
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
PROPOSTA DE MELHORIA PARA REDUÇÃO DE NÚMERO DE
MATÉRIAS-PRIMAS EM UMA INDÚSTRIA METALÚRGICA
Bruna Hopka Yassuhara
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014

BRUNA HOPKA YASSUHARA
PROPOSTA DE MELHORIA PARA REDUÇÃO DE NÚMERO DE
MATÉRIAS-PRIMAS EM UMA INDÚSTRIA METALÚRGICA
Monografia apresentada à Escola de
Engenharia de Lorena – Universidade de
São Paulo como requisito parcial para
conclusão da Graduação do curso de
Engenheira Química.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca
Escola de Engenharia de Lorena
Yassuhara, Bruna Hopka Proposta de melhoria para redução de número de matérias-primas em uma
indústria metalúrgica/ Bruna Hopka Yassuhara. - Lorena, 2014.
48f.
Monografia apresentada como requisito parcial para a conclusão do Curso de
Graduação de Engenharia Química - Escola de Engenharia de Lorena da
Universidade de São Paulo.
Orientador: Marco Antonio Carvalho Pereira
1.Controle de estoques 2. Manufatura enxuta 3. Eficiência organizacional 4.
Desenvolvimento organizacional 5. Valor adicionado I. Pereira, Marco Antonio
Carvalho, Orient.

AGRADECIMENTOS
A DEUS, pela oportunidade de terminar mais uma etapa da minha vida.
Presença constante no meu dia-a-dia, fonte de inspiração, motivação e sabedoria.
À minha família ALMIR AKIRA YASSUHARA, SARA SOLEDAD HOPKA
YASSUHARA e ÉRIKA HOKA YASSUHARA, pelo apoio para seguir em frente e
enfrentar todos os obstáculos encontrados durante essa jornada.
Ao meu orientador Profº Dr. MARCO ANTONIO CARVALHO PEREIRA, por
acreditar no meu potencial, pela imensa ajuda, paciência, prontidão e
disponibilidade. Obrigada pela ajuda e amizade durante todo esse tempo.
À GKN Sinter Metals, pela oportunidade de desenvolver o trabalho na
empresa e a todos os colaboradores que direta ou indiretamente me ajudaram, em
especial ao IGOR PAVLAK, por toda a disponibilidade e cooperação oferecida
durante o desenvolvimento do trabalho.
Aos meus amigos, pela amizade inquestionável, pelos bons momentos
compartilhados e pelo apoio para atravessar as dificuldades encontradas durante o
curso.
Enfim, a todos que de alguma maneira contribuíram na realização deste
objetivo.

“O sucesso nasce do querer, da
determinação e persistência em se chegar a
um objetivo. Mesmo não atingindo o alvo,
quem busca e vence obstáculos, no mínimo
fará coisas admiráveis.”
(José de Alencar)

RESUMO
YASSUHARA, B. H. Proposta de melhoria para redução de número de
matérias-primas em uma indústria metalúrgica. 2014. 48 f. Trabalho de
conclusão de curso de Engenharia Química – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2014.
Para manterem-se competitivas no mercado, as empresas precisam sempre
buscar a excelência dos produtos e serviços e a redução de custos. Com isso, o uso
da metodologia Lean Thinking é cada vez maior devido ao grande desafio deste
século, que é aumentar o desempenho e a lucratividade das empresas além de
satisfazer os desejos dos consumidores. O presente trabalho apresenta um estudo
de caso realizado em uma indústria localizada no interior do estado de São Paulo,
Hortolândia, para qual foi feita uma proposta de melhoria de redução do número de
itens de matérias-primas em estoque, com o objetivo de se reduzir custos referentes
ao inventário parado. Após levantamento de dados, verificou-se que apenas 17 das
51 matérias-primas que são utilizadas na indústria são responsáveis por 90% do
consumo da empresa, ou seja, as outras 34 matérias-primas são pouco consumidas
e representam um estoque de baixa rotatividade. Utilizando ferramentas da
qualidade e através de estudos da composição química das matérias-primas, foi
elaborada uma proposta de melhoria para substituição das matérias-primas de baixo
consumo por outras de alto consumo na empresa, a fim de reduzir o número total de
51 para 31 itens diferentes. Essas substituições propostas foram classificadas de
acordo com o seu nível de dificuldade em serem realizadas: tarefas fáceis,
intermediárias e difíceis. E após elaboração da proposta de melhoria foram apurados
todos os ganhos, diretos e indiretos, que a empresa de estudo poderá vir a ter com
as mudanças propostas neste trabalho, como redução do espaço físico necessário
para estocagem, redução de custos de manutenção de estoque, aumento da
qualidade das matérias-primas e aumento do poder de negociação com o
fornecedor.
Palavras chaves: Lean thinking, melhoria contínua, estoque, matéria-prima.

ABSTRACT
YASSUHARA, B. H. Improvement proposal to reduce the number of raw
materials in a metallurgical industry. 2014. 48 p. Final paper for Chemical
Engineering – Engineering School of Lorena, University of São Paulo, Lorena, 2014.
To remain competitive in the market, companies must always strive towards
excellence of products and services and cost reduction. For this reason, the use of
“Lean Thinking” is increasing due to the great challenge of this century, which is to
increase the performance and profitability of businesses as well as take into
consideration customer satisfaction. This paper presents a case study in an industry
located in Hortolândia, in the state of São Paulo, where a proposal for improvement
was submitted in order to reduce the number of items of raw materials in stock,
reducing, therefore, costs related to standing inventory. After data collection, it was
found that only 17 of the 51 raw materials that are used in the industry are
responsible for 90% of consumption of the company; in other words, the remaining
34 raw materials are considered slow-moving stock due to their low rate of
consumption within the company. Using quality tools and previous studies of the
chemical composition of raw materials, an improvement proposal was developed to
substitute raw materials that have low consumption for others that have high
consumption, in order to reduce the total number from 51 to 31 items. All the
proposed substitutions were classified according to the level of difficulty of their
implementation: easy, intermediate and difficult tasks. After listing all the possible
changes, this paper presents all the possible gains and benefits, direct and indirect,
that the company in study is likely to have, such as reduction of physical space,
reduction in maintenance costs of inventory, better quality of raw materials and
increased bargaining power with the provider.
Key-words: Lean thinking, continuous improvement, inventory, raw materials.

LISTA DE FIGURAS
Figura 1 - Fluxograma do Processo de Metalurgia do Pó .................................. 19
Figura 2- Fluxograma de Processo - Metalurgia do Pó Convencional ................ 20
Figura 3 - Misturas de pós metálicos e peças produzidas a partir destas .......... 21
Figura 4 - Motivos para usar a Metalurgia do Pó ............................................... 22
Figura 5 - Localização da GKN Sinter Metals no mundo .................................... 23
Figura 6 – Visão aérea do site da GKN Sinter Metals - Hortolândia – SP .......... 24
Figura 7 - Área de estocagem de matérias-primas ............................................ 28
Figura 8 - Diagrama de Pareto - Consumo de matéria-prima ............................. 32
Figura 9 - Planilha de teste ............................................................................... 38
Figura 10 - Diagrama de Pareto futuro - Consumo de matéria-prima ................. 42

LISTA DE QUADROS
Quadro 1 – Exemplo do controle de inventário de matéria-prima ............................. 29
Quadro 2 - Consumo de matéria-prima ..................................................................... 31
Quadro 3 - Normas MPIF com Fe e C. ...................................................................... 34
Quadro 4 - Normas MPIF com Fe, Cu e C ................................................................ 34
Quadro 5 - Normas MPIF com Fe, C, Ni, Cu, Mo e Mn ............................................. 35
Quadro 6 – Matérias-primas que não atendem a nenhuma Norma MPIF ................. 35
Quadro 7 - Possíveis substituições de matérias-primas ............................................ 37
Quadro 8- Economia financeira para troca de matérias-primas ................................ 40
Quadro 9 - Economia financeira por nível de dificuldade .......................................... 41

SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 11
1.1 CONTEXTUALIZAÇÃO .................................................................................. 11
1.2 JUSTIFICATIVAS ........................................................................................... 12
1.3 OBJETIVO GERAL ......................................................................................... 13
1.4 OBJETIVOS ESPECÍFICOS ........................................................................... 13
2 REVISÃO BIBLIOGRÁFICA .................................................................................. 14
2.1 LEAN THINKING ............................................................................................ 14
2.2 FERRAMENTAS DA QUALIDADE ................................................................. 16
2.3 KAIZEN ........................................................................................................... 16
2.4 ESTOQUE ...................................................................................................... 17
2.5 METALURGIA DO PÓ .................................................................................... 18
2.5.1 Definição e histórico ............................................................................... 18
2.5.2 Processo de fabricação ......................................................................... 18
2.5.3 Misturas de pós - matérias-primas ......................................................... 20
2.5.4 Benefícios e aplicações ......................................................................... 21
3 METODOLOGIA .................................................................................................... 23
3.1 EMPRESA ....................................................................................................... 23
3.2 MÉTODO DE PESQUISA ............................................................................... 24
3.3 UNIVERSO (POPULAÇÃO E AMOSTRA) ...................................................... 25
3.4 COLETA DE DADOS ...................................................................................... 25
3.5 ANÁLISE DE DADOS ..................................................................................... 26
4 RESULTADOS E DISCUSSÃO ............................................................................. 27
4.1 COLETA DE DADOS ...................................................................................... 27
4.1.1 Reunião com coordenador de lean manufacturing ................................ 27
4.1.2 Observação in loco e/ou in modus operandi e sistema BAAN ............... 27
4.1.3 Reuniões com o engenheiro de processo e materiais e com o chefe do
departamento de logística ............................................................................... 28
4.2 ANÁLISE DOS DADOS COLETADOS............................................................ 30
4.2.1 Classificação das matérias-primas ........................................................ 30
4.2.2 Proposta de melhoria ............................................................................. 35
4.2.3 Proposta de planilha de testes ............................................................... 37

4.3 GANHOS PREVISTOS COM A PROPOSTA DE SUBSTITUIÇÃO DE
MATÉRIAS- PRIMAS ............................................................................................ 38
5 CONCLUSÃO ........................................................................................................ 43
REFERÊNCIAS ......................................................................................................... 44
APÊNDICE A ............................................................................................................. 47
APÊNDICE B ............................................................................................................. 48

11
1 INTRODUÇÃO
Este capítulo trata dos elementos introdutórios ao trabalho apresentado.
Subdivide-se em: Contextualização, Justificativas, Objetivo geral e Objetivos
específicos.
1.1 CONTEXTUALIZAÇÃO
Visto que o mundo está cada vez mais competitivo, há a necessidade das
empresas se diferenciarem e apresentarem cada vez mais uma gestão estratégica
de produção de seus produtos e serviços. A aplicação de ferramentas Lean está
relacionada com um dos grandes desafios da engenharia para este século, que é
aumentar expressivamente o desempenho e a lucratividade das empresas, por meio
da melhoria da qualidade de produtos e processos e do aumento da satisfação de
clientes e consumidores.
Dentro da filosofia Lean se faz o uso de programas e ferramentas da
qualidade, que são recursos utilizados para dar suporte à solução de problemas e
tomadas de decisão, criando assim ações contínuas para a melhoria dos processos
organizacionais. Atualmente, muitas empresas usam estes recursos da qualidade
para buscar acesso a novos mercados, melhorar a imagem organizacional,
aumentar a produtividade e diminuir tanto a taxa de produtos e serviços defeituosos
quanto os custos e despesas desnecessárias na indústria.
Além da necessidade do aumento da produtividade e da qualidade, há a
busca pela melhoria contínua. Para isso, muitas empresas se baseiam nas
metodologias do Lean Thinking, responsável, em grande parte dos casos, pelo
sucesso dos programas de qualidade.
O Lean Thinking teve sua origem na Toyota no final da Segunda Guerra
Mundial e, atualmente, é um dos programas de melhoria mais populares e mais
usados no mundo. Womack e Jones (1996) definem as práticas do Lean Thinking
como o conjunto de ações contínuas a fim de especificar corretamente o valor sob a
ótica do cliente final, eliminando o que gera desperdício e fazendo com que as
atividades que agregam valor ocorram em um fluxo contínuo puxado pelo cliente.

12
Nos sistemas produtivos existem vários tipos de perdas, tais como: máquinas
e matérias-primas paradas, superprodução, defeitos de produtos, tempo ocioso,
transportes, reprocessamentos, movimentos desnecessários, entre outros. Com o
intuito de eliminar/reduzir as perdas inerentes a todo processo produtivo, cada vez
mais empresas implementam o Lean Thinking, pois segundo Maia (2009), esta
filosofia de produção tem como objetivo a incessante busca e eliminação dessas
perdas, além de se adaptar muito bem a flutuações de demanda e a um mix de
produtos muito grande, encaixando-se na situação vivida pela maior parte das
empresas atuais.
Para compreender os aspectos significativos desta metodologia e estudar a
sua aplicação prática em uma indústria metalúrgica, o presente trabalho apresenta
os principais conceitos relacionados ao Lean Thinking. Em seguida, apresentará um
estudo de caso realizado em uma indústria localizada no interior do estado de São
Paulo, Hortolândia, para qual foi feita uma proposta de melhoria com redução do
número de itens de matérias-primas em estoque, com o objetivo de se reduzir custos
referentes ao inventário parado. E por último, será feita uma análise comparativa
entre a atual situação da indústria e a proposta de melhoria, de forma a se calcular
todos os ganhos diretos e indiretos que este projeto pode chegar.
1.2 JUSTIFICATIVAS
No ambiente empresarial, a gestão de estoque é responsável por direcionar o
bom ou mal desempenho de uma empresa, pois o bom gerenciamento torna a
empresa competitiva, sendo este um fator determinante para o sucesso em um
mercado de grande concorrência.
A gestão de estoque é uma ferramenta importante para equilibrar os
interesses da empresa em disponibilizar rapidamente produtos para superar as
expectativas dos clientes e reduzir os custos com o armazenamento de matérias-
primas e produtos desnecessários. Sendo assim, o Lean Thinking, sistema cujo foco
é voltado para redução de desperdícios, será o tema deste trabalho.
Nos dias atuais, as empresas investem parte de seus recursos em melhoria
de processos e readequações de suas práticas de gestão. Tais implementações
proporcionam menos custo na produção do produto final, possibilitando um preço de

13
venda mais competitivo e um lucro maior. Portanto, o presente trabalho foi motivado
pela possibilidade de redução dos gastos relativos ao estoque de matéria-prima e
desta forma poder trazer melhorias para a indústria estudada.
1.3 OBJETIVO GERAL
Propor melhorias para o sistema de gestão de matérias-primas de uma
indústria metalúrgica a fim de reduzir os gastos relativos ao estoque de matéria-
prima.
1.4 OBJETIVOS ESPECÍFICOS
Propor substituições de matérias-primas de baixo consumo na indústria por
outras de alto consumo a fim de reduzir o número de itens parados em
estoque.
Apurar os possíveis ganhos, diretos e indiretos, que a empresa de estudo
poderá vir a ter com as mudanças propostas neste trabalho.

14
2 REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta conceitos básicos e as principais definições utilizadas
no Lean Thinking, assim como definições sobre a tecnologia utilizada na empresa de
estudo, a metalurgia do pó, cujo entendimento é de fundamental importância para a
realização deste trabalho.
2.1 LEAN THINKING
O Lean Thinking, também conhecido como “Pensamento Enxuto”, teve origem
na década de 50 no Japão pelo Sistema Toyota de Produção, que visava produzir
carros mais baratos para um país pós Segunda Guerra Mundial (GIANNINI, 2007). É
uma técnica que permite a qualquer tipo de empresa eliminar desperdícios onde
quer que eles estejam e melhorar a satisfação do cliente, fazendo com que ele
receba somente o produto ou serviço que deseja, na quantidade requisitada e no
momento certo.
É também uma filosofia e uma estratégia de negócios para aumentar a
satisfação dos clientes, utilizando melhor os recursos. A gestão lean procura
fornecer, de forma consistente, valor aos clientes com os custos mais baixos,
identificando e sustentando melhorias nos fluxos de valores primários e secundários,
por meio do envolvimento das pessoas qualificadas, motivadas e com iniciativa
(LEAN INSTITUTE, 2013).
Segundo Giannini, (2007), “desperdícios são considerados perdas e, analisar
as perdas, é um aspecto bastante relevante nas empresas, por se tratarem de fortes
oportunidades para melhoria de produtividade”. E com isso, o Lean Thinking é uma
forma de se fazer mais com menos: menos esforço humano, menos equipamento,
menos tempo e menos espaço físico, estando cada vez mais próximo do que os
clientes desejam (WOMACK E JONES, 1998).
Os sete tipos de perdas, que devem ser eliminadas, em um sistema de
manufatura, segundo Gianini (2007) são:
Superprodução: perda oriunda da produção além da quantidade
requisitada pelo mercado, gerando estoques e consumo excessivo de
material.

15
Tempo de espera: caracterizam-se pelos períodos de tempo em que, por
motivos diversos, homens ou equipamentos não estejam sendo utilizados
de forma produtiva.
Transporte: o transporte representa gastos de recursos financeiros e de
tempo, mas não agregam valor ao produto. Considera-se transporte o
deslocamento de materiais de fornecedores até a empresa, da empresa
até o cliente ou entre os departamentos da empresa.
Processo: consiste na execução de atividades de processos
desnecessárias para que o produto atinja as características desejadas
pelo cliente. O processo de fabricação em si pode gerar perdas, como, por
exemplo, retrabalhos.
Estoque: estoques excessivos podem aumentar o custo de um produto,
além de ocupar espaço físico, exigir funcionários e sistemas de controle.
Movimento: pode-se dizer que “movimentar-se” não significa “produzir”. O
lay-out do ambiente de trabalho pode exigir movimento excessivo de
operadores, o que aumenta o custo de mão-de-obra no produto.
Produtos defeituosos: quando um produto é rejeitado por apresentar
defeitos ou por não atender às especificações de projeto, o tempo gasto
na fabricação é uma perda. Ainda, quando um equipamento apresenta um
defeito, o operador da estação de trabalho precisa aguardar o conserto,
sendo o desenvolvimento de seu trabalho prejudicado.
Como benefícios da filosofia Lean, tem-se o aumento da produtividade da
mão de obra; a redução de erros internos e externos que chegam aos clientes; a
redução de sucatas dentro do processo de produção; a redução de acidentes; a
redução do tempo de produção e a possibilidade de produzir uma maior variedade
de produtos.
O processo de implantação da metodologia além de benefícios também traz
muitas dificuldades, como a resistência da cultura organizacional, falta de
comprometimento e envolvimento de todos os colaboradores, custos da implantação
e falta de compreensão dos requisitos da norma (NADAE; OLIVEIRA; OLIVEIRA,
2009). Segundo Jeyaraman e Teo (2010), o sucesso desta integração depende de
alguns fatores críticos como o compromisso da liderança e a cultura organizacional
da empresa.

16
2.2 FERRAMENTAS DA QUALIDADE
A utilização dos programas e ferramentas da qualidade é uma maneira de
identificar onde estão os problemas, sua extensão e a forma de solucioná-los. Pode
ajudar na obtenção de sistemas que assegurem uma melhoria contínua de todo o
processo, por meio de diagramas, gráficos, filosofias e instrumentos que auxiliam na
identificação de gargalos e falhas. Com isso, existe a possiblidade de antecipar e
sanar problemas que possam ocorrer (NADAE; OLIVEIRA; OLIVEIRA, 2009).
O sucesso na utilização das ferramentas gerenciais está diretamente ligado à
disponibilidade, acesso, registro, qualidade da informação e envolvimento de todos
na organização. O uso da informação para controle e avaliação dos resultados ao
final de cada processo, associado à autonomia dada aos funcionários para a tomada
de decisão com base no uso de ferramentas gerenciais, gera agilidade no processo
produtivo pela solução rápida de problemas e comparação de resultados, podendo
modificar ou confirmar os objetivos e os recursos empregados durante o mesmo.
Desse modo, as ferramentas gerenciais aliadas à informação passam a ser parte
integrante do processo de administração estratégica (PONGELUPPE, 2002).
Para controle da qualidade, Kaoru Ishikawa organizou sete ferramentas que
podem ser utilizadas em conjunto ou separadamente, são elas: Diagrama de Pareto,
Diagrama de Causa e Efeito, Histograma, Folha de verificação, Gráfico de
Dispersão, Fluxograma e Carta de Controle.
2.3 KAIZEN
A palavra Kaizen é de origem japonesa, em que kai significa “mudar” e zen
“melhor”, resultando em “Melhoria Contínua” no português. A metodologia Kaizen foi
desenvolvida e aplicada pelo engenheiro Taichi Ohno e ficou mundialmente
conhecida e respeitada devido a sua intensa aplicação no Sistema Toyota de
Produção, que se baseava em esforços contínuos para melhoria do sistema
(FONTE, 2008).
Para que possa ter uma intensa melhoria, o Kaizen é uma ferramenta
amplamente utilizada pelas empresas no mundo todo. Trata-se de um projeto de

17
curto prazo focado para melhorar um processo (BARBOZA, 2011). Esta ferramenta
enfatiza a utilização de esforços humanos, comunicação, trabalho em equipe,
treinamento e envolvimento, sendo uma abordagem de baixo custo à melhoria
(HANASHIRO, 2005).
Estes projetos Kaizen podem estar relacionados com o aumento da
produtividade, redução de custos, aumento da qualidade, redução de estoques,
motivação dos colaboradores, flexibilidade da produção, entre outros. As
organizações que conseguem colocar em prática estes projetos apresentam
vantagens competitivas e alto grau de excelência operacional.
2.4 ESTOQUE
A gestão de estoque é utilizada desde os primórdios da administração. O
estoque, também chamado de recursos materiais, ocorre em operações produtivas
porque os ritmos de fornecimento e de demanda nem sempre andam juntos. Os
estoques são usados para atender às necessidades decorrentes das diferenças
entre fornecimento e demanda na produção (VASCONCELOS, 2009).
A gestão de estoque nos dias de hoje é um meio de ganhar vantagem diante
da concorrência no mundo atual, pois com ela pode-se planejar e controlar o
estoque, desde a matéria-prima até o produto final, evitando assim, riscos e
prejuízos por falta de material e, impedir a obsolescência e custos altos de
manutenção quando se possui grandes estoques.
Segundo Corrêa (2001 apud RODRIGUES; FERNANDES, 2009), estoque é
um elemento gerencial essencial na administração das empresas. Para ele existem
vários tipos de estoques: estoques de matérias-primas, de material semi-acabado e
de produto acabado. Os estoques de matérias-primas constituem os insumos e
materiais básicos que ingressam no processo produtivo da empresa. São os itens
iniciais para a produção dos produtos/serviços da empresa (CHIAVENATO, 1991).
Segundo Dias (1993 apud RODRIGUES; FERNANDES, 2009), o principal
objetivo do estoque é a otimização do seu investimento. O valor varia conforme o
armazenamento, onde os produtos com giro menor apresentam um custo maior,
sendo que as empresas que possuem grandes estoques comprometem seus
recursos de giro.

18
Qualquer material estocado na organização acarretará em custos que
afetarão o valor do produto final. Dependendo de quanto maior for a quantidade e o
tempo que o material ficar parado, maior será o custo referente à estocagem.
2.5 METALURGIA DO PÓ
2.5.1 Definição e histórico
A metalurgia do pó, técnica utilizada na empresa de estudo, é um processo de
produção de peças metálicas a partir da sinterização de um componente
compactado utilizando uma mistura de pó de metais.
O uso da metalurgia do pó em larga escala teve início na virada do século
passado com a produção industrial de metais de alto ponto de fusão como o
tungstênio e o molibdênio, para os quais não existiam equipamentos de
fundição apropriados. O crédito para este desenvolvimento se deve à
indústria de fabricação de filamentos para lâmpadas e indústria elétrica.
Mesmo o uso posterior de fornos de fusão mais sofisticados, teve pouco
impacto na produção das ligas feitas por metalurgia do pó, isto por que não
se conseguia obter a fina estrutura de grãos e ductilidade do sinterizado. No
final de 1920, quando problemas relacionados à sinterização a vácuo foram
resolvidos, se iniciou a fabricação de produtos à base de tântalo, bastante
conhecido por sua alta resistência ao ataque químico, particularmente
adequado para aplicações eletrônicas (CREMONEZI et al., 2009).
Atualmente a metalurgia do pó é considerada um processo de manufatura de
peças e componentes totalmente consolidado e maduro, com destaque importante
na indústria, por ser considerada altamente avançada, econômica e ecológica.
2.5.2 Processo de fabricação
O processo de fabricação consiste basicamente em duas etapas. A primeira é
a compressão da mistura de pós em matrizes, chamada de compactação. Já a
segunda etapa consiste no aquecimento para produzir as ligações entre as
partículas, chamada de sinterização. Estas duas etapas são essenciais para
qualquer tipo de processo referente à metalurgia do pó, no entanto, podem ou não

19
ocorrer operações complementares como calibragem, cunhagem, usinagem,
tratamento térmico, entre outras.
As Figuras 1 e 2 mostram fluxogramas do processo da Metalurgia do Pó.
Figura 1 - Fluxograma do Processo de Metalurgia do Pó
Elementos de ligaPós metálicos elementares
Pós metálicos ligadosLubrificantes
MISTURA
IsostáticaExtrusãoUniaxialSpray
Compactação a quente
UniaxialMoldagem por injeção
UniaxialIsostáticaRolagemMoldagem por injeção
Compactação a morno
Compactação a frio
Forno Contínuo ou Lote (Batch)Atmosfera ou Vácuo
SINTERIZAÇÃO
CalibragemCunhagemUsinagemForjamentoTratamento térmicoTratamento de superfícieRebarbaçãoImpregnaçãoInfiltraçãoJateamento
OPERAÇÕES COMPLEMENTARES
PRODUTO ACABADO
Fonte: (adaptado de CREMONEZI et al., 2009)

20
Figura 2- Fluxograma de Processo - Metalurgia do Pó Convencional
Fonte: PALLINI (2009)
2.5.3 Misturas de pós - matérias-primas
A operação de mistura consiste em homogeneizar as diversas matérias-
primas que irão compor o material sinterizado, o que inclui pós metálicos, elementos
de liga e lubrificantes. A mistura deve atender à composição química especificada,
além de se adequar às demais propriedades desejadas para a mistura de pós, tais
como densidade aparente e escoabilidade (CREMONEZI et al., 2009).
Diversas propriedades de misturas de pós e de peças sinterizadas podem ser
sensíveis mesmo a pequenas mudanças na granulometria de pós e a flutuações nas
concentrações de componentes da mistura de pós. A flutuação da composição
química ou granulométrica pode ser designada, em casos de maior intensidade,
como segregação (CREMONEZI et al., 2009).
A Figura 3 mostra exemplos de misturas de pós metálicos e algumas peças
produzidas a partir destas.

21
Figura 3 - Misturas de pós metálicos e peças produzidas a partir destas
Fonte: Manutenção e Suprimentos, 2014
2.5.4 Benefícios e aplicações
A metalurgia do pó é aplicada em vários produtos do nosso dia a dia, como
indústrias automobilísticas, eletrodomésticos, ferramentas elétricas e equipamentos
para jardinagem, buchas autolubrificantes, metais duro, aços ferramenta e aços
rápidos, filtros metálicos sinterizados, materiais de fricção, materiais cerâmicos,
filamentos de tungstênio para lâmpadas, contatos elétricos, eletrodos para solda a
arco, materiais supercondutores, imãs, bens de consumo, peças especiais,
aplicações médicas e dentárias, indústrias alimentícias e farmacêuticas, entre
outras.
Segundo Cremonezi et al (2009), a metalurgia do pó apresenta os seguintes
benefícios no todo ou em parte, dependendo sempre da aplicação e da peça:
Nível baixo de consumo energético e de menor impacto ambiental se
comparado aos processos de manufatura convencionais;
Desenvolvimento de ampla variedade de sistemas de ligas, inclusive de
sistemas não possíveis de serem obtidos por outros processos de
manufatura;
Eliminação ou minimização da usinagem;

22
Eliminação ou minimização de refugo;
Fonte de porosidade controlada para aplicações de autolubrificação e
filtragem;
Facilitação na produção de peças de formato mais complexo ou único.
A Figura 4 mostra os benefícios em consumo de energia e uso da matéria-
prima em se utilizar a Metalurgia do Pó.
Fonte: (adaptado de CREMONEZI et al., 2009)
Figura 4 - Motivos para usar a Metalurgia do Pó

23
3 METODOLOGIA
3.1 A EMPRESA
A GKN Sinter Metals, empresa metalúrgica na qual o trabalho foi realizado, é
uma multinacional de capital aberto, que opera em mais de 30 instalações no mundo
inteiro oferecendo aos seus clientes uma vasta gama de produtos sinterizados,
tecnologias e serviços, que se estende desde a engenharia e consultoria ao
desenvolvimento de produtos, testes e fabricação de componentes mais complexos.
A GKN Sinter Metals tem suas fábricas e serviços localizados na África do
Sul, Alemanha, Argentina, Brasil, Canadá, China, Espanha, Estados Unidos, França,
Índia, Itália, Japão, Reino Unido e Suécia. Na Figura 5 pode-se observar como está
a distribuição da empresa no mundo.
Figura 5 - Localização da GKN Sinter Metals no mundo
Fonte: (GKN, 2014a)
No Brasil, a planta operacional (Figura 6) foi fundada em 2002 no município
de Hortolândia-SP. Hoje, a empresa conta com 302 colaboradores, trabalhando em

24
quatro turnos de trabalho, sendo um administrativo e três de produção. O presente
estudo será realizado na área de estocagem de misturas de pós metálicos.
Figura 6 – Visão aérea do site da GKN Sinter Metals - Hortolândia – SP
Fonte: (GKN, 2014b)
3.2 MÉTODO DE PESQUISA
Segundo Selltz (1975 apud MIGUEL, 2011), uma pesquisa pode ter os
seguintes macro objetivos: familiarizar com um fenômeno ou conseguir uma nova
compreensão sobre ele; apresentar informações sobre uma dada situação, grupo ou
entidade; verificar a frequência com que algo ocorre ou como se liga a outros
fenômenos; verificar uma hipótese de relação causal entre variáveis. Geralmente, as
pesquisas costumam apresentar as quatro características citadas acima.
A presente pesquisa é classificada do ponto de vista de seus procedimentos
técnicos como um estudo de caso (caso único) e possui uma abordagem qualitativa
que tem como objeto uma unidade que será analisada. Segundo Miguel e Sousa
(2012), o estudo de caso é um estudo empírico que investiga um determinado
fenômeno, geralmente contemporâneo (atual), dentro de um contexto real, quando
as fronteiras entre o fenômeno e o contexto em que ele se insere não são
claramente definidas.
Os resultados obtidos no estudo de caso devem ser provenientes da
convergência ou da divergência das observações obtidas de diferentes
procedimentos. Dessa maneira é que se torna possível conferir validade ao estudo,
evitando que ele fique subordinado à subjetividade do pesquisador (GIL, 2002).

25
Este trabalho apresenta uma análise do sistema de gestão de matérias-
primas da indústria em estudo. Após a coleta de dados, é realizada uma análise das
relações entre as variáveis para uma posterior determinação dos efeitos resultantes
na empresa, sistema de produção ou produto. Desta forma, será feita uma proposta
de melhoria, a fim de se reduzir o número de itens de matérias-primas em estoque,
aplicando o Lean Thinking.
3.3 UNIVERSO (POPULAÇÃO E AMOSTRA)
O universo de análise é a planta industrial da empresa GKN Sinter Metals,
localizada no município de Hortolândia – SP, sendo o trabalho desenvolvido na área
de estocagem de matérias-primas da empresa e contando com a ajuda de
colaboradores específicos relacionados ao projeto, como gestor da área de
qualidade, coordenador de Lean Manufacturing, engenheiro responsável pelo
processo e materiais e o chefe do departamento de logística.
3.4 COLETA DE DADOS
O processo de coleta de dados no estudo de caso é um pouco mais complexo
do que em outras modalidades de pesquisa, pois é fundamental a utilização de mais
de uma técnica de pesquisa para garantir a qualidade dos resultados obtidos.
A coleta de dados foi realizada por meio de análise de documentos, reuniões
com colaboradores e observações e visitas ao chão da fábrica para verificar in loco
e/ou in modus operandis o fenômeno estudado.
A análise de documentos foi feita tendo como base os dados registrados em
diários, relatórios de fabricação de produtos e do sistema de gestão da empresa
(BAAN1). Esses registros foram utilizados principalmente para levantamento de
dados estatísticos e técnicos. Segundo Gil (1995 apud MASTER, 2010), as fontes
escritas na maioria das vezes são muito ricas e ajudam o pesquisador a não usar
1 BAAN é um software pertencente à Enterprise Resource Planning, originalmente desenvolvido por Jan Baan na Holanda na década de 1970. Este software busca integralizar os processos empresariais, incluindo manufatura, contabilidade, recursos humanos e gestão de relacionamento com clientes, em um único e coerente sistema.

26
muito tempo na hora da busca de material em campo, sabendo que em algumas
circunstâncias só é possível a investigação social através de documentos.
As reuniões com colaboradores, por sua vez, foram realizadas com pessoas
de diferentes hierarquias dentro da empresa. Foram feitas reuniões com o gestor da
qualidade, coordenador de Lean Manufacturing, engenheiro responsável pelo
processo e materiais e com o chefe do departamento de logística.
Foram feitas visitas ao chão da fábrica para se verificar, in loco e/ou in modus
operandis, a atual situação da área de estocagem e registrar as observações
inerentes ao processo.
3.5 ANÁLISE DE DADOS
A análise de dados consiste em examinar, categorizar e dispor os dados em
meios de fácil visualização e entendimento.
Logo após a coleta dos dados, estes foram examinados e identificados quanto
ao modo como foram colhidos, data, hora, local e pessoas participantes. Em
seguida, foram organizados de acordo com o melhor meio de visualização e
interpretação dos mesmos.
As reuniões realizadas foram sempre transformadas em atas no formato de
texto e arquivadas. A análise dos documentos foi apresentada em formato de texto,
tabelas, gráficos, fluxogramas e figuras, de acordo com cada conteúdo selecionado.
As observações in loco, por sua vez, seguiram o mesmo critério da análise
dos documentos, mas focando em fotos e registros das atividades.
Após organização dos dados, foi feito um estudo para encontrar a melhor
maneira de se reduzir o número de itens de matérias-primas na área de estocagem,
interligando os conceitos teóricos adquiridos à prática na indústria, de modo a se
atingir o objetivo deste trabalho.

27
4 RESULTADOS E DISCUSSÃO
4.1 COLETA DE DADOS
4.1.1 Reunião com coordenador de lean manufacturing
Primeiramente, foi realizada uma reunião com o coordenador de Lean
Manufacturing para entendimento de quais seriam o objetivo e a meta da empresa
perante a redução de estoque de matéria-prima. Segundo ele, a empresa vem
realizando vários projetos Kaizen. Entre eles, ela realizou um no qual o inventário de
matérias-primas foi reduzido de 300 toneladas para aproximadamente 240, fazendo
mudanças no planejamento da logística. No entanto, a empresa ainda vê
necessidade de uma redução maior.
Portanto, o objetivo da empresa é realizar um novo projeto (Kaizen) com o
intuito de reduzir o número de misturas de diferentes pós metálicos, utilizadas como
matérias-primas, já que muitas devido ao baixo consumo anual se encontram
paradas no estoque, ocupando espaço e gerando um custo que não agrega valor ao
produto final. A meta seria reduzir ou eliminar todas as matérias-primas que
possuem pouca utilização na indústria.
4.1.2 Observação in loco e/ou in modus operandi e sistema BAAN
Após definidos objetivo e meta, foi realizada uma visita à área de estocagem
da indústria para entendimento das necessidades da empresa e noção do espaço,
que é ocupado pelas matérias-primas paradas no estoque.
A Figura 7 ilustra a atual área de estocagem de matérias-primas da empresa.

28
Figura 7 - Área de estocagem de matérias-primas
Fonte: Elaborada pela autora
Após observações no chão da fábrica, foi feita a coleta de dados de todas as
matérias-primas cadastradas no sistema BAAN, sistema de gestão utilizado pela
empresa. Verificou-se, pelo sistema BAAN, que estão cadastrados 120 códigos de
matérias-primas e, para cada código foi levantado o consumo anual e os respectivos
produtos produzidos a partir dele.
Para finalizar as observações no chão da fábrica, houve registro com fotos da
atual situação da área de estocagem da indústria. Após implementação do projeto,
estas poderão ser comparadas com arquivos futuros.
4.1.3 Reuniões com o engenheiro de processo e materiais e com o chefe do
departamento de logística
Para levantamento da composição química e morfológica das misturas de pós
metálicos, know how da empresa, foram realizadas reuniões com o engenheiro de
processo e materiais, para entendimento de toda a parte técnica do processo. Esta
parte do trabalho foi considerada uma das mais importantes, pois foi nela que foram

29
discutidas todas as particularidades das misturas de pós e discutidas possíveis
substituições das matérias-primas de baixo consumo por outras de grande consumo
na empresa.
Essas reuniões tiveram uma duração média de uma hora e ocorreram de uma
a duas vezes por semana, em dias aleatórios, durante sete semanas. Foram
extremamente importantes para conhecimento das misturas de pós e características
dos produtos finais produzidos a partir delas.
A última reunião foi seguida de uma apresentação na empresa para mostrar o
andamento do projeto e, portanto, além do engenheiro de processo também
participaram alguns colaboradores relacionados com o tema como, coordenador de
lean manufacturing, gestores da qualidade, engenharia e produção/manufatura,
assim como, o diretor geral da empresa.
Para as informações de quantidade de matéria-prima em estoque e obsoleta,
pediu-se a ajuda do chefe do departamento de logística. Houve uma única reunião
com duração aproximada de duas horas, na qual também participou o engenheiro de
processo.
Nessa reunião se teve acesso ao modo como é feito o controle da quantidade
de matéria-prima em estoque, que é realizado pelo sistema Kanban2 direto com o
fornecedor. Esse sistema foi elaborado em uma planilha de Excel, conforme o
Quadro 1. Neste quadro, dependendo da quantidade de matéria-prima presente em
estoque e dependendo do planejamento da produção, há uma gestão visual com as
cores verde, amarelo e vermelho, as quais representam a não necessidade de um
novo pedido, necessidade de um novo pedido e urgência para um novo pedido,
respectivamente.
Quadro 1 – Exemplo do controle de inventário de matéria-prima
MATERIAL Qtt.Verde (t) Qtt.Amarelo (t) Qtt.Vermelho (t) Estoque Atual (kg) Sinalização
PP 11.108 1,4 0,9 0,6 2.000 Verde
PP 11.146 2,1 1,4 0,9 1.500 Amarelo
PP 11.198 0,7 0,5 0,3 4.000 Verde
PP 11.180 3,3 2,2 0,5 1.000 Vermelho
Fonte: GKN, 2014b.
2 O Kanban, palavra japonesa conhecida como cartão, tem como tradução literal “registro visível ou placa visível”. É uma técnica empregada nas indústrias para auxiliar o controle da produção através de um sistema puxado. Consiste no emprego de cartões, tanto para ordenar o centro produtor a produzir determinado produto em determinado momento, quanto para requisitar material de um centro produtor para um centro consumidor.

30
Na reunião também foram estudados todos os possíveis ganhos referentes à
redução de matéria-prima parada no estoque, e estruturadas as razões para que a
proposta de melhoria aqui apresentada seja implementada. Esses ganhos serão
apresentados no item 4.3.
4.2 ANÁLISE DOS DADOS COLETADOS
4.2.1 Classificação das matérias-primas
Para verificação de quais matérias-primas estavam em uso atualmente na
empresa, levantou-se o consumo mensal através do sistema BAAN de cada matéria-
prima consumida durante o ano de 2013, pois não ocorreu alteração no processo
produtivo atual desde janeiro de 2013. A partir deste levantamento, verificou-se que
dos 120 códigos cadastrados apenas 51 estão sendo utilizados atualmente na
empresa. A partir dessa informação, as matérias-primas foram divididas em dois
grupos: o primeiro que engloba as 51 que estão sendo utilizadas na fabricação de
produtos na empresa atualmente e o segundo que engloba todas as outras que não
estão sendo utilizadas desde janeiro de 2013.
O foco deste trabalho foi, exclusivamente, o primeiro grupo, pois dentre as
matérias-primas que estão em uso atualmente, o objetivo era substituir todas as que
possuíam baixo consumo por outras de alto consumo na empresa. Para isso, foram
realizadas reuniões com o engenheiro de processo. Foi feito o levantamento de
dados do sistema BAAN, a fim de se anotar a composição de cada uma das
matérias-primas e em quais peças são utilizadas. Essas informações foram de
extrema importância, pois para propor a substituição de uma matéria-prima por outra
é preciso conhecimento técnico, teórico e profundo sobre as composições das
misturas de pós metálicos e como possíveis mudanças podem afetar a aplicação no
produto final.
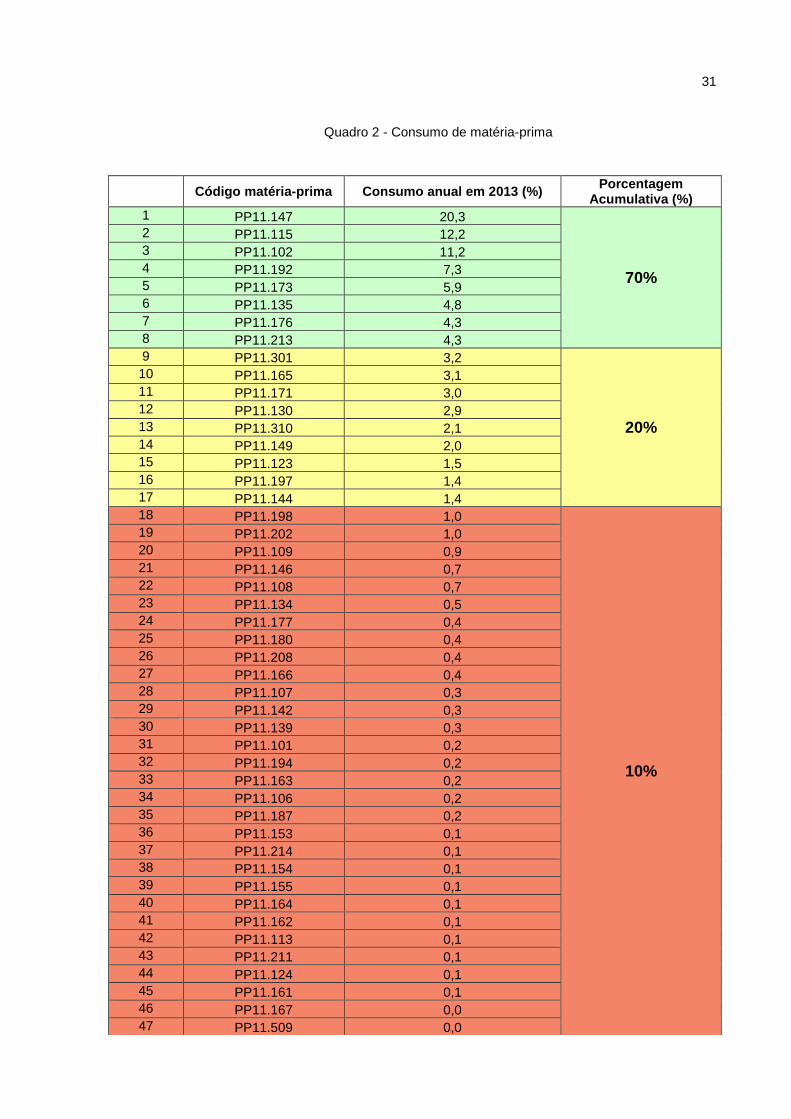
Para melhor visualização e análise dos dados coletados foi elaborado o
Quadro 2, no qual as matérias-primas foram classificadas de acordo com o consumo
na empresa durante o ano de 2013 e separadas por cores. Neste quadro, as cores
verde, amarelo e vermelho representam um consumo grande, moderado e baixo das
matérias-primas, respectivamente.
31
Quadro 2 - Consumo de matéria-prima
Código matéria-prima Consumo anual em 2013 (%) Porcentagem
Acumulativa (%)
1 PP11.147 20,3
70%
2 PP11.115 12,2
3 PP11.102 11,2
4 PP11.192 7,3
5 PP11.173 5,9
6 PP11.135 4,8
7 PP11.176 4,3
8 PP11.213 4,3
9 PP11.301 3,2
20%
10 PP11.165 3,1
11 PP11.171 3,0
12 PP11.130 2,9
13 PP11.310 2,1
14 PP11.149 2,0
15 PP11.123 1,5
16 PP11.197 1,4
17 PP11.144 1,4
18 PP11.198 1,0
10%
19 PP11.202 1,0
20 PP11.109 0,9
21 PP11.146 0,7
22 PP11.108 0,7
23 PP11.134 0,5
24 PP11.177 0,4
25 PP11.180 0,4
26 PP11.208 0,4
27 PP11.166 0,4
28 PP11.107 0,3
29 PP11.142 0,3
30 PP11.139 0,3
31 PP11.101 0,2
32 PP11.194 0,2
33 PP11.163 0,2
34 PP11.106 0,2
35 PP11.187 0,2
36 PP11.153 0,1
37 PP11.214 0,1
38 PP11.154 0,1
39 PP11.155 0,1
40 PP11.164 0,1
41 PP11.162 0,1
42 PP11.113 0,1
43 PP11.211 0,1
44 PP11.124 0,1
45 PP11.161 0,1
46 PP11.167 0,0
47 PP11.509 0,0

32
(continuação)
Fonte: Elaborada pela autora
A partir dos dados no Quadro 2, foi elaborado um Diagrama de Pareto3
(Figura 8) do consumo anual de cada uma das 51 matérias-primas que são
utilizadas pela empresa. A Figura 8 ampliada está apresentada no Apêndice A para
melhor visualização.
Figura 8 - Diagrama de Pareto - Consumo de matéria-prima
Fonte: Elaborada pela autora
3 O Diagrama de Pareto é um gráfico de colunas, ordenadas do maior valor para o menor valor, de modo a priorizar os problemas através do Principio de Pareto, que diz que 80% das consequências advêm de 20% das causas.
Código matéria-prima Consumo anual em 2013 (%) Porcentagem
Acumulativa (%)
48 PP11.114 0,0
10% 49 PP11.191 0,0
50 PP11.137 0,0
51 PP11.201 0,0
TOTAL 100%

33
A análise do Quadro 2 revela que as 17 matérias-primas com maior consumo
(cores verde e amarelo) são responsáveis por 90% do consumo total da indústria. As
outras 34 matérias-primas utilizadas (cor vermelho) possuem um baixo consumo e
são responsáveis por apenas 10% do consumo total da empresa, ou seja, possuem
baixa rotatividade por serem pouco utilizadas, gerando assim, gastos altos com
estocagem, que não agregam valor ao produto final.
O foco para redução do número de itens de matérias-primas em estoque
deste trabalho foi a substituição das matérias-primas que pouco são utilizadas (cor
vermelha no quadro 2) por outras que possuem alto consumo na fábrica (cores
verde e amarela no quadro 2). No entanto, para elaboração da proposta de redução
de itens teve se que levar em consideração toda a composição química e
morfológica das matérias-primas de baixo consumo e aplicação final de cada peça
produzida, pois alguns produtos podem não ter a mesma funcionalidade quando
fabricados com uma composição diferente.
A partir da definição do problema, ou seja, quais as matérias-primas que
seriam analisadas, foi feito um levantamento de acordo com a Norma MPIF4 (Metal
Powder Industries Federation) e reuniões com o engenheiro da área de materiais,
para classificação das matérias-primas em grupos de acordo com a sua
especificação. As matérias-primas foram classificadas de acordo com os quadros 3 a
6, na qual a primeira coluna à esquerda mostra a norma de referência da MPIF,
depois aparecem as composições mínimas e máximas a serem cumpridas para cada
elemento da norma e, por último, as matérias-primas que pertencem a esta
determinada norma. A divisão em quadros foi feita de acordo com os elementos que
pertencem a cada norma para melhor visualização.
O Quadro 3 representa as normas que possuem o ferro como metal base e
carbono adicionado à mistura de pós.
4 A norma MPIF classifica as matérias primas da metalurgia do pó de acordo com a sua composição, apresentando sempre um limite mínimo e máximo de concentração para cada elemento químico presente em cada norma, assim como os valores típicos das propriedades mecânicas para cada faixa de composição.

34
Quadro 3 - Normas MPIF com Fe e C.
Base C
Mínimo (%) Fe 0.0
Máximo (%) Fe 0.3
Mínimo (%) Fe 0.3
Máximo (%) Fe 0.6
Mínimo (%) Fe 0.6
Máximo (%) Fe 0.9
NormaComposição
Códigos de Matérias PrimasF
-0005
PP11.214 PP11.162
F-0
000
F-0
008
PP11.147 PP11.149 PP11.108
PP11.130 PP11.310 PP11.139 PP11.161
PP11.301PP11.102 PP11.213
Fonte: Elaborado pela autora
O Quadro 4 representa as normas que possuem o ferro como metal base e
cobre e carbono adicionados à mistura de pós metálicos.
Quadro 4 - Normas MPIF com Fe, Cu e C
Base Cu C
Mínimo (%) Fe 1.5 0.0
Máximo (%) Fe 3.9 0.3
Mínimo (%) Fe 1.5 0.3
Máximo (%) Fe 3.9 0.6
Mínimo (%) Fe 1.5 0.6
Máximo (%) Fe 3.9 0.9
Mínimo (%) Fe 4.0 0.6
Máximo (%) Fe 6.0 0.9
ComposiçãoCódigos de Matérias Primas
PP11.106 PP11.153
PP11.509
PP11.135 PP11.107 PP11.142 PP11.154
PP11.123 PP11.197 PP11.144 PP11.109 PP11.208
FC
-0200
FC
-0205
FC
-0208
Norma
PP11.171 PP11.211 PP11.167
FC
-0508
Fonte: Elaborado pela autora
O Quadro 5 representa as normas que possuem o ferro como metal base e
carbono, níquel, cobre, molibdênio e manganês, adicionados à mistura de pós
metálicos.

35
Quadro 5 - Normas MPIF com Fe, C, Ni, Cu, Mo e Mn
Base C Ni Cu Mo Mn
Mínimo (%) Fe 0.0 1.55 1.3 0.4 0.05
Máximo (%) Fe 0.3 1.95 1.7 0.6 0.30
Mínimo (%) Fe 0.3 1.55 1.3 0.4 0.05
Máximo (%) Fe 0.6 1.95 1.7 0.6 0.30
Mínimo (%) Fe 0.6 1.55 1.3 0.4 0.05
Máximo (%) Fe 0.9 1.95 1.7 0.6 0.30
Mínimo (%) Fe 0.0 3.60 1.3 0.4 0.05
Máximo (%) Fe 0.3 4.40 1.7 0.6 0.30
Mínimo (%) Fe 0.3 3.60 1.3 0.4 0.05
Máximo (%) Fe 0.6 4.40 1.7 0.6 0.30
Mínimo (%) Fe 0.6 3.60 1.3 0.4 0.05
Máximo (%) Fe 0.9 4.40 1.7 0.6 0.30
Mínimo (%) Fe 0.3 3.60 1.6 1.3* 0.05
Máximo (%) Fe 0.6 4.40 2.4 1.7* 0.30
Mínimo (%) Fe 0.4 1.5 1.3 0.4 0.05
Máximo (%) Fe 0.7 2.0 1.7 0.6 0.30
Mínimo (%) Fe 0.4 3.6 1.3 0.4 0.05
Máximo (%) Fe 0.7 4.4 1.7 0.6 0.30
Mínimo (%) Fe 0.6 - 1.0 1.3 0.05
Máximo (%) Fe 0.9 - 3.0 1.7 0.30
PP11.101
PP11.115
PP11.113 PP11.124PP11.173
FD
-0408
PP11.198 PP11.187 PP11.155 PP11.201
PP11.134
FD
-0200
FD
-0205
PP11.137
FD
-0400
PP11.194
FD
-0208
PP11.165
PP11.146
ComposiçãoNorma
FD
-0405
PP11.180
FLC
-
4908
FLN
2C
-
4005
FLN
4C
-
4005
PP11.176 PP11.177 PP11.166
Códigos de Matérias Primas
FL
DN
4C
2-4
90
5
PP11.202
PP11.114
*Pré-ligado ao pó base
Fonte: Elaborado pela autora
E por último, o Quadro 6 representa duas matérias-primas que não atendem a
nenhuma das normas MPIF e portanto foram classificadas separadamente.
Quadro 6 – Matérias-primas que não atendem a nenhuma Norma MPIF
Norma
N/A PP11.191 PP11.192
Código de Matérias
Primas
Fonte: Elaborado pela autora
4.2.2 Proposta de melhoria
O foco do projeto foi a substituição das 34 matérias-primas de baixa
rotatividade, ou seja, baixo consumo na empresa (cor vermelho no Quadro 2), que
juntas correspondem a apenas 10% do consumo total de matérias-primas.
Preferencialmente, o desejável era a substituição delas por matérias-primas de alto

36
consumo na empresa (cores verde ou amarelo no Quadro 2), mas quando isto se
revelou inviável, foi verificada a possibilidade da criação de alguma matéria-prima
intermediária para eliminar duas ou mais delas de baixo consumo.
As reuniões com o engenheiro de processo e materiais foram realizadas para
o estudo das composições e morfologia das misturas de pós. O objetivo desta etapa
foi estudar todas as matérias-primas que não possuíam grande consumo na
empresa e analisar toda sua estrutura para comparação e possível substituição
destas pelas misturas que têm grande consumo na empresa.
Durante as reuniões técnicas realizadas, foram verificadas todas as possíveis
trocas de matérias-primas que poderiam ser propostas. Essas substituições foram
classificadas de acordo com o nível de dificuldade em tarefas fáceis, intermediárias e
difíceis, representando o grau de dificuldade para que a substituição ocorra. As
substituições classificadas como fáceis, são aquelas nas quais as duas matérias-
primas (a que deve ser trocada e a que será testada no lugar da matéria-prima que
se deseja trocar) devem estar na mesma Norma MPIF e apresentam apenas
pequenas alterações na composição que não são valores tão significantes. Já as
classificadas como intermediárias são substituições que exigem um pouco mais de
trabalho, pois apesar de em alguns casos as matérias primas estarem em uma
mesma norma, elas possuem uma diferença maior nas suas composições, o que
pode gerar uma mudança nas propriedades finais dos produtos. As classificadas
como difíceis são aquelas que possuem algumas particularidades que aumentam o
grau de dificuldade, como restrições do cliente, ausência de matéria-prima
semelhante e grande número de peças a serem testadas para substituição.
O Quadro 7 ilustra todos os possíveis testes, separados por níveis de
dificuldade, que foram propostos nas reuniões técnicas com o engenheiro de
processo e materiais. A primeira coluna representa o número do teste a ser
realizado. A coluna “Substituir” indica as matérias-primas que devem ser substituídas
e a coluna “Testar” representa as matérias-primas que devem ser testadas no lugar
das que se deseja substituir. Na coluna “Testar”, a palavra “intermediária” representa
a proposta de criação de uma matéria-prima intermediária para tentar eliminar duas
ou mais matérias-primas. Em alguns casos foram propostos mais de um teste para
uma mesma matéria-prima que se deseja substituir, trocando apenas a matéria-
prima a ser testada no lugar desta. Em outros casos devido à ausência de matéria-

37
prima parecida não foram feitas propostas de substituições. Por isso, há uma
diferença entre o número de testes a serem realizados (32) e o número de matérias-
primas a serem substituídas (34).
Quadro 7 - Possíveis substituições de matérias-primas
Teste Nº Substituir Testar Resultado Teste Nº Substituir Testar Resultado Teste Nº Substituir Testar Resultado
1 PP11.191 PP11.192 14 PP11.166 PP11.176 22 PP11.113 PP11.173
2 PP11.177 PP11.176 15 PP11.108 PP11.147 23 PP11.113 PP11.198
3 PP11.114 PP11.176
4 PP11.167 PP11.171
5 PP11.139 PP11.130 17 PP11.154 PP11.107
6 PP11.139 PP11.310 18 PP11.154 PP11.109 25 PP11.146 PP11.165
7 PP11.161 PP11.310 26 PP11.134 PP11.165
8 PP11.187 PP11.198 27 PP11.208 PP11.109
9 PP11.124 PP11.113 20 PP11.142 PP11.107 28 PP11.142 PP11.135
10 PP11.201 PP11.198 21 PP11.137 PP11.101 29 PP11.154 PP11.135
11 PP11.106 PP11.109 30 PP11.107 PP11.135
12 PP11.153 PP11.109 31 PP11.162 PP11.213
13 PP11.162 PP11.214 32 PP11.162 PP11.301
19PP11.146
PP11.134Intermed.
16PP11.108
PP11.149Intermed.
Fáceis Intermediários Difíceis
PP11.198
PP11.180
PP11.155
24 Intermed.
Fonte: Elaborado pela autora
4.2.3 Proposta de planilha de testes
Uma vez que as matérias-primas que se deseja eliminar estavam
selecionadas e classificadas, foram elaboradas planilhas de testes, pois não se pode
trocar as matérias-primas apenas com base na teoria e, sim, somente após realizar
os devidos testes de substituição. Depois de levar em consideração toda a
composição das misturas de pós metálicos, deve se realizar testes com todos os
produtos produzidos a partir delas, para verificar suas propriedades mecânicas e,
consequentemente, se a troca pode ocorrer. Estes testes possuem metodologias
rígidas e deverão ser realizados em escala de laboratório, escala piloto e escala de
produção, para depois serem aprovadas as substituições propostas.
Para cada teste de substituição deve ser elaborada uma Planilha de Teste
para minucioso controle interno do projeto, como mostra a Figura 9.

38
Figura 9 - Planilha de teste
Teste nº: 1 Data: -
Base Mo Cu Ni Mn Graph Tipo Lubric.
PP11.191 * * * * * * * * *
* * * * * * * * * *
ResultadoNotificar
cliente
Cód.x
Cód.xx
Custo
R$
COMPOSIÇÃO (%wt)
Observação
Responsável: -
Observação nos testes:
Peças a serem testadas
Resultado do testes:
1)
Teste nºMP a ser
eliminada
MP a ser
testada
Fonte: Elaborada pela autora
4.3 GANHOS PREVISTOS COM A PROPOSTA DE SUBSTITUIÇÃO DE
MATÉRIAS- PRIMAS
Com base na proposta de melhoria com redução de número de itens
diferentes de matérias-primas na área de estocagem, foi possível observar que a
empresa pode vir a ter vários ganhos tanto direto quanto indiretos na implementação
do projeto.
Como ganho direto pode-se citar a redução de espaço físico e a economia
financeira. Com a redução de número de itens de matéria prima proposta haverá
uma economia de espaço na área de estocagem. Essa redução se deve
principalmente em relação ao giro de estoque, pois todas as matérias-primas
propostas para serem substituídas possuem uma rotatividade baixa dentro da
empresa, enquanto as matérias-primas propostas para serem usadas no lugar das
substituídas possuem rotatividade alta. As matérias-primas de baixo consumo,
apesar de serem pouco consumidas, precisam estar na área de estocagem para
eventual produção e, possuem um lote mínimo de compra de três toneladas, ou seja,
muitas vezes são adquiridas numa quantidade muito superior ao valor utilizado
anualmente pela empresa, ocupando um espaço na área de estocagem que pode
ser reduzido ou até mesmo eliminado. Segundo o chefe do departamento de
logística, algumas vezes a empresa optava por tentar comprar, recorrendo a
negociações, lotes menores do que três toneladas, mas além da dificuldade de

39
conseguir êxito na negociação, havia também o prejuízo financeiro, pois a empresa
poderia comprar um lote menor, mas teria que arcar com todos os custos referentes
ao lote mínimo de três toneladas.
Em relação ao aspecto financeiro, a estocagem de material gera um custo
para empresa, proporcional ao tempo e ao espaço utilizado. Portanto, se a nova
proposta de melhoria apresenta uma menor quantidade de misturas e um menor
tempo de estocagem, haverá também uma economia financeira.
Além dos ganhos diretos, pode-se ter vários ganhos indiretos. São eles:
aumento do poder de negociação com fornecedor e diminuição do preço de compra;
aumento da qualidade das misturas devido à obsolescência destas; substituição por
uma matéria-prima mais em conta; aumento do controle e gerenciamento das
matérias-primas, entre outros.
O aumento do poder de negociação com o fornecedor e consequente
diminuição do preço de compra da matéria-prima se deve ao fato de que a empresa
irá substituir matérias-primas que atualmente são adquiridas através de lotes
mínimos por matérias-primas que são consumidas em grande escala, ou seja,
quanto maior a quantidade a ser comprada, menor o valor de compra da matéria-
prima. Outra questão que se deve levar em consideração na negociação do valor de
compra é que haverá uma diminuição dos custos dos fornecedores, pois caso eles
produzam menos tipos diferentes de produtos, eles terão uma redução do custo de
processo em set up e em compra de matéria-prima. Segundo o chefe do
departamento de logística, essa economia do fornecedor poderia levar a uma
redução no preço de compra da GKN em 15 a 20% do valor atual.
Outro problema que poderá ser minimizado é a obsolescência das matérias-
primas. Atualmente estas possuem um tempo de validade no estoque de
aproximadamente 6 meses, havendo a necessidade da revalidação sempre que um
lote permanecer em estoque por um período maior que este. Com a substituição por
matérias-primas de grande giro de estoque, esse problema será reduzido,
implicando em uma economia quanto à revalidação de materiais e a uma melhor
qualidade destas.
Em adicional ao ganho de estoque, calculou-se também a diferença no custo
final do produto devido à troca da matéria-prima e verificou-se que, na maior parte
dos casos, haveria um lucro pelo fato da matéria-prima sugerida para troca ser mais

40
barata do que a utilizada atualmente. Estes valores podem ser visualizados no
Quadro 8, no qual para cada teste proposto (Quadro 7) aparece um valor anual de
economia caso a substituição seja efetuada. Esses valores foram calculados em
função dos preços das matérias-primas e do consumo anual da matéria-prima que
se deseja substituir.
Quadro 8- Economia financeira para troca de matérias-primas
Teste nº MP atual MP propostaEconomia
(R$)/ano
1 PP11.191 PP11.192 0
2 PP11.177 PP11.176 20837
3 PP11.114 PP11.176 564
4 PP11.167 PP11.171 -37
5 PP11.139 PP11.130 958
6 PP11.139 PP11.310 2429
7 PP11.161 PP11.310 769
8 PP11.187 PP11.198 0
9 PP11.124 PP11.113 1227
10 PP11.201 PP11.198 0
11 PP11.106 PP11.109 -519
12 PP11.153 PP11.109 3466
13 PP11.162 PP11.214 376
14 PP11.166 PP11.176 23895
15 PP11.108 PP11.147 5108
16 Intermediário 0
17 PP11.154 PP11.107 4337
18 PP11.154 PP11.109 3516
19 Intermediário 0
20 PP11.142 PP11.107 6537
21 PP11.137 PP11.101 0
22 PP11.113 PP11.173 -1117
23 PP11.113 PP11.198 -1716
24 Intermediário 0
25 PP11.146 PP11.165 -14667
26 PP11.134 PP11.165 -5339
27 PP11.208 PP11.109 5469
28 PP11.142 PP11.135 -450
29 PP11.154 PP11.135 1587
30 PP11.107 PP11.135 -7241
31 PP11.162 PP11.213 1639
32 PP11.162 PP11.301 1735
Fonte: Elaborado pela autora
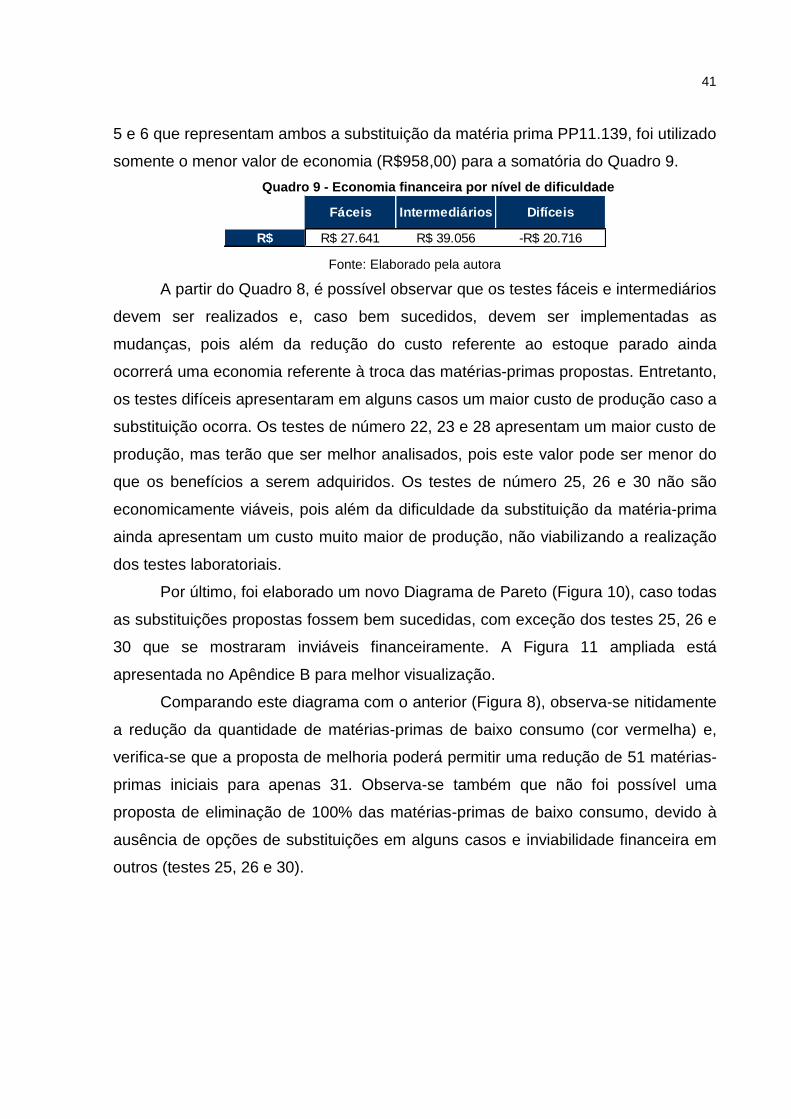
O Quadro 9 mostra a somatória dos valores do Quadro 8 de acordo com o
nível de dificuldade. Para testes que representam a mesma matéria prima a ser
substituída, foi considerada apenas a menor economia, por exemplo, para os testes
41
5 e 6 que representam ambos a substituição da matéria prima PP11.139, foi utilizado
somente o menor valor de economia (R$958,00) para a somatória do Quadro 9.
Quadro 9 - Economia financeira por nível de dificuldade
Fáceis Intermediários Difíceis
R$ R$ 27.641 R$ 39.056 -R$ 20.716
Fonte: Elaborado pela autora
A partir do Quadro 8, é possível observar que os testes fáceis e intermediários
devem ser realizados e, caso bem sucedidos, devem ser implementadas as
mudanças, pois além da redução do custo referente ao estoque parado ainda
ocorrerá uma economia referente à troca das matérias-primas propostas. Entretanto,
os testes difíceis apresentaram em alguns casos um maior custo de produção caso a
substituição ocorra. Os testes de número 22, 23 e 28 apresentam um maior custo de
produção, mas terão que ser melhor analisados, pois este valor pode ser menor do
que os benefícios a serem adquiridos. Os testes de número 25, 26 e 30 não são
economicamente viáveis, pois além da dificuldade da substituição da matéria-prima
ainda apresentam um custo muito maior de produção, não viabilizando a realização
dos testes laboratoriais.
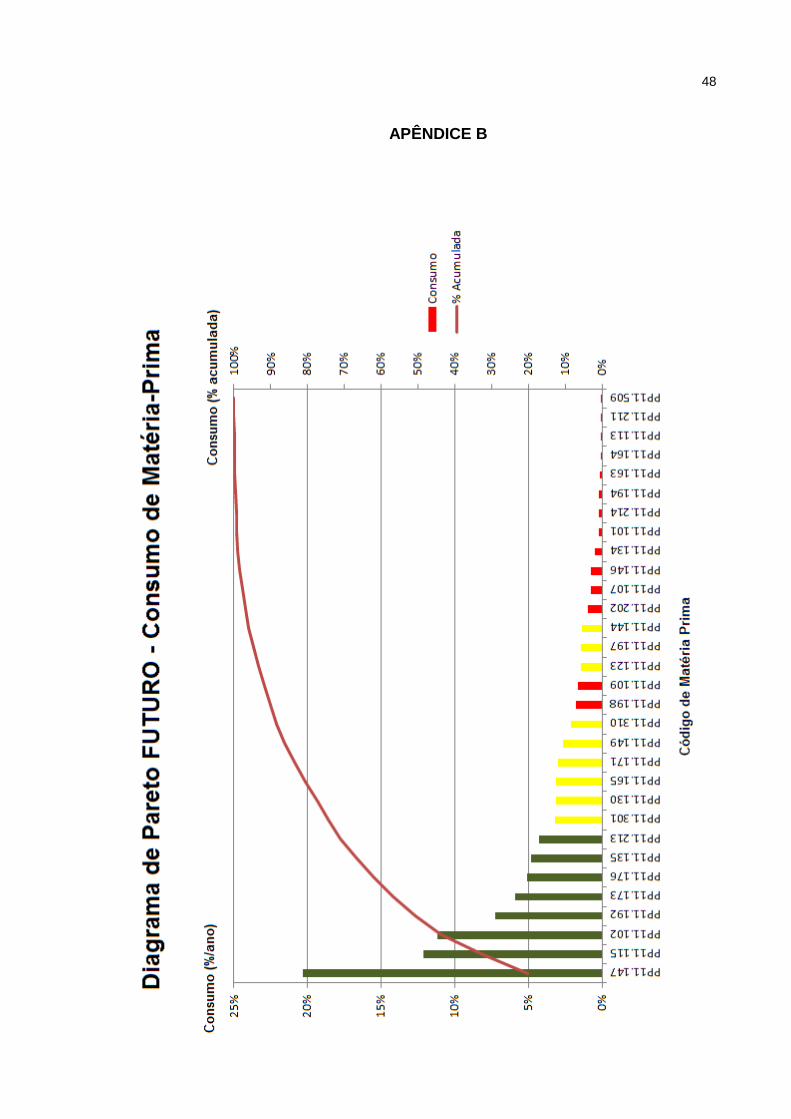
Por último, foi elaborado um novo Diagrama de Pareto (Figura 10), caso todas
as substituições propostas fossem bem sucedidas, com exceção dos testes 25, 26 e
30 que se mostraram inviáveis financeiramente. A Figura 11 ampliada está
apresentada no Apêndice B para melhor visualização.
Comparando este diagrama com o anterior (Figura 8), observa-se nitidamente
a redução da quantidade de matérias-primas de baixo consumo (cor vermelha) e,
verifica-se que a proposta de melhoria poderá permitir uma redução de 51 matérias-
primas iniciais para apenas 31. Observa-se também que não foi possível uma
proposta de eliminação de 100% das matérias-primas de baixo consumo, devido à
ausência de opções de substituições em alguns casos e inviabilidade financeira em
outros (testes 25, 26 e 30).

42
Figura 10 - Diagrama de Pareto futuro - Consumo de matéria-prima
Fonte: Elaborada pela autora
Finalizando os ganhos indiretos, é possível citar também uma melhor logística
e organização das matérias-primas, pois quanto menor o número de itens diferentes,
mais fácil é a organização e o controle da área de estoque.

43
5 CONCLUSÃO
A partir da revisão da literatura existente sobre a metodologia Lean, foram
identificados e observados alguns aspectos da metodologia na análise empírica. A
busca pela redução de custos nas empresas foi vivenciada no desenvolvimento
deste trabalho, assim como a realização de projetos Kaizen, em busca da melhoria
contínua.
O presente trabalho apresentou uma proposta de melhoria com redução dos
gastos relativos ao estoque de matéria-prima, através de substituições de matérias-
primas de baixo consumo na indústria por outras de alto consumo, atingindo desta
forma o objetivo deste trabalho.
Foram apurados todos os possíveis ganhos diretos e indiretos que estas
mudanças podem ocasionar na empresa. Com isso, conclui-se que o uso da
metologia Lean, bem como utilização de projetos Kaizen, são de grande importância
para redução de custos e aumento da qualidade dos produtos e serviços. Devido a
competitividade dos dias de hoje, a implementação deste projeto de melhoria é
justificada, pois com as substituições de matérias-primas haverá uma economia
referente a manutenção de estoque, além de todos os ganhos indiretos apurados
neste trabalho.

44
REFERÊNCIAS
BARBOZA, F. G. Melhoria de Processo Produtivo pela Aplicacação de Conceitos Lean: Um Estudo de Caso. 2011. 74 f. TCC (Graduação) - Curso de Engenharia de Produção, Departamento de Engenharia de Produção, Universidade de São Paulo, São Carlos - SP, 2011.
CHIAVENATO, I. Iniciação à administração de materiais. São Paulo: Makron, McGraw-Hill, 1991.p.68
CREMONEZI, A. et al. A metalurgia do pó: alternativa econômica com menor impacto ambiental. São Paulo - Brasil: Metallum Eventos Técnicos, 2009. 320 p.
FONTE, M. O. A. da. O LEAN SIGMA APLICADO A UMA INDÚSTRIA AUTOMOBILISTICA: MONOGRAFIA SUBMETIDA À COORDENAÇÃO DE CURSO DE ENGENHARIA DE PRODUÇÃO DA UNIVERSIDADE FEDERAL DE JUIZ DE FORA COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A GRADUAÇÃO EM ENGENHARIA PRODUÇÃO. 2008. 51 f. TCC (Graduação) - Curso de Engenharia de Produção, Faculdade de Engenharia, Universidade Federal de Juiz de Fora, Juiz de Fora, MG - Brasil, 2008. Disponível em: <http://www.ufjf.br/ep/files/2009/06/tcc_jul2008_marianafontes.pdf>. Acesso em: 29 de jun. de 2014.
GIANNINI, R. Aplicação de ferramentas do pensamento enxuto na redução de perdas em operações de serviços. 2007. Dissertação (Mestrado em Engenharia de Produção) – Escola Politécnica, Universidade de São Paulo, São Paulo, 2007. Disponível em: <http://www.teses.usp.br/teses/disponiveis/3/3136/tde-10082007-174556/>. Acesso em: 30 de jun. de 2014.
GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002.
GKN, 2014 a. – Imagem retirada do site http://www.gkn.com/sintermetals. Acesso em 12 de jun. de 2014.
GKN, 2014b. – Informações fornecidas pela empresa GKN Sinter Metals. Em 11 de jun. de 2014.
HANASHIRO, A. PROPOSTA DE MODELO DE GESTÃO DO CONHECIMENTO NO PISO DE FÁBRICA: ESTUDO DE CASO DE KAIZEN EM EMPRESA DO SETOR AUTOMOTIVO. 2005. 124 f. Dissertação (Mestrado) - Curso de Pós-graduação em Engenharia Mecânica, Universidade Federal do Paraná, Curitiba, 2005.
JEYARAMAN, K.; TEO, L. K. A Conceptual Framework for Critical Success Factors of Lean Six Sigma – Implementation on the Performance of Eletronic Manufacturing Service Industry. International Journal of Lean Six Sigma, v.1, n.3, p. 191-215, 2010.
LEAN INSTITUTE BRASIL. Lean Thinking (Mentalidade Enxuta), 2013. Disponível em: <http://www.lean.org.br/o_que_e.aspx>. Acesso em: 20 set. 2013

45
MAIA, R. de A. Aplicação da produção enxuta em uma célula de manufatura numa indústria calçadista. 2009. Trabalho de Conclusão de Curso (Graduação em Engenharia de Produção Mecânica) - Universidade Federal da Paraíba, João Pessoa, PB, 2009.
MANUTENÇÃO E SUPRIMENTOS. 2014. Disponível em: http://www.manutencaoesuprimentos.com.br/conteudo/5806-metalurgia-do-po/ Acesso em 12 de jun. de 2014.
MASTER. Métodos de coleta de dados. Setembro 2010. Disponível em: <http://darleisimioni.blogspot.com.br/2010/09/metodos-de-coleta-de-dados.html>. Acesso em: 20 set. 2013.
MIGUEL, P. A. C; SOUSA, R. O Método do Estudo de Caso na Engenharia de Produção (Capítulo 6). In: Paulo Augusto Cauchick Miguel. (Org.). Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações. 2.ed. Rio de Janeiro: Elsevier, 2012, p. 131-148. MIGUEL, P. C. Aspectos relevantes no uso da pesquisa-ação na engenharia de produção. Exacta [On-line] 2011, 9 (Sin mes) : [Data de consulta: 14 / julho / 2014] Disponível em: <http://www.redalyc.org/articulo.oa?id=81018619006> ISSN 1678-5428.
NADAE, J.; OLIVEIRA, J. A.; OLIVEIRA, O. J.. UM ESTUDO DE CASO SOBRE A ADOÇÃO DOS PROGRAMAS E FERRAMENTAS DA QUALIDADE EM UMA EMPRESA DO SETOR GRÁFICO COM CERTIFICAÇÃO ISO 9001. Revista CientÍfica Eletrônica de Administração, Garça, v. 9, n. 16, jun. 2009. Semestral. Disponível em: <http://faef.revista.inf.br/imagens_arquivos/arquivos_destaque/rIXeSZrR0LMiA5h_2013-4-30-18-13-32.pdf>. Acesso em: 30 jun. 2014.
PALLINI, M. MINI CURSO METALURGIA DO PÓ (M/P): Módulo 2. Rede Cooperativa de Metalurgia do Pó, 2009. 83 slides, color.
PONGELUPPE, P. C. Modelo de indicadores de desempenho para micro e pequena agroindústria: multi-caso de laticínios. 2002. Dissertação (Mestrado em Engenharia de Produção) – Universidade Federal de São Carlos, São Carlos, SP, 2002.
RODRIGUES, R. de C.; FERNANDES, L. A. Implantação de um sistema de controle de estoques em uma empresa de pequeno porte: um estudo de caso em uma tecelagem do interior de São Paulo. In: SEGET – SIMPÓSIO DE EXCELêNCIA EM GESTÃO E TECNOLOGIA, 6., 2009, Resende - RJ. Artigo. Resende-RJ: Seget – Simpósio de Excelência em Gestão e Tecnologia, 2009. Disponível em: <http://www.aedb.br/seget/artigos09/122_122_Implantacao_de_um_sistema_de.pdf>. Acesso em: 29 jun. 2014.
VASCONCELOS, L. et al. A gestão de estoques de matéria-prima em uma empresa industrial da área de redes de polietileno, no município de João Pessoa. In: CONGRESSO DE PESQUISA E INOVAÇÃO DA REDE NORTE E NORDESTE DE EDUCAÇÃO TECNOLÓGICA, 4., 2009, Belém. Anais… Belém: CONNEPI, 2009.

46
WOMACK, J.P; JONES, D.T. Lean Thinking: Banish Waste and Create Wealth in your Corporation, New York: Free Press, 1996.
WOMACK, J. P; JONES, D. T. A mentalidade enxuta nas empresas. Rio de janeiro: Campus, 1998.

47
APÊNDICE A
48
APÊNDICE B







