
72 © Carl Hanser Verlag, München Kunststoffe 10/2009
SPR I T ZG I E S S EN
THOMAS WALTHER
ROLF-UWE MÜLLER
Aufgrund der technischen Vorteileersetzen die Kunststoffe zuneh-mend den Werkstoff Glas im Be-
reich optischer Anwendungen (Titelbild).Das Substitutionspotenzial resultiert ausden Freiheitsgraden hinsichtlich Gestal-tung der optischen Funktionsoberflä-chen, Integration mehrerer Funktionstei-le, geringen Materialkosten und geringem
spezifischen Gewicht. Das Spritzgießenermöglicht die Fertigung in einem Verar-beitungsschritt in hoher Qualität und zueinem vergleichsweise günstigen Preis.
Für die Herstellung der Artikel wird inverschiedenen technischen Bereichen ei-ne sehr hohe Kompetenz verlangt.Bei De-sign und Entwicklung optischer Bauteilestehen Berechnungsmethoden und die zuverwendenden Kunststoffmaterialien imVordergrund. Der Formgebungsprozesserfordert Know-how in der Werkzeug-und Verfahrenstechnik. Notwendig sindzudem fundierte Kenntnisse in der Mess-technik, um eine anhaltende Qualitätssi-
cherung zu erreichen. Für Hersteller vonSpritzgießteilen sind optische Artikel ei-ne große Herausforderung, da neben derüblichen Maßhaltigkeit vor allem die op-tischen Funktionen relevant sind.
Optische Funktion alsQualitätsmerkmal
Optische Spritzgießteile lassen sich nachihrem Einsatzgebiet differenzieren. Eswird zwischen nicht abbildenden und ab-bildenden Optiken unterschieden, wobeinicht abbildende als Beleuchtungsopti-ken und abbildende als Bildverarbei-
Für den richtigen DurchblickOptische Teile (1). Glas wird auch in der Optik zunehmend durch Kunststoff
substituiert. Da die Bauteile mit ihren unterschiedlichen Wanddicken nicht den
kunststoffspezifischen Gestaltungsrichtlinien entsprechen, wird als Alternative zum
klassischen Spritzgießen das Spritzprägen angewendet. Die Fertigung der Funktions-
teile erfordert sowohl Kenntnisse in Verfahrenstechnik und Werkzeugbau als auch
in Optik und Messtechnik.
ARTIKEL ALS PDF unter www.kunststoffe.deDokumenten-Nummer KU110222
Optische Systeme austransparenten Kunststoffen stehen
wirtschaftlich im Wettbewerb zuGlasoptiken (Fotos/Grafiken: Arburg)
072-077_KU110222_KU10 30.09.2009 9:39 Uhr Seite 72
deutet, dass anstatt der äußeren Geome-trie, nach der Spritzgießteile üblicherwei-se qualitativ beurteilt werden, die opti-sche Funktion im Vordergrund steht. Zu-dem sind die Brechungsindizes für die op-tische Funktion maßgeblich.
Ein entscheidender Einflussfaktor istdie Wanddicke des Bauteils. Sie bestimmtdie Kühlzeit und hat damit einen wesent-lichen Einfluss auf die Schwindungseffek-te. Daher wird bei der Bauteilgestaltungangestrebt, die Wanddicke so gering wiemöglich auszuführen. Zusätzlich solltedie Wanddickenverteilung annäherndgleichmäßig sein, um die Schwindungkontrollieren zu können.
Wider die kunststofftechnischeGestaltung
Optische Bauteile sind meist nicht unterkunststofftechnischen Aspekten konstru-iert. Ihre Funktionalität besteht darin,das Licht im Kunststoff zu leiten. Dick-wandige Produkte und Teile mit großenWanddickenunterschieden sind eine Fol-ge. Für den Spritzgießprozess bedeutetdas wiederum vergleichsweise lange Zy-kluszeiten.
Damit die resultierende Teilegeometrieder berechneten Sollgeometrie ent-spricht, müssen Schwindungseffekte be-reits beim Bauteildesign detailliert be-rücksichtigt werden. Bedingt durch
73Kunststoffe 10/2009
SPR I T ZG I E S S EN
>
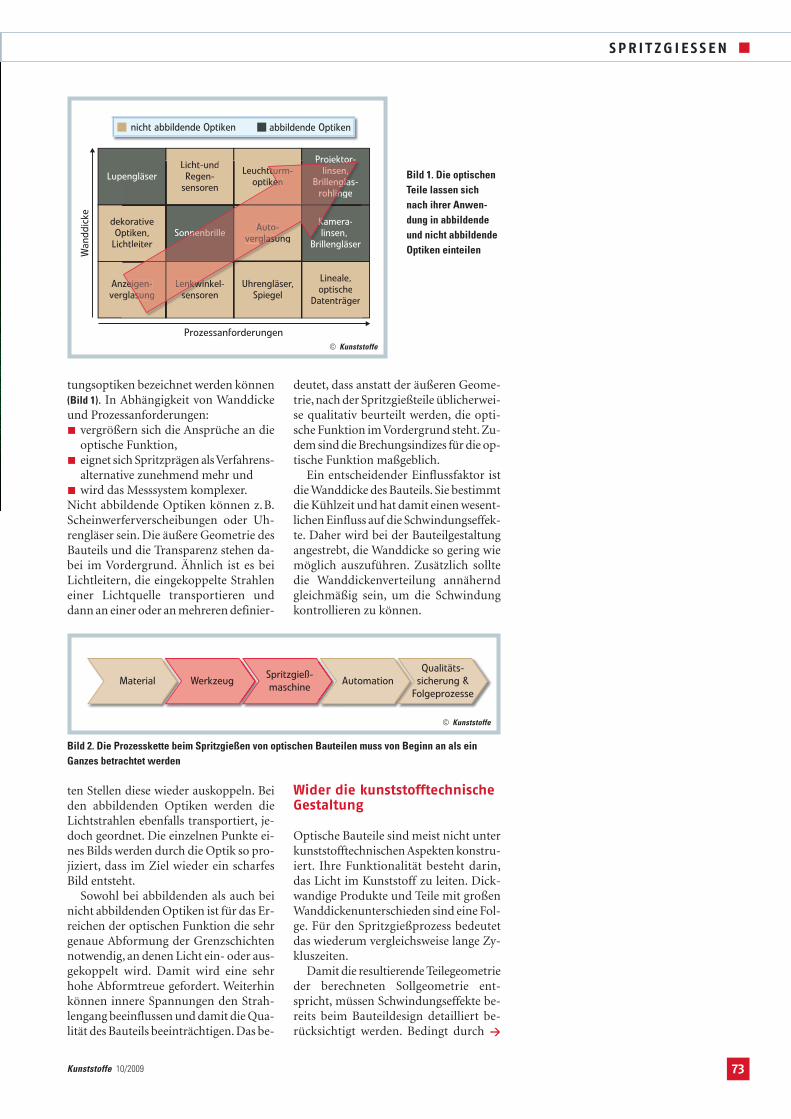
tungsoptiken bezeichnet werden können(Bild 1). In Abhängigkeit von Wanddickeund Prozessanforderungen:� vergrößern sich die Ansprüche an die
optische Funktion,� eignet sich Spritzprägen als Verfahrens-
alternative zunehmend mehr und� wird das Messsystem komplexer.Nicht abbildende Optiken können z.B.Scheinwerferverscheibungen oder Uh-rengläser sein. Die äußere Geometrie desBauteils und die Transparenz stehen da-bei im Vordergrund. Ähnlich ist es beiLichtleitern, die eingekoppelte Strahleneiner Lichtquelle transportieren unddann an einer oder an mehreren definier-
ten Stellen diese wieder auskoppeln. Beiden abbildenden Optiken werden dieLichtstrahlen ebenfalls transportiert, je-doch geordnet. Die einzelnen Punkte ei-nes Bilds werden durch die Optik so pro-jiziert, dass im Ziel wieder ein scharfesBild entsteht.
Sowohl bei abbildenden als auch beinicht abbildenden Optiken ist für das Er-reichen der optischen Funktion die sehrgenaue Abformung der Grenzschichtennotwendig, an denen Licht ein- oder aus-gekoppelt wird. Damit wird eine sehrhohe Abformtreue gefordert. Weiterhinkönnen innere Spannungen den Strah-lengang beeinflussen und damit die Qua-lität des Bauteils beeinträchtigen. Das be-
Material Werkzeug AutomationQualitäts-
sicherung &Folgeprozesse
Spritzgieß-maschine
Bild 2. Die Prozesskette beim Spritzgießen von optischen Bauteilen muss von Beginn an als einGanzes betrachtet werden
© Kunststoffe
Kamera-linsen,
BrillengläserSonnenbrille
Projektor-linsen,
Brillenglas-rohlinge
Lupengläser
Auto-verglasung
Anzeigen-verglasung
Lenkwinkel-sensoren
Uhrengläser,Spiegel
Lineale,optische
Datenträger
dekorativeOptiken,
Lichtleiter
Licht-undRegen-
sensoren
Leuchtturm-optiken
Prozessanforderungen
Wan
ddic
ke
nicht abbildende Optiken abbildende Optiken
KaKaKaKaKaKamera-linsen,
BriB llengläserSonne
Projektor
glglllaaaaaas-ininnnnnggge
engläser
glasung
zeirglas
kwinkel-sensoren
Uhrengläser,Spiegel
Lineale,optische
Datenträger
korativeptiken,chtleiter
Licht-undRegen-
sensoren
Leuchttoptike
Knnenbrille
Projektorlinsen,
Brillenglarohlin
Auto-verglasu
eigen-asung
Lenkw
tturm-ken
Bild 1. Die optischenTeile lassen sichnach ihrer Anwen-dung in abbildendeund nicht abbildendeOptiken einteilen
© Kunststoffe
072-077_KU110222_KU10 30.09.2009 9:40 Uhr Seite 73

die geforderte hohe Abformtreue unddurch die Begleiterscheinungen dickwan-diger Bauteile ist in der gesamten Prozess-kette ein umfassendes Know-how wesent-lich. Das klassische Spritzgießen gepaartmit einer konventionellen Werkzeugtem-perierung erreichen dabei ihre Grenzen.Eingesetzt werden daher verstärkt Kon-zepte der variothermen Werkzeugtempe-rierung und Spritzprägen mit seinenmöglichen Varianten.
Bei der Herstellung hochwertiger op-tischer Bauteile ist es unumgänglich, dieFertigungskette und die damit verbun-dene Anlagentechnik ganzheitlich zu se-hen (Bild 2). Sie umfasst neben dem ei-gentlichen Spritzgießprozess auch dievorherige Materialkonditionierung undnachfolgende Operationen wie Entnah-me, Qualitätssicherung und weitere Fol-geprozesse. Diese können Beschich-tungs-, Montage- oder Verpackungs-schritte sein.
Material lässt dem Verarbeiterwenig Spielraum
In transparenten Bauteilen sind jeglicheArt von Verunreinigungen im Bauteil,Einschlüsse oder Schlieren sofort als Feh-ler erkennbar.Die Recherche nach der Ur-sache ist meist nicht eindeutig.Daher sindGrundregeln wie sehr hohe Sauberkeit
und Reproduzierbarkeit bei allen Prozess-schritten einzuhalten. In vielen Fällenkommen deshalb auch aus der Reinraum-technik abgeleitete Maßnahmen zumEinsatz.
Beim Material wird dem Verarbeiterwenig Spielraum gelassen. Die optischenund mechanischen Eigenschaften desRohstoffs sind auf die jeweilige Anwen-dung abgestimmt. Einige Materialherstel-ler bieten spezielle Chargen mit soge-nanntem optical grade an, bei denen ei-ne besondere Reinheit und Staubfreiheitdes Materials garantiert wird. Staubantei-le können zu Problemen führen, da diePartikel im Vergleich zu den Granulatkör-
nern ein anderes Plastifizierverhalten ha-ben oder gar nicht aufschmelzen. Sie wer-den daher in der Schmelze mitgeführtund können sich im Bauteil unter Um-ständen als Verunreinigungen ablagern.
Für die Granulat-Trocknungsanlagesowie für das Materialfördersystem istentscheidend, dass die Anlagen staub-dicht ausgeführt sind und die Fördersys-teme zum einen nicht abrasiv auf das Ma-terial wirken und zum andern keine Ero-sion durch dieses erfahren. Der Weg vomGranulatbehälter zum Schneckeneinzugsollte kurz und überschaubar sein. BeiAnwendungen mit hohen Anforderungenan den Reinheitsgrad, wie zum Beispielbei der Herstellung von ophthalmischenLinsen für Brillen, werden oftmals zwi-schen Materialabscheider und Einzugs-zone sogenannte Staubabscheider einge-setzt.
Kurze Wege beim Temperieren
Anspruchsvolle optische Bauteile erfor-dern eine an die Qualitätsmerkmale an-gepasste Werkzeugtechnik. Grundsätzlichsind hohe und lange Nachdruckphasensowie hohe Temperaturen gegeben. Beider Auslegung und Konstruktion derSpritzgießwerkzeuge ist daher eine aus-reichende Steifigkeit notwendig. Für denWerkzeugaufbau kommen sowohl korro-sionsbeständige wie auch Standard-Werkzeugstähle zum Einsatz, die che-misch abgeschiedene Korrosionsschutz-schichten aufweisen.
Die präzisen optischen Funktions-flächen sind durch Formeinsätze meistaustauschbar (Bild 3). Deren Oberflächen,wie zum Beispiel Freiformflächen, Lin-senarrays oder Reflektorprismen, werdenin der Regel mit Diamanten für eine ge-naue Abformung bearbeitet. Trotz derAustauschbarkeit der Formeinsätze muss
Bild 3. Werkzeugeinsätze ermöglichen durch ihre Austauschbarkeit schnelle Produktwechsel; die hochpräzisen Funktionsflächen werden für einegenaue Abformung mit Diamanten bearbeitet
74 © Carl Hanser Verlag, München Kunststoffe 10/2009
SPR I T ZG I E S S EN
Bild 4. Damit sich die Temperierschläuchedurch die Werkzeugführung nicht zusätzlich be-wegen und die Versorgungsleitungen möglichstkurz sind, werden sie direkt an der bewegli-chen Aufspannplatte angebracht
Dieser Beitrag ist der Auftakt eines Zwei-teilers. In der Fortsetzung werden die Auto-ren genauer auf die Werkzeug- und Verfah-renstechnik für das Spritzprägen optischerBauteile mit all seinen möglichen Varianteneingehen. Der zweite Beitrag wird in derKunststoffe 11/09 folgen.
Artikelseriei
072-077_KU110222_KU10 30.09.2009 9:40 Uhr Seite 74

Kunststoffe 10/2009
SPR I T ZG I E S S EN
eine effektive Temperierung gewährleistetwerden.
Unter dem Aspekt der Reinraumtech-nik sind unnötige Oberflächen zu vermei-den, auf denen sich Verunreinigungen ab-setzen können. Elektrische und hydrau-lische Zuleitungen wie auch Temperier-schläuche sollten daher nicht durch dieWerkzeugbewegung mitgeschleppt wer-den. Um das Werkzeug mit kurzen Zulei-tungen zu versorgen, werden an der be-weglichen Aufspannplatte geeigneteSchnittstellen zur Verfügung gestellt(Bild 4).
Werkzeugtemperaturen und weitereSensorik-Informationen werden in derMaschinensteuerung aufgezeichnet undüberwacht.Die Daten der Temperiergerä-te werden über Standard-Schnittstellenan die Maschinensteuerung übertragenund damit der QS-Auswertung zuge-führt. Um die Prozesssicherheit zu er-höhen, empfiehlt sich die Durchfluss-überwachung der Medien. Die Tempe-riergeräte sollten mit einer Absaugein-richtung ausgestattet sein, die bei einemKavitätenwechsel und beim Werkzeug-ausbau zum Einsatz kommt.
Abstimmen allerMaschinengrößen
Für optische Anwendungen gibt es kein ty-pisches Maschinenkonzept.Die jeweils ge-eignete Ausführung leitet sich vielmehr ausder Größe des Bauteils und der benötig-ten Schließkraft sowie der notwendigenWerkzeug- und Prozesstechnik ab.
Für die Auslegung der Maschinen-größe ist das Werkzeug der entscheiden-de Aspekt. Werkzeuggröße und Schließ-
kraftbedarf bestimmen Aufspann-fläche und Zuhaltekraft und damitprimär die Maschinengröße. Die Spritz-einheit wird den spezifischen Anforde-rungen modular angepasst. Die Kriteri-en sind das Schussgewicht, der zu ver-wendende Kunststoff, die erwarteteZykluszeit und die erforderlichenSpritzdrücke. Die Höhe des Schussge-wichts und der zu erwartende Spritz-druck sind relevant für die Wahl desSchneckendurchmessers. Das Schussge-wicht sollte idealerweise zwischen 20und 80 % des maximalen Ausstoßes der
gewählten Schnecke liegen. Mit demSchneckendurchmesser und der Zyklus-zeit lässt sich die Verweilzeit des Kunst-stoffs in der Schmelze bestimmen. Die-se muss sich innerhalb der für den jewei-ligen Rohstoff vom Hersteller vorge-schriebenen Grenzen befinden.
In der Praxis müssen gerade in Bezugauf die Verweilzeit oft Kompromisse ge-schlossen werden. Die bei dickwandigenBauteilen oft langen Zykluszeiten führenzu entsprechend langen Verweilzeiten derSchmelze im Plastifizierzylinder. Thermi-sche Oxidation mit einer zunehmendenVergilbung des Materials und damit eineverminderte Qualität des fertigen Bauteilssind mögliche Folgen.
Für die Komponenten der Plastifizier-einheit – Zylindermodul, Schnecke undRückstromsperre – werden meist hoch-verschleißfeste Varianten eingesetzt.Zusätzlich werden bei Kunststoffschmel-zen, die zum Anhaften neigen und da-durch sogenannte black spots im Bauteilbilden können, hartstoffbeschichteteSchnecken und Rückstromsperren einge-setzt (Chromnitridschichten).
Bild 5. In der Fertigungszelle für die Produktion opthalmischer Linsen sind Flowboxen integriert
>
072-077_KU110222_KU10 30.09.2009 9:40 Uhr Seite 75

76 © Carl Hanser Verlag, München Kunststoffe 10/2009
Die richtige Umgebung zumProduzieren
Grundsätzlich ist die Herstellung opti-scher Bauteile nicht an eine bestimmteMaschinentechnik gebunden. Die demheutigen Stand der Technik entsprechen-den Spritzgießmaschinen bieten mit ih-rer Steuerung und Sensorik die notwen-digen Voraussetzungen für den geforder-ten reproduzierbaren Prozess. Für dasSpritzprägen sind zusätzliche maschinen-technische Voraussetzungen nötig. Be-züglich der Antriebstechnik muss die inFrage kommende Prägefunktion realisier-bar und über die Maschinensteuerungfrei und flexibel programmierbar sein.Generell gilt: Die Konstruktion des Prä-gewerkzeugs gibt die maschinenseitigePrägefunktion vor.
In relativ wenigen Fällen ist für opti-sche Bauteile eine Produktionsumgebungunter Reinraumbedingungen Vorausset-zung (Bild 5). Um dennoch ein entspre-chend sauberes Umfeld zu gewährleisten,stehen folgende Optionen/Zusatzausstat-tungen zur Auswahl:� eine Reinraum-Flowbox über der
Schließeinheit zur Vermeidung vonKontaminationen im Kavitätsbereich,
� erhöhte Maschinenfüße zur besserenReinigungsmöglichkeit auch unter derMaschine,
� kurze Anschlussleitungen zur Werk-zeugtemperierung durch feste Verle-gung maschinenseitiger Schlauchlei-tungen direkt an die Aufspannplatten,
� eine durchgängig helle Maschinenfar-be zum Erkennen von Verunreinigun-gen,
� flüssigkeitsgekühlte Antriebe, um Luft-strömungen und damit Staubverwir-belungen zu vermindern, und
� Minimierung von Oberflächen an Ma-schine und Werkzeug, etwa durch eine
komplette Kapselung von Hydraulik-blöcken.
Definiert auf Raumtemperaturabkühlen
Zu einem ganzheitlichen Fertigungskon-zept gehören auch in die Maschinensteue-rung integrierte Robot-Systeme für dieTeileentnahme. Die Bauteile werdendurch Greifer aus der Kavität entnommenoder vom Auswerfersystem an den Ent-nahmegreifer übergeben (Bild 6 links).Stand der Technik sind hier einfachepneumatische Greiferachsen bis hin zusynchron mit dem Auswerfer fahrendeServoachsen.
Ausschlaggebend für die Robottechnikist der Umfang der Folgeprozesse sowiedie Art der Bauteilablage. Das kann vonder einfachen Ablage direkt auf ein För-derband (Bild 6 rechts) über die Ablage indefinierten Mustern bis hin zum Be-stücken von Trays mit Auf- und Abstapel-einrichtungen variieren.Weitere Prozess-schritte können folgen, so sind z.B. defi-nierte Kühlstrecken nicht unüblich. Da-bei werden die Bauteile, die noch mit sehrhohen Temperaturen aus dem Werkzeugkommen, auf definierten Kühlpositionenabgesetzt.An diesen können die Formtei-le gleichmäßig auf Raumtemperatur ab-kühlen, bevor Messeinrichtungen dieQualität kontrollieren und dokumentie-ren. Je nach Anwendung sind Montage-schritte mit weiteren Bauteilen oder eineAblage in ein entsprechend geschütztesUmfeld möglich.
Fazit
Das Herstellen von optischen Bauteilenim Spritzgießen ist ein Bereich, der sichaktuell stark entwickelt. Die Fertigungerfordert jedoch nicht nur umfassende
Kenntnisse in Sachen Spritzgießen undWerkzeugbau, sondern auch in der Op-tik und der entsprechenden Messtech-nik.
Häufig wird beim Spritzgießen vondickwandigen wie auch bei optischen Tei-len das Spritzprägen eingesetzt. Das Ver-fahren bietet gegenüber dem klassischenSpritzgießen gerade bei diesen Artikelneinige signifikante Vorteile, die Voraus-setzungen dafür sind jedoch hochwerti-ge und komplexe Werkzeug- und Maschi-nentechnik. Zudem ist die Verfahrens-technik deutlich umfangreicher und setztKenntnisse auf dem Gebiet voraus, die so-wohl bei Erarbeitung und Validierung derProzesse wie auch bei Betreuung in derSerienfertigung benötigt werden.�
DIE AUTOREN
DR.-ING. THOMAS WALTHER, geb. 1969, ist Ab-teilungsleiter der Anwendungstechnik bei ArburgGmbH + Co KG, Loßburg.
DIPL.-ING. (FH) ROLF-UWE MÜLLER, geb. 1961, istbei Arburg in der anwendungstechnischen Beratungmit Schwerpunkt Optik tätig.
SUMMARY
FOR TRUE INSIGHTOPTICAL PARTS. Glass is being increasingly substitut-ed with plastics in the field of optics, too. Since thevarying wall thickness of such parts doesn’t conform tothe design guidelines applying to polymers, embossingis being used as an alternative to classic injection mold-ing. The production of function parts requires under-standing not only of processing technology and moldmaking, but of optics and metrology as well.
Read the complete article in in our magazine Kunststoffe international and on www.kunststoffe-international.com
Bild 6. Die Teile werden schonend durch Greifer aus der Kavität entnommen (links) und direkt auf dem Förderband abgelegt (rechts)
SPR I T ZG I E S S EN
072-077_KU110222_KU10 30.09.2009 9:40 Uhr Seite 76

![Catálogo de produtos ALLROUNDER - arburg.com · Distâncias entre colunas [mm] Forças de fechamento [kN] Unidades injetoras conforme EUROMAP Série de modelos Peso de injeção](https://cdn.vdocuments.mx/doc/165x107/5be4fbeb09d3f2857c8b8ef4/catalogo-de-produtos-allrounder-distancias-entre-colunas-mm-forcas-de.jpg)





