
May 2012
Process Integrated Carbon Capture (CC)
Field Tests And Further Perspectives In Industrial Processes
M. Kleinhappl, J. Zeisler
Bioenergy 2020+ GmbH
Speaker: Markus Kleinhappl instead of

AREA II-1/ IK-Gasification
slide 2
Overview
■ Carbon Capture (CC) in industrial processes
■ Chemical absorption in amine solutions
■ Mobile test plant
■ Results of field-tests
■ Gas and Liquid analyses
■ Implementation strategies

AREA II-1/ IK-Gasification
slide 3
CC in industrial processesbasic concepts
Source: www.energieblog24.de: Schwarze Pumpe - Oxyfuel
Post combustionCC
OxyfuelCC
Process integratedCC
AREA II-1/ IK-Gasification
slide 4
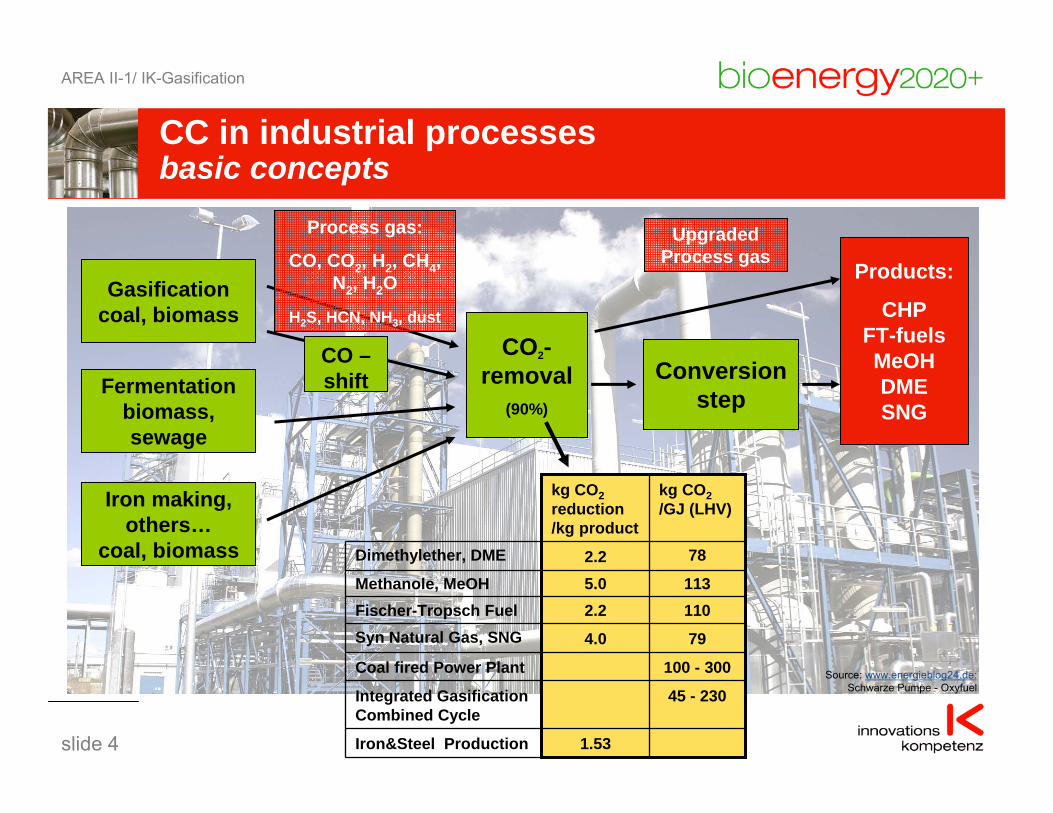
CC in industrial processesbasic concepts
1.53Iron&Steel Production
45 - 230Integrated GasificationCombined Cycle
100 - 300Coal fired Power Plant
794.0Syn Natural Gas, SNG1102.2Fischer-Tropsch Fuel1135.0Methanole, MeOH
782.2Dimethylether, DME
kg CO2/GJ (LHV)
kg CO2reduction/kg product
Gasificationcoal, biomass
CO2-removal
(90%)
Products:
CHPFT-fuelsMeOHDMESNG
Iron making, others…
coal, biomass
Conversionstep
Process gas:
CO, CO2, H2, CH4, N2, H2O
H2S, HCN, NH3, dust
Fermentationbiomass, sewage
UpgradedProcess gas
CO –shift
Source: www.energieblog24.de: Schwarze Pumpe - Oxyfuel
AREA II-1/ IK-Gasification
slide 5
CC in industrial processesbasics
Ecological benefits■ Emission reduction and energy recovery■ Saving resources due to CO2 recycling
Procedural benefits■ Increase of calorific value■ Volume flow reduction ■ Decrease of CO2 partial pressure
Benefits in subsequent conversion steps(e.g. Catalytic conversion including complete recovery of sulphur)

AREA II-1/ IK-Gasification
slide 6
Chemical absorption in alkanolamine solutionsbasics
•Dissociation and ionization of CO2:
CO2 + H2O HCO3- + H+
•Protonation of alkanolamine:
RNH2 + H+ RNH3+
•Carbamate formation:
RNH2 + CO2 RNHCOO- + H+
-
2.500
5.000
7.500
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0
CO2 gas out Concentration [vol%]
spec
ific
Hea
t dem
and
[kJ/
kg]
DEA 30%Abs. p: atm.Des. p: 1,8 barDes. T: 116-118 °CGas flowrate: 15 - 17 m³/h, uscL/G ratio: 7.0 - 12.2 l/m³, uscTest duration of point: 3-5 h
Recovery applicationSynthesis gas upgrade
absorber
desorber
T2 T3T4
T5
20-40°C
100-120°C; 0-1bar
gas out: CO2 0-5%vol
CO2
PIRC
10-20°C
gas in: CO2 10-30%vol

AREA II-1/ IK-Gasification
slide 7
CO2-separation teststechnology & methods
Key-data of tests
à 200 - 400 h 115 - 300 l/h9 - 30 Nm³/h
Test durationSorbent flowGas flow
■ Redesign of a mobile CO2-separation unit for process gas
■ Reference and long term tests with different absorbent compositionsMonoethanolamine (MEA), Diethanolamine (DEA), MDEA+MEA-solutions, Industrial CO2/ H2S-removal solvents
■ Chemical analysis of gas and liquidsOnline gas analysis (main gas components, CO2 and H2S), additional gas measurement (periodically), CO2-loads (TIC), degradation products (HPLC)
■ Evaluation of chemical effectsDegradation products, capacity, corrosion, long-time behaviour
■ Evaluation and analysis of CC process dataSeparation efficiency, energy demand, sorbent capacity, control strategy

AREA II-1/ IK-Gasification
slide 8
CO2-separation testsselected results
75 - 95 %Separation rate, ηCC
Key-data of tests21 - 23 vol%CO2-conc., crude gas
1,8 - 2,5 baraDesorber - pressure200 - 433
175 - 300 h
115 - 300 l/h
9 - 30 Nm³/h
Number of cyclesTest durationSorbent flowGas flow
7 l/Nm³Liq-gas-ratio3.300 kJ/kg CO2
Spec. heat duty, qDes
90% Separation rate, ηCC
MEA 30%Best results
3,000
3,500
4,000
4,500
5,000
5,500
74 76 78 80 82 84 86 88 90 92 94 96
ℵCC, separation efficiency [%]
spec
. hea
t dut
y [k
J/kg
]
Desorption pressure: 1,8 barabs
CO2-concentration, crude gas: 21 -23 vol%
MEA 20%
MDEA/MEA 30%/20%
DEA 30%
MEA 30%
Constant gas conditions:■ No oxygen■ Dust < 1 mg/m³, usc■ H2S < 80 mg/m³, usc■ System overpressure 65 mbar

AREA II-1/ IK-Gasification
slide 9
Gas and liquid characterisationSampling procedure
PIFI
PIFI
cooling unit
pump activatedchar coal
flow rate display
silica gel
flow rate measurement
ball valve
control valve collection drain
impinger for inorganicparameters
safety flask
cooled double jacket flasksfor organic parameters
probe
heated filter
heated tube
ball valve
PIPIFIFI
PIPIFIFI
cooling unit
pump activatedchar coal
flow rate display
silica gel
flow rate measurement
ball valve
control valve collection drain
impinger for inorganicparameters
safety flask
cooled double jacket flasksfor organic parameters
probe
heated filter
heated tube
ball valve
Gas-sampling Liquid-analysis
CO2-Analyzer:• Total Inorganic Carbon (TIC)• Principle: stripping out CO2 with
phosphoric acid for infrared detection
Conductivity:• via conductivity cell
Degradation products:• HPLC

AREA II-1/ IK-Gasification
slide 10
CO2-separation testsAbsorption of H2S/HCN
Hydrogencyanide (HCN) MEA20%
0
2
4
6
8
10
12
S_1 S_2 S_3 S_1 S_2 S_3
[mg
HC
N/m
Hydrogensulfur (H2S) MEA20%
0,00
20,00
40,00
60,00
80,00
100,00
120,00
S_1 S_2 S_3 S_1 S_2 S_3
[mg
H2S
/m
before absorber before absorber
after absorber
after absorber
Hydrogencyanide (HCN) DEA20/30%
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
S_1 S_2 S_3 S_1 S_2 S_3
[mg
HC
N/m
20%
30% 30%
20% 30% 30%
Hydrogensulfur (H2S) DEA20/30%
0
10
20
30
40
50
60
70
S_1 S_2 S_3 S_1 S_2 S_3
[mg
HC
N/m
20% 30% 30%
before absorber
after absorber after absorber
before absorber
20%
30% 30%
MEA20% DEA30%
Complete removal of H2S and HCN with all tested solvents(MEA, DEA and MEA+MDEA-solutions)
Complete stripping of H2S in the desorption unit

AREA II-1/ IK-Gasification
slide 11
CO2-separation testsliquid analysis
32 - 470,15 – 0,1637,6 – 40,70,30 – 0,3172 - 75MEA20/MDEA30
18 - 260,06 – 0,158,5 – 18,70,27 – 0,3534 – 44,2DEA 30
38 - 550,28 – 0,3859 – 81,50,53 – 0,62115 - 132MEA 30
23 - 350,36 – 0,3952 - 570,55 – 0,6180 - 89MEA 20
[g/l]α [mol/mol Amin]c [g/l]α [mol/mol Amin]c [g/l]
ΔcCO2-lean sorbent – CO2-loadCO2-rich sorbent – CO2-load
■ Up to 400 h of operation no depletion in performance (spec. heat duty, efficiency)
■ Gas analyses via standardised methods CO2, CO, H2, CH4, impurities
■ Liquid analysis via HPLC-UVOxazolidone, HEIA, HEEDA, DI-UREA detection limit of 1 ppm
almost no degradation products found
CO2 load in used solvent solution:
min2.5 2.75 3 3.25 3.5 3.75 4 4.25 4.5
mAU
0
10
20
30
40
50
MWD1 A, Sig=195,4 Ref=400,100 (AMIN\SPIKE_PROBE_100%H2O_20111108_4WL 2011-11-08 13-38-21\039-0901.D)
2.6
72
2.8
58
3.1
38
3.9
98
4.2
54
MWD1 A, Sig=195,4 Ref=400,100 (AMIN\SPIKE_PROBE_100%H2O_20111108_4WL 2011-11-08 13-38-21\036-0601.D)
2.8
58
3.1
41
3.3
83
4.0
01
4.2
56
sample (blue line); sample + standard (red line)
e.g.: oxazolidoneEvaluation of degradation effects:

AREA II-1/ IK-Gasification
slide 12
Appendix –Blast furnace + CC + GuD-// CC combined cycle
Exhaust gas
ore, coke
Gas-turbine
Air
Gas-cooling
Gas treatment
steem150°C
; 4 bar
M
G
heat
G
Steem-turbine
CO2
CO2-lean process gas = fuel gas
Blast furnacegas
CC-plant
HRSG
from:
HRSGslagfurnaces…
e.g. to blast furnace
example:
Crude iron: 2,7 Mt/yCO2 separated: 0,75 Mt/yCC steam demand 160 MW
e.g. from air compressor

AREA II-1/ IK-Gasification
slide 13
Installation of the mobile plant
AREA II-1/ IK-Gasification
slide 14
Looking for further collaborations…….
■ For initiatives of plant manufacturers to realised these technology in industrial scal for production and energy (IGCC)
■ In general for material testing absorbent mixtures
■ Specific interests of gas characterisation and degradivecomponents; analyses can be performed
Thank You for Your kind attention!

May 2012
Process Integrated Carbon Capture (CC)
Field Tests And Further Perspectives In Industrial Processes
M. Kleinhappl, J. Zeisler
Bioenergy 2020+ GmbH







