
P57
U ovom radu istražuju se mogućnosti vođenja kompleksne konfiguracije destilacijske kolone s razdjelnim stijenkama (KRS) za
četiri proizvoda. Simulacijski su ispitane dvije izvedbe sustava za vođenje. Na temelju statičkog modela destilacijske kolone
razvijene su dinamičke simulacije tih dviju izvedba, a njihov učinak testiran je uvođenjem poremećaja u sustav. Rezultati
pokazuju da je za uspješno vođenje i postizanje zahtijevane kvalitete proizvoda potrebna vrlo čvrsta regulacija temperaturnih
profila unutar kolone, ali i da je to moguće postići konvencionalnim metodama vođenja, odnosno primjenom regulacije PID.
Kolona s razdjelnom stijenkom, vođenje, PID regulacija
Destilacija, najzastupljenija i energetski najintenzivnija
tehnika separacije, znatan je udio u ukupno utrošenoj
energiji u procesnoj industriji, trošeći gotovo 40 % od
ukupne energije u procesnoj industriji.1 Takvu potrošnju
energije ujedno prate i znatne emisije ugljikova(IV) oksida
i ostalih stakleničkih plinova u okoliš. Zahtjevi za
smanjenjem emisija ugljikova(IV) oksida nametnuti
legislativom čine sve veći financijski pritisak na energetski
intenzivne industrije prerade nafte, plina i kemikalija,
navodeći industriju da razmotri implementaciju naprednih
destilacijskih, tj. nekonvencionalnih tehnologija. U tom
pogledu, jedna od obećavajućih tehnologija je kolona s
razdjelnom stijenkom (KRS) koja, što je potvrđeno u praksi,
zahtijeva manje energije, manje kapitalnih ulaganja i
zauzima manje prostora u usporedbi s ekvivalentnim
nizovima konvencionalnih destilacijskih kolona. U slučaju
složenijih KRS-ova za četiri proizvoda, kojima se efektivno
zamjenjuje niz od tri konvencionalne kolone, uštede
energije i kapitala mogu doseći i 50 %.2
Dosad objavljena literatura i radovi pokazali su da su takve
konfiguracije izvedive sa stajališta dostupnih metoda
projektiranja, hidrauličkih svojstava i konstrukcije,3 bilo
kao nove izvedbe, bilo kao nadogradnja postojećih, već
instaliranih kapaciteta.4 Međutim problemi vezani uz
vođenje takvih kolona, ponajprije povezani s činjenicom
da još uvijek ne postoje industrijski dokazani načini
regulacije protoka pare sa svake strane razdjelne stijenke,
mogu se smatrati primarnim razlozima za izostanak
* Autor za dopisivanje: doc. dr. sc. Igor Dejanović
e-pošta: [email protected]
odlučnijeg koraka industrije prema praktičnoj
implementaciji. Neki od radova koji predlažu praktična
rješenja za regulaciju parnog reza su rad Strandberga,5 koji
prikazuje uspješna ispitivanja na pilot-izvedbi Kaibelove
kolone, uporabom unutarnjih ventila pokretanih
električnim motorima, kao i nedavni rad Kanga i sur.,6 koji
prikazuje jedno od mogućih rješenja za primjenu u
industrijskom mjerilu, regulirajući pad tlaka i time
raspodjelu protoka pare pomoću razine kapljevine na
posebnoj plitici unutar kolone.
Objavljen je znatan broj radova na temu vođenja KRS-ova
za tri proizvoda, međutim još uvijek nema dovoljno znanja
o vođenju složenijih konfiguracija za četiri ili više
proizvoda. Nekoliko istraživačkih radova bavi se vođenjem
najjednostavnije izvedbe kolone za četiri proizvoda koja
ima jednu razdjelnu stijenku, tzv. Kaibelovom kolonom,
čija jednostavnija izvedba i operabilnost rezultira nižom
energetskom djelotvornosti u usporedbi s Petlyukovim
konfiguracijama. Rad Dwivedija i sur.7 prikazuje izvediv
sustav za vođenje potpuno toplinski integriranog niza za
četiri proizvoda. Prikazani rad može se predstaviti kao
pristup koji primjenjuje sve stupnjeve slobode kao vođene
varijable, pa tako i sve kapljevite i parne rezove. Kod
projektiranja sustava za vođenje destilacijske kolone
ključna je stvar da svaka jednostavna kolona za dva
proizvoda treba regulaciju temperature u barem jednoj
točki da se izbjegne tzv. klizanje (eng. drift)
koncentracijskog profila.8 To vrijedi također i za svaku
sekciju unutar destilacijske kolone. Nedavni rad Yuana i
sur.9 pokazuje da čak i jednostavni sustav za vođenje s
četiri stabilizacijska temperaturna regulacijska kruga može
P58
djelotvorno suzbiti razne poremećaje za KRS za tri
proizvoda.
U ovom radu predstavljeni su rezultati dinamičke
simulacije dva razvijena sustava za vođenje KRS-a za četiri
proizvoda, u tzv. konfiguraciji 2-2-4.4 Glavni cilj bio je
ustanoviti, na primjeru sirovine i proizvoda iz realnog
procesa, je li moguće stabilno voditi tako kompleksnu
konfiguraciju KRS-a, primjenjujući pritom samo lako
mjerljive veličine i primjenjujući samo stupnjeve slobode
koji se mogu regulirati u praktičnom okruženju.
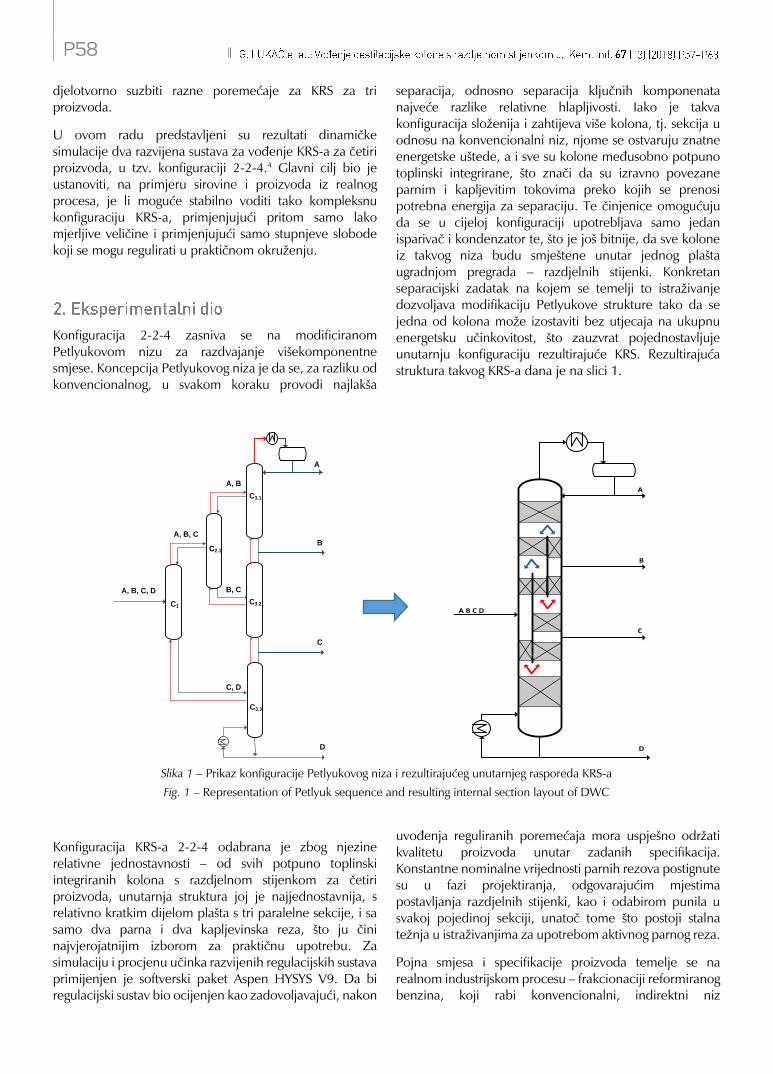
Konfiguracija 2-2-4 zasniva se na modificiranom
Petlyukovom nizu za razdvajanje višekomponentne
smjese. Koncepcija Petlyukovog niza je da se, za razliku od
konvencionalnog, u svakom koraku provodi najlakša
separacija, odnosno separacija ključnih komponenata
najveće razlike relativne hlapljivosti. Iako je takva
konfiguracija složenija i zahtijeva više kolona, tj. sekcija u
odnosu na konvencionalni niz, njome se ostvaruju znatne
energetske uštede, a i sve su kolone međusobno potpuno
toplinski integrirane, što znači da su izravno povezane
parnim i kapljevitim tokovima preko kojih se prenosi
potrebna energija za separaciju. Te činjenice omogućuju
da se u cijeloj konfiguraciji upotrebljava samo jedan
isparivač i kondenzator te, što je još bitnije, da sve kolone
iz takvog niza budu smještene unutar jednog plašta
ugradnjom pregrada – razdjelnih stijenki. Konkretan
separacijski zadatak na kojem se temelji to istraživanje
dozvoljava modifikaciju Petlyukove strukture tako da se
jedna od kolona može izostaviti bez utjecaja na ukupnu
energetsku učinkovitost, što zauzvrat pojednostavljuje
unutarnju konfiguraciju rezultirajuće KRS. Rezultirajuća
struktura takvog KRS-a dana je na slici 1.
Slika 1 – Prikaz konfiguracije Petlyukovog niza i rezultirajućeg unutarnjeg rasporeda KRS-a
Fig. 1 – Representation of Petlyuk sequence and resulting internal section layout of DWC
Konfiguracija KRS-a 2-2-4 odabrana je zbog njezine
relativne jednostavnosti – od svih potpuno toplinski
integriranih kolona s razdjelnom stijenkom za četiri
proizvoda, unutarnja struktura joj je najjednostavnija, s
relativno kratkim dijelom plašta s tri paralelne sekcije, i sa
samo dva parna i dva kapljevinska reza, što ju čini
najvjerojatnijim izborom za praktičnu upotrebu. Za
simulaciju i procjenu učinka razvijenih regulacijskih sustava
primijenjen je softverski paket Aspen HYSYS V9. Da bi
regulacijski sustav bio ocijenjen kao zadovoljavajući, nakon
uvođenja reguliranih poremećaja mora uspješno održati
kvalitetu proizvoda unutar zadanih specifikacija.
Konstantne nominalne vrijednosti parnih rezova postignute
su u fazi projektiranja, odgovarajućim mjestima
postavljanja razdjelnih stijenki, kao i odabirom punila u
svakoj pojedinoj sekciji, unatoč tome što postoji stalna
težnja u istraživanjima za upotrebom aktivnog parnog reza.
Pojna smjesa i specifikacije proizvoda temelje se na
realnom industrijskom procesu – frakcionaciji reformiranog
benzina, koji rabi konvencionalni, indirektni niz
A, B, C, D
A
A, B, CB
C
D
A, B
B, C
C, D
C1
C2.1
C3.1
C3.2
C3.3
A B C D
A
B
C
D
P59
destilacijskih kolona za potrebnu separaciju. Realna
sirovina ima velik broj različitih komponenti u relativno
malim udjelima, pa je sirovina upotrijebljena u simulaciji
pojednostavljena na 15 najzastupljenijih komponenti,
prikazanih u tablici 1.
Tablica 1 – Sastav ulazne sirovine
Table 1 – Inlet feed composition
Komponente
Components
Maseni udio
Mass fraction
n-butan 0,0189
i-pentan 0,0641
n-pentan 0,0450
2-metilpentan 0,0801
n-heksan 0,0430
benzen 0,0860
3-metilheksan 0,0199
toluen 0,2472
etilbenzen 0,0350
p-ksilen 0,0420
m-ksilen 0,1221
o-ksilen 0,0550
1,4-etilbenzen 0,0470
1,3,5-metilbenzen 0,0771
n-butan 0,0189
Specifikacije proizvoda koje moraju biti zadovoljene su
sljedeće:
vršni proizvod (laki ugljikovodici) – maks. 1,5 mas %
benzena,
gornji bočni proizvod (benzen koncentrat (BRC)) –
65,0 – 70,0 mas % benzena,
donji bočni proizvod (frakcija bogata toluenom) –
min. 98,0 mas % toluena,
proizvod dna (etilbenzen i teži ugljikovodici) – maks.
0,1 mas % toluena.
Sa svrhom ispitivanja praktične izvedivosti vođenja takve
konfiguracije kolone, primijenjeni su isključivo sustavi za
vođenje temeljeni na regulatorima PID te se regulacija
sastava ostvaruje isključivo preko temperatura u
određenim dijelovima kolone. Drugo bitno ograničenje je
u tome što parni rezovi nisu regulirani, već ovise isključivo
o padu tlaka s pojedine strane razdjelne stijenke, što u
slučaju promjene procesnih parametara može dovesti do
njihovih laganih varijacija uslijed različitih opterećenja
pojedine sekcije kapljevinom. Poremećaj koji se uvodi u
sustav je kontrolirana skokomična promjena udjela
benzena u sastavu ulazne struje, odnosno 10 % promjene
udjela benzena u ulaznoj struji. Benzen u ulaznoj struji i
općenito u cijelom separacijskom slučaju jedna je od
ključnih komponenata, te se može očekivati da njegova
ulazna količina znatno utječe na količinu i kvalitetu
izlaznih proizvoda.
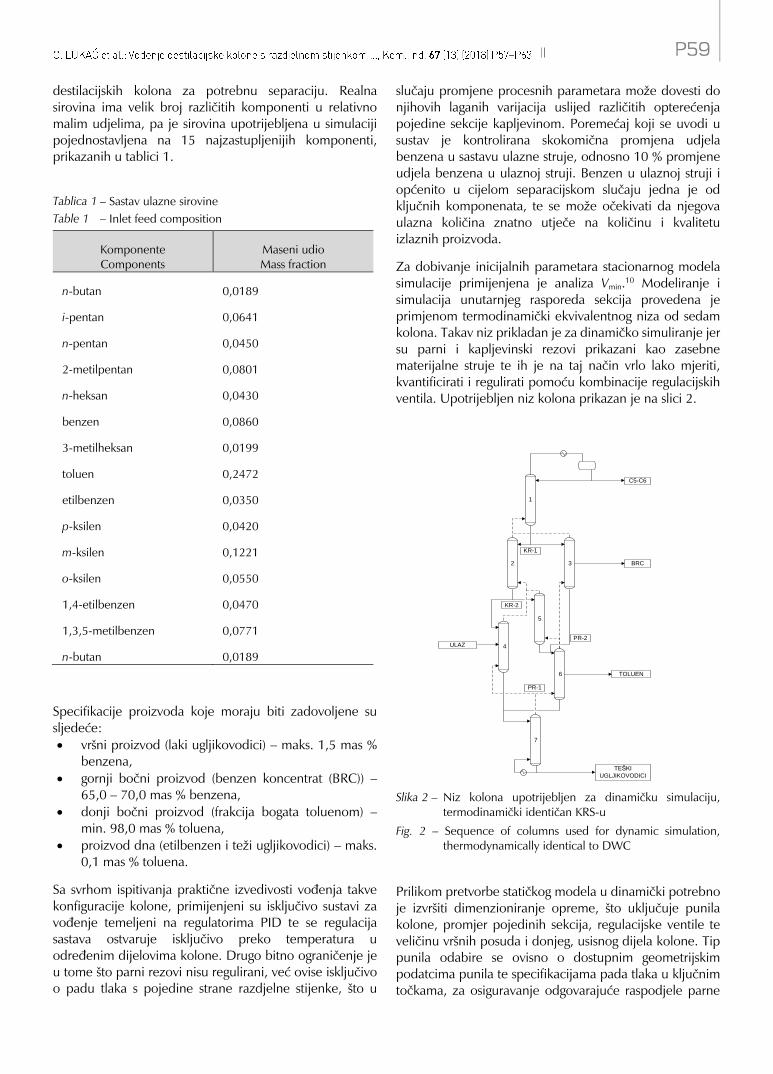
Za dobivanje inicijalnih parametara stacionarnog modela
simulacije primijenjena je analiza Vmin.10
Modeliranje i
simulacija unutarnjeg rasporeda sekcija provedena je
primjenom termodinamički ekvivalentnog niza od sedam
kolona. Takav niz prikladan je za dinamičko simuliranje jer
su parni i kapljevinski rezovi prikazani kao zasebne
materijalne struje te ih je na taj način vrlo lako mjeriti,
kvantificirati i regulirati pomoću kombinacije regulacijskih
ventila. Upotrijebljen niz kolona prikazan je na slici 2.
1
2 3
4
5
6
7
KR-1
KR-2
PR-1
PR-2
C5-C6
BRC
TOLUEN
TEŠKI
UGLJIKOVODICI
ULAZ
Slika 2 – Niz kolona upotrijebljen za dinamičku simulaciju,
termodinamički identičan KRS-u
Fig. 2 – Sequence of columns used for dynamic simulation,
thermodynamically identical to DWC
Prilikom pretvorbe statičkog modela u dinamički potrebno
je izvršiti dimenzioniranje opreme, što uključuje punila
kolone, promjer pojedinih sekcija, regulacijske ventile te
veličinu vršnih posuda i donjeg, usisnog dijela kolone. Tip
punila odabire se ovisno o dostupnim geometrijskim
podatcima punila te specifikacijama pada tlaka u ključnim
točkama, za osiguravanje odgovarajuće raspodjele parne
P60
faze s dvije strane zida, što je ključno za dobar rad kolone.
Regulacijski ventili dimenzioniraju se na temelju vrijednosti
očekivanog protoka i razlike tlakova dobivenih u statičkom
modelu. Za odgovarajuće smirivanje procesa posude su
dimenzionirane na temelju vremena zadržavanja 10 min.
Kod odgovarajućeg dimenzioniranja opreme dobiveni
protoci i tlakovi u promatranim točkama u koloni ne
razlikuju se znatno između dinamičkog i statičkog modela.
TEŠKI
UGLJIKOVODICI
C5-C6
3.1
2.1 3.2
3.3
2.2
3.4
3.5
3.6
1.1
1.2
BRC
TOLUEN
FEED
FC
TC
FC
TC
FC
TC
LC
LC
TC
TC
a)
TEŠKI
UGLJIKOVODICI
C5-C6
3.1
2.1 3.2
3.3
2.2
3.4
3.5
3.6
1.1
1.2
BRC
TOLUEN
FEED
FC
TDC
FC
TC
FC
TC
LC
LC
TC
TC
b)
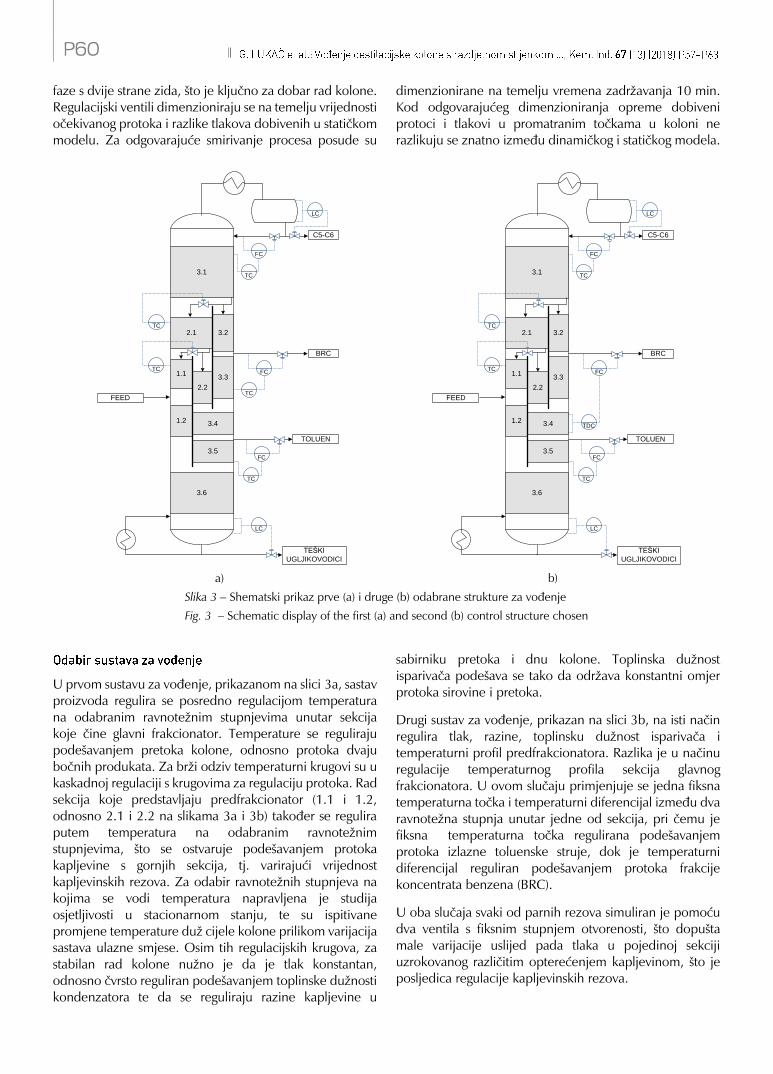
Slika 3 – Shematski prikaz prve (a) i druge (b) odabrane strukture za vođenje
Fig. 3 – Schematic display of the first (a) and second (b) control structure chosen
U prvom sustavu za vođenje, prikazanom na slici 3a, sastav
proizvoda regulira se posredno regulacijom temperatura
na odabranim ravnotežnim stupnjevima unutar sekcija
koje čine glavni frakcionator. Temperature se reguliraju
podešavanjem pretoka kolone, odnosno protoka dvaju
bočnih produkata. Za brži odziv temperaturni krugovi su u
kaskadnoj regulaciji s krugovima za regulaciju protoka. Rad
sekcija koje predstavljaju predfrakcionator (1.1 i 1.2,
odnosno 2.1 i 2.2 na slikama 3a i 3b) također se regulira
putem temperatura na odabranim ravnotežnim
stupnjevima, što se ostvaruje podešavanjem protoka
kapljevine s gornjih sekcija, tj. varirajući vrijednost
kapljevinskih rezova. Za odabir ravnotežnih stupnjeva na
kojima se vodi temperatura napravljena je studija
osjetljivosti u stacionarnom stanju, te su ispitivane
promjene temperature duž cijele kolone prilikom varijacija
sastava ulazne smjese. Osim tih regulacijskih krugova, za
stabilan rad kolone nužno je da je tlak konstantan,
odnosno čvrsto reguliran podešavanjem toplinske dužnosti
kondenzatora te da se reguliraju razine kapljevine u
sabirniku pretoka i dnu kolone. Toplinska dužnost
isparivača podešava se tako da održava konstantni omjer
protoka sirovine i pretoka.
Drugi sustav za vođenje, prikazan na slici 3b, na isti način
regulira tlak, razine, toplinsku dužnost isparivača i
temperaturni profil predfrakcionatora. Razlika je u načinu
regulacije temperaturnog profila sekcija glavnog
frakcionatora. U ovom slučaju primjenjuje se jedna fiksna
temperaturna točka i temperaturni diferencijal između dva
ravnotežna stupnja unutar jedne od sekcija, pri čemu je
fiksna temperaturna točka regulirana podešavanjem
protoka izlazne toluenske struje, dok je temperaturni
diferencijal reguliran podešavanjem protoka frakcije
koncentrata benzena (BRC).
U oba slučaja svaki od parnih rezova simuliran je pomoću
dva ventila s fiksnim stupnjem otvorenosti, što dopušta
male varijacije uslijed pada tlaka u pojedinoj sekciji
uzrokovanog različitim opterećenjem kapljevinom, što je
posljedica regulacije kapljevinskih rezova.

P61
a)
b)
c)
d)
Slika 4 – Dinamički odziv sadržaja ključnih komponenata svih produkata za oba sustava za vođenje (SSV)
Fig. 4 – Dynamic response of key product components for both control systems (SV)
Grafički prikaz rezultata simulacijskog ispitivanja dani su na
slikama 4a – d. Skokomična promjena ulaznog sastava
uvedena je u desetoj minuti izvođenja simulacije te je
odziv bilježen do 300. minute simulacije. Rezultati su
prikazani kao vremenska ovisnost sadržaja ključne
komponente svakog od četiriju proizvoda za svaki
primijenjeni sustav za vođenje (SV). Na grafovima su
prikazane i granične vrijednosti sadržaja koji zadovoljava
specifikaciju. Na dinamičkim odzivima vidljivo je da prvi
sustav za vođenje ne daje zadovoljavajuće rezultate u svim
slučajevima, tj. ne održava zahtijevanu kvalitetu svih
proizvoda. Kvaliteta toluenske frakcije vrlo brzo nakon
uvođenja poremećaja pada znatno ispod zahtijevane
vrijednosti od 98 mas. % toluena. Istodobno, sadržaj
benzena u BRC-u raste gotovo do gornje granične
vrijednosti. Takvi rezultati navode na zaključak da postoji
nesrazmjer između protoka izvlačenja bočnih frakcija.
Mora se uzeti u obzir činjenica da protoci bočnih
proizvoda utječu ne samo na sastav tog proizvoda već i na
sastav onih iznad i ispod – npr. smanjenjem protoka BRC-
a, sadržaj benzena u njemu raste, ali isto tako raste i sadržaj
nečistoća u toku toluena i obrnuto. U konkretnom slučaju
može se zaključiti da je protok BRC-a premalen, te se zbog
toga u toku toluenske frakcije nađu i lakši ugljikovodici koji
trebaju izaći putem BRC-a, koji u toluenskoj frakciji
predstavljaju onečišćenje. Budući da protocima bočnih
produkata upravljaju temperaturni krugovi čije se
temperature nalaze na odabranim ravnotežnim
stupnjevima unutar sekcija glavnog frakcionatora, očito je
da takva regulacija ne može suzbiti uneseni poremećaj.
Uvidom u segment temperaturnog profila kolone kod
mjesta izdvajanja bočnih produkata, koji je prikazan na
slici 5, vidljivo je da se temperature na ravnotežnim
stupnjevima više razlikuju u odnosu na početno
stacionarno stanje što je taj pojedini ravnotežni stupanj
udaljeniji od reguliranog ravnotežnog stupnja. Posebno
područje koje je pritom prepoznato kao najutjecajnije je
sekcija 3.4, čiji temperaturni profil pokazuje znatnu
korelaciju s čistoćom toluena, a ujedno i s izvlačenjem
benzen koncentrata. Upravo ta činjenica se iskoristila za
1,40
1,42
1,44
1,46
1,48
1,50
1,52
0 50 100 150 200 250 300
mas. %
b
enzena
vrijeme ⁄ min
Sadržaj benzena u vršnoj frakciji
SV-1
SV-2
Maks.
63,0
64,0
65,0
66,0
67,0
68,0
69,0
70,0
71,0
0 50 100 150 200 250 300
mas. %
b
enzena
vrijeme ⁄ min
Sadržaj benzena u benzen koncentratu
SV-1
SV-2
Min. i maks.
95,5
96,0
96,5
97,0
97,5
98,0
98,5
99,0
99,5
0 50 100 150 200 250 300
mas. %
b
enzena
vrijeme ⁄ min
Sadržaj toluena u toluenskoj frakciji
SV-1
SV-2
Min.
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0 50 100 150 200 250 300
mas. %
b
enzena
vrijeme ⁄ min
Sadržaj benzena u vršnoj frakciji
SV-1
SV-2
Maks.

P62
formiranje drugog sustava za vođenje, u kojem se razlika
temperatura unutar spomenute sekcije podešava
protokom BRC-a.
Ovim sustavom za vođenje dobiveni su znatno bolji
rezultati. Svi proizvodi su nakon uvođenja poremećaja i
smirivanja procesa unutar zadanih specifikacija. Udio
benzena u BRC-u ostaje unutar zadanih granica, kao i
sadržaj toluena u toluenskoj frakciji, što čini znatnu razliku
u odnosu na dinamički odziv prvog sustava za vođenje. U
oba slučaja, sastav vršne frakcije je zadovoljavajuće
reguliran. Iako je sastav frakcije dna, odnosno sadržaj
toluena u njoj cijelo vrijeme daleko ispod maksimalne
granične vrijednosti, zbog vrlo malog udjela toluena i
samim time vrlo malog utjecaja na ravnotežnu temperaturu
u stupnjevima donjih sekcija, regulacija temperature u
jednoj točki ne pruža zadovoljavajuću kvalitetu vođenja.
To u konačnici ipak nema utjecaja na sastav, ali ima na
energetsku učinkovitost, koja bi se mogla povećati kad bi
se svaka od frakcija mogla dovesti na razinu blizu graničnih
vrijednosti. Što se tiče vremena odziva, potpuno smirivanje
procesa kod oba sustava ostvaruje se za nešto više od
3 sata, što je zadovoljavajuća vrijednost s obzirom na
veličinu i tromost takvih proizvodnih jedinica i omogućuje
da se vrijeme proizvodnje produkata izvan granica
specifikacija svede na najmanju moguću mjeru.
Cilj ovog rada bio je na temelju podataka iz realnog
industrijskog procesa simulacijski ispitati mogućnosti
vođenja složenih destilacijskih kolona s razdjelnim
stijenkama primjenom lako mjerljive veličine i
konvencionalne metode vođenja. Odabrana su dva sustava
za vođenje te su ispitane njihove performanse u smislu
održavanja kvalitete produkata i vremena odziva. Iz
rezultata se može zaključiti da je za postizanje tražene
kvalitete potrebno održavati odgovarajući koncentracijski,
odnosno temperaturni profil unutar svih sekcija u koloni.
Vođenje upotrijebljene konfiguracije kolone ne daje
zadovoljavajuće rezultate ako se temperatura vodi
isključivo na temelju temperatura u pojedinim točkama
kolone. Rezultati ukazuju da temperaturni, a samim time i
koncentracijski profil može pokazati znatno odstupanje
između dviju vođenih točaka te da je s raspoloživim
stupnjevima slobode u nekim slučajevima potrebno
regulirati i temperaturni diferencijal unutar odgovarajuće
sekcije ili segmenta destilacijske kolone. Svi prikazani
rezultati dobiveni su bez regulacije parnog reza, iz čega je
moguće zaključiti da je vođenje takve konfiguracije kolone
moguće i bez njegove upotrebe kao stupnja slobode, što
predstavlja velik značaj s aspekta potencijalne praktične
implementacije takve konfiguracije u industrijskom
okruženju. Provjerenom industrijskom metodom za
efikasno mjerenje i reguliranje parnog reza otvorila bi se
mogućnost postizanju optimalne energetske učinkovitosti
tijekom svih poremećaja i načina rada.
KRS/DWC – kolona s razdjelnom stijenkom
– dividing-wall column
BRC – benzen koncentrat
– benzene rich cut
LC – regulacija razine
– level control
FC – regulacija protoka
– flowrate control
TC – regulacija temperature
– temperature control
1. J. L. Humphrey, G. E. Keller II, Separation Process Technology,
McGraw-Hill, New York, 1997.
2. I. J. Halvorsen, I. Dejanović, S. Skogestad, Ž. Olujić, Internal
configurations for a multi-product dividing wall column,
Chem. Eng. Res. Des. 91 (2013) 1954–1965,
doi: https://doi.org/10.1016/j.cherd.2013.07.005.
3. I. Dejanović, I.J. Halvorsen, S. Skogestad, H. Jansen, Ž.Olujić,
Hydraulic design, technical challenges and comparison of
alternative configurations of a four-product dividing wall
column, Chem. Eng. Process. 84 (2014) 71–81,
doi: https://doi.org/10.1016/j.cep.2014.03.009.
4. H. Jansen, I. Dejanović, T. Rietfort, Ž. Olujić, Dividing Wall
Column as Energy Saving Retrofit Technology, Chem. Ing.
Tech. 88 (2016) 200–207,
doi: https://doi.org/10.1002/cite.201500117.
5. J. Strandberg, Optimal operation of dividing wall columns,
PhD Thesis 2011:117, NTNU, Trondheim, 2011.
6. K. J. Kang, G. R. Harvianto, M. Lee, Hydraulic Driven Active
Vapor Distributor for Enhancing Operability of a Dividing
Wall Column, Ind. Eng. Chem. Res. 56 (22) (2017) 6493–
6498, doi: https://doi.org/10.1021/acs.iecr.7b01023.
7. D. Dwivedi, I. J. Halvorsen, S. Skogestad, Control structure
selection for four-product Petlyuk column, Chem. Eng.
Process. 67 (2013) 49–59,
doi: https://doi.org/10.1016/j.cep.2012.07.013.
8. S. Skogestad, The Dos and Don’ts of Distillation Column
Control, Chem. Eng. Res. Des. 85 (2007) 13–23,
doi: https://doi.org/10.1205/cherd06133.
9. Y. Yuan, K. Huang, H. Chen, L. Zhang, S. Wang, Asymmetrical
Temperature Control of a BTX Dividing-Wall Distillation
Column, Chem. Eng. Res. Des. 123 (2017) 84–98,
doi: https://doi.org/10.1016/j.cherd.2017.04.023.
10. I. J. Halvorsen, S. Skogestad, Minimum energy consumption
in multicomponent distillation. 3: More than three products
and generalized Petlyuk arrangements, Ind. Eng. Chem. Res.
42 (2003) 616–629, doi: https://doi.org/10.1021/ie0108651.

P63
In this paper, controllability of a complex, multipartition dividing-wall column (DWC) configuration for four products is examined.
Two control system configurations have been tested by simulation and their performance evaluated by introduction of controlled
disturbances into the model. Results suggest that, in order to obtain required product quality, it is necessary to have very tight
temperature and composition profile control, but also that this is achievable by using simple means of control, i.e., PID controllers.
Dividing wall column, control, PID controller
University of Zagreb
Faculty of Chemical Engineering and Technology
Marulićev trg 19
10 000 Zagreb, Croatia
Received April 17, 2018
Accepted June 19, 2018

P64







