
PRINTED COPY IS UNCONTROLLED
NEXT PAGE -->
ROUND CLAMP BAR
WDX15-80-0101
MATERIAL SPECIFICATIONSAISI-1018CARBURIZE ANDHARDEN RC. 60-62
1JAN. 2001
ROUND CLAMP BAR
FOR APPLICATIONSEE W-DX15-50MPAGES 82 & 83
FOR DIE FASTENING
27O/
90O/
20
NORTH AMERICA ONLY
EACH PART MUST BEPERMANENTLY MARKEDWITH THE FULLORDERING NUMBERAND MANUFACTURER’SBRAND.
+0-2

NEXT PAGE --><-- PREVIOUS PAGE
DRAW TEMPERATURE MUST BE MAINTAINED FOR ONE HOUR MINIMUM FOR EACH INDIVIDUALTHICKNESS OR TYPE OF WASHER. WHENEVER WASHERS ARE STACKED FOR TEMPERING,THE DRAW TEMPERATURE MUST BE MAINTAINED FOR ONE HOUR MINIMUM FOR EACH 10 mmOF THE HEIGHT OF THE STACK.
HEAT TREAT NOTE:
PIERCE & FORMOPERATION INSAME DIRECTION
METRIC SPRING WASHER FOR INTERNAL DIE USE
MATERIAL SPECIFICATIONSS.A.E. 5160 OR 9260HT. TR. D2RC. 42-46SURFACE TO BE FREE OF SEAMS
FORD NUMBER A B
50
26
DIA. HOLE DEFORMATION OF HOLE IS PERMISSABLE AFTER FORMING.HOLE LOCATION MAY VARY TO SUIT ALLOWABLE MILL WIDTH TOLERANCE.
"A"
2
WDX15-80-0201
SPRING WASHER
JUNE 1992
22WDX15-80-0202
57
B
B2
B
8
NORTH AMERICA ONLY
1.5
B2
PRINTED COPY ISUNCONTROLLED


NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY ISUNCONTROLLED
4
100
506.5
11 O/2 HOLES
CLAMP PLATEWDX15-80-0405MATERIAL: AISI-4140HEAT TREATMENT: HARDEN Rc. 56-60
FOR APPLICATION SEEW-DX15-50M, PAGE 71.
25
100
150
MAY 1994
CLAMP PLATEFOR SCHULER CROSS BAR TRANSFER PRESS
NORTH AMERICA ONLY



NEXT PAGE -->
PRINTED COPY IS UNCONTROLLED
<-- PREVIOUS PAGE
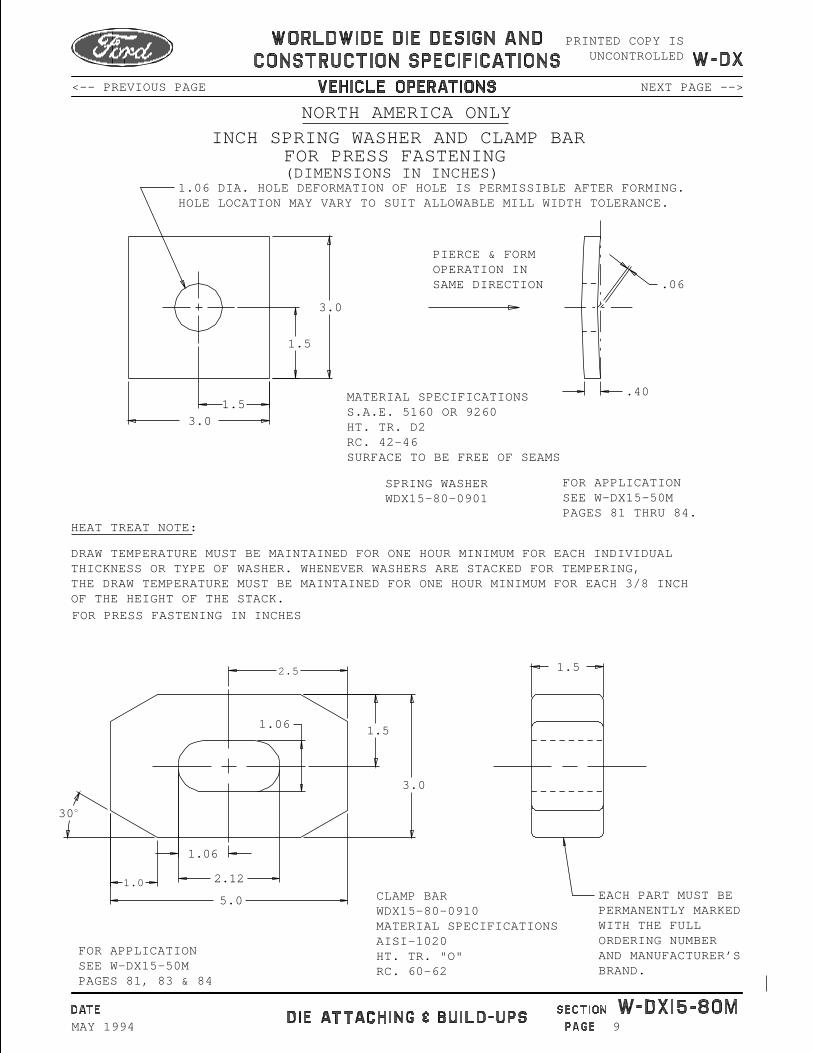
DRAW TEMPERATURE MUST BE MAINTAINED FOR ONE HOUR MINIMUM FOR EACH INDIVIDUALTHICKNESS OR TYPE OF WASHER. WHENEVER WASHERS ARE STACKED FOR TEMPERING,THE DRAW TEMPERATURE MUST BE MAINTAINED FOR ONE HOUR MINIMUM FOR EACH 3/8 INCHOF THE HEIGHT OF THE STACK.
HEAT TREAT NOTE:
PIERCE & FORMOPERATION INSAME DIRECTION
INCH SPRING WASHER AND CLAMP BAR
MATERIAL SPECIFICATIONSS.A.E. 5160 OR 9260HT. TR. D2RC. 42-46SURFACE TO BE FREE OF SEAMS
3.0
1.5.40
.06
CLAMP BARWDX15-80-0910MATERIAL SPECIFICATIONSAISI-1020HT. TR. "O"RC. 60-62
5.0
1.0
30 o
3.0
1.06 DIA. HOLE DEFORMATION OF HOLE IS PERMISSIBLE AFTER FORMING.HOLE LOCATION MAY VARY TO SUIT ALLOWABLE MILL WIDTH TOLERANCE.
2.5
9
SPRING WASHERWDX15-80-0901
MAY 1994
FOR APPLICATION SEE W-DX15-50MPAGES 81, 83 & 84
FOR PRESS FASTENING
1.5
1.06
2.12
FOR PRESS FASTENING IN INCHES
1.5
3.0
1.06
1.5
(DIMENSIONS IN INCHES)
FOR APPLICATION SEE W-DX15-50MPAGES 81 THRU 84.
NORTH AMERICA ONLY
EACH PART MUST BEPERMANENTLY MARKEDWITH THE FULLORDERING NUMBERAND MANUFACTURER’SBRAND.

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY ISUNCONTROLLED
NORTH AMERICA ONLY
3/8" AISI-1018 ROD HANDLEWELD SIDES TO ATTACH
0.50R
MATERIAL SPECIFICATION:4150 HEAT TREATEDRC. 28-32
SHARP CORNEROR 0.09R TYP.
THE FOLLOWING NOTE MUST BEPERMANENTLY MARKED ON THETOP OF THE CLAMP: "ONLY TO BE USED ON LOWERDIES ON PRESS LINES WITHCENTER-LINE LOCATING PINS."
CLAMP MUST BE ZINC PLATED PER WSD-M1P85-A2PLUS YELLOW CHROMATE TO WSB-M10P10-A3FORD SPECIFICATIONS.
EZ CLAMP
VLIER PIN H60N(1/2"-13 THREADS)
PLANT TO FURNISH
APRIL 199910
FORD PART NUMBER:WDX15-80-1001
MANUFACTURED BY:JOLICO INDUSTRIES(810)739-5555
3.00
1.50 0.12
0.30
1.50
2.00
5.38
0.75
0.15
0.88 2 o
1.00
1.75
0.50
1.50
(DIMENSIONS IN INCHES)
3.840+.005-



NEXT PAGE -->
PRINTED COPY IS UNCONTROLLED
<-- PREVIOUS PAGE
R 62 PLACES
RELIEF
+0-0.05
BREAK SHARP CORNERS
MATERIAL SPECIFICATION1144 FATIGUE PROOF
LOCATING PIN
LOCATING PINFORD NO. WDX15-80-1302
LOCATING PIN FOR LOCATING DRAW PUNCH TO INNER RAM ADAPTORPLATE AND LOWER SUB-DIE TO PARENT SHOE
50.00O/
M24 X 3.0 THD.
20
40
70
120 16O/
60 o
NOTE: LOCATING PIN TO BE FURNISHED AS PART OF ADAPTOR PLATE AND AS PART OF PARENT DIE.
R 2
13SEPT. 1999
& PUNCH SHOE TO RAM ADAPTOR PLATE FOR TRANSFER PRESSES.
NORTH AMERICA ONLY
FOR APPLICATIONSEE WDX15-50MPAGES 14 & 36.

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY ISUNCONTROLLED
LOCATING PINPIN FOR LOCATING PUNCH TO RAM ADAPTOR PLATE
FOR TRANSFER PRESSES
12 X 30 o
CHAMFER
R 3
REGULAR NUT1 3/4-5 THD. (IN.)
LOCK WASHER1 3/4 I.D. (IN.)
115
76
280
8
76.08O/+ -0.01
44.45O/ + 0- 0.03
LOCATING PINFORD NO. WDX15-80-1401
LOCATING PIN FURNISHED ASPART OF ADAPTOR PLATE
MATERIAL SPECIFICATIONAISI-4130 OR 4140HEAT TREAT: EACORE HARDNESS RC. 35-40CASE HARDNESS RC. 55-60CASE DEPTH 1.3 - 2.0
1 3/4-5 THD. (IN.)
14 DEC. 1997
REF.
THREADS TO BE SOFTAFTER HEAT TREAT
NORTH AMERICA ONLY



NEXT PAGE -->
PRINTED COPY IS UNCONTROLLED
<-- PREVIOUS PAGE
CENTER KEYWDX15-80-1901AISI 1018 CDMS
CENTER KEY GUIDE WDX15-80-1902 AISI 1018 CDMS
STANDARD CENTER KEY AND CENTER KEY GUIDE
25
250
25
25
50.4
+0.1-0.0
A
10 o
50.8
75
25.4
3 X 45 o
50
25
3 X 45 o
12 X 45 o
19DEC. 1997
FOR M16SOC.HD. CAP SCR.(2) HOLES
FOR APPLICATIONSEE W-DX15-52MPAGE 8.
CONSTRUCTION SOURCETO PROVIDE CENTERKEY
NORTH AMERICA ONLY
EACH PART MUST BE PERMANENTLY MARKED WITH THE FULL ORDERING NUMBERAND MANUFACTURER’S BRAND.
PLANT TO FURNISH

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY ISUNCONTROLLED
FOR 1- 1/16" SLOT
FOR IN. SLOT SIZES
FOR 1.302" SLOT
A B
STOP BLOCK FOR ASSEMBLY DIES
95
C D
53.80 32.90 26.00 25.70
FORD NO.
WXD15-80-2001
WDX15-80-2002
0.761.55
TYP.
20 DEC. 1997
E F G
185.30 61.15 206.20
46.64 26.87 20.59 31.80 179.20 58.10 199.04
A
B B
A
E
C
D
G
F 63
50
100
FOR M20 SOC. HD. CAP SCR.(2) HOLES
R
FOR APPLICATIONSEE WDX15-52M PAGE 7
NORTH AMERICA ONLY
STAMPING PLANT TO FURNISH
EACH PART MUST BE PERMANENTLY MARKED WITH THE FULL ORDERING NUMBERAND MANUFACTURER’S BRAND.

FOUNDRY NOTE:BOLT SURFACES MUST BE MAINTAINED PARALLEL WITHIN 2 AS CAST.o
FOUNDRY TO SNAG GRIND BOLT FASTENING SURFACES TO REMOVE RAT TAILSOR OTHER PROJECTION WHEN NECESSARY TO ASSURE FIRM SEAT FORWDX15-80-0901 WASHERS.
+
STANDARD PUNCH AND DIE RISERS
NOTE:FOUNDRY TO CASTFORD NUMBER 25mm HIGHON ALL FOUR SIDES.DIMENSIONS FOR LOCATING FASTENING SLOTSTO BE WITHIN 3mm.+-
MATERIAL SPECIFICATION: SAE-J431/G2500 CAST IRONBRINELL 170-229
LENGTH 580 1190 1800 580 1190 1800
H 125 180
WT LBS 130 260 430 160 315 470
FORD NUMBERWDX15-80-25-125-580WDX15-80-25-125-1190WDX15-80-25-125-1800WDX15-80-25-180-580WDX15-80-25-180-1190WDX15-80-25-180-1800
-
580
25JUNE 1993
WDX15-80 - 25 - 125 - 1190
LENGTH
HEIGHT
PAGE
SECTION NUMBER
ORDERING EXAMPLE:
NORTH AMERICA ONLY
1190
152TYP
45TYP
304TYP
1800
300TYP
75TYP
150 TYP
115TYP
30TYP
30TYP
230TYP
0.1+-A
A SECT A-A
BRINELL THIS SURFACE
H
VIEW "Z"
R 18
Z
NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY IS UNCONTROLLED

NEXT PAGE --><-- PREVIOUS PAGE
1500
304TYP
300TYP
2110
150 TYP
75 TYP
150 TYP
115TYP
30TYP
30 TYP
45 TYP
230TYP
0.1+
-
FORD NUMBERWDX15-80-26-125-890WDX15-80-26-125-1500WDX15-80-26-125-2110WDX15-80-26-180-890WDX15-80-26-180-1500WDX15-80-26-180-2110
H 125 180
LENGTH 890 1500 2110 890 1500 2110
WT LBS 200 325 460 235 410 550
FOUNDRY NOTE:BOLT SURFACES MUST BE MAINTAINED PARALLEL WITHIN 2 AS CAST.o
FOUNDRY TO SNAG GRIND BOLT FASTENING SURFACES TO REMOVE RAT TAILSOR OTHER PROJECTION WHEN NECESSARY TO ASSURE FIRM SEAT FORWDX15-80-0901 WASHERS.
NOTE:FOUNDRY TO CASTFORD NUMBER 25mm HIGHON ALL FOUR SIDES.DIMENSIONS FOR LOCATING FASTENING SLOTSTO BE WITHIN 3mm.
+
-
+-
BRINELL THIS SURFACE
MATERIAL SPECIFICATION:SAE-J431/G2500 CAST IRONBRINELL 170-229
B
B
SECT. B-B
890
26 JUNE 1993
H
STANDARD PUNCH AND DIE RISERS
Z
VIEW "Z"
R 18
NORTH AMERICA ONLY
PRINTED COPY ISUNCONTROLLED

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY IS UNCONTROLLED
FORD NUMBERWDX15-80-27-250-890WDX15-80-27-300-890WDX15-80-27-380-890WDX15-80-27-430-890WDX15-80-27-500-890WDX15-80-27-630-890
H250300380430500630
WT. LBS. 235 265 315 350 390 475
H250300380430500630
WT. LBS. 360 395 465 485 575 660
FORD NUMBERWDX15-80-27-250-580WDX15-80-27-300-580WDX15-80-27-380-580WDX15-80-27-430-580WDX15-80-27-500-580WDX15-80-27-630-580
80
50
30
25
R 25
2540
152152290
580
30
115
230
R 18
190CORE
50
65CORE
30
30
0.1H
+-
BRINELL THIS SURFACE
NOTE: DIMENSIONS FOR LOCATINGFASTENING SLOTS TO HELD WITHIN 3mm.
MATERIAL SPECIFICATION:SAE-J431/G2500 CAST IRONBRINELL 170-229
+-
FOUNDRY NOTE: REFER TO PAGES 25 AND 26 FOR BOLT SURFACE CASTING TOLERANCES.
STANDARD PUNCH AND DIE RISERS
DIE RISER 890 LONGDIE RISERS 580 LONG
TYPICAL END VIEW
H/2
27JUNE 1993
150
75
NOTE:FOUNDRY TO CASTFORD NUMBER 25mmHIGH ON ALL FOURSIDES.
NORTH AMERICA ONLY
115
230
75
150
890
445
304 304 30
150150 R 18
30
60CORE
H/23050190CORE
+-
H0.1

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY ISUNCONTROLLED
2550
4080
25
30
25
230
115
15075
152300456595
1190
H/2
30
60CORE
50 190CORE
R 18
230
115
H/2
150
75
30
150304455608
1500
750
190CORE
60CORE
H0.1
H0.1
FORD NUMBERWDX15-80-28-250-1500WDX15-80-28-300-1500WDX15-80-28-380-1500WDX15-80-28-430-1500WDX15-80-28-500-1500WDX15-80-28-630-1500
H250300380430500630
WT. LBS. 625 690 800 850 988 1100
MATERIAL SPECIFICATIONSAE-J431/G2500 CAST IRONBRINELL 170-229
NOTE: DIMENSIONS FOR LOCATINGFASTENING SLOTS TO HELD WITHIN 3mm.-+
STANDARD PUNCH AND DIE RISERS
FORD NUMBERWDX15-80-28-250-1190WDX15-80-28-300-1190WDX15-80-28-380-1190WDX15-80-28-430-1190WDX15-80-28-500-1190WDX15-80-28-630-1190
WT. LBS. 480 550 615 675 800 900
H250300380430500630
+-
+-
BRINELL THIS SURFACE
BRINELL THIS SURFACE
DIE RISER 1190 LONG
DIE RISER 1500 LONG
SYMMETRICAL ABOUT THE CENTER LINE
SYMMETRICAL ABOUT THE CENTER LINE
TYPICALEND VIEW
28 JAN. 1994
50
NOTE:FOUNDRY TO CAST FORD NUMBER25mm HIGH ON ALL SIDES.
FOUNDRY NOTE:REFER TO PAGES 25 AND 26 FORBOLT SURFACE CASTING TOLERANCES.
NORTH AMERICA ONLY

NEXT PAGE --><-- PREVIOUS PAGE
PRINTED COPY IS UNCONTROLLED
2550
4080
25
30 R 25
152300456610
7609001800
30
75
150
230
115
R 18
H/2
50190CORE
30
60CORE
230
115
75
150R 18
150 304608455
760 915
2110
H/2
50
190CORE
30
60CORE
H
0.1H
FOUNDRY NOTE:REFER TO PAGES 25 AND 26 FORBOLT SURFACE CASTING TOLERANCES.
STANDARD PUNCH AND DIE RISERS
NOTE: DIMENSIONS FOR LOCATINGFASTENING SLOTS TO HELD WITHIN 3mm.+
-
MATERIAL SPECIFICATIONSAE-J431/G2500 CAST IRONBRINELL 170-229
NOTE:FOUNDRY TO CAST FORD NUMBER25mm HIGH ON ALL FOUR SIDES.
WT. LBS. 900 1000 1170 1195 1350 1625
FORD NUMBERWDX15-80-29-250-2110WDX15-80-29-300-2110WDX15-80-29-380-2110WDX15-80-29-430-2110WDX15-80-29-500-2110WDX15-80-29-630-2110
H250300380430500630
WT. LBS. 750 825 950 1035 1115 1360
FORD NUMBERWDX15-80-29-250-1800WDX15-80-29-300-1800WDX15-80-29-380-1800WDX15-80-29-430-1800WDX15-80-29-500-1800WDX15-80-29-630-1800
H250300380430500630
BRINELL THIS SURFACE
BRINELL THIS SURFACE
+-
0.1+-
DIE RISER 1800 LONG
DIE RISER 2110 LONG
SYMMETRICAL ABOUT THE CENTER LINE
1055
SYMMETRICAL ABOUT THE CENTER LINE
30
30
TYPICALEND VIEW
29JUNE 1993
NORTH AMERICA ONLY

PRINTED COPY ISUNCONTROLLED
<-- PREVIOUS PAGE NEXT PAGE -->
20 DRILL (2) HOLE
FOR M16 SOC. HD. SCR.(4) HOLES
FOR M10 SOC. HD. SCR.(6) PLACES
WELD SECURELY ALL AROUNDALL WELDS TO BE DONE BY AUTOMATIC WELDER.STRESS RELIEVE ALL RISERS.
NOTE: DO NOT USE BETWEEN PUNCH SHOE AND ATTACHING PLATE TO PRESS UNLESS USED IN CONJUNCTION WITH STANDARD CAST RISERS. USE A MINIMUM OF TWO STANDARD CAST RISERS IN CONJUNCTION WITH FABRICATED RISERS ON ALL LOWER BUILD UPS.
FABRICATED RISERS
MATERIAL SPECIFICATIONSAISI-1018-CDMS & STEEL TUBING
60
60
7660
60
76
152
152
+.5_
+.5_
20 REF.
"L" +.1_
WDX15-80-30125 125
WDX15-80-30180 180
WDX15-80-30250
WDX15-80-30300
WDX15-80-30380
WDX15-80-30430
WDX15-80-30500
WDX15-80-30630
250
300
380
430
500
630
PART NUMBER "L"
TUBING 101.6 I.D. X 127 O.D.
EACH PART MUST BE PERMANENTLYMARKED WITH THE FULL ORDERINGNUMBER AND MANUFACTURER’SBRAND.
// 0.02
NORTH AMERICA ONLY
30 JAN. 2001























NORTH AMERICA ONLY
���� ������
���
� ���� ���65FEB. 2006
������������ ��������� ��
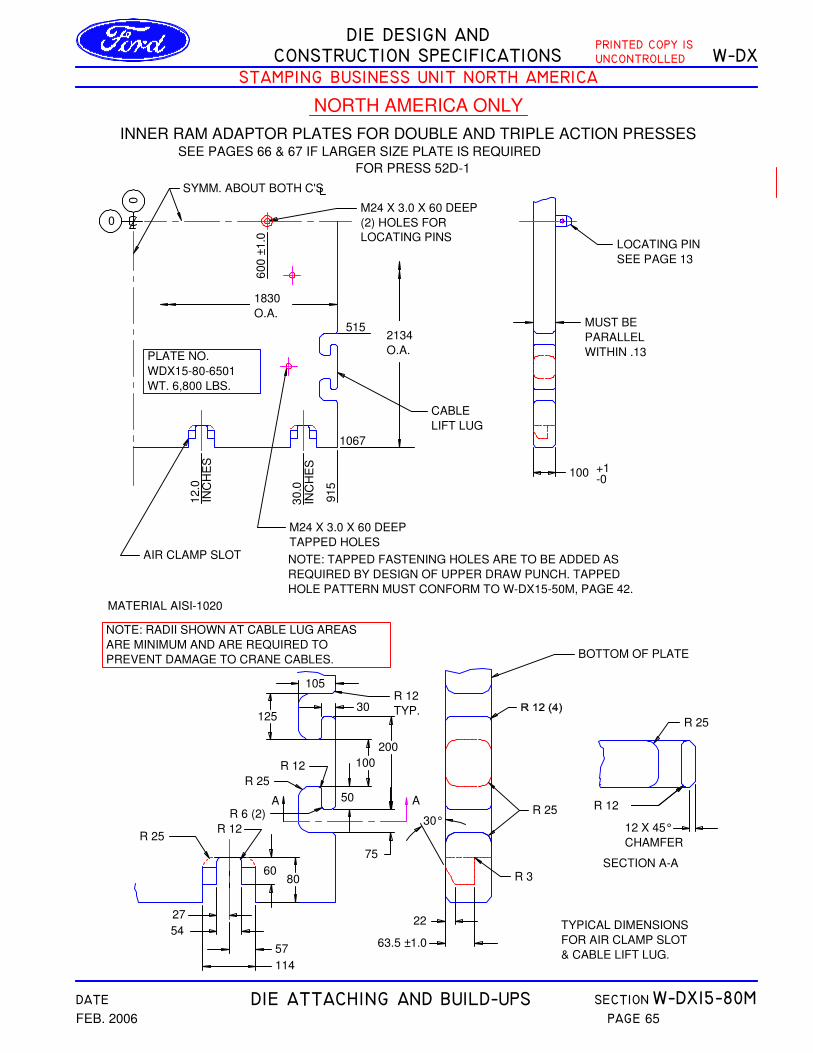
SEE PAGES 66 & 67 IF LARGER SIZE PLATE IS REQUIRED
PREVENT DAMAGE TO CRANE CABLES.ARE MINIMUM AND ARE REQUIRED TONOTE: RADII SHOWN AT CABLE LUG AREAS
80
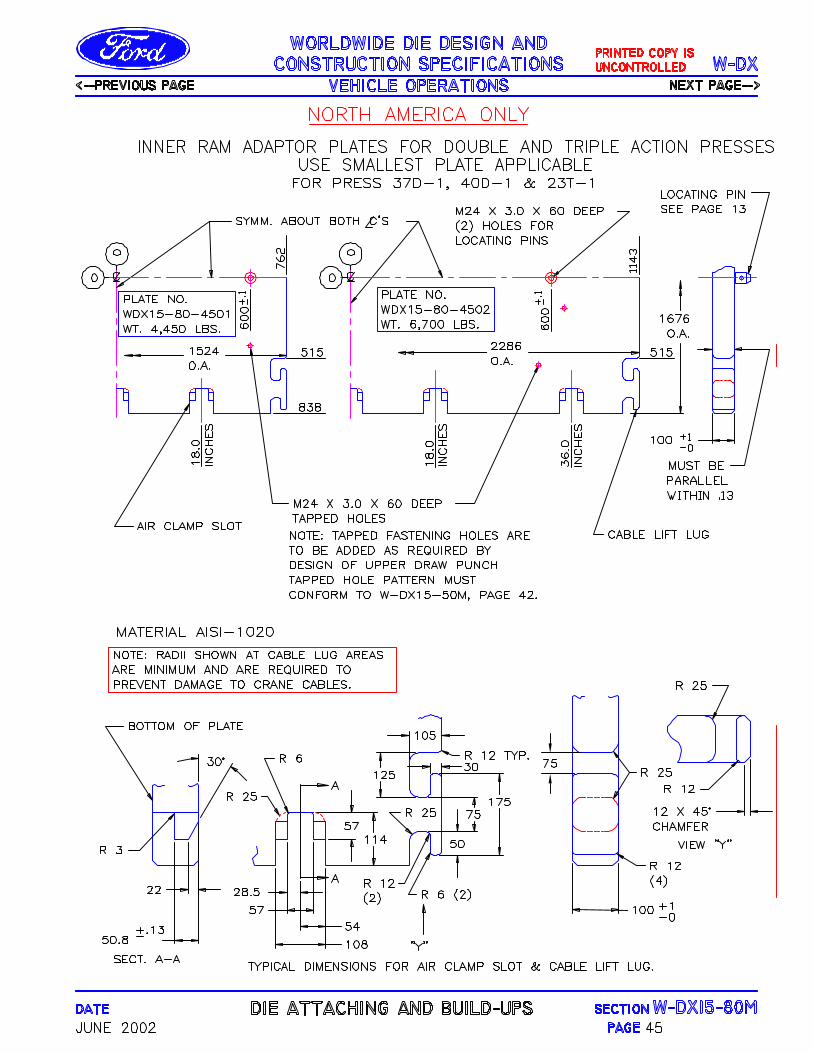
TAPPED HOLESM24 X 3.0 X 60 DEEP
HOLE PATTERN MUST CONFORM TO W-DX15-50M, PAGE 42.REQUIRED BY DESIGN OF UPPER DRAW PUNCH. TAPPEDNOTE: TAPPED FASTENING HOLES ARE TO BE ADDED AS
30.0
INNER RAM ADAPTOR PLATES FOR DOUBLE AND TRIPLE ACTION PRESSES
SYMM. ABOUT BOTH C'S
114
5427
R 25
57
R 12
60
R 25
R 6 (2)A
R 12
125
AIR CLAMP SLOT
INC
HE
S12
.0
WT. 6,800 LBS.WDX15-80-6501PLATE NO.
O.A.1830
0
0
600
±1.0
12 X 45°
& CABLE LIFT LUG.FOR AIR CLAMP SLOTTYPICAL DIMENSIONS
SECTION A-A
CHAMFER
63.5 ±1.0
75
22
R 3
BOTTOM OF PLATE
200
50
100
30
30°
A
TYP.R 12
105
R 25 R 12
LIFT LUG
915
INC
HE
S
1067
O.A.2134
515
CABLE
-0100 +1
WITHIN .13PARALLELMUST BE
R 25
SEE PAGE 13LOCATING PIN
M24 X 3.0 X 60 DEEP
FOR PRESS 52D-1
LOCATING PINS(2) HOLES FOR
MATERIAL AISI-1020
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��




















