ČOS 999915
4. vydání
ČESKÝ OBRANNÝ STANDARD
ŽÁROVÉ POVLAKY
PRO SOUČÁSTI VOJENSKÉ TECHNIKY

ČOS 999915
4. vydání
2
(VOLNÁ STRANA)

ČOS 999915
4. vydání
3
ČESKÝ OBRANNÝ STANDARD
ŽÁROVÉ POVLAKY PRO SOUČÁSTI VOJENSKÉ TECHNIKY
Základem pro tvorbu tohoto standardu byly následující originály dokumentů:
ČOS 999915, 2. vydání Žárové povlaky pro součásti vojenské techniky
ASTM A123/A123M-15
STANDARD SPECIFICATION FOR ZINC (HOT-DIP
GALVANIZED) COATINGS ON IRON AND STEEL
PRODUCTS
Standardní specifikace pro zinkové povlaky (žárové zinkované
ponorem) na železných a ocelových výrobcích
ASTM A385/A385M-15
STANDARD PRACTICE FOR PROVIDING HIGH-
QUALITY ZINC COATINGS (HOT-DIP)
Standardní postup poskytující vysoce kvalitní zinkové povlaky
(žárově zinkované ponorem)
ČSN EN ISO 1461:2010 Zinkové povlaky nanášené žárově ponorem na ocelové
a litinové výrobky - Specifikace a zkušební metody (03 8560)
ČSN EN ISO 14713-1:2010 Zinkové povlaky - Směrnice a doporučení pro ochranu
ocelových a litinových konstrukcí proti korozi - Část 1:
Všeobecné zásady pro navrhování a odolnost proti korozi
(03 8261)
ČSN EN ISO 14713-2:2010 Zinkové povlaky - Směrnice a doporučení pro ochranu
ocelových a litinových konstrukcí proti korozi - Část 2: Žárové
zinkování ponorem (03 8261)
ČSN EN 13507:2010 Žárové stříkání - Příprava povrchů kovových dílů a součástí
před žárovým stříkáním (03 8731)
ČSN EN ISO 14921:2011 Žárové stříkání - Postup nanášení žárově stříkaných povlaků
na strojírenské součásti (03 8732)
© Úřad pro obrannou standardizaci, katalogizaci a státní ověřování jakosti
Praha 2017

ČOS 999915
4. vydání
4
OBSAH ......................................................................................................................... Strana
1 Předmět standardu .............................................................................................................. 5 2 Nahrazení standardů (norem) ............................................................................................. 5
3 Související dokumenty ....................................................................................................... 5 4 Zpracovatel ČOS .............................................................................................................. 15 5 Použité zkratky, značky a definice ................................................................................... 15
5.1 Zkratky a značky ................................................................................................................... 15
5.2 Definice ................................................................................................................................. 16 6 Žárové povlaky nanášené ponorem .................................................................................. 16
6.1 Rozsah použití ....................................................................................................................... 17
6.2 Požadavky na povlak ............................................................................................................ 18
6.3 Úprava podkladového kovu před nanášením povlaku .......................................................... 25
6.4 Nanášení povlaku .................................................................................................................. 26
6.5 Dodatečné úpravy povlaku .................................................................................................... 26
6.6 Označení povlaku .................................................................................................................. 27
6.7 Zkoušky znaků kvality povlaků ............................................................................................ 29
6.8 Opravy nepokovených ploch nebo ploch s poškozeným povlakem...................................... 30 7 Žárově stříkané povlaky (metalizace) .............................................................................. 30
7.1 Rozsah použití ....................................................................................................................... 33
7.2 Požadavky na povlak ............................................................................................................ 33
7.3 Úprava podkladového kovu před pokovením ....................................................................... 42
7.4 Nanášení povlaku .................................................................................................................. 43
7.5 Dodatečné úpravy povlaku .................................................................................................... 44
7.6 Označení povlaku .................................................................................................................. 45
7.7 Zkoušky znaků kvality .......................................................................................................... 46
Přílohy
Příloha A Návaznost normativních dokumentů ..……….……………………………… 50
Příloha B Bibliografie identických EN, IEC a ISO dokumentů k ČSN ……………….. 53

ČOS 999915
4. vydání
5
1 Předmět standardu
Standard stanovuje kvalitativní požadavky na povlaky nanášené žárově ponorem a na
povlaky žárově stříkané na povrchy součástí vojenské techniky za účelem dosažení
specifických povrchových vlastností definovaných konstrukční, technologickou či provozní
dokumentací, technickými podmínkami apod.
Standard stanovuje postupy a standardy kvality doporučované v odkazovaných
standardech kompatibilních se standardy používanými členskými zeměmi NATO (STANAG
4457). K tomu jsou vymezeny soubory národních, evropských a mezinárodních standardů.
Pro účely tohoto standardu se používají definice uvedené v normách ČSN EN ISO
1461, ČSN EN ISO 2064, ČSN EN ISO 2063, ČSN EN ISO 10684, ČSN EN ISO 14923,
ČSN EN 657, ISO 14917 a ASTM A902.
2 Nahrazení standardů (norem)
Tímto standardem se nahrazuje ČOS 999915, 3. Vydání,Oprava 1.
3 Související dokumenty1
V tomto ČOS jsou normativní odkazy na následující citované dokumenty (celé nebo
jejich části), které jsou nezbytné pro jeho použití. U odkazů na datované citované dokumenty
platí tento dokument bez ohledu na to, zda existují novější vydání/edice tohoto dokumentu.
U odkazů na nedatované dokumenty se používá pouze nejnovější vydání/edice dokumentu
(včetně všech změn).
ČOS 801001 NÁTĚROVÉ SYSTÉMY PRO POZEMNÍ VOJENSKOU
TECHNIKU
STANAG 4457 ENGINEERING DOCUMENTATION IN MULTINA-
TIONAL JOINT PROJECTS (AEDP-1)
Technická dokumentace v mezinárodních společných
projektech
ASTM A90/A90M-13
STANDARD TEST METHOD FOR WEIGHT [MASS] OF
COATING ON IRON AND STEEL ARTICLES WITH
ZINC OR ZINC-ALLOY COATINGS
Standardní zkušební metoda pro vážkové stanovení plošné
hmotnosti povlaků zinku nebo slitin zinku na ocelových
a železných podkladech
ASTM A143/A143M-07
(2014)
STANDARD PRACTICE FOR SAFEGUARDING
AGAINST EMBRITTLEMENT OF HOT-DIP
GALVANIZED STRUCTURAL STEEL PRODUCTS AND
PROCEDURE FOR DETECTING EMBRITTLEMENT
Standardní postup pro ochranu proti křehnutí konstrukčních
ocelových výrobků při žárovém zinkování ponorem a postup
pro detekci křehnutí
ASTM A153/A153M-16a STANDARD SPECIFICATION FOR ZINC COATING
(HOT-DIP) ON IRON AND STEEL HARDWARE
Standardní specifikace zinkových povlaků (žárově
nanášených ponorem) na železné a ocelové zboží
1 Návaznost ČSN na identické nebo obdobné evropské a mezinárodní normy uvádí příloha A.

ČOS 999915
4. vydání
6
ASTM A384/A384M-07
(2013)
STANDARD PRACTICE FOR SAFEGUARDING
AGAINST WARPAGE AND DISTORTION DURING
HOT-DIP GALVANIZING OF STEEL ASSEMBLIES
Standardní postup pro ochranu proti pokřivení a deformování
ocelových součástí během žárového zinkování ponorem
ASTM A463/A463M-15 STANDARD SPECIFICATION FOR STEEL SHEET,
ALUMINUM-COATED, BY THE HOT-DIP PROCESS
Standardní specifikace ocelových plechů, pokrytých
povlakem hliníku, naneseným žárovým ponorem
ASTM A653/A653M-15e STANDARD SPECIFICATION FOR STEEL SHEET,
ZINC-COATED (GALVANIZED) OR ZINC-IRON
ALLOY-COATED (GALVANNEALED) BY THE HOT-
DIP PROCESS
Standardní specifikace ocelových plechů, pokrytých
povlakem zinku nebo slitinou zinek-železo, nanesených
žárovým ponorem
ASTM A755/A755M-16e1 STANDARD SPECIFICATION FOR STEEL SHEET,
METALLIC COATED BY THE HOT-DIP PROCESS AND
PREPAINTED BY THE COIL-COATING PROCESS FOR
EXTERIOR EXPOSED BUILDING PRODUCTS
Standardní specifikace ocelových plechů, pokrytých žárovým
kovovým povlakem naneseným ponorem a opatřených
nátěrem (procesy kontinuálního lakování) pro vnější nekryté
stavební produkty
ASTM A780/A780M-09
(2015)
STANDARD PRACTICE FOR REPAIR OF DAMAGED
AND UNCOATED AREAS OF HOT-DIP GALVANIZED
COATINGS
Standardní postup pro opravu poškozených a nepokrytých
ploch žárově ponorem zinkovaných povlaků
ASTM A792/A792M-10
(2015)
STANDARD SPECIFICATION FOR STEEL SHEET, 55%
ALUMINUM-ZINC ALLOY-COATED BY THE HOT-DIP
PROCESS
Standardní specifikace ocelových plechů, pokrytých žárovým
povlakem slitiny 55% hliník-zinek, naneseným ponorem
ASTM A875/A875M-13
STANDARD SPECIFICATION FOR STEEL SHEET,
ZINC-5% ALUMINUM ALLOY-COATED BY THE HOT-
DIP PROCESS
Standardní specifikace ocelových plechů, pokrytých žárovým
povlakem slitiny hliník–zinek (5%), naneseným ponorem
ASTM A924/A924M-16ae1 STANDARD SPECIFICATION FOR GENERAL
REQUIREMENTS FOR STEEL SHEET, METALLIC
COATED BY THE HOT-DIP PROCESS
Standardní specifikace základních požadavků pro ocelové
plechy, pokovované žárově ponorem

ČOS 999915
4. vydání
7
ASTM B117-16 STANDARD PRACTICE FOR OPERATING SALT
SPRAY (FOG) APPARATUS
Standardní postup pro řízení přístroje solné mlhy
ASTM B244-09 (2014) STANDARD TEST METHOD FOR MEASUREMENT OF
THICKNESS OF ANODIC COATINGS ON ALUMINUM
AND OF OTHER NONCONDUCTIVE COATINGS ON
NONMAGNETIC BASIS METALS WITH EDDY-
CURRENT INSTRUMENTS
Standardní zkušební metoda pro měření tloušťky anodických
povlaků na hliníku a jiných nevodivých povlaků na
nemagnetických kovových podkladech přístroji s vířivými
proudy
ASTM B487-85 (2013)
STANDARD TEST METHOD FOR MEASUREMENT OF
METAL AND OXIDE COATING THICKNESS BY
MICROSCOPICAL EXAMINATION OF A CROSS
SECTION
Standardní zkušební metoda měření tloušťky kovových
a oxidových povlaků mikroskopickou prohlídkou příčného
řezu
ASTM B499-09 (2014) STANDARD TEST METHOD FOR MEASUREMENT OF
COATING THICKNESSES BY THE MAGNETIC
METHOD: NONMAGNETIC COATINGS ON
MAGNETIC BASIS METALS
Standardní zkušební metoda pro měření tloušťky
magnetickou metodou: nemagnetické povlaky na
magnetických kovových podkladech
ASTM B504-90 (2011) STANDARD TEST METHOD FOR MEASUREMENT OF
THICKNESS OF METALLIC COATINGS BY THE
COULOMETRIC METHOD
Standardní zkušební metoda pro měření tloušťky kovových
povlaků coulorimetrickou metodou
ASTM B567-98 (2014) STANDARD TEST METHOD FOR MEASUREMENT OF
COATING THICKNESS BY THE BETA BACKSCATTER
METHOD
Standardní zkušební metoda pro měření tloušťky povlaku
metodou zpětného rozptylu záření beta
ASTM B571-97 (2013)
STANDARD PRACTICE FOR QUALITATIVE
ADHESION TESTING OF METALLIC COATINGS
Standardní postup pro kvalitativní zkoušení přilnavosti
kovových povlaků
ASTM B659-90 (2014) STANDARD GUIDE FOR MEASURING THICKNESS OF
METALLIC AND INORGANIC COATING
Standardní směrnice pro postup měření tloušťky kovových
a anorganických povlaků

ČOS 999915
4. vydání
8
ASTM B809-95 (2013)
STANDARD TEST METHOD FOR POROSITY IN
METALLIC COATINGS BY HUMID SULFUR VAPOR
(„FLOWERS-OF-SULFUR“)
Standardní zkušební metoda na pórovitost v kovových
povlacích vlhkým sirným výparem („sirné květy“)
ASTM C633-13
STANDARD TEST METHOD FOR ADHESION OR
COHESION STRENGTH OF THERMAL SPRAY
COATINGS
Standardní zkušební metoda pro adhezní nebo kohezní
pevnost žárově stříkaných povlaků
ASTM D1731-09 (2014) STANDARD PRACTICES FOR PREPARATION OF HOT-
DIP ALUMINUM SURFACES FOR PAINTING
Standardní postupy pro přípravu hliníkových povrchů
nanesených žárově ponorem pro natírání
ASTM D6386-16a STANDARD PRACTICE FOR PREPARATION OF ZINC
(HOT-DIP GALVANIZED) COATED IRON AND STEEL
PRODUCT AND HARDWARE SURFACES FOR
PAINTING
Standardní postup pro přípravu povrchů výrobků a zboží
ze železa a oceli s povlakem zinku (žárové zinkování
ponorem) pro natírání
ASTM E376-11 STANDARD PRACTICE FOR MEASURING COATING
THICKNESS BY MAGNETIC-FIELD OR EDDY-
CURRENT (ELECTROMAGNETIC) TEST METHODS
Nevodivé povlaky na nemagnetických podkladech -
Standardní postup pro měření tloušťky povlaku magnetickou
metodou nebo metodou vířivých proudů
ASTM E384-16 STANDARD TEST METHOD FOR MICROINDENTA-
TION HARDNESS OF MATERIALS
Standardní zkušební metoda mikroindentační tvrdosti
materiálů
ČSN EN 582:1996 Žárové stříkání - Stanovení přilnavosti v tahu (03 8720)
ČSN EN 657:2005 Žárové stříkání - Názvosloví, klasifikace (03 8700)
ČSN EN 1274:2006
Žárové stříkání - Prášky - Složení, technické dodací
podmínky (03 8740)
ČSN EN 10025-1:2005
Opr. 1:2011
Výrobky válcované za tepla z konstrukčních ocelí - Část 1:
Všeobecné technické dodací podmínky (42 0904)
ČSN EN 10025-2:2005
Opr. 1:2007
Výrobky válcované za tepla z konstrukčních ocelí - Část 2:
Technické dodací podmínky pro nelegované konstrukční
oceli (42 0904)
ČSN EN 10025-3:2005
Opr. 1:2015
Výrobky válcované za tepla z konstrukčních ocelí - Část 3:
Technické dodací podmínky pro normalizačně
žíhané/normalizačně válcované svařitelné jemnozrnné
konstrukční oceli (42 0904)

ČOS 999915
4. vydání
9
ČSN EN 10025-4:2005 Výrobky válcované za tepla z konstrukčních ocelí - Část 4:
Technické dodací podmínky pro termomechanicky válcované
svařitelné jemnozrnné konstrukční oceli (42 0904)
ČSN EN 10025-5:2005
Opr. 1:2011
Výrobky válcované za tepla z konstrukčních ocelí - Část 5:
Technické dodací podmínky na konstrukční oceli se
zvýšenou odolností proti atmosférické korozi (42 0904)
ČSN EN 10025-6+A1:2009 Výrobky válcované za tepla z konstrukčních ocelí - Část 6:
Technické dodací podmínky pro ploché výrobky z ocelí
s vyšší mezí kluzu v zušlechtěném stavu (42 0904)
ČSN EN 10143:2006 Ocelové plechy a pásy kontinuálně pokovené - Mezní
úchylky rozměrů a tolerance tvaru (42 0036)
ČSN EN 10163-3:2005 Dodací podmínky pro jakost povrchu za tepla válcovaných
ocelových plechů, široké oceli a tyčí tvarových - Část 3: Tyče
tvarové (42 0018)
ČSN EN 10204:2005
Opr. 1:2013
Kovové výrobky - Druhy dokumentů kontroly (42 0009)
ČSN EN 10240:2001 Vnitřní a/nebo vnější ochranné povlaky na ocelových
trubkách - Požadavky na povlaky nanášené žárovým
zinkováním ponorem v automatizovaných provozech
(42 0255)
ČSN EN 10346:2016 Kontinuálně žárově ponorem povlakované ocelové ploché
výrobky - Technické dodací podmínky (42 0110)
ČSN EN 12502-3:2005 Ochrana kovových materiálů proti korozi - Návod na
stanovení pravděpodobnosti koroze v soustavách pro
distribuci a skladování vody - Část 3: Faktory ovlivňující
žárově zinkované železné materiály (03 8270)
ČSN EN 13438:2014 Nátěrové hmoty - Povlaky z práškových organických
nátěrových hmot pro žárově zinkované ponorem nebo
sherardované ocelové výrobky pro konstrukční účely
(67 3152)
ČSN EN 15340:2007 Žárové stříkání - Stanovení odolnosti žárově stříkaných
povlaků proti namáhání střihem (03 8721)
ČSN EN 15520:2008
Žárové stříkání - Doporučení pro konstrukční řešení součástí
s žárově stříkanými povlaky (03 8736)
ČSN EN 15648:2009 Žárové stříkání - Kvalifikace postupů ve vztahu ke stříkaným
součástem (03 8714)
ČSN EN 15773:2010 Průmyslové nanášení práškových nátěrových hmot na žárově
zinkované ponorem nebo sherardované ocelové výrobky
(duplexní systémy) - Specifikace, doporučení a směrnice
(67 3153)
ČSN EN ISO 1460:1997 Kovové povlaky - Žárové povlaky zinku nanášené ponorem
na železných podkladech - Vážkové stanovení plošné
hmotnosti (03 8561)
ČSN EN ISO 1463:2004 Kovové a oxidové povlaky - Měření tloušťky povlaku -
Mikroskopická metoda (03 8189)
ČSN EN ISO 2063:2005 Žárové stříkání - Kovové a jiné anorganické povlaky - Zinek,
hliník a jejich slitiny (03 8734)

ČOS 999915
4. vydání
10
ČSN EN ISO 2064:2000 Kovové a jiné anorganické povlaky - Definice a dohody
týkající se měření tloušťky (03 8155)
ČSN EN ISO 2177:2004 Kovové povlaky - Měření tloušťky povlaku - Coulometrická
metoda anodickým rozpouštěním (03 8191)
ČSN EN ISO 2178:2017 Nemagnetické povlaky na magnetických podkladech -
Měření tloušťky povlaku - Magnetická metoda (03 8181)
ČSN EN ISO 2360:2004 Nevodivé povlaky na nemagnetických elektricky vodivých
podkladech - Měření tloušťky povlaku - Metoda vířivých
proudů využívající změn amplitud (03 8185)
ČSN EN ISO 2409:2013 Nátěrové hmoty - Mřížková zkouška (67 3085)
ČSN EN ISO 2808:2007 Nátěrové hmoty - Stanovení tloušťky nátěru (67 3061)
ČSN EN ISO 3274:1999 Geometrické požadavky na výrobky (GPS) - Struktura
povrchu: Profilová metoda - Jmenovité charakteristiky
dotykových (hrotových) přístrojů (25 2322)
ČSN EN ISO 3452-1:2014 Nedestruktivní zkoušení - Kapilární zkouška - Část 1:
Obecné zásady (01 5018)
ČSN EN ISO 3543:2001 Kovové a nekovové povlaky - Měření tloušťky - Metoda
zpětného rozptylu záření beta (03 8184)
ČSN EN ISO 3549:2003 Pigmenty z práškového zinku pro nátěrové hmoty -
Specifikace a zkušební metody (67 1415)
ČSN EN ISO 3868:1997 Kovové a jiné anorganické povlaky - Měření tloušťky
povlaku - Metoda mnohosvazkové interferometrie podle
Fizeaua (03 8186)
ČSN EN ISO 4287:1999 Geometrické požadavky na výrobky (GPS) - Struktura
povrchu: Profilová metoda - Termíny, definice a parametry
struktury povrchu (01 4450)
ČSN EN ISO 4516:2003 Kovové a jiné anorganické povlaky - Zkoušky mikrotvrdosti
podle Vickerse a podle Knoopa (03 8159)
ČSN EN ISO 4624:2003 Nátěrové hmoty - Odtrhová zkouška přilnavosti (67 3077)
ČSN EN ISO 6507-1:2006 Kovové materiály - Zkouška tvrdosti podle Vickerse - Část 1:
Zkušební metoda (42 0374)
ČSN EN ISO 6508-1:2006 Kovové materiály - Zkouška tvrdosti podle Rockwella
- Část 1: Zkušební metoda (stupnice A, B, C, D, E, F, G, H,
K, N, T) (42 0360)
ČSN EN ISO 8501-1:2007 Příprava ocelových povrchů před nanesením nátěrových
hmot a obdobných výrobků - Vizuální vyhodnocení čistoty
povrchu - Část 1: Stupně zarezavění a stupně přípravy
ocelového podkladu bez povlaku a ocelového podkladu po
úplném odstranění předchozích povlaků (03 8221)
ČSN EN ISO 8504-1:2002 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Metody přípravy povrchu
- Část 1: Obecné zásady (03 8224)
ČSN EN ISO 8504-2:2002 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Metody přípravy povrchu
- Část 2: Otryskávání (03 8224)
ČSN EN ISO 8894-1:2011 Žárovzdorné materiály - Stanovení tepelné vodivosti
- Část 1: Metoda topného drátu (křížové uspořádání a
uspořádání s odporovým teploměrem) (72 6047)

ČOS 999915
4. vydání
11
ČSN EN ISO 9220:1997 Kovové povlaky - Měření tloušťky povlaku - Metoda
rastrovacím elektronovým mikroskopem (03 8187)
ČSN EN ISO 9227:2012 Korozní zkoušky v umělých atmosférách - Zkoušky solnou
mlhou (03 8132)
ČSN EN ISO 10308:2006 Kovové povlaky - Přehled zkoušek pórovitosti (03 8154)
ČSN EN ISO 10684:2005 Spojovací součásti - Žárové povlaky zinku nanášené
ponorem (02 1032)
ČSN EN ISO 11124-2:1998 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Specifikace kovových
otryskávacích prostředků - Část 2: Písek z lité oceli (03 8234)
ČSN EN ISO 11126-3:1998 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Specifikace nekovových
otryskávacích prostředků - Část 3: Měděná struska (03 8236)
ČSN EN ISO 11126-4:1998 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Specifikace nekovových
otryskávacích prostředků - Část 4: Uhelná vysokopecní
struska (03 8236)
ČSN EN ISO 11126-7:1999 Příprava ocelových podkladů před nanesením nátěrových
hmot a obdobných výrobků - Specifikace nekovových
otryskávacích prostředků - Část 7: Tavený oxid hlinitý
(03 8236)
ČSN EN ISO 12670:2016 Žárové stříkání - Součásti s žárově stříkanými povlaky -
Technické dodací podmínky (03 8703)
ČSN EN ISO 12679:2016 Žárové stříkání - Doporučení pro žárové stříkání (03 8702)
ČSN EN ISO 12690:2011 Kovové a jiné anorganické povlaky - Dozor nad žárovým
stříkáním - Úkoly a odpovědnosti (03 8712)
ČSN EN ISO 12944-1:1998 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 1: Obecné zásady
(03 8241)
ČSN EN ISO 12944-2:1998 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 2: Klasifikace
vnějšího prostředí (03 8241)
ČSN EN ISO 12944-3:1999 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 3: Navrhování
(03 8241)
ČSN EN ISO 12944-4:1998 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 4: Typy povrchů
podkladů a jejich příprava (03 8241)
ČSN EN ISO 12944-5:2008 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 5: Ochranné nátěrové
systémy (03 8241)
ČSN EN ISO 12944-6:1998 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 6: Laboratorní
zkušební metody (03 8241)

ČOS 999915
4. vydání
12
ČSN EN ISO 12944-7:1999 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 7: Provádění a dozor
při zhotovování nátěrů (03 8241)
ČSN EN ISO 12944-8:1999 Nátěrové hmoty - Protikorozní ochrana ocelových konstrukcí
ochrannými nátěrovými systémy - Část 8: Zpracování
specifikací pro nové a údržbové nátěry + Oprava 2005
(03 8241)
ČSN EN ISO 13565-1:1999 Geometrické požadavky na výrobky (GPS) - Struktura
povrchu: Profilová metoda; povrchy mající stratifikované
funkční vlastnosti - Část 1: Filtrace a všeobecné podmínky
měření (01 4446)
ČSN EN ISO 13565-2:1999 Geometrické požadavky na výrobky (GPS) - Struktura
povrchu: Profilová metoda; povrchy mající stratifikované
funkční vlastnosti - Část 2: Výškové charakteristiky
využívající křivku lineárního materiálového poměru
(01 4446)
ČSN EN ISO 14577-1:2016 Kovové materiály - Instrumentovaná vnikací zkouška
stanovení tvrdosti a materiálových parametrů - Část 1:
Zkušební metoda (42 0378)
ČSN EN ISO 14918:1999 Žárové stříkání - Zkoušení způsobilosti pracovníků
provádějících žárové stříkání (03 8750)
ČSN EN ISO 14919:2016 Žárové stříkání - Dráty, tyčinky a kordy pro stříkání
plamenem a stříkání elektrickým obloukem - Klasifikace -
Technické dodací podmínky (03 8741)
ČSN EN ISO 14920:2016 Žárové stříkání - Stříkání a tavení natavitelných slitin
(03 8730)
ČSN EN ISO 14922-1:1999 Žárové stříkání - Požadavky na jakost při žárovém stříkání
konstrukcí - Část 1: Směrnice pro jejich volbu a použití
(03 8711)
ČSN EN ISO 14922-2:1999 Žárové stříkání - Požadavky na jakost při žárovém stříkání
konstrukcí - Část 2: Komplexní požadavky na jakost
(03 8711)
ČSN EN ISO 14922-3:1999 Žárové stříkání - Požadavky na jakost při žárovém stříkání
konstrukcí - Část 3: Standardní požadavky na jakost
(03 8711)
ČSN EN ISO 14922-4:1999 Žárové stříkání - Požadavky na jakost při žárovém stříkání
konstrukcí - Část 4: Základní požadavky na jakost (03 8711)
ČSN EN ISO 14923:2004 Žárové stříkání - Charakterizace a zkoušení žárově stříkaných
povlaků (03 8701)
ČSN EN ISO 14924:2006
Žárové stříkání - Dodatečné úpravy a konečná úprava žárově
stříkaných povlaků (03 8735)
ČSN EN ISO 16276-2:2008 Ochrana ocelových konstrukcí proti korozi ochrannými
nátěrovými systémy - Hodnocení a kritéria přijetí,
adheze/koheze (odtrhová pevnost) povlaku - Část 2:
Mřížková zkouška a křížový řez (67 3202)
ČSN EN ISO 17834:2004 Žárové stříkání - Povlaky na ochranu proti korozi a oxidaci
za zvýšených teplot (03 8733)

ČOS 999915
4. vydání
13
ČSN EN ISO 17836:2006 Žárové stříkání - Stanovení účinnosti nástřiku při žárovém
stříkání (03 8705)
ČSN IEC 93:1993 Z1:2012 Skúšky tuhých elektroizolačných materiálov. Metódy
merania vnútornej rezistivity a povrchovej rezistivity tuhých
elektroizolačných materiálov (34 6460)
ČSN IEC 167:1993 Z1:2012 Skúšky tuhých elektroizolačných materiálov. Skúšobné
metódy na stanovenie izolačného odporu tuhých
elektroizolačných materiálov (34 6461)
ČSN IEC 345:1992 Z1:2012 Metóda merania elektrického izolačného odporu a rezistivity
elekroizolačných materiálov pri zvýšených teplotách
(34 6465)
ČSN ISO 965-4:2000 Metrické závity ISO pro všeobecné použití - Tolerance - Část
4: Mezní rozměry vnějších závitů, určených pro žárové
pokovení ponorem, které jsou po pokovení slícovány
s vnitřními závity s polohou tolerančního pole H nebo G
(01 4314)
ČSN ISO 965-5:2000 Metrické závity ISO pro všeobecné použití - Tolerance –
Část 5: Mezní rozměry vnitřních závitů, určených pro
slícování s vnějšími závity žárově pokovenými ponorem,
s polohou tolerančního pole h před pokovováním (01 4314)
ČSN ISO 2859-1:2000
Amd.1:2013
Statistické přejímky srovnáváním - Část 1: Přejímací plány
AQL pro kontrolu každé dávky v sérii (01 0261)
ČSN ISO 2859-2:1992 Statistické přejímky srovnáváním - Část 2: Přejímací plány
LQ pro kontrolu izolovaných dávek (01 0261)
ČSN ISO 2859-3:2006 Statistické přejímky srovnáváním - Část 3: Občasná přejímka
(01 0261)
ČSN ISO 2859-4:2003 Statistické přejímky srovnáváním - Část 4: Postupy pro
posouzení deklarovaných úrovní jakosti (01 0261)
ČSN ISO 4541:1994 Z1:1995 Kovové a jiné anorganické povlaky - Korozní zkouška
Corrodkote (Zkouška CORR) (03 8142)
ČSN ISO 6988:1994 Z1:1995
Kovové a jiné anorganické povlaky - Zkouška oxidem
siřičitým s povšechnou kondenzací vlhkosti (03 8130)
ČSN ISO 11844-1:2007
Z1:2008
Koroze kovů a slitin - Klasifikace vnitřních atmosfér s nízkou
korozní agresivitou - Část 1: Stanovení a odhad korozní
agresivity vnitřních atmosfér (03 8211)
Def Stan 03-3 PROTECTION OF ALUMINIUM ALLOYS BY SPRAYED
METAL COATINGS
Ochrana hliníkových slitin žárově stříkanými kovovými
povlaky
IEC 60093:1980 METHODS OF TEST FOR VOLUME RESISTIVITY AND
SURFACE RESISTIVITY OF SOLID ELECTRICAL
INSULATING MATERIALS
Metody měření vnitřní rezistivity a povrchové rezistivity
pevných elektrických izolačních materiálů
IEC 60167:1964 METHODS OF TEST FOR THE DETERMINATION OF
THE INSULATION RESISTANCE OF SOLID
INSULATING MATERIALS
Zkušební metody na stanovení izolačního odporu tuhých
izolačních materiálů

ČOS 999915
4. vydání
14
IEC 60345:1971 METHOD OF TEST FOR ELECTRICAL RESISTANCE
AND RESISTIVITY OF INSULATING MATERIALS AT
ELEVATED TEMPERATURES
Metoda měření elektrického odporu a rezistivity izolačních
materiálů při zvýšených teplotách
IEC 60468:1974 METHOD OF MEASUREMENT OF RESISTIVITY OF
METALLIC MATERIALS
Metoda měření rezistivity kovových materiálů
ISO 209-1:1989 WROUGHT ALUMINIUM AND ALUMINIUM ALLOYS -
CHEMICAL COMPOSITION AND FORMS OF
PRODUCTS - PART 1: CHEMICAL COMPOSITION
Tvářený hliník a hliníkové slitiny - Chemické složení
a formy výrobků - Část 1: Chemické složení
ISO 752:2004/Cor 1:2006 ZINC INGOTS
Zinkové ingoty
ISO 14788:2011 CONTINUOUS HOT-DIP ZINC-5% ALUMINIUM
ALLOY COATED STEEL SHEETS AND COILS
Kontinuálně žárově ponorem pokovené ocelové plechy
a svitky slitinou zinek-5% hliník
ISO 14917:1999 THERMAL SPRAYING - TERMINOLOGY –
CLASSIFICATION
Žárové stříkání - Terminologie - Klasifikace
ISO 27831-1:2008 METALLIC AND OTHER INORGANIC COATINGS -
CLEANING AND PREPARATION OF METAL
SURFACES - PART 1: FERROUS METALS AND
ALLOYS
Kovové a jiné anorganické povlaky - Čištění a příprava
kovových povrchů - Část 1: Železné kovy a slitiny
ISO 27831-2:2008 METALLIC AND OTHER INORGANIC COATINGS -
CLEANING AND PREPARATION OF METAL
SURFACES - PART 2: NON-FERROUS METALS AND
ALLOYS
Kovové a jiné anorganické povlaky - Čištění a příprava
kovových povrchů - Část 2: Neželezné kovy a slitiny
MIL-C-17711B COATINGS, CHROMATE, FOR ZINC ALLOY
CASTINGS AND HOT DIP GALVANIZED SURFACES
Chromátové povlaky pro slévárenské slitiny zinku a ponorem
vytvořené žárové zinkové povrchy
MIL-STD-1687A(1) THERMAL SPRAY PROCESSES FOR NAVAL SHIP
MACHINERY APPLICATIONS
Procesy žárového stříkání pro aplikace na strojní zařízení
námořního loďstva
MIL-STD-1916 DOD PREFERRED METHODS FOR ACCEPTANCE OF
PRODUCT
DoD preferované metody pro přijetí výrobku (MIL-STD-
105E)
NF A35-503:1994 PRODUITS SIDÉRURGIQUES - ACIERS POUR
GALVANISATION PAR IMMERSION À CHAID
Železo a ocel. Oceli pro žárové pozinkování ponorem

ČOS 999915
4. vydání
15
SAE AMS 5036H STEEL SHEET AND STRIP, ALUMINUM COATED,
LOW CARBON
Ocelové plechy a svitky, pokryté hliníkem, nízkouhlíkové
SAE J 1562:2009 SELECTION OF ZINC AND ZINC-ALLOY (HOT-DIPPED
AND ELECTRODEPOSITED) COATED STEEL SHEET
Výběr ocelových plechů pokrytých zinkem a slitinami zinku
(žárové nanášených ponorem a elektrolyticky vyloučených)
4 Zpracovatel ČOS
Vojenský výzkumný ústav s. p., Brno – Mgr. Eva Jančová
5 Použité zkratky, značky a definice
5.1 Zkratky a značky
Zkratka Název v originálu Český název
AČR Armáda České republiky
AFNOR Association francaise de normalisation Francouzská společnost pro
normalizaci
ASTM American Society for Testing and
Materials
Americká společnost pro zkoušení
a materiály
CEN Comité Européen de Normalisation Evropský výbor pro normalizaci
ČOS Český obranný standard
ČSN Česká technická norma
Def Stan Defence Standards Britské vojenské standardy
EN Evropská norma vydaná CEN
HB Tvrdost podle Brinella
HD Symbol pro neodstředěný povlak
zhotovený žárovým pokovováním
ponorem
HDc Symbol pro odstředěný povlak
zhotovený žárovým pokovováním
ponorem
HRC Tvrdost podle Rockwella
HV Tvrdost podle Vickerse
IEC Norma vydaná International
Electrotechnical Commission
ISO Norma vydaná International
Organization for Standardization
MIL Military Standards Vojenské standardy USA
NATO North Atlantic Treaty Organization Organizace Severoatlantické
smlouvy
NF Francouzské normy vydané AFNOR
SAE Mezinárodní normy vydané SAE
(Engineering Society for Advancing

ČOS 999915
4. vydání
16
Mobility Land, Sea, Air and Space)
STANAG NATO Standardization Agreement Standardizační dohoda NATO
TS Symbol označující povlak
zhotovený žárovým stříkáním
Úř OSK SOJ Úřad pro obrannou standardizaci,
katalogizaci a státní ověřování
jakosti
µm Mikrometr, 1 mikrometr = 1 µm =
10-6
m
5.2 Definice
Odběratel Určitý subjekt, ke kterému má jiný subjekt, dodavatel, povinnost plnění
výkonů (prací, služeb, zboží, výrobků, materiálu apod.) zpravidla na základě
smlouvy. Oblast dodavatelsko odběratelských vztahů je součástí obchodně
závazkových vztahů, jejichž úpravou se zabývá obchodní zákoník
(např. kupní smlouva, smlouva o prodeji podniku, smlouva komisionářská).
Dodavatel Určitý subjekt zajišťující určitou dodávku výkonů (prací, služeb, zboží,
výrobků, materiálu apod.) pro jiný subjekt, kterým je odběratel. Oblast
dodavatelsko odběratelských vztahů je součástí obchodně závazkových
vztahů, jejichž úpravou se zabývá obchodní zákoník.
6 Žárové povlaky nanášené ponorem
Žárové pokovování ponorem je proces zhotovování kovového povlaku ponořením
předmětu do lázně roztaveného kovu. Zaujímá významné postavení pro snadnost tvorby
povlaku a pro možnost hromadné výroby. Využívají se hlavně kovy s nízkým bodem tání,
např. zinek, cín, olovo.
Pro žárové povlaky nanášené ponorem jsou obecně vhodné nelegovaná uhlíková ocel,
nízkolegované oceli, šedá a temperovaná litina. Pokud má být pokovena ocel jiného typu, má
odběratel poskytnout dodavateli dostatečné informace nebo vzorky, aby se mohl rozhodnout,
zda může být tento materiál uspokojivě pokoven. Ponořením ocelového výrobku do
roztaveného kovu se vytvářejí na oceli slitinové vrstvy (intermetalické fáze), které tvoří
kotvící základ pro vlastní povlak ochranného kovu. Ten vzniká na povrchu výrobku až při
jeho vyjímání z taveniny.
Tradiční pojem "žárové zinkování", označující zhotovení zinkového povlaku ponorem
do lázně roztaveného zinku, se doporučuje vždy užívat s určujícím přívlastkem "ponorem".
Některé prvky v oceli mohou pozinkování ovlivnit, např. křemík (Si), hliník (Al), fosfor (P)
a síra (S). Složení povrchu oceli má vliv na tloušťku a vzhled zinkového povlaku. Určitá
množství křemíku a fosforu mohou zapříčinit nerovný, lesklý anebo tmavě šedý matný
povlak, který může být křehký a tlustý (viz tabulka 1). Normy NF A35-503 a ČSN EN ISO
14713-2 uvádějí í některé informace o chování ocelí a o materiálech vhodných pro
pozinkování ponorem. Automatové oceli obsahující síru jsou obvykle nevhodné.

ČOS 999915
4. vydání
17
TABULKA 1 – Vztah mezi vlastnostmi povlaku a složením oceli *)
Třída Typický obsah
reaktivních prvků
Doplňující informace Typické vlastnosti povlaku
A ≤ 0,04 % Si
a < 0,02 % P
Lze očekávat, že tyto vlastnosti
povlaku budou dosaženy i u ocelí,
jejichž složení vyhovuje vztahu Si
+ 2,5P ≤ 0,09 % a u ocelí
válcovaných za studena, jejichž
složení vyhovuje vztahu Si + 2,5P
≤ 0,04%.
Povlak má lesklý vzhled
a jemnější texturu. Stavba
povlaku obsahuje vnější
vrstvu čistého zinku. B 0,14 % Si až
0,25 % Si
Slitina Fe/Zn může dosahovat až
k povrchu povlaku. S rostoucím
obsahem Si roste tloušťka
povlaku. Obsah P nad 0,035 %
způsobí zvýšení reaktivity.
C >0,04 % Si až
≤0,14 % % Si
Mohou vznikat povlaky
s nadměrnou tloušťkou.
Povlak má tmavý vzhled
a hrubší texturu. V povlaku
převažují slitiny Fe/Zn, které
často dosahují až k povrchu
povlaku. Odolnost proti
poškození při manipulaci je
snížená.
D 0,25 % Si S rostoucím obsahem Si roste
tloušťka povlaku.
POZNÁMKA: *) žárové zinkování ponorem při teplotách 445 °C až 460 °C.
6.1 Rozsah použití
V technické praxi jsou tepelné ponorové procesy využívány jako kontinuální pro
povrchovou úpravu plechových pásů, trubek a drátů (viz ČSN EN 10346, ČSN EN 10240,
ČSN EN 10143) nebo diskontinuální (vanové) s různými typy dopravy kusového zboží.
Nejpoužívanější diskontinuální ponorové procesy jsou:
- hromadné zinkování nebo cínování v koších (spojovací materiál, drobné součástky),
- zinkování jednotlivých dílů (běžné strojírenské součásti, menší ocelové konstrukce, části
stavebních celků a podobné díly).
Nejčastěji jsou používány žárové povlaky zinku, které se vyznačují vysokou korozní
odolností při odpovídající dekorativnosti povlaku. Těchto vlastností je využíváno zejména při
možné náhradě organických povrchových úprav (lakování). Konstrukční řešení výrobků,
které mají být pozinkovány ponorem, musí být pro tento proces vhodné. Doporučení
a omezení uvádějí normy ČSN EN ISO 14713-1 a příloha A ČSN EN ISO 14713-2. Odběratel
by se měl před navržením a zhotovením výrobku určeného k pozinkování ponorem poradit
s dodavatelem, protože někdy je nezbytné konstrukci výrobku přizpůsobit procesu zinkování.
U tepelně zpracovaných nebo za studena tvářených ocelí může zahřátím v zinkovací lázni
dojít k popuštění, takže ocel částečně ztratí zvýšenou pevnost získanou tepelným zpracováním
nebo tvářením za studena.
Doporučuje se svařovat před nanesením povlaku bez použití svařovacích sprejů se
sloučeninami na bázi silikonů, které při předúpravě povrchu k nanesení povlaku žárově
ponorem nelze odstranit. Zbytky po svařování (struska) musí být před nanesením povlaku
odstraněny. Pokud se svařuje až po nanesení povlaku, doporučuje se před svařováním povlak

ČOS 999915
4. vydání
18
odstranit. Po svařování má být ochranný povlak obnoven žárovým stříkáním, pájkou
a/nebo nátěrem obsahujícím práškový zinek.
Problematika koroze povlaků nanesených žárově ponorem v různých prostředích
je detailně diskutována v ČSN EN ISO 14713-1.
Informace o pravděpodobnosti koroze zinkových povlaků vytvořených žárově
ponorem použitých v soustavách pro skladování a rozvod vody uvádí ČSN EN 12502-3.
Informace, které musí odběratel poskytnout výrobci povlaku:
1. Základní informace – označení požadované normy pro nanášení povlaku.
2. Doplňující informace poskytované odběratelem
a) složení a veškeré vlastnosti podkladového kovu, které mohou ovlivnit pozinkování
ponorem, včetně specifikace stavu oceli při dodání, s odkazy na příslušné normy
(např. ČSN EN 10025-1 až 6, ČSN EN 10163-3, ČSN EN 10204 aj.),
b) zda se na výrobku nacházejí povrchy řezané plamenem, laserem nebo plazmou,
c) označení funkčních povrchů, např. nákresem nebo opatřením vhodně označených
vzorků,
d) nákres nebo jiné označení míst, kde by povrchové nerovnosti, např. kapky nebo stopy
po dotyku, znemožnily zamýšlené použití pokoveného výrobku; odběratel musí se
zhotovitelem projednat postup řešení tohoto problému,
jestliže výrobky dodané k pozinkování obsahují vnitřně větrané uzavřené dutiny, musí
zhotovitel povlaku před provedením prací obdržet o této skutečnosti písemný doklad,
aby se zajistilo správné umístění a správná velikost větracích otvorů (dle ČSN EN ISO
14713-2 a ČSN EN ISO 1461),
VÝSTRAHA – nevětrané uzavřené dutiny nesmí být žárově zinkovány ponorem,
protože mohou v průběhu procesu zinkování způsobit výbuch, což představuje velké
nebezpečí pro přítomné.
f) vzorek nebo jinou ukázku požadované kvality povrchu,
g) veškeré zvláštní požadavky na předběžnou úpravu povrchu,
h) veškeré zvláštní požadavky na tloušťky povlaku,
i) potřebu nebo přijatelnost odstředěného povlaku, který splňuje požadavky uvedené
v tabulce 5 místo požadavků uvedených v tabulce 4,
j) veškeré dodatečné zpracování zinkového povlaku nebo nanesení nátěru na zinkový
povlak (např. duplexní povlak dle ČSN EN 15773 aj.) ,
k) program kontroly.
Doplňující informace poskytované zhotovitelem povlaku:
a) veškeré jemu dostupné informace, včetně způsobu opravy nepokovených ploch,
b) certifikát shody podle ČSN EN 10204, pokud je požadován,
c) prokázání zavedeného systému kvality, např. podle ISO 9001. Požadavek na tento typ
certifikátu má odběratel uplatnit před započetím prací.
6.2 Požadavky na povlak
Metody specifikace všeobecných požadavků na žárové povlaky nanášené ponorem
jsou v normativních dokumentech uvedených v tabulce 2.

ČOS 999915
4. vydání
19
TABULKA 2 – Základní standardy pro žárové povlaky nanášené ponorem
Podkladový
kov
Povlak České technické normy Evropské, mezinárodní a vojenské standardy
slitiny železa zinek ČSN EN ISO 1461 EN ISO 1461, ISO 1461, ASTM A123,
ASTM A153, ASTM A385, ASTM A653
zinek ČSN EN ISO 14713-1
ČSN EN ISO 14713-2
EN ISO 14713-1, ISO 14713-1
EN ISO 14713-2, ISO 14713-2, ASTM A924
zinek ČSN EN 10240 EN 10240
zinek ČSN EN ISO 10684 EN ISO 10684, ISO 10684
hliník - ASTM A463
Al-Si - SAE AMS 5036
Zn-Al - ISO 14788
ČSN EN ISO 1461 uvádí všeobecné vlastnosti a metody zkoušení povlaků zinku
(neobsahující více než 2 % jiných kovů) vytvořených žárově ponorem na železných
a ocelových výrobcích. Tato norma neplatí pro:
a) plechy a dráty pozinkované kontinuálním způsobem; kontinuálně žárově ponorem
povlakované ploché výrobky řeší ČSN EN 10346,
b) trubky pozinkované ponorem v automatických zařízeních,
c) ponorem pozinkované výrobky, pro něž existují speciální normy, které mohou obsahovat
další požadavky nebo požadavky, které se liší od požadavků uváděných v této evropské
normě.
ČSN EN ISO 1461 nezahrnuje dodatečné zpracování ponorem pozinkovaných
výrobků ani nanášení dalšího povlaku na tyto výrobky.
ČSN EN ISO 14713-1 obsahuje všeobecná doporučení týkající se protikorozní
ochrany železných a ocelových konstrukcí (včetně spojů) zinkovými povlaky. V této normě
jsou odkazy zejména na žárové pokovování ponorem a žárové stříkání na ocel válcovanou za
tepla, nebo tvářenou za studena. Poskytuje všeobecná doporučení, nezabývá se však provozní
údržbou protikorozní ochrany oceli se zinkovým povlakem. Tuto je třeba řešit využitím
ČSN EN ISO 12944-5 nebo ČSN EN ISO 12944-8.
ČSN EN ISO 14713-2 obsahuje směrnici a doporučení pro ochranu proti korozi železa
a oceli v konstrukcích povlaky žárově zinkovanými ponorem. Ochrana, kterou povlak
žárového zinku nanesený ponorem výrobku poskytuje, závisí na způsobu nanášení povlaku,
konstrukčním řešení výrobku a specifickém prostředí, kterému je výrobek vystaven. Žárově
zinkovaný výrobek lze navíc chránit nanesením dalších povlaků (které nejsou předmětem této
normy), např. organických povlaků (nátěrů nebo povlaků z práškových nátěrových hmot).
Požadavky specifické pro konkrétní výrobky (např. pro povlaky žárového zinku nanesené
ponorem na trubkách nebo spojovacích součástech) mají před těmito všeobecnými
doporučeními přednost.
ČSN EN 10240 je zaměřena na vnitřní a/nebo vnější ochranné povlaky na ocelových
trubkách, uvádí požadavky na povlaky nanášené žárovým zinkováním ponorem
v automatizovaných provozech.
ČSN EN ISO 10684 specifikuje materiály, procesy, rozměrové a některé funkční
požadavky na povlaky žárově pozinkované ponorem s odstředěním, použité na ocelových
spojovacích součástech s hrubým závitem od M8 až do M64 včetně a třídy pevnosti do 10.9
včetně pro šrouby a do třídy pevnosti 12 včetně pro matice. Není doporučeno žárově zinkovat
ponorem závitové spojovací součásti se závitem menším než M8 a/nebo s roztečí menší

ČOS 999915
4. vydání
20
než 1,25 mm. Specifikace normy smí být také uplatněny u součástí bez závitu, jako jsou
podložky.
ASTM A463 zahrnuje dva typy hliníkem potažených ocelových plechů s několika
hmotnostmi hliníkového povlaku.
SAE AMS 5036 je zaměřena na povlaky slitiny hliník-křemík nanášené žárovým
ponorem na nízkouhlíkové ocelové svitky nebo plechy. Povlak hliník-křemík (s obsahem 5 %
až 11 % křemíku) s plošnou hmotností povlaku (95 – 160) g.m-2
dosahuje minimální korozní
odolnosti 200 hodin v neutrální solné mlze podle ASTM B117.
ISO 14788 specifikuje minimální požadavky pro ocelové plechy s kontinuálně
nanášeným slitinovým povlakem zinku s 5 % hliníku.
6.2.1 Vzhled povlaku
Šedá barva povlaku zinku smí být od stříbřité lesklé do tmavě šedé. Na funkčním
povrchu výrobků nesmí být viditelné hrudky, puchýře (tj. vypouklá místa bez dotyku
s kovovým podkladem), drsné plochy, ostré výstupky, nepokovené plochy a zbytky tavidel.
Kapky ani zinkový popel nejsou přípustné, pokud mohou ovlivnit požadované použití
pozinkovaného výrobku nebo jeho odolnost proti korozi.
Výskyt tmavších nebo světlejších šedých míst na povlaku zinku nebo některé
povrchové nerovnosti nejsou důvodem pro zamítnutí. Skvrny způsobené skladováním ve
vlhkém prostředí (bílé nebo tmavé zplodiny koroze – hlavně oxid zinečnatý) nejsou důvodem
pro zamítnutí, pokud tloušťka povlaku je nadále vyšší než předepsaná minimální hodnota.
Pokud jsou na povlak kladeny zvláštní požadavky (např. povrch se má ještě natírat),
musí být na požádání předem zhotoven vzorek.
Výrobky, které při vizuální kontrole nevyhověly, mohou být opraveny (viz 6.8).
Na povlaku cínu se nepřipouští tmavé skvrny, puchýře, trhlinky, odlupování, hrubé
stečeniny a nepokovená místa.
6.2.2 Tloušťka povlaku
6.2.2.1 Tloušťka povlaku zinku
Požadavky ČSN EN ISO 1461 na tloušťky povlaku na neodstředěných vzorcích jsou
uvedeny v tabulce 3, tloušťky povlaku na odstředěných vzorcích jsou uvedeny v tabulce 4.
V praxi mohou být požadovány i tlustší povlaky než jsou v této normě uvedeny.
TABULKA 3 – Minimální tloušťky povlaku na neodstředěných vzorcích
Výrobky a jejich
tloušťka
Znaky kvality povlaku
Místní
tloušťka
[μm] *)
Místní
plošná hmotnost
[g.m-2
] **)
Průměrná
tloušťka
[μm] ***)
Průměrná
plošná hmotnost
[g.m-2
] **)
Ocel > 6 mm 70 505 85 610
Ocel > 3 mm až ≤ 6 mm 55 395 70 505
Ocel ≥ 1,5 mm až ≤ 3 mm 45 325 55 395
Ocel < 1,5 mm 35 250 45 325
Odlitky ≥ 6 mm 70 505 80 575
Odlitky < 6 mm 60 430 70 505
POZNÁMKY: *)
Místní tloušťka povlaku se vztahuje pouze k oblastem měření vybraným podle
článku 6.2.3 ČSN EN ISO 1461.
**)
Při použití jmenovité hustoty povlaku 7,2 g.cm-3
.
***)
Podle článku 3.9 ČSN EN ISO 1461.
ČOS 999915
4. vydání
21
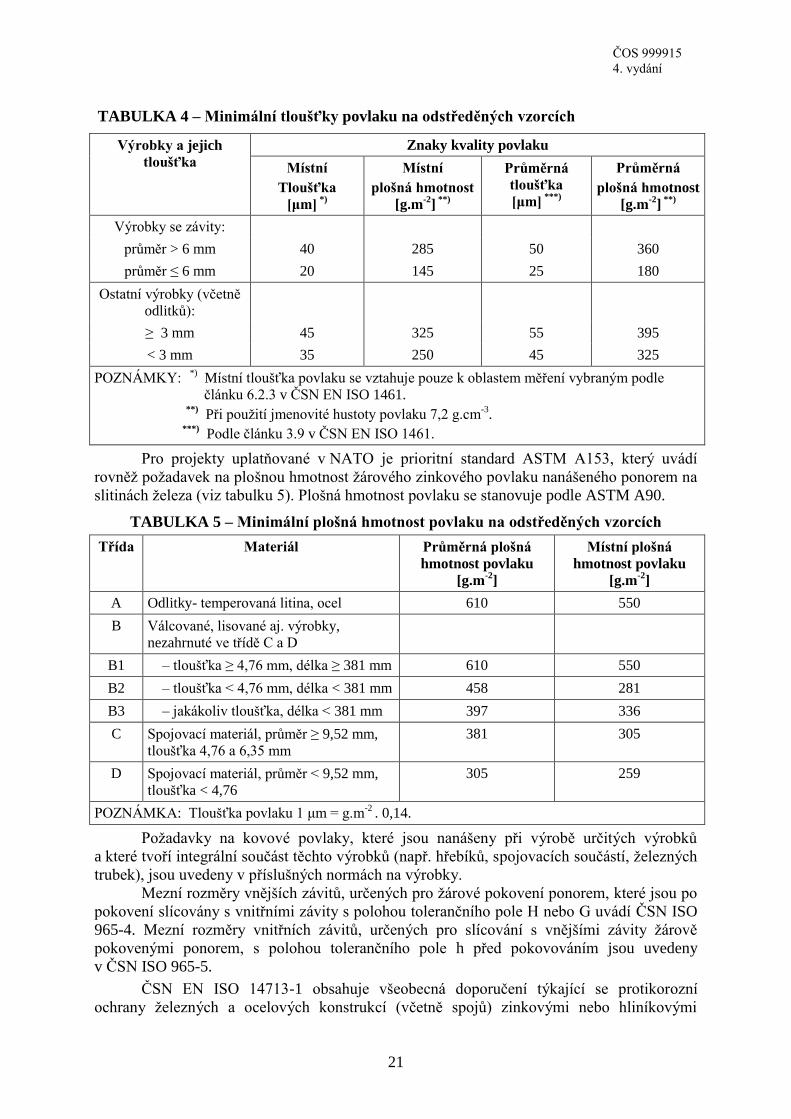
TABULKA 4 – Minimální tloušťky povlaku na odstředěných vzorcích
Výrobky a jejich
tloušťka
Znaky kvality povlaku
Místní
Tloušťka
[μm] *)
Místní
plošná hmotnost
[g.m-2
] **)
Průměrná
tloušťka
[μm] ***)
Průměrná
plošná hmotnost
[g.m-2
] **)
Výrobky se závity:
průměr > 6 mm 40 285 50 360
průměr ≤ 6 mm 20 145 25 180
Ostatní výrobky (včetně
odlitků):
≥ 3 mm 45 325 55 395
< 3 mm 35 250 45 325
POZNÁMKY: *)
Místní tloušťka povlaku se vztahuje pouze k oblastem měření vybraným podle
článku 6.2.3 v ČSN EN ISO 1461.
**)
Při použití jmenovité hustoty povlaku 7,2 g.cm-3
.
***)
Podle článku 3.9 v ČSN EN ISO 1461.
Pro projekty uplatňované v NATO je prioritní standard ASTM A153, který uvádí
rovněž požadavek na plošnou hmotnost žárového zinkového povlaku nanášeného ponorem na
slitinách železa (viz tabulku 5). Plošná hmotnost povlaku se stanovuje podle ASTM A90.
TABULKA 5 – Minimální plošná hmotnost povlaku na odstředěných vzorcích
Třída Materiál Průměrná plošná
hmotnost povlaku
[g.m-2
]
Místní plošná
hmotnost povlaku
[g.m-2
]
A Odlitky- temperovaná litina, ocel 610 550
B Válcované, lisované aj. výrobky,
nezahrnuté ve třídě C a D
B1 – tloušťka ≥ 4,76 mm, délka ≥ 381 mm 610 550
B2 – tloušťka < 4,76 mm, délka < 381 mm 458 281
B3 – jakákoliv tloušťka, délka < 381 mm 397 336
C Spojovací materiál, průměr ≥ 9,52 mm,
tloušťka 4,76 a 6,35 mm
381 305
D Spojovací materiál, průměr < 9,52 mm,
tloušťka < 4,76
305 259
POZNÁMKA: Tloušťka povlaku 1 μm = g.m-2
. 0,14.
Požadavky na kovové povlaky, které jsou nanášeny při výrobě určitých výrobků
a které tvoří integrální součást těchto výrobků (např. hřebíků, spojovacích součástí, železných
trubek), jsou uvedeny v příslušných normách na výrobky.
Mezní rozměry vnějších závitů, určených pro žárové pokovení ponorem, které jsou po
pokovení slícovány s vnitřními závity s polohou tolerančního pole H nebo G uvádí ČSN ISO
965-4. Mezní rozměry vnitřních závitů, určených pro slícování s vnějšími závity žárově
pokovenými ponorem, s polohou tolerančního pole h před pokovováním jsou uvedeny
v ČSN ISO 965-5.
ČSN EN ISO 14713-1 obsahuje všeobecná doporučení týkající se protikorozní
ochrany železných a ocelových konstrukcí (včetně spojů) zinkovými nebo hliníkovými

ČOS 999915
4. vydání
22
povlaky. Uvádí doporučené povlakové systémy na ochranu železných a ocelových konstrukcí
ve specifických prostředích. Při výběru povlakového systému se musí brát v úvahu:
- obecné podmínky prostředí, ve kterém bude výrobek používán (viz tabulku 6),
- místní odchylky podmínek prostředí, včetně předvídatelných budoucích změn a veškerých
zvláštních podmínek,
- požadovaná životnost kovového povlaku do první údržby (viz tabulku 7, 8 a 9) pro
příslušné prostředí,
- potřeba pomocných součástí,
- potřeba nanesení nátěru, a to buď hned na počátku, nebo na konci životnosti povlaku do
první údržby, aby se náklady na údržbu co nejvíce snížily,
- dostupnost a cena,
- snadnost údržby, pokud je životnost systému do první údržby menší než požadovaná
životnost výrobku.
TABULKA 6 – Kategorie prostředí, korozní agresivita a korozní rychlost
Kategorie
prostředí
[stupeň]
Korozní prostředí *)
Korozní
agresivita
prostředí
Korozní rychlost
– průměrný
úbytek tloušťky
pro zinek
[μm.rok-1
]
C1 **)
Vnitřní: suché, nevýznamné znečištění
Venkovní: suchá nebo studená oblast, nevýznamné
znečištění
Velmi nízká Icorr≤ 0,1
C2 **)
Vnitřní: nevytápěné prostory, občasná kondenzace,
nízký stupeň znečištění
Venkovní: mírné pásmo, suchá nebo studená oblast
s krátkodobým ovlhčením, nízký stupeň znečištění
(SO2 < 5 μm.m-3
)
Nízká 0,1 < Icorr ≤ 0,7
C3 Vnitřní: středně častý výskyt kondenzace, střední
stupeň znečištění
Venkovní: mírné pásmo, městské vnitrozemské nebo
mírné přímořské, střední stupeň znečištění
(SO2 5 μm.m-3
až 30 μm.m-3
)
Střední 0,7 < Icorr ≤ 2
C4 Vnitřní: častý výskyt kondenzace, vysoký stupeň
znečištění, plovárny, chemické závody atd.
Venkovní: mírné pásmo, vysoký stupeň znečištění
(SO2 30 μm.m-3
až 90 μm.m-3
), nebo subtropické a
tropické pásmo se středním stupněm znečištění
Vysoká 2 < Icorr ≤ 4
C5 Vnitřní: velmi častý výskyt kondenzace a /nebo vysoký
stupeň znečištění z výrobního procesu
Venkovní: mírné a subtropické pásmo, velmi vysoký
stupeň znečištění (SO2 90 μm.m-3
až 250 μm.m-3
),
průmyslové oblasti s vysokou vlhkostí nebo přímořské
oblasti s vysokou salinitou
Velmi
vysoká
4 < Icorr ≤ 8
CX Vnitřní: téměř neustálá kondenzace a /nebo vysoké
znečištění z výrobního procesu
Venkovní: subtropické a tropické pásmo, velmi vysoký
stupeň znečištění (SO2 přes 250 μm.m-3
) a /nebo silné
působení chloridů
Extrémní 8 < Icorr ≤ 25
POZNÁMKY: *)
Příklady typických prostředí viz ČSN EN ISO 14713-1. **)
Podrobný popis vnitřních prostředí o stupni korozní agresivity C1 a C2 je uveden
v ČSN ISO 11844-1.

ČOS 999915
4. vydání
23
TABULKA 7 – Životnost povlaků do první údržby v různých kategoriích prostředí
Žárové
zinkování
Refer.
norma
Min.
tloušťka
[μm]
Vybraný způsob korozní agresivity (ČSN EN ISO 9223)
Životnost min./max. [let]1
Kategorie životnosti ochrany2
C3 C4 C5 CX
Ponorem ISO
1461
85 40/>100 VH 20/40 VH 10/20 H 3/10 M
140 67/>100 VH 33/67 VH 17/33 VH 6/17 H
200 95/>100 VH 48/95 VH 24/48 VH 8/24 H
Plechy EN
10346
20 10/29 H 5/10 M 2/5 L 1/2 VL
42 20/60 VH 10/20 H 5/10 M 2/5 L
Trubky EN
10240
55 26/79 VH 13/26 H 7/13 H 2/7 L
POZNÁMKA 1: Hodnoty životnosti jsou zaokrouhleny na celá čísla. Přiřazení kategorie ochrany
vychází z průměru mezi minimální a maximální vypočtenou životností do první údržby. Např. pro
zinkový povlak o tloušťce 85 μm v prostředí o stupni korozní agresivity C4 (korozní rychlost zinku je
mezi 2,1 μm za rok a 4,2 μm za rok) je předpokládaná doba ochrany 85/2,1 = 40,746 let
(zaokrouhleno na 40 let) a 85/4,2 = 20,238 (zaokrouhleno na 20 let). Průměrná doba trvání ochrany je
(20 + 40)/2 = 30 let – označí se „VH“.
POZNÁMKA 2: Kategorie životnosti ochrany:
VL ( very low), velmi krátká, 0 až < 2 roky
L (low), krátká, 2 až < 5 let
M (medium), střední, 5 až < 10 let
H (high), dlouhá, 10 až < 20 let
VH (very high), velmi dlouhá, ≥ 20 let
Pokud se dva rozdílné kovy dostanou do přímého kontaktu za přítomnosti elektrolytu
(např. vlhkosti), může nastat bimetalická koroze, při které kov, který je podle elektrodového
potenciálu elektronegativnější (více anodický), koroduje přednostně a tím zabraňuje korozi
druhého kovu (viz tabulka 8). Stupeň bimetalické koroze závisí na řadě činitelů, např. na
konkrétních kovech v kontaktu, poměru ploch těchto kovů (ideálně má být poměr anodického
kovu ke katodickému vysoký), podmínkách expozice (nejméně příznivý je trvalý ponor
do roztoku) – viz tabulku 9.

ČOS 999915
4. vydání
24
TABULKA 8 – Elektrochemická řada (podle elektrodových potenciálů) znázorňující
postavení zinku vzhledem k jiným kovům
Anodický kov (náchylnější ke korozi)
Hořčík (Mg)
Zinek (Zn)
Hliník (Al)
Uhlíková a nízkolegovaná ocel
Litina
Olovo (Pb)
Cín (Sn)
Měď, mosaz, bronz
Nikl (Ni) pasivní
Titan (Ti)
Korozivzdorná ocel
Katodický kov (méně náchylný ke korozi)
TABULKA 9 – Údaje o předpokládaném zvýšení korozního napadení v důsledku
přímého kontaktu zinku s jinými kovovými materiály
Kov Atmosférické prostředí Ponor
venkovní průmyslové/
městské
přímořské ve sladké vodě v mořské vodě
Hliník a a – b a – b b b – c
Mosaz b b a – c b – c c – d
Bronz b b b – c b – c c – d
Litina b b b – c b – c c – d
Měď *) b b – c b – c b – c c – d
Olovo a a – b a – b a – c a – c
Korozivzdorná
ocel **)
a – b a – b a – b b b – c
POZNÁMKY:
„a“ Buď nedojde k žádnému zvýšení korozního napadení zinkového povlaku, nebo jen k velmi
mírnému, které je v provozu obvykle přijatelné.
„b“ Dojde k mírnému nebo střednímu zvýšení korozního napadení zinkového povlaku, které za
určitých okolností může být přijatelné.
„c“ Může dojít k poměrně značnému zvýšení korozního napadení zinkového povlaku, obvykle budou
nezbytná ochranná opatření.
„d“ Může dojít ke značnému zvýšení korozního napadení zinkového povlaku, kontaktu je nutno
zabránit izolačními podložkami, nebo u překrývajících povrchů nanesením vhodného nátěrového
systému na povrch jednoho z kovů.
POZNÁMKY:
*) Vzhledem k velkému potenciálu vznikajícímu v důsledku kontaktu pozinkované oceli s mědí
a slitinami mědi, se vždy doporučují elektrické izolace (i v atmosférických podmínkách). Pokud je to

ČOS 999915
4. vydání
25
možné, má konstrukční řešení rovněž zabránit odtékání vody z mědi na pozinkované povrchy,
protože se na nich mohou usazovat malá množství mědi rozpuštěné ve vodě a způsobit tak
bimetalickou korozi.
**) Možnost vzniku bimetalické koroze při kontaktu korozivzdorných matic a šroubů
s pozinkovanou ocelí je malá, nicméně nejlepším řešením je elektrická izolace pomocí pryžových
nebo plastových izolačních podložek.
Postupy měření tloušťky uvádí ČSN EN ISO 1461 nebo ASTM B659. Přednostně se
provádí magnetickou metodou dle ČSN EN ISO 2178 (obd. ASTM B499) nebo vážkovou
metodou dle ČSN EN ISO 1460 (obd. ASTM A90), alternativně coulometrickou metodou dle
ČSN EN ISO 2177 (obd. ASTM B504) a mikroskopickou metodou dle ČSN EN ISO 1463
(obd. ASTM B487). Počet a poloha oblastí měření a jejich velikost pro magnetickou nebo
vážkovou metodu musí být vybrány s ohledem na tvar a velikost výrobků, aby výsledek
průměrné tloušťky povlaku nebo plošné hmotnosti byl tak reprezentativní, jak je jen možné.
Magnetická metoda dle ČSN EN ISO 2178 (obd. ASTM B499) je nejvhodnější pro
použití ve výrobě a pro pravidelnou kontrolu kvality. Vzhledem k tomu, že při této metodě se
každé měření provádí na velmi malé ploše, jednotlivé hodnoty mohou být nižší než místní
nebo průměrné tloušťky povlaku. Pokud se v oblasti měření získá dostatečné množství
výsledků, bude místní tloušťka stanovená magnetickou metodou stejná jako u vážkové
metody.
ČSN EN ISO 1460 specifikuje metodu stanovení plošné hmotnosti žárových povlaků
zinku nanášených ponorem na železných podkladech. Norma se používá především pro
vzorky, jejichž plochu lze snadno stanovit, protože u této metody je přesná znalost plochy
povrchu důležitá. Pokud u vzorků o velké hmotnosti nelze vyhovět těmto požadavkům, musí
se plošná hmotnost žárového povlaku stanovit jinou metodou.
6.2.2.2 Tloušťka povlaku cínu
Průměrná (střední) tloušťka povlaku se předepisuje v technických podmínkách podle
druhu a použití výrobku. Např. pro konzervové obaly vyhovuje průměrná tloušťka 3 μm
(tj. plošná hmotnost povlaku 45 g.m-2
), pro ocelové varné nádoby nebo nádoby vystavené
působení ostré vodní páry dostačuje průměrná tloušťka povlaku cínu 30 μm (plošná hmotnost
povlaku 450 g.m-2
), při použití měděné nebo mosazné mezivrstvy dostačuje 20 μm tloušťka
povlaku cínu (plošná hmotnost povlaku 300 g.m-2
).
6.2.3 Přilnavost povlaku
Je-li nezbytné přilnavost zkoušet, např. u výrobků, které jsou vystaveny velkému
mechanickému namáhání, musí být zkoušky prováděny pouze na funkčním povrchu,
tj. v oblastech, kde je dobrá přilnavost důležitá pro předpokládané použití výrobku.
6.3 Úprava podkladového kovu před nanášením povlaku
Povrch podkladového kovu má být před ponořením do roztaveného kovu očištěn.
Přípravou povrchu pro pokovování ponorem se zabývají normy ISO 27831-1, ISO 27831-2
a ČSN EN ISO 14713-2. Doporučenou metodou čištění povrchu je moření v kyselině
chlorovodíkové nebo sírové. Je třeba se vyhnout nadměrnému moření. Povrchové nečistoty,
které se nedají odstranit mořením, např. uhlíkaté vrstvy, olej, mazací tuk, nátěr, struska po
svařování a podobné nečistoty, mají být odstraněny ještě před mořením. V případě silně
znečištěného či zamaštěného povrchu se provede hrubé odmaštění (obvykle organickým
rozpouštědlem). I pokud povrch není zjevně zamaštěný, je třeba provést následné alkalické
odmaštění ve vhodném prostředku. Teprve toto odmaštění zaručí smáčivost povrchu a zamezí
postupnému znečištění a zamaštění mořicí lázně.

ČOS 999915
4. vydání
26
Odlitky mají mít co nejméně povrchových pórů a staženin a mají být čištěny
tryskáním drtí, elektrolytickým mořením nebo jinou metodou vhodnou pro odlitky.
Drsnost povrchu oceli ovlivňuje tloušťku a strukturu povlaku. Nerovnost povrchu
podkladového kovu obvykle zůstává viditelná i po pokovování. Drsný povrch oceli před
mořením (způsobený tryskáním drtí, hrubým broušením atd.) vede ke vzniku tlustšího
povlaku než na povrchu získaném pouhým mořením.
Řezání plamenem mění složení a strukturu oceli v oblasti řezu, takže požadované
tloušťky povlaku uvedené v tabulkách 2 a 3 jsou obtížněji dosažitelné. Aby se zajistilo
dosažení požadované tloušťky, musí výrobce povrch řezu obrousit a odstranit ostré hrany.
Během procesu pokovování ponorem se v podkladovém kovu uvolňují některá napětí,
což může způsobit deformaci pokovovaného výrobku. Standardní postup pro ochranu proti
pokřivení a deformování ocelových součástí během žárového zinkování ponorem uvádí
ASTM A384.
Ocelové výrobky, které jsou tvářené za studena, mohou zkřehnout. Toto zkřehnutí
závisí na typu oceli a stupni tváření za studena. Protože zinkování ponorem je druhem
tepelného zpracování, může urychlit nástup křehnutí u ocelí, které jsou k němu náchylné. Aby
se předešlo zkřehnutí výrobku, doporučuje se před mořením a zinkováním odstranit vnitřní
napětí tepelným zpracováním.
POZNÁMKA 1 Náchylnost ke zpevnění a z toho plynoucí nebezpečí křehnutí je zapříčiněno
dusíkem obsaženým v oceli, jehož množství silně závisí na způsobu výroby
oceli. U moderních způsobů výroby oceli se tento problém obvykle
nevyskytuje. Oceli uklidněné přísadou hliníku jsou ke zpevnění jen velmi
málo náchylné.
U tepelně zpracovaných nebo za studena tvářených ocelí může dojít v roztaveném
kovu zahřátím k popuštění, takže částečně ztratí zvýšenou pevnost, získanou tepelným
zpracováním nebo tvářením za studena.
Tvrzené oceli anebo oceli s vysokou pevností v tahu mohou obsahovat vnitřní napětí
takové velikosti, že moření a pokovování ponorem mohou zvýšit nebezpečí praskání oceli
v pokovovací lázni. Nebezpečí praskání lze snížit odstraněním napětí před mořením.
Konstrukční oceli obvykle absorpcí vodíku během moření nekřehnou, absorbovaný
vodík během pokovování ponorem unikne. Pokud je tvrdost oceli vyšší než přibližně 34 HRC,
340 HV nebo 325 HB, je nezbytné zabezpečit, aby absorpce vodíku během přípravy povrchu
byla co nejmenší.
Standardní postupy pro ochranu proti křehnutí žárových povlaků nanášených ponorem
na stavební ocelové výrobky uvádí ČSN EN ISO 14713-2 a postup detekce křehnutí uvádí
ASTM A143.
6.4 Nanášení povlaku
Vlastní ponorové pokovování je složeno z operací:
- nanášení tavidla (výrobek je buď samostatně zanořen do tavidla, nebo tavidlo je na
povrchu pokovovací lázně kovu),
- tepelné ponorové pokovení (dle použitého kovu teploty 240 °C až 700 °C),
- konečná úprava výrobků.
Součástí linky pokovení bývá i technologická operace chemického odstraňování
povlaku – odmoření povlaku.
6.5 Dodatečné úpravy povlaku
Konečnou úpravou povrchu žárového povlaku naneseného ponorem může být:
- konzervace olejováním (SAE J1562),

ČOS 999915
4. vydání
27
- chromátování (MIL-C-17711, SAE J1562),
- fosfátování (SAE J1562),
- dekorativnost (velký nebo malý tzv. květ zinkového povlaku),
- matování (pomocí válcování),
- nátěr nebo práškový povlak (ČSN EN ISO 12944-5, ČSN EN 13438, ČSN EN 15773,
ASTM A755/A755M, ASTM D1731, ASTM D6386),
- tepelná úprava povlaku – tzv. „ferrozinek“ (ASTM A653).
Chromátování ponorem vytvořených žárových povlaků zinku specifikuje MIL-C-
17711. Chromátování a fosfátování ponorem vytvořených žárových povlaků uvádí SAE
J 1562. Fosfátové povlaky mají plošnou hmotnost nánosu mezi 0,5 g.m-2
až 1,5 g.m-2
.
ČSN EN ISO 12944-5, ASTM A755/A755M, ASTM D1731 a ASTM D6386
specifikují zinkové a hliníkové povlaky s dodatečnými nátěry. Podle ČSN EN ISO 12944-5
pro méně agresivní prostředí (nebo pro kratší životnosti výrobku než je uvedeno) postačuje po
příslušné předběžné úpravě povrchu (pokud je předepsána) jen jedna vrstva nátěru. Pro
agresivnější nebo vlhká prostředí se používají dvě vrstvy nátěru, aby se minimalizoval výskyt
pórů pronikajících celou tloušťkou nátěru (průchozích pórů). Životnost konstrukce opatřené
povlakem bývá delší než životnost samotného povlakového systému, protože se připouští
zkorodování určité části oceli ještě před tím, než konstrukce přestane být použitelná. Pokud je
nezbytné životnost povlaku prodloužit, musí se údržba provést před vznikem rzi a nejlépe
v době, kdy ještě zbývá nejméně 20 μm až 30 μm kovového povlaku. To zajistí delší životnost
kovového povlaku s dodatečným nátěrem, než jakou má samotný nátěr. Pokud se údržba
zpozdila tak, že povlak již prokorodoval a objevila se rez, musí se údržba oceli a železa
provést stejně jako u korozně napadené oceli opatřené pouze nátěrem (viz ČOS 801001).
ČSN EN 13438 specifikuje požadavky na provedení povlaků z práškových nátěrových
hmot aplikovaných na žárově nebo difusně zinkované ocelové výrobky pro stavební
(vnitřní nebo vnější aplikace) a konstrukční účely a materiály na pletivo. Žárově zinkované
ocelové výrobky mohou být hromadně žárově zinkovány (zinkování hotového výrobku) nebo
mohou být vyrobeny z kontinuálně žárově zinkovaných plechů, které jsou následně
zpracovávány. Tato norma se netýká výrobků se zinko-hliníkovými nebo hliníko-zinkovými
povlaky nebo kontinuálně žárově zinkovaných drátů. Norma také specifikuje požadavky na
čištění a předúpravu žárově nebo difusně zinkovaných ocelových výrobků před nanášením
práškové nátěrové hmoty.
6.6 Označení povlaku
6.6.1 Označení povlaku pro projekty uplatňované v NATO
Pro projekty uplatňované v NATO jsou podle STANAG 4457 prioritní mezinárodní
a vojenské standardy. Označení povlaku musí obsahovat:
a) označení požadované normy pro přípravu povlaku,
b) spojovník,
c) kód podkladového kovu, tj. jeho chemickou značku (nebo chemickou značku hlavní
složky slitiny) s normalizovaným označením podkladového kovu,
d) symbol HD označující typ povlaku (HD = hot dip = žárové pokovování ponorem),
e) chemickou značku kovu povlaku,
f) číslo označující průměrnou plošnou hmotnost povlaku v gramech na metr čtverečný,
nebo minimální místní tloušťku povlaku na funkčním povrchu v μm,
g) normu anebo třídu povlaku vymezující druh dodatečných úprav.

ČOS 999915
4. vydání
28
Jednotlivé položky označení se oddělují lomítky.
PŘÍKLAD 1 ASTM A153-Fe#/HD/Zn/ClassB3/MIL-C-17711B
- část označení
odstředěného žárového povlaku zinku naneseného dle požadavků
ASTM A153 na ocelový podklad (# zde doplnit materiálovou normu),
s plošnou hmotností povlaku 397 g.m-2
, s dodatečnou úpravou chromátováním
podle MIL-C-17711B.
6.6.2 Označení povlaku podle požadavků evropských norem
Označení povlaku podle požadavků evropských norem musí obsahovat:
a) označení požadované normy pro přípravu povlaku,
b) spojovník,
c) kód podkladového kovu, tj. jeho chemickou značku (nebo chemickou značku hlavní
složky slitiny) s normalizovaným označením podkladového kovu,
d) symbol označující typ povlaku (HD neodstředěný, HDc odstředěný),
e) chemickou značku kovu povlaku,
f) číslo označující průměrnou plošnou hmotnost povlaku v gramech na metr čtverečný,
nebo minimální místní tloušťku povlaku na funkčním povrchu v μm,
g) normu povlaku vymezující druh dodatečných úprav.
PŘÍKLAD 2 ČSN EN ISO 1461–Fe#/≥6/HD/Zn/610
- část označení neodstředěného žárového povlaku zinku naneseného ponorem
dle požadavků ČSN EN ISO 1461 na ocelový podklad (# zde doplnit
materiálovou normu) tloušťky ≥6 mm, s průměrnou plošnou hmotností
povlaku 610 g.m-2
, bez dodatečných úprav.
PŘÍKLAD 3 ČSN EN ISO 1461–Fe#/≥6/HD/Zn/85
- část označení neodstředěného
žárového povlaku zinku naneseného ponorem dle požadavků ČSN EN ISO
1461 na ocelový podklad (# zde doplnit materiálovou normu) tloušťky
≥6 mm, s minimální místní tloušťkou povlaku 85 μm, bez dodatečných úprav.
6.6.3 Označení povlaku pro spojovací součásti
Při objednávání povlakovaných spojovacích součástí podle mezinárodní normy
ČSN EN ISO 10684 musí být zhotoviteli povlaku poskytnuty následující informace:
a) odkaz na tuto normu a označení povlaku;
b) materiál součásti, číslo výrobní dávky a stav součástí, např. tepelné zpracování, tvrdost
nebo jiné vlastnosti, které mohou být ovlivněny procesem povlakování;
c) je-li požadována zvláštní tloušťka povlaku;
d) doplňkové zkoušky, pokud jsou požadovány;
e) doplňkové úpravy jako mazání, chromátování atd., pokud jsou požadovány.
Spojovací součásti musí být označeny podle příslušných výrobkových norem.
Označení povlaku musí být doplněno k označení výrobku podle specifikace v ISO 8991
použitím označení tZn pro žárový povlak zinku nanášený ponorem.
Příklad 4 se vztahuje ke kombinaci šroub/matice, pro matice s řezaným závitem,
viz ČSN EN ISO 10684, čl. 6.2.2.

ČOS 999915
4. vydání
29
PŘÍKLAD 4 Šestihranná matice ISO 4032-M12-8Z-Zn
– označení šestihranné matice podle ISO 4032, velikosti M12, třída pevnosti
8, žárově pozinkované ponorem s řezaným závitem na toleranční třídu závitu
6AZ ( v případě toleranční třídy závitu 6AX je 8Z nahrazeno 8X).
Přidružený šroub se šestihrannou hlavou podle ISO 4014, velikosti M12 x 80,
třída pevnosti 8.8, toleranční třída závitu 69 a žárově pozinkovaný ponorem se
označí: Šroub se šestihrannou hlavou ISO-M12 x 80-8.8-tZn
Příklad 5 se vztahuje ke kombinaci šroub/matice, pro šrouby se závitem pod hodnotou
jmenovitého průměru, viz ČSN EN ISO 10684, čl. 6.2.3.
PŘÍKLAD 5 Šroub se šestihrannou hlavou ISO 4014-M12 x 80 - 8.8U-tZn
– označení šroubu se šestihrannou hlavou podle ISO 4014, velikosti M12
x 80, třída pevnosti 8.8, toleranční třída závitu 6AZ a žárově pozinkovaného
ponorem.
Lícovaná šestihranná matice podle ISO 4032, velikosti M12, třída pevnosti 8,
žárově pozinkovaná ponorem s řezaným závitem na toleranční třídu závitu 6H
se označí: Šestihranná matice ISO 4032-M12-8-tZn
6.7 Zkoušky znaků kvality povlaků
Vzorkování se provádí podle požadavku odběratele. Odběratel musí specifikovat
způsoby vzorkování, přejímací úrovně a jiné požadavky na kontrolu, pokud se liší
od doporučení ČSN EN ISO 1461.
Shoda s požadavky na povlak musí být ověřena stanovenými zkouškami.
Kontrolované znaky kvality se specifikují podle požadavků příslušného normativního
dokumentu. Příklady kontrolovaných znaků kvality uvádí tabulka 10.
Způsob přejímky a kontrolní úroveň musí být dohodnuty mezi odběratelem
a dodavatelem. Přejímací postupy jsou stanoveny v ČSN ISO 2859-1 až 4 a MIL-STD-1916.
Doporučená kritéria přejímky uvádí ČSN EN ISO 1461 v čl. 6.5.
TABULKA 10 – Zkoušky znaků kvality žárových povlaků nanášených ponorem
Kontrolované znaky kvality Metoda zkoušení České technické normy
Vzhled vizuální *) ČSN EN ISO 1461 čl. 6.1
Tloušťka, μm magnetická **)
mikroskopická
ČSN EN ISO 2178
ČSN EN ISO 1463
Plošná hmotnost povlaku, g.m-2
gravimetrická ***) ČSN EN ISO 1460
Pórovitost povlaku ČSN EN ISO 10308
Tloušťka nátěru, μm magnetická **) ČSN EN ISO 2808
Přilnavost nátěru ****) ČSN EN ISO 2409

ČOS 999915
4. vydání
30
POZNÁMKY:
*) Nepřípustné jsou viditelné výrůstky, puchýře, drsné plochy, ostré výstupky, nepokovené
plochy, zbytky tavidel, nerovnosti povrchu, zinkový popel.
**) Požadovaný počet a oblasti měření specifikuje ČSN EN ISO 1461 v čl. 6.2.3.
Nejvhodnější metody pro pravidelnou kontrolu kvality.
***) Referenční metoda. Plošná hmotnost povlaku (v g.m-2
) vydělená jmenovitou hustotou
povlaku Zn (7,2 g.m-3
) = místní tloušťka povlaku (v μm).
****) Na zkoušení přilnavosti Zn povlaku v současné době neexistují vhodné mezinárodní
normy. Mřížková zkouška podle ČSN EN ISO 16276-2 poskytuje informace
o mechanických vlastnostech Zn povlaku, ale v některých případech může být náročnější
než provozní podmínky.
6.8 Opravy nepokovených ploch nebo ploch s poškozeným povlakem
Celková nepokovená plocha určená pro opravu zhotovitelem povlaku nesmí být větší
než 0,5 % celkové plochy povrchu součásti. Jednotlivá nepokovená plocha pro opravu nesmí
být větší než 10 cm2. Pokud jsou nepokovené plochy větší, výrobek musí být znovu
pozinkován, pakliže se odběratel a zhotovitel nedohodnou jinak.
Oprava se provádí
- žárovým stříkáním zinku (např. podle ČSN EN ISO 2063), nebo
- nanesením vhodného nátěru obsahujícího pigment z práškového zinku (podle ČSN EN
ISO 3549), nebo
- povlakem ze zinkových mikrolamel, nebo
- zinkovou pastou, nebo
- pájkou ze slitiny zinku.
Odběratel nebo konečný uživatel musí být výrobcem obeznámen se způsobem opravy.
Standardní postup pro opravu poškozených a nepokrytých ploch žárově zinkovaných povlaků
ponorem uvádí i ASTM A780.
Oprava musí zahrnovat odstranění veškerých okují, očištění a všechny předběžné úpravy
nezbytné k zajištění přilnavosti.
Tloušťka povlaku na opravované ploše musí být nejméně 100 µm. Pokud je pozinkovaný
povrch určen k nanesení dalšího povlaku, musí být tloušťka na opravených plochách stejná,
jako u povlaku naneseného ponorem.
Pokud odběratel má speciální požadavky, musí ho dodavatel předem seznámit
s navrženým postupem opravy.
7 Žárově stříkané povlaky (metalizace)
Žárové stříkání je proces vytváření povlaku nástřikem roztaveného nebo teplem
změkčeného materiálu z pistole na libovolný podklad (většinou otryskaný).
Podle typu stříkaného materiálu se rozlišují procesy:
- žárového stříkání z drátů,
- žárového stříkání z tyček,
- žárového stříkání z kordů,
- žárového stříkání z prášků,
- žárového stříkání z roztaveného kovu.
Podle charakteru operace:
- ruční nástřik,
- mechanizovaný nástřik,
ČOS 999915
4. vydání
31
- automatický nástřik.
Největší využití má plynová metalizace používající drát. Plamen trysky je
kyslíkoplynový nebo vzduchoplynový. Jako plyn se používá zpravidla acetylen nebo vodík.
Kombinace plynů je určena typem taveného materiálu – čím vyšší je bod tání materiálu,
tím vyšší teploty plamene je zapotřebí. K rozprašování a vrhání roztavených částic kovu na
upravovanou plochu je používán tlakový vzduch.
Elektrická metalizace s drátem a vzduchovým rozprašováním se využívá zejména pro
vyšší výkony a pro stříkání materiálu s vyšším bodem tání.
Metalizační technikou nastříkané povlaky jsou tvořeny lístkovými částicemi kovu, které
jsou od sebe odděleny tenkou vrstvou oxidu, takže výsledný povlak je pórovitý. Pro zvýšení
protikorozní účinnosti těchto povlaků je třeba, aby vzniklé póry byly vhodným způsobem
utěsněny (viz kapitolu 7.5).
Rozsáhlé názvosloví z oblasti žárového stříkání uvádějí ČSN EN 657 a ISO 14917.
Normy definují metody a všeobecné termíny z oblasti žárového stříkání. Klasifikují metody
žárového stříkání podle typu přídavného materiálu, charakteru operace a druhu nositele
energie. ČSN EN 657 obsahuje tabulku se zkratkami jednotlivých metod, jejich popisy
a schematické nákresy.
Schéma třídění žárového stříkání podle nositele energie uvádí obrázek 1 a tabulka 11.

ČOS 999915
4. vydání
32
OBRÁZEK 1 – Třídění žárového stříkání podle nositele energie

ČOS 999915
4. vydání
33
TABULKA 11 – Klasifikace a označování metod žárového stříkání dle nositele energie
Klasifikace žárového stříkání podle nositele energie Značení
metody
zkratkou
Popis
metody
v ČSN EN
657
ŽS rozprašováním
taveniny
Nástřik roztaveného kovu MBS čl. 5.1
ŽS s využitím plynných
nebo kapalných paliv
Nástřik plamenem z drátu WFS čl. 5.2.2
Nástřik vysokorychlostním plamenem z drátu HVWFS čl. 5.2.3
Nástřik plamenem z prášků PFS čl. 5.2.4
Nástřik vysokorychlostním plamenem HVOF čl. 5.3 /
5.3.1/ 5.3.2
Detonační nástřik DGS čl. 5.4
ŽS s využitím expanze
vysoce stlačených plynů
bez spalování
Nástřik za studena CGS čl. 5.5
ŽS s využitím elektrického
oblouku
nebo výboje v plynech
Nástřik elektrickým obloukem AS čl. 5.6.1
Nástřik elektrickým obloukem s ochranným
plynem
SAS čl. 5.6.2
Plazmatický nástřik na vzduchu APS čl. 5.7.1
Plazmatický nástřik s ochranným plynem SPS čl. 5.7.2
Plazmatický nástřik v komoře ve vakuu VPS čl. 5.7.3
Plazmatický nástřik v komoře při tlaku
přesahujícím 1 bar
HPPS čl. 5.7.3
Plazmatický nástřik s kapalinovou stabilizací LSPS čl. 5.8.1
Indukční plazmatický nástřik ICPS čl. 5.8.2
ŽS s využitím svazku
světelných paprsků
Nástřik laserem LS čl. 5.9
7.1 Rozsah použití
Metalizace je v AČR používána zejména jako protikorozní ochrana konstrukcí
a nádrží, jen v menší míře je využívána pro povrchovou úpravu jednotlivých strojních
součástí, případně pro jejich renovaci. Základní doporučení pro konstrukční řešení, jak pro
výrobu nových součástí, tak pro opravu opotřebených, které musí být úplně nebo zčásti
opatřeny žárově stříkaným povlakem obsahuje ČSN EN 15520. Metalizací jsou nanášeny
zejména zinek a hliník. Ostatní kovy jsou nanášeny jen mimořádně na základě speciálních
potřeb, proto zde nejsou zahrnuty.
Konstrukce musí být navržena tak, aby umožňovala dostupnost všech povrchů pro
jeho přípravu, úplný a stejnoměrný nástřik povlaků, jednoduché čištění a údržbu.
7.2 Požadavky na povlak
Metody specifikace všeobecných požadavků na žárové povlaky nanášené stříkáním
jsou v normativních dokumentech uvedených v tabulce 12.

ČOS 999915
4. vydání
34
TABULKA 12 – Základní standardy pro žárové povlaky nanášené stříkáním
České technické normy Evropské, mezinárodní a vojenské standardy
ČSN EN ISO 14713-1 EN ISO 14713-1, ISO 14713-1
ČSN EN ISO 2063 EN ISO 2063, ISO 2063, MIL-STD-1687, Def Stan 03-3
ČSN EN ISO 14920 EN ISO 14920, ISO 14920
ČSN EN ISO 17834 EN ISO 17834, ISO 17834
ČSN EN 15648 EN 15648
ČSN EN ISO 14713-1 uvádí všeobecné zásady pro výběr povlaku, konstrukční řešení
výrobků žárově pokovovaných a návod k výběru ochranného systému. Požadavky na kvalitu
při žárovém stříkání konstrukcí uvádějí ČSN EN ISO 14922-1 až 4, požadavky na způsobilost
pracovníků provádějících žárové stříkání ČSN EN ISO 14918. Způsob přejímky,
kontrolované znaky kvality a kontrolní úroveň musí být dohodnuty mezi odběratelem
a dodavatelem.
ČSN EN ISO 2063 je zaměřena na žárově stříkané kovové povlaky určené k ochraně
železa a oceli proti korozi, které se vytvářejí nanesením zinku nebo hliníku nebo jejich slitin
na povrch bez povlaku. Norma se zabývá přípravou povrchu, vytvářením povlaků a jejich
charakteristickými vlastnostmi (tloušťkou, vzhledem a přilnavostí), uvádí zkušební metody
pro kontrolu těchto vlastností. Uvádí požadavky na žárově stříkané povlaky zinku, hliníku
a jejich slitin pro protikorozní ochranu ve specifikovaných prostředích za běžných teplot.
Při specifikaci povlaku naneseného žárovým stříkáním podle ČSN EN ISO 2063 musí
odběratel kromě označení této normy stanovit funkční povrch kovového povlaku a jeho
tloušťku v souladu se symboly uvedenými v tabulce 13.
TABULKA 13 – Klasifikace žárově stříkaných kovových povlaků
Žárově stříkaný materiál podle
ČSN EN ISO 14919
Symbol pro označení
povlaku
Minimální místní tloušťka [μm] *)
Zinek (99,99) Zn 50**)
až 200, max. 250
Hliník (99,5) Al 100 až 200, max. 300+)
Slitina AlMg5 (AlMg5) 100 až 200
Slitina ZnAl15 (ZnAl15) 50**)
až 150, max. 200
POZNÁMKY: *)
V souladu s ČSN EN ISO 2064 je minimální místní tloušťka nejmenší místní
tloušťka zjištěná na funkčním povrchu jednoho výrobku
**)
Tloušťky vyžadující dohodu mezi zúčastněnými stranami, zejména o postupu
stříkání použitém k dosažení rovnoměrné tloušťky, o použití nátěru nebo
těsnících prostředků a o metodách zkoušky.
+)
Po zvláštní dohodě mezi zúčastněnými stranami mohou být použity větší
minimální tloušťky povlaku, pokud nanesený povlak bude v souladu s touto
normou.
Povlakový kov musí vyhovět podmínkám:
- zinek - složení odpovídající typu Zn 99,99 podle ISO 752,
- hliník – kvality odpovídající nejméně typu Al 99,5 (Al 1050A) podle ISO 209-1,
- slitiny zinku a hliníku – základem slitiny musí být Zn 99,99 (podle ISO 752) a Al 99,7
(Al 1070, podle ISO 209-1),

ČOS 999915
4. vydání
35
POZNÁMKA 2 Tolerance pro slitinové kovy je ±1 % jmenovitého procentuálního
obsahu, pokud není uvedeno jinak. Např. mohou být použity slitiny
zinek-hliník od 87 % zinku a 13 % hliníku, až do 65 % zinku a 35 %
hliníku. Přednostně se používá slitina 85 % zinku a 15 % hliníku.
Při označení povlaku se musí používat příslušné symboly.
- slitina hliníku a hořčíku – např. slitina AlMg5 podle ISO 209-1.
Předmětem ČSN EN ISO 14920 jsou požadavky na žárové stříkání natavitelných
slitin, jejichž současným nebo následným tavením se vytváří homogenní povlak difusně
vázaný k podkladu. Je-li tvrdost podstatnou součástí zadávací specifikace, musí dodavatel
uvést požadovaný rozsah hodnot tvrdosti nataveného povlaku a typ zařízení použitého
k vytvoření povlaku. Při použití slitin kódovaných 2.8 až 2.11 podle ČSN EN 12742
lze očekávat tvrdost 30 až 40 HRC, u slitiny kódované 2.12 tvrdost 40 až 50 HRC, u slitin
kódovaných 2.16 až 2.21 tvrdost 50 až 60 HRC.
ČSN EN ISO 17834 uvádí požadavky na žárově stříkané kovové povlaky na ochranu
proti korozi a oxidaci při teplotách do 1000 °C. Povlakovým kovem mohou být slitiny
nikl/chrom, železo/chrom/hliník, kov/chrom/hliník/ytrium (kovem mohou být nikl, kobalt,
železo nebo jejich slitiny) – viz tabulku 14. Inertní materiály odolné proti otěru (např. karbid
chromu) se mohou k dosažení potřebných vlastností kombinovat s těmito slitinami.
Při výběru povlaku se musí brát v úvahu provozní teploty a provozní podmínky, které
se mohou vyskytnout (přítomnost kyslíku, síry, chloru, vanadu, draslíku, sodíku). U každého
z uvedených jednotlivých prvků se musí vzít v úvahu:
- charakteristiky koroze se mohou významně lišit v závislosti na přítomnosti nebo
nepřítomnosti kyslíku. Čistě oxidační prostředí naznačuje potřebu použití samotného
hliníku,
- při výskytu vysokého obsahu síry (hmotnostní podíl > 0,5 %) se doporučuje použít spíše
slitiny na bázi železa než na bázi niklu, pokud neobsahují hmotnostní podíl chromu
> 30 %,
- při výskytu vysokého obsahu chloru (hmotnostní podíl > 0,5 %) se doporučuje použít
spíše slitiny na bázi niklu než na bázi železa, pokud neobsahují hmotnostní podíl chromu
> 30 %,
- roztavené soli, např. vanadičnan sodný nebo vanadičnan draselný, vyžadují přidat do
materiálů na bázi železa chrom. Hmotnostní podíl chromu musí být > 25 % a hliníku
> 0,5 %,
- všeobecně se musí uvažovat tloušťka povlaku 0,2 mm pro hliník a 0,4 mm pro jiné
materiály.
2 ČSN EN 1274 vymezuje nejdůležitější prášky pro žárové stříkání, a to podle jejich složení, postupu výroby
a rozložení velikosti částic. Neuvádí podrobnosti o vlastnostech nastříkaných povlaků. Tyto vlastnosti, které jsou
důsledkem podmínek stříkání nepokrytých tímto dokumentem (např. složení plynu, účinnosti nástřiku, průtoku
materiálu, vzdálenosti nástřiku atd.), se mohou značně lišit od vlastností původního prášku.

ČOS 999915
4. vydání
36
TABULKA 14 – Žárově stříkané povlaky na ochranu proti korozi a oxidaci
za zvýšených teplot
Třída
Provozní teplotaa
a prostředí
Žárově stříkaný povlak
Následné úpravy
povlaku Materiál povlaku
(norma)
Jmenovitá
tloušťka
povlaku
[mm]
Ab 350 °C až 550 °C,
oxidace
- hliníku plamenem
(ČSN EN ISO 14919)
- hliníku elektrickým obloukem
(ČSN EN ISO 14919)
> 0,2 lze utěsnit
silikonovým
těsnicím
prostředkem
Bb 350 °C až 900 °C,
oxidace
- hliníku elektrickým obloukem
(ČSN EN ISO 14919)
> 0,2 lze utěsnit
silikonovým
těsnicím
prostředkem
C do 1000 °C
(bez přítomnosti
siřičitých plynů,
nebo chloru, nebo
roztavených solí)
- slitiny na bázi niklu s 15 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274,)
- slitiny na bázi železa s 25 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274,)
- slitiny na bázi niklu s 30 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274,)
> 0,4
D do 1000 °C
(za přítomnosti
siřičitých plynů,
ale bez
přítomnosti
chloru)
- slitiny na bázi železa s 25 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274)
- slitiny na bázi niklu s 30 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274,)
> 0,4
E do 1000 °C
(za přítomnosti
siřičitých plynů
a chloru)
- slitiny na bázi niklu s 30 %
chromu
(ČSN EN ISO 14919, ČSN EN
1274)
> 0,4
F pro náročné
korozní
podmínky
- slitiny kovc-chrom-hliník-ytrium
(ČSN EN 1274)
> 0,1 lze použít difusní
tepelné zpracování
v inertní atmosféře
POZNÁMKY: a Lze připustit vyšší teploty než výše uvedené, je však nutné si uvědomit, že
ovlivní životnost povlaku. Snížení životnosti bude záviset na době působení
vyšších teplot.
b Při teplotách nižších než 350 °C v čistě oxidačním prostředí není výběr
povlakového materiálu podstatný.
c Kovem mohou být nikl, kobalt, železo nebo jejich slitiny.
Při volbě postupu žárového stříkání je třeba mít na zřeteli, že oxidační odolnost
ložiskových slitin chromu klesá s rostoucím množstvím chromu přeměněného na oxidy

ČOS 999915
4. vydání
37
během stříkání a s pórovitostí. Proto postupy, které vytvářejí méně oxidů a nižší pórovitost,
budou lepší než ostatní. Pro ochranu železa a oceli stříkanými hliníkovými a zinkovými povlaky
proti atmosférické korozi se doporučuje použít ustanovení ČSN EN ISO 2063. Nekovové
materiály povlaku nejsou předmětem této normy, i když mohou být aplikovány stříkáním.
ČSN EN 15648 definuje požadavky na kvalifikaci specifikace postupu žárového
stříkání. Uvádí podmínky použití kvalifikace postupu a kvalifikace pro určitý rozsah součástí.
Tyto součásti se mají podobat tvarem, fyzikálním a chemickým chováním i svými
vlastnostmi. To platí zejména tehdy, jestliže kvalifikaci požaduje zákazník. Normu lze použít
jak na výrobu nových dílů, tak na opravu součástí zhotovených z kovových i nekovových
materiálů.
MIL-STD-1687 zahrnuje žárově stříkané povlaky z prášků a drátů, kromě žárového
stříkání hliníku. Jsou uvedeny požadavky na přípravu povrchu a kvalitu žárově stříkaných
povlaků.
Def Stan 03-3 specifikuje požadavky na žárově stříkané povlaky hliníku, hliník-zinek
a zinku. Jsou uvedeny i požadavky na přípravu povrchu.
7.2.1 Vzhled povlaku
Povrch povlaku musí být vzhledově stejnorodý, bez puchýřů nebo nepokovených míst,
bez částic nepřilnutého kovu a vad, které mohou nepříznivě ovlivnit životnost
a předpokládané použití ochranného povlaku.
7.2.2 Tloušťka povlaku
Požadavky na tloušťku povlaků k ochraně proti korozi za oxidace a zvýšených teplot
podle ČSN EN ISO 17834 uvádí tabulka 14.
Normou ČSN EN ISO 2063 doporučené minimální tloušťky pro protikorozní ochranu
ve specifikovaných prostředích za běžných teplot uvádí tabulka č. 15. Měření tloušťky
povlaku se musí provádět po nanesení každého kovu povlaku a před jakoukoliv následnou
úpravou povlaku.
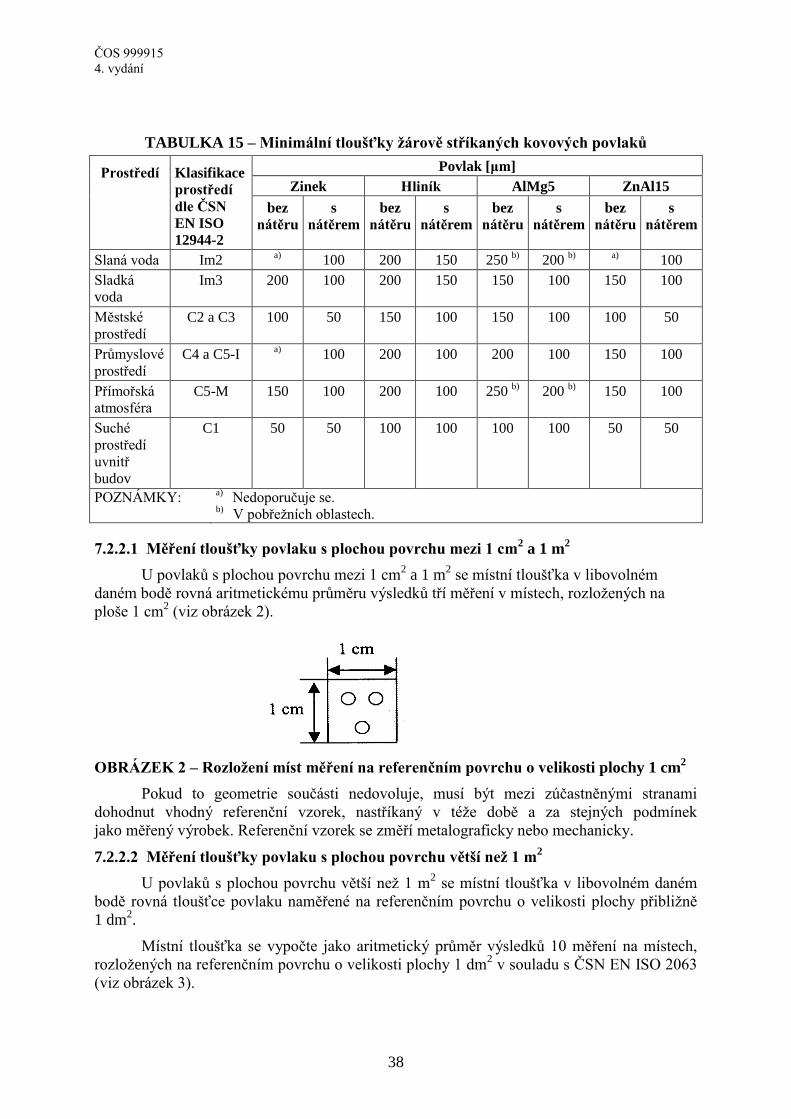
ČOS 999915
4. vydání
38
TABULKA 15 – Minimální tloušťky žárově stříkaných kovových povlaků
Prostředí Klasifikace
prostředí
dle ČSN
EN ISO
12944-2
Povlak [μm]
Zinek Hliník AlMg5 ZnAl15
bez
nátěru
s
nátěrem
bez
nátěru
s
nátěrem
bez
nátěru
s
nátěrem
bez
nátěru
s
nátěrem
Slaná voda Im2 a)
100 200 150 250 b)
200 b)
a) 100
Sladká
voda Im3 200 100 200 150 150 100 150 100
Městské
prostředí
C2 a C3 100 50 150 100 150 100 100 50
Průmyslové
prostředí
C4 a C5-I a) 100 200 100 200 100 150 100
Přímořská
atmosféra C5-M 150 100 200 100 250
b) 200
b) 150 100
Suché
prostředí
uvnitř
budov
C1 50 50 100 100 100 100 50 50
POZNÁMKY: a)
Nedoporučuje se. b)
V pobřežních oblastech.
7.2.2.1 Měření tloušťky povlaku s plochou povrchu mezi 1 cm2 a 1 m
2
U povlaků s plochou povrchu mezi 1 cm2 a 1 m
2 se místní tloušťka v libovolném
daném bodě rovná aritmetickému průměru výsledků tří měření v místech, rozložených na
ploše 1 cm2 (viz obrázek 2).
OBRÁZEK 2 – Rozložení míst měření na referenčním povrchu o velikosti plochy 1 cm2
Pokud to geometrie součásti nedovoluje, musí být mezi zúčastněnými stranami
dohodnut vhodný referenční vzorek, nastříkaný v téže době a za stejných podmínek
jako měřený výrobek. Referenční vzorek se změří metalograficky nebo mechanicky.
7.2.2.2 Měření tloušťky povlaku s plochou povrchu větší než 1 m2
U povlaků s plochou povrchu větší než 1 m2 se místní tloušťka v libovolném daném
bodě rovná tloušťce povlaku naměřené na referenčním povrchu o velikosti plochy přibližně
1 dm2.
Místní tloušťka se vypočte jako aritmetický průměr výsledků 10 měření na místech,
rozložených na referenčním povrchu o velikosti plochy 1 dm2 v souladu s ČSN EN ISO 2063
(viz obrázek 3).

ČOS 999915
4. vydání
39
OBRÁZEK 3 – Rozložení míst měření na referenčním povrchu o velikosti plochy 1 dm2
7.2.2.3 Poloha měřicích míst tloušťky
Ke stanovení minimální tloušťky povlaku se měření místní tloušťky v praxi provádí na
místech, kde se předpokládá nejmenší tloušťka povlaku. Tyto body a jejich počet lze stanovit
dohodou mezi zúčastněnými stranami a sjednat při zadávání objednávky. Doporučuje se,
aby tyto body byly pokud možno shodné s body specifikovanými v normách výrobků. Pokud
dohoda mezi zúčastněnými stranami nebyla uzavřena, je výběr těchto bodů ponechán na
rozhodnutí odběratele.
7.2.2.4 Metody měření
Tloušťka se musí měřit magnetickými metodami dle ČSN EN ISO 2178 nebo
ASTM B499, které lze použít vždy, pokud se dodrží specifikace týkající se počtu měření
použitých k získání aritmetického průměru. Výhodou magnetických měření je, že jsou
nedestruktivní, rychlá a schopná měřit přímo v jakémkoliv bodě kontrolovaného povrchu.
Navíc povaha povlaku (zinek, hliník) stříkaného na železný kov a obvyklé hodnoty tloušťky
přispívají k dosažení uspokojivé přesnosti. V důsledku toho magnetická měření, provedená
v souladu s ustanoveními této normy a po dohodě mezi zúčastněnými stranami týkající se
správné kalibrace magnetických přístrojů pro daný vzorek, umožňují účinné a přesné
přejímací kontroly.
V případě sporu, pokud je to možné, se použije mikroskopická metoda dle ČSN EN
ISO 1463 nebo ASTM B487. Správné provedení mikroskopické metody, která se používá
jako referenční metoda pro žárově stříkané kovové povlaky, je obtížné. Proto se tato metoda
musí používat pouze po předchozí dohodě mezi zúčastněnými stranami.

ČOS 999915
4. vydání
40
7.2.3 Přilnavost povlaku
Přilnavost povlaku je kontrolovaným znakem kvality. Výběr zkušební metody a její
interpretace musí být dohodnuty mezi odběratelem a dodavatelem. Přehled použitelných
metod uvádí ASTM B571, ASTM C633, ČSN EN ISO 2063 a ISO 2063.
Jestliže se na konci mřížkové nebo odtrhové zkoušky podle přílohy A ČSN EN ISO
2063 nezjistí oddělení povlaku od podkladového kovu ani uvnitř kovového povlaku, měl by
se povlak považovat za vyhovující.
Mez přilnavosti v tahu se doporučuje stanovit odtrhovou zkouškou podle přílohy A2
ČSN EN ISO 2063. Minimální hodnoty meze přilnavosti v tahu se musí dohodnout mezi
zúčastněnými stranami.
Na stanovení přilnavosti žárově stříkaných povlaků v tahu jsou specificky zaměřeny
i normy ČSN EN 582 a ASTM C633.
7.2.4 Tvrdost
Tvrdost je odolnost materiálu proti vniknutí tělesa z vnějšku. Tvrdost žárově
stříkaného povlaku se může lišit od tvrdosti homogenního nebo masivního materiálu
o stejném složení. Je-li tvrdost specifikována, je kontrolovaným znakem kvality povlaku
(metody zkoušení uvádějí tabulky 16 a 17).
7.2.5 Odolnost proti otěru
Odolností materiálu proti otěru se rozumí jeho schopnost odolat postupnému
mechanickému odstraňování materiálu vyvolanému vzájemným pohybem na rozhraní mezi
pevným tělesem a jiným pevným, kapalným nebo plynným tělesem (metody zkoušení uvádí
tabulka 17).
7.2.6 Tepelná vodivost
Součinitel tepelné vodivosti (W/m.K) je fyzikální veličina, která vyjadřuje vedení
nebo přenos tepla tělesem. Předpokládá se, že tepelná vodivost žárově stříkaných povlaků je
menší než tepelná vodivost stejného masivního materiálu. Je-li tepelná vodivost
specifikována, je kontrolovaným znakem kvality povlaku. Metody zkoušení jsou popsány
v ČSN EN 821-2, ČSN EN ISO 8894-1 a ISO 8894-1.
7.2.7 Elektrická vodivost
Žárově stříkané povlaky lze používat buď k zajištění elektrické vodivosti, nebo
elektrické izolace, což závisí na nastříkaném materiálu. Měrná elektrická vodivost
(konduktivita) je rovna převrácené hodnotě měrného elektrického odporu (rezistivity). Je-li
elektrická vodivost nebo elektrická izolace specifikována, je kontrolovaným znakem kvality
povlaku.
Metody měření vnitřní a povrchové rezistivity a izolačního odporu jsou popsány
v IEC 60093, IEC 60167, IEC 60345 nebo IEC 60468.
7.2.8 Teplotní vodivost
Teplotní vodivost určuje dobu potřebnou k vyrovnání teplot uvnitř látky. V případě
složených těles povlak/podkladový materiál je toto stanovení velmi komplikované, protože se
musí měřit zvlášť materiál povlaku a zvlášť podkladový materiál. Např. ČSN EN 821-2
popisuje měření na monolitické keramice a ČSN EN 1159-2 popisuje teplotní vodivost
keramických kompozitů.

ČOS 999915
4. vydání
41
7.2.9 Hustota
Hustota žárově stříkaného povlaku závisí na struktuře povlaku a zejména na typu,
velikosti a procentním podílu pórů a oxidů v pórech, jakož i na hustotě nastříkaného
materiálu. V praxi se hustota žárově stříkaných povlaků zjišťuje pouze ve výjimečných
případech (viz např. ČSN EN 623-2).
7.2.10 Pevnost spoje
Pevnost spoje je dána stupněm připoutání jednotlivých nastříkaných částic navzájem
mezi sebou a k podkladu. Vzájemná soudržnost i přilnavost k podkladu jsou do značné míry
ovlivněny typem a povahou nastříkaných částic a jejich deformací při nárazu na podklad.
Zkouška přilnavosti v tahu se používá jako míra při hodnocení kvality povlaku a je
normalizována v ČSN EN 582 a ASTM C633. Pevnost spoje je dána zkušební silou
a velikostí zkušební plochy. Pevnost spoje nepříznivě ovlivňují vměstky odlišného materiálu,
dutiny, pruhy oxidů v kovových nebo kovokeramických povlacích, neroztavené nebo opět
ochlazené částice, jakož i vměstky tryskacích prostředků. Difusní zóny pevnost spoje zvyšují.
Je-li třeba stanovit odolnost proti namáhání střihem u spoje mezi nastříkaným
materiálem a podkladem (přilnavost) a/nebo pevnost samotného povlaku (kohezní pevnost),
použije se zkouška dle ČSN EN 15340. Jestliže přilnavost nastříkaného povlaku k podkladu je
větší než kohezní pevnost, stanoví se přednostně kohezní pevnost. Během zkoušky je povlak
namáhán rovnoběžně s rozhraním povlak/podklad. Zkouška se používá k vyhodnocení vlivu
podkladového materiálu a přídavného materiálu, přípravy povrchu předmětu před nástřikem
a podmínek nástřiku na přilnavost a/nebo kohezní pevnost žárově stříkaných povlaků,
nebo k řízení kvality nástřikových prací a běžného dohledu na ně. Zkouška ke stanovení
odolnosti proti namáhání střihem se nedoporučuje pro žárově stříkané povlaky tenčí
než přibližně 150 µm, protože nastavení střižné vzdálenosti se stává kritickým.
7.2.11 Obrobitelnost
Obrobitelností žárově stříkaného povlaku se rozumí jeho chování při tváření
povrchově upravené součásti mechanickým obráběním. Při obrábění je nutno vzít v úvahu
strukturu povlaku danou použitým procesem, protože obrábění způsobuje výrobně–technické
odlišnosti oproti masivnímu materiálu. Procesem obrábění může v závislosti na materiálu
povlaku být např. soustružení, broušení nebo honování.
7.2.12 Odolnost proti tepelnému rázu
Rozumí se odolnost povlaku proti rychlé změně teploty působící na celý výrobek nebo
na jeho část. Povlak se označuje za odolný proti tepelnému rázu, jestliže může odolat
dohodnutému počtu teplotních cyklů bez významného poškození. Na zkoušení žárově
stříkaných povlaků tepelným rázem neexistují mezinárodní normy, obvykle se však používá
zkouška hořákem.
7.2.13 Odolnost proti cyklickým změnám teploty
Rozumí se odolnost povlaku proti pomalé změně teploty působící na celý výrobek
nebo na jeho část. Povlak se označuje za odolný proti cyklickým změnám teploty, jestliže
může odolat dohodnutému počtu teplotních cyklů bez významného poškození.
7.2.14 Korozní odolnost
Korozní odolností je schopnost materiálu odolávat chemickým anebo fyzikálním
reakcím s okolním prostředím. Závisí na materiálu, na působícím korozním prostředí, na
fyzikálních a chemických podmínkách. Zvláštní formou korozní odolnosti je odolnost proti
ČOS 999915
4. vydání
42
oxidaci. Metody zkoušení jsou popsány např. v ČSN ISO 4541, ČSN EN ISO 9227
a ASTM B117.
7.2.15 Smáčivost
Smáčivostí žárově stříkaného povlaku se rozumí schopnost kapaliny nanesené na
povlak roztéci se po něm (nevratně).
7.2.16 Absorpce kapaliny
Absorpční schopností žárově stříkaného povlaku se rozumí jeho schopnost absorbovat
a zadržet kapaliny působením určitých vnitřních a vnějších znaků (pórů, trhlin). Absorpční
schopnost předpokládá dostatečnou smáčivost.
Absorbované kapaliny se mohou v povlaku zadržovat beze změny (např. oleje,
mazadla) nebo mohou tvrdnout (nátěry, vosky), čímž se povlak utěsňuje.
7.3 Úprava podkladového kovu před pokovením
Příprava povrchu pokovovaného předmětu může mít podstatný vliv na funkční
vlastnosti žárově stříkaných povlaků, zejména na jejich přilnavost k podkladu, a tím i na jejich
ochrannou funkci. Přípravou povrchu pro metalizaci se zabývají normy ISO 27831-1 a ISO
27831-2. V ČSN EN 13507 jsou stanoveny důležité zásady, které je nutné vzít v úvahu při
přípravě povrchů kovových dílů pro žárové stříkání. Tyto zásady platí jak pro nové výrobky,
tak i pro opravu opotřebovaných částí. Norma obsahuje způsoby přípravy povrchu, informace
o předehřívání a maskování vzorků a vliv přípravy na únavovou pevnost. Doplňuje informace
uvedené v ČSN EN ISO 2063.
Před žárovým stříkáním musí být povrch výrobku pečlivě očištěn dle požadavků
ČSN EN 13507 nebo MIL-STD-1687 a zdrsněn vhodným abrazivním prostředkem.
Otryskávání musí pokračovat tak dlouho, dokud povrch nezíská kovový vzhled
a stejnoměrnou strukturu (podle ČSN EN ISO 8501-1 stupeň Sa 3).
Pokud není stanoveno jinak, musí se při přípravě povrchu použít jeden z následujících
otryskávacích prostředků:
- hematitický písek z lité oceli podle ČSN EN ISO 11124-2;
- měděná struska podle ČSN EN ISO 11126-3;
- uhelná vysokopecní struska podle ČSN EN ISO 11126-4;
- drť oxidu hlinitého podle ČSN EN ISO 11126-7.
Velikost částic otryskávacího prostředku je obvykle mezi 0,5 mm až 1,5 mm.
V určitých případech lze po dohodě mezi zúčastněnými stranami použít jiné otryskávací
prostředky, musí se však učinit zvláštní opatření k dosažení dostatečné čistoty a drsnosti
potřebné k zajištění přilnavosti nastříkaného materiálu.
Použitý otryskávací prostředek musí být čistý, suchý a bez nečistot. Při abrazivním
otryskávání pomocí stlačeného vzduchu musí být vzduch čistý a suchý, aby se zamezilo
znečištění otryskávacího prostředku nebo pokovovaného povrchu (požadavky ČSN EN ISO
8504-2).
Drsnost povrchu se musí ve všech případech ověřit porovnáním s referenčním
povrchem, který má podobné vlastnosti jako vzorek a který byl připraven v souladu
se specifikacemi dohodnutými mezi zúčastněnými stranami.
Plochy, na které nemá být povlak nanesen, lze v případě potřeby zakrýt vhodným
materiálem. V ideálním případě je tento materiál odolný jak proti abrazivnímu tryskání drtí,

ČOS 999915
4. vydání
43
tak proti žárovému stříkání. Jinak se musí použít maskování pro každou operaci zvlášť.
Maskovací materiál nesmí znečistit povrch, na který se má nanést povlak.
Nástřik povlaku musí být proveden co možná nejdříve po přípravě povrchu a před tím,
než se objeví viditelné zhoršení povrchu. Pokud se při porovnání s materiálem podobné
kvality na čerstvě připraveném povrchu objeví viditelné zhoršení, musí se příprava povrchu
opakovat. V žádném případě však nesmí doba mezi přípravou povrchu a nástřikem povlaku
přesáhnout 4 hodiny, pokud nejsou provedena zvláštní opatření zajišťující vhodně
kontrolované prostředí pro uskladnění. Tato musí být vždy dohodnuta mezi dodavatelem
a odběratelem.
7.4 Nanášení povlaku
Bezprostředně před nástřikem musí být povrch suchý a zbavený prachu, mastnot, rzi,
okují a jiných nečistot, včetně rozpustných solí. Příprava povrchů kovových dílů a součástí
před žárovým stříkáním musí být v souladu s ČSN EN 13507. Je žádoucí zkontrolovat,
aby čistota otryskaného povrchu byla stupně Sa 3 podle ČSN EN ISO 8501-1.
Nástřik se nesmí provádět v podmínkách způsobujících kondenzaci na pokovovaném
povrchu a teplota povrchu se musí udržovat nad teplotou rosného bodu. Aby nedošlo k tvorbě
puchýřů, musí být při žárovém stříkání teplota oceli nejméně o 3 °C vyšší než teplota rosného
bodu. Ohřevem povrchu před nanesením povlaku se odstraní veškerá zkondenzovaná vlhkost.
Materiál pro žárové stříkání zinku a jeho slitin, nebo hliníku a jeho slitin, musí
vyhovovat požadavkům ČSN EN ISO 149193 pro:
- Zn99,99 – čl. 2.1;
- ZnAl15 – čl. 2.3;
- A199,5 – čl. 3.2;
- AIMg5 – čl. 3.3.
Během stříkání je nezbytné regulovat teplotu povlaku, aby se zabránilo vzniku
nadměrných zbytkových napětí, která mohou nepříznivě ovlivnit funkční vlastnosti povlaku.
ČSN EN ISO 12690 určuje úkoly a odpovědnosti nezbytné k zabezpečení kvality povlaku
nebo součásti povlaku včetně dozoru nad činnostmi souvisejícími s žárovým stříkáním.
Jestliže jsou požadovány údaje týkající se účinnosti nástřiku určitou metodou nástřiku
ve spojení s definovaným přídavným materiálem, použije se ČSN EN ISO 17836. Tento
dokument definuje postup stanovení účinnosti nástřiku pro určitou metodu žárového stříkání
ve spojení s přídavným materiálem a příslušným zařízením a pomocnými materiály. Lze ho
použít pro všechny metody žárového stříkání (viz ČSN EN 657) a všechny přídavné materiály
ve formě drátů, tyčinek, kordů a prášků.
Nastříkaný předmět se po ochlazení naneseného povlaku na pokojovou teplotu musí kontrolovat:
- vizuální prohlídkou pro zjištění výskytu vad,
- měřením pro ověření, zda povlak má požadované rozměry; pokud se zjistí vady
(např. odloupnutí, popraskání nebo jiné nepřípustné vady), musí se povlak odstranit
a příprava i stříkání se musí opakovat.
3 ČSN EN ISO 14919 stanovuje požadavky na klasifikaci kovových a nekovových drátů (plných a jádrových),
tyčinek a kordů používaných k žárovému stříkání, především ke stříkání elektrickým obloukem a stříkání
plamenem.

ČOS 999915
4. vydání
44
Výjimkou jsou plochy, kde by jediným důvodem zamítnutí byl příliš tenký povlak.
V těchto případech lze povlak doplnit nástřikem kovu stejné kvality pod podmínkou,
že povrch bude před nástřikem suchý a bez viditelného znečištění.
Doporučení pro žárové stříkání uvádí ČSN EN ISO 12679. Obsahuje všeobecné
návody pro odborné vytváření kovových, kovo-keramických, oxido-keramických a plastových
povlaků žárovým stříkáním na kovových a nekovových podkladových materiálech. Uvádí
doporučení pro vhodné a praktické nastavení nástřiku, bezchybné vytváření povlaku,
monitorování, zabezpečení kvality a pro nedestruktivní a destruktivní zkoušky na součásti a na
průvodním vzorku. Podrobně popisuje negativní účinky, které mohou nastat. Poskytuje radu, jak
těmto účinkům předejít. Přípustná zatížení povlaku a kategorie hodnocení kvality nejsou
předmětem této normy, protože závisí na provozních podmínkách.
Postup nanášení žárově stříkaných povlaků na strojírenské součásti uvádí ČSN EN
ISO 14921. Vztahuje se na všeobecné postupy nanášení žárově stříkaných povlaků
definované v ČSN EN 657. Účelem těchto povlaků je buď oprava opotřebených
a nevyhovujících dílů, nebo zlepšení vlastností povrchu součástí pro zvláštní účely. Tímto
způsobem lze např. zajistit odolnost proti oděru, nízký činitel tření, elektrickou nebo tepelnou
vodivost (popř. izolaci) a odolnost proti korozi. Cílem této normy není stanovit s konečnou
platností metody provádění konkrétních činností. Je nutno věnovat pozornost náležitému
výběru procesů a materiálů pro daný účel a dovednostem pracovníků provádějících žárové
stříkání (viz ČSN EN ISO 14918). ČSN EN ISO 14921 nezahrnuje požadavky na ochranu
ocelových konstrukcí povlaky zinku a/nebo hliníku (tyto řeší ČSN EN ISO 2063) ani použití
povlaků z natavitelných slitin, které jsou následně taveny (tyto řeší ČSN EN ISO 14920).
7.5 Dodatečné úpravy povlaku
Povlaky lze dodatečně upravovat mechanicky, chemicky a tepelně. Norma ČSN EN
ISO 14924 specifikuje dodatečné úpravy a konečnou úpravu žárově stříkaných povlaků.
Lze ji použít na:
- dodatečné mechanické úpravy (různé druhy třískového obrábění, kuličkování,
kartáčování);
- dodatečné tepelné úpravy (přetavení, difusní žíhání a izostatické lisování za horka);
- dodatečné chemické úpravy (utěsňování, chemická konverze, nanesení nátěrů).
Dodatečné chemické úpravy uzavírají mikroskopické póry povlaku:
- přirozeným utěsněním, tj. oxidací kovového povlaku v normálních podmínkách okolního
prostředí, když vzniklé oxidy, hydroxidy anebo zásadité soli nejsou v tomto prostředí
rozpustné;
- umělým utěsněním, tj. nanesením utěsňovacích prostředků cíleně pro:
- hydraulické a pneumatické aplikace,
- zvýšení korozní odolnosti,
- ovlivnění charakteristik tření a smyku,
- dosažení zvláštních vlastností povrchu (např. elektrické izolace, odolnosti proti
uváznutí, smáčivosti nebo nesmáčivosti, určitých optických charakteristik aj.).
Utěsňovací prostředek se musí nanést dříve, než povlak může vstřebat jakoukoliv
vlhkost nebo znečištění.
Jestliže utěsňovací prostředek obsahuje rozpouštědlo, musí se tato operace provést až po
ochlazení povlaku na pokojovou teplotu.

ČOS 999915
4. vydání
45
Utěsněné i neutěsněné kovové povlaky lze buď z estetických důvodů, nebo pro
zvýšení životnosti ochranného systému opatřit nátěrem (např. reaktivním nátěrem nebo
vhodnou nízkoviskózní nátěrovou hmotou). Nátěr musí být kompatibilní s podkladem, musí
vyhovět požadavkům na životnost, údržbu a odolnost nátěru v okolním prostředí a má být
aplikován bezprostředně po žárovém stříkání. Podle ČSN EN ISO 12944-5 nesmí být časová
prodleva delší než 4 hodiny. Nátěr se nedoporučuje aplikovat po přirozeném utěsnění
kovového povlaku. Při provádění nátěrů se musí zohlednit požadavky ČSN EN ISO 12944-1
až ČSN EN ISO 12944-8.
7.6 Označení povlaku
7.6.1 Označení povlaku pro projekty uplatňované v NATO
Pro projekty uplatňované v NATO jsou podle STANAG 4457 pro označení prioritní
mezinárodní a vojenské standardy. Označení povlaku musí obsahovat:
a) označení požadované normy pro přípravu povlaku,
b) spojovník,
c) kód podkladového kovu, tj. jeho chemickou značku (nebo chemickou značku hlavní
složky slitiny) s normalizovaným označením podkladového kovu,
d) symbol TS označující typ povlaku (TS = thermal spraying),
e) chemickou značku kovu povlaku; při předepsání slitinového povlaku se za chemickou
značkou odpovídající příslušnému prvku má uvést obsah tohoto prvku ve slitině
v hmotnostních procentech,
f) číslo označující průměrnou plošnou hmotnost povlaku v gramech na čtverečný metr,
nebo minimální místní tloušťku povlaku na funkčním povrchu v mm,
g) normu anebo třídu povlaku vymezující druh dodatečných úprav.
Jednotlivé položky označení povlaku se oddělují lomítky.
PŘÍKLAD 6 Def Stan 03-3-Fe#/TS/Al/0,25 - část označení povlaku nanášeného podle
požadavků Def Stan 03-3; jedná se o žárově stříkaný povlak hliníku o tloušťce
0,25 mm, nanesený na ocel (# zde doplnit materiálovou normu), určený
k ochraně proti korozi (s minimální korozní odolností 300 h v neutrální solné
mlze).
7.6.2 Označení povlaku podle požadavků evropských norem
Označení povlaku podle požadavků evropských norem musí obsahovat:
a) označení požadované normy pro přípravu povlaku,
b) spojovník,
c) kód podkladového kovu, tj. jeho chemickou značku (nebo chemickou značku hlavní
složky slitiny) s normalizovaným označením podkladového kovu,
d) symbol TS označující typ povlaku,
e) chemickou značku kovu povlaku, odpovídající EN ISO 14919, např. slitinový povlak
o tloušťce 120 μm obsahující 85 % zinku a 15 % hliníku musí být označen: (EN ISO
14919 ZnAl15)120, přičemž závorky jsou důležité pro identifikaci složení slitiny.
Pokud se povlak tvoří ze slitiny, jejíž označení je uvedeno v jiné normě, musí se uvést
příslušné označení: např. povlak o tloušťce 150 μm ze slitiny 95 % hliníku a 5 % hořčíku
se označí (ISO 209 AlMg5)150.

ČOS 999915
4. vydání
46
f) číslo označující průměrnou plošnou hmotnost povlaku v gramech na čtverečný metr,
nebo minimální místní tloušťku povlaku na funkčním povrchu v μm,
g) normu povlaku vymezující druh dodatečných úprav.
PŘÍKLAD 7 ČSN EN ISO 2063-Fe#/(EN ISO 14919 ZnAl15)/120
- část označení povlaku nanášeného podle požadavků ČSN EN ISO 2063;
jedná se o žárově stříkaný slitinový povlak o tloušťce 120 μm obsahující 85 %
zinku a 15 % hliníku, nanesený na ocel (# zde doplnit materiálovou normu),
povlak je určený k ochraně proti korozi.
7.6.3 Symbolické zobrazování žárově stříkaných povlaků na výkresech
ČSN EN 14665 stanovuje, jak na výkresech symbolicky (pomocí značek) zobrazovat
žárově stříkané povlaky. Norma specifikuje strukturu a umístění značek, jednotlivé části
označení povlaku a uvádí další pokyny pro symbolické zobrazování žárově stříkaných
povlaků. Obsahuje řadu příkladů.
7.7 Zkoušky znaků kvality
Technické dodací podmínky při použití žárově stříkaných povlaků k výrobě nebo
opravě součástí uvádí ČSN EN ISO 12670. Obsahuje požadavky na způsobilost výrobce
povlaku, na přípravu instrukcí pro žárové stříkání, technické požadavky a ustanovení týkající
se zkoušení kvality.
Kvalita žárově stříkaných povlaků je charakterizována především strukturou povlaku
a rozložením a velikostí např. fází, pórů, oxidů, vměstků stejného nebo odlišného materiálu,
odměšků a trhlin. Hodnocení se provádí na mikrofotografiích leptaných nebo neleptaných
příčných řezů. Protože tyto proměnné lze těžko kvantifikovat, provádí se hodnocení
porovnáním s referenčními soubory vzorků povlaku.
K vnějším charakteristikám patří nerovnost povrchu, drsnost nebo textura povrchu
(obvykle stejnoměrné barvy a vzhledu). Vlastnosti povlaku jsou významně ovlivněny
výskytem trhlin, výrůstků, oprýskáváním, odlupováním a tloušťkou povlaku.
K vnitřním charakteristikám patří např. utváření a struktura povlaku (mechanické
přilnutí nebo metalurgická vazba) a podle způsobu zhotovení povlaku i vměstky oxidů, póry
a vměstky stejného nebo odlišného materiálu. Strukturu povlaku ovlivňují i nástřikové
materiály (v závislosti na procesu) a parametry stříkání. Vnitřní charakteristiky se obvykle
zjišťují metalograficky.
Vzorkování se provádí buď podle ČSN EN ISO 14923, nebo podle požadavku
odběratele. Odběratel musí specifikovat způsoby vzorkování, přejímací úrovně a jiné
požadavky na kontrolu, pokud se liší od doporučení v ČSN EN ISO 14923.
Shoda s požadavky na povlak musí být ověřena stanovenými zkouškami. Norma
ČSN EN ISO 14923 podává doporučení ohledně zkoušek používaných k charakterizování
povlaků vytvořených žárovým stříkáním. Shrnuje rovněž základní charakteristiky popisující
vlastnosti těchto povlaků. Zkoušky uvedené v normě zahrnují postupy a zkušební kritéria
všeobecně používané pro žárově stříkané povlaky. Zkušební metody zde nezmiňované
se používají jen ve zvláštních případech nebo v laboratorních podmínkách. Norma obsahuje
řadu odkazů na jiné normy zabývající se jednotlivými charakteristikami povlaků a metodami
jejich zkoušení. Příklady kontrolovaných znaků kvality uvádějí tabulky 16 a 17.
Přejímací postupy jsou stanoveny v ČSN ISO 2859-1 až 4, ČSN EN ISO 14922-1
až ČSN EN ISO 14922-4, nebo MIL-STD-1916. Způsob přejímky a kontrolní úroveň musí
být dohodnuty mezi odběratelem a dodavatelem.
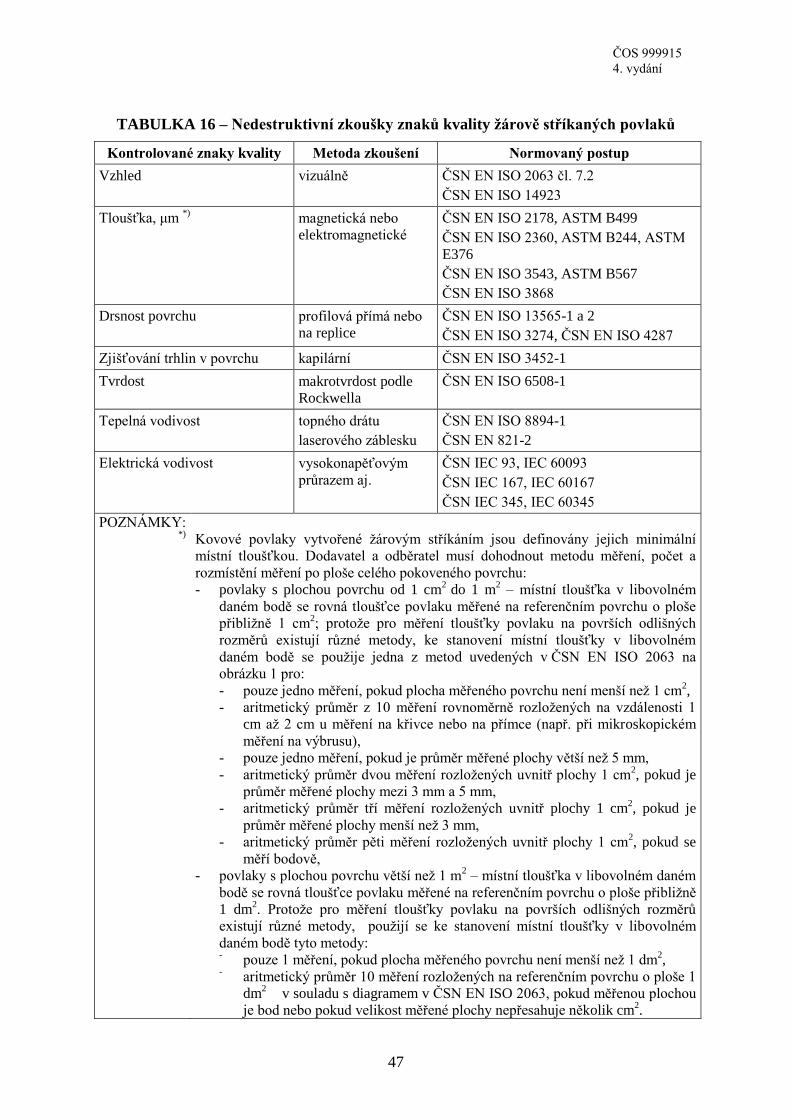
ČOS 999915
4. vydání
47
TABULKA 16 – Nedestruktivní zkoušky znaků kvality žárově stříkaných povlaků
Kontrolované znaky kvality Metoda zkoušení Normovaný postup
Vzhled vizuálně ČSN EN ISO 2063 čl. 7.2
ČSN EN ISO 14923
Tloušťka, μm *)
magnetická nebo
elektromagnetické
ČSN EN ISO 2178, ASTM B499
ČSN EN ISO 2360, ASTM B244, ASTM
E376
ČSN EN ISO 3543, ASTM B567
ČSN EN ISO 3868
Drsnost povrchu profilová přímá nebo
na replice
ČSN EN ISO 13565-1 a 2
ČSN EN ISO 3274, ČSN EN ISO 4287
Zjišťování trhlin v povrchu kapilární ČSN EN ISO 3452-1
Tvrdost makrotvrdost podle
Rockwella
ČSN EN ISO 6508-1
Tepelná vodivost topného drátu
laserového záblesku
ČSN EN ISO 8894-1
ČSN EN 821-2
Elektrická vodivost vysokonapěťovým
průrazem aj.
ČSN IEC 93, IEC 60093
ČSN IEC 167, IEC 60167
ČSN IEC 345, IEC 60345
POZNÁMKY:
*)
Kovové povlaky vytvořené žárovým stříkáním jsou definovány jejich minimální
místní tloušťkou. Dodavatel a odběratel musí dohodnout metodu měření, počet a
rozmístění měření po ploše celého pokoveného povrchu:
- povlaky s plochou povrchu od 1 cm2
do 1 m2 – místní tloušťka v libovolném
daném bodě se rovná tloušťce povlaku měřené na referenčním povrchu o ploše
přibližně 1 cm2; protože pro měření tloušťky povlaku na površích odlišných
rozměrů existují různé metody, ke stanovení místní tloušťky v libovolném
daném bodě se použije jedna z metod uvedených v ČSN EN ISO 2063 na
obrázku 1 pro:
- pouze jedno měření, pokud plocha měřeného povrchu není menší než 1 cm2,
- aritmetický průměr z 10 měření rovnoměrně rozložených na vzdálenosti 1
cm až 2 cm u měření na křivce nebo na přímce (např. při mikroskopickém
měření na výbrusu),
- pouze jedno měření, pokud je průměr měřené plochy větší než 5 mm,
- aritmetický průměr dvou měření rozložených uvnitř plochy 1 cm2, pokud je
průměr měřené plochy mezi 3 mm a 5 mm,
- aritmetický průměr tří měření rozložených uvnitř plochy 1 cm2, pokud je
průměr měřené plochy menší než 3 mm,
- aritmetický průměr pěti měření rozložených uvnitř plochy 1 cm2, pokud se
měří bodově,
- povlaky s plochou povrchu větší než 1 m2 – místní tloušťka v libovolném daném
bodě se rovná tloušťce povlaku měřené na referenčním povrchu o ploše přibližně
1 dm2. Protože pro měření tloušťky povlaku na površích odlišných rozměrů
existují různé metody, použijí se ke stanovení místní tloušťky v libovolném
daném bodě tyto metody: - pouze 1 měření, pokud plocha měřeného povrchu není menší než 1 dm
2,
- aritmetický průměr 10 měření rozložených na referenčním povrchu o ploše 1
dm2
v souladu s diagramem v ČSN EN ISO 2063, pokud měřenou plochou
je bod nebo pokud velikost měřené plochy nepřesahuje několik cm2.

ČOS 999915
4. vydání
48
TABULKA 17 – Destruktivní zkoušky znaků kvality žárově stříkaných povlaků
Kontrolované znaky kvality Metoda zkoušení Normovaný postup
Struktura, výskyt pórů, oxidů,
vměstků, trhlin, fází aj.
metalografie ČSN EN ISO 14923 čl. 5.3.1
Tloušťka, μm mikroskopická,
profilometrická,
elektr. mikroskopem
brousicí metodou
ČSN EN ISO 1463, ASTM B487
ČSN ISO 4518, ČSN EN 1071-1
ČSN EN ISO 9220
ČSN EN 1071-2
Pevnost spoje mřížkou
přilnavost v tahu
odtrhem
ohybem
vrypem
ČSN EN ISO 2063 příloha A
ČSN EN 582, ASTM C633
ČSN EN ISO 2063 příloha A
ČSN EN ISO 14923 čl. 5.3.5.3
ČSN EN 1071-3
Tvrdost podle Vickerse
podle Rockwella
vrypem
vtiskem
ČSN EN ISO 6507-1
ČSN EN ISO 6508-1
ČSN EN ISO 14923 čl. 5.3.6.2
ČSN EN ISO 14577-1
Mikrotvrdost podle Vickerse ČSN EN ISO 4516, ASTM E384
Odolnost proti otěru tribologická ČSN EN ISO 14923 čl. 5.3.7
Korozní odolnost kondenzace s SO2 ČSN ISO 6988, ASTM B809
solnou mlhou ČSN EN ISO 9227, ASTM B117
Corrodkote ČSN ISO 4541
Tloušťka nátěru, μm řada metod ČSN EN ISO 2808
Přilnavost nátěru mřížkou
odtrhová
ČSN EN ISO 2409
ČSN EN ISO 4624

ČOS 999915
4. vydání
49
PŘÍLOHY

ČOS 999915
4. vydání
Příloha A
(informativní)
50
Návaznost normativních dokumentů
České technické
normy
Identické nebo obdobné národní a mezinárodní normy
ČSN EN 582 ASTM C633, EN 582, ISO 14916
ČSN EN 657 EN 657, ISO 14917
ČSN EN 10025-1 EN 10025-1
ČSN EN 10025-2 EN 10025-2
ČSN EN 10025-3 EN 10025-3
ČSN EN 10025-4 EN 10025-4
ČSN EN 10025-5 EN 10025-5
ČSN EN 10025-6 EN 10025-6
ČSN EN 10143 EN 10143
ČSN EN 10163-3 EN 10163-3
ČSN EN 10204 EN 10204
ČSN EN 10240 EN 10240
ČSN EN 10346 EN 10346
ČSN EN 12502-3 EN 12502-3
ČSN EN 13438 EN 13438
ČSN EN 13507 EN 13507
ČSN EN 15340 EN 15340
ČSN EN 15520 EN 15520
ČSN EN 15773 EN 15773
ČSN EN ISO 1460 ASTM A90, EN ISO 1460, ISO 1460
ČSN EN ISO 1461 ASTM A153, EN ISO 1461, ISO 1461
ČSN EN ISO 1463 ASTM B487, EN ISO 1463, ISO 1463
ČSN EN ISO 2063 EN ISO 2063, ISO 2063
ČSN EN ISO 2064 ASTM B659, EN ISO 2064, ISO 2064
ČSN EN ISO 2177 ASTM B504, EN ISO 2177, ISO 2177
ČSN EN ISO 2178 ASTM B499, EN ISO 2178, ISO 2178
ČSN EN ISO 2360 ASTM B244, ASTM E376, EN ISO 2360, ISO 2360
ČSN EN ISO 2409 EN ISO 2409, ISO 2409
ČSN EN ISO 2808 EN ISO 2808, ISO 2808
ČSN EN ISO 3274 EN ISO 3274, ISO 3274

ČOS 999915
4. vydání
Příloha A
(informativní)
51
České technické
normy
Identické nebo obdobné národní a mezinárodní normy
ČSN EN ISO 3452-1 EN ISO 3452-1, ISO 3452-1
ČSN EN ISO 3543 ASTM B567, EN ISO 3543, ISO 3543
ČSN EN ISO 3549 EN ISO 3549, ISO 3549
ČSN EN ISO 3868 EN ISO 3868, ISO 3868
ČSN EN ISO 4287 EN ISO 4287, ISO 4287
ČSN EN ISO 4516 ASTM E384, EN ISO 4516, ISO 4516
ČSN EN ISO 4624 EN ISO 4624, ISO 4624
ČSN EN ISO 6507-1 EN ISO 6507-1, ISO 6507-1
ČSN EN ISO 6508-1 EN ISO 6508-1, ISO 6508-1
ČSN EN ISO 8501-1 EN ISO 8501-1, ISO 8501-1
ČSN EN ISO 8504-1 EN ISO 8504-1, ISO 8504-1
ČSN EN ISO 8504-2 EN ISO 8504-2, ISO 8504-2
ČSN EN ISO 8894-1 EN ISO 8894-1, ISO 8894-1
ČSN EN ISO 9220 EN ISO 9220, ISO 9220
ČSN EN ISO 9227 ASTM B117, EN ISO 9227, ISO 9227
ČSN EN ISO 10308 EN ISO 10308, ISO 10308
ČSN EN ISO 10684 EN ISO 10684, ISO 10684
ČSN EN ISO 11124-2 EN ISO 11124-2, ISO 11124-2
ČSN EN ISO 11126-3 EN ISO 11126-3, ISO 11126-3
ČSN EN ISO 11126-4 EN ISO 11126-4, ISO 11126-4
ČSN EN ISO 11126-7 EN ISO 11126-7, ISO 11126-7
ČSN EN ISO 12679 EN ISO 12679, ISO 12679
ČSN EN ISO 12670 EN ISO 12670, ISO 12670
ČSN EN ISO 12690 EN ISO 12690, ISO 12690
ČSN EN ISO 12944-1 EN ISO 12944-1, ISO 12944-1
ČSN EN ISO 12944-2 EN ISO 12944-2, ISO 12944-2
ČSN EN ISO 12944-3 EN ISO 12944-3, ISO 12944-3
ČSN EN ISO 12944-4 EN ISO 12944-4, ISO 12944-4
ČSN EN ISO 12944-5 EN ISO 12944-5, ISO 12944-5
ČSN EN ISO 12944-6 EN ISO 12944-6, ISO 12944-6
ČSN EN ISO 12944-7 EN ISO 12944-7, ISO 12944-7
ČSN EN ISO 12944-8 EN ISO 12944-8, ISO 12944-8
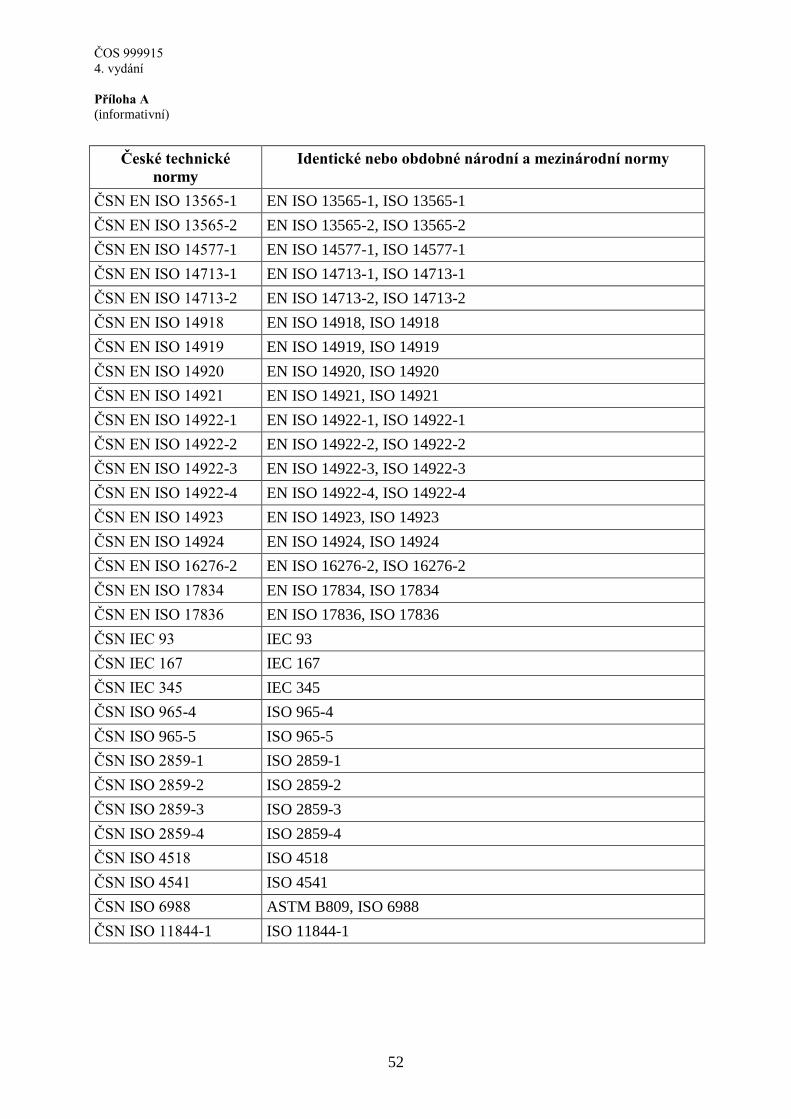
ČOS 999915
4. vydání
Příloha A
(informativní)
52
České technické
normy
Identické nebo obdobné národní a mezinárodní normy
ČSN EN ISO 13565-1 EN ISO 13565-1, ISO 13565-1
ČSN EN ISO 13565-2 EN ISO 13565-2, ISO 13565-2
ČSN EN ISO 14577-1 EN ISO 14577-1, ISO 14577-1
ČSN EN ISO 14713-1 EN ISO 14713-1, ISO 14713-1
ČSN EN ISO 14713-2 EN ISO 14713-2, ISO 14713-2
ČSN EN ISO 14918 EN ISO 14918, ISO 14918
ČSN EN ISO 14919 EN ISO 14919, ISO 14919
ČSN EN ISO 14920 EN ISO 14920, ISO 14920
ČSN EN ISO 14921 EN ISO 14921, ISO 14921
ČSN EN ISO 14922-1 EN ISO 14922-1, ISO 14922-1
ČSN EN ISO 14922-2 EN ISO 14922-2, ISO 14922-2
ČSN EN ISO 14922-3 EN ISO 14922-3, ISO 14922-3
ČSN EN ISO 14922-4 EN ISO 14922-4, ISO 14922-4
ČSN EN ISO 14923 EN ISO 14923, ISO 14923
ČSN EN ISO 14924 EN ISO 14924, ISO 14924
ČSN EN ISO 16276-2 EN ISO 16276-2, ISO 16276-2
ČSN EN ISO 17834 EN ISO 17834, ISO 17834
ČSN EN ISO 17836 EN ISO 17836, ISO 17836
ČSN IEC 93 IEC 93
ČSN IEC 167 IEC 167
ČSN IEC 345 IEC 345
ČSN ISO 965-4 ISO 965-4
ČSN ISO 965-5 ISO 965-5
ČSN ISO 2859-1 ISO 2859-1
ČSN ISO 2859-2 ISO 2859-2
ČSN ISO 2859-3 ISO 2859-3
ČSN ISO 2859-4 ISO 2859-4
ČSN ISO 4518 ISO 4518
ČSN ISO 4541 ISO 4541
ČSN ISO 6988 ASTM B809, ISO 6988
ČSN ISO 11844-1 ISO 11844-1

ČOS 999915
4. vydání
Příloha B
(informativní)
53
Bibliografie identických EN, IEC a ISO dokumentů k ČSN
EN 582:1993 Thermal spraying - Determination of tensile adhesive strength
EN 623-2:1993 Advanced technical ceramics. Monolithic ceramics. general and
textural properties. Part 2: Determination of density and porosity
EN 657:2005 Thermal spraying - Terminology, classification
EN 821-2:1997 Advanced technical ceramics - Monolithic - Thermo-physical
properties - Part 2: Determination of thermal difusivity by the leser
flash (or heat pulse) method
EN 1071-1:2003 Advanced technical ceramics - Methods of test for ceramic coatings -
Part 1: Determination of coating thickness by contact probe filometer
EN 1071-2:2002 Advanced technical ceramics - Methods of test for ceramic coatings -
Part 2: Determination of coating thickness by the crater grinding
method
EN 1071-3:2005 Advanced technical ceramics - Methods of test for ceramic coatings -
Part 3: Determination of adhesion and other mechanical failure modes
by a scratch test
EN 1159-2:2003 Advanced technical ceramics - Ceramic composites - Thermophysical
properties - Part 2: Determination of thermal diffusivity
EN 1274:2004 Thermal spraying - Powders - Composition, technical supply conditions
EN 1395-1:2007 Thermal spraying - Acceptance inspection of thermal spraying
equipment - Part 1: General requirements
EN 10025-1:2004 Hot rolled products of structural steels - Part 1: General technical
delivery conditions
EN 10025-2:2004 Hot rolled products of structural steels - Part 2: Technical delivery
conditions for non-alloy structural steels
EN 10025-3:2004 Hot rolled products of structural steels - Part 3: Technical delivery
conditions for normalized/normalized rolled weldable fine grain
structural steels
EN 10025-4:2004 Hot rolled products of structural steels - Part 4: Technical delivery
conditions for thermomechanical rolled weldable fine grain structural
steels
EN 10025-5:2004 Hot rolled products of structural steels - Part 5: Technical delivery
conditions for structural steels with improved atmospheric corrosion
resistance
EN 10025-6
+A1:2009
Hot rolled products of structural steels - Part 6: Technical delivery
conditions for flat products of high yield strength structural steels in the
quenched and tempered condition
EN 10143:2006 Continuously hot-dip coated steel sheet and strip - Tolerances on
dimensions and shape
EN 10163-3:2004
Delivery requirements for surface condition of hot-rolled steel plates,
wide flats and sections - Part 3: Sections
EN 10204:2004 Metallic products - Types of inspection documents

ČOS 999915
4. vydání
Příloha B
(informativní)
54
EN 10240:1997 Internal and/or external protective coatings for steel tubes -
Specification for hot dip galvanized coatings applied in automatic
plants
EN 10346:2009 Continuously hot-dip coated steel flat products - Technical delivery
conditions
EN 12502-3:2005 Protection of metallic materials against corrosion - Guidance on the
assessment of corrosion likelihood in water distribution and storage
systems - Part 3: Influencing factors for hot dip galvanised ferrous
materials
EN 13438:2005 Paints and varnishes - Powder organic coatings for galvanized or
sherardised steel products for construction purposes
EN 13507:2010 Thermal spraying - Pre-treatment of surfaces of metallic parts and
components for thermal spraying
EN 14665:2004 Thermal spraying - Thermally sprayed coatings - Symbolic
representation on drawings
EN 15340:2007 Thermal spraying - Determination of shear load resistance of thermally
sprayed coatings
EN 15520:2007 Thermal spraying - Recommendations for constructional design of
components with thermally sprayed coatings
EN 15773:2009 Industrial application of powder organic coatings to hot dip galvanized
or sherardized steel articles [duplex systems] - Specifications,
recommendations and guidelines
IEC 93:1993 Methods of test for volume resistivity and surface resistivity of solid
electrical insulating materials
IEC 167:1964 Methods of test for the determination of the insulation resistance of
solid insulating materials
IEC 345:1971 Method of test for electrical resistance and resistivity of insulating
materials at elevated temperatures
ISO 965-4:1998 ISO general purpose metric screw threads - tolerances - Part 4: Limits
of size hot-dip galvanized external screw threads to mate with internal
screw threads tapped with tolerance position H or G after galvanizing
ISO 965-5:1998 ISO general purpose metric screw threads - tolerances - Part 5: Limits
of size for internal scew threads to mate with hot-dip galvanized
external screw threads with maximum size of tolerance position H
before galvanizing
ISO 1460:1992 Metallic coatings - Hot dip galvanized coatings on ferrous materials -
Gravimetric determination of the mass per unit area (idt. EN ISO
1460:1994)
ISO 1461:2009 Hot dip galvanized coatings on fabricated iron and steel articles -
Specifications and test methods (idt. EN ISO 1461:2009)
ISO 1463:2003 Metallic and oxide coatings - Measurement of coating thickness -
Microscopical method (idt. EN ISO 1463:2004)
ISO 2063:2005 Thermal spraying - Metallic and other inorganic coatings - Zinc,
aluminium and their alloys (idt. EN ISO 2063:2005)
ISO 2064:1996 Metallic and other inorganic coatings - Definitions and conventions
concerning the measurement of thickness (idt. EN ISO 2064:2000)

ČOS 999915
4. vydání
Příloha B
(informativní)
55
ISO 2177:2003 Metallic coatings - Measurement of coating thickness - Coulometric
method by anodic dissolution (idt. EN ISO 2177:2004)
ISO 2178:2016 Non-magnetic coatings on magnetic substrates - Measurement of
coating thickness - Magnetic method (idt. EN ISO 2179:2016)
ISO 2360:2003 Non-conductive coatings on non-magnetic electrically conductive basis
materials - Measurement of coating thickness - Amplitude-sensitive
eddy current method (idt. EN ISO 2360:2003)
ISO 2409:2013 Paints and varnishes - Cross-cut test (idt. EN ISO 2409:2013)
ISO 2808:2007 Paints and varnishes - Determination of film thickness (idt. EN ISO
2808:2007)
ISO 2859-1:1999 Sampling procedures for inspection by attributes - Part 1: Sampling
schemes indexed by acceptance quality limit (AQL) for lot-by-lot
inspection
ISO 2859-2:1985 Sampling procedures for inspection by attributes - Part 2: Sampling
plans indexed by limited quality (LQ) for isolated lot inspection
ISO 2859-3:2005 Sampling procedures for inspection by attributes - Part 3: Skip-lot
sampling procedures
ISO 2859-4:2002 Sampling procedures for inspection by attributes - Part 4: Procedures
for assessment of declared quality levels
ISO 3274:1996
Cor.1:1998 Geometrical product specifications (GPS) - Surface texture: profile
method - Nominal characteristics of contact (stylus) instruments (idt.
EN ISO 3274:1998
ISO 3452-1:2013 Non-destructive testing – Penetrant testing – Part 1: General principles
(idt. EN ISO 3452-1:2013)
ISO 3543:2000 Metallic and non-metallic coatings - Measurement of thickness - beta
backscatter method (idt. EN ISO 3543:2000)
ISO 3549:1995 Zinc dust pigments for paints - Specification and test methods (idt. EN
ISO 3549:2002)
ISO 3868:1976 Metallic and non-metallic coatings - Measurement of coating
thicknesses - Fizeau multiple-beam interferometry method (idt. EN ISO
3868:1994)
ISO 4287:1997 +
A1:2009 Geometrical product specifications (GPS) - Surface texture: profile
method - Terms, definitions and surface texture parameters (idt. EN
ISO 4287:1998/Amd 1:2009)
ISO 4516:2002 Metallic and other inorganic coatings - Vickers and Knoop
microhardness tests (idt. EN ISO 4516:2002)
ISO 4518:1980 Metallic coatings - Measurement of coating thickness - Profilometric
method
ISO 4541:1978 Metallic and other non-organic coatings - Corrodkote corrosion test
(CORR test)
ISO 4624:2002 Paints and varnishes - Pull-off test for adhesion (idt. EN ISO
4624:2003)
ISO 6507-1:2005 Metallic materials - Vickers hardness test - Part 1: Test method (idt.
EN ISO 6507-1:2005)

ČOS 999915
4. vydání
Příloha B
(informativní)
56
ISO 6508-1:2005 Metallic materials - Rockwell hardness test - Part 1: Test method
(scales A, B, C, D, E, F, G, H, K, N, T) (idt. EN ISO 6508-1:2005)
ISO 6988:1985 Metallic and other non-organic coatings - Sulfur dioxide test with
general condensation of moisture
ISO 8501-1:2007 Preparation of steel substrates before application of paints and related
products - Visual assessment of surface cleanliness - Part 1: Rust
grades and preparation grades of uncoated steel substrates and of steel
substrates after overall removal of previous coatings (idt. EN ISO
8501-1:2007)
ISO 8504-1:2000 Preparation of steel substrates before application of paints and related
products - Surface preparation methods - Part 1: General principles (idt.
EN ISO 8504-1:2001)
ISO 8504-2:2000 Preparation of steel substrates before application of paints and related
products - Surface preparation methods - Part 2: Abrasive blast-
cleaning (idt. EN ISO 8504-2:2001)
ISO 8894-1:2010 Refractory materials - Determination of thermal conductivity - Part 1:
Hot-wire methods (cross-array and resistance thermometer) (idt. EN
ISO 8894-1:2010)
ISO 9220:1988 Metallic coatings - Measurement of coating thickness - Scanning
electron microscope method (idt. EN ISO 9220:1994)
ISO 9223:2012 Corrosion of metals and alloys - Corrosivity of atmospheres -
Classification, determination and estimation(idt. EN ISO 9223:2012)
ISO 9227:2012 Corrosion tests in artificial atmospheres - Salt spray tests (idt. EN ISO
9227:2012)
ISO 10308:2006 Metallic coatings - Review of porosity tests (idt. EN ISO 10308:2006)
ISO 10684:2004 Fasteners - Hot dip galvanized coatings (idt. EN ISO 10684:2004)
ISO 11124-2:1993 Preparation of steel substrate before application of paints and related
products - Specifications for metallic blast-cleaning abrasives - Part 2:
Chilled-iron grit (idt. EN ISO 11124-2:1997)
ISO 11126-3:1993 Preparation of steel substrate before application of paints and related
products - Specifications for metallic blast-cleaning abrasives - Part 3:
High-carbon cast-steel shot and grit (idt. EN ISO 11124-3:1997)
ISO 11126-4:1993 Preparation of steel substrate before application of paints and related
products - Specifications for metallic blast-cleaning abrasives - Part 4:
Coal furnace slag (idt. EN ISO 11124-4:1997)
ISO 11126-7:1999 Preparation of steel substrate before application of paints and related
products - Specifications for metallic blast-cleaning abrasives - Part 7:
Fused aluminium oxide (idt. EN ISO 11124-7:1999)
ISO 11844-1:2006 Corrosion of metals and alloys - Classification of low corrosivity of
indoor atmospheres - Part 1: Determination and estimation of indoor
corrosivity
ISO 12670:2011 Thermal spraying - Components with thermally sprayed coatings –
Technical supply conditions
ISO 12679:2015 Thermal spraying – Recommendations for thermal spraying (idt.
EN ISO 12679:2015)

ČOS 999915
4. vydání
Příloha B
(informativní)
57
ISO 12690:2010 Metallic and other inorganic coatings - Thermal spray coordination -
Tasks and responsibilities (idt. EN ISO 12690:2010)
ISO 12944-1:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 1: General introduction (idt. EN ISO
12944-1:1998)
ISO 12944-2:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 2: Classification of environments (idt.
EN ISO 12944-2:1998)
ISO 12944-3:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 3: Design considerations (idt. EN ISO
12944-3:1998)
ISO 12944-4:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 4: Types of surface and surface
preparation (idt. EN ISO 12944-4:1998)
ISO 12944-5:2007 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 5: Protective paint systems (idt. EN ISO
12944-5:2007)
ISO 12944-6:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 6: Laboratory performance testing
methods (idt. EN ISO 12944-6:1998)
ISO 12944-7:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 7: Execution and supervision of paint
work (idt. EN ISO 12944-7:1998)
ISO 12944-8:1998 Paints and varnishes - Corrosion protection of steel structures by
protective paint systems - Part 8: Development of specifications for
new work and maintenance (idt. EN ISO 12944-8:1998)
ISO 13565-1:1997 Geometrical product specifications (GPS) - Surface texture: profile
method; surfaces having stratified functional properties - Part 1:
Filtering and general measurement conditions (idt. EN ISO 13565-1:
1998)
ISO 14713-2:2009 Guidelines and recommendations for the protection against corrosion of
iron and steel in structures - Zinc coatings - Part 2: Hot dip galvanizing
(idt. EN ISO 14713-2:2009)
ISO 14577-1:2002 Metallic materials - Instrumented indentation test for hardness and
materials parameters - Part 1: Test method (idt. EN ISO 14577-1:2002)
ISO 14713-1:2009 Zinc coatings - Guidelines and recommendations for the protection
against corrosion of iron and steel in structures - Part 1: General
principles of design and corrosion resistence (idt. EN ISO 14713-
1:2009)
ISO 14713-2:2009 Zinc coatings - Guidelines and recommendations for the protection
against corrosion of iron and steel in structures - Part 2: Hot dip
galvanizing (idt. EN ISO 14713-2:2009)
ISO 14918:1998 Thermal spraying - Approval testing of thermal sprayers (idt. EN ISO
14918:1998)

ČOS 999915
4. vydání
Příloha B
(informativní)
58
ISO 14919:2001 Thermal spraying - Wires, rods and cords for flame and arc spraying -
Classification - Technical supply conditions (idt. EN ISO 14919:2001)
ISO 14920:1999 Thermal spraying - Spraying and fusing of self-fluxing alloys (idt. EN
ISO 14920:1999)
ISO 14921:2010 Thermal spraying - Procedures for the application of thermally sprayed
coatings for engineering components (idt. EN ISO 14921:2010)
ISO 14922-1:1999 Thermal spraying - Quality requirements of thermally sprayed
structures - Part 1: Guidance for selection and use (idt. EN ISO 14922-
1:1999)
ISO 14922-2:1999 Thermal spraying - Quality requirements of thermally sprayed
structures - Part 2: Comprehensive quality requirements (idt. EN ISO
14922-2:1999)
ISO 14922-3:1999 Thermal spraying - Quality requirements of thermally sprayed
structures - Part 3: Standard quality requirements (idt. EN ISO 14922-
3:1999)
ISO 14922-4:1999 Thermal spraying - Quality requirements of thermally sprayed
structures - Part 4: Elementary quality requirements (idt. EN ISO
14922-4:1999)
ISO 14923:2003 Thermal spraying - Characterization and testing of thermally sprayed
coatings (idt. EN ISO 14923:2003)
ISO 14924:2005 Thermal spraying - Post-treatment and finishing of thermally sprayed
coatings (idt. EN ISO 14924:2005)
ISO 16276-2:2007 Corrosion protection of steel structures by protective paint systems -
Assesment of, and acceptance criteria for, the adhesion/cohesion
(fracture strength) of a coating - Part 2: Cross-cut testing and x-cut
testing (idt. EN ISO 16276-2:2007)
ISO 17834:2003 Thermal spraying - Coatings for protection against corrosion and
oxidation at elevated temperatures (idt. EN ISO 17834:2003)
ISO 17836:2004 Thermal spraying - Determination of the deposition efficiency for
thermal spraying (idt. EN ISO 17836:2004)

ČOS 999915
4. vydání
59
(VOLNÁ STRANA)

ČOS 999915
4. vydání
60
Účinnost českého obranného standardu od: 11. prosince 2017
Změny:
Změna
číslo Účinnost od Změnu zapracoval
Datum
zapracování Poznámka
U p o z o r n ě n í :
Oznámení o českých obranných standardech jsou uveřejňována měsíčně
ve Věstníku Úřadu pro technickou normalizaci, metrologii a státní
zkušebnictví v oddíle „Ostatní oznámení“ a Věstníku MO.
V případě zjištění nesrovnalostí v textu tohoto ČOS zasílejte připomínky
na adresu distributora.
Rok vydání: 2017, obsahuje 30 listů
Tisk: Ministerstvo obrany ČR
Distribuce: Odbor obranné standardizace Úř OSK SOJ, nám. Svobody 471, 160 01 Praha 6
Vydal: Úřad pro obrannou standardizaci, katalogizaci a státní ověřování jakosti
www.oos.army.cz
NEPRODEJNÉ







