
PAGE 1www.wir-fuegen-alles.de© RWTH Aachen University
VERTICAL-DOWN HYBRID WELDING IN SHIP BUILDING
- THE NEXT INNOVATION STEP -
Univ.-Prof. Dr.-Ing. U. ReisgenDr.-Ing. S. OlschokDipl.-Ing. C. Turner

PAGE 2www.wir-fuegen-alles.de© RWTH Aachen University
History Hybrid Welding (in Shipbuilding)
1979 First mention in literatureSteen, W.M., Eboo, M.: „Arc augmented Laser beam welding”, Metal Construction, volume 11, issue 7, 1979
1994 – 1999 Work at ISF with CO2 lasers with different laser power
Till 1999 development of possible fileds of application for shipbuilding (butt joint, fillet joint)
Certification of hybrid welding by DNV for plates till 12 mm thickness
2000 Installation and bringing into service of first panel line world wide (20 m)
2000 – 2012 Development with solid state lasers
2009 First panel line with 30 m width with solid state laser
2011 Formulation of three ISO standards for hybrid welding

PAGE 3www.wir-fuegen-alles.de© RWTH Aachen University
New Standards for Hybrid WeldingComing Soon
ISO-TC44-SC10-WG9 „HYBRID WELDING“Secretariat: Torsten Diether, Deutsches Institut für Normung e.V. (DIN)Convenor: Simon Olschok, RWTH Aachen University (ISF)
ISO/DIS 12932: Welding — Laser-arc hybrid welding of steels, nickel and nickel alloys — Quality levels for imperfections
ISO/DIS 15609-6: Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 6: Laser-arc hybrid welding
ISO/DIS 15614-14: Specification and qualification of welding procedures for metallic materials — Welding procedure test —Part 14: Laser beam arc hybrid welding
PAGE 4www.wir-fuegen-alles.de© RWTH Aachen University
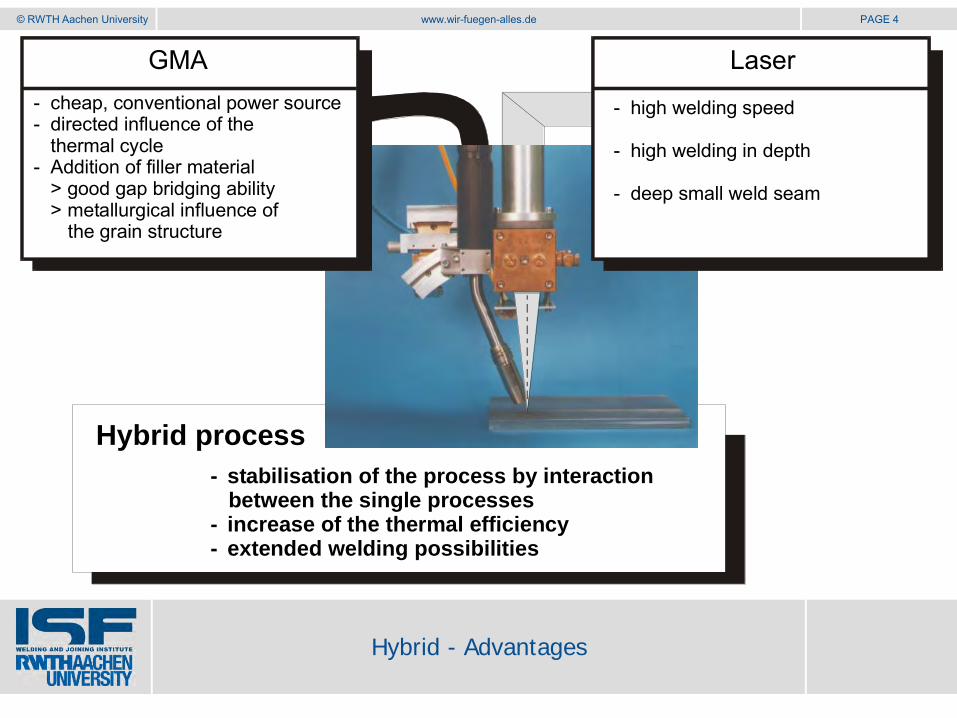
Hybrid - Advantages
GMA Laser- cheap, conventional power source- directed influence of the
thermal cycle- Addition of filler material
> good gap bridging ability> metallurgical influence of
the grain structure
- high welding speed
- high welding in depth
- deep small weld seam
Hybrid process
- stabilisation of the process by interaction between the single processes- increase of the thermal efficiency- extended welding possibilities

PAGE 5www.wir-fuegen-alles.de© RWTH Aachen University
Source: FORCE Institute, Denmark
1. Forming Panels
2. Adding longitudinal stiffeners (bulb flats)
3. Adding transversal stiffeners (bulb flats)
Starting Situation 1995First Three Welds of a Ship
PAGE 6www.wir-fuegen-alles.de© RWTH Aachen University
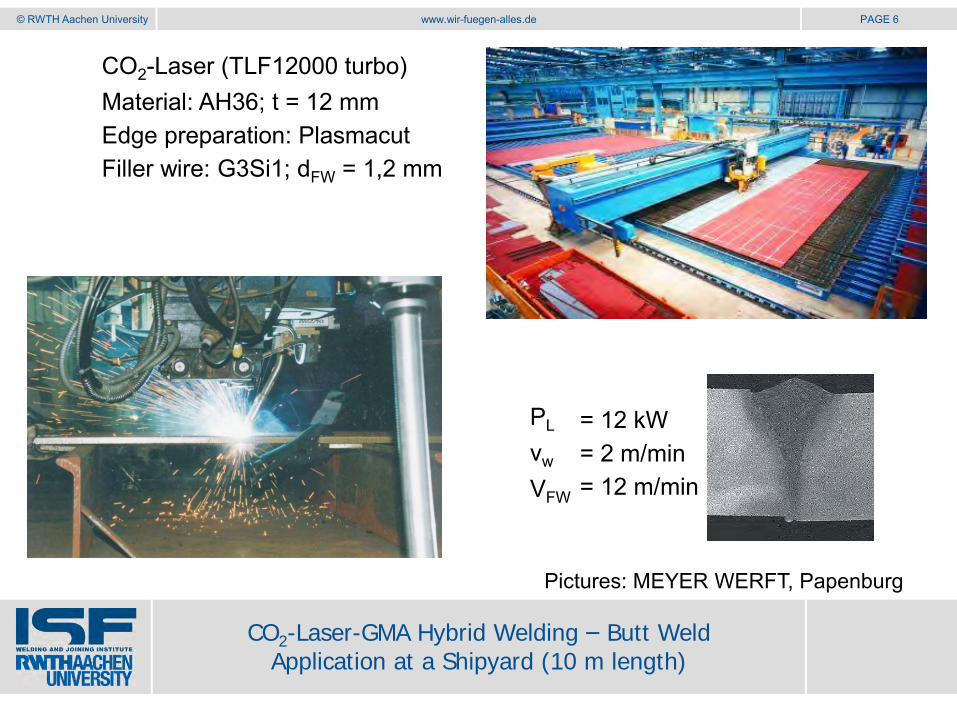
CO2-Laser (TLF12000 turbo)Material: AH36; t = 12 mmEdge preparation: PlasmacutFiller wire: G3Si1; dFW = 1,2 mm
PL
vw
VFW
= 12 kW= 2 m/min= 12 m/min
Pictures: MEYER WERFT, Papenburg
CO2-Laser-GMA Hybrid Welding – Butt WeldApplication at a Shipyard (10 m length)

PAGE 7www.wir-fuegen-alles.de© RWTH Aachen University
CO2-Laser-GMA Hybrid Welding – Fillet WeldApplication at a Shipyard (10 m length)
>
Detail-scale 5:1
z
xy
Welding parameters:
ttPvv
Web
Flange
L
W
FW
7 mm6 mm6 kW1.25 m/min12.5 m/min
PAGE 8www.wir-fuegen-alles.de© RWTH Aachen University
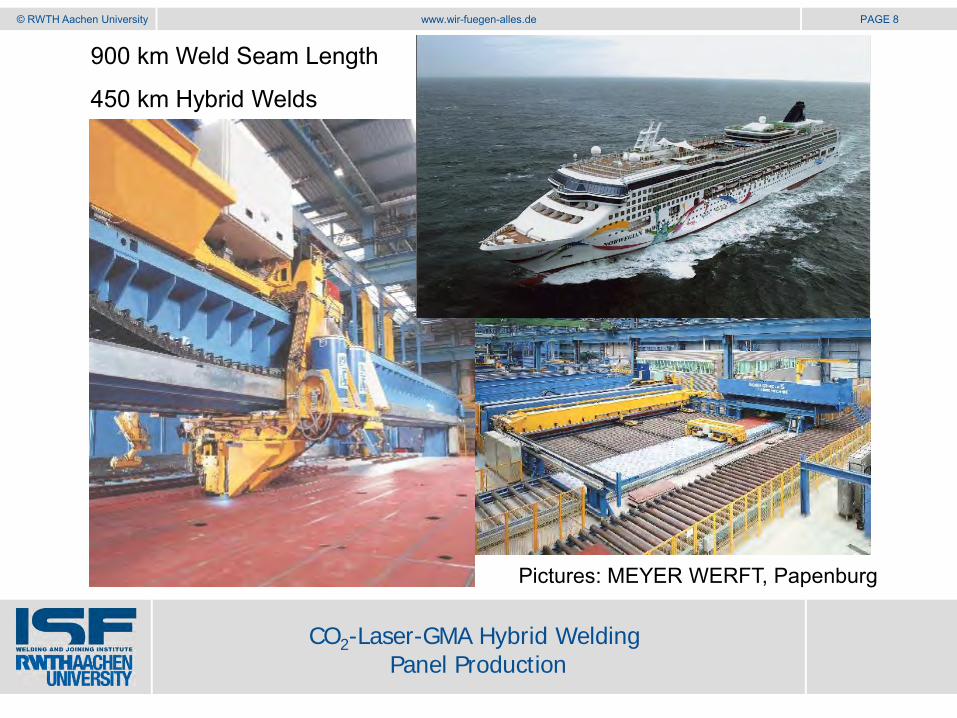
CO2-Laser-GMA Hybrid WeldingPanel Production
Pictures: MEYER WERFT, Papenburg
900 km Weld Seam Length
450 km Hybrid Welds

PAGE 9www.wir-fuegen-alles.de© RWTH Aachen University
200 mm
Fillet Weld PB
Fillet Weld PG
Long
itudi
nal S
tiffe
ners
Tran
sver
sal S
tiffe
ners
Pan
el
Solid State Laser – Next GenerationWelding Task

PAGE 10www.wir-fuegen-alles.de© RWTH Aachen University
Nominal output power 10.0 kW(at the workpiece)Wavelength: 1070 nmFibre optics core: ø 200 µmBPP: < 12 mm x mrad Foot Print: 800 x 1.460 mmHeight: 1.500 mm Cooling capacity: 31 kWWPE (wt cooler ): > 27%
KuKa KR 60 Jet 60 kGCloos Robot Control Rotrol IICloos GMA Machine QuintoCloos Hybrid Head
Fiber Laser IPG Scanner Mirror ILV KuKa Robot, Cloos Control
Welding Equipment

PAGE 11www.wir-fuegen-alles.de© RWTH Aachen University
9 mm Web6 mm BeltvW = 1,5 m/minGMA Leading
6 mm Web6 mm BeltvW = 2,2 m/minGMA Leading
9 mm Web6 mm BeltvW = 1,5 m/minGMA Trailing
Fillet Weld PB

PAGE 12www.wir-fuegen-alles.de© RWTH Aachen University
For welding as far in the corner as possible(floor plate), the GMA torch is set in neutralposition, the laser beam irradiates at anangle of 13° from the top in leading direction.Biggest problem: molten pool is running ahead.Through adaptation of the GMA processduring welding operation, the molten poolis retained.
9 mm Web6 mm BeltvW = 1,2 m/minGMA Leading
6 mm Web6 mm BeltvW = 2,2 m/minGMA Leading
9 mm Web8 mm BeltvW = 1,2 m/minGMA LeadingAdjustment of tP
Fillet Weld PG (falling down)

PAGE 13www.wir-fuegen-alles.de© RWTH Aachen University
Without Gap7 mm WebvW = 1,5 m/minPL = 8 kWvf = 11,5 m/min
Gap 0,5 mm7 mm WebvW = 1,5 m/minPL = 8 kWvf = 13,0 m/min
Gap 1 mm7 mm WebvW = 1,5 m/minPL = 8 kWvf = 15,0 m/min
Gap Bridging Ability with Scanner Mirror

PAGE 14www.wir-fuegen-alles.de© RWTH Aachen University
side control hide control
GMA Sensoring- Problem -

PAGE 15www.wir-fuegen-alles.de© RWTH Aachen University
GMA Sensoring- Problem -

PAGE 16www.wir-fuegen-alles.de© RWTH Aachen University
Synchronous Displacement of Robot and Scan Mirror
Hybrid Sensoring- Solution -
PAGE 17www.wir-fuegen-alles.de© RWTH Aachen University
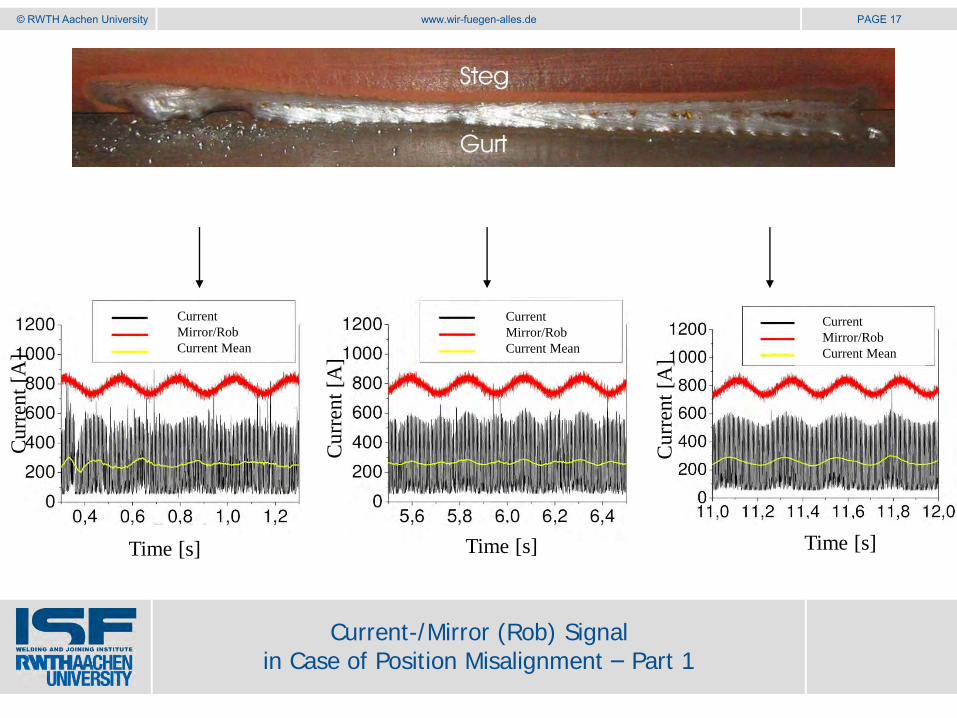
Current
Mirror/Rob
Current Mean
Current
Mirror/Rob
Current Mean
Current
Mirror/Rob
Current Mean
Time [s]Time [s]Time [s]
Cu
rren
t [A
]
Cu
rren
t [A
]
Cu
rren
t [A
]
Current-/Mirror (Rob) Signalin Case of Position Misalignment – Part 1

PAGE 18www.wir-fuegen-alles.de© RWTH Aachen University
Position Misalignment, Not Readjusted
Position Misalignment, Readjusted
Time [s]
Cur
rent
[A]
CurrentMirror/RobCurrent Mean
Time [s]
Cur
rent
[A]
CurrentMirror/RobCurrent Mean
Current-/Mirror (Rob) Signalin Case of Position Misalignment – Part 2
PAGE 19www.wir-fuegen-alles.de© RWTH Aachen University
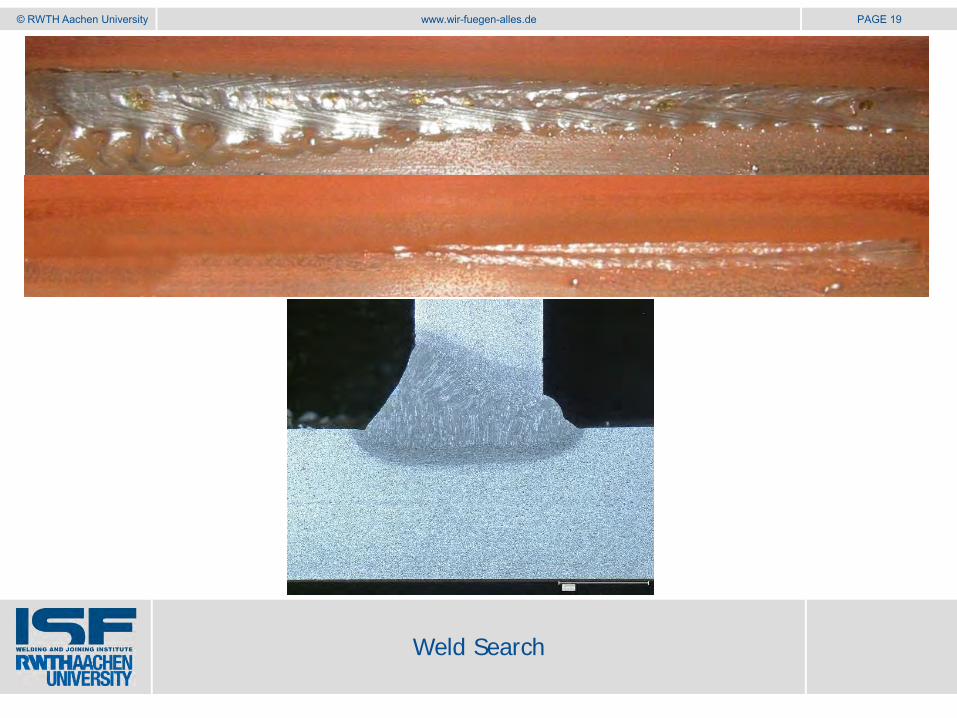
Weld Search
PAGE 20www.wir-fuegen-alles.de© RWTH Aachen University
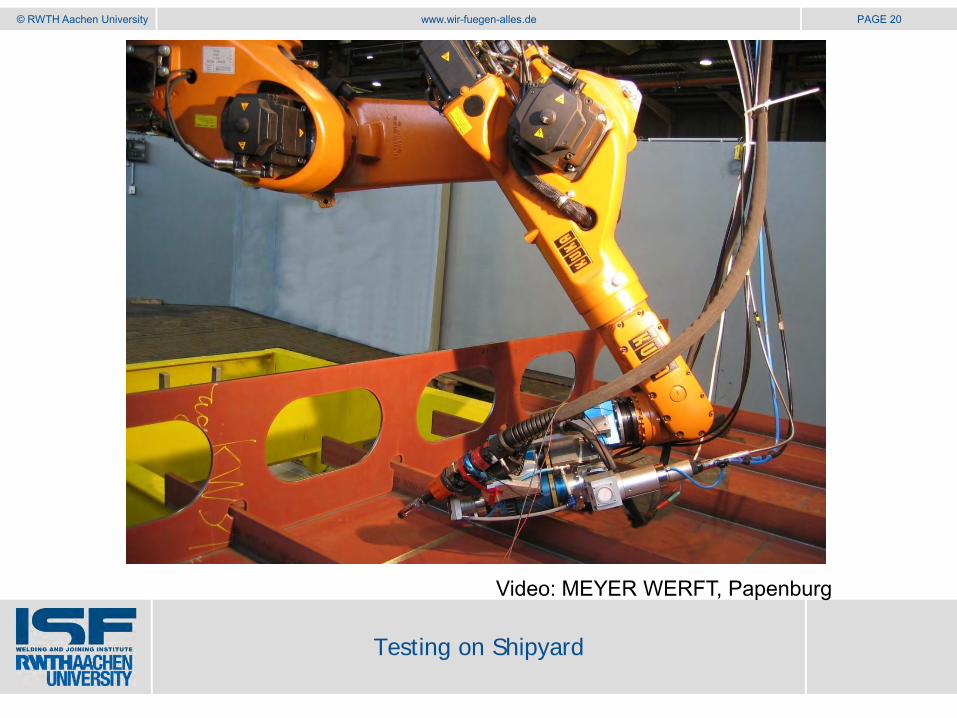
Video: MEYER WERFT, Papenburg
Testing on Shipyard

PAGE 21www.wir-fuegen-alles.de© RWTH Aachen University
Testing on Shipyard
Video: MEYER WERFT, Papenburg

PAGE 22www.wir-fuegen-alles.de© RWTH Aachen University
Welding Task Third Generation- In Future Possible? -
Wall Thickness: 4 – 12 mmSeam length: up to 5 mType of weld: Fillet- and Buttm WeldJoint gap: 0 – 3 mmClamping: Teckwelding
GMA (3Gd):Lack of PenetrationIncomplete Fusion
GMA (3Gu):Thermal Load
Welding Task
Panel
Supporting Beam Structures
Holland Profiles

PAGE 23www.wir-fuegen-alles.de© RWTH Aachen University
„FaSek“ Goal and Benefit„Fully Mechanized, Sensor Based Vertical Down Welding for the Section Fabrication in the Shipbuilding Industry“
2 process variants for vertical down weldingBoth sided, simultanous GMA weldingLaser-GMA Hybrid Welding with GMA process opposite
High welding speed compared to the commonly used vertical uphill welding
High degree of mechanisation
Welding in one molten pool -> reduction of distortion
Automatic seam tracing and measurement of the joint gap
Automatic selection of the welding parameters dependent on the joint gap
PAGE 24www.wir-fuegen-alles.de© RWTH Aachen University
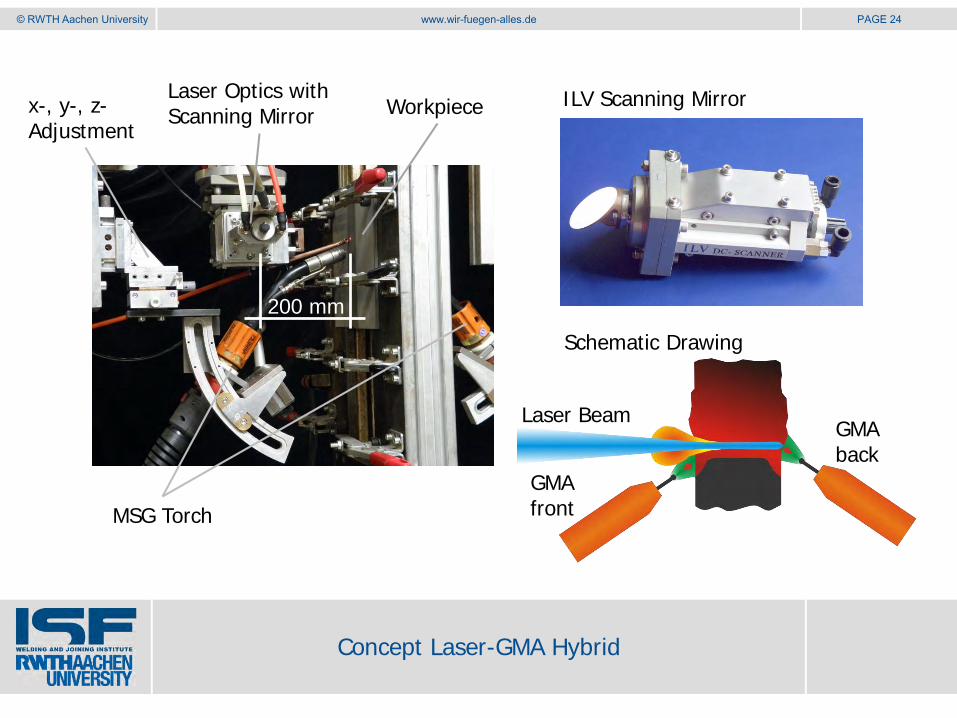
Concept Laser-GMA Hybrid
GMAfront
GMAback
Laser Beam
x-, y-, z-Adjustment
MSG Torch
Laser Optics withScanning Mirror Workpiece ILV Scanning Mirror
Schematic Drawing
200 mm

PAGE 25www.wir-fuegen-alles.de© RWTH Aachen University
Effect – Integration of the laser welding process
1mm
1mm
Base Material: Grade A (5 mm)
Consumable: G4Si1 (Ø 1,2 mm)
No joint gap

PAGE 26www.wir-fuegen-alles.de© RWTH Aachen University
No Joint Gap; Plasma Cut Edges
vS
[m/min]SG M21[l/min]
vWire
[m/min]fP
[Hz]IG
[A]IP
[A]tP
[ms]PL
[kW]AS
[%]fS
[Hz]xP
[mm]
front
1,5
15 3,5 96 39 390 1,9 6 15 100 20
back 15 5,0 138 39 390 1,9 - - - 0
1mm
Base Material: Grade A (5 mm)
Consumable: G4Si1 (Ø 1,2 mm)
PAGE 27www.wir-fuegen-alles.de© RWTH Aachen University
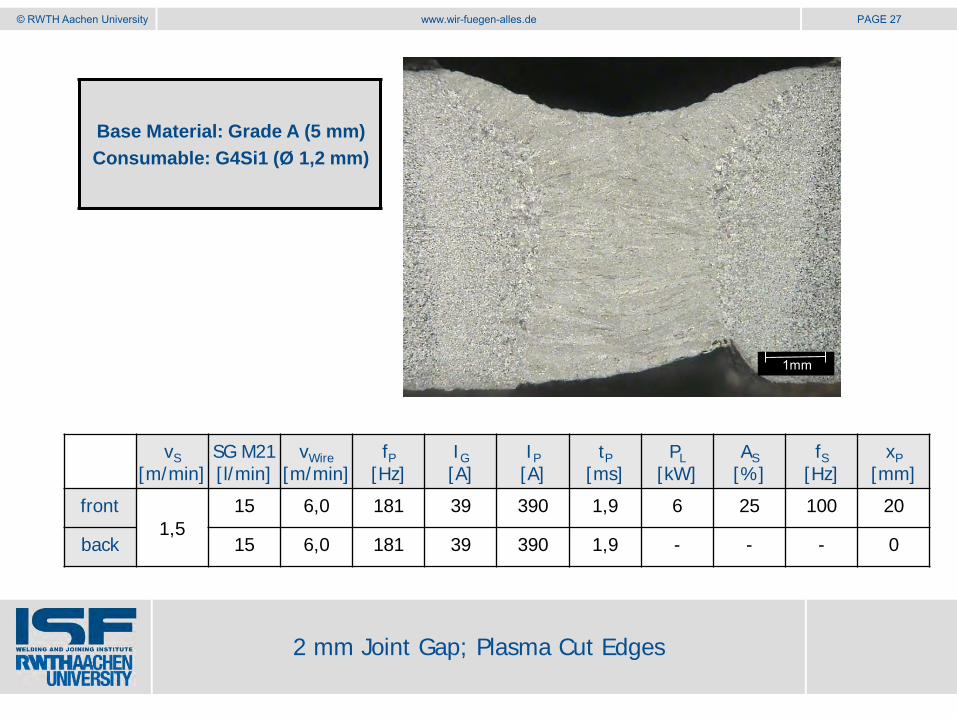
2 mm Joint Gap; Plasma Cut Edges
vS
[m/min]SG M21[l/min]
vWire
[m/min]fP
[Hz]IG
[A]IP
[A]tP
[ms]PL
[kW]AS
[%]fS
[Hz]xP
[mm]
front
1,5
15 6,0 181 39 390 1,9 6 25 100 20
back 15 6,0 181 39 390 1,9 - - - 0
1mm
Base Material: Grade A (5 mm)
Consumable: G4Si1 (Ø 1,2 mm)
PAGE 28www.wir-fuegen-alles.de© RWTH Aachen University
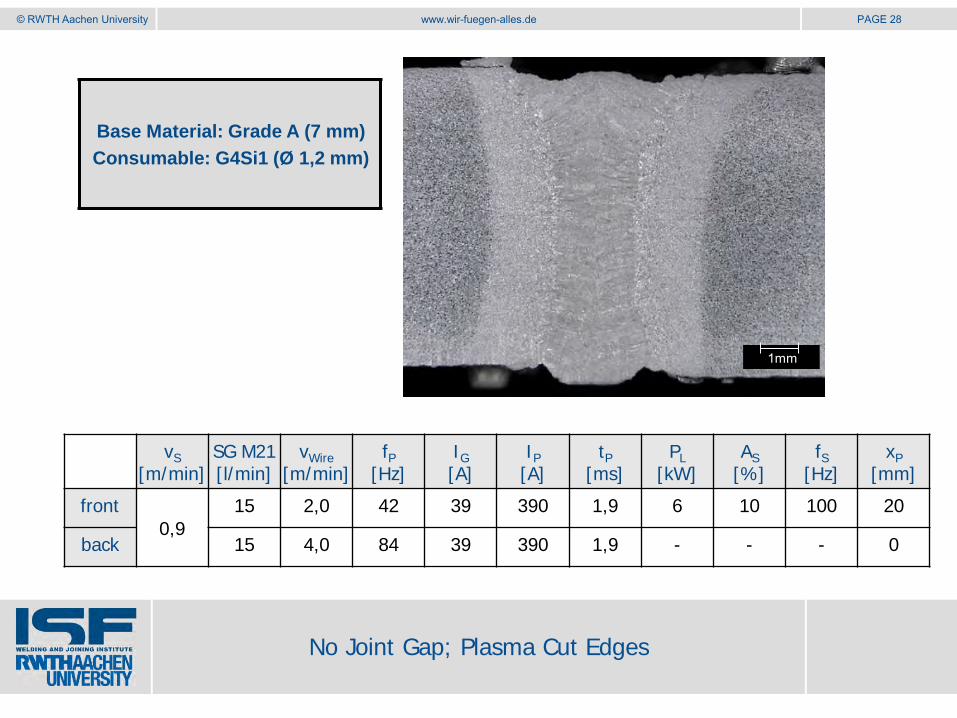
No Joint Gap; Plasma Cut Edges
vS
[m/min]SG M21[l/min]
vWire
[m/min]fP
[Hz]IG
[A]IP
[A]tP
[ms]PL
[kW]AS
[%]fS
[Hz]xP
[mm]
front
0,9
15 2,0 42 39 390 1,9 6 10 100 20
back 15 4,0 84 39 390 1,9 - - - 0
1mm
Base Material: Grade A (7 mm)
Consumable: G4Si1 (Ø 1,2 mm)

PAGE 29www.wir-fuegen-alles.de© RWTH Aachen University
2 mm Joint Gap; Plasma Cut Edges
vS
[m/min]SG M21[l/min]
vWire
[m/min]fP
[Hz]IG
[A]IP
[A]tP
[ms]PL
[kW]AS
[%]fS
[Hz]xP
[mm]
front
1,2
15 5,5 116 39 390 1,9 6 20 100 20
back 15 5,5 116 39 390 1,9 - - - 0
1mm
Base Material: Grade A (7 mm)
Consumable: G4Si1 (Ø 1,2 mm)

PAGE 30www.wir-fuegen-alles.de© RWTH Aachen University
Minimal Distortion
Wall Thickness 7 mm
No Joint Gap

PAGE 31www.wir-fuegen-alles.de© RWTH Aachen University
Fillet Weld; No Joint Gap; Plasma Cut Edges
vS
[m/min]SG M21[l/min]
vD
[m/min]fP
[Hz]IG
[A]IP
[A]tP
[ms]PL
[kW]AS
[%]fS
[Hz]xP
[mm]
vorne
1,0
15 3,5 106 39 390 1,9 6 5 100 20
hinten 15 4,5 136 39 390 1,9 - - - 0
Base Material: Grade A (5 mm)
Consumable: G4Si1 (Ø 1,2 mm)

PAGE 32www.wir-fuegen-alles.de© RWTH Aachen University
Outlook – Sensor Integration
Fully mechanized, sensor based vertical down welding for the section fabrication
1 LPF-camera detects the vertical andlateral postion of the joint
2 Axis to adjust the focal position
3 Axis to adjust the lateral position
4 Laser-Hybrid Welding Head YH50
Quelle: Precitec Group

PAGE 33www.wir-fuegen-alles.de© RWTH Aachen University
Outlook
Implementation of a high power solid state laser and different weldingpower sources
Usage of metal cored wire
Further welding trials to determine parameters and to increase therobustness of the processes using DoE
Field Trial Shipyard -> Comparison of „FaSek“ with the conventionallyused processes
Preparation of concepts for the workplace safety based on currentregulations, state of scientific research and firing test in the laboratory

PAGE 34www.wir-fuegen-alles.de© RWTH Aachen University
Das IGF-Vorhaben 16865 N der Forschungsvereinigung Center ofMaritime Technologies e.V. (CMT), Bramfelder Straße 164, 22305 Hamburg wurde über die AiF e.V. im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des deutschen Bundestages gefördert.
Vielen Dank für ihr Aufmerksamkeit!







