
1
Perancangan dan Analisis Stamping Dies untuk Pembuatan Produk
Bracket Bumper Dengan Proses Press Multi Forging
Azmi Hilman / 20405140
Fakultas Teknologi Industri, Jurusan Teknik Mesin Universitas Gunadarma
Jl. Margonda Raya No.100, Depok 16424
E-mail : [email protected]
ABSTRAKSI
Stamping Part adalah sebuah hasil dari suatu proses produksi yang dinamakan Sheet
Metal Forming, dimana untuk menghasilkan Press Part dibutuhkan Sheet Metal atau lembar
plat, Pressing Dies sebagai cetakannya dan mesin pres untuk memproduksinya. Penggunaan
Pressed Part sangat dominan pada industri otomotif, elektronika, bahkan pada industri berat
seperti industri kapal dan pesawat terbang.
Penelitian ini bertujuan merancang dan membuat Stamping Dies untuk membuat
suatu Preesd Part yang pemakaianya ditunjukan pada mobil yang merupakan salah suatu
merek yang telah diproduksi di Indonesia.
Proses yang dirancang dan dibuat diesnya hanya pada proses Blanking dan Forming dari
enam proses yang direncanakan pembuatanya dimana proses lainya adalah Resttrike,
Bending, Pierching 1 dan Pierching 2.
Proses perencanaanya dimulai dengan terima drawing dari costomer, analisa flow
proses, perencanaan Dies dan perhitungan-perhitungannya, proses manufakturnya, trial-trial
dah tahap kirim sample, hingga mass production. Untuk proses Design ini menggunakan
software cad, sedangkan untuk perhitunganya menggunakan teori-teori sheet metal forming.
A. Kata Kunci : Pressed Part, Sheet Metal Forming, Pressing Dies
1. PENDAHULUAN
Sheat Metal Forming
adalah salah satu bagian dari proses produksi dimana dalam proses pembuatannya menggunakan sheet metal
atau lembaran plat sebagai material, pressing dies sebagai cetakannya serta
menggunakan mesin press sebagai mesin pemrosesnya. Hasil yang didapatkan dari proses ini adalah sheet metal part atau
biasa dikenal dengan nama pressed part.
Dalam dunia otomotif baik
kendaraan roda dua maupun kendaraan roda empat atau lebih, industri elektronik
bahkan di industri berat seperti industri kapal dan pesawat, pressed part merupakan satu bagian yang sangat
penting dan penggunaannya cukup besar dan fungsinya belum dapat tergantikan
oleh komponen lain karena sifat-sifatnya itu.
Spesifikasi teknis yang belum
dapat digantikan oleh bahan non metal

2
seperti kayu atau plastik misalnya dalam hal kekuatan yang cukup dalam menahan
beban yang besar termasuk beban kejut seperti komponen pressed part pada outer
body panel dan chasis mobil. Bila berbicara tentang pressed part, tentunya akan sangat berkaitan dengan pressing
dies. Sebab pressing dies adalah cetakan yang digunakan untuk membentuk pressed
part. Bentuk dari pressed part, kepresisian dari part yang dihasilkan tergantung dari dies-nya. Oleh sebab itu bagaimana
mendesain pressing dies yang baik adalah hal yang utama. Dalam proses desain
sebuah pressing dies perlu diperhatikan aspek-aspek berikut yang meliputi:
Kekuatan dari kontruksi dies yang
direncanakan, sebab dies dibuat untuk produksi masal dengan laju
produksi yang tinggi. Pemilihan material yang tepat dari
bagian-bagian dies, dengan
pemilihan material yang tepat dapat memperpanjang life time dies dan
memperlama proses kerusakan karena pemakaianya.
Safty dalam pengoprasian dies oleh
operator, safety adalah hal yang penting yang perlu diperhatikan
dalam perancangan awal suatu dies untuk menghindari terjadinya kecelakaan kerja dalam
pengoperasiannya. Mudah dalam proses
manufakturnya dan mampu dikerjakan oleh mesinmesin yang tersedia.
Cost pembuatan yang rendah, dengan adanya cost yang rendah
maka akan menurunkan harga suatu pressed part yang dijual ke customer. Sebab dengan harga
yang rendah, pressed part yang dihasilkan akan mampu
berkompetisi di pasaran. Kualitas dies yang bagus, kualitas
yang bagus dari suatu dies dengan
sendirinya akan menghasilkan pressed part yang bagus dari segi
kualitas. Sebab dengan kualitas
yang baik, pressed part yang dihasilkan akan memenuhi kriteria
yang disyaratkan oleh pelanggan atau customer requirement dan
meningkatkan kepuasan pelanggan atas produk yang dihasilkan.
Mudah dalam bongkar pasang
ketika suatu saat dibutuhkan perawatan atau penggantian spare
part-nya. Pressing dies tentunya butuh perawatan dan penggantian spare part apabila suatu saat
mengalami gangguan. Selain berbicara tentang sheet metal
forming yang mana output dari proses tersebut adalah pressed part dan pressing dies sebagai cetakannya maka
juga perlu diketahui mengenai mesin press. Mesin press adalah mesin yang
digunakan untuk memproduksi pressed part tersebut. Klasifikasi mesin press terbagi menjadi beberapa kategori,
namun yang akan dibicarakan adalah berdasarkan sumber power yang
digunakan yaitu: mesin press mekanik dan mesin press hidrolik. Mesin press mekanik menggunakan sistem kendali
flywheel untuk mendapatkan pergerakan ram. Flywheel menyerap
energi dari motor yang berputar terus menerus dan menyalurkan energi yang tersimpan tersebut kepada benda kerja.
Mesin press jenis ini mempunyai kecepatan yang cukup tinggi dan bisa
menghasilkan kapasitas produksi yang tinggi. Sedangkan tipe yang kedua adalah mesin press hidrolik dimana
menggunakan pergerakan silinder hidrolik untuk menggerakkan ram.
BAB II LANDASAN TEORI
2.1 PENGERTIAN DASAR
Pressing dies adalah suatu alat perkakas tekan yang digunakan untuk
memotong atau membentuk suatu sheet metal atau plat lembaran sesuai dengan bentuk yang diinginkan. Dalam
operasionalnya, pressing dies ini digerakkan oleh mesin press, apakah

3
mechanical press machine atau hydraulics press machine.
Tujuan dari pembuatan pressing dies adalah untuk membuat komponen secara
masal dengan ukuran dan bentuk yang sama dalam waktu yang relatif singkat. Jadi pressing dies berfungsi menghemat
waktu pengerjaan dan penghematan biaya produksi.
Jadi pressing dies berfungsi menghemat waktu pengerjaan dan
penghematan biaya produksi.
2.2 BAGIAN-BAGIAN DARI
PRESSING DIES
Secara umum pressing dies terbagi menjadi dua bagian yaitu Botom dies dan
Upper dies.
2.3 JENIS-JENIS DIES
Secara umum konstruksi dies dibagi menjadi dua bagian yaitu:
~ Single Operation Dies ~ Multi Operation Dies
2.3.1 Single Operation Dies.
Single Operation Dies atau biasa disebut single dies adalah konstruksi dies
yang mempunyai sebuah proses pada die set-nya dan hanya menghasilkan sebuah
part dalam sekali stroke. Part yang dihasilkan dapat berupa hasil blank, part setengah jadi atau finish goods part.
Macam – macam single operation dies antara lain:
2.3.1.1 Cut Off Die.
Cut off die dipergunakan hanya untuk proses cutting dengan tujuan cutting
blank, separating atau scrap cutting. Cut off die juga kerap kali dipadukan dengan
proses blanking untuk memotong scrap. Pemotongan blank dengan cut off die terbatas pada blank yang sederhana dan
tidak dituntut ketelitian. Gambar dibawah.
Gambar 2.3 Cut Off Dies
2.3.1.2 Cut Off & Drop Through
Blanking Die
Cut Off & Drop Through Blanking Die dipergunakan untuk proses blank-
cutting, hanya saja hasil pemotongan akan jatuh ke bagian bawah dari die melewati lubang pada bolster mesin dan masuk ke
tempat penampungan. Cut off sangat efisien dalam pemakaian bahan karena
scrap yang terbuang sangat sedikit. Gambar dibawah ini menunjukan tipe cut off & drop through blanking die.
Gambar 2.4 Cut Off & Drop Through Blanking Die
2.3.1.3 Drop Through Die
Drop Through Die atau dengan istilah lain Blank Through Die adalah
konstruksi press dies yang produknya jatuh ke bawah die dan melewati lubang pada bolster mesin dan masuk ke penampungan.
Konstruksi dies seperti ini pada umumnya untuk proses blanking dan untuk
membuang scrap pada proses pierching. Untuk jenis konstruksi dies ini
memerlukan stripper untuk menahan
material ketika dies sedang bekerja. Inverted Die atau istilah lainnya
Return-Type Blanking Die adalah die dimana
hasil blank akan jatuh ke bawah die tetapi kembali ke atas pada posisi yang sama pada
saat pemotongan. Mekanisme ini dapat terjadi karena adanya pad yang mengangkat
kembali hasil blank karena adanya gaya
spring atau urethane yang menekan pad ke atas. Kadang kala susunan punch dan die
dibalik yaitu dengan menempatkan punch di
bawah dan die di atas, dengan demikian blank yang dihasilkan akan berada di atas
yang kemudian dengan mekanisme knock-out.
2.3.2 Multi Operation Dies
Multi Operation Dies adalah dies yang didesain untuk bekerja pada dua atau lebih operasi dalam sekali stroke.
Konstruksi dies ini memang lebih rumit sebab harus dicari kesesuaian die height

4
dari proses-proses tersebut. Bila die height-nya tidak sama maka part yang
dihasilkan tidak sesuai dengan spesifikasi yang diinginkan dari drawing produknya.
Macam-macam multi opration dies adalah
2.3.2.1 Compound Dies
Compound Dies merupakan gabungan dua atau lebih proses yang
berhubungan menjadi satu artinya adalah dua atau lebih proses dirancang terdapat pada satu dies. Waktu prosesnya dilakukan
serentak. Pilihan untuk membuat compound dies tergantung pada beberapa
pertimbangan antara lain: ~ Cost produksi ~ Cycle time yang pendek
~ Akurasi part ~ Penghematan pemakaian mesin Gambar
dibawah ini menunjukan tipe compound dies.
Gambar 2.5 Dies Compound
2.3.2.2 Combination Dies
Combination Dies atau istilah yang
lazim disebut Group Tool, Gang Process atau Family Dies yang artinya adalah
gabungan dari dua atau lebih proses pada satu die set yang tidak sejajar pemakaiannya. Ini mengandung arti bahwa
pada satu die set terdapat dua atau lebih proses. Dalam sekali stroke dihasilkan
jumlah part sesuai dengan jumlah proses yang ada pada satu die set. Gambar dibawah ini menunjukan tipe combination
dies.
Gambar 2.6 Combination Dies
2.3.2.3 Progressive Dies
Progressive Dies terdiri dari banyak proses atau multiple station yang saling berhubungan yang berasal dari
material yang sama. Pada progressive dies umumnya menggunakan coil ( steel sheet
gulungan ) dan coil feeder sebagai penggerak coil secara otomatis. Part yang
diproses dari awal akan menempel terus pada lembaran plat sampai dengan proses terakhir. Harga progressive dies memang
sangat mahal, oleh karena itu hanya produk yang volume produksinya tinggi
yang menggunakan press dies jenis ini.
Gambar 2.7 Progresiv Dies
2.4 JENIS-JENIS PROSES SHEET
METAL FORMING
Secara umum proses-proses yang terdapat
pada sheet metal forming dikelompokkan menjadi tiga bagian yaitu:
1. Proses Cutting ( pemotongan ) 2. Proses Forming ( pembentukan ) 3. Proses Compression ( penekanan)
2.4.1 Proses Cutting ( pemotongan )
Proses cutting / pemotongan pada
sheet metal mempunyai banyak tujuan sesuai dengan fungsi dari proses pemotongan tersebut yang spesifik. Maka
untuk istilah pemotongan juga berbeda-beda agar tidak salah pengertian. Jenis-
jenis proses pemotongan tersebut antara lain: 2.4.1.1 Blanking.
Proses blanking bertujuan agar mendapatkan hasil potongnya atau blank,
sedangkan sisanya akan dibuang sebagai sampah atau disebut scrap. Gambar dibawah ini menunjukan proses blanking.
Gambar 2.8 Proses Blanking

5
2.4.1.2 Cutting.
Proses cutting merupakan proses
pemotongan beberapa bagian dari suatu part. Sisa pemotongan dibuang sebagai
scrap. Gambar dibawah ini menunjukan proses cutiing.
Gambar 2.9 Proses Cuting
2.4.1.3 Trimming
Proses trimming merupakan
kelanjutan dari proses drawing yaitu pemotongan sisa material yang tidak
berguna untuk mendapatkan ukuran akhir yang dibutuhkan. Proses trimming akan meninggalkan bagian yang tidak berguna.
Gambar 2.10 Proses Trimming
2.4.1.4 Notching
Notching adalah proses pemotongan pada bagian pinggir material /
part, biasanya pada progressive dies. Dengan pemotongan tersebut, part berangsur terbentuk walaupun masih
menempel pada scrap skeleton. Gambar dibawah ini menunjukan proses notching.
Gambar 2.11 Proses Notching
2.4.1.5 Parting Atau Separating
Parting atau separating adalah
proses pemisahan suatu part menjadi dua bagian atau beberapa bagian dari sheet
metal strip sehingga menghasilkan part yang dikehendaki. Pada proses separating terdapat scrap yang tidak terpakai. Gambar
dibawah ini menunjukan proses parting atau separating.
Gambar 2.12 Proses Parting Atau Separating
2.4.2 Proses Forming ( pembentukan ) Forming adalah istilah umum yang
dipakai pada proses pembentukan sheet metal untuk mendapatkan contour yang
diinginkan. Proses forming, tidak menghasilkan pengurangan atau penghilangan material seperti yang terjadi
pada proses cutting. Maka untuk istilah pembentukan juga berbeda-beda agar tidak
salah pengertian. Jenis-jenis proses pembentukan tersebut antara lain: 2.4.2.1 Bending
Bending adalah proses penekukan plat dimana hasil dari penekukan ini
berupa garis sesuai dengan bentuk sudut yang diinginkan. Gambar dibawah ini menunjukan proses bending.
Gambar 2.19 Proses Bending
2.4.2.2 Flanging
Flanging adalah sama seperti bending namun garis bending yang
dihasilkan tidak lurus melainkan mengikuti bentuk part yang bersangkutan.
Proses ini dimaksudkan untuk memperkuat bagian sisi dari produk atau untuk alasan keindahan.
Gambar 2.20 Proses Flanging
2.4.2.3 Forming
Forming mengacu pada pengertian
yang lebih sempit yang artinya adalah deformasi dari sheet metal yang merupakan kombinasi dari proses bending
dan flanging. Proses forming menghasilkan bentuk yang sangat
kompleks dengan tekukan-tekukan serta contour part yang rumit. Gambar dibawah ini menunjukan
proses forming.
6
Gambar 2.21 Proses Forming
2.4.2.4 Drawing
Drawing adalah forming yang cukup dalam sehingga proses
pembentukannya memerlukan blank holder atau stripper dan air cushion / spring untuk mengontrol aliran dari
material. Untuk bentuk yang tidak beraturan diperlukan bead untuk
menyeimbangkan aliran material. Untuk menghasilkan produk yang baik, sebaiknya digunakan steel sheet khusus
proses drawing dan menggunakan mesin press hidrolik. Gambar dibawah ini
menunjukan proses drawing.
Gambar 2.22 Proses Drawing
2.4.2.5 Deep Drawing.
Deep Drawing merupakan proses
drawing yang dalam sehingga untuk mendapatkan bentuk dan ukuran produk akhir diperlukan beberapa kali proses
drawing. Blank holder / stripper mutlak diperlukan dan hanya dapat diproses pada
mesin press hidrolik dan menggunakan sheet metal khusus untuk deep drawing. Gambar dibawah ini menunjukan proses
deep drawing.
Gambar 2.23 Proses Deep Drawing
2.4.3 Proses Compression ( penekanan )
Proses ini termasuk dalam operasi
forming yang mana tekanan yang kuat diberikan pada sheet metal untuk menghasilkan tegangan kompresi yang
tinggi pada plat untuk menghasilkan deformasi plastis. Jenis-jenis proses
penekanan ini adalah : 2.4.3.1 Stamping Atau Marking
Stamping atau Marking atau
kadang-kadang disebut proses coining digunakan untuk membuat tanda, simbol,
huruf atau bentuk lainnya dengan proses
cold forging. Gambar dibawah ini menunjukan proses stamping.
Gambar 2.33 Proses Stamping Atau Marking
2.4.3.2 Heading
Heading adalah proses pembentukan kepala dari part, biasanya
pada material steel bar. Proses pembentukannya dengan proses hot forging atau cold forging dimana bagian
ujung dari part diproses dengan menggunakan pressing dies untuk
membentuk kepala. Gambar dibawah ini menunjukan proses heading.
Gambar 2.34 Proses Heading
2.4.3.3 Sizing
Sizing adalah operasi dimana material plat diberi tekanan tinggi yang mana
menyebabkan material mengalir, karena itu sizing bertujuan untuk memperbesar
akurasi dimensi dari part / benda kerja. Gambar dibawah ini menunjukan proses sizing.
Gambar 2.35 Proses Sizing
2.5 FAKTOR YANG BERPENGARUH
PADA PROSES PEMOTONGAN Pada proses pemotongan, untuk
mendapatkan hasil part yang baik harus
diperhatikan hal-hal berikut : gaya dari punch, F; speed dari punch; kondisi
permukaan dan material punch dan die;
kondisi sisi pisau pemotong punch dan die; type pelumasan; dan clearence atau
kelonggaran antara punch dan die.
2.6 Faktor Yang Berpengaruh
Pada Proses Pembentukan
Salah satu jenis proses pembentukan
adalah proses bending, yang mana tidak

7
hanya untuk pembentukan sebagai bentuk L,
U atau V, tapi juga untuk memperbaiki
kekakuan momen inersianya. Proses bending
mempunyai sejumlah besar penerapannya
pada otomotif, industri pesawat terbang atau
untuk memproduksi produk-produk sheet
metal lainnya. Hampir semua proses-proses
pembentukan yang telah dijelaskan di atas
dasarnya adalah bentuk bending dimana
bentuk-bentuk bending tersebut saling
berhubungan sehingga menjadikannya
sebuah bentuk bending yang kompleks.
Dalam proses pembentukan, ada
beberapa faktor yang harus diperhatikan agar
part yang dihasilkan dari proses
pembentukan sesuai dengan standar yang
ada yaitu sesuai drawing part. Pada kasus ini
diambil salah satu proses yaitu proses
bending yang dipakai sebagai dasar analisa.
Faktor-faktor tersebut adalah sbb:
2.6.1 Deformasi Bending
Ketika sheet metal di-bending,
maka tegangan tekan (compression stress) terjadi sepanjang permukaan bagian dalam
dari daerah yang di-bending dengan arah tegak lurus terhadap sumbu bending. Hal ini bisa menimbulkan masalah kerutan
(wringkle) pada produk. Sementara tegangan tarik terjadi (tensile stress) pada
permukaan bagian luar dari daerah yang di-bending juga pada arah tegak lurus permukaan yang di-bending.
Hal ini bisa mengakibatkan retakan (crack) pada produk. Karena kedua
fenomena tersebut (compression stress dan tensile stress) maka terbentuklah garis maya yang disebut garis netral di antara
permukaan dalam dan permukaan luar dari daerah yang di-bending. Garis netral
tersebut tidak mengalami tekukan atau
tarikan ilustrasinya dapat dilihat pada gambar dibawah ini.
Gambar 2.43 Tegangan Pada Proses Bending
Ketika radius bending terlalu kecil, garis netral tersebut akan terletak di antara
garis tengah dan sisi permukaan bagian dalam dari plat. Pada potongan penampang
dari sumbu bending, compression stress dan tensile stress bertindak searah sumbu bending yang akan menghasilkan
lengkungan. Ketika ri lebih besar dari pada tebal material, akibat yang ditimbulkan
dari tegangan tersebut sangatlah kecil dan tidak menimbulkan masalah yang berarti.
Di sisi lain, apabila ketebalan
material yang mana ri/ T kecil,kelengkungan yang terjadi tidak bisa diremehkan, dan jika ukuran yang akan di-
bending cukup panjang, kelengkungan ini akan terjadi pada kedua ujungnya yang
melebihi garis tengah dari plat. Untuk menghilangkan kelengkungan tersebut dibutuhkan perbaikan pada ukuran die atau
dengan cara proses tambahan yaitu restrike atau dengan metode lainnya.
2.6.2 Perhitungan Gaya Bending
Pada proses bending, ada tiga jenis proses pembentukannya yaitu U-bending,
V-bending dan L-bending dengan wiping die. Berikut ini adalah analisa perhitungan
gaya-gaya bending. 1. L-bending / wiping die
Cara kerja proses bending dengan
menggunakan L-bending atau wiping die adalah dimana material dijepit pada die
oleh stripper pada salah satu sisi dan punch menekuk perpanjangan material yang melebihi sisi die yang lain. Pada sisi punch
bending sering dibuatkan radius yang bertujuan ketika sedang terjadi proses
penekukan, material tidak mengalami sobek.
8
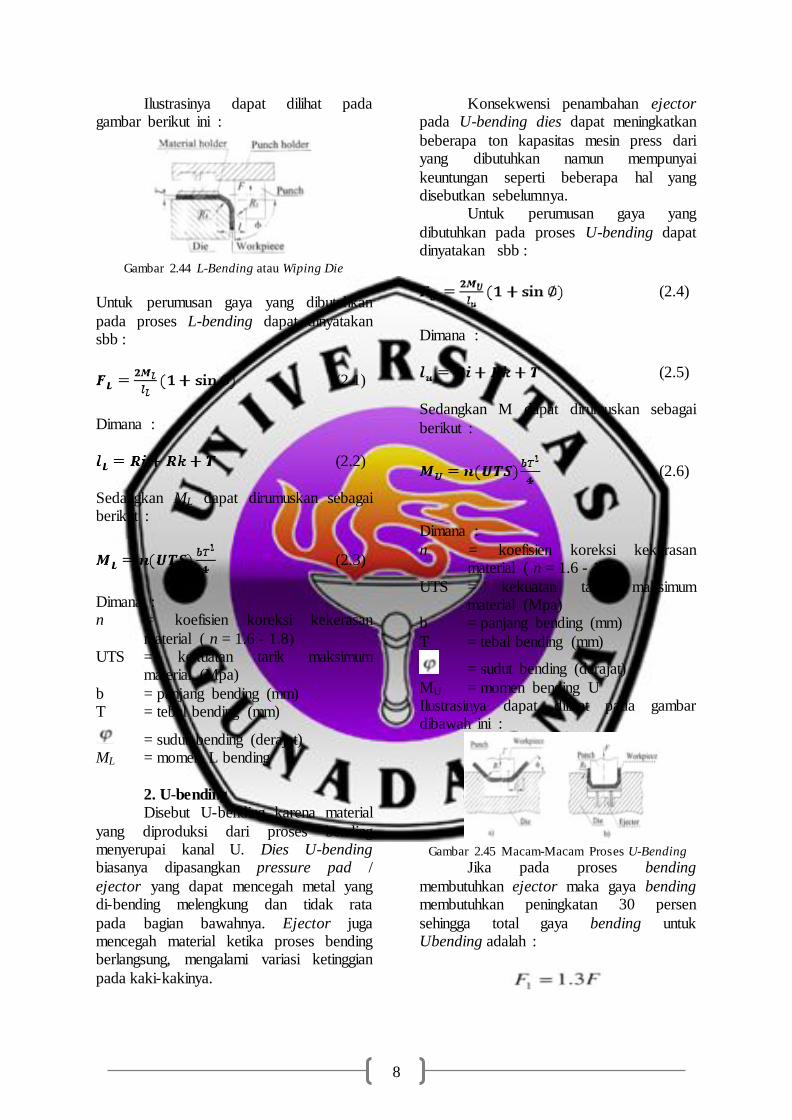
Ilustrasinya dapat dilihat pada gambar berikut ini :
Gambar 2.44 L-Bending atau Wiping Die
Untuk perumusan gaya yang dibutuhkan
pada proses L-bending dapat dinyatakan sbb :
(2.1)
Dimana :
(2.2)
Sedangkan ML dapat dirumuskan sebagai berikut :
(2.3)
Dimana : n = koefisien koreksi kekerasan
material ( n = 1.6 - 1.8) UTS = kekuatan tarik maksimum
material (Mpa)
b = panjang bending (mm) T = tebal bending (mm)
= sudut bending (derajat) ML = momen L bending
2. U-bending
Disebut U-bending karena material
yang diproduksi dari proses bending menyerupai kanal U. Dies U-bending biasanya dipasangkan pressure pad /
ejector yang dapat mencegah metal yang di-bending melengkung dan tidak rata
pada bagian bawahnya. Ejector juga mencegah material ketika proses bending berlangsung, mengalami variasi ketinggian
pada kaki-kakinya.
Konsekwensi penambahan ejector pada U-bending dies dapat meningkatkan
beberapa ton kapasitas mesin press dari yang dibutuhkan namun mempunyai
keuntungan seperti beberapa hal yang disebutkan sebelumnya.
Untuk perumusan gaya yang
dibutuhkan pada proses U-bending dapat dinyatakan sbb :
(2.4)
Dimana :
(2.5)
Sedangkan M dapat dirumuskan sebagai
berikut :
(2.6)
Dimana :
n = koefisien koreksi kekerasan material ( n = 1.6 - 1.8)
UTS = kekuatan tarik maksimum material (Mpa)
b = panjang bending (mm)
T = tebal bending (mm)
= sudut bending (derajat)
MU = momen bending U Ilustrasinya dapat dilihat pada gambar dibawah ini :
Gambar 2.45 Macam-Macam Proses U-Bending
Jika pada proses bending
membutuhkan ejector maka gaya bending membutuhkan peningkatan 30 persen
sehingga total gaya bending untuk Ubending adalah :
9
1. V-bending
V-bending dapat dipertimbangkan
sebagai air bending. Maksudnya adalah bahwa pada permulaan fasa bending, jarak
antara tumpuan material adalah (lk-2Rk) dan gaya diterapkan pada titik pertengahan dari penumpu. Pada fasa permulaan, sisi
dari die yang mana material bersentuhan pada sekelilingnya disebut, Rk. Dan radius
punch disebut, Ri yang akan selalu lebih kecil dari radius bending. Maka gaya dari V-Bending dapat
dinyatakan sbb :
(2.7)
Sedangkan M dapat dirumuskan sbb :
(2.8)
Dimana : n = koefisien koreksi kekerasan
material ( n = 1.6 - 1.8) UTS = kekuatan tarik maksimum
material (Mpa)
b = panjang bending (mm) T = tebal bending (mm)
= sudut bending (derajat) Mv = momen bending Ilustrasinya dapat dilihat pada gambar
dibawah ini :
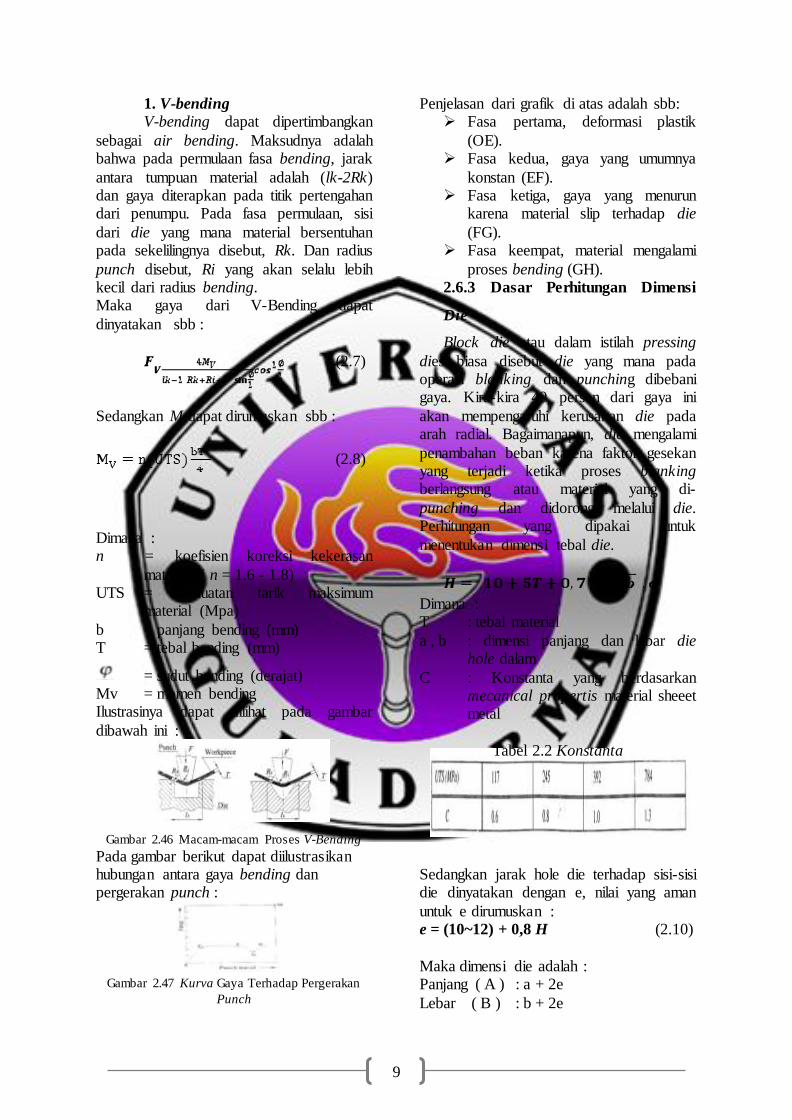
Gambar 2.46 Macam-macam Proses V-Bending
Pada gambar berikut dapat diilustrasikan hubungan antara gaya bending dan pergerakan punch :
Gambar 2.47 Kurva Gaya Terhadap Pergerakan
Punch
Penjelasan dari grafik di atas adalah sbb: Fasa pertama, deformasi plastik
(OE). Fasa kedua, gaya yang umumnya
konstan (EF). Fasa ketiga, gaya yang menurun
karena material slip terhadap die
(FG). Fasa keempat, material mengalami
proses bending (GH). 2.6.3 Dasar Perhitungan Dimensi
Die
Block die atau dalam istilah pressing
dies biasa disebut die yang mana pada operasi blanking dan punching dibebani gaya. Kira-kira 40 persen dari gaya ini
akan mempengaruhi kerusakan die pada arah radial. Bagaimanapun, die mengalami
penambahan beban karena faktor gesekan yang terjadi ketika proses blanking berlangsung atau material yang di-
punching dan didorong melalui die. Perhitungan yang dipakai untuk
menentukan dimensi tebal die.
(2.9)
Dimana : T : tebal material
a , b : dimensi panjang dan lebar die hole dalam
C : Konstanta yang berdasarkan mecanical propertis material sheeet metal
Tabel 2.2 Konstanta
Sedangkan jarak hole die terhadap sisi-sisi die dinyatakan dengan e, nilai yang aman
untuk e dirumuskan : e = (10~12) + 0,8 H (2.10)
Maka dimensi die adalah : Panjang ( A ) : a + 2e
Lebar ( B ) : b + 2e

10
Untuk persamaan lendutan maksimum dapat meggunkan rumus sebagai berikut :
(2.10)
Dimana :
δ = 0,08mm (lendutan maksimum) Untuk penjelasanya dapat dilihat
pada gambar dibawah ini :
Gambar 2.48 skema perhitungan dimensi die
Umumnya pada konstruksi die terutama pada proses blanking atau
piercing, pada lubangnya diberi tapper / ketirusan. Ketirusan ini berfungsi sebagai
pembebas scrap yang jatuh kebawah die. Banyak kasus kerusakan die baik itu keretakan atau pecahnya die atau patahnya
punch yang terjadi pada proses piercing atau blanking karena pada die tidak diberi
ketirusan atau diberi ketirusan namun sudutnya kurang sehingga banyak scrap yang menumpuk pada hole die dan
menyumbat keluarnya scrap sehingga ketika scrap tidak lagi bisa terdorong ke
bawah sedangkan tekanan punch tetap berlangsung mengakibatkan tekanan itu diteruskan ke sekeliling die atau
dibalikkan kembali ke punch sehingga berakibat die retak / pecah atau punch
patah. Oleh sebab itu untuk
mengantisipasi hal tersebut maka pada die
diberi ketirusan yang besarnya 3º ~ 5º. 2.6.4 Dasar Perhitungan Dimensi
Punch
2.6.5 Punch adalah pasangan dari die
yang mana fungsinya pada proses blanking
atau punching sebagai pisau potong dalam
prakteknya di industri press dies ada
bermacam-macam. Namun ada beberapa
produsen press dies component yang telah
membuat standart-nya. Perusahaan ini
membuat bermacam-macam standart
komponen press dies salah satunya
membuat punch. Punch yang dibuat
biasanya hanya diperuntukan untuk proses
piercing atau punching saja, namun tidak
untuk membuat punch berkontur yang
biasanya digunakan untuk proses blanking.
Untuk pembuatan punch ada beberapa
faktor yang harus diperhatikan antara lain:
~ Punch didesain harus tidak mengalami
buckling ketika proses pemotongan sedang berlangsung.
~ Harus cukup kuat melawan gaya stripper.
~ Tidak mudah berotasi ketika proses pemotongan berlangsung.
Untuk mendesain punch terutama dalam penentuan dimensi panjangnya, maka perlu diperhatikan buckling yang
mungkin terjadi pada punch. Apabila konstruksi dies menggunakan stripper,
maka buckling yang mungkin terjadi pada bagian tengah punch. Sedangkan bila punch tidak menggunakan stripper maka
buckling yang mungkin terjadi pada bagian ujung dari punch. Ilustrasinya dapat
diperlihatkan pada gambar di bawah ini :
Gambar 2.49 punch tanpa striper dan dengan striper
Untuk penentuan panjang punch
maksimum dapat digunakan
rumusan :
(2.12)
Dimana:
E = Modulus elastisitas material punch. I= Momen inersia
F = Gaya kritis pemotongan
(2.14)
11
Dimana : L : Total panjang potongan
T : Tebal material UTS : Tegangan tarik maksimum
material
Untuk ketebalan material yang tidak
seragam, gesekan antara punch dan material dapat meningkatkan gaya hingga
30%, atau bisa juga disebut safety factor dalam proses pemotongan. Jadi variabel-variabel tersebut harus dipertimbangkan
untuk pemilihan daya mesin press yang dibutuhkan. Bahwa gaya yang dibutuhkan
mesin press, Fp diperoleh dengan persamaan :
(2.15)
2.6.7 Dasar Perhitungan Stripper Pada
Proses Blanking
Seperti telah diketahui sebelumnya bahwa fungsi dari stripper adalah untuk
menjepit atau menahan material agar material tidak bergerak ketika proses pemotongan atau pembentukan sedang
berlangsung. Pada konstruksi dies, terutama pada proses pemotongan,
pemakaian stripper elastis lebih dominan. Selain berfungsi sebagai penjepit atau penahan material, stripper elastis juga
berfungsi mengarahkan ujung punch terhadap die ketika terjadi proses
pemotongan sehingga buckling pada ujung punch dapat terhindarkan. Jenis stripper elastis ini adalah stripper pegas dan
stripper urethane. Untuk gaya stripper (Fs) yang dibutuhkan dapat diketahui dari
rumus : (2.16)
Dimana : CS : Konstanta Strriping
F : gaya kritis pemotongan
BAB III PERANCANGAN DAN PERMESINAN DIES
3.1 Perancangan Dies Bracket
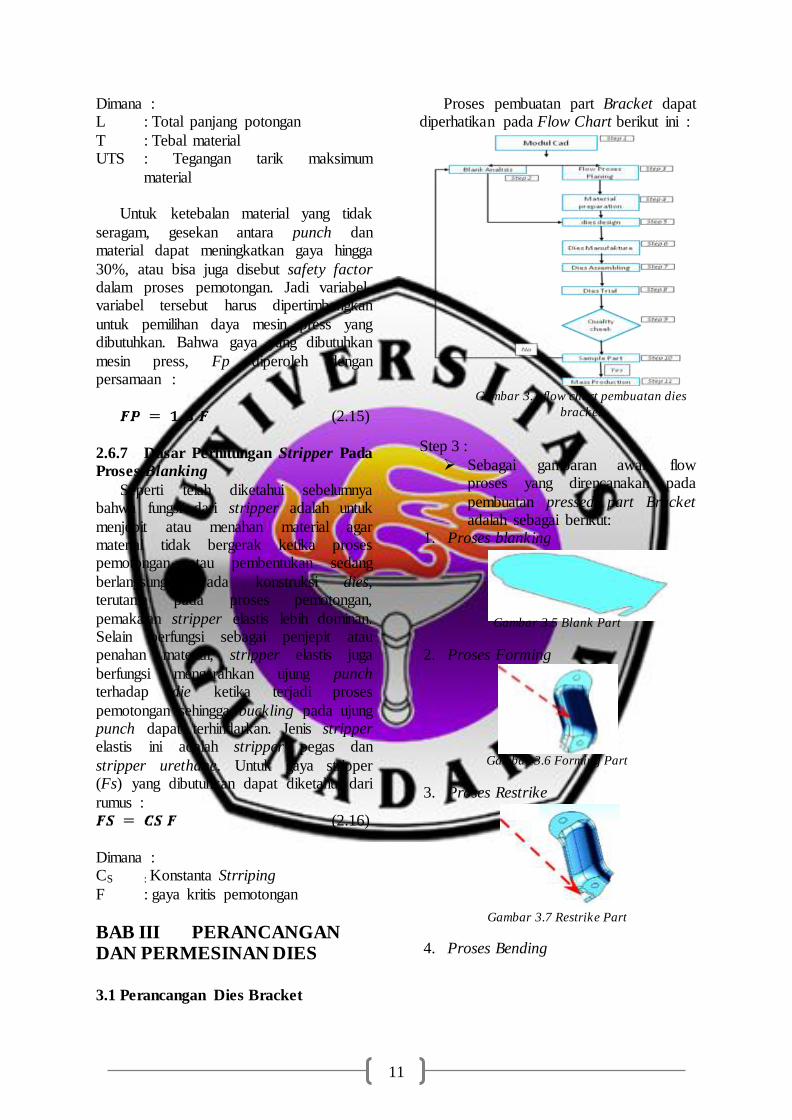
Proses pembuatan part Bracket dapat diperhatikan pada Flow Chart berikut ini :
Gambar 3.1 flow chart pembuatan dies
bracket
Step 3 :
Sebagai gambaran awal, flow proses yang direncanakan pada
pembuatan pressed part Bracket adalah sebagai berikut:
1. Proses blanking
Gambar 3.5 Blank Part
2. Proses Forming
Gambar 3.6 Forming Part
3. Proses Restrike
Gambar 3.7 Restrike Part
4. Proses Bending
12
Gambar 3.8 Bending Part
5. Proses piercing family (pierching 1 &
2 )
Gambar 3.9 Proses piercing family
3.2 Analisa Pada Proses Forming
Karena kontur part ini bukan
merupakan bending sederhana dan juga merupakan kontur yang cukup kompleks
maka untuk menganalisa part ini akan dibagi dalam beberapa tahapan bending yaitu:
bending 1 (bending-L) bending 2 (bending-U) bending 3 (bending-V1)
bending 4 (bending-V2) Ilustrasinya dapat dilihat pada gambar
berikut:
Gambar 3.10 Tahapan Proses Forming
3.2.1 Perhitungan Gaya Pembentukan
Tahapan 1 Pada tahap ini dimisalkan part mengalami
bending-L pada bagian sisisisinya seperti ditunjukkan pada gambar berikut:
Gambar 3.11: Ilustrasi Bending-L
Gambar 3.12: Detail Bending-L
Untuk perhitungan gaya bending dapat menggunakan rumusan sebagai
Dimana :
Sedangkan untuk perhitungan
momen L-bending dapat digunakan rumusan sebagai berikut:
Dimana :
Tabel 3.1 Mechanical Properties Sheet Metal
b = Panjang kontur bending - L
panjang kontur ( A – B ) = (90/360x2π.65) + 34.4 + (90/360x2π.8,5) + 6,1= 64,06 mm
Gambar 3.13 Detail Bending-L
Sehingga
Maka

13
Gaya Bending-L pada kedua sisi menjadi
Tahapan 2
Pada tahapan ini dimisalkan part mengalami bending-U seperti ditunjukan
pada gambar berikut ini :
Gambar 3.14 Ilustrasi Bending-U
Gambar 3.15 Detail Bending-U
Untuk perhitungan gaya Bending-U dapat menggunakan rumusan sebagai berikut :
Dimana :
Sedangkan untuk perhitungan momen U-bending dapat digunakan
rumusan sebagai berikut :
Dimana : n = 1.8
UTS = 270 mpa = 270 x 106 N/m b = panjang kontur Bending-U
(panjang kontur A-B)
= ( 90/360 x 2 π.5,1 ) + 40,3 + (90/360 x 2 π.9,4) + 13,8 = 76,88mm
Gambar 3.16: Panjang Bending-U
Sehingga
Maka
Tahapan 3
Pada tahap ini dimaksimalkan part mengalami bending-V1 seperti ditunjukan
pada gambar berikut ini :
Gambar 3.17: Ilustrasi Bending-V1
Gambar 3.18: Detail Bending-V1
Untuk perhitungan gaya bending
dapat menggunakan rumusan sebagai berikut :
Dimana
Sedangkan untuk perhitungan momen V-
bending dapat digunakan rumusan sebagai berikut :
Dimana :
n = 1,8 UTS = 270 Mpa = 270 x 106 N/m
b = panjang kontur Bending-V1 (panjang kontur A-B)

14
= 2+( 90/360 x 2 π.3,5 ) + 0,4 + (90/360 x 2 π.3,5) + ( 20/360 x 2 π.29,3 ) +
(69/360 x 2 π.3,5) + 0,4 + (90/360 x 2 π.3,5) +2
= 44,68 mm
Gambar 3.19 Panjang Bending-V1
Sehingga
Maka
Tahapan 4 Pada tahapan ini dimisalkan part
mengalami bending-V2 seperti ditujukan pada gambar berikut ini.
Gambar 3.20 Ilustrasi Bending-V2
Gambar 3.21 Detail Bending-V2
Untuk perhitungan gaya bending
dapat menggunakan rumusan sebagai berikut :
Dimana :
Lk = 67,2 Rk = 3mm & 4mm (diambil nilai
terbesar yaitu 4mm) Ri = 6mm
= 90o
Sedangkan untuk perhitungan
momen V-bending dapat digunakan rumusan sebagai berikut :
Dimana
n
= 2+( 90/360 x 2 π.3,5 ) + 0,4 + (90/360 x
2 π.3,5) + ( 20/360 x 2 π.29,3 ) +( 20/360
x 2 π.29,3 ) + (69/360 x 2 π.3,5) + 0,4
+ (90/360 x 2 π.3,5) + 2
Gambar 3.22 Panjang Bending-V2
Sehingga
Maka
Sehingga total gaya forming yang dibutuhkan adalah .
Dengan pertimbangan gesekan
material dengan punch dan die forming ketika proses berlangsung, bottoming opration untuk mengurangi spring back

15
maka gaya total yang dibutuhkan sebesar 1,3 F.
3.2.2 Perhitungan Dimensi Die
Pada analisa perhitungan untuk menentukan dimensi ketebalan die dapat
menggunakan pendekatan mekanika teknik dengan menggunakan metoda
”Superposisi”. Metoda ini menetapkan bahwa ”kemiringan atau kelendutan kepada Setiap titik pada balok sebagai
resultan “kemiringan dan lendutan pada titik tersebut yang disebabkan oleh beban
yang bekerja secara terpisah ”. Ilustrasinya dapat diperlihatkan pada gambar berikut ini:
Beban merata 13264/110 = 120,58 N
Gambar 3.23: Ilustrasi Beban Pada Die
Untuk persamaan lendutan maksimum dapat menggunakan rumus .
Dimana :
Maka
Cara lainnya adalah dengan
rekayasa pemodelan dengan bantuan software analysis yaitu yang dapat
menganalisa pergerakan sebuat benda bila benda tersebut diberikan gaya tertentu. Pada perhitungan untuk menentukan
dimensi ketebalan punch pada proses forming maka terlebih dahulu ditentukan
panjang dan lebar die yang diinginkan, untuk ukuran panjang dan lebarnya adalah
110 mm x 60 mm. Setelah itu ditentukan model atau kontur die yang diinginkan
sesuai proses forming. Setelah itu barulah ditentukan ketebalan die minimum agar deformasi yang terjadi ketika dies sedang
bekerja tidak melebihi deformasi yang diijinkan yaitu sebesar 0,08 mm. Untuk
desain ini maka diinginkan kontur die-nya adalah sesuai dengan gambar berikut:
Gambar 3.24: a)Dimensi Panjang & Lebar Die;
b)Dimensi Ketebalan Die
Berikut ini adalah pengerjaan pemodelan dengan menggunakan program sofware
analysis.
Langkah 1 : Penentuan jenis material die yaitu
AISI 304 (setara dengan material) die yaitu DF-3 ). Physical propertie-nya adalah sbb
Tabel 3.2 Physical Properties AISI 304
Langkah 2 :
pilih bidang restrain (bidang
tumpuan yang tidak bergerak)
Gambar 3.25: Bidang Restraint
Langkah 3 : penentuan dimana area proses forming terjadi, besarnya gaya yaitu 1326 N dan arah gaya yang tegak lurus bidang
referensi (tumpuan).

16
Gambar 3.26:a) Area Gaya Forming; b) Arah
Gaya Forming
Langkah 4 : Analisa dan optimisasi
menghasilkan distribusi pergerakan pada model. Dari hasil trial ketebalan die
didapatkan data ketebalan die antara 5 ~ 55 mm. Nilai ini adalah setara dengan defleksi maksimum yang diijinkan sebesar
0,08 mm. Distribusi pergerakan ini dapat dilihat pada gambar.
Gambar 3.27: Defleksi Pada Ketebalan 5 mm
Gambar 3.32: Defleksi Pada Ketebalan 55 mm
3.2.4 Perhitungan Dimensi Bottom Plate
Cara adalah dengan rekayasa
pemodelan dengan bantuan software analysis yaitu yang dapat menganalisa pergerakan sebuah benda bila benda
tersebut diberikan gaya tertentu. Pertama-tama terlebih dahulu ditentukan panjang
dan lebar bottom plate yang diinginkan, untuk ukuran panjang dan lebarnya adalah 250 mm x 180 mm. Setelah itu penentuan
panjang dan lebar die yang diinginkan yaitu berukuran 110 mm x 60 mm. Untuk
perhitungan ini, die disertakan sekaligus dengan lower plate karena die-pun akan mengalami defleksi seperti halnya lower
plate ( bottom plate bagian bawah) ketika proses forming berlangsung sehingga
lower plate tidak bisa dijadikan sebagai bidang restraint atau tumpuan yang tidak bergerak. Namun yang dijadikan sebagai
bidang restraint adalah bantalan pendukung (spacer) dari lower plate.
Setelah itu barulah ditentukan ketebalan
lower plate dan ketebalan die yang digunakan sebesar 35 mm ( didapat dari
perhitungan sebelumnya). Ketika dies sedang bekerja, defleksi yang diijinkan
yaitu sebesar 0,08 mm. Untuk desain ini maka diinginkan kontur die-nya adalah sesuai dengan gambar berikut:
Gambar 3.42: a)Dimensi Panjang & Lebar Bottom
Plate; b)Dimensi Ketebalan Bottom Plate
Berikut ini adalah langkah-langkah
permodelan dengan menggunakan program software analysis:
Langkah 1 : penentuan jenis material bottom plate yaitu AISI 1020 (setara dengan material ST41).
Physical propertie-nya sbb : Tabel 3.3: Physical properties AISI 1020
Lankah 2 : pilih bidang Restraint (bidang tumpuan
yang tidak bergerak)
Gambar 3.43: Bidang Restraint
Langkah 3 : penentuan area dimana proses
forming terjadi, besarnya gaya yaitu 13264 N dan arah gaya yang tegak lurus bidang
referensi (tumpuan).
Gambar 3.44:a) Area Gaya Forming;b) Arah Gaya
Forming
Langkah 4 : Analisa dan optimisasi menghasilkan
distribusi pergerakan pada model. Dari hasil trial ketebalan lower plate didapatkan
data bahwa pada ketebalan 27 mm maka

17
distribusi pergerakan pada lower die menunjukkan warna hijau muda
(pergerakan maksimum) dengan nilai
URES sebesar 7,706x10-2
~ 9,632x10-2
.
Nilai ini adalah setara dengan defleksi maksimum yang diijinkan sebesar 0,08 mm. Distribusi pergerakan ini dapat dilihat
pada gambar dibawah ini:
Gambar 3.45: Defleksi Pada Ketebalan 27 mm
Dengan pertimbangan kemudahan adjusting part dan pemasangan komponen ejector pin maka untuk ketebalan bottom
plate ( upper plate dan lower plate ) digunakan 30 mm.
Dari perbandingan penggunaan metode analitis dengan pendekatan mekanika teknik dan dengan bantuan
software analysis maka untuk perhitungan yang lebih akurat adalah dengan
menggunakan bantuan software analysis Pada perhitungan dengan menggunakan metode analitis, bentuk kontur tidak
diperhitungkan namun hanya mengasumsikan die sebagai bidang yang
dibebani merata pada seluruh permukaannya. Aktualnya adalah beban yang terjadi pada seluruh permukaan yang
berkontur dan hal tersebut tidak bisa disederhanakan sebagai balok yang
terbebani merata.
3.3 Analisa Pada Proses Blanking
Dari hasil berbagai trial maka didapatkan kontur blank shape dari part
Bracket yang dapat menghasilkan part yang sesuai adalah sbb:
Gambar 3.46: Kontur Blank Shape
Maka untuk mendapatkan keliling dari kontur blank shape dapat
menggunakan bantuan software CAM (UG-NX). Dengan menu arc length
didapatkan keliling dari kontur blanking tersebut (L) adalah 279,041 mm. Sebagai
catatan, kontur blank shape yang benar-benar akurat dapat diketahui dari trial & error dari proses forming hingga piercing.
Karena perhitungan blank shape berdasarkan estimasi bantuan software
fastform belum tentu akurat dengan kenyataannya ketika trial berlangsung. Bila kontur blank shape yang dibuat sudah
bisa menghasilkan kontur part sesuai dengan drawing maka barulah dihitung
keliling blank shape-nya untuk perhitungan selanjutnya. Oleh sebab itu maka pada bab ini dibahas dahulu tentang
analisa pada proses forming barulah dibahas mengenai proses blanking.
3.3.1 Perhitungan Gaya Potong Pada
Proses Blanking
Gaya pemotongan / cutting force
dapat dihitung dengan persamaan :
Dimana :
Material sheet metal adalah SPC270 yang
mempunyai stansile strenght
Dengan pertimbangan sefty factor sebesar
30% karana barbagai macam penyabab gesekan punch dan die, keditaj seragaman ketebalan material atau ketajaman sisi
potong maka gaya yang dibutuhkan mesin press, Fp adalah :
3.3.2 Perhitungan Gaya Stripper Pada
Proses Blanking
Stripper yang digunakan pada desain blanking dies ini adalah jenis
18
stripper elastis dimana desainnya terdiri dari plat penjepit yang digantungkan dari
punch holder dan diikat oleh compression spring dan stripper bolts.
Gaya stripper /stripping force dapat dihitung dengan persamaan berikut:
.Dimana : Cs = 0,08 (dari tabel II.2 bila t 1,0 mm
pada proses blanking) F = 5,38 ton (gaya potong)
= 0,08 x 5,38 = 0,4304 ton = 430,4 kg Untuk desain striper ini menggunakan
empat buah Comppresion Spring, maka gaya masing-masing spring
Dari katalog Misumi Standart dan disesuaikan dengan desain stripper didapatkan tipe spring yang cocok
digunakan untuk desain stripper ini adalah jenis SWF Ø20 dengan panjang 55 mm.
Ilustrasinya seperti terlihat pada gambar di bawah ini:
Gambar 3.47: Type Spring
3.3.3 Perhitungan Dimensi Die Pada
Proses Blanking
Perhitungan yang dipakai untuk menentukan dimensi tebal die adalah:
Dimana:
maka tebal die adalah
)
Untuk perancangan kali ini digunakan ketebalan 30 mm.
Sedangkan jarak hole die terhadap sisi-sisi die, e
maka nilai
maka dimensi die yang aman adalah :
panjang ( A ) = 103,15 + 2(32) = 167,15 ~ 168 mm lebar ( B ) = 45,9 + 2(32)
= 109,9 ~ 110 mm
3.3.4 Perhitungan Dimensi Punch Pada
Pross Blanking
Sebagai perhitungan luasan penampang
punch maka digunakan metode Finite Element Analysis dimana luasan
penampang punch dibagi menjadi kotak-kotak dengan luasan masing-masing kotak
adalah (4x4) atau 16 mm2
. Tujuannya
adalah mempermudah perhitungan momen inersianya yang akan dimasukkan pada
perhitungan panjang maks punch untuk mengantisipasi buckling yang terjadi pada punch bila punch diberikan gaya
pemotongan. Ilustrasinya dapat dilihat pada gambar dibawah ini :
Gambar 3.48: Finite Element Analisis Pada Punch
Untuk menentukan momen inersia
panampang punch, I = Ixx + Iyy Dimana :
Untuk perhitungan Ixx metriks:
Untuk penentuan panjang punch maksimum (Imax) dapat menggunakan rumus :

19
dimana:
Maka I maks =
Karena desain tebal punch hanya 50 mm maka tidak akan terjadi buckling sehingga
punch aman.
BAB IV PENGUJIAN, ANALISA
DAN HASIL PERBAIKAN Pada pengujian atau trial ini dilakukan hingga enam tahap dengan dua
jenis konstruksi dies. Dilakukannya hingga enam tahap trial karena untuk mencari
kesesuaian bentuk part dengan drawing part hingga mendekati dimensi dan appearence yang diinginkan. Selain itu
juga dilakukan perubahan-perubahan bentuk blank shape untuk mendapatkan
hasil yang sesuai dengan melakukan trial hingga proses terakhir. Dapat diinformasikan bahwa untuk perubahan
kontur blank shape-nya dilakukan dengan menggunakan mesin wire cut dengan
sebelumnya melakukan input data perubahan blank shape pada program autocad.
Pada pembahasan berikut ini akan dijelaskan tahapan-tahapan trial yang telah
dilakukan:
4.1 Trial Tahap 1
Pada trial tahap 1 adalah dengan menggunakan blank shape pertama dimana
ukuran blank shape adalah sesuai dengan bentangan awal yang diperoleh dari program software fastform tanpa
modifikasi sedikitpun. Bentangan tersebut dapat dilihat pada gambar berikut ini:
Gambar 4.1 Ilustrasi Blank Shape 1
Sedangkan dies yang digunakan pada trial ini adalah dies forming sesuai dengan desain awalnya. Konstruksi dies
forming yang terdiri dari punch dan die-nya ini dapat dilihat pada gambar berikut
ini.
Gambar 4.2 Kontruksi Die & Punch Forming
Dari hasil trail didapatkan sampel part yang dapat dilihat pada gambar berikut ini
Gambar 4.3 sampel part proses forming
BAB VPENUTUP
5.1 Kesimpulan
Berdasarkan hasil pengujian, analisa
dan perbaikan yang telah dilakukan pada produk press part “ Bracket ” untuk proses blanking dan forming ada beberapa
kesimpulan yang dapat diambil antara lain: 1. Lipatan material atau multiple
folding process dapat terjadi manakala terjadi ketidakserempakan aliran material
ketika proses terjadi. 2. Ketidakserempakan aliran material
terjadi karena flow material mengalami hambatan yang mana ada salah satu flow material yang
sudah berhenti mengalir sementara flow yang lain masih bergerak
yang mana hal ini disebabkan karena kontur dies yang tidak mengijinkan material mengalir
hingga proses bottoming. 3. Scratching dengan ukuran 4 mm x
4 mm pada blank shape adalah analisa elemen hingga sederhana yang merupakan salah satu cara
untuk mengetahui arah aliran material yang mendeteksi
kemungkinan adanya folding atau lipatan pada material.
4. Cara yang dilakukan untuk
mengurangi terjadinya folding yang

20
berulang pada proses forming part Bracket adalah dengan cara
memperbesar radius die (R9) dan radius punch forming (R10) pada
bagian dimana folding terjadi. Perubahan pada blank shape ketika proses trial berlangsung adalah
salah satu cara yang umum dilakukan untuk mendapatkan part
sesuai dengan spesifikasi yang diinginkan ( sesuai drawing part).
5. Dengan analisa dan perancangan
yang baik dapat menghasilkan produk yang berkualitas tinggi dan
presisi. 6. Die dubuat sebagai sebagai
modeling tool (master), semakin
tinggi presisi die, semakin tinggi pula presisi produk yang
dihasilkan. 7. Hampir dalam proses pressing ini
tidak memerlukan proses
pemanasan cukup dengan temperature ruang saja (disebut
dengan proses metode dingin). Karena tidak ada pemanasan maka presisi ukuran dan bentuk produk
lebih baik dan sesuai.
DAFTAR PUSTAKA 1. Vukota Boljanovic, Sheet Metal
Forming Processes and Die Design,
( Industrial Press Inc, New York, 2004).
2. Rony Sudarmawan Theryo, “Press
Dies Maintenance”, Politeknik Manufaktur Astra.
3. Cyril Donaldson, George H. Le Cain, V. C. Goold, “Tool Design”, McGraw Hill Book Company,
1973. 4. E. Paul DeGarmo, JT. Black,
Rodald A. Kohser, “Materials And Processes In Manufacturing”, John Wiley & Sons, 2003.
5. Aida Press Handbook, Third Edition”, Aida Engineering, Ltd.
6. John A. Schey, “Introduction To Manufacturing Processes”, Second Edition, McGraw-Hill International
Editions, 1987 . 7. Press design basic .
http://www.imdia.com 8. Manufacturing prosses press part .
http://www.manufcturing.com







