
1
PAINTER
Controlli qualità nei processi produttivi

2
Riassunto
La presente pubblicazione riporta l’insieme dei metodi di controllo
applicati ai processi produttivi Painter .
Vengono descritti separatamente
- Metodi di controllo qualità nei processi produttivi
- Metodi di controllo qualità del prodotto verniciato
( validazione )
Genericamente tutti i metodi applicati fanno riferimento alle norme
internazionali relative ; in alternativa metodi particolari , qualora
applicabili , possono essere concordati con specifiche richieste dei
clienti .
Vengono quindi descritti i metodi e la strumentazione a disposizione
per i controlli necessari a garantire i parametri stabiliti e quindi la
costanza e la qualità dei processi .

3

4

5
6
I processi produttivi Painter
Sono utilizzate tre tecnologie di verniciatura nei processi produttivi
- Verniciatura robotizzata e manuale elettrostatica con Polveri
polimerizzabili
- Verniciatura a solvente
- Cataforesi
Schematicamente tutti i processi di verniciatura prevedono un’ importante fase di
pretrattamento sui metalli , finalizzata all’ottenimento di superfici pulite , ovvero
esenti da residui di precedenti lavorazioni come oli , grassi , prodotti vari di
lavorazione , polvere , ossidi di vario tipo ( calamine , ossidi da taglio laser ecc.) .
Queste operazioni rivestono fondamentale importanza per garantire a qualsiasi
tipo di vernice e per qualsiasi tecnica applicativa , un perfetto contatto tra
vernice e metallo , caratteristica necessaria e indispensabile affinché il
rivestimento applicato possa rappresentare la massima resistenza e protezione
del metallo stesso nei confronti delle aggressioni ( luce , umidità , aria , sostanze
chimiche , abrasioni ecc. ) a cui i manufatti possono essere sottoposti in
funzione del loro uso applicativo .
Di conseguenza gli impianti di verniciatura PAINTER ed i relativi processi , sono
stati progettati e quindi realizzati con lo scopo di rendere operativo ed efficiente
questo fondamentale requisito di pretrattamento delle superfici . In particolare
tutti i trattamenti utilizzati sono stati anche perfezionati per applicazione su varie
tipologie di metalli , ovvero leghe a base Fe – C ( ghise , acciai basso legati )
acciai inox , alluminio e sue leghe .

7
SCHEMA PRETRATTAMENTO LINEA 1 PAINTER
SCHEMA PRETRATTAMENTO LINEA 2 PAINTER
sgrassaggio neutralizzazione stabilizzazione lavaggio asciugatura
sgrassaggio neutralizzazione lavaggio asciugatura

8
SCHEMA PRETRATTAMENTO LINEA 3 cataforesi PAINTER
Come si vede dai relativi schemi il processo di pretrattamento utilizzato
nell’impianto di cataforesi è molto più complesso in quanto trattasi di verniciatura
elettrolitica quindi soggetta ad esigenze analitiche molto più restrittive rispetto
all’applicazione delle vernici in polvere
Tutte le singole fasi di pretrattamento nelle linee di produzione sopra indicate
sono formulate utilizzando la chimica espressamente indicata per ogni step di
ogni singolo processo . I componenti ( prodotti chimici di base ) devono quindi
essere dosati e controllati costantemente per garantire il mantenimento delle
concentrazioni attive stabilite , che ovviamente tendono a variare nel corso della
produzione a seguito delle reazioni chimiche per le quali sono previsti .
Tutti i controlli di produzione sono suddivisi in due gruppi
- Controlli automatici in linea ( controllo processi )
- Controlli in laboratorio ( processi e validazione prodotti finiti )
sgrassaggio 1
sgrassaggio 2
lavaggio 1
lavaggio 2 disossidazione
lavaggio
neutralizzazione
stabilizzazione lavaggio
nanotecnologia
lavaggio
lavaggio neutralizzazione
lavaggio
lavaggio

9
Il sistema qualità certificato ISO 9001 - 2008
Painter ha conseguito la certificazione ISO 9001 per tutti i processi produttivi
utilizzati . Il sistema controllo qualità è quindi applicato nelle forme previste
attraverso procedure e registrazione dati descritti dalla documentazione
approvata dall’ente di certificazione .
Lo schema logico applicato è comunque corrispondente ai principi generali della
comune teoria ; le figure seguenti riassumono questi concetti generali

10
Nel dettaglio lo schema operativo seguito da Painter
MATERIE PRIME
FORNITORI CERTIFICATI FORNITORI NON CERTIFICATI
SPECIFICHE PRODOTTI
AUDIT FORNITORE
CERTIFICATI CONFORMITà
VERIFICHE PERIODICHE
TEST APPLICATIVI
PRODUZIONE
Analisi chimica bagni
Registrazione parametri chimici
linea produzione
Prodotti finiti
Controlli standard Spessori vernice
Adesione
Uniformità
Controlli speciali Nebbia salina
SEM
Altri
Gloss
11
Controlli in laboratorio
Sono la fase più importante e significativa della produzione : vengono
finalizzati sia al controllo puntuale della chimica dei bagni di
trattamento sia per la validazione finale dei prodotti verniciati .
La complessità della composizione chimica dei bagni e la loro
funzionalità richiedono conoscenze , metodi e strumenti analitici
disponibili quasi esclusivamente in un laboratorio chimico , come pure
la presenza di operatori esperti ( chimici ) in grado di interagire con
competenza nell’ambito della chimica analitica e non solo .

12
STRUMENTI ANALISI E CONTROLLO
Strumenti controlli analitici e dimensionali
Fig-1 pH /mV
13
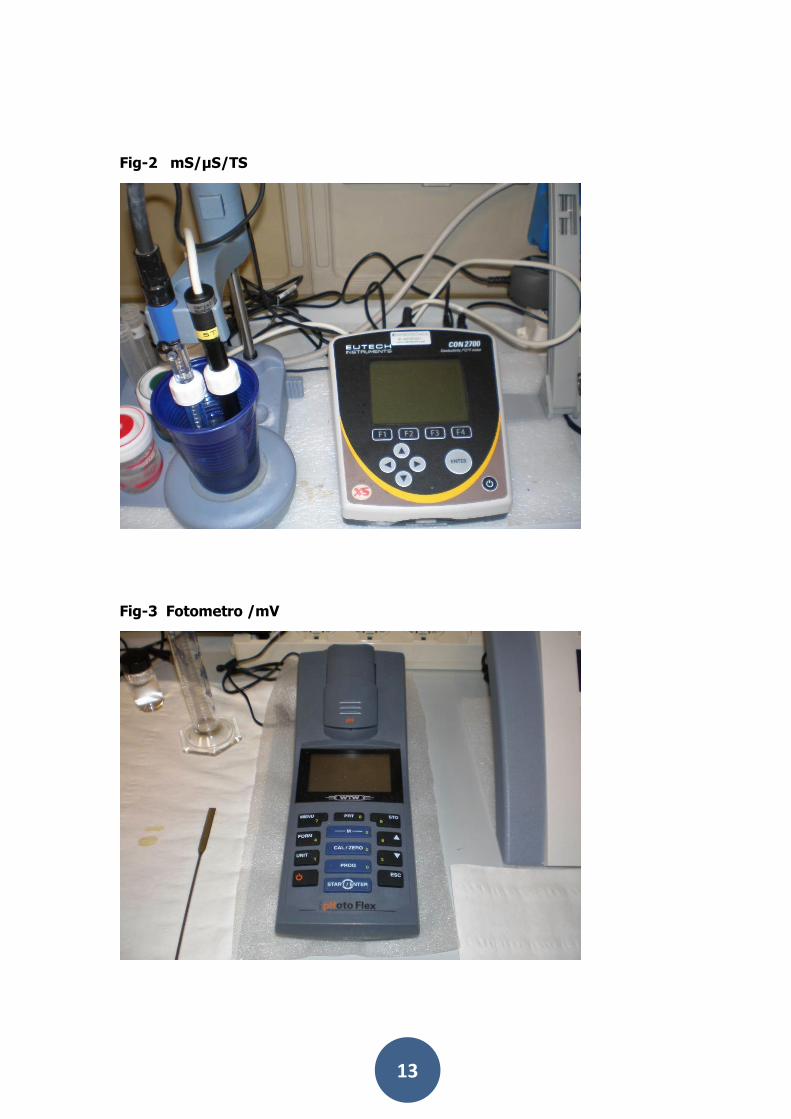
Fig-2 mS/μS/TS
Fig-3 Fotometro /mV

14
Fig-4 Assorbimento atomico VARIAN
Fig-5 Titolatore automatico pH/Mv

15
Fig-6 esempio curva titolazione
Fig-7 Stufa termostatatica

16
Fig-8 Microscopio 10x – 800x
Fig-9 quadrettatore

17
Fog-10 esempio di test quadrettatura
Fig-11 misuratore di spessori

18
Fig-12 rugosimetro Ra , Rm , Rz
Fig-13 esempio grafico test rugosità

19
Fig -14 esempio modulo registrazione dati analitici
RAPPORTO DI ANALISI CHIMICA MOD 34
REV 1
DATA 2/08/2016
data 10 11 9 92 8 7 6 5 4 3
titolo titolo T/L pH cond TDS Fe NOTE
g/l libera g/l totale mS ppm g/l
A 1 sgr 1
A 2 sgs2
B 1 lav 1
B 2 lav 2
C 1 decap
C 2 lav 3
D 1 lav 4
D 2 lav 5
E 1/3 lav 6 / 7
Cu
mg/l
Zr
gr/l
E 2 nano
UF1
UF2
UF3
Anolita
Secco % pH cond
Vernice
ANALISI BAGNI CATAFORESI

20
Controlli automatici linee produzione
Le linee di verniciatura dispongono di strumenti di controllo e misura per alcune
fasi di pretrattamento dei manufatti . Gli strumenti utilizzati ( elencati di seguito )
hanno lo scopo di fornire misure istantanee e continue di alcuni parametri
significativi per i processi , fornendo quindi agli operatori la possibilità di rilevare
in tempo reale i valori corrispondenti . Le sonde sono inoltre collegate a
segnalatori sonori e/o visivi che avvisano gli operatori in caso di anomalie o
superamento dei ranges impostati per i rispettivi parametri di lavorazione .
In particolare , nell’impianto di cataforesi , tutti i valori misurati dagli strumenti in
linea confluiscono automaticamente nel software di registrazione dati , che
memorizza i parametri e fornisce reports ed elaborazioni statistiche
dell’andamento degli stessi .

21
STRUMENTI CONTROLLO PROCESSI
Fig-15 pannello di controllo plc controllo linea cataforesi

22
Fig-16 pannello di controllo linea cataforesi
Fig-17 report controllo e registrazione parametri processo linea

23
Fig-18 pH/mS/mV linea
Fig-19 pH/mS/mV linea

24
Fig-20 manometri controllo pressioni
Fig-21 sonde controllo livelli e temperature

25
ELABORAZIONE STATISTICA DEI DATI
Tutti i parametri , sia di processo che di controllo sul prodotto finito , determinati
con i vari metodi e strumenti descritti sono funzionali a valutare l’andamento
qualitativo dei processi in qualsiasi momento della produzione . La loro
rispondenza o meno ai rispettivi valori di specifica determina tutti gli interventi ,
se necessari , per mantenere costante le caratteristiche qualitative della
produzione .
L’andamento macroscopico dei processi e quindi l’efficienza degli impianti
vengono però indicati ed analizzati attraverso un esame statistico di tutti i dati
raccolti ; un elevato numero di dati registrato per ogni parametro , l’insieme di
tutti i dati , possono dare l’indicazione dell’efficienza dei trattamenti con maggiore
certezza .
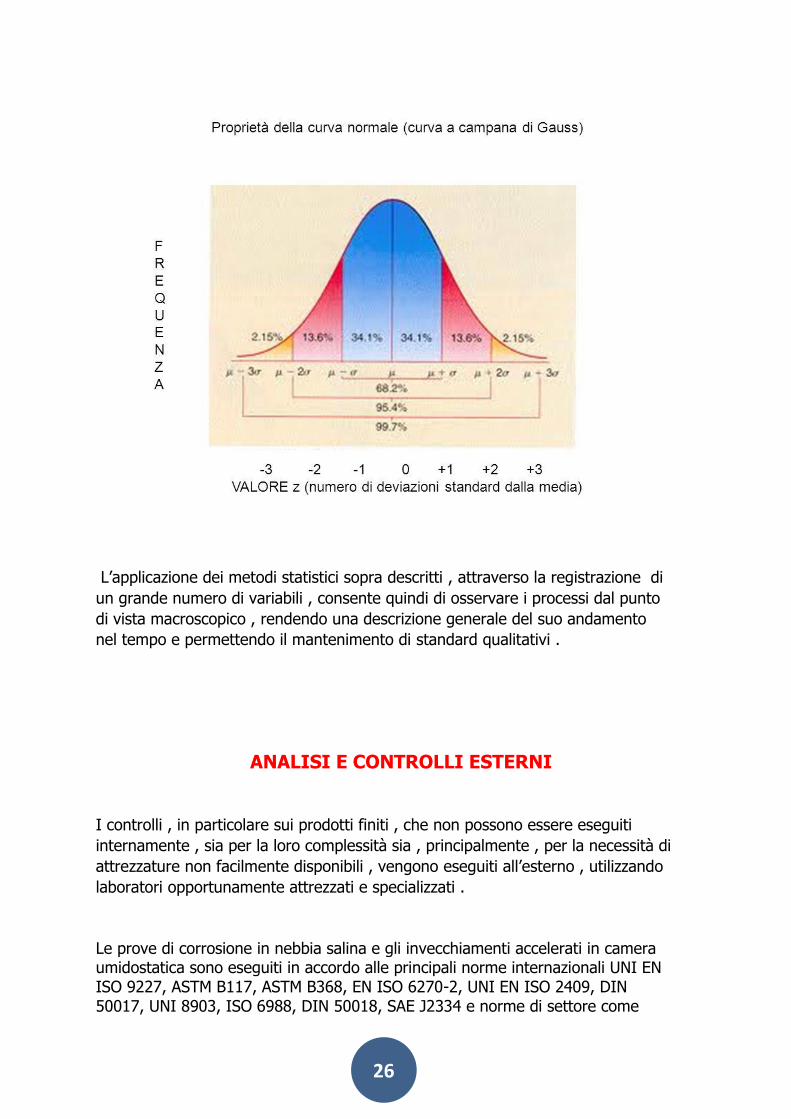
I metodi statistici applicati sono quelli consueti e possono essere calcolati con i
più comuni software di calcolo :
- Calcolo delle medie , per tutti i parametri
- Calcolo delle deviazioni standard
- Curve di Gauss
Le medie dei valori sono le normali medie aritmetiche
La deviazione standard
E infine la loro rappresentazione grafica attraverso una curva di Gauss
26
L’applicazione dei metodi statistici sopra descritti , attraverso la registrazione di
un grande numero di variabili , consente quindi di osservare i processi dal punto
di vista macroscopico , rendendo una descrizione generale del suo andamento
nel tempo e permettendo il mantenimento di standard qualitativi .
ANALISI E CONTROLLI ESTERNI
I controlli , in particolare sui prodotti finiti , che non possono essere eseguiti
internamente , sia per la loro complessità sia , principalmente , per la necessità di
attrezzature non facilmente disponibili , vengono eseguiti all’esterno , utilizzando
laboratori opportunamente attrezzati e specializzati .
Le prove di corrosione in nebbia salina e gli invecchiamenti accelerati in camera umidostatica sono eseguiti in accordo alle principali norme internazionali UNI EN ISO 9227, ASTM B117, ASTM B368, EN ISO 6270-2, UNI EN ISO 2409, DIN 50017, UNI 8903, ISO 6988, DIN 50018, SAE J2334 e norme di settore come

27
FIAT 50180, FIAT 50461, FIAT 50470, FIAT 50451, FIAT 50488/01e VW TL 260, PV 1210 ecc.
Presso laboratori esterni qualificati si eseguono le principali prove di resistenza prescritte dai capitolati automotive (FIAT 9.55842, IVECO 18-1600 e CNH MAT0103) per i manufatti verniciati come ad esempio le prove di resistenza agli alcali, ai lubrificanti, al fluido idraulico, al gasolio, alla benzina, alle aggressioni chimiche, all’umidità, le prove di resistenza all’immersione in acqua.
I risultati delle prove di corrosione eseguite sui rivestimenti organici (vernici) possono essere testate secondo le seguenti norme internazionali:
– UNI EN ISO 4628-2: Valutazione del grado di vescicamento
– UNI EN ISO 4628-3: Valutazione del grado di arrugginimento
– UNI EN ISO 4628-4: Valutazione del grado di screpolatura
– UNI EN ISO 4628-5: Valutazione del gradi di sfogliamento
– UNI EN ISO 4628-6: Valutazione del grado di sfarinamento con il metodo del nastro adesivo
– UNI EN ISO 4628-8: Valutazione del grado di sfogliamento e corrosione attorno a un’incisione
– UNI EN ISO 4628-10: Valutazione del grado di corrosione filiforme
La conformità dei rivestimenti può essere testata mediante prove di adesione mediante quadrettatura, verifica di propagazione sottopellicolare in prossimità delle incisioni, valutazione del grado di sfogliamento e corrosione attorno a un’incisione, valutazione del grado di vescicamento secondo norma UNI EN ISO 4628-2 ecc.
Le prove di corrosione su particolari zincati e lamiere zincate (per esempio rivestimento Fe/Zn 7IV) per la valutazione della comparsa di difettosità superficiali come prodotti di corrosione bianchi dello zinco e di alterazioni estetiche dello strato di passivazione (macchie nere) e focolai di corrosione rossa del metallo base, vengono eseguite secondo le norme dei principali costruttori di auto , come per esempio Fiat 9.57405 e Fiat 9.52873.
ESAMI METALLOGRAFICI
L’esame metallografico mediante microscopia ottica consiste nell’osservazione della microstruttura degli acciai dopo lucidatura ed attacco metallografico secondo le norme UNI 3137 (Esame microscopico dei materiali ferrosi.

28
Prelievo dei saggi e delle provette, preparazione ed attacco delle provette (reattivi di attacco). – Microscopic examination of ferrous materials. Cutting of samples and specimens, preparation and etching of specimens (etching reagents) ed ASTM E407 (Standard practice for microetching metals and alloys), delle ghise (ghisa lamellare, ghisa grigia, ghisa duttile, ghisa sferoidale, ghisa nodulare), delle leghe di alluminio, delle leghe di zinco, del rame e sue leghe, titanio e sue leghe, nichel e sue leghe ed in generale su tutti i materiali metallici.
I campioni sono preparati seguendo le linee guida della norma ASTM E3 (Standard Guide for Preparation of Metallographic Specimen).
Il procedimento consiste nella preparazione di un provino che viene inglobato in una resina polimerica termoindurente, ed in seguito lucidato a specchio utilizzando delle carte abrasive a base di carburo di silicio aventi una grana via via più fine.
Una volta terminata la preparazione, il provino viene sottoposto ad attacco mediante reattivi chimici specifici; ad esempio per l’osservazione della struttura di acciai basso legati e ghise si usa il Nital 4 che è una soluzione di etanolo ed acido nitrico al 4%.
Nel caso di acciai alto legati o leghe particolarmente resistenti (nickel) si utilizza invece l’acqua regia (1 parte di acido nitrico + 3 parti di acido cloridrico).
Per il rame e le sue leghe si utilizza cloruro ferrico, mentre per l’alluminio si usa idrossido di sodio (NaOH) oppure reagenti specifici come Kroll’s o Kellers per le leghe serie 6000 e 7000.
L’obiettivo dell’attacco è quello di mettere in risalto la struttura del materiale creando una lieve corrosione superficiale, in modo che essa sia osservabile e valutabile mediante esame microscopico.
Al termine dell’attacco il provino viene quindi asciugato ed è pronto per essere osservato al microscopio; al termine dell’analisi è possibile determinare svariate caratteristiche del materiale in analisi come ad esempio dimensione, orientamento, distribuzione del grano ferritico o austenitico, caratteristiche strutturali, verifica di eventuali trattamenti termici, classificazione della ghisa in sferoidale o lamellare, eventuali disomogeneità strutturali ecc, il tutto potendo sfruttare ingrandimenti compresi tra 50x e 1000x adatti a coprire qualsiasi esigenza.
Confrontando forma e dimensione dei grani di un dato materiale, ad esempio, è possibile determinarne la conformità alle normative nazionali, internazionali e capitolati tecnici dei costruttori di auto.
L’osservazione micrografica permette di valutare inoltre la struttura di materiali sottoposti a trattamenti termici massivi come normalizzazione (ferrite – perlite),

29
ricottura (perlite globulare), oppure bonifica (sorbite o martensite rinvenuta) e la struttura derivante da trattamenti termici superficiali: martensite nel trattamento di tempra o cementazione, nitruri nel trattamento di nitrurazione, coltre bianca ecc.
L’analisi metallografica può mettere in evidenza difettosità del materiale derivanti dal ciclo produttivo, quali inclusioni non metalliche di ossidi e solfuri, bandeggiature nella distribuzione ferrite – perlite, deformazione dei grani ferritici, decarburazione superficiale dovuta all’abbassamento del tenore di carbonio o ancora precipitazione di carburi di cromo a bordo grano negli acciai austenitici.
I principali metodi di prova richiesti dai capitolati tecnici del settore automotive sono:
Misurazione dello spessore del rivestimento, secondo la norma UNI EN ISO 1463 (Rivestimenti metallici e strati di ossido – Misurazione dello spessore del rivestimento – Metodo microscopico Metallic and oxide coatings – Measurement of coating thickness – Microscopical method). Tale prova permette la misurazione locale dei rivestimenti metallici su sezioni trasversali ortogonali alla superficie; è possibile eseguire misurazioni su zincatura, cromatura, nichelatura, stagnatura, cataforesi, verniciatura, anodizzazioni.In particolare nel caso della verniciatura è possibile, mediante ingrandimenti fino a 1000x, effettuare l’identificazione e la misurazione di tutti gli spessori caratteristici.
Analisi microstrutturale della ghisa (secondo la norma UNI EN ISO 945-1 – Microstruttura della ghisa – Classificazione della grafite mediante analisi visuale – Microstructure of cast irons – Part 1: Graphite classification by visual analysis), con classificazione dei parametri di forma, distribuzione e della dimensione delle lamelle o degli sferoidi di grafite all’interno della matrice perlitica o ferritica.
Determinazione della grossezza del grano ferritico o austenitico (secondo la norma UNI EN ISO 643 – Acciai – Determinazione micrografica della grossezza apparente del grano – Steels – Micrographic determination of the apparent grain size). La prova permette di classificare la dimensione del grano su una sezione piana trasversale lucidata del provino per valutare l’indice della dimensione del grano (inteso come una struttura cristallina cubica a corpo centrato). Nel caso del grano austenitico (acciai da cementazione o da bonifica) si procede alla valutazione dell’indice di grossezza del grano dopo trattamenti termici eseguiti in microforno termostatato MacQuaid per ottenere l’austenitizzazione del materiale.
Esame microscopico delle saldature, secondo la norma UNI EN ISO 17639 che ha sostituito la norma UNI EN 1321 (Prove distruttive sulle saldature

30
di materiali metallici. Esame macroscopico e microscopico delle saldature –Destructive tests on welds in metallic materials. Macroscopic and microscopic examination of welds ). La prova consiste nel valutare la presenza di eventuali imperfezioni e difettosità nelle saldature o giunto saldato lungo la sua sezione trasversale; possono essere individuati, ad esempio, cricche a freddo, cricche a caldo (hot cracks), strappi lamellari, delaminazione, cavità, inclusioni, mancanze di fusione/penetrazione, forma geometrica non idonea, contorno e struttura del grano, struttura di solidificazione, direzione dei grani e delle fibre, segregazioni, precipitati, effetti meccanici/termici, e tutte le altre possibili informazioni riguardanti la saldatura analizzata.
Valutazione delle inclusioni non metalliche negli acciai secondo tutti gli standard attualmente utilizzati per questo tipo di analisi, in particolare secondo le norme ISO 4967 (Steel – Determination of content of non-metallic inclusions – Micrographic method using standard diagrams), UNI 3244 (Valutazione delle inclusioni non metalliche negli acciai mediante immagini tipo), DIN 50602 (Metallographic examination; microscopic examination of special steels using standard diagrams to assess the content of non-metallic inclusions) e ASTM E45 (Standard Test Methods for Determining the Inclusion Content of Steel). Questi standard permettono di conoscere il livello inclusionale o micro purezza di un materiale metallico osservando la quantità di inclusioni presenti tali inclusioni si dividono in solfuri di forma allungata, ossidi frammentati allineati tipo allumina, ossidi di forma allungata tipo silicato e ossidi di forma globulare dispersa e vengono classificate secondo i metodi del campo peggiore o dei gradi massimi (metodo A o metodo M), il metodo degli indici di sommatoria secondo un grado minimo prefissato (metodo K2 o K4) oppure il metodo JK (Jernkontoret).
Determinazione e classificazione del grado di bandeggiatura, secondo la norma UNI 8449 (Esame microscopico dei materiali ferrosi. Classificazione della struttura a bande negli acciai da cementazione – Microscopical examination of ferrous materials. Classification of banded structure in case hardening steel), secondo ASTM E1268 (Standard Practice for Assessing the Degree of Banding or Orientation of Microstructures). La norma UNI 8449 prevede una valutazione esclusivamente morfologica della distribuzione direzionale (bande) della ferrite e della perlite negli acciai mediante il confronto con immagini tipo, mentre la norma ASTM E1268 prevede un affidabile metodo di valutazione basato sull’effettuazione di un conteggio visivo delle bande mediante apposite griglie.
31
Controllo microscopico della formazione di carburi negli acciai, secondo la norma SEP 1520 (Mikroskopische Prüfung der Karbidausbildung in Stählen). Con questa metodologia si classifica la morfologia dei carburi mediante esame microscopico. Il metodo si basa su una serie di immagini tipo che includono la classificazione della forma, posizione, dimensione e quantità (serie da 1 a 7 ovvero serie FA, serie CG, serie PA, serie CN, serie CZ).
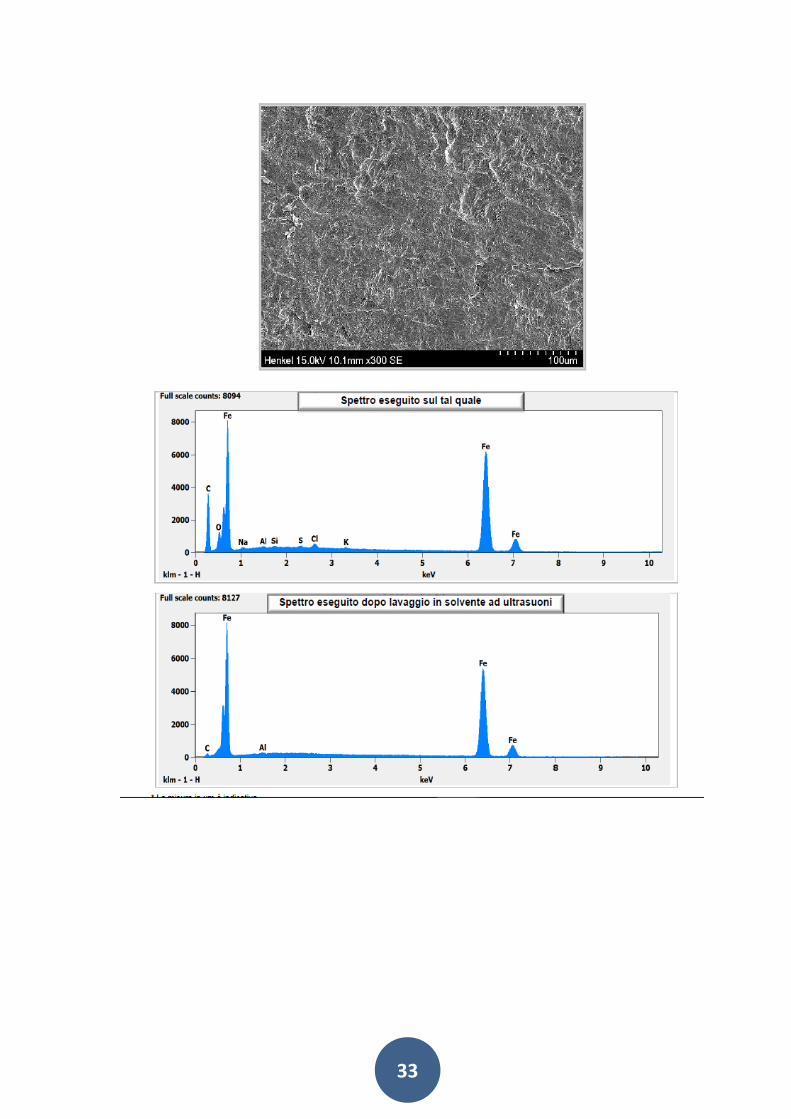
Gli esami metallografici possono essere eseguiti anche utilizzando la miscoscopia elettronica per ottenere informazioni estremamente dettagliate a elevati ingrandimenti sulle strutture delle superfici pre e post verniciatura . Le informazioni delle immagini ottenute possono anche essere corredate da analisi chimica elementare sulle superfici tramite microsonda EDAX : la tecnica permette quindi di analizzare in dettagli anche estremamente localizzati , la presenza di difetti , irregolarità , presenza di inquinanti , inclusioni e qualsiasi altro dettaglio .
Riportiamo alcuni esempi di esami eseguiti con questa tecnica , applicati a materiali di nostra lavorazione .

32
33

34
TEST DI NEBBIA SALINA
La prova in nebbia salina è un test standardizzato che consente di verificare la
resistenza di un materiale o l’efficacia di rivestimenti superficiali organici e
inorganici nel proteggere il substrato contro la corrosione. Il test, utile per
confrontare e valutare qualitativamente materiali e rivestimenti prodotti con
tecnologie, spessori e porosità differenti, spesso è utilizzato per verificare che un
prodotto sia conforme a determinate specifiche qualitative o semplicemente per
raccogliere informazioni sulla sua resistenza a corrosione in questo tipo di
ambiente .
Il test consiste nel disporre i campioni in una apposita camera all’interno della
quale viene nebulizzata la soluzione salina di prova (5% NaCl) a una temperatura
di 35°C. La nebbia prodotta permette di ricreare un ambiente fortemente
corrosivo. Al termine del test viene poi valutato e documentato il grado di
corrosione del campione. Controlli intermedi possono essere utili a verificare lo
stato di avanzamento della corrosione nell’arco della durata del test.

35
La durata della prova in nebbia salina dipende dal tempo necessario affinché si
inneschi il fenomeno corrosivo, ed è quindi strettamente correlata al tipo di
materiale o rivestimento e può variare da poche ore a migliaia di ore. Spesso la
durata minima richiesta è imposta da specifiche di prodotto o suggerita dallo
storico di risultati a disposizione.
Gli standard di riferimento che descrivono come svolgere correttamente il test e
definiscono i parametri di prova sono ISO 9227 e ASTM B117. UNI
9227/2006
La DIN EN ISO 9227-NSS è una norma tecnica che non esplicita i criteri di accettabilità, ma che spiega a livello tecnico come deve essere condotta la prova.
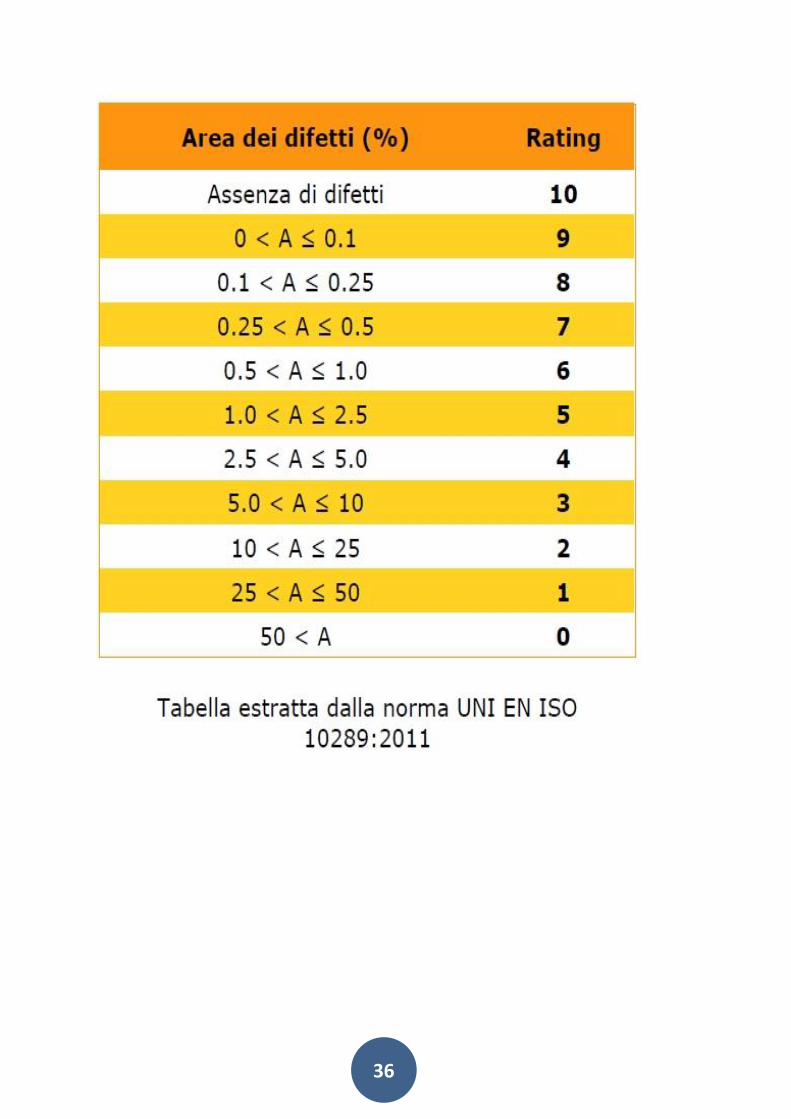
La norma UNI EN ISO 10289 invece fornisce al tecnico del laboratorio le indicazioni per quantificare i prodotti di corrosione presenti sul pezzo, assegnando il relativo rating (da 0 a 10) attribuito in funzione della percentuale di difettosità riscontrata (da 0 a 50%),
36

37
NORME DI RIFERIMENTO APPLICABILI AI
CONTROLLI INTERNI ED ESTERNI
UNI EN ISO 15710
PITTURE E VERNICI - PROVA DI CORROSIONE ALTERNANDO
IMMERSIONE E RIMOZIONE IN UNA SOLUZIONE TAMPONATA DI
CLORURO DI SODIO
La norma descrive un procedimento di prova per valutare la protezione offerta da
rivestimenti di pitture o vernici su alluminio e leghe di alluminio dalla corrosione
attorno a un incisione che attraversa il film, quando il provino rivestito è sottoposto
ad un trattamento di prova che alterna immersione e rimozione da una soluzione
diluita di sale. La presente norma è la versione ufficiale in lingua inglese della
norma europea EN ISO 15710 (edizione giugno 2006)
UNI EN ISO 2808
PITTURE E VERNICI - DETERMINAZIONE DELLO SPESSORE DEL FILM
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 2808 (edizione febbraio 2007). La norma descrive un certo numero di metodi
applicabili alla misurazione dello spessore di rivestimenti applicati su un supporto.
Sono descritti metodi per determinare lo spessore del film bagnato, lo spessore del
film secco e lo spessore del film di strati in polvere non trattati in forno. Sono
riportati riferimenti a singole norme se esistenti. Altrimenti il metodo è descritto in
dettaglio.

38
EN ISO 2813
PRODOTTI VERNICIANTI - DETERMINAZIONE DELLA BRILLANTEZZA
SPECULARE DI FILM DI PITTURA NON METALLIZZATA A 20°, 60° E 85°
La presente norma è la versione ufficiale della norma europea EN ISO 2813
(edizione aprile 1999). La norma specifica un metodo di prova per la
determinazione della brillantezza speculare di pitture non metallizzate. La prova
viene eseguita utilizzando un brillantometro con una geometria di 20°, 60° o 85°.
UNI EN ISO 4624
PITTURE E VERNICI - MISURA DELL ADESIONE MEDIANTE PROVA DI
TRAZIONE
La presente norma è la versione ufficiale in lingua italiana della norma europea
EN ISO 4624 (edizione maggio 2003). La norma descrive il metodo per determinare
l’adesione con una prova di trazione verticale. È applicabile qualunque sia la natura
del supporto, metallica o no, deformabile o no, utilizzando i procedimenti indicati.
UNI EN ISO 7384
PROVE DI CORROSIONE IN ATMOSFERA ARTIFICIALE - PRESCRIZIONI GENERALI
Versione in lingua italiana della norma europea EN ISO 7384 (edizione gennaio
1995) che recepisce il testo dell’omonima norma internazionale ISO del 1985.
Definisce i requisiti generali per i campioni, le apparecchiature e i procedimenti per
le prove di corrosione in atmosfere artificiali. Essa si applica ai metalli e alle leghe
con o senza protezione permanente o temporanea dalla corrosione.

39
UNI EN ISO 2812-1
PITTURE E VERNICI - DETERMINAZIONE DELLA RESISTENZA AI
LIQUIDI - PARTE 1: IMMERSIONE IN LIQUIDI DIVERSI DALL'ACQUA
UNI EN ISO 15528
PITTURE, VERNICI E MATERIE PRIME PER PITTURE E VERNICI - CAMPIONAMENTO
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 15528 (edizione settembre 2013). La norma specifica le procedure per il
campionamento di pitture, vernici e delle materie prime utilizzate per la loro
produzione.
UNI EN ISO 4628-6
PITTURE E VERNICI - VALUTAZIONE DEL DEGRADO DEI
RIVESTIMENTI - INDICAZIONE DELLA QUANTITÀ E DELLA
DIMENSIONE DEI DIFETTI, E DELL'INTENSITÀ DI VARIAZIONI DI
ASPETTO UNIFORMI - PARTE 6: VALUTAZIONE DEL GRADO DI
SFARINAMENTO CON IL METODO DEL NASTRO ADESIVO
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 4628-6 (edizione settembre 2011). La norma fornisce riferimenti grafici per la
designazione del grado di sfarinamento dei film di pittura. Descrive anche un
metodo che permette di classificare il grado di sfarinamento. Nell'utilizzo del
presente metodo, è essenziale distinguere attentamente fra i veri prodotti del
degrado e lo sporco aderente, specialmente quando lo sfarinamento è modesto.

40
UNI EN ISO 2409
PITTURE E VERNICI - PROVA DI QUADRETTATURA
La presente norma è la versione ufficiale in lingua inglese della norma europea
EN ISO 2409 (edizione febbraio 2013). La norma specifica un metodo di prova
per la valutazione della resistenza di pitture al distacco dai substrati quando
incise fino al supporto con un reticolo a maglie quadrate che penetra nel
substrato.
UNI EN ISO 2811-2
PITTURE E VERNICI - DETERMINAZIONE DELLA DENSITÀ - PARTE 2:
METODO PER IMMERSIONE DI UN CORPO (DENSIMETRO)
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 2811-2 (edizione marzo 2011). La norma specifica un metodo per determinare
la densità di pitture, vernici, e prodotti correlati, utilizzando come corpi di
immersione (pesi), corpi sferici o rotondi. Il metodo è limitato ai materiali di
viscosità bassa o media ed è particolarmente idoneo per controlli di produzione.
UNI EN ISO 11997-1
PITTURE E VERNICI - DETERMINAZIONE DELLA RESISTENZA A
CONDIZIONI CICLICHE DI CORROSIONE - PARTE 1: BAGNAMENTO
(NEBBIA SALINA)/SECCO/UMIDITÀ
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 11997-1 (edizione febbraio 2006). La norma descrive un metodo per
determinare la resistenza di rivestimenti a uno dei quattro cicli definiti di condizioni
di bagnamento (nebbia salina) /secco/umidità usando soluzioni specificate.
41
UNI EN ISO 15184
PITTURE E VERNICI - DETERMINAZIONE DELLA DUREZZA DI UN
RIVESTIMENTO MEDIANTE PROVA DELLA MATITA
La norma descrive un metodo per la determinazione della durezza di un
rivestimento misurata spingendo o tirando sul rivestimento stesso delle matite di
durezza nota.
La prova può essere eseguita su un singolo strato di una pittura, vernice o
prodotto affine, o sullo strato superiore di un sistema multistrato.
UNI EN ISO 21227-4
PITTURE E VERNICI - VALUTAZIONE DEI DIFETTI SULLE SUPERFICI
RIVESTITE MEDIANTE L UTILIZZO DI IMMAGINI DIGITALI - PARTE 4:
VALUTAZIONE DELLA CORROSIONE FILIFORME
La presente norma è la versione ufficiale in lingua inglese della norma europea
EN ISO 21227-4 (edizione marzo 2008). La norma descrive un metodo per la
valutazione della corrosione filiforme mediante l’utilizzo di immagini digitali.
UNI EN ISO 11997-2
PITTURE E VERNICI - DETERMINAZIONE DELLA RESISTENZA A CONDIZIONI DI
CORROSIONE CICLICHE - PARTE 2: UMIDITÀ (NEBBIA SALINA)/SECCO/UMIDITÀ/RAGGI
UV
La presente norma è la versione ufficiale in lingua inglese della norma europea EN
ISO 11997-2 (edizione settembre 2013). La norma specifica un metodo di prova
per determinare la resistenza dei rivestimenti a un definito ciclo di umidità (nebbia
salina)/secco/umidità/raggi UV utilizzando una specifica soluzione.

42
UNI EN ISO 12944
Protezione dalla corrosione di strutture di acciaio mediante verniciatura
Sommario : La presente norma è la versione ufficiale in lingua inglese della
norma europea EN ISO 12944-5 (edizione settembre 2007). La norma descrive i
tipi di pitture e i sistemi di verniciatura di uso più comune per la protezione delle
strutture di acciaio dalla corrosione. Fornisce, inoltre, una guida per la selezione
dei sistemi di verniciatura disponibili per i diversi ambienti d'esposizione (vedere
UNI EN ISO 12944-2) e per i diversi tipi di preparazione delle superfici (vedere
UNI EN ISO 12944-4) indicando i gradi di durabilità attesi (vedere UNI EN ISO
12944-1). La durabilità dei sistemi di verniciatura è classificata in termini di
bassa, media e alta.

43







