轻而易举地从独立的系统拓展到网络系统,
因此您可以逐步升级测试操作,从一个部分上升到全面操作。
操作菜单支持 13 种语言*在线帮助仅限于英语。
作为全球公司共同的质量控制程序,
每个 MeasurLink® 程序都支持 13 种语
言,力求扩大广泛性。然而相关的软
件,MeasureReport,仅支持日语和英
语。
*英语、日语、德语、法语、荷兰语、
西班牙语、葡萄牙语、意大利语、瑞
典语、匈牙利语、中文 (简体、繁体)、
韩语。
MeasurLink 管理
工厂/车间
办公室
加工车间检测室
对各工厂分散的数据进行集中管理MeasurLink SPC 工序分析
工序分析
检查信息纪录
获取数据(从测量系统中获取)
创建检查表
Database server
集中管理
局域网
工厂/质量管理
工序监控
MeasurLink STAT Measure STAT Measure PLUS
获取数据(从 Digimatic 测量工具中获取)
MeasurLink Real-Time Real-Time PLUS
MeasureReport
MeasurLink STAT Measure STAT Measure PLUS
数据获取和集中管理的测量数据,
实时工序控制
用于 Digimatic 测量工具的 MeasurLink Real-Time PLUS
创建检查表
Measure Report
MS-Excel®
(另售)
MearurLink 工序管理器
工序监控
量具 R&RMeasurLink 量具 R&R
工序分析
校准历史管理
MeasurLink工序分析器
MeasurLink量具管理
MeasurLink数据库
拓展到测量网络系统!
MeasurLink® 的程序配置
通过网络进行测量数据的集中管理
转换为文本文档
相关软件
基
本
软
件
可
选
软
件
用于测量系统的
MeasurLink STAT Measure PLUS
4
(a) 仅显示超出公差的数据
(b) 仅显示报警的数据
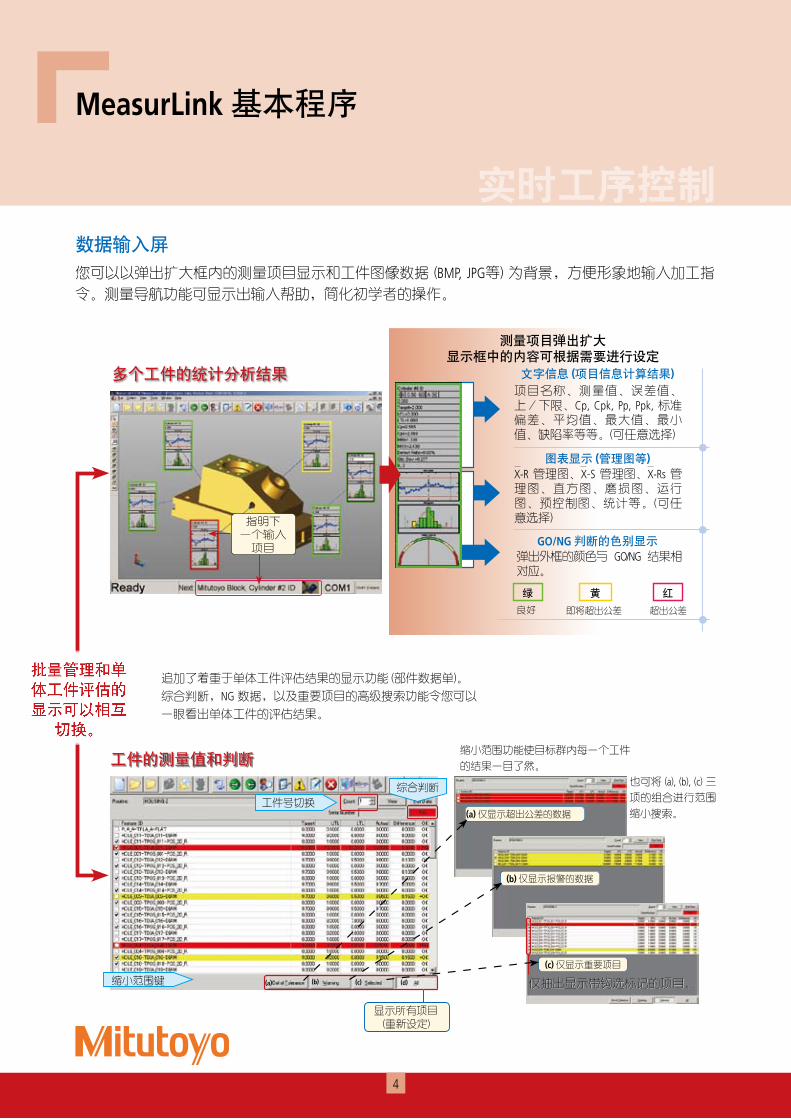
文字信息 (项目信息计算结果)项目名称、测量值、误差值、上/下限、Cp, Cpk, Pp, Ppk, 标准偏差、平均值、最大值、最小值、缺陷率等等。(可任意选择)
图表显示 (管理图等)X-R 管理图、X-S 管理图、X-Rs 管理图、直方图、磨损图、运行图、预控制图、统计等。(可任意选择)
GO/NG 判断的色别显示弹出外框的颜色与 GO/NG 结果相对应。
数据输入屏
您可以以弹出扩大框内的测量项目显示和工件图像数据 (BMP, JPG等) 为背景,方便形象地输入加工指
令。测量导航功能可显示出输入帮助,简化初学者的操作。
追加了着重于单体工件评估结果的显示功能 (部件数据单)。
综合判断,NG 数据,以及重要项目的高级搜索功能令您可以
一眼看出单体工件的评估结果。
测量项目弹出扩大显示框中的内容可根据需要进行设定
缩小范围功能使目标群内每一个工件
的结果一目了然。
综合判断
工件号切换
缩小范围键 (c)(b)(a) (d)
显示所有项目(重新设定)
(c) 仅显示重要项目
仅抽出显示带钩选标记的项目。
MeasurLink 基本程序
指明下一个输入
项目
绿 黄
即将超出公差
红
超出公差
批量管理和单体工件评估的显示可以相互
切换。
实时工序控制
也可将 (a), (b), (c) 三
项的组合进行范围
缩小搜索。
工件的测量值和判断
多个工件的统计分析结果
良好
仅抽出显示带钩选标记的项目。
5
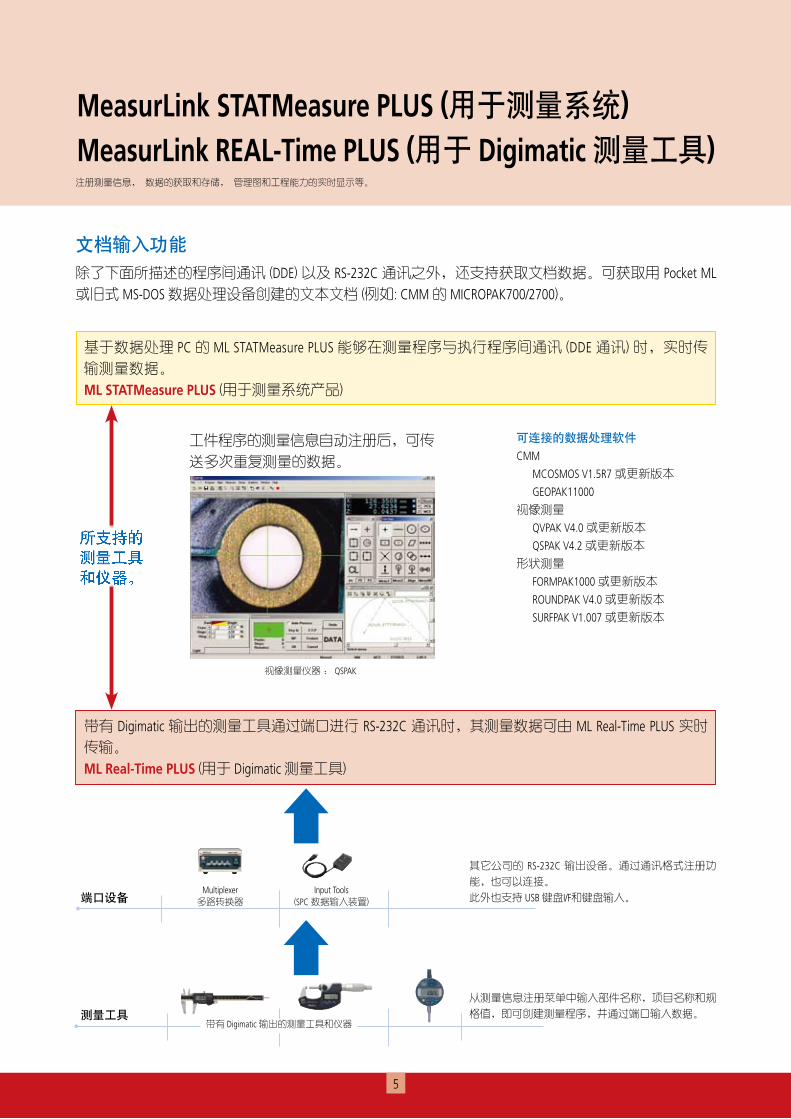
带有 Digimatic 输出的测量工具通过端口进行 RS-232C 通讯时,其测量数据可由 ML Real-Time PLUS 实时
传输。
ML Real-Time PLUS (用于 Digimatic 测量工具)
基于数据处理 PC 的 ML STATMeasure PLUS 能够在测量程序与执行程序间通讯 (DDE 通讯) 时,实时传
输测量数据。
ML STATMeasure PLUS (用于测量系统产品)
文档输入功能
除了下面所描述的程序间通讯 (DDE) 以及 RS-232C 通讯之外,还支持获取文档数据。可获取用 Pocket ML 或旧式 MS-DOS 数据处理设备创建的文本文档 (例如: CMM 的 MICROPAK700/2700)。
工件程序的测量信息自动注册后,可传
送多次重复测量的数据。
可连接的数据处理软件
CMM
MCOSMOS V1.5R7 或更新版本
GEOPAK11000视像测量
QVPAK V4.0 或更新版本
QSPAK V4.2 或更新版本
形状测量
FORMPAK1000 或更新版本
ROUNDPAK V4.0 或更新版本
SURFPAK V1.007 或更新版本
从测量信息注册菜单中输入部件名称,项目名称和规
格值,即可创建测量程序,并通过端口输入数据。
其它公司的 RS-232C 输出设备。通过通讯格式注册功
能,也可以连接。
此外也支持 USB 键盘I/F和键盘输入。
所支持的测量工具和仪器。
Input Tools(SPC 数据输入装置)
Multiplexer多路转换器
视像测量仪器: QSPAK
MeasurLink STATMeasure PLUS (用于测量系统)MeasurLink REAL-Time PLUS (用于 Digimatic 测量工具)
端口设备
测量工具带有 Digimatic 输出的测量工具和仪器
注册测量信息, 数据的获取和存储, 管理图和工程能力的实时显示等。

6
2. 钩选缩小范围项
输入钩选标志
1. 所有被测量的子集4. 确认测量值和历史信息
3. 缩小范围后结果中的子集
统计分析结果显示
范围广泛的统计分析/显示功能可根据特征和目的提供相应的结果。
各类项目图
• X-R 管理图 (a)
• X-S 管理图
• X-Rs 管理图
• EWMA 管理图
• 直方图 (b)
• 运行图 (c)
• 预控制图 (d)
• 磨损图 (e)
全部项目图
• 多变量管理图 (f)
• 列指示器 (g)
• 全部项目 Cpk 表 (h)
• 多变量缺陷率 (条形图)
• 管理器显示 (4 列 X 3 行)
(直方图、仪表、盒须图、Cpk)
跟踪信息 (注释) 的添加和缩小范围功能
对于所获数据,可从列表中选择
或是用键盘输入历史信息(例如检
查员,机床,批号,序列号以及
问题原因等),将其作为数据的补
充信息。您也可以通过使用补充
信息、日期、时间等作为线索,
找到所需的数据。
报告输出
统计分析处理的结果可通
过各种类型的报告输出。
* 通过与可选软件包 MeasureReport 组合, 可以创建由 Excel 设定格式的检查表。
所有测量项目报告各类测量项目报告 打印图形窗口
测量值
• 测量值数据表
(各类项目 n x sub Gr)
• 部件数据表 (见左页)
统计
• 最大值
• 最小值
• 平均数
• 标准偏差 S, Rbar/d2
• 工程能力 Cp, Cpk, Pp, Ppk
• 缺陷率
• 平均 +-3σ/4σ/6σ 等
(b)
(a)(c)
(e)
(g) (h)
(f)
(d)
实时工序控制

7
文档输出
指定检查批号 (数据、图表、计算结果等) 的结果可以 Excel 格式的文件输出。(为每个项目创建一页)。
您可轻松选取所需的结果,并
将其提供给未配置 MeasurL ink 的部门。此外,还有其它文档
输出格式,例如文本文档以及
MeasurL ink 的专用格式,以备
使用。
原始数据管理功能在单个工件测量结果屏中,通过链接注册将轮廓测量仪内保存的原
始结果文档,链接至该测量结果处,您就可以调出原始数据,从而
无需启动程序或搜索文档,便可检查详细信息。相似的链接注册和
调用也适用于 Excel 和图像数据。
增强的 3D 制图功能所采用的 3D 制图引擎使您能够将弹出扩大显示框与背景 CAD 图表
结合在一起。当图像转动到所需的位置时,显示框也转到相应的位
置,从而形成立体的、方便用户的测量指令屏幕。
从各种图表 (图像捕捉 ),管理
图和直方图等 10 种类型中进行
选择。
测量数据和测量
日期/时间
复数部件输入屏间的单击切换当对多个部件进行抽样检查时,您可以事先打开目标部件的文档,
使用输入屏上方所显示的部件号按键,即可进行所需部件之间的
转换。
支持用于外观检查等的管理功能。
计数值输入功能
除了测量值数据之外,您还可以输入外观缺陷计数,例如 OK / NG 判
断,刮伤,颜色异常等。计数值管理图 p, pn, c, u 管理图,pareto 图,
以及圆形比率图等。
安全功能注册登陆功能使您可以通过用户名和密码单独获得使用权。
您可以根据业务内容和职务,单独设定数据浏览、输入、或改变的
权限,从而确保数据的可靠性。
部件号
开始时间
所用时间
确定了取样间隔后,计时器便开始
计时,当超出间隔时间时,便开始
以红色显示。
实时工序管理
如需统计处理结果,您可以从 30 个项目中进行
选择,例如平均数、最大值、最小值、Cp、 以及 Cpk。
Formpak 的原始数据被显示

8
MeasurLink 可选程序
MeasurLink 工序管理器
确认发生问题的测量位置的具体信息当您对报警位置或通过分类功能所找到的测
量位置进行核查时,弹出的管理图令您即使
在遥远的办公室中同样能够检查测量终端获
取的信息。
详细信息
检查
工序监控
管理员在办公室监控相关工序的检查状态。
详细信息
检查
发生故障时通知管理员的报警功能该功能在处理工序中监控数据收集终端,一旦在测量早
期发现任何异常趋势便立即报告质量管理员,从而预防
缺陷的发生。
a) 当 Cak 低于特定值时背景变为红色。
(Cak 错误的特定值是 1.33。您可设定任何值。)b) 错误发生时发出嘟声。
c) 弹出错误信息窗口
d) 状态栏中显示错误信息 e) 报警历史记录在日志档案中
f) 通过电子邮件向工作人员发出
报警信息
Cpk 低 产生报警的项目
位置:MeasurLink 演示 测量终端名称
检查批号:[2004/08/06 18:04:59]
TEST.1.1 部件号,测量项目号
您可以将网络上数据收集终端的监控范围缩小,或是根据处理能力
将它们分类,以便根据自己的需要监控并掌握问题的范畴。
缩小项目的范围
终端号
工件号
工序号
用户
供应商
机器号
操作员,等。
可重排项目
• 分组 (选择一个项目)
工序号、终端号、检查批号、日期
• 根据工程能力按降序排列 (选择一个项目)
Cp, Cpk,Pp, Ppk
范围缩小和分类功能-为管理员的任务目的和范围量身打造
图表显示转换您可以根据您的管理需求,选择并切换
图表显示,例如时间序列图和频率分布
图等。
直方图
仪表图
Cpk 栏图表
(根据降序排列)
盒须图 切换显示
弹出管理图
同终端共享同样的信息

9
MeasurLink 管理器*屏幕显示时, 您可确认任意行、 列号的内容。
每个测量终端的状态在特定周期
内能够自动升级,升级周期可以
秒为单位进行设定。(默认值为 60 秒。)
ML Real-Time PLUS
可以在数据获取终端确认的详细信息
各种计量值图 工序跟踪信息 报告
ML Real-Time PLUS ML Real-Time PLUS部件 A在测量中
部件 B在测量中
部件 C在测量中
通过网络将所有测量点中的 MeasurLink 数据获取终端连接起来,并对其信息实现集中监
测;使您能够确认具体信息。
质量管理员终端
局域网
数据获取终端
工序监控
趋势是什么? 条件是什么? 打印出上方图表和跟踪信息
数据获取终端 数据获取终端

10
MeasurLink 可选程序
MeasurLink 工序分析器
文件合并和筛选功能
基于基本程序获取的实际测量数据,您可以积累以各种条件分级的备份数据,并从各种角度对其进
行分析,例如使用合并和筛选功能以及时间因素或者工序跟踪信息 (注释等),并可将其用作为工序方
面的专业技术灵活应用。
6 个月的每月批量被合并在一起
显示合并数据的管理图
合并结果
使用合并功能进行长期趋势分析
您可以合并多套检查数据来进行长期趋势
分析。
如:您收集 6 个月的每月数据,将这些文档合
并,然后对这 6 个月进行统计分析。
使用筛选功能搜索具体条件和数据分析
您可以通过抽取符合特定条件的数据来进行分
析;使用时间因素和工序跟踪信息进行问题
的验证。
〈筛选项目〉
• 时间因素:年、月、星期、日期、时间。
• 工序跟踪信息:例如检查员、机床等。
• 部件跟踪信息:例如用户、供应商等。
• 子集标记,序列号。
也可通过组合多个条件进行筛选,此过程既可
通过实际测量数据也可通过已处理的文档来
完成。
工序分析
从合并结果中抽取检查员 A 的
数据
从合并结果中抽取机床 1 的数据
从合并结果中抽取周一的
数据
筛选结果筛选结果筛选结果

11
处理能力
分析图
除了与基本程序相同的 10 种统计处理之外,还拥有多种分析功能,例如散点图中的相关性,工程能
力表上的时间,以及工序跟踪信息的分层性等,大幅度提高了问题验证能力。
单独测量项目统计图
1. X - R 管理图
2. X - S 管理图
3. X - Rs 管理图
4. EWMA 管理图
5. 直方图
6. 预控制图
7. 运行图
8. 磨损图
9. 统计
10. 测量数据表
11. 正态概率
12. 散点图
13. 工程能力表
14. 测量结果表
15. 工程能力报告
*统计表 1-10 与基本程序相同。
测量数据、统计结果以及跟踪信息列表。
*处理能力可从 Cp, Cpk, Pp 和 Ppk 中选择
2 个项目间的相关性图表
对数正态分布,余弦分布以及其它 13 类。
工程能力
Vs工序跟踪信息
与基本程序相同的功能• 数据输入/输出
• 测量项目单个报告
• 所有测量项目列表报告。请参考第 3, 4 页。
与基本程序的差别• 可以在网络环境中查看所有的操作终端数据。
(在基本程序中仅可浏览自己收集的数据。)
• 拥有多种类型的数据处理,例如合并和筛选。
(基本程序仅可进行区间分割。)
• 数据输入只能是文档输入。
(不能进行 RS232C 和 DDE数据传送。)
使用成批检查管理器进行数据库文件的操作
归档功能
您可以将旧的
和不需要的数
据单独存放于
另 一 个 数 据
库。归档的数
据隐藏在基本
程序中,当文
档清理完毕时
可再次显示。
Archive DB
基本程序收集并积累的数据形成了数据库,使用该数据库,通过各种
统计演算和文件合并 / 筛选功能,可实现对问题的验证。
编辑处理后的数据
数据分类窗口
11. 正态概率
12. 散点图
13. 工程能力表 14. 测量结果表*
1stsampling timeProcess capability
Sub group
工序分析
文档连接
筛选过程
复制编辑
统计
处理项目
基本程序收集的实际测量数据
2nd 3rd
以子集单位、呈现的正态
统计计算结果平均数、范围
数据分类窗口
您可以将树形显示的实际测量数据和已处理的数据进行分类,从而
轻松选择目标数据。
a) 站点 ID → 检查批号 → 测量项目 ID
b) 检查常规 → 检查批号 → 测量项目 ID
c) 部件 ID → 测量项目 ID → 修改检查批号
通过复制编辑进行处理
您可以将原始的实际操作数据复制,并在不同条件下进行再次计
算。
<更改条件>公称值,上/下限,管理界限值 (计算方法改变 (a) 根据数据计算 (b) 给定标准 (c) 用户自定) 等。
通过内部项目计算创建新项目
您可以利用现有的测量项目创建新公式,从而建立新的计算项目。
统计计算结果与
取样顺序的相关性
最大
最小
CpCpk
*文档可以 Excel 格式储存。

12
操作程序示例
(量具 R&R:平均和范围法)
(1) 选择评估方法从 9 种评估方法中选出 2 个
(2) 选择评估条件
1) 选择测量员数目 (最多 2 - 15 人)
2) 选择部件数目 (最多 2 - 15 个部件)
3) 选择试验次数 (最多 2 - 15 次)
* 如果输入公差和工序变量,
分别可计算出 % 变量(3) 测量数据的输入
部件以随机的方式送交给评
估员,并要求他们报告测量
结果。作为结果的数值被输
入到相应的表格中。10 个部
件由 3 名测量员各测量 2 次。(可以通过 RS232C 通讯在线输入测量结果)。
MeasurLink 可选程序
MeasurLink 量具 R&R*
简单操作便可进行量具 R&R 评估结果的自动计算
遵循 MSA (第三版) 的评估方法根据 MSA (测量系统分析) 使用以下项目可作出评估。
1. 量具 R&R 分析 (Repeatability&Reproducibility) (重复精度 & 再现性)
1) Range Method (范围方法)2) Average & Range Method (平均数 & 范围 方法)3) Average & Range Method-Including Within- Part Variation (平均数 & 范围方法-- 包括部件内部变量)4) Analysis of Variance (ANOVA) Method (方差 分析法 (ANOVA))5) Attribute Gage Study, Short Method (计数值计量研究,肖特法)6) Custom Method for Attribute Gages (计数值计量用户自定义法)
2. 其它评价
7) Bias (偏移线性)8) Linearity (直线性)9) Stability (稳定性)
当输入所有的测量数据后,便可执行计算操作。
钉形图
平均值管理图--非多倍/X-R 管理图
每个测量员的部件制图/运行图
X-Y 比较制图 散点图
分析图显示
管理图等各种图表在对由测量员引起的测量数据参差不齐,和计量工具精度的适当
性等进行判断、分析,以及对所存在问题进行改善时,非常有效。
评估结果和选中的统计图可被打印成报告。
QS9000注 : QS-9000 是美国 3 大汽车部件/材料供应商 (戴姆勒克莱斯勒、 福特、 通用) 和卡车工业的 5 家公司
所要求质量系统标准。
*QS-9000 要求的量具 R&R 评估/分析程序
(1)
(2)
(3)

13
X- R 管理图等所有图表都可被打印出来。
在 QS-9000 中对计量工具的精度和测量员的人为差异,运用统计学方法作用的分析,在 MSA 手册中
规定了详细的操作顺序,并要求该规范的广泛执行。MeasurLink 量具 R&R 是遵循 MSA 分析方法的测量
系统评估/分析程序,使您能够轻而易举地实施量具 R&R 的评估。(MSA 也称为量具 R&R)
评估量具信息的注册1. 输入将要接受评估的目标量具信息。可进行下列量具信
息的注册并将其同评估结果相连接。
项目:量具 ID、类型、型号、制造商、序列号、备注。
2. 同 MeasurLink 量具管理的信息连接。在量具管理程序中
注册的量具信息可用于连接数据库。量具 R&R 评估结果
也可被连接,于是使用量具管理程序可完成量具 R&R 使
用期限的进度管理。
评估结果报告输出
其它功能• 数据输入
可载入测量数据文本文档
• 直接从 Digimatic 测量工具输入
可以通过 MUX-10F, IT-007R,和 DP-1VR 在线输入评估数据。还
可以通过带有 RS-232C 输出设备进行数据输入。
评估结果和图表可打印成报告。
量具 R&R 结果
量具 R&R 评估结果显示
评估结果的存储、搜索和调取1. 评估结果存储于某个名下(评估 ID)。
2. 如需调取结果,可通过下列项目进行搜索和分类。
1) 评估 ID
2) 评估类型
3) 评估日期
4) 量具 ID
5) 量具类型
6) 制造商
量具 R&R 评估结果列表和相关的详细信息均被显示出来。
[其它详细信息]
总变化 (TV)
%EV
%AV
%R&R
%PV
Rbar
UCLr
LCLr
Xbar Diff
Rp独立部分数量 (ndc)
存储
调出
所需的统计图表已被选中
平均值和范围方法
(1) 量具 R&R(2) 重复精度 (设备变量: EV)
(3) 再现性 (测量员变量: Av)
(4) 部件变量 (PV)* 上述项目可计算 o, % 变量 (评估),% 变量 (公差),% 变量 (工序), % 变量 (贡献率)。
QS9000

14
输入校准
结果数据呼出预注册校准
程序,根据程序
执行校准。
OK/NG 判断
MeasurLink 可选程序
MeasurLink 量具管理程序
MeasurLink 量具管理程序使您能够:• 轻松、迅速地记录量具使用 (操作、存储、校准、量具 R&R、修复和淘汰),并掌握目前位置以及所有量具的状态。
• 使用强大的搜索功能,展开与量具使用相关的各种条件下的搜索,并能快捷地列出目标信息。
• 从网络上任意一个安装了该程序的终端查看普通量具信息。
• 同 MeasurLink 量具 R&R 程序分享量具信息。
使用强大的搜索功能创建校准目标的量具列表
您可以使用多种标准进行搜索,例如量具 ID、量具种类、型号、生产商、供应商、校准日期、目
前使用状况、目前位置等,从而创建目标量具列表。
量具具体信息的检查
列表发布
专用按键,用于发布校准日期
超限的量具列表
校准日期等
强大的搜索
标准
显示量具状态 百分数的彩色
条状图
量具的全部使用历史
何时?何人?何处?为何原因?
校准结果的全部历史
校准结果被自动记录
量具规格
信息单
可进行变量注册,量具计数和参考。
• 量具 ID• 量具类型
• 型号
• 序列号
• 测量范围
• 分辨率
• 不确定性
• 生产商
• 供应商
• 价格
<注册项目>• 所有者
• 存储位置
• 绘图号
• 备注
量具搜索
结果
校准和量具
R&R 条件设置
校准过期的彩色编码
也可进行与校准
过程相似的量具
R&R评估操作。
绿色 黄色 红色
超出有效期即将到期在有效期内
自动设置下次校准日期
根据上一次校准日期和限定的校准时间间隔,可自动设置下一次时间。您可以使用日历功能设定工作日,从而创建一个无节假日的校准计划。
校准历史
双击所需量具,
显示详细信息。
执行校准
存
储
操
作
校
准
修
复
退
役

15
Digimatic 测量仪器使用的端口
设备
Digimatic 1ch 输入 =>USB 键盘信号转换
Input Tools(SPC 数据输入装置)
IT-012U (264-012)
Digimatic 4ch=>RS232C 转换Multiplexer
(多路转换器)MUX-10F (265-002)
+商用 RS-232C直电缆
Digimatic 1ch=>RS-232C 转换
Digimatic 微型处理器
DP-1VR (264-504)+
商用 RS-232C 直电缆
(09EAA084)
可选设备
Digimatic 3ch 切换器
量具选择器 3
脚踏开关 (937179T)
Digimatic 1ch 输入 =>RS232C 转换
Input Tools(SPC 数据输入装置)
IT-007R (264-007)
相关程序02ARA750B 用于 CMM 的 MeasureReport/J V4.202ARA760B 用于 CMM 的 MeasureReport/E V4.202ARA771B 用于影像测量仪器的 MeasureReport/J V4.202ARA781B 用于影像测量仪器的 MeasureReport/E V4.202ARA772B 用于数字转换器的 MeasureReprot/J V4.202ARA782B 用于数字转换器的 MeasureReprot/E V4.202ARA773B 用于光学测量仪器的 MeasureReport/J V4.202ARA783B 用于光学测量仪器的 MeasureReport/E V4.202ARA774B 用于测量工具的 MeasureReport/J V4.202ARA784B 用于测量工具的 MeasureReport/E V4.2
*1:用于 Windows NT4.0 时,需要最新的服务包。
*2:硬盘所需空间大小会根据所存数据的数量而有所变化。 75,000 个数据项目大约需要 5MB。
MeasurLink 操作环境 (推荐)
单机/用户
OS Windows 2000 SP3/XP SP2/Win7 (32位)CPU 奔腾 II 400MHz 或更快
HDD 2GB 空间或更多 (备注 2)记忆 256MB 或更大显示 SVGA 或更好光驱 CD-ROM 驱动 (安装时使用)通讯端口 RS232C 端口 (用于与 MUX-10F 等连接)LAN 网卡 100BaseT (用于在网络中操作)其它 键盘、鼠标、支持操作系统的打印机
服务器 以上在网络中使用的时候,规格会根据系统配置情况有所变化,例如所使用的数据库管理系统 (Sybase, Orade, SQL 服务器等) 以及用户装置的数量。
基本程序02ARA910C MeasurLink Real-Time PLUS V6.202ARA920C MeasurLink STATMeasure PLUS V6.2
可选程序
*MeasurLink 在全世界范围内均有销售,为统一产品名称有所变更。
02ARA930C MeasurLink 工序管理器原管理器 V6.202ARA940C MeasurLink 工序分析器原分析器 V6.202ARA950C MeasurLink 量具 R&R V6.202ARA960C MeasurLink 量具管理程序 原量具管理程序 V6.2
02ARA890 SQL Anywhere Studio 1 个服务器/1 个用户执照
02ARA891 SQL Anywhere Studio 用户访问工具箱/单张数据单
数据库
16
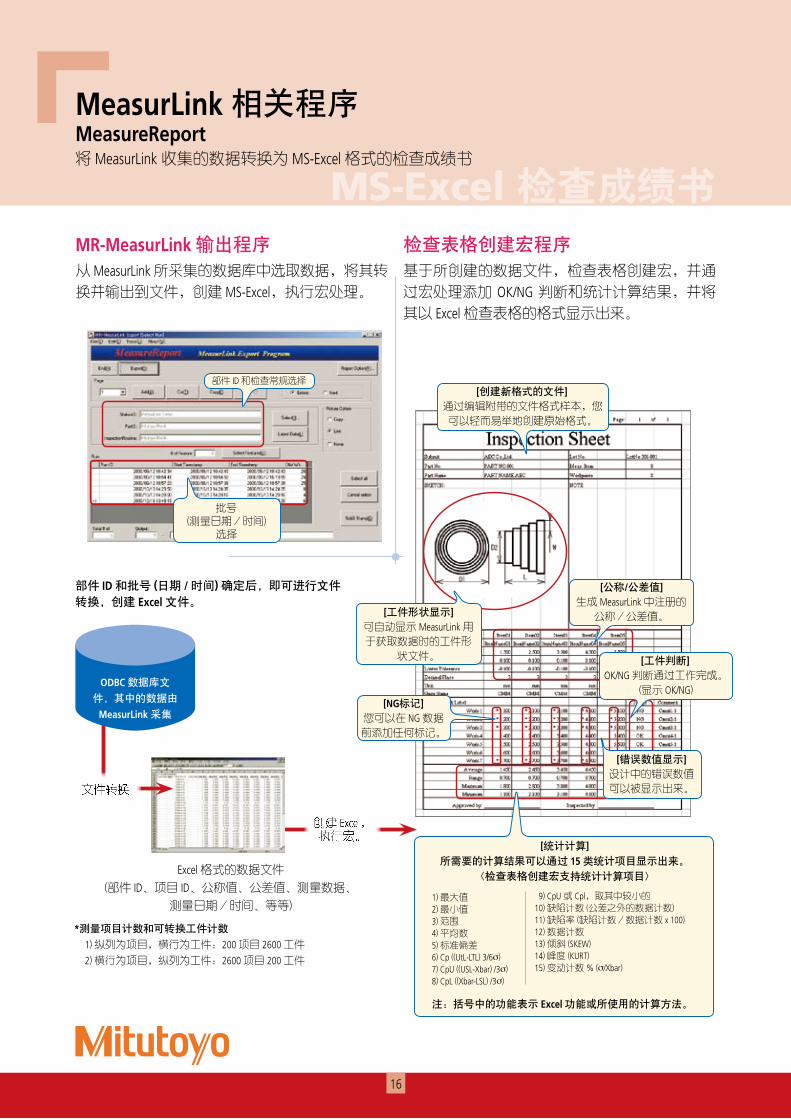
MR-MeasurLink 输出程序 检查表格创建宏程序
从 MeasurLink 所采集的数据库中选取数据,将其转
换并输出到文件,创建 MS-Excel,执行宏处理。
基于所创建的数据文件,检查表格创建宏,并通
过宏处理添加 OK/NG 判断和统计计算结果,并将
其以 Excel 检查表格的格式显示出来。
部件 ID 和批号 (日期 / 时间) 确定后,即可进行文件
转换,创建 Excel 文件。
Excel 格式的数据文件
(部件 ID、项目 ID、公称值、公差值、测量数据、
测量日期/时间、等等)
*测量项目计数和可转换工件计数
1) 纵列为项目,横行为工件:200 项目 2600 工件
2) 横行为项目,纵列为工件:2600 项目 200 工件
[公称/公差值]生成 MeasurLink 中注册的
公称/公差值。
[工件判断]OK/NG 判断通过工作完成。
(显示 OK/NG)
[错误数值显示]设计中的错误数值
可以被显示出来。
[NG标记]您可以在 NG 数据
前添加任何标记。
[创建新格式的文件]通过编辑附带的文件格式样本,您
可以轻而易举地创建原始格式。
[工件形状显示]可自动显示 MeasurLink 用于获取数据时的工件形
状文件。
批号(测量日期/时间)
选择
[统计计算]所需要的计算结果可以通过 15 类统计项目显示出来。
〈检查表格创建宏支持统计计算项目〉
1) 最大值
2) 最小值
3) 范围
4) 平均数
5) 标准偏差
6) Cp ((UtL-LTL) 3/6σ)7) CpU ((USL-Xbar) /3σ)8) CpL ((Xbar-LSL) /3σ)
9) CpU 或 Cpl,取其中较小的
10) 缺陷计数 (公差之外的数据计数)11) 缺陷率 (缺陷计数/数据计数 x 100)12) 数据计数
13) 倾斜 (SKEW)14) 峰度 (KURT)15) 变动计数 % (σ/Xbar)
注:括号中的功能表示 Excel 功能或所使用的计算方法。
将 MeasurLink 收集的数据转换为 MS-Excel 格式的检查成绩书
MS-Excel 检查成绩书
MeasurLink 相关程序MeasureReport
ODBC 数据库文
件,其中的数据由
MeasurLink 采集
文件转换
部件 ID 和检查常规选择
创建 Excel,执行宏。

17
CMM视像测量仪器
Micropack2700Micropack2900/2Micropack700MCOSMOSGeoSpin
*某些产品使用键盘信号。
测量结果文件
软盘
局域网
如果测量项目信息已被注册,且公称值和公差值已被输入,那么 NG 数据将被显示为红色。
MeasureReport 也可以不依靠
MeasurLink,独立收集数据。
可选测量仪器
QM-Data200
在线
RS232*
QVPAKQSPAK
测量数据输入屏
Digimatic 测量仪器
MUX-10FIT-012UIT-005D
IT-007RDP-1VR
在线
RS232*离线
Pocket DL
MS-Excel 检查成绩书
离线
文件转换**文件转换中共有 200 个
可转换项。
MeasureReport+
MS-Excel

18
MeasurLink SPC 轻装 (RS-232C 连接)
• 每个 MeasurLink 软件包都包括 Sybase SQL Anywhere 单机数据库,在安装时即可自动建立。
• 选择支持所需功能的可选程序。
• 如果可供连接设备的 RS-232C 端口不足,可能需要额外的端口或开关。
MeasurLink 系统配置用于单机环境的时候,在每台 PC 上都将创建一个单机数据库文件。
PC (Windows)
IT-012U
RS232C
RS232C
使用 RS232C 输出的测量仪器
其它公司的测量仪器
QM-Data200
IT-007R MUX-10F DP-1VR
Digimatic输出
Digimatic 测量工具
Digimatic或
RS-232C
测量显微镜
测量投影仪
LSMLG 计数器
USB 键盘
单机
当安装在单独的 PC 机上时:
ML STATMeasure
PLUS
可选程序*QM-Data 和 PC 通过一根 RS-232C 十字电缆连接。
单独的 PC 机(WindowsXP)
QM-Measure
RSS232C用于
MeasurLink 的 GW ML
RSS232C
*PC 机通过一根 RS-232C 电缆相互连接。
单独的 PC 机(WindowsXP)
数据处理 PC (OS/2)
ML STATMeasure
PLUS
可选程序
用于
Measurlink 的GateWay2900
MPK2900/2
MeasurLink Real-Time PLUS
可选程序
MeasurLink SPC 超级装 (DDE 连接)
当它被安装于数据处理 PC 机上时: 数据处理 PC 机(Windows)
MeasurLink STATMeasure PLUS
可选程序
测量仪器主机
CMMQuick visionQuick scope图像装置
Contracer投影仪显微镜
MCOSMOSMPK11000
FORMPAK1000
QVPAKQSPAK
专用电子数据处理
QM-Data300*需要使用选购的 QM-STAT
19
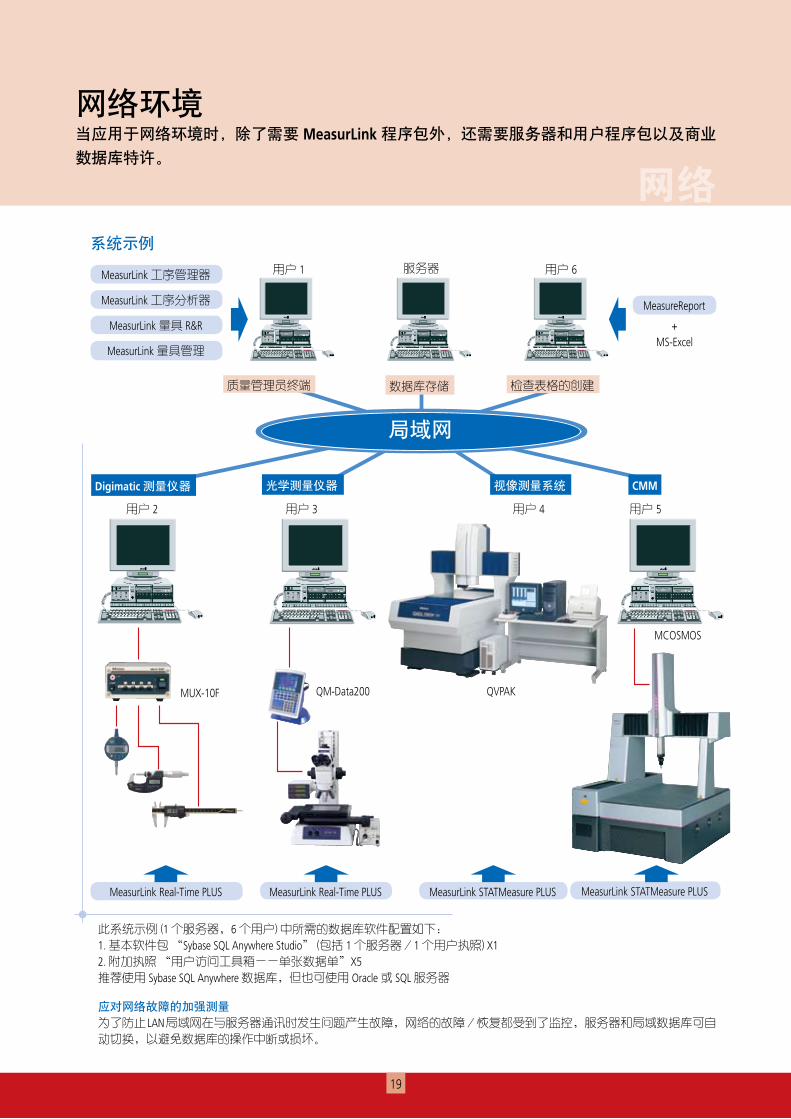
MeasurLink STATMeasure PLUS
MCOSMOS
用户 5
CMM
此系统示例 (1 个服务器,6 个用户) 中所需的数据库软件配置如下:
1. 基本软件包 “Sybase SQL Anywhere Studio” (包括 1 个服务器/1 个用户执照) X12. 附加执照 “用户访问工具箱--单张数据单”X5 推荐使用 Sybase SQL Anywhere 数据库,但也可使用 Oracle 或 SQL 服务器
应对网络故障的加强测量
为了防止 LAN 局域网在与服务器通讯时发生问题产生故障,网络的故障/恢复都受到了监控,服务器和局域数据库可自
动切换,以避免数据库的操作中断或损坏。
MeasurLink 工序管理器
MeasurLink 工序分析器
MeasurLink 量具 R&R
MeasurLink 量具管理
MeasureReport
+MS-Excel
视像测量系统光学测量仪器
MeasurLink Real-Time PLUS MeasurLink STATMeasure PLUS
QVPAK
用户 4
网络环境
局域网
Digimatic 测量仪器
MeasurLink Real-Time PLUS
用户 1 服务器 用户 6
检查表格的创建数据库存储质量管理员终端
当应用于网络环境时,除了需要 MeasurLink 程序包外,还需要服务器和用户程序包以及商业
数据库特许。
网络
MUX-10F
用户 2
QM-Data200
用户 3
系统示例

175
1104
2 g
PG(
PG) , 中国印刷
本公司产品分类按照日本《外汇及对
外贸易管理法》被列为管制产品类。
如将本公司产品用于出口,或携带出境,
则需要日本政府的出口许可。购买商
品出口后,即使该产品不属于上述法
令的管制对象 (而属于《全面监管制度》
管制品),该产品的售后服务将会受到
影响。如有任何问题,请致电当地三
丰联络处。
三坐标测量机
影像测量机
形状测量系统
光学仪器
传感器系统
试验设备和地震仪
数显标尺和DRO系统
小量具和数据管理系统
Mitutoyo Corporation
http://www.mitutoyo.co.jphttp://www.mitutoyo.com.cn
中国联络处
三丰精密量仪(上海)有限公司 电话:86 (21) 5836-0718 传真:86 (21) 5836-0717 ● 长春 电话:86 (431) 8461-2510 传真:86 (431) 8464-4411 ● 大连 电话:86 (411) 8718-1212 传真:86 (411) 8754-7587 ● 青岛 电话:86 (532) 8066-8887 传真:86 (532) 8066-8890 ● 天津 电话:86 (22) 8558-1221 传真:86 (22) 8558-1234 ● 西安 电话:86 (29) 8538-1380 传真:86 (29) 8538-1381 ● 郑州 电话:86 (0371) 6097-6436 传真:86 (0371) 6097-6981 ● 苏州 电话:86 (512) 6522-1790 传真:86 (512) 6251-3420 ● 杭州 电话:86 (571) 8288-0319 传真:86 (571) 8288-0320 ● 成都 电话:86 (28) 8671-8936 传真:86 (28) 8671-9086 ● 武汉 电话:86 (27) 8544-8631 传真:86 (27) 8544-8227 三丰力丰量仪(香港)有限公司 电话:(0852) 2992-2088 传真:(0852) 2670-2488 三丰力丰量仪(东莞)有限公司 电话:86 (769) 8541-7715 传真:86 (769) 8541-7745 ● 福州 电话:86 (591) 8761-8095 传真:86 (591) 8761-8096 ● 长沙 电话:86 (0731) 8872-8021 传真:86 (0731) 8872-8001 密测多友量仪(苏州)有限公司 电话:86 (512) 6252-2660 传真:86 (512) 6252-2580
注释:
全部产品介绍,特别是本手册中有关图表、图形、尺寸、性能数据以及其它技术数据均为近似值。在此基础上,我
们保留对设计、技术数据、尺寸和重量进行变更的权力。截止至本手册印刷,上述标准、相似的技术规则、产品规
格、说明和图表均正确有效。仅经三丰公司确认的提议具有权威性。
规格如有 变更,恕不另行通知。