不良を発生させない統計的 品質管理 sqc の活用 ·...
TRANSCRIPT
不良を発生させない統計的品質管理(SQC)の活用
1
2018年9月11日
オフィス ニューナレッジ東 秀和
ESD21 2018年会員例会講演2

2
1.はじめに
高品質のクルマを世界中のお客様に

トヨタを取り巻く環境とSQCルネサンス
◆トヨタグループ販売台数→
◆生産技術革新→
◆社会環境変化→
◆商品改革→
持続的成長の源泉
3) 技術革新
2) 生産拠点の世界展開
1) ニーズを先取りした商品改革
‘80 ‘‘90 ‘00‘60 ‘‘ 70
200万台
600万台
400万台
通商摩擦
自動運転
円高
石油危機
設備近代化
量産化
自動化・効率化
フレキシブル化
1000万台
大衆車
ツインカム
高級車
HV
FC
プラグインHV
排ガス対応
高度成長
‘‘ 18
シンプル・スリム化
SQCルネサンス発展
4
5
今回、お話しさせていただくSQCを活用した主な製品と工程
• 熱間鍛造
• 冷間鍛造
• 焼結
• プレス
・インパネ(成形)
・モーターコア

6

7
8

9
モーターコア

10
SQCとは
SQCはStatistical Quality Controlの略で 統計的品質管理のこと
検定・推定
実験計画法
多変量解析
信頼性手法
機械学習他
必要とされる仮説を立てて統計を用い検証し、標準化して実施

11
2.CAE、理論、経験を活かした SQC事例
(1).CAEと熱間鍛造のニアネットシェイプの事例(クランクシャフト)
(2).型寿命予測をワイブル分布でパターン化、改善 した事例
(3).焼結部品の成形後、割れる原因を見つけ、良品条件を見出した標準化した事例 (今後IoT活用)

12
(1).CAEと熱間鍛造のニアネットシェイプの事例(クランクシャフトの場合)
従来:勘と経験による試行錯誤
今回:CAEによるシミュレーション
・・・フラッシュランド形状の決定のため
溝形状

13
目的変数

14
望大特性
荷重:制約条件(プレス機の能力、金型の負荷)

15
肉上がりを目的変数とした重回帰分析
肉上がりにたいしては、①バリ厚が薄いほど良い②距離、ランド幅が長いほど良い③フラッシュランドの中間に溝をつけるのは、疑問(荷重との関係で、型寿命と相談か?)

16

17
(1)の事例のまとめ
CAEの結果をSQCを使い少ないデータで成果を出した事例でコンピュータとソフト開発の進歩により、CAEとSQCは必須のツールとなっている。

18
(2).ワイブル分布を用いてパターン化、対策した事例
鎖を引っ張る場合において最も弱い輪が破壊することにより鎖全体が破壊したとするモデル(最弱リンクモデル)としてワイブル分布が提案されている
累積故障率の式

19
フロントホイールハブの型とクラック
FEMによりR30をR20に変更

20
R20に改善した結果
鍛造ショット数
累積故障率
ワイブルの形状係数mが3.4から8.9に改善
21
(2)の事例のまとめ
金型寿命データをワイブル分布で層別し、破損型に対して、鍛造型の応力を減少させるプリフォーム形状に変更し、良品条件を見出した。
(正規分布は、ワイブル分布の特殊な場合)
他の会社においても、ワイブル分布と因果分析により、対策案を見出し実施し標準化した事例あり。

22
(3).焼結部品の成形後、その成形品を取り出す時点での割れる原因を見つけ、良品条件を見出した事例
目標
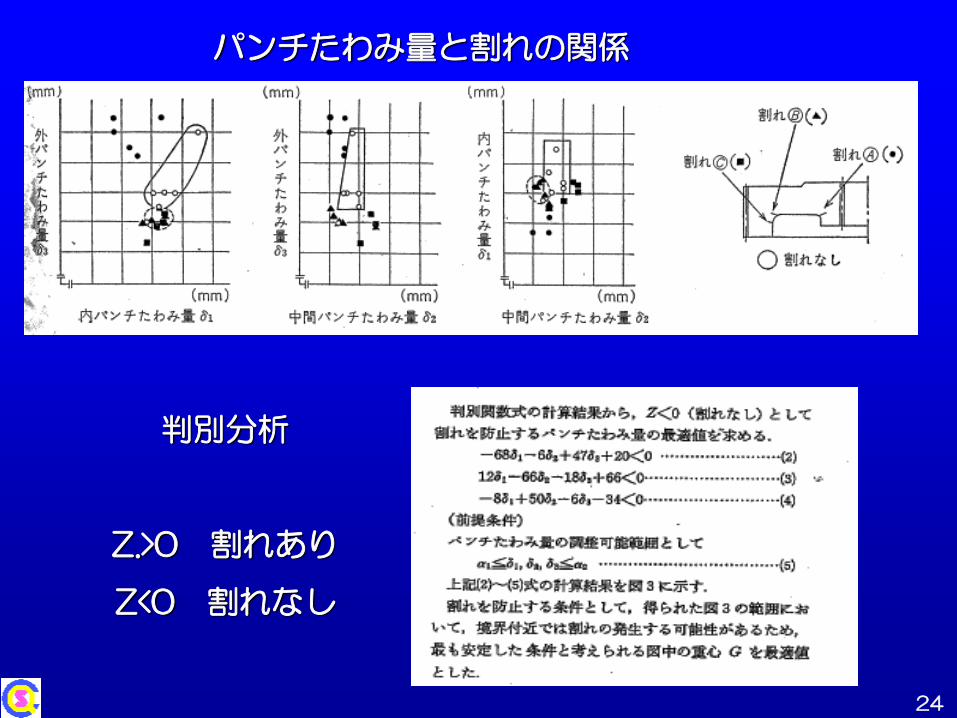
圧縮成形時の割れを防止するため、
パンチたわみ量の最適設計値を求める。
焼結部品の製造工程 製品形状と割れ発生部位

23
δ1
内パンチたわみ量;
中間パンチたわみ量;
外パンチたわみ量;
δ2
δ3
24
判別分析
Z.>0 割れあり
Z<0 割れなし
パンチたわみ量と割れの関係
25
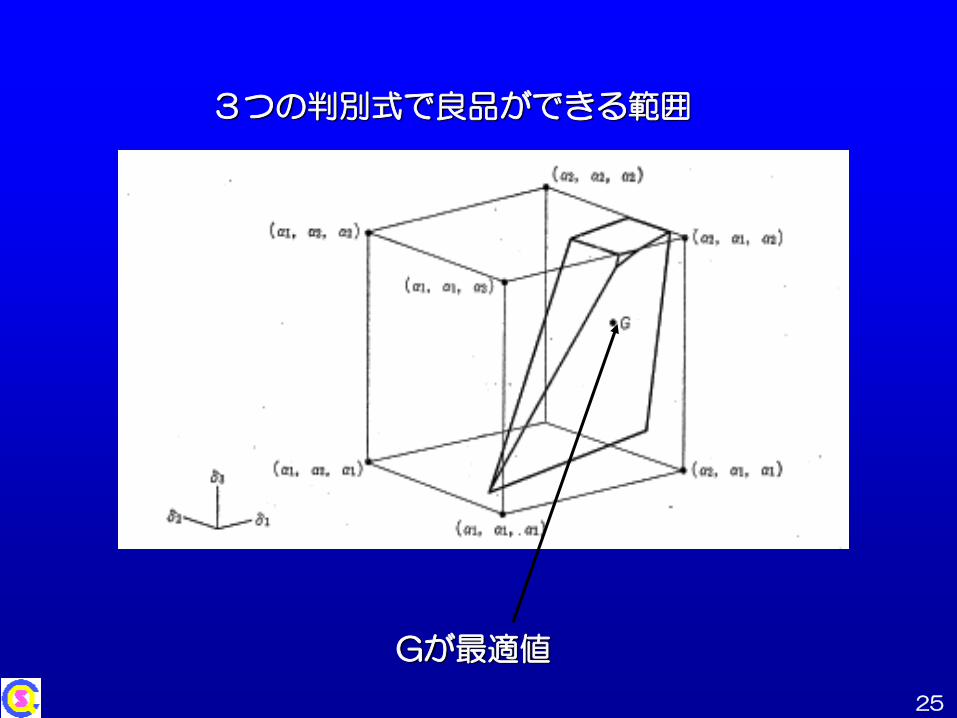
Gが最適値
3つの判別式で良品ができる範囲

26
(3)の事例まとめ
取り出す時に生じる3種類の割れに対し、それぞれ良品・不良品の判別式を求めどの割れも生じないパンチたわみ量を見出し対策した。
<その後の展開>別の新ラインで、同様の割れが生じた時
IoTで採取した設備本体の良品条件を見出し不良0に成功した。

27
SQCの効用
他部署・仕入先・関連会社とのやり取り
データはとったけど、どう解釈したら・・・
判別分析で解析してみたら、それぞれの関係が数値ではっきりするよ!
ありがとう!おかげで割れと型寿命の関係がわかりました。
私
困り事
感謝
円滑なコミュニケーション、アドバイスが可能に!
28
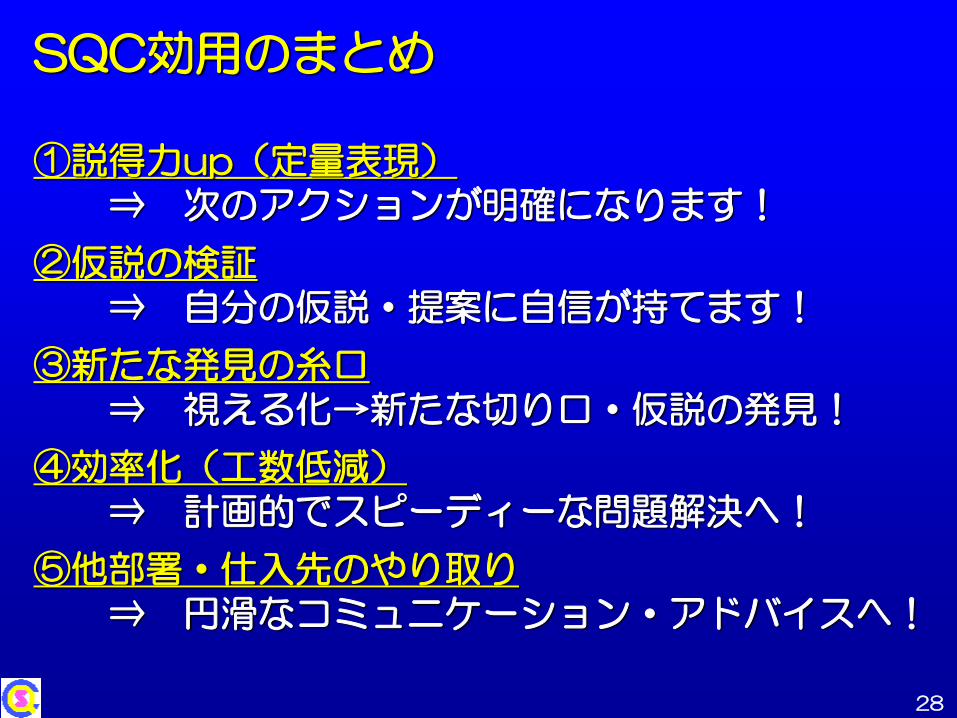
SQC効用のまとめ
①説得力up(定量表現)⇒ 次のアクションが明確になります!
②仮説の検証⇒ 自分の仮説・提案に自信が持てます!
③新たな発見の糸口⇒ 視える化→新たな切り口・仮説の発見!
④効率化(工数低減)⇒ 計画的でスピーディーな問題解決へ!
⑤他部署・仕入先のやり取り⇒ 円滑なコミュニケーション・アドバイスへ!
29
CAEと、計測技術、SQCのコラボレーション(ご提案)
CAEのパラメータの寄与率を実験計画法
(応答曲面法含む)を使って解析
複数の目的変数を同時に満足
CAE+計測技術+SQC
の結果を検証しながら、成果を出す
30
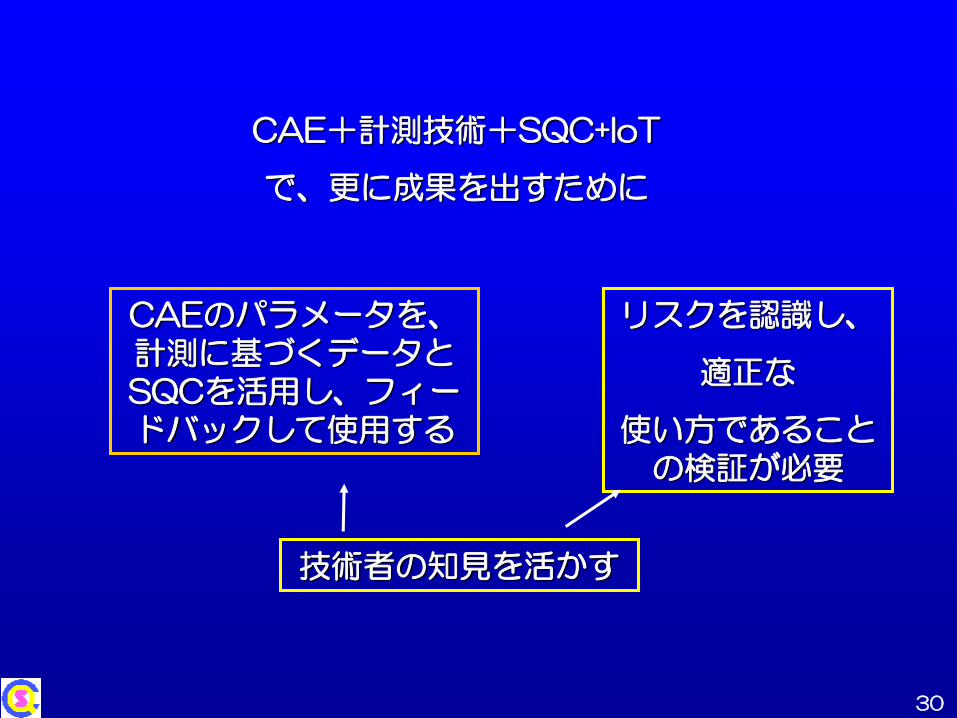
CAE+計測技術+SQC+IoT
で、更に成果を出すために
CAEのパラメータを、計測に基づくデータとSQCを活用し、フィードバックして使用する
リスクを認識し、
適正な
使い方であることの検証が必要
技術者の知見を活かす
31
32
SQCの本当のうれしさ
データを元に過去の知見や理論を踏まえた
新知見を見出し、一般解を求めことができる
仕事の質向上に貢献し、IoTを活用することにより
コスト低減、開発期間短縮、不良0を
実現すること
33
過去に会社に在籍していた時、グループ緒先輩や大学の先生方にいろいろ学ばせていただいたことに対し深く感謝致しております。
広く世の中の困りごとや、新たなチャレンジに対しお役に立てればと思っています。
ご相談がございましたら、下記にご連絡お願い申し上げます。
OFFICE NEW KNOWLEDGEオフィス ニュー ナレッジ
代表
東 秀和
〠 468-0058 愛知県天白区植田西2-1802-303
☎ 070-5404-3030 Fax 052-801-4326
✉ ki [email protected]
Hidekazu Azuma

34
ご清聴ありがとうございました。