
UNIVERSIDADE FEDERAL DE GOIÁS – UFG
REGIONAL CATALÃO
ESPECIALIZAÇÃO EM TRATAMENTO DE MINÉRIOS
JULIANA ALIQUES DE OLIVEIRA SILVA
MODELAGEM DO MOINHO DE BOLAS DE ROCHA FOSFÁTICA DA
EMPRESA ANGLO AMERICAN FOSFATOS BRASIL UTILIZANDO A
FERRAMENTA MOLY-COP TOOLS
CATALÃO
Maio, 2014

JULIANA ALIQUES DE OLIVEIRA SILVA
MODELAGEM DO MOINHO DE BOLAS DE ROCHA FOSFÁTICA DA
EMPRESA ANGLO AMERICAN FOSFATOS BRASIL UTILIZANDO A
FERRAMENTA MOLY-COP TOOLS
Orientador: Dr. André Carlos Silva
CATALÃO
Maio, 2014
Monografia apresentada ao
curso de pós-graduação em
Tratamento de Minérios da
Universidade Federal de Goiás
– UFG, como requisito parcial
para obtenção do título de
Especialista em Tratamento de
Minérios.

Dados Internacionais de Catalogação na Publicação (CIP)
BSCAC/UFG
JULIANA ALIQUES DE OLIVEIRA SILVA
MODELAGEM DO MOINHO DE BOLAS DE ROCHA FOSFÁTICA DA
EMPRESA ANGLO AMERICAN FOSFATOS BRASIL UTILIZANDO A
FERRAMENTA MOLY-COP TOOLS
Monografia apresentada ao curso de pós-graduação em Tratamento de Minérios da
Universidade Federal de Goiás – UFG, como requisito parcial para obtenção do título de
Especialista em Tratamento de Minérios.
BANCA EXAMINADORA
___________________________________________
Mauricio
Universidade
___________________________________________
Eleneci
Universidade federal d Goiás - UFG
___________________________________________
Dr. André Carlos Silva (ORIENTADOR)
Universidade Federal de Goiás – UFG
Aprovado em 23/05/2014

DEDICATÓRIA
Primeiramente a Deus, pelo dom da vida e por estar sempre ao meu lado, me dando forças
para nunca desistir, e assim conseguir finalizar mais esta etapa da minha vida, o que seria de
mim sem a fé que eu tenho nele.
Aos meus pais: Gildete Aliques e Hernane Silvério, por sempre estarem do meu lado, me
respeitarem, pela formação, apoio, amor, amizade e incentivo que sempre me deram,
proporcionando caminhos para que tudo isto se realizasse.
A minha irmã: Gabriela Aliques, minha grande amiga das horas mais difíceis, por estar
sempre ao meu lado, e pelo tempo dedicado a me ajudar.
Aos meus familiares, que sempre depositaram confiança no meu trabalho e sempre me
apoiaram.
Ao Thiago de Paulo de Faleiros, meu companheiro de todas as horas, pelo apoio, pela força,
pela paciência, pelo tempo dedicado a me ajudar mesmo não podendo, pelo incentivo a
prosseguir quando achei que não poderia mais, por sempre estar ao meu lado me ajudando
para que tudo isto se realizasse.
AGRADECIMENTOS
Ao meu orientador professor Dr. André Carlos Silva, pela paciência, pelo apoio, pelo tempo
dedicado, pela partilha de conhecimento e pela competência na orientação deste trabalho.
Aos professores do curso de Especialização em Tratamento de Minérios em especial os
professores Elenice Maria Schons Silva e Maurício Guimarães Bergerman pelas presenças
na banca avaliadora deste trabalho.
A todos meus colegas de turma, pelo companheirismo, pelos auxílios prestados e amizade.
A empresa Anglo American Fosfatos Brasil nas pessoas dos engenheiros: Ângelo Pereira da
Silva Júnior, Lorene Rezende da Fonseca e Ricardo Antônio de Rezende, pela disposição das
informações necessários para a execução das simulações, propiciando o enriquecimento dos
meus estudos, pesquisas e uma melhor aprendizagem.
Ao Thiago de Paulo Faleiros, meu namorado, pelo respeito, tempo dedicado, paciência e
ajuda que foram imensuráveis para conclusão deste trabalho.
E a todos que colaboraram de alguma forma para a execução deste trabalho.
"A mineração é indispensável para a manutenção do nível de vida e avanço das sociedades
modernas em que vivemos é à base de uma indústria dinâmica capaz de transformar minério
em riqueza, contribuindo dessa forma para o progresso material, técnico-econômico e cultural
da população de um país. O grande desafio a ser enfrentado na busca de cumprir essa função é
o de se formar profissionais que sejam capazes de lidar com a rapidez da produção dos
conhecimentos científicos e tecnológicos e de sua transferência e aplicação na sociedade em
geral e no mundo do trabalho, em particular."
Adão Benvindo da Luz
RESUMO
A moagem é a última etapa da cominuição em uma usina de tratamento de minérios, e é
responsável por produzir partículas com tamanhos adequados através dos mecanismos de
fragmentação, compressão, impacto e cisalhamento, para a etapa de concentração. A moagem
é uma das etapas que mais requer atenção no beneficiamento mineral é nela onde ocorre o
maior consumo energético e requer os maiores investimentos. A moagem é considerada muito
importante para o desenvolvimento do restante do processo de concentração mineral, pois
quando o produto da moagem não atende as especificações gera produtos muito finos o que
significa uma perda significativa no processo e também alterações nas etapas subsequentes.
Este trabalho visa otimizar a moagem da usina 47 da empresa Anglo American Fosfatos
Brasil de Catalão - GO, através de simulações utilizando o programa Moly-Cop Tools e assim
melhorar sua eficiência energética e resultados. A partir dos dados de reais da moagem na
usina fornecidos pela empresa os mesmos foram lançados na planilha BALLPARAM_OPEN,
que se referem aos parâmetros estimados da moagem em escala de dados reais, gerando assim
os dados das funções de quebra e seleção, necessários para se efetuar as simulações. Em
seguinda, na planilha Ballsim_open que se refere à simulação de um circuito aberto de
moagem, onde foram executadas seis simulação inicialmente com os valores fixos variando
somente os valores referentes à alimentação. Em seguida mais seis simulações foram
executadas alterando somente a velocidade crítica mais seis alterando a % de enchimento e
finalizando com seis simulações alterando o tamanho de bolas. Os melhores resultados
observados, através destes grupos simulações indicam uma queda considerável de 0,86% no
valor do Wi operacional, quando se refere à alteração do valor da alimentação de 900 t/h que
é o valor real alimentado na usina 47 para 925 t/h, encontrando assim um melhor valor de Wi
operacional.
Palavras-chave: Moagem. Moly-Cop Tools. Simulação. Moinhos.

ABSTRACT
The grinding is the last stage of comminution in a mineral processing plant, responsible for
reducing particles in size by mechanisms of fragmentation, impact, compression, and shear.
Moreover, it is one of the stage that require greater focus due the more energy-consuming and
major investments requirements. The grinding is considered very important for the mineral
concentration process development because, when the product does not meet the
specifications, grinding generates very fine products that means a significant loss and changes
in further sequential steps. This work aims to optimize the 47 grinding mill of Anglo
American Phosphates Catalão-GO Company through simulations using the Moly-Cop Tools
optimization tools, and thereby improving energy consumption and grinding results. From
real data supplied by company, we were set up the simulation environment on Moly-Cop
Tools worksheets, and then obtained the general parameters of breakage and selection
functions. Initially, simulations were performed ranging factors such as feed size distribution,
critical velocity, filling rate, and ball size. The simulations results indicate a considerable
decrease of 0.86% in Wio value, changing the feeding charge of 900 t/h to 925 t/h.
Keywords: Grinding. Moly-Cop Tools. Simulation. Mills.
LISTA DE FIGURAS
Figura 1 - Moinho cilíndrico .................................................................................................... 19
Figura 2 - Moinho de bolas....................................................................................................... 19
Figura 3 - Moinho de barras ..................................................................................................... 23
Figura 4 - Volume de barras e partículas no moinho de barras ................................................ 25
Figura 5 - Moinho VERTIMIL da Metso .................................................................................. 28
Figura 6 - Representação esquemática de um moinho semiautógeno ...................................... 32
Figura 7 - Zonas de fraturamento em moinhos revolventes ..................................................... 39
Figura 8 - Moagem em regime de cascata ................................................................................ 39
Figura 9 - Moagem em regime de catarata ............................................................................... 40
Figura 10 - Tipos de revestimento ............................................................................................ 41
Figura 11 - Revestimento de aço .............................................................................................. 42
Figura 12 - Revestimento de borracha ...................................................................................... 43
Figura 13 - Revestimento combinado ....................................................................................... 44
Figura 14 - Circuito aberto ....................................................................................................... 50
Figura 15 - Ciruito fechado direto ............................................................................................ 51
Figura 16 - Circuito fechado reverso ........................................................................................ 51
Figura 17 - Circuito fechado misto ........................................................................................... 51
Figura 18 - Circuito AG/SAG em estágio único ...................................................................... 52
Figura 19 - Circuito AG/SAG - Bolas ...................................................................................... 52
Figura 20 - Distribuição das partículas nas várias faixas granulometricas após cada evento de
quebra ....................................................................................................................................... 56
Figura 21 - Planilha "Data File" .............................................................................................. 60
Figura 22 - Planilha "Control_Panel" ...................................................................................... 60
Figura 23 - Planilha Data_File_BallParam_Open ................................................................... 61
Figura 24 - Planilha Data_File_Control_Panel ....................................................................... 62
Figura 25 - Planilha Data_File_BallSim_Open........................................................................ 63
Figura 26 - Planilha Flowsheet ................................................................................................. 63
Figura 27 - Planilha Reports ..................................................................................................... 64
Figura 28 - Definição dos parametros do modelo ................................................................... 65
Figura 29 - Modelo das simulações do moinho de bolas da usina 47 ...................................... 67
Figura 30 - Gráfico da granulometria das alimentações variadas no moinho da usina 47 ....... 68
Figura 31 - Gráfico das saidas simuladas variando a alimentação ........................................... 69
Figura 32 - Gráfico da granulometria variando a velocidade critica no moinho da usina 47 .. 70
Figura 33 - Gráfico das saidas simuladas variando a velocidade critica .................................. 72
Figura 34 - Gráfico da granulometria variando a porcentagem de enchimento no moinho da
usina 47.... ....................................................................................................................... ..........74
Figura 35 - Gráfico das saidas simuladas variando a porcentagem de enchimento ................. 75
Figura 36 - Gráfico da granulometria variando o tamanho de bolas ........................................ 77
Figura 37 - Gráfico das saidas simuladas variando o tamanho de bolas .................................. 78
LISTA DE TABELAS
Tabela 1 - Moinho de bolas - Tipos e características ............................................................... 22
Tabela 2 - Moinho de barras - Tipos e características .............................................................. 26
Tabela 3 - Sumária da evolução de moagem com os circuitos AG/SAG ................................. 30
Tabela 4 - Peso (Kg/m) de barras em diversos diâmetros ........................................................ 37
Tabela 5 - Arranjos de descarga ............................................................................................... 46
Tabela 6 - Principais circuitos de moagem ............................................................................... 53
Tabela 7 - Valores de alpha ...................................................................................................... 65
Tabela 8 - Valores de beta ........................................................................................................ 66
Tabela 9 - Valores fixos dos parametres reais de moagem no moinho da usina 47 ................. 66
Tabela 10 - Valores que variam nas simulações do moinho da usina 47 ................................. 66
Tabela 11 - Granulometria das variaçoes da alimentação no moinho da usina 47 ................... 67
Tabela 12 - Saidas simuladas varando a alimentação no moinho da usina 47 ......................... 68
Tabela 13 - Granulometria das variações de velocidade critica no moinho da usina 47 .......... 70
Tabela 14 - Saidas simuladas variando a velocidade critica do moinho da usina 47 ............... 71
Tabela 15 - Granulometria das variações de porcentagem de enchimento no moinho da usina
47 .............................................................................................................................................. 73
Tabela 16 - Saidas simuladas variando a porcentagem de enchimento no moinho da usina 47
.................................................................................................................................................. 74
Tabela 17 - Grabulometria das variações de tamanhos de bolas no moinho da usina 47 ........ 76
Tabela 18 - Saidas simuladas variando o tamanho de bolas no moinho da usina 47 ............... 77

SUMÁRIO
1. INTRODUÇÃO .................................................................................................................. 13
2. OBJETIVOS ....................................................................................................................... 14
2.1 Objetivo geral .................................................................................................................. 14
2.2 Objetivos específicos ....................................................................................................... 14
3. JUSTIFICATIVA ............................................................................................................... 15
4. REVISÃO BIBLIOGRÁFICA .......................................................................................... 16
4.1 Cominuição ...................................................................................................................... 16
4.2 Moagem ........................................................................................................................... 17
4.3 Principais tipos de moinhos tubulares de carga cedente ................................................. 18
4.3.1 Moinho de bolas ....................................................................................................... 19
4.3.2 Moinho de barras ...................................................................................................... 23
4.3.3 Moinho vertical ........................................................................................................ 26
4.3.4 Moinhos autógenos (AG) e semiautógenos (SAG) .................................................. 29
4.4 Alimentadores de moinhos .............................................................................................. 33
4.5 Corpos moedores ............................................................................................................. 34
4.6 Regimes de operação do moinho ..................................................................................... 38
4.7 Revestimentos .................................................................................................................. 40
4.8 Tipos de descarga ............................................................................................................ 45
4.9 Carga circulante ............................................................................................................... 47
4.10 Circuitos de moagem ..................................................................................................... 48
4.11 Modelagem de moinhos ................................................................................................ 54
5. METOLOGIA ..................................................................................................................... 56
6. RESULTADOS E DISCUÇÕES ....................................................................................... 65
6.1 Simulações variando a alimentação ................................................................................ 67
6.2 Simulações variando a velocidade critica ........................................................................ 70
6.3 Simulações variando a porcentagem de enchimento ....................................................... 73
6.4 Simulações variando o tamanho de bolas ....................................................................... 76
7. CONCLUSÃO ..................................................................................................................... 79
8. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 81
9. ANEXOS ............................................................................................................................. 82
13
1. INTRODUÇÃO
A moagem é uma das operações mais importantes no processo de beneficiamento
mineral, pois é a partir dela que se define a granulometria que alimentará as etapas seguintes.
Outro ponto a ser observado é que a área da fragmentação que requer maiores investimentos,
sendo o gasto com energia um dos fatores mais importante para se estudar em uma instalação
industrial. Além disso, outros critérios devem ser considerados quando se fala de moagem,
para que não ocorra a submoagem do minério, resultando em um produto grosso com
liberação parcial do mineral útil, ou a sobremoagem que é a redução do tamanho das
partículas desnecessariamente.
Para que a moagem tenha bons resultados se faz necessário uma melhor otimização do
moinho. A proposta deste trabalho é através da ferramenta Moly-Cop Tools, executar
simulações de um moinho industrial alterando alguns parâmetros em busca da moagem que
mais se aproxime dos resultados desejados. A simulação tem como propósito imitar um
processo ou operação do mundo real através de expressões matemáticas que constroem um
modelo computacional que corresponda á situação que se deseja simular. É á imitação de um
processo por um programa que a partir dos dados reage como se fosse o processo real.
O aplicativo utilizado para a execução da simulação é o aplicativo da Moly-Cop
ToolsTM versão 3.0, que é uma ferramenta que utiliza o Excel e através de parâmetros pré
selecionados simula os balanços de massa associados e os parâmetros de rotina para circuitos
de moagem através da definição do função quebra e função seleção utilizando modelo
matemático, gerando assim saídas com resultados mais próximo possíveis da operação em
escala industrial, proporcionando um conhecimento dos valores o que vão ser alterados e o
que provavelmente vai se ganhar ou perder, antes de se aplicar na operação em escala
industrial.
14
2. OBJETIVOS
2.1 Objetivo geral
O objetivo deste trabalho é simular moinhos industriais visando a otimização de parâmetros
do processo de moagem de bolas através do programa Moly-Cop ToolsTM versão 3.0.
2.2 Objetivos específicos
Compreender a utilização da ferramenta computacional para simulação de moinhos,
Moly-Cop ToolsTM versão 3.0;
Entender o processo de moagem em geral;
Otimizar o Wi operacional da usina 47;
Otimizar a granulometria da usina 47;
Otimizar a velocidade critica da usina 47;
Otimizar o tamanho das bolas da usina 47;
Otimizar os parâmetros do processo de moagem da usina 47 da empresa Anglo
American Fosfatos Brasil;
15
3. JUSTIFICATIVA
No beneficiamento mineral a etapa de cominuição é a que antecede os processos de
concentração mineral, sendo responsável pela liberação do mineral de interesse e adequação
granulométrica das partículas para as etapas subsequentes. A moagem é a área da
fragmentação que requer maiores investimentos, e é onde ocorrem os maiores gasto de
energia, com isso os custos operacionais da moagem acondicionam em cerca de 80% do total
do processo. É considerada uma operação importante para o bom desempenho de uma
instalação industrial, buscando melhores resultados onde não ocorra a submoagem do minério
resultando em um produto grosso com liberação parcial do mineral útil ou a sobremoagem
que é a redução do tamanho das partículas desnecessariamente.
Assim a moagem deve ser muito bem estudada na etapa de dimensionamento e
escolha de equipamento e muito bem controlada na etapa de operação industrial, pois o bom
desempenho de uma instalação industrial depende em muito da operação de moagem. Uma
moagem otimizada, onde se conhece os melhores valores de parâmetros antes de se passar a
operação passar para a escala industrial, faz com que o desempenho seja mais eficaz e os
resultados sejam melhores.
A otimização através da ferramenta Moly-Cop Tools, utilizando modelos matemáticos
que simulam a moagem, tem o lançamento das entradas de uma forma clara e prática de se
tornando fácil conhecer os valores dos parâmetros e os resultados que eles vão oferecer antes
de se trabalhar em uma escala industrial, pois antes disto já se conhece com o que se vai
trabalhar e quais respostas no processo se vão ter, tais como economia de energia, recursos
financeiros e qual a porcentagem de finos vão ser gerados. Desta forma, é de suma
importância analisar aos parâmetros da moagem, sua eficiência e influência no processo, e
consequentemente, verificar a possibilidade de se minimizar custos na moagem através das
simulações pela ferramenta Moly-Cop Tools.
16
4. REVISÃO BIBLIOGRÁFICA
4.1 COMINUIÇÃO
A cominuição ou fragmentação é a operação usada na maioria dos processos minerais
para redução de tamanho das partículas e liberação física dos minerais úteis dos indesejados.
Em alguns casos a redução de tamanho ocorre para fins de especificações granulométricas;
esta etapa é de extrema importância no processamento mineral, pois é a etapa de maior
consumo energético e tem a sua eficiência operacional baixa gerando grande custo para o
tratamento de minérios.
Segundo os autores Hedda, Salvador e Adão (2010). A importância da operação de
fragmentação pode ser percebida em toda a sua magnitude, se for destacado o fato de que a
maior parte da energia gasta no processamento de minérios é absorvida pela fragmentação.
Isso nos leva a supor que grande parte dos custos operacionais de uma usina de tratamento de
minérios se deve à fragmentação. (LUZ et all. 2010, p.143.) (4)
Para Chaves & Peres (2006, p. 425) (3), todo circuito de processamento é composto
por uma sequência de operações unitárias, que têm a função de atender às características
específicas de cada minério. As operações de cominuição têm por finalidade colocar as
partículas minerais no tamanho adequado as diversas operações a que vão ser submetidas.
A cominuição tem finalidades distintas que podem ser resumidas em três
principais:
Obtenção de uma parte ou de todo o minério dentro das especificações
granulométricas para uso posterior;
Obtenção de grau de liberação necessário para se efetuar uma operação de
concentração;
Aumentar a superfície específica dos minerais de um minério expondo-os mais
facilmente ao ataque dos reagentes químicos.
Os mecanismos atribuídos á cominuição são:
Compressão: ocorre quando as forças de compressão são aplicadas de maneira lenta e
progressiva, gerando um número reduzido de fragmentos homogêneos de tamanho
intermediário;
17
Impacto: ocorre quando as forças de fragmentação são aplicadas de forma rápida e em
intensidade muito superior á resistência das partículas. Em questão de utilização da
energia é mais eficiente;
Cisalhamento: ocorre em uma concentração alta de esforços na área periférica que
leva ao aparecimento de pequenas fraturas e gera uma produção alta de superfinos;
Logo, a cominuição é a operação, ou o conjunto de operações, que consiste na redução
das dimensões físicas de um dado conjunto de blocos, ou partículas, através do rompimento
que ocorre por meio de ação mecânica externa de forma controlada. Os processos de
cominuição são basicamente divididos em duas classes distintas: britagem (cominuição
inicial) e moagem (cominuição final); isto ocorre para que haja uma minimização de custos e
não fragmentação de partículas além do necessário.
A britagem é o primeiro estágio da fragmentação é uma fase grosseira é composta por
um conjunto de operações que visam à fragmentação dos blocos de minério proveniente da
mina, já a moagem etapa final da fragmentação, é uma operação unitária de redução de
tamanho, em que o tamanho médio das rochas é reduzido pela aplicação de forças de impacto,
compressão e abrasão.
4.2 MOAGEM
Moagem é o último estágio da fragmentação é a operação de fragmentação fina
obtendo-se nela um produto adequado á concentração ou a qualquer outro processo industrial.
Nela se utiliza os equipamentos denominados moinhos e na sua maioria o processo é efetuado
a úmido.
O termo moagem se aplica quando a redução de tamanho visa à obtenção de produtos
com granulométrica inferior a ¾″. A moagem se desenvolve considerando - se as relações de
redução. Os mecanismos envolvidos basicamente são: impacto, compressão e cisalhamento.
De acordo LUZ et all. (2010) (4). A moagem é o último estágio do processo de
fragmentação e é neste estágio que as partículas são reduzidas, pela combinação de impacto,
compressão, abrasão e atrito, a um tamanho adequado á liberação do mineral, geralmente, a
ser concentrado nos processos subsequentes.
Para Chaves & Peres (2006) (3), os objetivos da moagem como operação unitária de
tratamento de minérios são os seguintes:
18
Liberação das espécies minerais com vistas às operações de concentração
subsequentes;
Adequação de produtos às especificações granulométricas industriais: talco, cargas
etc.;
Transporte em minerodutos: por exemplo, o transporte do concentrado de fosfato da
Vale Fertilizante S.A, pellet feed da Samarco Mineração S.A;
Adequação à utilização subsequente: moagem de pellet feed para pelotização;
Aumento da área de superfície para facilitar as reações químicas em processos
hidrometalúrgicos;
A moagem é a área da fragmentação que requer maiores investimentos e é onde ocorre
os maiores gastos de energia, e é considerada uma operação importante para o bom
desempenho de uma instalação industrial. Assim a moagem deve ser muito bem estudada na
etapa de dimensionamento e escolha de equipamento e muito bem controlada na etapa de
operação da industrial, pois o bom desempenho de uma instalação industrial depende em
muito da operação de moagem.
4.3 PRINCIPAIS TIPOS DE MOINHOS TUBULARES DE CARGA CEDENTE
Segundo Adão, Salvador e Hedda (2010), os moinhos de bolas são constituídos de
uma carcaça cilíndrica de ferro, revestida internamente com placas de aço e borracha, que gira
sobre mancais e contém no interior uma carga solta de bolas de ferro ou aço. (LUZ et all.
2010, p.181.) (4)
Os moinhos tubulares são equipamentos projetados para reduzir o tamanho de
partículas através da aplicação de pressão (compressão), criação de impacto entre minério e
corpo moedor, ou através de atrito da superfície de partículas do minério com a superfície dos
corpos moedores (abrasão ou cisalhamento).
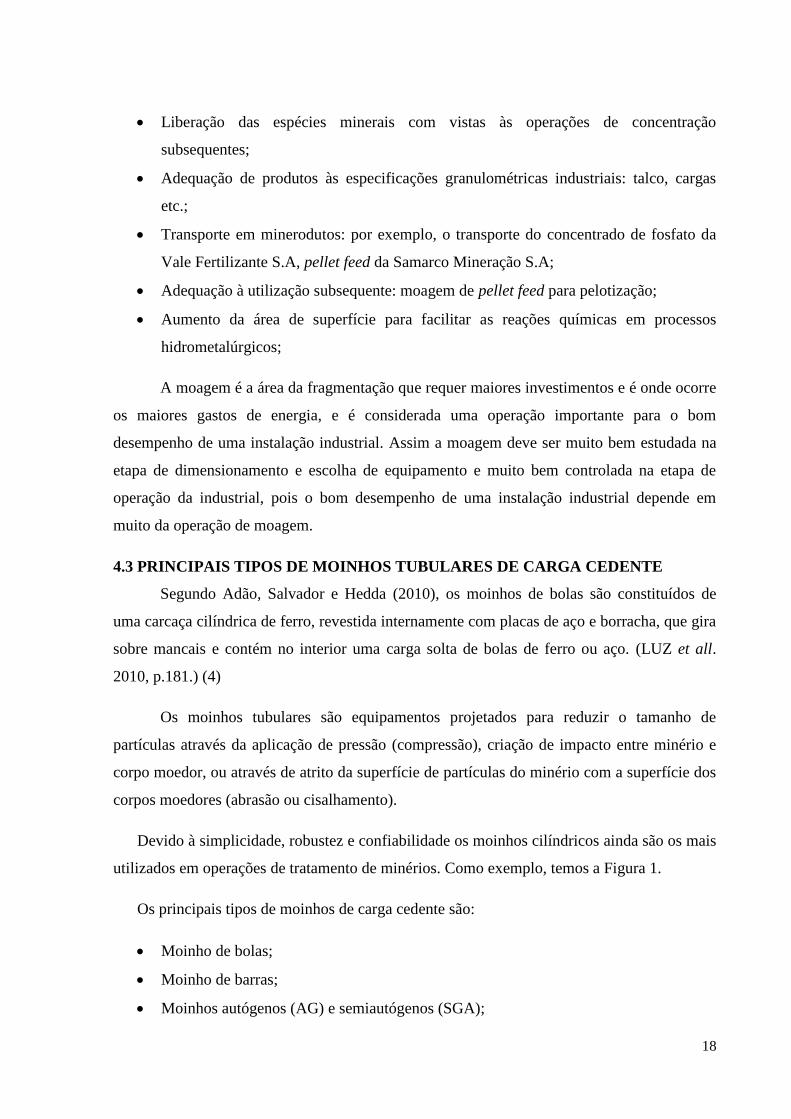
Devido à simplicidade, robustez e confiabilidade os moinhos cilíndricos ainda são os mais
utilizados em operações de tratamento de minérios. Como exemplo, temos a Figura 1.
Os principais tipos de moinhos de carga cedente são:
Moinho de bolas;
Moinho de barras;
Moinhos autógenos (AG) e semiautógenos (SGA);
19
Moinhos verticais;
Figura 1 - Moinho cilíndrico.
Fonte: Luz et all, 2010. (4)
4.3.1 MOINHO DE BOLAS
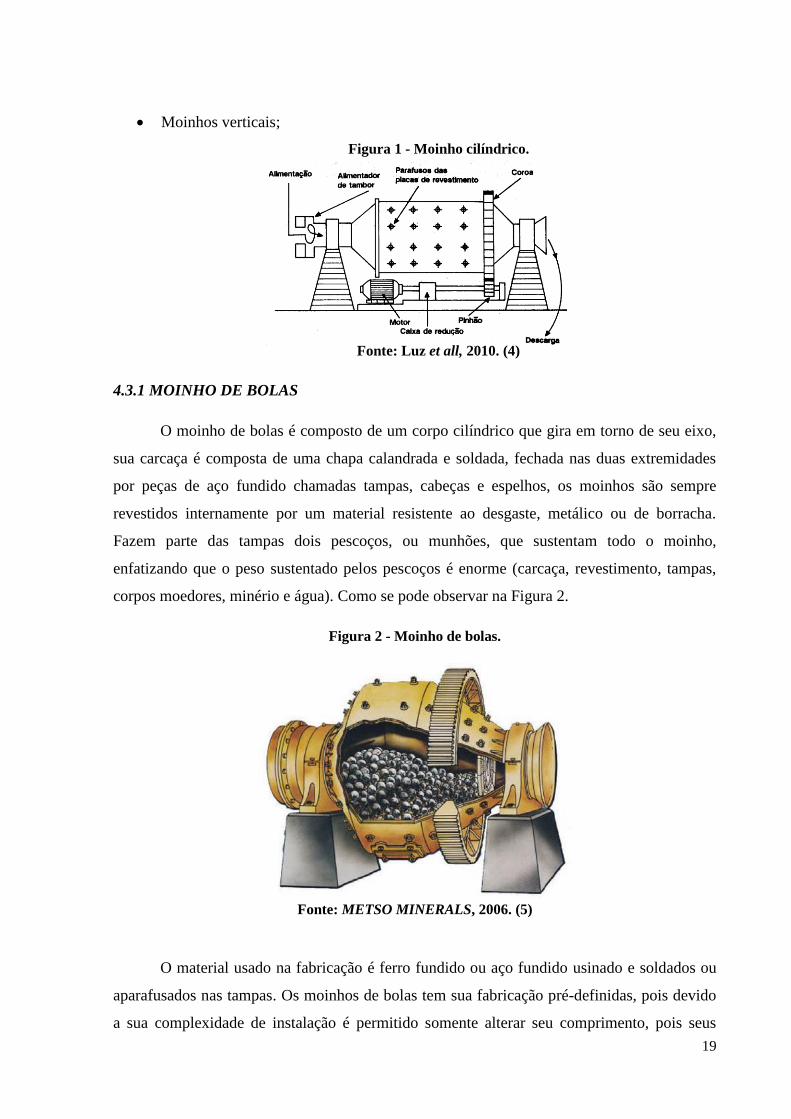
O moinho de bolas é composto de um corpo cilíndrico que gira em torno de seu eixo,
sua carcaça é composta de uma chapa calandrada e soldada, fechada nas duas extremidades
por peças de aço fundido chamadas tampas, cabeças e espelhos, os moinhos são sempre
revestidos internamente por um material resistente ao desgaste, metálico ou de borracha.
Fazem parte das tampas dois pescoços, ou munhões, que sustentam todo o moinho,
enfatizando que o peso sustentado pelos pescoços é enorme (carcaça, revestimento, tampas,
corpos moedores, minério e água). Como se pode observar na Figura 2.
Figura 2 - Moinho de bolas.
Fonte: METSO MINERALS, 2006. (5)
O material usado na fabricação é ferro fundido ou aço fundido usinado e soldados ou
aparafusados nas tampas. Os moinhos de bolas tem sua fabricação pré-definidas, pois devido
a sua complexidade de instalação é permitido somente alterar seu comprimento, pois seus
20
moldes de fundição são de alto custo, os moinhos trabalham com consumo de energia
constante e com cargas dinâmicas muito elevadas exigindo assim bases bem pesadas para sua
fixação. (CHAVES & PERES, 2006) (3).
Os principais elementos estruturais dos moinhos de carga cadente são:
Carcaça: feita de chapa calandrada e soldada;
Cabeças, espelhos ou tampas: são as duas peças feitas em aço fundido e que fecham as
extremidades da carcaça;
Munhões ou Pescoços: fazem parte das tampas e sustentam todo o peso do moinho;
Mancais: peça no interior da qual giram os pescoços que estão apoiados nos berços.
Acionamento: em geral por sistema coroa-pinhão;
Transmissão: conforme a potência existe diversos modos de transmitir o movimento
ao moinho;
Revestimento interno: existem muitos tipos e são aparafusados à carcaça;
Alimentadores: também existem diversos tipos;
O moinho de bolas é uma ferramenta eficaz para moagem fina e é utilizado para
moagem de vários tipos de minérios e outros materiais e são constituídos por uma carcaça
cilíndrica de ferro fundido, inteiriço e usinado, com revestimento interno de placas de aço ou
borracha, possuem uma carga interna solta, geralmente de barras ou bolas que são os corpos
moedores. A fragmentação ocorre através da movimentação da carga, isto é, dos corpos
moedores juntamente com o minério, que tendem a girar em contato uns com os outros,
pressionando as partículas minerais e assim cominuindo o minério.
Principais características dos moinhos de bolas
L/D: é função do grau de finura desejada para o produto moído, e pode variar entre 1 e
5;
Em plantas de processamento os moinhos usados são do tipo overflow que operam a
úmido e tem L/D entre 1 e 2,5;
RR: na faixa de 15:1 a 25:1;
Trabalha em velocidades de rotação maiores que as usadas nos moinhos de barras;
Máquina para circuito fechado;
21
Segundo o manual de moinho de bolas da Metso Minerals (2006) (5), um moinho de
bolas processa minérios e outros materiais até chegar a um produto típico final com dimensão
de 35 # ou inferior, e possuem as dimensões normais de alimentação de:
80% de material passante 1/4" (6 mm ou mais fino) para minérios duros;
80% de material passante 1" (25 mm ou mais fino) para minérios mais moles;
A proporção entre o comprimento e o diâmetro dos moinhos cilíndricos pode variar de
1 para 1 até 3 para 1.Quando a proporção C/D é de 2 para 1 ou maior, designamos o moinho
de Moinho Tubular.
A alimentação dos moinhos de bolas ocorre mediante aos três arranjos de alimentação
que são selecionados dependendo do circuito de moagem que vai ser trabalhado, o tamanho e
a velocidade da alimentação; estes alimentadores são:
Alimentador de tambor;
Alimentador de tubo;
Alimentador de bico-de-papagaio;
Os moinhos dispõem de janelas de visitas que permitem o acesso ao seu interior
auxiliando na manutenção, substituição dos revestimentos e complementação de cargas
moedoras. Os revestimentos dos moinhos são placas de desgaste metálicas ou de borracha, os
revestimentos metálicos são de aços ou ferros fundidos resistentes à abrasão, já os
revestimentos de borracha tem sua resistência ao desgaste maior que os de materiais
metálicos, são mais leves e de fácil manutenção.
As características principais dos moinhos de bolas são suas dimensões e sua potência
de instalação e tem como variáveis operacionais a quantidade de corpos moedores carregados
no moinho, velocidade de rotação e a porcentagem de sólidos da polpa alimentada. Podemos
observar os tipos e as principais características dos moinhos de bolas na Tabela 1.

22
Tabela 1 - Moinho de Bolas - Tipos e Características58
Fonte: Metso Minerals, 2006 (5)
Portanto, o moinho de bola é um equipamento que possui uma rotação horizontal
propulsionado por uma engrenagem externa. Os materiais são transferidos uniformemente
para a câmara de moagem através de uma haste tubular. Há um protetor da escada e um
protetor ondulado e diferentes especificações de bolas de aço na câmara. A força centrífuga
causada pela rotação do tambor eleva as bolas de aço até certa altura e então o impacto da
Arranjos de descarga
Overflow Diafragma Compartimentado
Processo de moagem Somente via úmida Via seca ou úmida Via seca ou úmida
Circuito Usualmente
fechado Fechado Fechado ou aberto
Produto típico
Intermediário (via
Fino úmida) Fino
200 mesh 65 – 100 mesh 150 – 325 mesh
Fino (via seca)
325 mesh
Tamanho máximo da 10 - 14 mesh < ½″ < ½″
Alimentação
Relação L/D 1 – 1,5:1 1 – 1,5:1
Circuito aberto:
3,5 – 5,0:1
Circuito fechado: 2,5
– 3,5:1
Velocidade típica –
65 – 70% 68 – 78%
Via úmida:
(%) da velocidade 65 – 75%
crítica Via seca:
70 – 78%
Volume de carga 35 – 40%
35 – 40% 30 – 40% (preferível 35%)

23
queda mói os materiais. Os materiais moídos são descarregados através da plataforma de
descarga e assim o processo de moagem é finalizado.
Assim os moinhos de bola devido a sua simplicidade, robustez, confiabilidade, sua
capacidade para suportar o impacto das cargas mais pesadas e a adequação do tamanho das
partículas minerais para concentração faz dele um dos equipamentos ainda mais utilizados em
operações de cominuição, mesmo requerendo os maiores investimentos e gastos de energia do
processo de tratamento de minérios.
4.3.2 MOINHO DE BARRAS
Segundo (LUZ, 2010, p. 185) (4), os moinhos de barras, são moinhos cilíndricos, que
utilizam barras como meio moedor, e podem ser consideradas máquinas de britagem fina ou
de moagem grossa. Esses são capazes de suportar uma alimentação tão grossa quanto 50 mm
e fornecer um produto tão fino quanto 500 μm; são muitas vezes escolhidos para britagem
finas quando o material é argiloso.
Assim como os moinhos de bolas os de barras, são compostos de um corpo cilíndrico
que gira em torno de seu eixo, sua carcaça é composta de uma chapa calandrada e soldada,
fechada nas duas extremidades por peças de aço fundido chamadas tampas, cabeças e
espelhos, os moinhos são sempre revestidos internamente por um material resistente ao
desgaste, metálico ou de borracha. Fazem parte das tampas dois pescoços, ou munhões, que
sustentam todo o moinho. Conforme Figura 3.
Figura 3 - Moinho de barras.
Fonte: METSO MINERALS, 2006. (5)
24
Os moinhos de barras giram a rotações mais baixas que os de bolas, as barras rolas e
são arremetidas levemente contra a carga elas devem rolas mais, implicando então uma
velocidade de rotação mais baixa, as dimensões dos moinhos de barras são limitadas suas
barras mais longas são de 20 ft e não se fabrica moinhos de diâmetros maiores que 12,5 ft.
Os moinhos de barras utilizam barras cilíndricas como corpos moedores. São moinhos
tubulares, fabricados até o tamanho máximo de 4,5 m de diâmetro por 6,0 m de comprimento.
São usados principalmente em circuito aberto preparando o produto para alimentar o moinho
de bolas, utilizados na moagem primária recebendo o minério que vem com a granulometria
variando entre 3/4 a 3/8 de polegada (19 a 9,53 mm). São usados na moagem de minério de
ferro, em circuitos abertos na obtenção de produtos grosseiros, não são empregados em
moagem a seco.
Algumas características dos moinhos de barras.
L /D: entre 1,3 e 1,7. Sempre > 1,25;
RR: entre 12:1 a 20:1 para modelos com descarga por overflow e periférica;
RR: entre 4:1 a 8:1 para modelos com descarga periférica central;
Limite prático para comprimento das barras: 20 ft;
Trabalha com velocidades de rotação menores que as de um moinho de bolas de
mesmo tamanho;
Máquina para circuito aberto;
Uma das principais características dos moinhos de barras é o seu comprimento da
seção cilíndrica de 1,25 a 2,5 vezes de diâmetro, assim as barras com centímetros menores
que o comprimento da carcaça são impedidas de atravessarem dentro do mesmo sem se elevar
muito a razão.
Para Beraldo (1987) (1), os moinhos de barras utilizam barras cilíndricas como corpos
moedores, cuja relação cumprimento/diâmetro é maior que 1,25 x 2 e são fabricados até o
tamanho máximo de 4,5 m de diâmetro por 6,0 m de comprimento, não havendo aumentos
previsíveis nos tamanhos desse tipo de moinho além do que hoje constitui o limite técnico.
São usados principalmente em circuitos abertos para alimentar moinhos de bolas e também
em circuito aberto na obtenção de produtos grosseiros.

25
As partículas dentro dos moinhos de barras caminham no centro da área morta do
espaço ocupado pelas barras, às barras são mais pesadas em relação às partículas e tendem a
afundar deixando pouco espaço livre para o fluxo do minério as partículas que estão juntas á
entrada, separam as barras abrindo o feixe e as que estão junto á descarga são menores com os
feixes de barras mais fechados formando assim um volume entre as barras e o espaço entre
elas com um formato afunilado, como mostra a figura 4.
Figura 4 – Volume de barras e partículas no moinho de barras
Fonte: Chaves e Peres, 2006. (3)
As partículas minerais ficam livres para se mover no espaço inter - barras enquanto
este é maior que o seu tamanho e quando elas se tronam iguais, ficam retidas e fraturadas,
voltando a se mover até serem retidas e cominuídas.
Segundo (CHAVES & PERES, 2006, p. 595) (3), os mecanismos de quebram variam
conforme o tamanho da partícula:
Se uma partícula grossa está cercada de partículas finas, ela perderá o tamanho
principalmente por abrasão;
Se várias partículas grossas estiverem próximas umas das outras, elas serão
cominuídas pela compressão aplicada pelas barras;
Se muitas partículas finas estiverem juntas, se a presença de partículas grossas, o
mecanismo principal será o impacto;
Este mecanismo de cominuíção acarreta três consequências de importância
fundamental:
Os tamanhos máximos do produto são bem definidos e homogêneos;
Existem limitações para a relação de redução obtida neste equipamento;
O escalpe e desnecessário, como maneira de reduzir a geração de finos no produto;

26
Pode se verificar na Tabela 2 os principais tipos e as principais características dos
moinhos de barras.
Tabela 2 - Moinho de Barras – Tipos e Características
Principais características dos moinhos de barras
Arranjos de descarga Overflow Periférica de topo Periférica central
(moagem grosseira
Processo de moagem Somente via úmida Via seca e úmida Via seca e úmida
Taxa de redução 15:1 a 20:1 12:1 a 15:1 4:1 a 8:1
máxima
Produto típico 10 a 35 mesh 4 a 12 mesh 3 a 6 mesh
Capacidade Normal Normal Dupla
Velocidade típica – 60 a 65% 65 a 70% 65 a 70%
(%) da veloc. crítica
Fonte: Metso Minerals, 2006. (5)
Portanto, os moinhos de barras são equipamentos de importante aplicação na
industrialização de produtos de baixa granulometria e com uma porcentagem mínima de pó. O
peso considerável das barras torna este moinho apto a moer material mais grosso, pois a
queda das barras produz um impacto significativo, predominando então esta forma de
fragmentação podendo ser usados tanto via úmido como via seca preparando o material para o
moinho de bolas. São equipamentos robustos e de grande desempenho, com excelente
facilidade de operação e manutenção.
4.3.3 MOINHO VERTICAL
Para Stief an apud, Beraldo, (1987) (1), o moinho vertical foi desenvolvido no Japão,
na década de 1950, pela Kubota Tower Mill Corporation com a finalidade de efetuar moagens
finas e ultrafinas e foi o primeiro moinho vertical aplicado na indústria mineral. Apesar de
ainda serem pouco utilizados pela mineração brasileira, os moinhos verticais têm um espaço
muito grande na América como uma boa solução para moagem fina, ultrafina e secundária.
Esse tipo de equipamento começou a ser adotado por mostrar-se mais econômico que os
moinhos horizontais de bolas, uma vez que, somente nos Estados Unidos, calcula-se que os
equipamentos de cominuição consumam um total de 32 bilhões de kWh de energia elétrica.
27
Os moinhos verticais têm um funcionamento diferenciado dos moinhos horizontais
que são mais comuns no tratamento de minérios e geram muitos ruídos e calor indesejável
desperdiçando energia, pois possuem uma tecnologia avançada, integrada com moagem,
secagem, classificação e transporte tornando os moinhos verticais uma alternativa eficiente
em economia de energia para aplicações de moagem fina por via úmida.
Os moinhos verticais são compostos de um cilindro com uma espiral interno que
promove a movimentação dos corpos moedores e da polpa. Este movimento é proporcionado
através de um motor instalado na parte superior do cilindro e conectado à espiral através de
um redutor. Na década de 1930 os princípios de funcionamento dos moinhos verticais já eram
conhecidos. Este tipo de equipamento era utilizado para condicionamento da superfície das
partículas, através de atrição, antes da etapa de flotação.
Os moinhos verticais apresentam vantagens operacionais que vão desde o maior rendimento
de energia e nível de ruído geralmente inferior a 85 dB, até o menor tempo de parada, custo de
instalação e maior segurança operacional, servindo como uma ótima alternativa às máquinas
tradicionais, do tipo bola. Através um rolo, as rodas de moagem se movem dentro de um
tambor de aço para esmagar a rochas ou pedras. Estes rolos se movem em um padrão
relativamente aleatório e por isto tendem a produzir materiais de diversos tamanhos, não
oferecendo a mesma consistência e eficiência de processamento de um rolo vertical.
Como referência de moinho vertical para o estudo consideraremos o modelo
VertimillTM, fabricado pela Metso Minerals, que tem como princípio a agitação e foi projetado
para aplicações de moagem fina. Porem, após testes posteriores e instalações bem sucedidas
foi notada sua versatilidade passando então a ser uma ótima opção para as moagens fina e
ultra-fina, primárias e secundárias, concentrados de ré-moagem e moagem de calcário.
A Metso Minerals em seu manual (2006, p. 13) (7), apresenta as vantagens
operacionais do moinho VERTIMILL:
Maior rendimento de energia;
Menor geração de finos;
Menor nível de ruído – geralmente inferior a 85 dB;
Menores custos operacionais;
Menos peças móveis;
Menos tempo de parada;

28
Menores custos de instalação;
Exige menos espaço de piso;
Fundação simples;
Maior segurança operacional;
Os moinhos verticais moem materiais que são alimentados com granulometrias abaixo
de ¼ de polegada e geram produtos na faixa de 200 # a 2 µm podendo chegar a
granulometrias mais finas em aplicações contínuas em circuito aberto ou fechado. Na Figura
5, podemos observar a estrutura do moinho VERTIMILL.
Figura 5 – Moinho VERTIMIL da Metso Minerals.
Fonte: METSO MINERALS, 2006. (7)
O funcionamento do moinho vertical ocorre através de uma hélice de rosca dupla que
está suspensa e agita os corpos moedores (bolas de aço ou seixos cerâmicos ou naturais). Quanto
menor o tamanho dos corpos moedores, mais eficiente é a moagem. No entanto, para rochas mais
duras e maiores são necessários corpos moedores proporcionais. Essa é uma das razões da variação
da eficiência do Vertimill comparado aos moinhos padrões. A alimentação é introduzida, juntamente
com a água por uma abertura na parte superior do moinho. A bomba centrífuga externa de
reciclagem cria uma aceleração ascendente que é pré- determinada, que provoca a classificação das
29
partículas na parte superior do moinho. As partículas menores sobem e as maiores são arrastadas
para os corpos moedores e são moídas. E essa pré-classificação e a remoção do material de
determinada granulometria na alimentação reduz a remoagem e aumentam a eficiência da operação.
A moagem ocorre por atrito/abrasão. A pressão relativamente alta existente entre os corpos
moedores e as partículas que vão ser moídas contribui para melhorar a eficiência de moagem,
podendo haver menor pressão entre os corpos moedores e menor geração de calor e ruído,
consumindo menos energia. Os corpos moedores preenchem a parte inferior do moinho exceto um
pequeno espaço que fica abaixo das roscas, o material é levado para cima pelas roscas e é
precipitado no espaço que existe entre as extremidades das roscas e o diâmetro interior do moinho.
A polpa que transborda para fora do moinho é depositada no tanque separador, que divide a polpa
em fluxo de processo e reciclagem.
O VERTIMILL® constitui ótima opção para moagem fina e ultrafina, gerando produto
na faixa de 74 a 2 µm ou ainda menor. Pode ser utilizado em aplicações contínuas ou
intermitentes, em circuito aberto ou fechado, em moagem primária e secundária, concentrados
de remoagem, moagem de calcário, etc. Possui capacidades de até 100 t/h e potências
variando de 20 a 1500 hp (Metso Mineral, p. 13, 2006) (7).
Como todos os equipamentos de moagem, o moinho vertical exige manutenção
frequente devido à abrasividade das pedras em seu interior. Essas máquinas contêm um maior
número de peças e são mais complexas do que um moinho cilíndrico, o que aumenta ainda
mais os requisitos de manutenção. Além disso, tendem a custar mais do que outros
equipamentos de moagem. (Metso Mineral, p.15, 2006) (7).
4.3.4 MOINHOS AUTÓGENOS (AG) E SEMIAUTÓGENOS (SAG)
O uso da moagem autógena teve inicio no século XX, na década de cinquenta estava
se iniciando, na de sessenta passou a ser considera nas indústrias na de setenta passou a ser
cogitada pelos construtores para as novas instalações industriais e na década de oitenta uma
grande maioria das instalações industriais já usava a moagem autógena com a intenção de
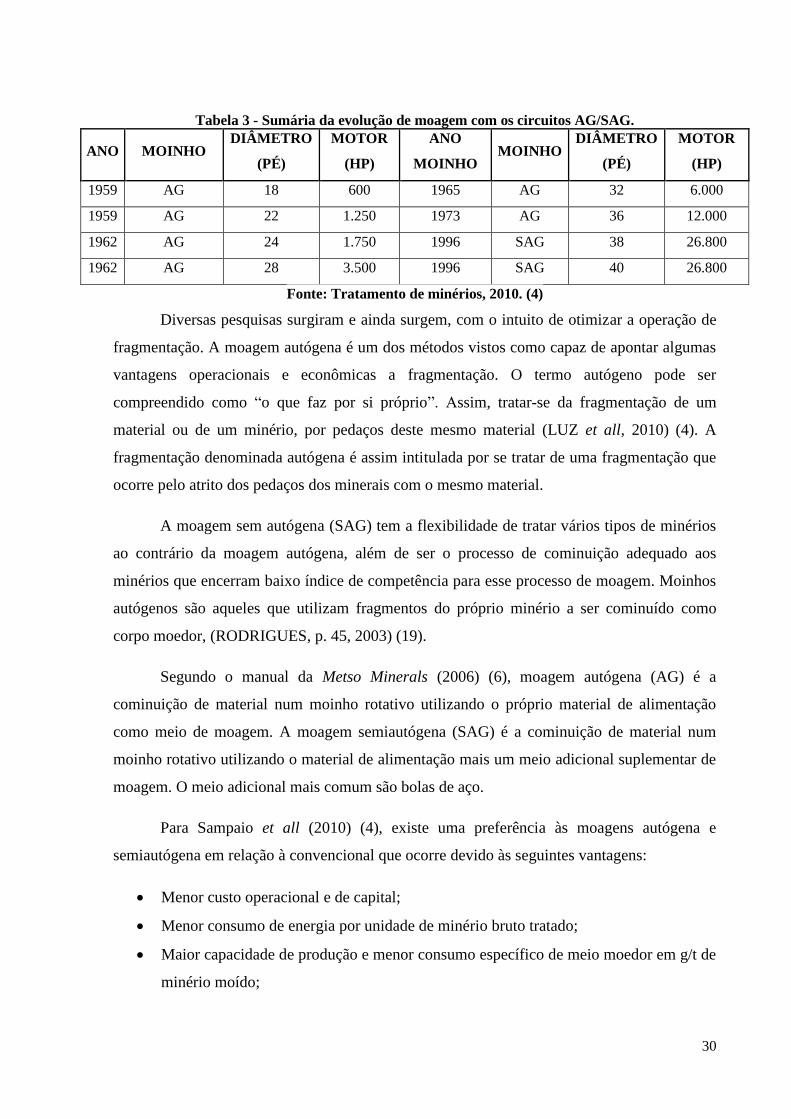
diminuir custos operacionais. (LUZ et all. 2010) (4). Na Tabela 3 podemos observar a
evolução de moagem com os circuitos AG/SAG.
30
Tabela 3 - Sumária da evolução de moagem com os circuitos AG/SAG.
ANO MOINHO DIÂMETRO
(PÉ)
MOTOR
(HP)
ANO
MOINHO MOINHO
DIÂMETRO
(PÉ)
MOTOR
(HP)
1959 AG 18 600 1965 AG 32 6.000
1959 AG 22 1.250 1973 AG 36 12.000
1962 AG 24 1.750 1996 SAG 38 26.800
1962 AG 28 3.500 1996 SAG 40 26.800
Fonte: Tratamento de minérios, 2010. (4)
Diversas pesquisas surgiram e ainda surgem, com o intuito de otimizar a operação de
fragmentação. A moagem autógena é um dos métodos vistos como capaz de apontar algumas
vantagens operacionais e econômicas a fragmentação. O termo autógeno pode ser
compreendido como “o que faz por si próprio”. Assim, tratar-se da fragmentação de um
material ou de um minério, por pedaços deste mesmo material (LUZ et all, 2010) (4). A
fragmentação denominada autógena é assim intitulada por se tratar de uma fragmentação que
ocorre pelo atrito dos pedaços dos minerais com o mesmo material.
A moagem sem autógena (SAG) tem a flexibilidade de tratar vários tipos de minérios
ao contrário da moagem autógena, além de ser o processo de cominuição adequado aos
minérios que encerram baixo índice de competência para esse processo de moagem. Moinhos
autógenos são aqueles que utilizam fragmentos do próprio minério a ser cominuído como
corpo moedor, (RODRIGUES, p. 45, 2003) (19).
Segundo o manual da Metso Minerals (2006) (6), moagem autógena (AG) é a
cominuição de material num moinho rotativo utilizando o próprio material de alimentação
como meio de moagem. A moagem semiautógena (SAG) é a cominuição de material num
moinho rotativo utilizando o material de alimentação mais um meio adicional suplementar de
moagem. O meio adicional mais comum são bolas de aço.
Para Sampaio et all (2010) (4), existe uma preferência às moagens autógena e
semiautógena em relação à convencional que ocorre devido às seguintes vantagens:
Menor custo operacional e de capital;
Menor consumo de energia por unidade de minério bruto tratado;
Maior capacidade de produção e menor consumo específico de meio moedor em g/t de
minério moído;
31
Maior flexibilidade operacional, principalmente para moagem dos minérios com
elevado conteúdo de umidade;
Existência de um fluxograma mais simplificado, resultante da eliminação das etapas
de britagem secundária e terciária, além da redução no manuseio de material nessas
etapas;
A moagem autógena (AG) é uma fragmentação do minério que vem da mina sem
nenhuma ou pouca moagem; o moinho é alimentado diretamente com este minério sem
acréscimo de corpos moedores, ou seja, é a cominuição em um moinho rotativo que utiliza o
próprio material de alimentação como meio de moagem. Já os moinhos semiautógenos (SAG)
utilizam métodos auxiliares como bolas de aço para a facilitação da fragmentação da fração
que se mantém mais tempo no moinho denominado “fração de tamanho crítico”, esta fração
quando surge no processo de moagem tende a aumentar o consumo de energia, daí a inclusão
de bolas no processo como corpo moedor para contornar este problema. A moagem (SAG) é,
portanto, a cominuição de material em um moinho rotativo utilizando o material de
alimentação com o apoio de corpos moedores como meio suplementar para efetivação da
moagem.
Segundo Rodrigues (2003, p. 47) (9). Os moinhos semiautógenos têm aplicações
semelhantes às dos moinhos autógenos, sendo atualmente preferidos devido a sua menor
sensibilidade ante as variações das características do minério. Tanto os moinhos autógenos
quanto os semiautógenos são especialmente indicados no caso de materiais que apresentem
dificuldades na britagem ou no peneiramento.
O moinho autógeno mais utilizado nos dias atuais é o SAG, com relação D/L de 3/1 e
descarga de grade terminal e tem vantagens evitar a segregação e facilitar a remoção da polpa
de moagem. O moinho SAG se caracteriza pelo seu grande diâmetro e comprimento curto ele
gira, caindo seu conteúdo violentamente o que causa uma ação de ruptura. A alimentação é
feita com bolas de aço, minério e água que são transportados para a calha de alimentação do
moinho e é esmagada até o tamanho suficientemente pequeno para passar através das
aberturas das grelhas de descarga.
Os moinhos autógenos podem ser usados em moagens em um único estágio. No
entanto, o método mais comum é como moinho primário, preparando o material para
alimentação dos moinhos de bolas. Nos moinhos autógenos o minério pode ser alimentado
32
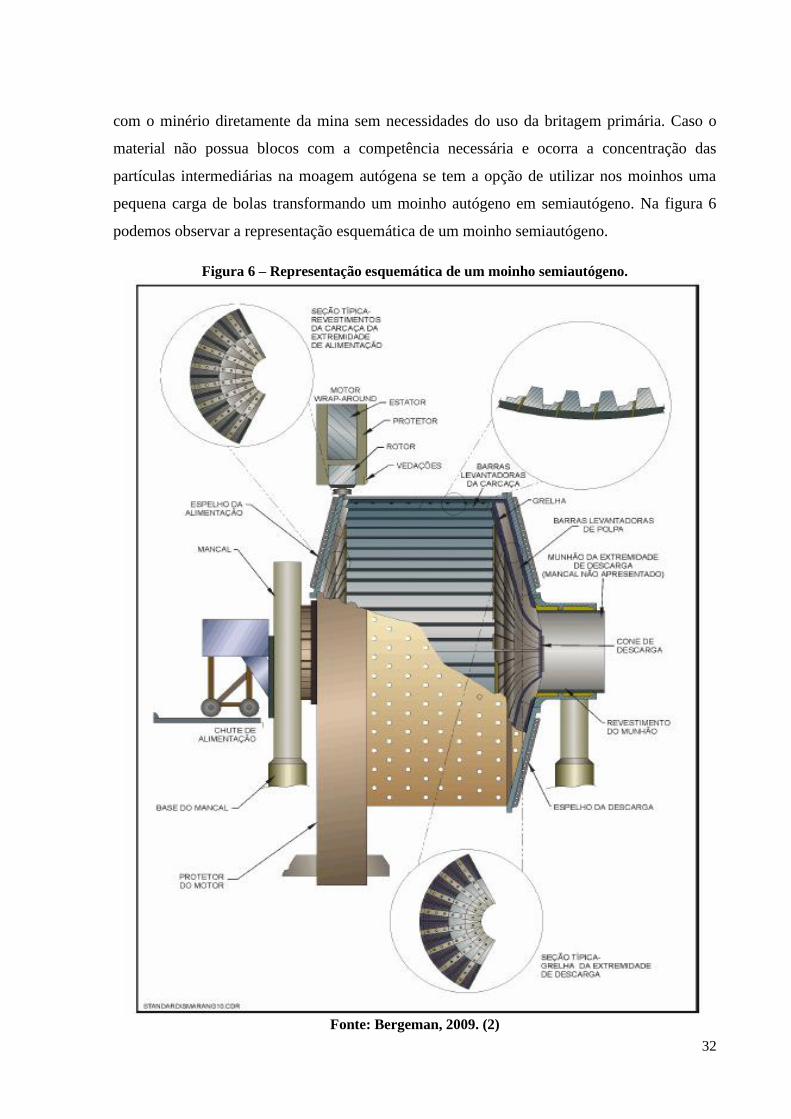
com o minério diretamente da mina sem necessidades do uso da britagem primária. Caso o
material não possua blocos com a competência necessária e ocorra a concentração das
partículas intermediárias na moagem autógena se tem a opção de utilizar nos moinhos uma
pequena carga de bolas transformando um moinho autógeno em semiautógeno. Na figura 6
podemos observar a representação esquemática de um moinho semiautógeno.
Figura 6 – Representação esquemática de um moinho semiautógeno.
Fonte: Bergeman, 2009. (2)
33
Um ponto importante a ser observado nas pesquisas realizadas sobre as moagens
autógenas e semiautógenas, são as vantagens em relação à moagem convencional. Vantagens
estas que são:
Flexibilidade;
Simplicidade de operação;
Não contaminação pelo meio moedor;
Distribuição de tamanhos do produto;
Custo investimento e operação;
Portanto, as moagens autógenas (AG) e semiautógenas (SAG) têm como mecanismos
dominantes a abrasão e atrito, mas as frações grossas devem se quebrar por impacto, dentro de
uma taxa, para o bom desempenho da fragmentação, lembrando que existem materiais que
não se adaptam à moagem autógena devido á sua facilidade de quebra das frações grossas
levando as á carga do moinho, o que em pouco tempo causa a perca dos corpos moedores, os
materiais mais granulados são mais aptos a este tipo de moagem. Assim as moagens
autógenas e semiautógenas apresentam bons resultados com um menor gasto de energia
Luz et all. (2006) (4), afirmam que a moagem autógena é um dos métodos encarados
como capazes de trazer algumas vantagens operacionais e econômicas à fragmentação
4.4 ALIMENTADORES DE MOINHOS
O equipamento utilizado para a alimentação dos moinhos conhecido como alimentador
e selecionado a partir do tipo de circuito de moagem que é escolhido (aberto ou fechado, a
seco ou a úmido). Além disso, a granulometria das partículas e a taxa de alimentação, também
são importantes na definição do tipo de alimentação a ser utilizada, Tamanho e a velocidade
da alimentação também são importantes. Os moinhos que operam a seco geralmente utilizam
alimentadores vibratórios e os a úmido utilizam três tipos de alimentadores: spout feeder,
scoop feeder (bico de papagaio) e drum feeder (tambor).
O mais simples dos alimentadores é o spoot feeder, que é composto de uma calha
cilíndrica ou elíptica, e independente do moinho que alimenta a polpa de alimentação,a carga
é lançada no interior do cilindro este tipo de alimentador se aplica quando a classificação é
feita por ciclones a uma altura suficiente para alimentar por gravidade. O scoop feeder é mais
utilizado em moinhos de pequenas dimensões, em circuitos fechados com classificador em
espiral, pois dispensa bomba de elevação.
34
Para Chaves & Peres (2006, pg 576 e 577) (3), a alimentação dos moinhos é feita
mediante três soluções básicas, descritas a seguir, sendo usual combiná-las conforme a
conveniência da operação:
Alimentador de tambor (“drum feeder”): que funciona tanto a úmido como a seco, em
circuito aberto ou fechado, e é um tambor curto com placas internas em espiral, que
empurram o minério para dentro do moinho. O minério é alimentado ao tambor por
gravidade;
Alimentador de tubo (“spout feeder”): que é um tubo que descarrega diretamente, por
gravidade, dentro do moinho. Só funciona a úmido, é a instalação típica para manusear
underflow de ciclones e pode ser associado a alimentadores de tambor ou de bico-de-
papagaio;
Alimentador de bico-de-papagaio (“scoop feeder”): que é um dispositivo
especialmente projetado para circuitos fechados com classificadores em espiral.
Embora possua o scoop de um bico, raramente este é empregado, pois aplica esforços
cíclicos ao pescoço, que já é por si uma peça muito solicitada mecanicamente. A regra
é usar dois ou três scoops, de modo a distribuir a carga. São fabricados em aço-liga
fundido ou em chapa preta, com revestimentos resistentes à abrasão;
4.5. CORPOS MOEDORES
Os corpos moedores são estruturas fundamentais para processo de moagem. Devido a
isto, uma das variáveis operacionais existentes neste processo é a quantidade de corpos
moedores carregados nos moinhos. Os corpos moedores têm grande influência na variação do
resultado desejado no processo, esperando assim, que estas estruturas resistam a fatores
externos como, por exemplo, seu meio de aplicação e a fatores internos como forças de
solicitação geradas pelo impacto ou atrito ao qual são submetidas.
Os corpos moedores podem ser de barras, bolas, pebbles, cylpebs (seixos cilíndricos)
ou os próprios fragmentos das rochas e são compostos de diversos materiais, tais como: ligas
metálicas (aço, ferro fundido, carbeto de tungstênio etc.), cerâmica (alumina, zirconita,
zircônia, vidros etc.) e polímeros (poliestireno, polimetacrilato de metila (PMMA), poliamida,
policarbonato, poliuretano). Os corpos moedores mais frequentemente empregados no setor
mineral são os de barras, bolas ou fragmentos do próprio minério.

35
Nos moinhos cilíndricos os corpos moedores são elevados pelo movimento da carcaça
até certo ponto de onde caem, seguindo uma trajetória parabólica, sobre as outras bolas que
estão na parte inferior do cilindro e sobre o minério que ocupa os interstícios das bolas. Estas
acompanham o movimento da carcaça e impelidas pela força centrífuga percorrem uma
trajetória circular. Enquanto a força centrífuga for maior que a força da gravidade, as bolas
permanecem nesta trajetória. No momento que o componente da força da gravidade que se
opõem a força centrífuga, for maior que esta, as bolas abandonam a trajetória circular e
passam a seguir uma trajetória parabólica. (LUZ et all, 2010) (4). Ou seja, as bolas devem
rolar e cascatear.
Um dos materiais utilizado como corpo moedor é o aço. A granalha de aço (steel shot)
é um dos meios moedores mais baratos, com o beneficio de alta densidade e da
disponibilidade de uma ampla gama de tamanhos. A liga de cromo 52100 é uma liga de
cromo endurecido, altamente polido e monodisperso e com dureza Rockwell C de 63 a 65. Seu
preço é razoável para uma bola de qualidade semelhante às esferas de rolamentos. Os aços
inoxidáveis são disponibilizados em 24 vários tipos, e podem ser muito caros, mas são
utilizados quando outro tipo não pode ser usado (SILVA, 2013) (11).
Os corpos moedores usados na moagem a úmido são as bolas compostas de aço cromo
com 40mm cada, os tamanhos de cada uma é um dos principais fatores que afetam a
eficiência e a capacidade do moinho e os tamanhos adequados de cada bola em uma operação
é levado em conta para que as maiores partículas de alimentação sejam quebradas. Estas
bolas são repostas todos os dias devido a seu desgaste rápido e a não reposição afeta na
granulometria desejada. Na troca da carga moedora as bolas são classificadas, sendo que as de
maiores tamanhos que ainda atendam o processo retornam ao moinho junto com as bolas
novas, e as bolas pequenas quebradas, deformadas e desgastadas, retornam ás siderurgias para
reciclagem.
Quando as bolas se tornarem tão gastas e pequenas de modo tal que não executam com
eficácia seu trabalho de moagem, bolas novas devem ser repostas no primeiro compartimento.
Existem alguns fatores relevantes que causam os desgastes das bolas como abrasividade do
material a ser moído, fricção entre os corpos moedores corrosão, oxidação e fadiga devido a
impactos repetitivos.
Chaves & Peres (2006. p. 568) (3), descrevem as seguintes maneiras pelas quais bolas
de um moinho se desgastam:

36
Riscamento: partículas duras riscam a superfície das bolas, levantando metal
paralelamente à direção do seu movimento, criando uma saliência lateral, que será
erodida preferencialmente;
Indentação ou mordida: grãos duros, prensados entre duas bolas, endentam a
superfície de uma delas, empurrando o metal para os lados, gerando uma cratera,
inicialmente sem remoção do material, mas criando uma saliência lateral como no
riscamento já descrito, que também será erodida preferencialmente;
Sulcamento: partículas duras e pesadas rasgam a superfície, arrancando metal;
desgaste metal contra metal devido ao contato entre as superfícies de duas bolas, sem
minério entre elas;
Pitting corrosion: caracteriza-se por furos profundos devidos à corrosão do metal, pela
formação de pares galvânicos dentro da bola ou entre a bola e a polpa;
Lascamento (spalling): decorre do trancamento da bola a partir de defeitos de fundição
(rechupes) ou de moldagem. A bola vai sendo lascada sucessivamente, em camadas,
como uma cebola.
De acordo com Chaves & Peres (2006, p. 568) (3), a análise das bolas é muito
importante para sua devida reposição. Existem dois tipos de análise que podem ser
realizadas. São elas:
Análise Sequencial: comparação de consumos históricos do moinho antes e depois da
troca de carga;
Análise Simultânea: comparação de consumos do moinho de prova com um moinho
padrão operando em paralelo;
A escolha do tamanho das bolas representa um problema, pois existem dois fatores
principais que se opõem:
À medida que o tamanho das bolas aumenta, a pressão entre as superfícies em contato
aumenta, tornando possível a quebra de partículas maiores;
À medida que o tamanho das bolas diminui a superfície disponível de atrito entre as
bolas, para moagem de pequenas partículas, aumenta, resultando em um aumento na
capacidade de moagem.
As barras são compostas de aço e tem um limite prático para o comprimento de 20 ft,
se este valor for ultrapassado a deformação e quebra são muito intensas prejudicando a

37
operação, se as barras possuíssem diâmetros maiores a resistência mecânica ficaria
corrompida. Beraldo (1987, p. 6) (1), afirma que o tamanho máximo existente é 4,5 X 6m.
Para Chaves e Peres (2006, pg. 593) (3), nunca é demais enfatizar o peso das barras,
individualmente e em conjunto. Para dar bem a ideia destes pesos, relacionamos abaixo os
pesos (kg/m) de barras de diversos diâmetros. Na Tabela 4 temos os pesos de barras nos seus
diversos diâmetros.
Tabela 4 - Pesos (kg/m) de barras em diversos diâmetros.
Diâmetro Peso/metro linear
Polegadas mm kg/m
2 50,8 15,9
2 1/4 57,2 20,1
2 1/2 63,5 24,8
2 3/4 69,9 30,1
3 76,2 35,8
3 1/4 82,6 42
3 1/2 88,9 48,7
4 101,6 63,6
4 1/2 114,3 80,5
5 127 99,4
5 1/2 139,7 120,2
6 152,4 143,1
6 1/2 165,1 167,9
7 177,8 194,7
Fonte: Chaves & Peres (2006). (3)
As barras são 4" a 6" mais curtas que o comprimento interno do moinho, e são
submetidas a intensos esforços mecânicos, abrasão e tensões de flexão e compressão. Devido
a isto se utiliza aço de alto carbono e as barras são laminadas e usinadas, não podendo ocorrer
trincas superficiais, as pontas das barras são preparadas para evitar que os cantos risquem as
outras barras induzindo assim a zonas de baixa resistência à fadiga.
As barras são carregadas nos moinhos assumindo uma distribuição de diâmetros bem
característicos. Assim, as barras vão sendo consumidas até chegarem ao diâmetro em que se

38
quebram e se juntam à carga para serem retiradas e para que ocorra a reposição com novas
barras no diâmetro superior a 2". O volume interno de barras dentro dos moinhos são de 35 a
40%.
4.6 REGIMES DE OPERAÇÃO DO MOINHO
Dentro dos moinhos de carga ocorrem alguns fenômenos, fenômenos estes conhecidos
como regimes de operação dos moinhos e são denominados: moagem em catarata e cascata.
Para Luz et all. (2004) (4) a velocidade, o fator de enchimento (isto é, o volume
ocupado pelas bolas em relação ao volume do moinho) e outros fatores determinam o regime
de operação do moinho. Tem-se então, dois regimes: catarata e cascata.
As operações nos moinhos onde a fragmentação ocorre através da movimentação da
carga. Em moinhos de bolas podem ocorrer dois regimes distintos de movimentação que
podem ser classificadas como catarata e cascata. Na moagem em catarata onde a velocidade é
maior esta velocidade carrega as bolas até uma posição bem elevada e elas caem sobre aos
outras e sobre a polpa causando fragmentação por impacto. Este tipo de moagem é usada para
a obtenção de granulometrias mais grossas. Na moagem em cascata a velocidade é baixa e o
alto fator de enchimento faz com que as bolas alcancem certa altura e rolem sobre as outras
não havendo quase impacto e a moagem se dá por abrasão e atrito esta forma de moagem é
mais adequada na produção de produtos finais com granulometrias mais finas.
Beraldo (1987) (1) apresenta um esquema, que demonstra a prevalência dos diversos
mecanismos de quebra que ocorre nos moinhos tubulares. Na figura 7, podemos observar as
zonas onde ocorrem os fraturamentos nos moinhos, estas zonas são classificadas como:
Zona A: os corpos moedores se movem uns sobre os outros em camadas Concêntricas;
Zona B: os corpos moedores rolam para baixo gerando moagem por choque;
Zona C: os corpos moedores caem sobre o revestimento e as partículas produzindo
moagem por atrito;

39
Figura 7 – Zonas de fraturamento em moinhos revolventes.
Fonte: Beraldo (1987) apud Silva (203, p.22). (1)
Quando o moinho apresenta velocidades baixas a zona de catarata é anulada, portanto
o moinho opera em regime de cascata. A velocidade e o volume de carga, dentre outros
fatores, contribuem na determinação do tipo de regime de operação do moinho, os quais são
basicamente:
Regime em cascata: as bolas ganham energia suficiente para serem levantadas no
interior da carcaça até uma posição bem elevada, transformando a energia potencial em
energia de impacto realizada sobre as partículas sólidas, corpos moedores e carcaça. Este
regime é considerado adequado para a fragmentação de material grosseiro e evita a produção
excessiva de finos (sobre-moagem). Conforme pode se analisar na Figura 8.
Figura 8 – Moagem em regime de cascata.
Fonte: Luz et all, (2010). (4)
No regime em Catarata, as bolas ganham energia suficiente para serem levantadas no
interior da carcaça até uma posição bem elevada, transformando a energia potencial em

40
energia de impacto realizada sobre as partículas sólidas, corpos moedores e carcaça. Este
regime é considerado adequado para a fragmentação de material grosseiro e evita a produção
excessiva de finos (sobre-moagem). Conforme figura 9.
Figura 9 – Moagem em regime de catarata.
Fonte: Luz et all, 2010. (4)
4.7 REVESTIMENTOS
A fim de proteger o cilindro contra o desgaste, são utilizados diversos tipos de
revestimentos nos moinhos. O revestimento é capaz de reduzir o deslizamento da carga
moedora dentro da carcaça. São produzidas diferentes formas de revestimentos aplicáveis,
cada uma delas, ao tipo e tamanho de moinho, material a processar (dureza, tamanho),
velocidade de operação, entre outras variáveis (LUZ et all, 2010) (4).
São produzidas diferentes formas de revestimentos aplicáveis, a cada tipo de moinho
(bolas ou barras), tamanho, material a processar (dureza, tamanho), velocidade de operação. O
objetivo da utilização de revestimentos nos moinhos é duplo: proteger a carcaça contra
desgaste e reduzir o escorregamento entre a carga de corpos moedores e a parede do moinho.
Os materiais utilizados na fabricação dos revestimentos são resistentes ao desgaste, com
forma adequada para facilitar sua substituição quando necessário. Na Figura 10 podemos
observar os tipos de revestimentos que hoje são encontrados.

41
Figura 10 – Tipos de revestimentos
Fonte: LUZ et all, 2010. (4)
A escolha do revestimento que será utilizado depende das condições de operações dos
moinhos. Quando o revestimento é mais liso predomina a moagem por atrito, sendo mais
aplicado em moagem fina; já na moagem mais grossa é recomendável revestimento com
maior rugosidade. O tipo de revestimento também é um fator que altera o regime sendo que os
mais rugosos favorecem um regime de catarata já os mais lisos favorecem o regime de
cascata. Para a escolha do tipo mais adequado de revestimento e o material de fabricação, é
importante considerar os seguintes fatores:
1. Tipo de moinho (ex.: de bolas ou de barras etc.);
2. Tamanho do moinho;
3. Velocidade do moinho;
4. Tipo de descarga ;
5. Material a processar – minério;
6. Dureza do minério;
7. Granulometria da alimentação;
8. Granulometria do produto;
9. Diâmetro dos corpos moedores;
10. Operação a úmido ou a seco;
11. Densidade dos corpos moedores;
12. Presença de pedaços de corpos moedores;
13. Prática de recarga de corpos moedores;
Para Luz et all (2010) (4) os revestimentos tem como finalidade proteger o cilindro
contra desgaste e reduzir o deslizamento da carga moedora dentro da carcaça, os
42
revestimentos são feitos de várias ligas metálicas, de borracha e raramente de cerâmica ou de
quartzito para usos muito especiais.
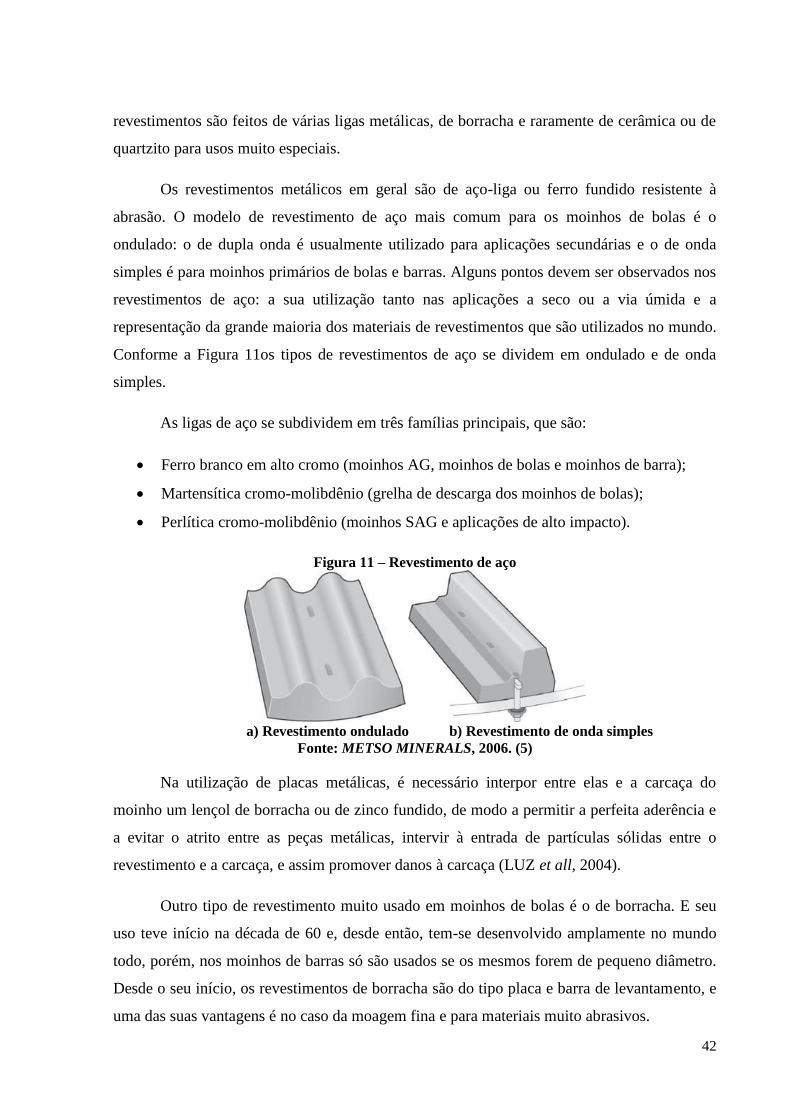
Os revestimentos metálicos em geral são de aço-liga ou ferro fundido resistente à
abrasão. O modelo de revestimento de aço mais comum para os moinhos de bolas é o
ondulado: o de dupla onda é usualmente utilizado para aplicações secundárias e o de onda
simples é para moinhos primários de bolas e barras. Alguns pontos devem ser observados nos
revestimentos de aço: a sua utilização tanto nas aplicações a seco ou a via úmida e a
representação da grande maioria dos materiais de revestimentos que são utilizados no mundo.
Conforme a Figura 11os tipos de revestimentos de aço se dividem em ondulado e de onda
simples.
As ligas de aço se subdividem em três famílias principais, que são:
Ferro branco em alto cromo (moinhos AG, moinhos de bolas e moinhos de barra);
Martensítica cromo-molibdênio (grelha de descarga dos moinhos de bolas);
Perlítica cromo-molibdênio (moinhos SAG e aplicações de alto impacto).
Figura 11 – Revestimento de aço
a) Revestimento ondulado b) Revestimento de onda simples
Fonte: METSO MINERALS, 2006. (5)
Na utilização de placas metálicas, é necessário interpor entre elas e a carcaça do
moinho um lençol de borracha ou de zinco fundido, de modo a permitir a perfeita aderência e
a evitar o atrito entre as peças metálicas, intervir à entrada de partículas sólidas entre o
revestimento e a carcaça, e assim promover danos à carcaça (LUZ et all, 2004).
Outro tipo de revestimento muito usado em moinhos de bolas é o de borracha. E seu
uso teve início na década de 60 e, desde então, tem-se desenvolvido amplamente no mundo
todo, porém, nos moinhos de barras só são usados se os mesmos forem de pequeno diâmetro.
Desde o seu início, os revestimentos de borracha são do tipo placa e barra de levantamento, e
uma das suas vantagens é no caso da moagem fina e para materiais muito abrasivos.
43
Os revestimentos de borracha possuem uma vida útil maior que os revestimentos
metálicos, além de serem mais fáceis e rápidos de instalar e apresentarem uma redução
significativa nos níveis de ruído, porém possuem um preço muito alto. Há relatos de aumento
no consumo de corpos moedores em relação ao uso de revestimentos de Ni-hard. Além disso,
o uso da borracha tem aplicação limitada para processos que envolvam o uso de reagentes e
aqueles em que a temperatura de operação seja elevada, excedendo 80ºC, não podendo, ainda,
ser utilizado para moagem a seco. Possuem, também, maior espessura que os revestimentos
metálicos, reduzindo a capacidade do moinho por apresentarem menor volume interno, o que
para moinhos pequenos se torna um fator importante (RODRIGUES, 2010 p. 23) (9).
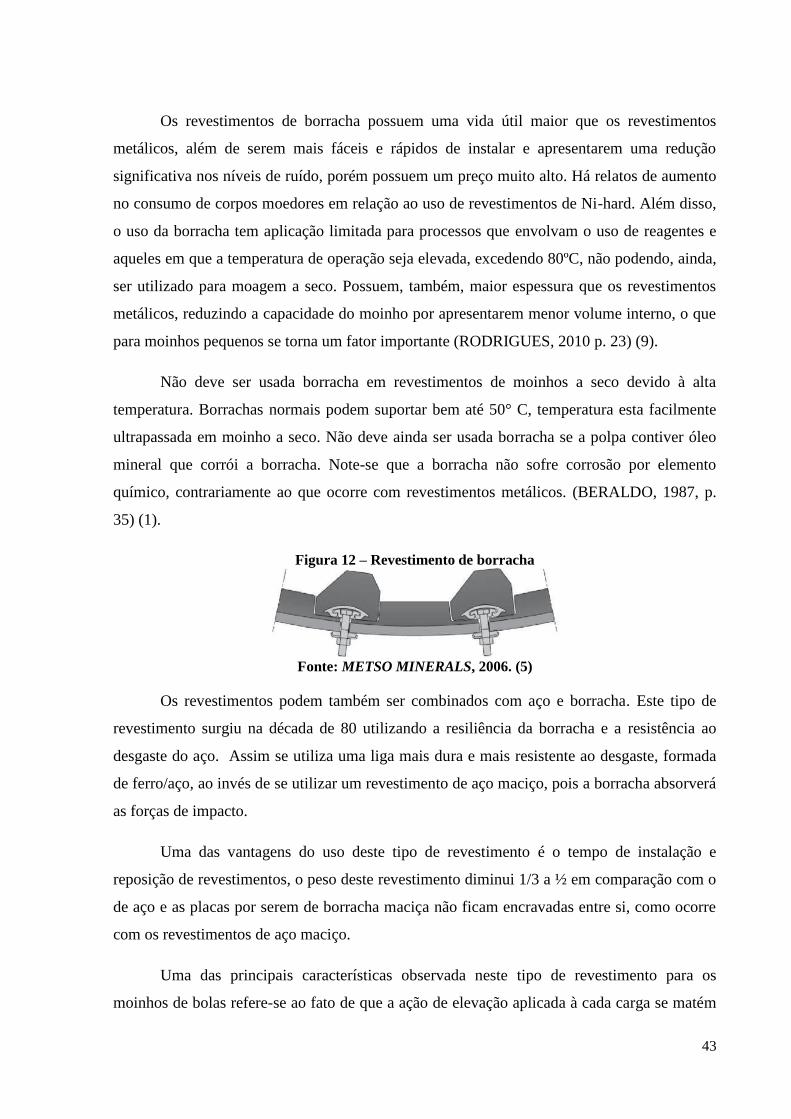
Não deve ser usada borracha em revestimentos de moinhos a seco devido à alta
temperatura. Borrachas normais podem suportar bem até 50° C, temperatura esta facilmente
ultrapassada em moinho a seco. Não deve ainda ser usada borracha se a polpa contiver óleo
mineral que corrói a borracha. Note-se que a borracha não sofre corrosão por elemento
químico, contrariamente ao que ocorre com revestimentos metálicos. (BERALDO, 1987, p.
35) (1).
Figura 12 – Revestimento de borracha
Fonte: METSO MINERALS, 2006. (5)
Os revestimentos podem também ser combinados com aço e borracha. Este tipo de
revestimento surgiu na década de 80 utilizando a resiliência da borracha e a resistência ao
desgaste do aço. Assim se utiliza uma liga mais dura e mais resistente ao desgaste, formada
de ferro/aço, ao invés de se utilizar um revestimento de aço maciço, pois a borracha absorverá
as forças de impacto.
Uma das vantagens do uso deste tipo de revestimento é o tempo de instalação e
reposição de revestimentos, o peso deste revestimento diminui 1/3 a ½ em comparação com o
de aço e as placas por serem de borracha maciça não ficam encravadas entre si, como ocorre
com os revestimentos de aço maciço.
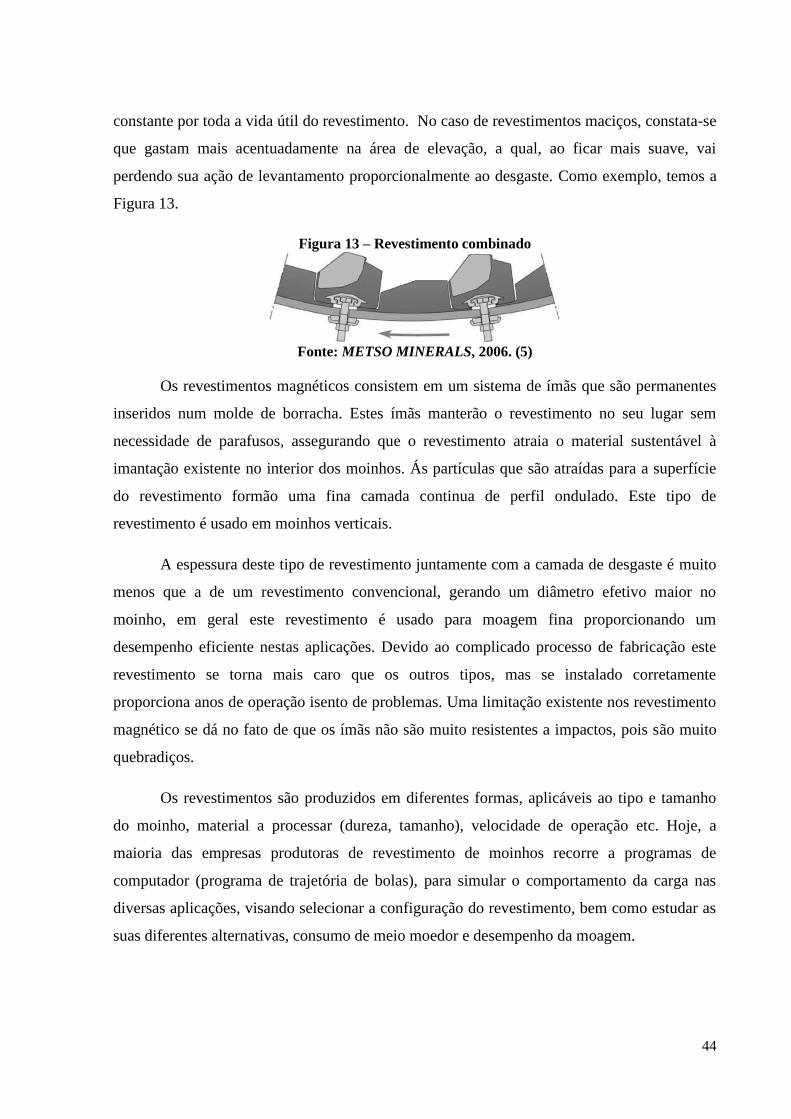
Uma das principais características observada neste tipo de revestimento para os
moinhos de bolas refere-se ao fato de que a ação de elevação aplicada à cada carga se matém
44
constante por toda a vida útil do revestimento. No caso de revestimentos maciços, constata-se
que gastam mais acentuadamente na área de elevação, a qual, ao ficar mais suave, vai
perdendo sua ação de levantamento proporcionalmente ao desgaste. Como exemplo, temos a
Figura 13.
Figura 13 – Revestimento combinado
Fonte: METSO MINERALS, 2006. (5)
Os revestimentos magnéticos consistem em um sistema de ímãs que são permanentes
inseridos num molde de borracha. Estes ímãs manterão o revestimento no seu lugar sem
necessidade de parafusos, assegurando que o revestimento atraia o material sustentável à
imantação existente no interior dos moinhos. Ás partículas que são atraídas para a superfície
do revestimento formão uma fina camada continua de perfil ondulado. Este tipo de
revestimento é usado em moinhos verticais.
A espessura deste tipo de revestimento juntamente com a camada de desgaste é muito
menos que a de um revestimento convencional, gerando um diâmetro efetivo maior no
moinho, em geral este revestimento é usado para moagem fina proporcionando um
desempenho eficiente nestas aplicações. Devido ao complicado processo de fabricação este
revestimento se torna mais caro que os outros tipos, mas se instalado corretamente
proporciona anos de operação isento de problemas. Uma limitação existente nos revestimento
magnético se dá no fato de que os ímãs não são muito resistentes a impactos, pois são muito
quebradiços.
Os revestimentos são produzidos em diferentes formas, aplicáveis ao tipo e tamanho
do moinho, material a processar (dureza, tamanho), velocidade de operação etc. Hoje, a
maioria das empresas produtoras de revestimento de moinhos recorre a programas de
computador (programa de trajetória de bolas), para simular o comportamento da carga nas
diversas aplicações, visando selecionar a configuração do revestimento, bem como estudar as
suas diferentes alternativas, consumo de meio moedor e desempenho da moagem.

45
4.8 TIPOS DE DESCARGA
Os moinhos são, muitas vezes, classificados de acordo com a natureza do dispositivo
de descarga da polpa durante a moagem. Existem duas formas de descarga da polpa de
moinhos de bolas: á descarga por overflow, recomendada para moagem via úmida para
alimentações mais finas, e por transbordo/diafragma, recomendada para moagem via seca e
úmida para alimentações grosseiras ou quando se quer reduzir a geração de finos. Em geral
quanto mais próximo se está da periferia da carcaça e da boca de alimentação, mais
rapidamente o material é descarregado e ocorre menos sobremoagem.
Nos moinhos de barras, os tipos de descarga mais comuns são: transbordo descarga
periférica central e descarga periférica terminal. Já nos moinhos de bolas, os tipos de
descarga mais usados são: descarga por grade e descarga por transbordo. Lembrando que não
se usa moinhos de bolas com descarga periférica devido ao diafragma ser menor e nem
moinhos de barras com diafragma, pois esta peça não resiste aos impactos provocados pelas
barras, o diafragma é recomendado para alimentações mais grossas ou quando se deseja
minimizar a geração de finos. A descarga por diafragma é recomendada para alimentações
grosseiras ou quando se deseja minimizar a geração de finos, correspondendo à descarga
periférica do moinho de barras. O diafragma é um disco crivado, sendo que os crivos podem
cobrir toda a área da superfície da peça, possibilitando a graduação do tempo de residência
dentro do moinho, conforme as necessidades operacionais (CHAVES, et all, 2006) (3).
Os moinhos com descarga por diafragma apresentam algumas desvantagens
operacionais, tais como o maior consumo de corpos em relação ao moinho com descarga por
overflow, e a possibilidade de entupimento dos crivos, apesar do seu projeto ter os furos do
crivo abertos na direção do fluxo (CHAVES, et all, 2006) (3).
A descarga por overflow apresenta-se mais fácil de operar e é utilizada para a maior
parte das aplicações dos moinhos de bolas, especialmente para moagem fina e remoagem,
sendo seu consumo de energia de 15 a 20% menor que o moinho com descarga por diafragma
de mesmo tamanho (CHAVES, et all, 2006) (3).
Na Tabela 5, são apresentados os arranjos de descarga existentes nos moinhos
cilíndricos.
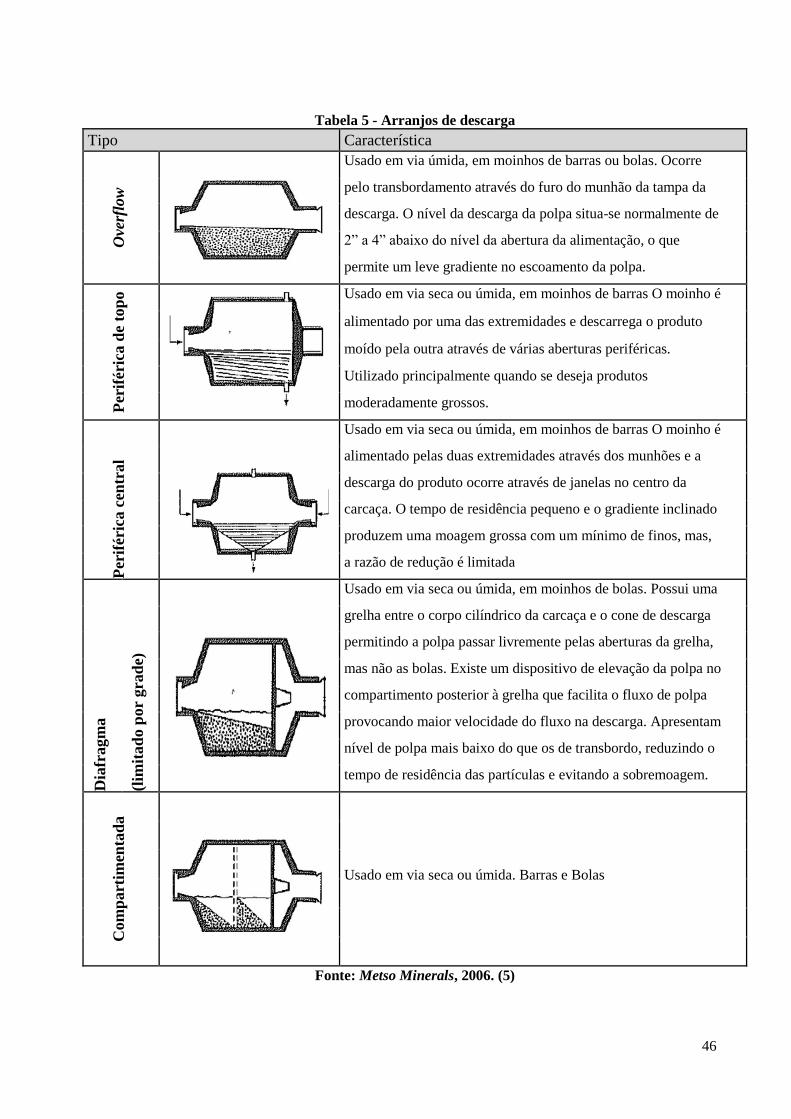
46
Tabela 5 - Arranjos de descarga
Tipo Característica
Ove
rflo
w
Usado em via úmida, em moinhos de barras ou bolas. Ocorre
pelo transbordamento através do furo do munhão da tampa da
descarga. O nível da descarga da polpa situa-se normalmente de
2” a 4” abaixo do nível da abertura da alimentação, o que
permite um leve gradiente no escoamento da polpa.
Per
iféri
ca d
e to
po
Usado em via seca ou úmida, em moinhos de barras O moinho é
alimentado por uma das extremidades e descarrega o produto
moído pela outra através de várias aberturas periféricas.
Utilizado principalmente quando se deseja produtos
moderadamente grossos.
Per
iféri
ca c
entr
al
Usado em via seca ou úmida, em moinhos de barras O moinho é
alimentado pelas duas extremidades através dos munhões e a
descarga do produto ocorre através de janelas no centro da
carcaça. O tempo de residência pequeno e o gradiente inclinado
produzem uma moagem grossa com um mínimo de finos, mas,
a razão de redução é limitada
Dia
fragm
a
(lim
itad
o p
or
gra
de)
Usado em via seca ou úmida, em moinhos de bolas. Possui uma
grelha entre o corpo cilíndrico da carcaça e o cone de descarga
permitindo a polpa passar livremente pelas aberturas da grelha,
mas não as bolas. Existe um dispositivo de elevação da polpa no
compartimento posterior à grelha que facilita o fluxo de polpa
provocando maior velocidade do fluxo na descarga. Apresentam
nível de polpa mais baixo do que os de transbordo, reduzindo o
tempo de residência das partículas e evitando a sobremoagem.
Com
part
imen
tad
a
Usado em via seca ou úmida. Barras e Bolas
Fonte: Metso Minerals, 2006. (5)
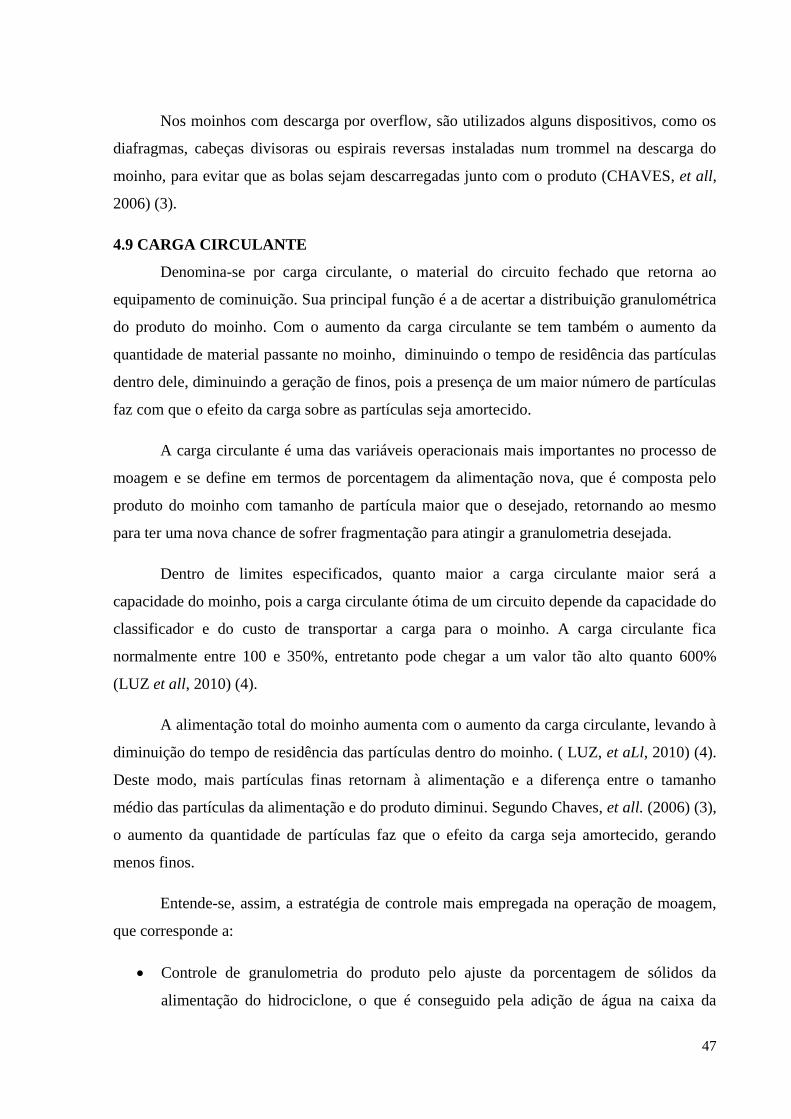
47
Nos moinhos com descarga por overflow, são utilizados alguns dispositivos, como os
diafragmas, cabeças divisoras ou espirais reversas instaladas num trommel na descarga do
moinho, para evitar que as bolas sejam descarregadas junto com o produto (CHAVES, et all,
2006) (3).
4.9 CARGA CIRCULANTE
Denomina-se por carga circulante, o material do circuito fechado que retorna ao
equipamento de cominuição. Sua principal função é a de acertar a distribuição granulométrica
do produto do moinho. Com o aumento da carga circulante se tem também o aumento da
quantidade de material passante no moinho, diminuindo o tempo de residência das partículas
dentro dele, diminuindo a geração de finos, pois a presença de um maior número de partículas
faz com que o efeito da carga sobre as partículas seja amortecido.
A carga circulante é uma das variáveis operacionais mais importantes no processo de
moagem e se define em termos de porcentagem da alimentação nova, que é composta pelo
produto do moinho com tamanho de partícula maior que o desejado, retornando ao mesmo
para ter uma nova chance de sofrer fragmentação para atingir a granulometria desejada.
Dentro de limites especificados, quanto maior a carga circulante maior será a
capacidade do moinho, pois a carga circulante ótima de um circuito depende da capacidade do
classificador e do custo de transportar a carga para o moinho. A carga circulante fica
normalmente entre 100 e 350%, entretanto pode chegar a um valor tão alto quanto 600%
(LUZ et all, 2010) (4).
A alimentação total do moinho aumenta com o aumento da carga circulante, levando à
diminuição do tempo de residência das partículas dentro do moinho. ( LUZ, et aLl, 2010) (4).
Deste modo, mais partículas finas retornam à alimentação e a diferença entre o tamanho
médio das partículas da alimentação e do produto diminui. Segundo Chaves, et all. (2006) (3),
o aumento da quantidade de partículas faz que o efeito da carga seja amortecido, gerando
menos finos.
Entende-se, assim, a estratégia de controle mais empregada na operação de moagem,
que corresponde a:
Controle de granulometria do produto pelo ajuste da porcentagem de sólidos da
alimentação do hidrociclone, o que é conseguido pela adição de água na caixa da
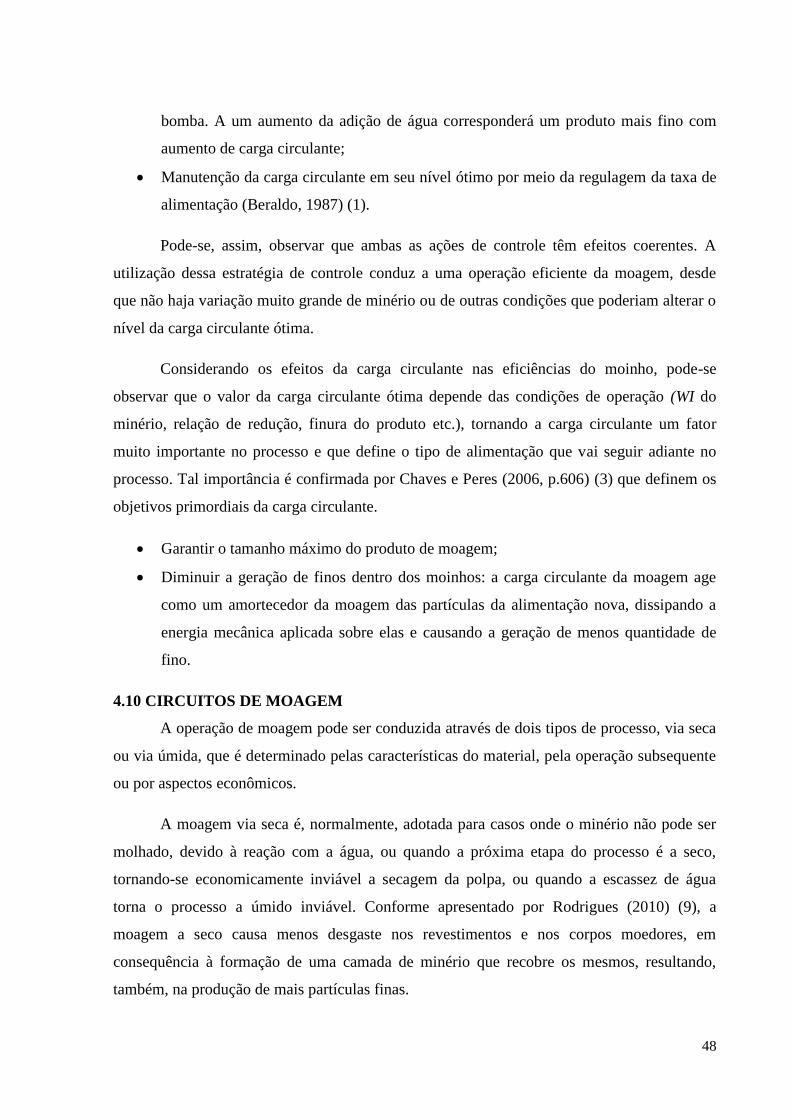
48
bomba. A um aumento da adição de água corresponderá um produto mais fino com
aumento de carga circulante;
Manutenção da carga circulante em seu nível ótimo por meio da regulagem da taxa de
alimentação (Beraldo, 1987) (1).
Pode-se, assim, observar que ambas as ações de controle têm efeitos coerentes. A
utilização dessa estratégia de controle conduz a uma operação eficiente da moagem, desde
que não haja variação muito grande de minério ou de outras condições que poderiam alterar o
nível da carga circulante ótima.
Considerando os efeitos da carga circulante nas eficiências do moinho, pode-se
observar que o valor da carga circulante ótima depende das condições de operação (WI do
minério, relação de redução, finura do produto etc.), tornando a carga circulante um fator
muito importante no processo e que define o tipo de alimentação que vai seguir adiante no
processo. Tal importância é confirmada por Chaves e Peres (2006, p.606) (3) que definem os
objetivos primordiais da carga circulante.
Garantir o tamanho máximo do produto de moagem;
Diminuir a geração de finos dentro dos moinhos: a carga circulante da moagem age
como um amortecedor da moagem das partículas da alimentação nova, dissipando a
energia mecânica aplicada sobre elas e causando a geração de menos quantidade de
fino.
4.10 CIRCUITOS DE MOAGEM
A operação de moagem pode ser conduzida através de dois tipos de processo, via seca
ou via úmida, que é determinado pelas características do material, pela operação subsequente
ou por aspectos econômicos.
A moagem via seca é, normalmente, adotada para casos onde o minério não pode ser
molhado, devido à reação com a água, ou quando a próxima etapa do processo é a seco,
tornando-se economicamente inviável a secagem da polpa, ou quando a escassez de água
torna o processo a úmido inviável. Conforme apresentado por Rodrigues (2010) (9), a
moagem a seco causa menos desgaste nos revestimentos e nos corpos moedores, em
consequência à formação de uma camada de minério que recobre os mesmos, resultando,
também, na produção de mais partículas finas.

49
A moagem via úmida se caracteriza pela adição de água ao sólido, produzindo uma
polpa, que irá compor a carga. A quantidade de água a ser adicionada é determinada conforme
a densidade ou porcentagem de sólidos da polpa que se deseja utilizar no processo. Este tipo
de moagem apresenta uma ação lubrificante, devido ao transporte hidráulico, levando a
redução de potência, em torno de 23%, em relação à moagem a seco, como mostra Metso
(2006). Entretanto, o consumo de revestimento é de 5 a 7 vezes maios, em função do desgaste
à corrosão e falta de recobrimento dos mesmos.
A moagem via úmida é, geralmente, a mais utilizada em operações de processamento
mineral devido à economia global da operação. As vantagens deste tipo de processo,
conforme apresentadas por Luz, et all. (2010) (4), são:
Menor consumo energético por tonelada de material;
Maior capacidade por volume do moinho;
Possibilidade do uso de peneiramento a úmido ou classificação para controle mais
preciso do produto;
Eliminação de problemas relacionados à poeira;
Dissipa o calor gerado dentro do moinho;
Possibilita o uso de meios de transporte de material mais simples, tais como bombas,
tubulações e calhas.
Para a escolha do tipo de moinho deve se considerar o circuito que será usado. Os
circuitos são divididos em dois grandes grupos: abertos e fechados que serão determinados
pela especificação granulométrica desejada do produto e/ou pela operação de classificação do
material.
O circuito aberto se caracteriza por ter apenas uma passagem do material através do
moinho, de forma que o produto atinja as especificações desejadas, não necessitando de
classificação antes de passar para a próxima etapa do processo. Luz, et al. (2010) (4) destacam
que este tipo de circuito é raramente utilizado em processamento mineral, uma vez que não se
tem controle da distribuição granulométrica do produto e, ainda, necessita de uma taxa de
alimentação baixa o bastante para garantir que todas as partículas permaneçam tempo
suficiente dentro do moinho para serem fragmentadas até que alcancem o tamanho de produto
desejado. Deste modo, o tempo de residência das partículas dentro do moinho é
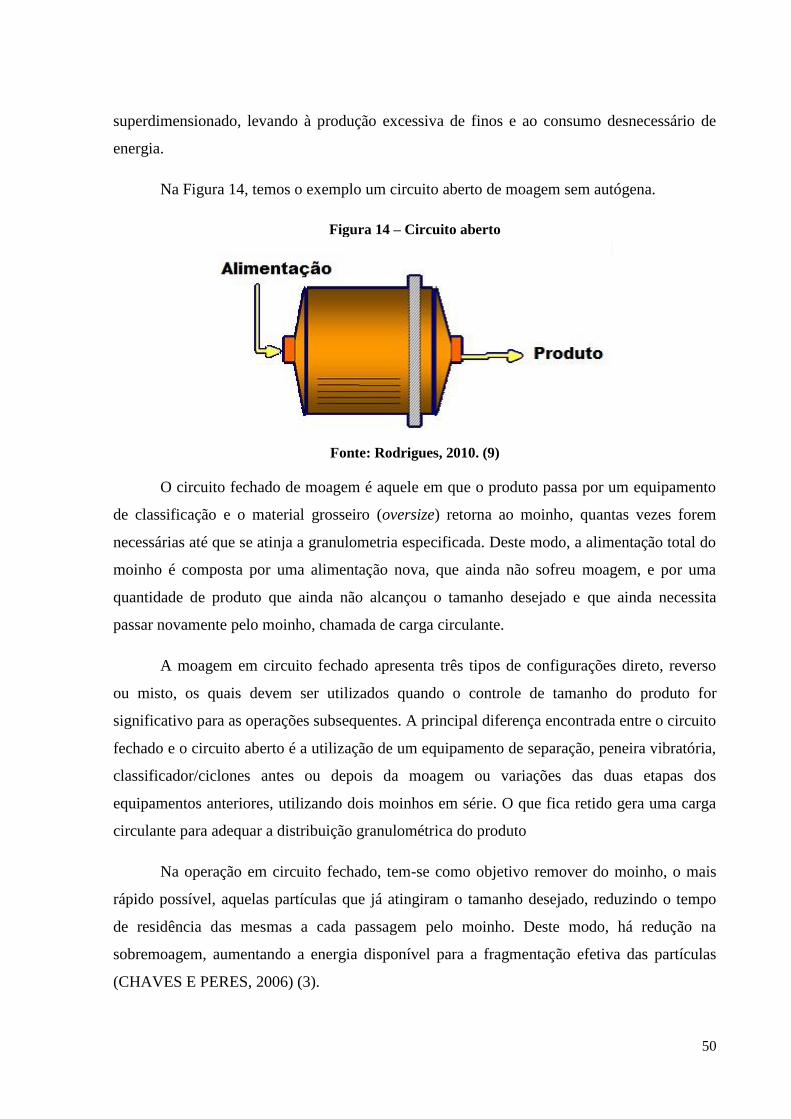
50
superdimensionado, levando à produção excessiva de finos e ao consumo desnecessário de
energia.
Na Figura 14, temos o exemplo um circuito aberto de moagem sem autógena.
Figura 14 – Circuito aberto
Fonte: Rodrigues, 2010. (9)
O circuito fechado de moagem é aquele em que o produto passa por um equipamento
de classificação e o material grosseiro (oversize) retorna ao moinho, quantas vezes forem
necessárias até que se atinja a granulometria especificada. Deste modo, a alimentação total do
moinho é composta por uma alimentação nova, que ainda não sofreu moagem, e por uma
quantidade de produto que ainda não alcançou o tamanho desejado e que ainda necessita
passar novamente pelo moinho, chamada de carga circulante.
A moagem em circuito fechado apresenta três tipos de configurações direto, reverso
ou misto, os quais devem ser utilizados quando o controle de tamanho do produto for
significativo para as operações subsequentes. A principal diferença encontrada entre o circuito
fechado e o circuito aberto é a utilização de um equipamento de separação, peneira vibratória,
classificador/ciclones antes ou depois da moagem ou variações das duas etapas dos
equipamentos anteriores, utilizando dois moinhos em série. O que fica retido gera uma carga
circulante para adequar a distribuição granulométrica do produto
Na operação em circuito fechado, tem-se como objetivo remover do moinho, o mais
rápido possível, aquelas partículas que já atingiram o tamanho desejado, reduzindo o tempo
de residência das mesmas a cada passagem pelo moinho. Deste modo, há redução na
sobremoagem, aumentando a energia disponível para a fragmentação efetiva das partículas
(CHAVES E PERES, 2006) (3).
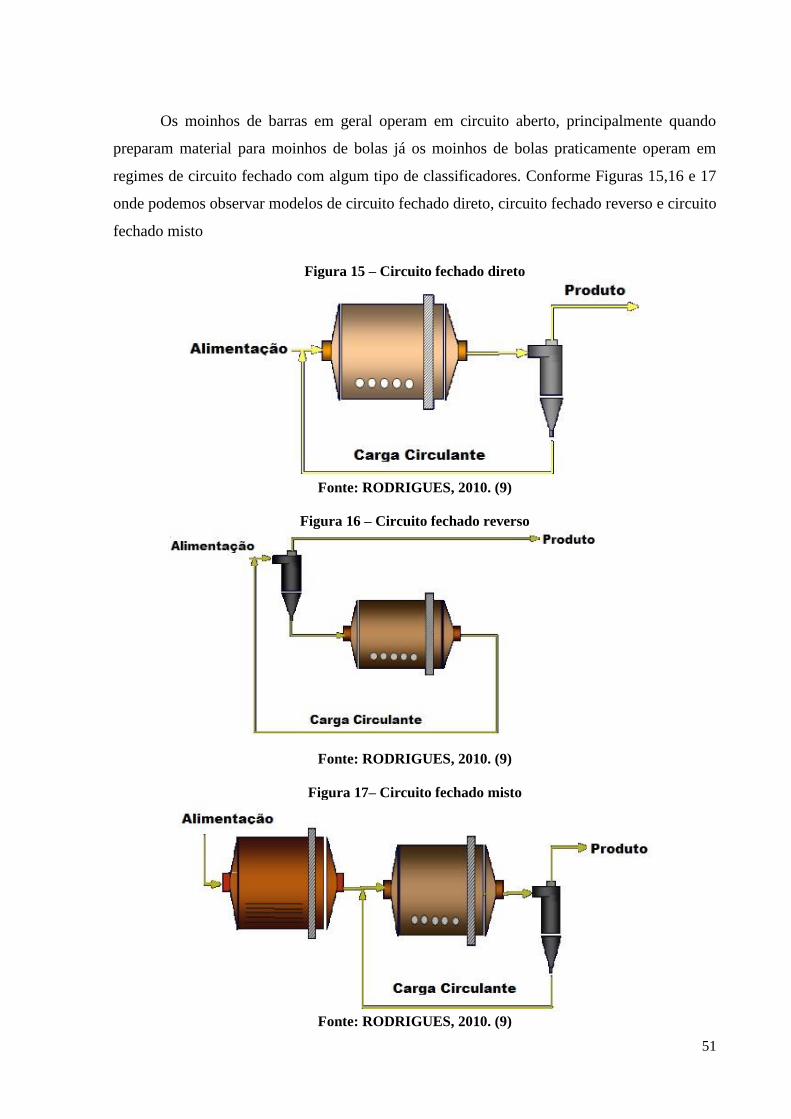
51
Os moinhos de barras em geral operam em circuito aberto, principalmente quando
preparam material para moinhos de bolas já os moinhos de bolas praticamente operam em
regimes de circuito fechado com algum tipo de classificadores. Conforme Figuras 15,16 e 17
onde podemos observar modelos de circuito fechado direto, circuito fechado reverso e circuito
fechado misto
Figura 15 – Circuito fechado direto
Fonte: RODRIGUES, 2010. (9)
Figura 16 – Circuito fechado reverso
Fonte: RODRIGUES, 2010. (9)
Figura 17– Circuito fechado misto
Fonte: RODRIGUES, 2010. (9)
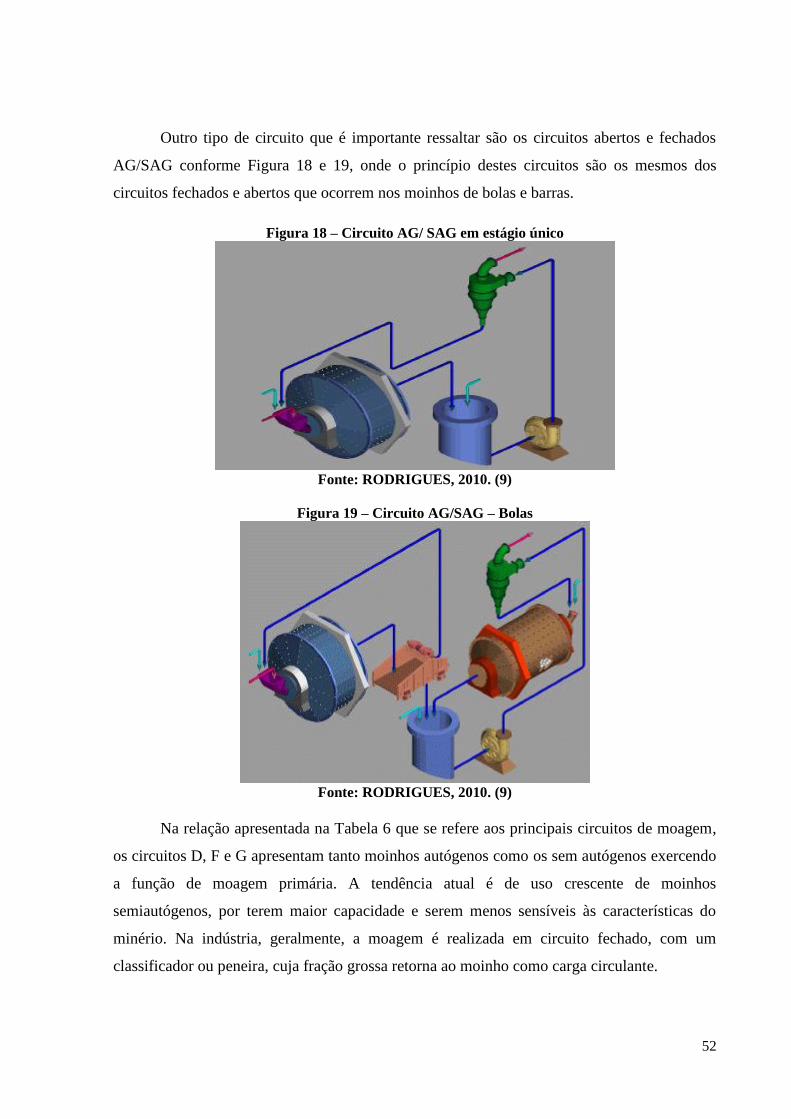
52
Outro tipo de circuito que é importante ressaltar são os circuitos abertos e fechados
AG/SAG conforme Figura 18 e 19, onde o princípio destes circuitos são os mesmos dos
circuitos fechados e abertos que ocorrem nos moinhos de bolas e barras.
Figura 18 – Circuito AG/ SAG em estágio único
Fonte: RODRIGUES, 2010. (9)
Figura 19 – Circuito AG/SAG – Bolas
Fonte: RODRIGUES, 2010. (9)
Na relação apresentada na Tabela 6 que se refere aos principais circuitos de moagem,
os circuitos D, F e G apresentam tanto moinhos autógenos como os sem autógenos exercendo
a função de moagem primária. A tendência atual é de uso crescente de moinhos
semiautógenos, por terem maior capacidade e serem menos sensíveis às características do
minério. Na indústria, geralmente, a moagem é realizada em circuito fechado, com um
classificador ou peneira, cuja fração grossa retorna ao moinho como carga circulante.
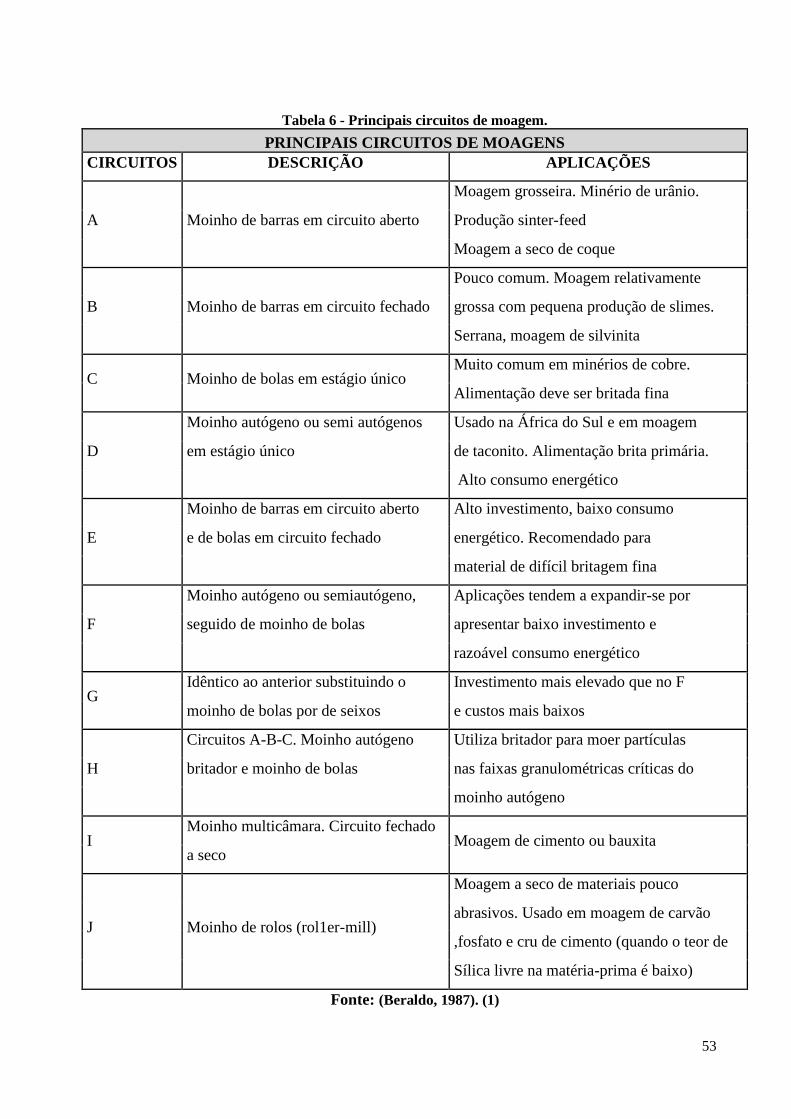
53
Tabela 6 - Principais circuitos de moagem.
PRINCIPAIS CIRCUITOS DE MOAGENS
CIRCUITOS DESCRIÇÃO APLICAÇÕES
A Moinho de barras em circuito aberto
Moagem grosseira. Minério de urânio.
Produção sinter-feed
Moagem a seco de coque
B Moinho de barras em circuito fechado
Pouco comum. Moagem relativamente
grossa com pequena produção de slimes.
Serrana, moagem de silvinita
C Moinho de bolas em estágio único Muito comum em minérios de cobre.
Alimentação deve ser britada fina
D
Moinho autógeno ou semi autógenos Usado na África do Sul e em moagem
em estágio único de taconito. Alimentação brita primária.
Alto consumo energético
E
Moinho de barras em circuito aberto Alto investimento, baixo consumo
e de bolas em circuito fechado energético. Recomendado para
material de difícil britagem fina
F
Moinho autógeno ou semiautógeno, Aplicações tendem a expandir-se por
seguido de moinho de bolas apresentar baixo investimento e
razoável consumo energético
G Idêntico ao anterior substituindo o Investimento mais elevado que no F
moinho de bolas por de seixos e custos mais baixos
H
Circuitos A-B-C. Moinho autógeno Utiliza britador para moer partículas
britador e moinho de bolas nas faixas granulométricas críticas do
moinho autógeno
I Moinho multicâmara. Circuito fechado
Moagem de cimento ou bauxita a seco
J Moinho de rolos (rol1er-mill)
Moagem a seco de materiais pouco
abrasivos. Usado em moagem de carvão
,fosfato e cru de cimento (quando o teor de
Sílica livre na matéria-prima é baixo)
Fonte: (Beraldo, 1987). (1)
54
Um aumento da carga circulante gera uma elevação na massa de sólidos no interior do
moinho e uma redução no tempo de residência das partículas e consequentemente uma
redução na geração de finos e da sobre moagem. No circuito fechado a partícula pode retornar
ao moinho diversas vezes até alcançar a especificação, a carga circulante e percentagem de
retorno sobre a alimentação nova do moinho.
4.11 MODELAGENS DE MOINHOS
A otimização de circuitos industriais de moagem tem sido realizada com sucesso,
utilizando modelos matemáticos que relacionam dados industriais com parâmetros de quebra
e energia específica de fragmentação determinados em laboratório.
Um modelo matemático é uma equação ou conjunto de equações que representa um
processo real. A definição para o termo simulação segundo o dicionário Encarta World
Dictionary, (1999) (12) é: “construção de um modelo matemático para reproduzir as
características de um fenômeno, sistema ou processo, usando frequentemente um computador,
a fim de pressupor uma informação ou resolver problemas”.
Existem três tipos de modelos que podem representar um processo de simulação:
Empírico: frequentemente um conjunto de equações algébricas desenvolvidas por
regressão, estatística multivariada ou rede neural. Existem os chamados “Black Box
Model”, os quais são tratados por um conjunto de dados de entradas e saídas
(Exemplo: a equação de Bond é um modelo semi - empírico);
Fenomenológico: frequentemente um conjunto de equações algébricas e diferenciais
utilizadas em alguns princípios de engenharia, física e química, mas requerem
calibração (Exemplo: modelo do balanço populacional);
Fundamental: frequentemente um conjunto de equações algébricas e diferenciais
baseadas em leis fundamentais da física e da química, requerendo um mínimo de
calibração (Exemplo: métodos de elemento discreto e dinâmica dos fluidos
computacional).
São diversas as ferramentas de modelagem matemático disponíveis atualmente no
mercado. Nesse estudo utilizaremos o software Moly Cop Tools_Version 3.0 (8).
O software Moly-Cop Tools, compreende um conjunto de planilhas do Microsoft Excel
2007, que foram projetadas para caracterizar e avaliar a eficiência operacional de qualquer

55
circuito de moagem de minério - mineral existente, seguindo metodologias padronizadas e
critérios de avaliação amplamente aceitos. Além dos simuladores e balanços de massa que se
associam aos parâmetros para a estimativa dos circuitos de moagem convencionais e sem
autógenos. O Moly-Cop Tools inclui planilhas adicionais para cálculos mais tradicionais como
a teoria de Bond, correlações do consumo energia do moinho, fórmulas de carga bola,
modelos de hidrociclone e outras funções gerais de serviços públicos.
Os parâmetros utilizados para a simulação de moinhos de bolas ocorrem em três
etapas. Cada etapa corresponde a uma planilha do software Moly-Cop Tools.
A primeira é BallParam Batch, que é usada na determinação dos parâmetros em
laboratório que ocorrem através de um trabalho conjunto com o moinho de bolas e os
simuladores de moagem BallSim, tais simuladores podem ser usados em qualquer sistema
específico de moagem real, através da estimativa dos vários parâmetros do modelo que
caracterizam a capacidade de retificação de um dado minério. Assim, as folhas de cálculos
mostram um algoritmo eficiente para procurar o conjunto de valores de parâmetros que
melhor se aproximam da resposta do modelo para as medições reais experimentais
disponíveis, com base em um modelo não linear típico.
O segunda é BallParam_Open, que é usado para se determinar os parâmetros da
usina. Esta planilha foi projetada para ser usada em conjunto com a bola do moinho e os
simuladores BallSim_Direct, BallSim_Reverse ou BallSim_Dual, para o "ajuste" dos
simuladores para qualquer sistema de moagem real e específico. Esse ajuste ocorre através da
estimativa dos vários parâmetros existentes em um modelo que caracteriza a moabilidade de
um dado minério.
Em outras palavras, as planilhas do software Moly-Cop Tools fornecem um algoritmo
eficiente para procurar um dado conjunto de valores de parâmetros que melhor se aproximam
da resposta do modelo com as medições experimentais reais disponíveis (obtidos a partir de
contínuo, piloto ou planta completa Escala Mills), com base em um modelo típico não linear.
O modelo se baseia na chamada Teoria Moderna de Fragmentação. Esta teoria
introduziu dois novos conjuntos de parâmetros: a função de seleção S e a função de quebra B.
A primeira função, conhecida como moabilidade, se relaciona a cinética de moagem de cada
partícula independente e a segunda função, conhecido como distribuição primária de

56
fragmentos, caracteriza a distribuição do tamanho dos fragmentos produzidos como um
resultado de eventos de ruptura.
A Figura 20 representa a distribuição das partículas nas várias faixas granulométricas
após cada evento de quebra. Considera que, em algum dado instante t, a distribuição
granulométrica do material de um moinho de batelada hipotético é quantificada pelas frações
fi (i = 1 até n) retida em n diferentes peneiras representadas no lado esquerdo da Figura 20.
Após um intervalo de tempo Δt, o resultado da distribuição granulométrica é representado
pelo lado direito da Figura 20.
Durante este intervalo de tempo, algumas partículas serão fragmentadas e seus
fragmentos serão redistribuídos para as peneiras inferiores. Para as partículas retidas na malha
‘i +1’ (a fração ‘i’), a função seleção Si denota a velocidade de quebra, que é a fração das
partículas de um conjunto de tamanhos (di+1,di) fraturadas por unidade de tempo.
O produto (Si*Δt), onde Si corresponde à função de seleção da peneira i, representa a
fração de material retido na malha ‘i+1’, no tempo t, que será fraturada pela ação dos corpos
moedores, durante o intervalo de tempo Δt. Consequentemente, a função quebra bij denota a
fração, em peso, de fragmentos que surgem da quebra das partículas retidas na malha ‘j+1’
que foram retidas na malha inferior ‘i+1’.
Figura 20 - Distribuição das partículas nas várias faixas granulométricas após cada evento de
quebra.
Fonte: Moly – Cop Tool_Versio 3.0. (8)
De acordo com a figura, é possível estabelecer, para cada fração de tamanho ‘i’, o
seguinte balanço populacional de partículas:

57
[ partículas na fração ‘i’ no tempo (t+ Δt) ] = [ partículas na fração ‘i’ no tempo t ] -
[ partículas na fração ‘i’ quebradas durante o intervalo de tempo Δt ] +
[ novas partículas adicionadas a fração ‘i’ como resultado da quebra de partículas
retidas nas frações grossas (j = 1,i-1) ]
Então, se H representa a massa total de minério no moinho, tem-se a seguinte equação:
f_i (t+ ∆t)H= f_i (t)H-S_i ∆tf_i (t)H+b_(i,1) S_1 f_1 (t)H+b_(i,2) S_2 f_2 (t)H+…+b_(i,i-1)
S_(i-1) f_(i-1) (t)H (1)
para i=1, 2, ..., n. Essa equação pode ser reescrita como
((f_i (t+ ∆t)- f_i (t)))/∆t= -S_i f_i (t)+ b_(i,1) S_1 f_1 (t)+ b_(i,2) S_2 f_2 (t)+…+ b_(i,i-1)
S_(i-1) f_(i-1) (t) (2)
para i=1, 2, ..., n. Lembrando que fi é a fração do total de minério H na peneira i.
O software utilizado nesse trabalho, Moly-Cop Tools, utiliza-se da Equação (2) como
referência para o modelo geral de moagem. Além disso, o software encapsula métodos
matemáticos para otimização dos parâmetros do modelo.
Os parâmetros do modelo de moagem estão relacionados as principais funções do
modelo, a função seleção e função quebra.
Os parâmetros para a função de seleção são representados pela seguinte equação:
S_i^E=(α_0 〖(d_i^*)〗^(α_1 ))/(1+((d_i^*)/d_crit )^(α_2 ) ) (3)
com d_i^*=〖(d_i×d_(i+1))〗^0.5 = tamanho médio das partícula da i-ésima fração.
Os parâmetros para a função de quebra são representados pela seguinte equação:
B_ij= β_0 (d_i/d_(j+1) )^(β_1 )+(1-β_0 ) (d_i/d_(j+1) )^(β_2 ) (4)
Essas duas funções, Seleção e Quebra, são implementadas nas planilhas do Moly-Cop
Tools, sendo necessário apenas definir os parâmetros de cada uma. Uma forma de encontrar
os melhores parâmetros é comparar os resultados das simulações com os resultados reais. O
software Moly-Cop Tools contém planilhas que ajustam os parâmetros baseado nessas
comparações.

58
A aplicação do Moly-Cop Tools possibilita simulações, apenas com ensaios em
laboratório e com pequenas amostras de minérios, determinar a taxa de quebra específica de
um minério e assim dimensionar ou otimizar uma instalação já existente. Além disso, a
utilização do Moly-Cop Tools abstém o usuário dos detalhes dos complicados métodos
matemáticos de otimização. Por esse motivo, neste trabalho apenas algumas definições serão
abordadas para auxiliar no entendimento e interpretação dos resultados.
A simulação matemática vem a ser uma resposta aos circuitos de moagem e
classificação, como foi demonstrado aqui, ela requer a combinação adequada da unidade de
moagem e modelos de classificação. Como resultado da carga circulante, ambos os modelos
não podem ser resolvidos de forma independente. Tal condição de interdependência implica
que o sistema tem que ser resolvido com o auxílio de algoritmos numéricos de convergência,
a partir de um valor inicial para se descobrir a proporção de carga em circulação. Assim para,
que acorra a simulação é necessário se fazer o uso das ferramentas disponíveis nas diversas
planilhas apresentadas a fim de se alcançar um resultado final desejado, que é uma simulação
completa que apresente todos os parâmetros esperados.
59
5. METODOLOGIA
Os dados necessários para a execução das simulações foram fornecidos pela empresa
Anglo American Fosfatos Brasil, que trabalha com o circuito fechado, porem neste trabalho
será abordado a moagem em circuito aberto, devido a ausência dos dados do hidrocilone,
pode se visualizar o circuito utilizado pela empresa no (Anexo 1). Os dados fornecidos pela
empresa foram: parâmetros de laboratório da empresa (Anexo 2), parâmetros reais do moinho
da usina 47 (Anexo 3), análise granulométrica da alimentação do moinho industrial (Anexo
4), análise granulométrica do produto do moinho industrial (Anexo 5), análise granulométrica
da alimentação do moinho laboratorial (Anexo 6) e análise granulométrica do produto do
moinho laboratorial (Anexo 7).
Primeiramente foram lançados os dados do laboratório no programa Moly-Cop Tolls
no documento “BallParam_Batch”, planilha “Data File” (Figura 21) referente aos dados
laboratoriais. Como entradas, são informados os parâmetros gerados no moinho de laboratório
da empresa (veja Anexo 2), as análises granulométricas da alimentação e produto gerados no
laboratório (veja os anexos 6 e 7). Com o preenchimento desses dados é gerado um gráfico,
planilha “Control_Panel” (Figura 22), onde é apresentada a distribuição das partículas (µm)
pela porcentagem passante (análise granulométrica).
Com esses dados definidos, o programa Moly-Cop Tools, através das equações
definidas na Seção 4.11 (equações (3) e (4) ), onde é determinado os parâmetros alpha,
correspondente a Função de Seleção, e os parâmetros beta, correspondente à Função de
Quebra. Veja na Figura 22 os campos alpha0, alpha1, alpha2 e dcrit (parâmetros da Função de
Seleção) e os campos beta0, beta1 e beta2 (parâmetros da Função de Quebra).
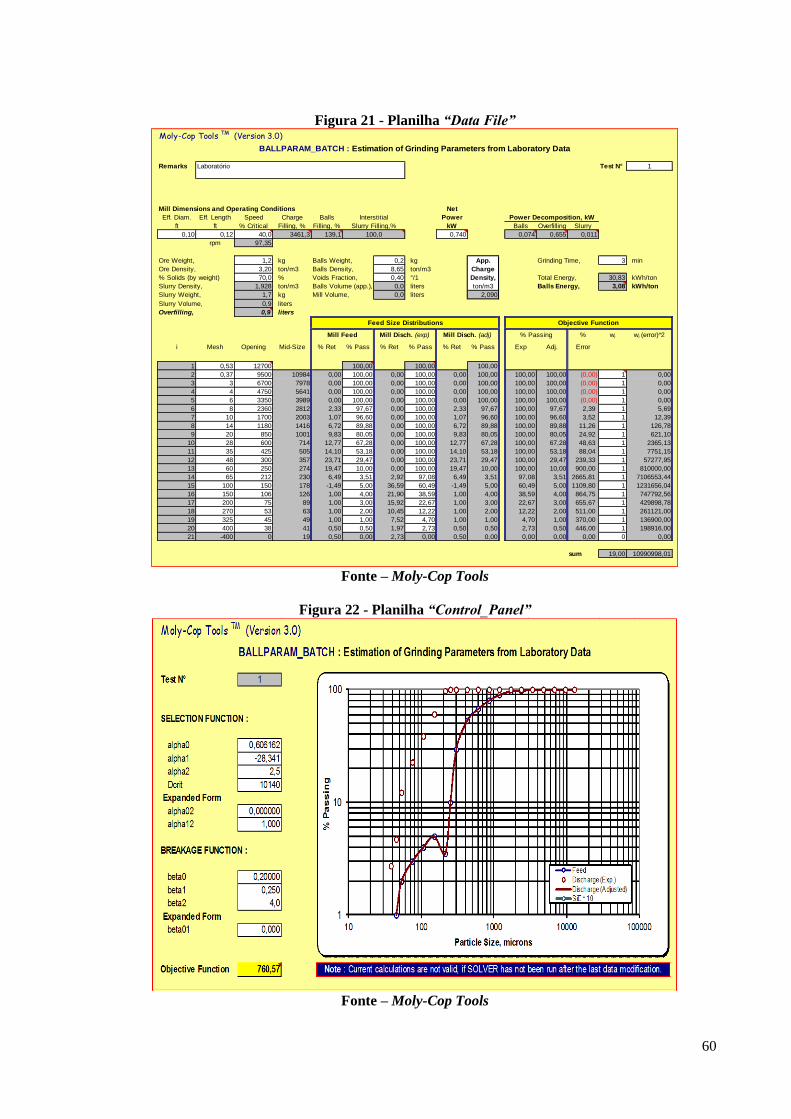
60
Figura 21 - Planilha “Data File”
Fonte – Moly-Cop Tools
Figura 22 - Planilha “Control_Panel”
Fonte – Moly-Cop Tools
Moly-Cop Tools TM (Version 3.0)
Remarks Test N° 1
Mill Dimensions and Operating Conditions Net
Eff. Diam. Eff. Length Speed Charge Balls Power
ft ft % Critical Filling, % Filling, % kW Balls Overfilling Slurry
0,10 0,12 40,0 3461,3 139,1 0,740 0,074 0,655 0,011
rpm 97,35
Ore Weight, 1,2 kg Balls Weight, 0,2 kg App. Grinding Time, 3 min
Ore Density, 3,20 ton/m3 Balls Density, 8,65 ton/m3 Charge
% Solids (by weight) 70,0 % Voids Fraction, 0,40 °/1 Density, Total Energy, 30,83 kWh/ton
Slurry Density, 1,928 ton/m3 Balls Volume (app.), 0,0 liters ton/m3 Balls Energy, 3,08 kWh/ton
Slurry Weight, 1,7 kg Mill Volume, 0,0 liters 2,090
Slurry Volume, 0,9 liters
Overfilling, 0,9 liters
% wi wi (error) 2
i Mesh Opening Mid-Size % Ret % Pass % Ret % Pass % Ret % Pass Exp Adj. Error
1 0,53 12700 100,00 100,00 100,00
2 0,37 9500 10984 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
3 3 6700 7978 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
4 4 4750 5641 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
5 6 3350 3989 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
6 8 2360 2812 2,33 97,67 0,00 100,00 2,33 97,67 100,00 97,67 2,39 1 5,69
7 10 1700 2003 1,07 96,60 0,00 100,00 1,07 96,60 100,00 96,60 3,52 1 12,39
8 14 1180 1416 6,72 89,88 0,00 100,00 6,72 89,88 100,00 89,88 11,26 1 126,78
9 20 850 1001 9,83 80,05 0,00 100,00 9,83 80,05 100,00 80,05 24,92 1 621,10
10 28 600 714 12,77 67,28 0,00 100,00 12,77 67,28 100,00 67,28 48,63 1 2365,13
11 35 425 505 14,10 53,18 0,00 100,00 14,10 53,18 100,00 53,18 88,04 1 7751,15
12 48 300 357 23,71 29,47 0,00 100,00 23,71 29,47 100,00 29,47 239,33 1 57277,95
13 60 250 274 19,47 10,00 0,00 100,00 19,47 10,00 100,00 10,00 900,00 1 810000,00
14 65 212 230 6,49 3,51 2,92 97,08 6,49 3,51 97,08 3,51 2665,81 1 7106553,44
15 100 150 178 -1,49 5,00 36,59 60,49 -1,49 5,00 60,49 5,00 1109,80 1 1231656,04
16 150 106 126 1,00 4,00 21,90 38,59 1,00 4,00 38,59 4,00 864,75 1 747792,56
17 200 75 89 1,00 3,00 15,92 22,67 1,00 3,00 22,67 3,00 655,67 1 429898,78
18 270 53 63 1,00 2,00 10,45 12,22 1,00 2,00 12,22 2,00 511,00 1 261121,00
19 325 45 49 1,00 1,00 7,52 4,70 1,00 1,00 4,70 1,00 370,00 1 136900,00
20 400 38 41 0,50 0,50 1,97 2,73 0,50 0,50 2,73 0,50 446,00 1 198916,00
21 -400 0 19 0,50 0,00 2,73 0,00 0,50 0,00 0,00 0,00 0,00 0 0,00
sum 19,00 10990998,01
100,0
Power Decomposition, kW
BALLPARAM_BATCH : Estimation of Grinding Parameters from Laboratory Data
% Passing
Objective Function
Laboratório
Feed Size Distributions
Mill Feed Mill Disch. (exp) Mill Disch. (adj)
Interstitial
Slurry Filling,%
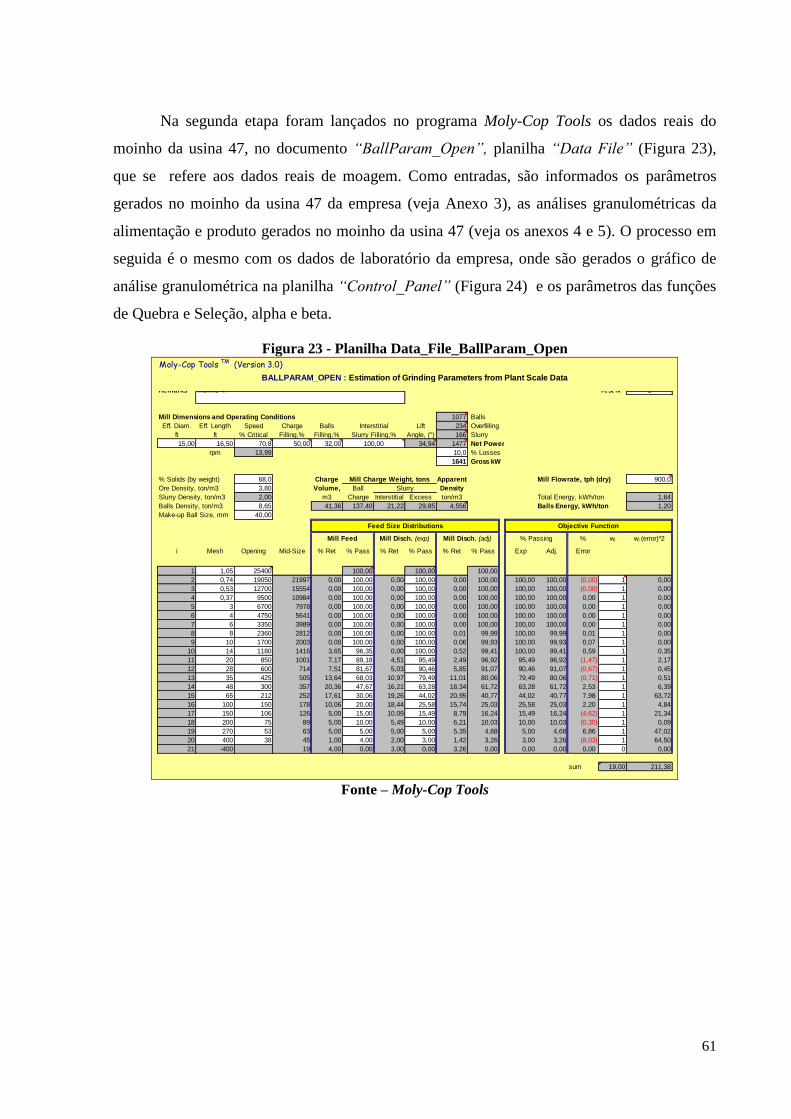
61
Na segunda etapa foram lançados no programa Moly-Cop Tools os dados reais do
moinho da usina 47, no documento “BallParam_Open”, planilha “Data File” (Figura 23),
que se refere aos dados reais de moagem. Como entradas, são informados os parâmetros
gerados no moinho da usina 47 da empresa (veja Anexo 3), as análises granulométricas da
alimentação e produto gerados no moinho da usina 47 (veja os anexos 4 e 5). O processo em
seguida é o mesmo com os dados de laboratório da empresa, onde são gerados o gráfico de
análise granulométrica na planilha “Control_Panel” (Figura 24) e os parâmetros das funções
de Quebra e Seleção, alpha e beta.
Figura 23 - Planilha Data_File_BallParam_Open
Fonte – Moly-Cop Tools
Moly-Cop Tools TM (Version 3.0)
Remarks Test N° 1
Mill Dimensions and Operating Conditions 1077 Balls
Eff. Diam. Eff. Length Speed Charge Balls Lift 234 Overfilling
ft ft % Critical Filling,% Filling,% Angle, (°) 166 Slurry
15,00 16,50 70,8 50,00 32,00 34,94 1477 Net Power
rpm 13,99 10,0 % Losses
1641 Gross kW
% Solids (by weight) 68,0 Charge Apparent Mill Flowrate, tph (dry) 900,0
Ore Density, ton/m3 3,80 Volume, Ball Density
Slurry Density, ton/m3 2,00 m3 Charge Interstitial Excess ton/m3 Total Energy, kWh/ton 1,64
Balls Density, ton/m3 8,65 41,36 137,40 21,22 29,85 4,556 Balls Energy, kWh/ton 1,20
Make-up Ball Size, mm 40,00
% wi wi (error) 2
i Mesh Opening Mid-Size % Ret % Pass % Ret % Pass % Ret % Pass Exp Adj. Error
1 1,05 25400 100,00 100,00 100,00
2 0,74 19050 21997 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
3 0,53 12700 15554 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 (0,00) 1 0,00
4 0,37 9500 10984 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 0,00 1 0,00
5 3 6700 7978 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 0,00 1 0,00
6 4 4750 5641 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 0,00 1 0,00
7 6 3350 3989 0,00 100,00 0,00 100,00 0,00 100,00 100,00 100,00 0,00 1 0,00
8 8 2360 2812 0,00 100,00 0,00 100,00 0,01 99,99 100,00 99,99 0,01 1 0,00
9 10 1700 2003 0,00 100,00 0,00 100,00 0,06 99,93 100,00 99,93 0,07 1 0,00
10 14 1180 1416 3,65 96,35 0,00 100,00 0,52 99,41 100,00 99,41 0,59 1 0,35
11 20 850 1001 7,17 89,18 4,51 95,49 2,49 96,92 95,49 96,92 (1,47) 1 2,17
12 28 600 714 7,51 81,67 5,03 90,46 5,85 91,07 90,46 91,07 (0,67) 1 0,45
13 35 425 505 13,64 68,03 10,97 79,49 11,01 80,06 79,49 80,06 (0,71) 1 0,51
14 48 300 357 20,36 47,67 16,21 63,28 18,34 61,72 63,28 61,72 2,53 1 6,39
15 65 212 252 17,61 30,06 19,26 44,02 20,95 40,77 44,02 40,77 7,98 1 63,72
16 100 150 178 10,06 20,00 18,44 25,58 15,74 25,03 25,58 25,03 2,20 1 4,84
17 150 106 126 5,00 15,00 10,09 15,49 8,79 16,24 15,49 16,24 (4,62) 1 21,34
18 200 75 89 5,00 10,00 5,49 10,00 6,21 10,03 10,00 10,03 (0,30) 1 0,09
19 270 53 63 5,00 5,00 5,00 5,00 5,35 4,68 5,00 4,68 6,86 1 47,02
20 400 38 45 1,00 4,00 2,00 3,00 1,42 3,26 3,00 3,26 (8,03) 1 64,50
21 -400 19 4,00 0,00 3,00 0,00 3,26 0,00 0,00 0,00 0,00 0 0,00
sum 19,00 211,38
BALLPARAM_OPEN : Estimation of Grinding Parameters from Plant Scale Data
% Passing
Objective Function
Moinho 47
Feed Size Distributions
Mill Feed Mill Disch. (exp) Mill Disch. (adj)
Mill Charge Weight, tons
Slurry
Interstitial
Slurry Filling,%
100,00
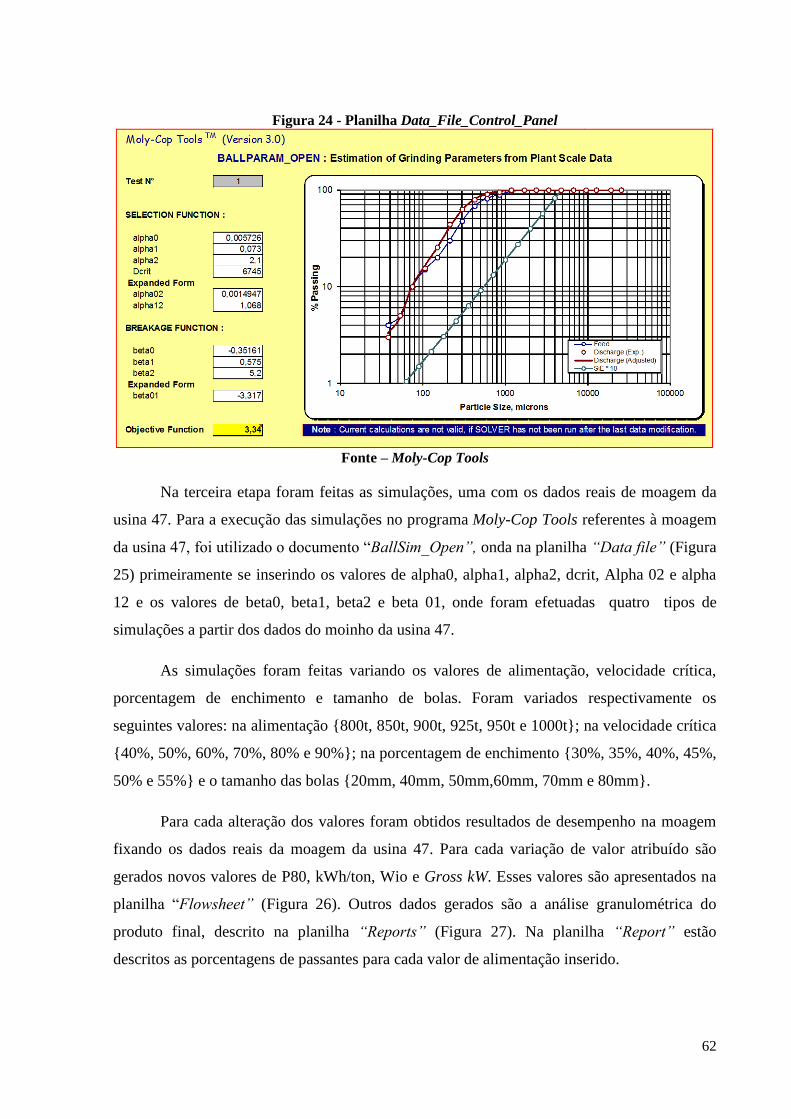
62
Figura 24 - Planilha Data_File_Control_Panel
Fonte – Moly-Cop Tools
Na terceira etapa foram feitas as simulações, uma com os dados reais de moagem da
usina 47. Para a execução das simulações no programa Moly-Cop Tools referentes à moagem
da usina 47, foi utilizado o documento “BallSim_Open”, onda na planilha “Data file” (Figura
25) primeiramente se inserindo os valores de alpha0, alpha1, alpha2, dcrit, Alpha 02 e alpha
12 e os valores de beta0, beta1, beta2 e beta 01, onde foram efetuadas quatro tipos de
simulações a partir dos dados do moinho da usina 47.
As simulações foram feitas variando os valores de alimentação, velocidade crítica,
porcentagem de enchimento e tamanho de bolas. Foram variados respectivamente os
seguintes valores: na alimentação {800t, 850t, 900t, 925t, 950t e 1000t}; na velocidade crítica
{40%, 50%, 60%, 70%, 80% e 90%}; na porcentagem de enchimento {30%, 35%, 40%, 45%,
50% e 55%} e o tamanho das bolas {20mm, 40mm, 50mm,60mm, 70mm e 80mm}.
Para cada alteração dos valores foram obtidos resultados de desempenho na moagem
fixando os dados reais da moagem da usina 47. Para cada variação de valor atribuído são
gerados novos valores de P80, kWh/ton, Wio e Gross kW. Esses valores são apresentados na
planilha “Flowsheet” (Figura 26). Outros dados gerados são a análise granulométrica do
produto final, descrito na planilha “Reports” (Figura 27). Na planilha “Report” estão
descritos as porcentagens de passantes para cada valor de alimentação inserido.
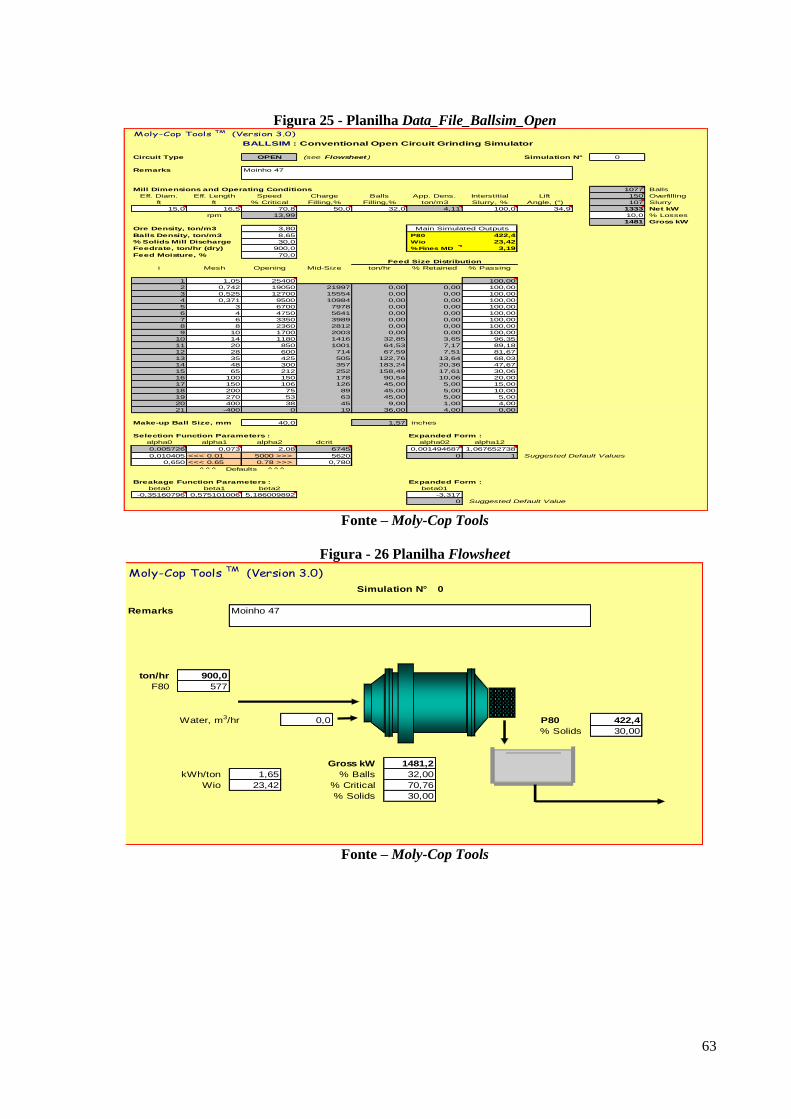
63
Figura 25 - Planilha Data_File_Ballsim_Open
Fonte – Moly-Cop Tools
Figura - 26 Planilha Flowsheet
Fonte – Moly-Cop Tools
Moly-Cop Tools TM (Version 3.0)
Circuit Type OPEN (see Flowsheet ) Simulation N° 0
Remarks
Mill Dimensions and Operating Conditions 1077 Balls
Eff. Diam. Eff. Length Speed Charge Balls App. Dens. Interstitial Lift 150 Overfilling
ft ft % Critical Filling,% Filling,% ton/m3 Slurry, % Angle, (°) 107 Slurry
15,0 16,5 70,8 50,0 32,0 4,11 100,0 34,9 1333 Net kW
rpm 13,99 10,0 % Losses
1481 Gross kW
Ore Density, ton/m3 3,80
Balls Density, ton/m3 8,65 P80 422,4
% Solids Mill Discharge 30,0 Wio 23,42
Feedrate, ton/hr (dry) 900,0 % Fines MD 3,19
Feed Moisture, % 70,0
i Mesh Opening Mid-Size ton/hr % Retained % Passing
1 1,05 25400 100,00
2 0,742 19050 21997 0,00 0,00 100,00
3 0,525 12700 15554 0,00 0,00 100,00
4 0,371 9500 10984 0,00 0,00 100,00
5 3 6700 7978 0,00 0,00 100,00
6 4 4750 5641 0,00 0,00 100,00
7 6 3350 3989 0,00 0,00 100,00
8 8 2360 2812 0,00 0,00 100,00
9 10 1700 2003 0,00 0,00 100,00
10 14 1180 1416 32,85 3,65 96,35
11 20 850 1001 64,53 7,17 89,18
12 28 600 714 67,59 7,51 81,67
13 35 425 505 122,76 13,64 68,03
14 48 300 357 183,24 20,36 47,67
15 65 212 252 158,49 17,61 30,06
16 100 150 178 90,54 10,06 20,00
17 150 106 126 45,00 5,00 15,00
18 200 75 89 45,00 5,00 10,00
19 270 53 63 45,00 5,00 5,00
20 400 38 45 9,00 1,00 4,00
21 -400 0 19 36,00 4,00 0,00
Make-up Ball Size, mm 40,0 1,57 inches
Selection Function Parameters : Expanded Form :
alpha0 alpha1 alpha2 dcrit alpha02 alpha12
0,005726 0,073 2,08 6745 0,001494687 1,067652738
0,010405 <<< 0.01 5000 >>> 5620 0 1 Suggested Default Values
0,650 <<< 0.65 0.78 >>> 0,780
Breakage Function Parameters : Expanded Form :
beta0 beta1 beta2 beta01
-0,35160796 0,575101006 5,186009892 -3,317
0 Suggested Default Value
Defaults ^
BALLSIM : Conventional Open Circuit Grinding Simulator
Feed Size Distribution
Moinho 47
Main Simulated Outputs
Moly-Cop Tools TM (Version 3.0)
Simulation N° 0
Remarks
ton/hr 900,0
F80 577
Water, m3/hr 0,0 P80 422,4
% Solids 30,00
Gross kW 1481,2
kWh/ton 1,65 % Balls 32,00
Wio 23,42 % Critical 70,76
% Solids 30,00
Moinho 47
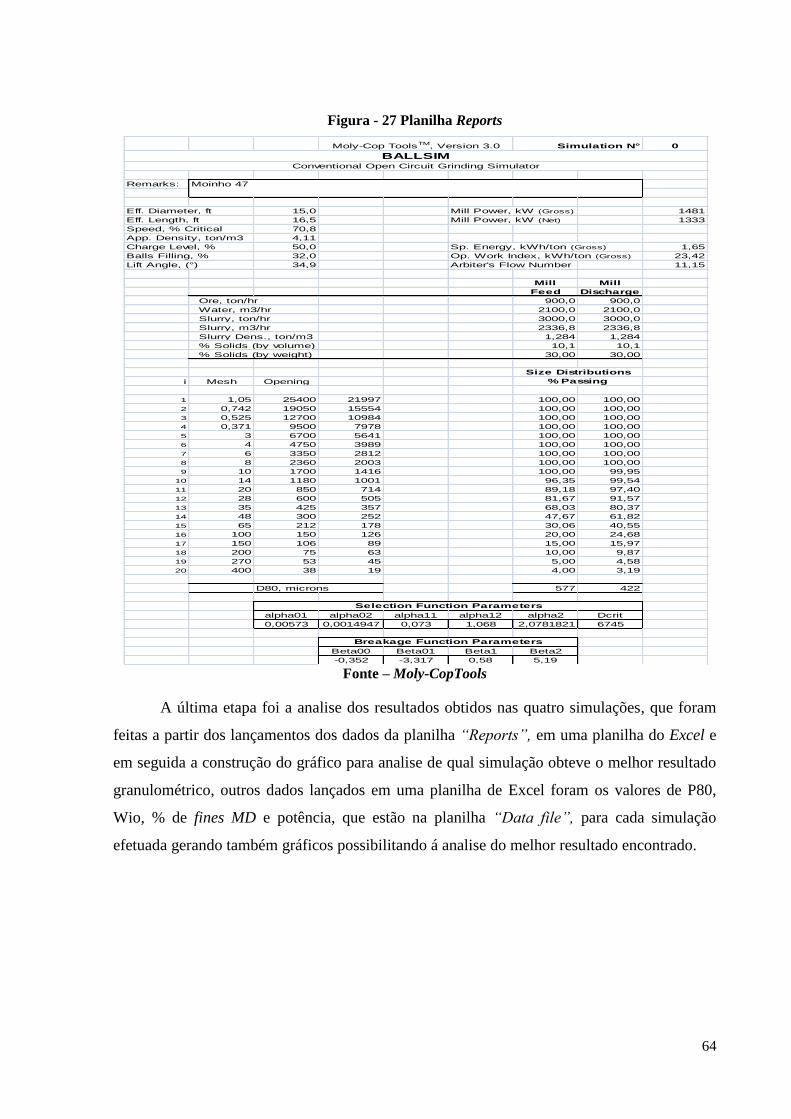
64
Figura - 27 Planilha Reports
Fonte – Moly-CopTools
A última etapa foi a analise dos resultados obtidos nas quatro simulações, que foram
feitas a partir dos lançamentos dos dados da planilha “Reports”, em uma planilha do Excel e
em seguida a construção do gráfico para analise de qual simulação obteve o melhor resultado
granulométrico, outros dados lançados em uma planilha de Excel foram os valores de P80,
Wio, % de fines MD e potência, que estão na planilha “Data file”, para cada simulação
efetuada gerando também gráficos possibilitando á analise do melhor resultado encontrado.
Simulation N° 0
Remarks:
Eff. Diameter, ft 15,0 Mill Power, kW (Gross) 1481
Eff. Length, ft 16,5 Mill Power, kW (Net) 1333
Speed, % Critical 70,8
App. Density, ton/m3 4,11
Charge Level, % 50,0 Sp. Energy, kWh/ton (Gross) 1,65
Balls Filling, % 32,0 Op. Work Index, kWh/ton (Gross) 23,42
Lift Angle, (°) 34,9 Arbiter's Flow Number 11,15
Mill Mill
Feed Discharge
Ore, ton/hr 900,0 900,0
Water, m3/hr 2100,0 2100,0
Slurry, ton/hr 3000,0 3000,0
Slurry, m3/hr 2336,8 2336,8
Slurry Dens., ton/m3 1,284 1,284
% Solids (by volume) 10,1 10,1
% Solids (by weight) 30,00 30,00
i Mesh Opening
1 1,05 25400 21997 100,00 100,00
2 0,742 19050 15554 100,00 100,00
3 0,525 12700 10984 100,00 100,00
4 0,371 9500 7978 100,00 100,00
5 3 6700 5641 100,00 100,00
6 4 4750 3989 100,00 100,00
7 6 3350 2812 100,00 100,00
8 8 2360 2003 100,00 100,00
9 10 1700 1416 100,00 99,95
10 14 1180 1001 96,35 99,54
11 20 850 714 89,18 97,40
12 28 600 505 81,67 91,57
13 35 425 357 68,03 80,37
14 48 300 252 47,67 61,82
15 65 212 178 30,06 40,55
16 100 150 126 20,00 24,68
17 150 106 89 15,00 15,97
18 200 75 63 10,00 9,87
19 270 53 45 5,00 4,58
20 400 38 19 4,00 3,19
D80, microns 577 422
alpha01 alpha02 alpha11 alpha12 alpha2 Dcrit
0,00573 0,0014947 0,073 1,068 2,0781821 6745
Beta00 Beta01 Beta1 Beta2
-0,352 -3,317 0,58 5,19
Moly-Cop ToolsTM, Version 3.0
Size Distributions
Breakage Function Parameters
Selection Function Parameters
BALLSIMConventional Open Circuit Grinding Simulator
Moinho 47
% Passing

65
6. RESULTADOS E DISCUÇÕES
O principal objetivo deste trabalho foi a determinação dos parâmetros do modelo de
moinhos de bola; tal modelo baseado na Teoria moderna da cominuição. Esta teoria introduz
dois conjuntos de parâmetros: a função de seleção e a função de quebra. Na seção 4.11 tais
funções já foram discutidas.
Os parâmetros das funções de quebra e seleção foram determinados através da
ferramenta Moly-Cop Tools. Os dados utilizados como entrada no programa foram aqueles
fornecidos pela empresa Anglo American Fofatos Brasil relacionados aos dados reais de
moagem na usina 47(Anexos 2, 3, 4, 5, 6 e 7), estes dados alimentaram a planilha "Data file"
do arquivo BallParam_Open, onde foram gerados os valores das funções de quebra e seleção.
Este processo está ilustrado na Figura 28.
Figura 28 - Definição dos parâmetros do modelo.
Fonte - Autoria própria
Para a função de seleção são definidos os valores de alpha0, alpha1, alpha2, dcrit,
alpha02 e alpha 12, e os valores encontrados a partir dos dados da empresa estão apresentados
na Tabela 7.
Tabela 7 - Valores de alpha
alpha0 0,005726
alpha1 0,073
alpha2 2,1
Dcrit 6745
alpha02 0,0014947
alpha12 1,068
Fonte - Autoria própria
Para a função de quebra os valores definidos são os de beta0, beta1, beta2 e beta 01, os
valores encontrados a partir dos dados da empresa foram:
Tabela 8 - Valores de beta
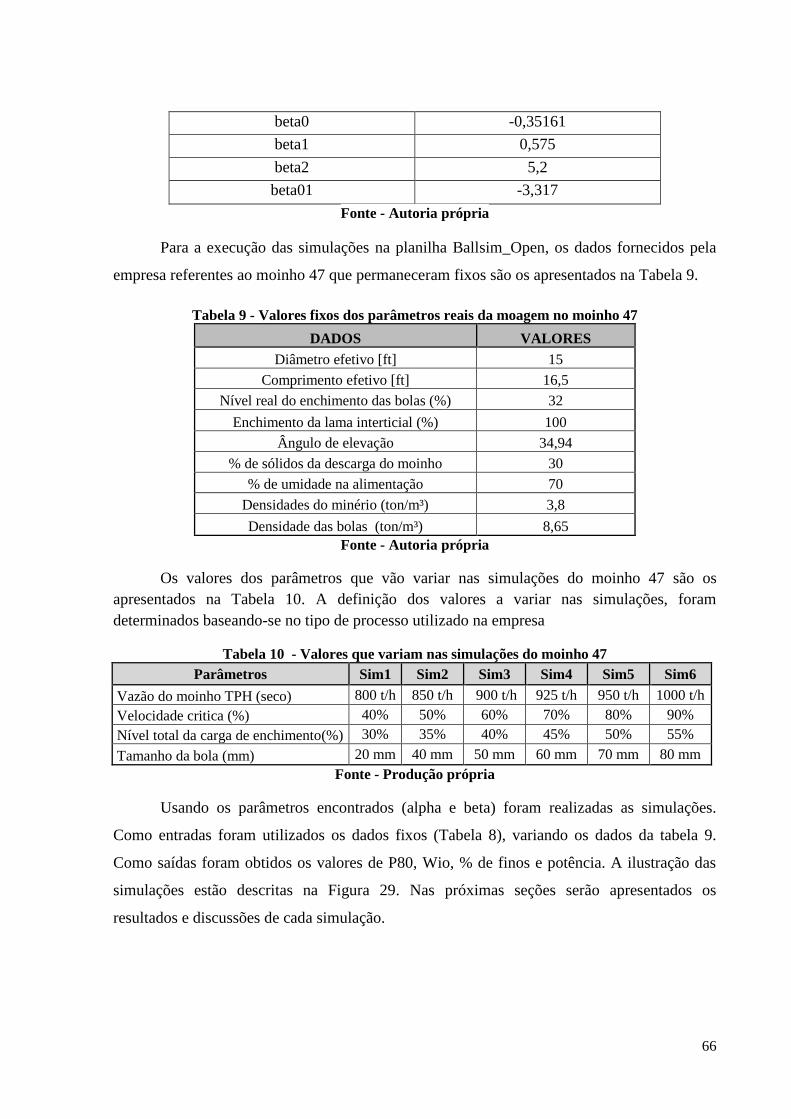
66
beta0 -0,35161
beta1 0,575
beta2 5,2
beta01 -3,317
Fonte - Autoria própria
Para a execução das simulações na planilha Ballsim_Open, os dados fornecidos pela
empresa referentes ao moinho 47 que permaneceram fixos são os apresentados na Tabela 9.
Tabela 9 - Valores fixos dos parâmetros reais da moagem no moinho 47
DADOS VALORES
Diâmetro efetivo [ft] 15
Comprimento efetivo [ft] 16,5
Nível real do enchimento das bolas (%) 32
Enchimento da lama interticial (%) 100
Ângulo de elevação 34,94
% de sólidos da descarga do moinho 30
% de umidade na alimentação 70
Densidades do minério (ton/m³) 3,8
Densidade das bolas (ton/m³) 8,65
Fonte - Autoria própria
Os valores dos parâmetros que vão variar nas simulações do moinho 47 são os
apresentados na Tabela 10. A definição dos valores a variar nas simulações, foram
determinados baseando-se no tipo de processo utilizado na empresa
Tabela 10 - Valores que variam nas simulações do moinho 47
Parâmetros Sim1 Sim2 Sim3 Sim4 Sim5 Sim6
Vazão do moinho TPH (seco) 800 t/h 850 t/h 900 t/h 925 t/h 950 t/h 1000 t/h
Velocidade critica (%) 40% 50% 60% 70% 80% 90%
Nível total da carga de enchimento(%) 30% 35% 40% 45% 50% 55%
Tamanho da bola (mm) 20 mm 40 mm 50 mm 60 mm 70 mm 80 mm
Fonte - Produção própria
Usando os parâmetros encontrados (alpha e beta) foram realizadas as simulações.
Como entradas foram utilizados os dados fixos (Tabela 8), variando os dados da tabela 9.
Como saídas foram obtidos os valores de P80, Wio, % de finos e potência. A ilustração das
simulações estão descritas na Figura 29. Nas próximas seções serão apresentados os
resultados e discussões de cada simulação.
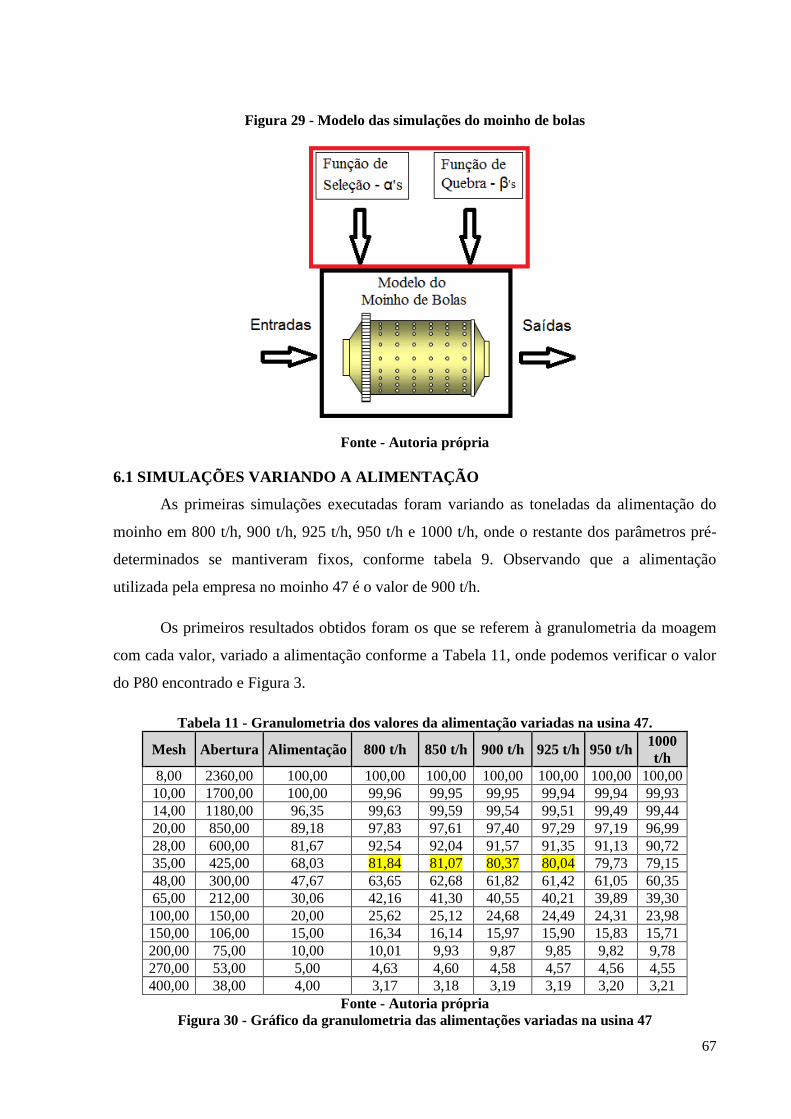
67
Figura 29 - Modelo das simulações do moinho de bolas
Fonte - Autoria própria
6.1 SIMULAÇÕES VARIANDO A ALIMENTAÇÃO
As primeiras simulações executadas foram variando as toneladas da alimentação do
moinho em 800 t/h, 900 t/h, 925 t/h, 950 t/h e 1000 t/h, onde o restante dos parâmetros pré-
determinados se mantiveram fixos, conforme tabela 9. Observando que a alimentação
utilizada pela empresa no moinho 47 é o valor de 900 t/h.
Os primeiros resultados obtidos foram os que se referem à granulometria da moagem
com cada valor, variado a alimentação conforme a Tabela 11, onde podemos verificar o valor
do P80 encontrado e Figura 3.
Tabela 11 - Granulometria dos valores da alimentação variadas na usina 47.
Mesh Abertura Alimentação 800 t/h 850 t/h 900 t/h 925 t/h 950 t/h 1000
t/h
8,00 2360,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00
10,00 1700,00 100,00 99,96 99,95 99,95 99,94 99,94 99,93
14,00 1180,00 96,35 99,63 99,59 99,54 99,51 99,49 99,44
20,00 850,00 89,18 97,83 97,61 97,40 97,29 97,19 96,99
28,00 600,00 81,67 92,54 92,04 91,57 91,35 91,13 90,72
35,00 425,00 68,03 81,84 81,07 80,37 80,04 79,73 79,15
48,00 300,00 47,67 63,65 62,68 61,82 61,42 61,05 60,35
65,00 212,00 30,06 42,16 41,30 40,55 40,21 39,89 39,30
100,00 150,00 20,00 25,62 25,12 24,68 24,49 24,31 23,98
150,00 106,00 15,00 16,34 16,14 15,97 15,90 15,83 15,71
200,00 75,00 10,00 10,01 9,93 9,87 9,85 9,82 9,78
270,00 53,00 5,00 4,63 4,60 4,58 4,57 4,56 4,55
400,00 38,00 4,00 3,17 3,18 3,19 3,19 3,20 3,21
Fonte - Autoria própria
Figura 30 - Gráfico da granulometria das alimentações variadas na usina 47
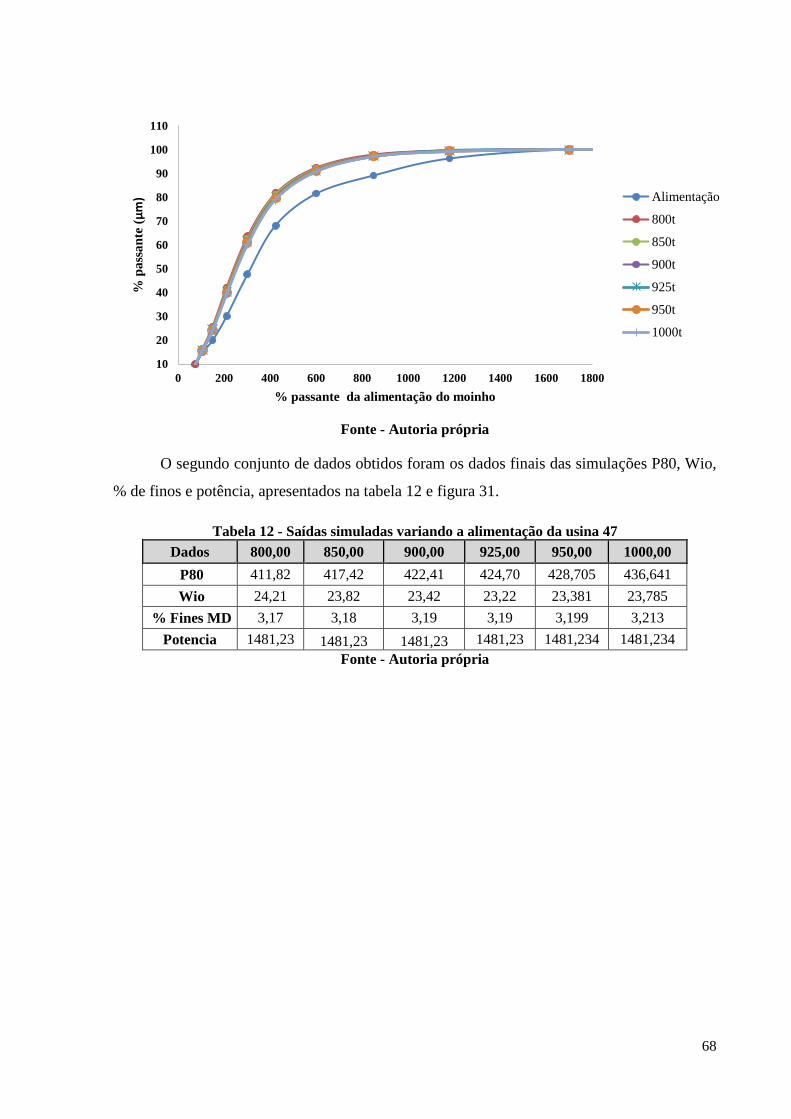
68
Fonte - Autoria própria
O segundo conjunto de dados obtidos foram os dados finais das simulações P80, Wio,
% de finos e potência, apresentados na tabela 12 e figura 31.
Tabela 12 - Saídas simuladas variando a alimentação da usina 47
Dados 800,00 850,00 900,00 925,00 950,00 1000,00
P80 411,82 417,42 422,41 424,70 428,705 436,641
Wio 24,21 23,82 23,42 23,22 23,381 23,785
% Fines MD 3,17 3,18 3,19 3,19 3,199 3,213
Potencia 1481,23 1481,23 1481,23 1481,23 1481,234 1481,234
Fonte - Autoria própria
10
20
30
40
50
60
70
80
90
100
110
0 200 400 600 800 1000 1200 1400 1600 1800
% p
ass
an
te (
µm
)
% passante da alimentação do moinho
Alimentação
800t
850t
900t
925t
950t
1000t
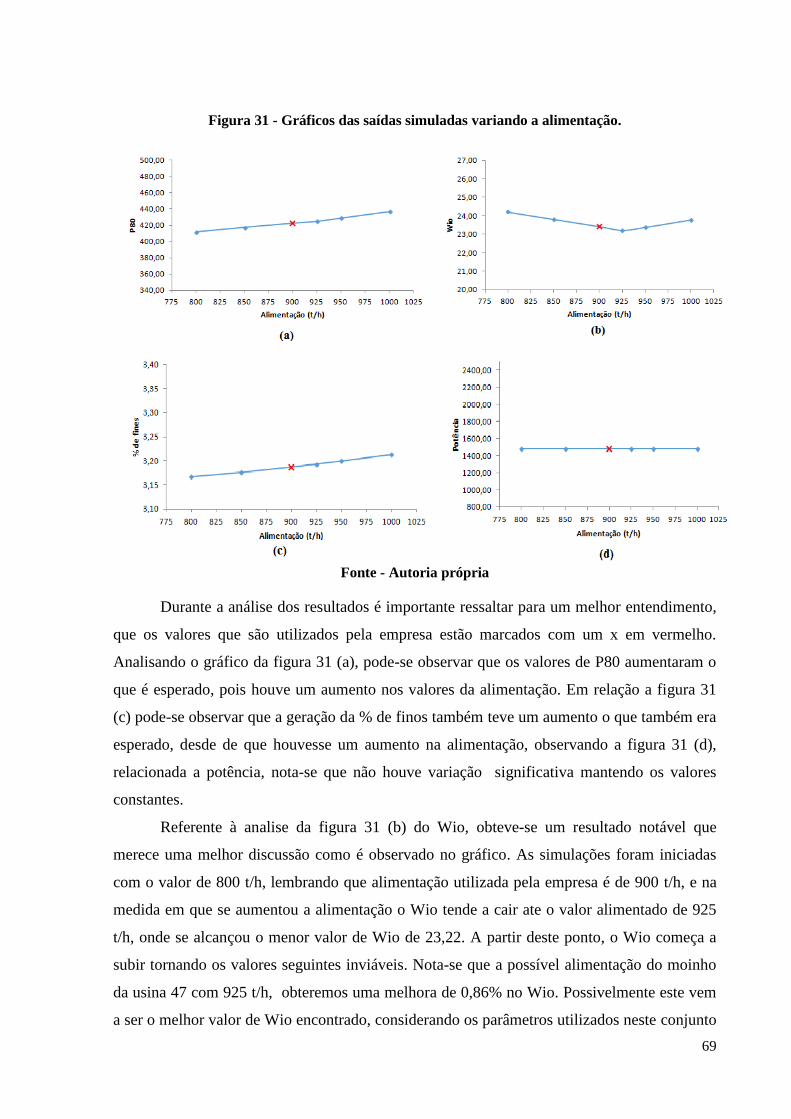
69
Figura 31 - Gráficos das saídas simuladas variando a alimentação.
Fonte - Autoria própria
Durante a análise dos resultados é importante ressaltar para um melhor entendimento,
que os valores que são utilizados pela empresa estão marcados com um x em vermelho.
Analisando o gráfico da figura 31 (a), pode-se observar que os valores de P80 aumentaram o
que é esperado, pois houve um aumento nos valores da alimentação. Em relação a figura 31
(c) pode-se observar que a geração da % de finos também teve um aumento o que também era
esperado, desde de que houvesse um aumento na alimentação, observando a figura 31 (d),
relacionada a potência, nota-se que não houve variação significativa mantendo os valores
constantes.
Referente à analise da figura 31 (b) do Wio, obteve-se um resultado notável que
merece uma melhor discussão como é observado no gráfico. As simulações foram iniciadas
com o valor de 800 t/h, lembrando que alimentação utilizada pela empresa é de 900 t/h, e na
medida em que se aumentou a alimentação o Wio tende a cair ate o valor alimentado de 925
t/h, onde se alcançou o menor valor de Wio de 23,22. A partir deste ponto, o Wio começa a
subir tornando os valores seguintes inviáveis. Nota-se que a possível alimentação do moinho
da usina 47 com 925 t/h, obteremos uma melhora de 0,86% no Wio. Possivelmente este vem
a ser o melhor valor de Wio encontrado, considerando os parâmetros utilizados neste conjunto

70
de simulação, o que geraria uma economia de energia e financeira, pois se estará moendo
mais minério com um menor consumo de energia no processo.
6.2 SIMULAÇÕES VARIANDO A VELOCIDADE CRÍTICA.
O segundo grupo de simulações que foram executadas tiveram a velocidade crítica
como parâmetro de variação. Os valores variaram de 40%, 60%, 70%, 70,76%, 80% e 90%
permanecendo, o restante dos parâmetros pré-determinados fixos conforme Tabela 8.
Lembrando que a velocidade critica usada pela empresa é de 70%.
Os primeiros resultados obtidos neste segundo grupo de simulações foram os
referentes à granulometria alcançada com a variação da velocidade crítica da moagem,
conforme tabela 13 e figura 32.
Tabela 13 - Granulometria das variações da velocidade critica no moinho da usina 47
Mesh Abertura Alimentação 40% 50% 60% 70% 80% 90%
6,00 3350,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00
8,00 2360,00 100,00 99,98 99,99 99,99 100,00 100,00 100,00
10,00 1700,00 100,00 99,86 99,89 99,92 99,94 99,96 99,97
14,00 1180,00 96,35 99,01 99,21 99,39 99,53 99,64 99,73
20,00 850,00 89,18 95,14 96,01 96,75 97,36 97,86 98,26
28,00 600,00 81,67 87,49 88,92 90,25 91,48 92,59 93,58
35,00 425,00 68,03 74,91 76,71 78,50 80,24 81,91 83,50
48,00 300,00 47,67 55,44 57,49 59,58 61,66 63,73 65,76
65,00 212,00 30,06 35,38 36,98 38,66 40,42 42,22 44,07
100,00 150,00 20,00 22,00 22,77 23,64 24,61 25,65 26,76
150,00 106,00 15,00 15,09 15,31 15,59 15,94 16,36 16,82
200,00 75,00 10,00 9,64 9,67 9,75 9,86 10,01 10,19
270,00 53,00 5,00 4,56 4,54 4,54 4,58 4,63 4,71
400,00 38,00 4,00 3,38 3,29 3,23 3,19 3,16 3,15
Fonte - Autoria própria

71
Figura 32 - Gráfico da granulometria das velocidades críticas variadas no moinho da usina 47
Fonte - Autoria própria
O valor das saídas finais obtidos nas simulações, variando a velocidade crítica, foram
os conjuntos de dados P80, Wio, % de finos e potência apresentados na tabela 14 e figura 33.
Tabela 14 - Saídas simuladas variando a velocidade critica do moinho da usina 47
Dados 40,00 50,00 60,00 70,00 70,76 80,00 90,00
P80 491,8 468,8 445,4 423,3 423,32 423,32 399,29
Wio 26,85 25,51 24,24 23,34 23,34 23,34 24,87
% Fines MD 3,38 3,29 3,23 3,19 3,19 3,19 3,15
Potencia 837 1047 1256 1465 1481,23 1674,66 1883,99
Fonte - Autoria própria
10
20
30
40
50
60
70
80
90
100
110
0 500 1000 1500
% p
ass
an
te (
µm
)
% pasante da alimentação do moinho
Alimentação
40%
50%
60%
70%
80%
90%

72
Figura 33 - Gráficos das saídas simuladas variando a velocidade crítica
Fonte - Autoria própria
No grupo de simulações variando a velocidade crítica, observou-se primeiramente os
valores de P80 na Figura 33 (a) que, com o aumento da velocidade crítica, tem-se a
diminuição do P80. Porém, nota-se que a velocidade crítica de 70% utilizada pela empresa
pode ser considerada a ideia neste grupo de simulações, pois o aumento deste valor não
acarreta uma diminuição significativa no P80. Uma observação a ser feita é que, mediante a
esta simulação, caso a empresa necessite otimizar algum parâmetro na moagem, a velocidade
crítica não é um parâmetro indicado para alteração. Na figura 33 (b), que se refere ao Wio, a
excelência do valor da velocidade crítica de 70% se mantém, pois nele se encontra o melhor
valor de Wio neste grupo de simulações (23,34). O aumento da velocidade acarreta em um
maior valor de Wio. Quando se refere a % finos observa-se na Figura 33 (c), o valor de 70%
da velocidade crítica permanece o ideial no grupo de simulações. O aumento da velocidade
gera assim mais finos. Quanto á potência Figura 33 (d), o resultado é o esperado, pois quando
se aumenta a velocidade, consequentemente ocorrera um aumento na potência.

73
6.3 SIMULAÇÕES VARIANDO A PORCENTAGEM DE ENCHIMENTO
O terceiro grupo de simulações que foram executadas tiveram como parâmetro de
variação a porcentagem de enchimento do moinho (carga moedora + material alimentado + os
espaços existentes), os valores variaram de 30%, 35%, 40%, 45%, 50% e 55% permanecendo
o restante dos parâmetros pré-determinados fixos, conforme tabela 8 . Lembrando que o valor
utilizado pela empresa é de 50%.
Os primeiros resultados obtidos no terceiro grupo de simulações foram os que se
referem à granulometria alcançada com a variação da porcentagem de enchimento do moinho,
conforme Tabela 15 e Figura 34.
Tabela 15 - Granulometria das variações da porcentagem de enchimento no moinho da usina 47
Mesh Abertura Alimentação 30% 35% 40% 45% 50% 55%
8,00 2360,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00
10,00 1700,00 100,00 99,99 99,98 99,97 99,96 99,95 99,93
14,00 1180,00 96,35 99,82 99,77 99,71 99,63 99,54 99,43
20,00 850,00 89,18 98,72 98,46 98,16 97,81 97,40 96,92
28,00 600,00 81,67 94,74 94,06 93,31 92,48 91,57 90,59
35,00 425,00 68,03 85,46 84,28 83,03 81,72 80,37 78,97
48,00 300,00 47,67 68,36 66,77 65,14 63,49 61,82 60,14
65,00 212,00 30,06 46,48 44,98 43,48 42,01 40,55 39,14
100,00 150,00 20,00 28,27 27,31 26,40 25,52 24,68 23,90
150,00 106,00 15,00 17,48 17,05 16,66 16,30 15,97 15,68
200,00 75,00 10,00 10,45 10,28 10,13 9,99 9,87 9,78
270,00 53,00 5,00 4,82 4,74 4,68 4,62 4,58 4,55
400,00 38,00 4,00 3,15 3,15 3,15 3,17 3,19 3,22
Fonte - Autoria própria
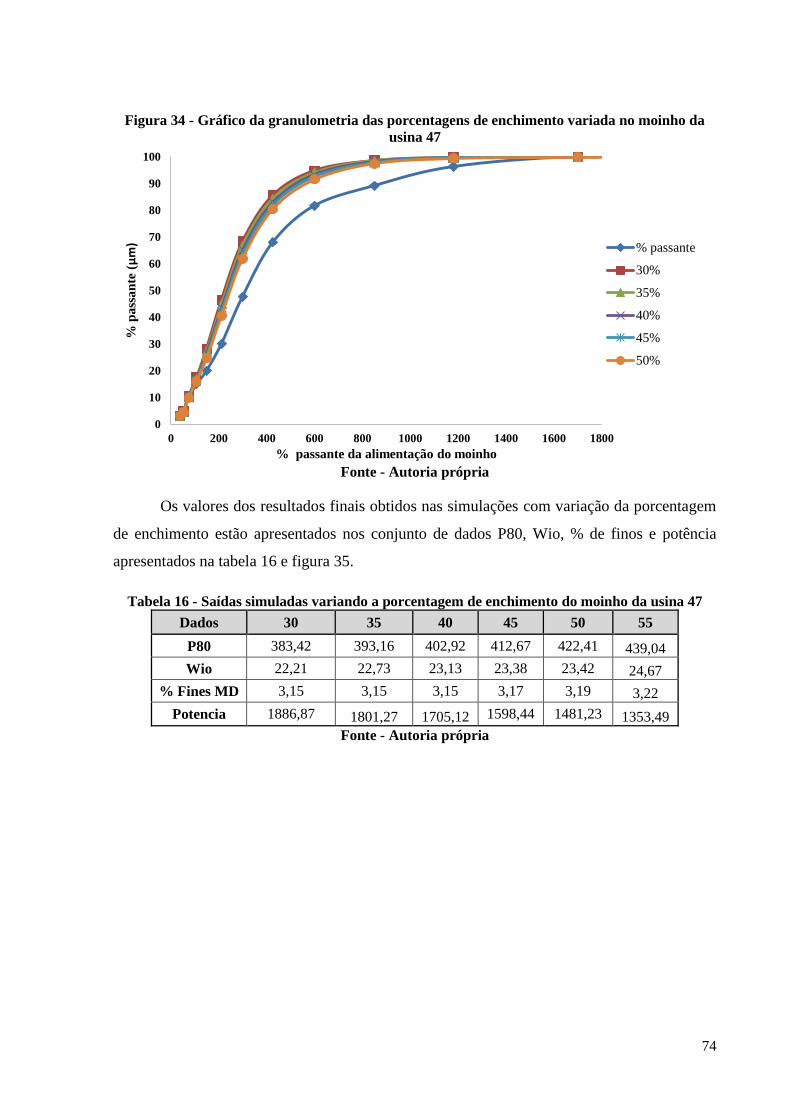
74
Figura 34 - Gráfico da granulometria das porcentagens de enchimento variada no moinho da
usina 47
Fonte - Autoria própria
Os valores dos resultados finais obtidos nas simulações com variação da porcentagem
de enchimento estão apresentados nos conjunto de dados P80, Wio, % de finos e potência
apresentados na tabela 16 e figura 35.
Tabela 16 - Saídas simuladas variando a porcentagem de enchimento do moinho da usina 47
Dados 30 35 40 45 50 55
P80 383,42 393,16 402,92 412,67 422,41 439,04
Wio 22,21 22,73 23,13 23,38 23,42 24,67
% Fines MD 3,15 3,15 3,15 3,17 3,19 3,22
Potencia 1886,87 1801,27 1705,12 1598,44 1481,23 1353,49
Fonte - Autoria própria
0
10
20
30
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400 1600 1800
% p
ass
an
te (
µm
)
% passante da alimentação do moinho
% passante
30%
35%
40%
45%
50%
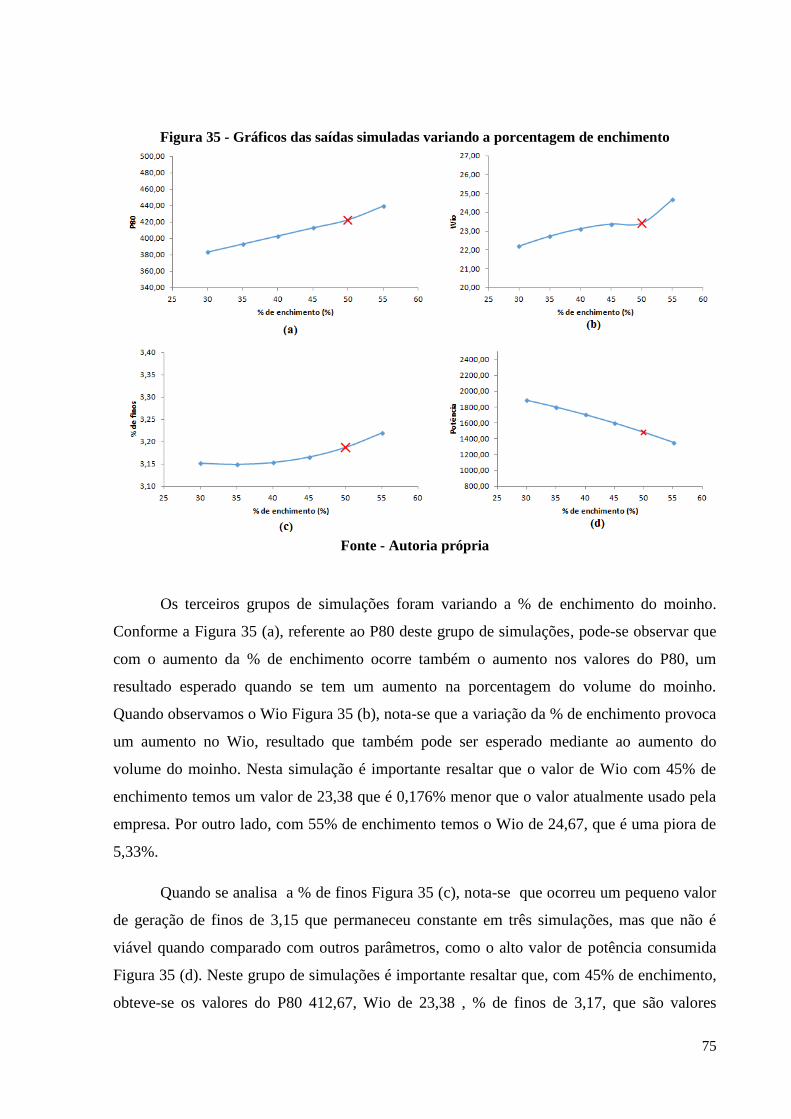
75
Figura 35 - Gráficos das saídas simuladas variando a porcentagem de enchimento
Fonte - Autoria própria
Os terceiros grupos de simulações foram variando a % de enchimento do moinho.
Conforme a Figura 35 (a), referente ao P80 deste grupo de simulações, pode-se observar que
com o aumento da % de enchimento ocorre também o aumento nos valores do P80, um
resultado esperado quando se tem um aumento na porcentagem do volume do moinho.
Quando observamos o Wio Figura 35 (b), nota-se que a variação da % de enchimento provoca
um aumento no Wio, resultado que também pode ser esperado mediante ao aumento do
volume do moinho. Nesta simulação é importante resaltar que o valor de Wio com 45% de
enchimento temos um valor de 23,38 que é 0,176% menor que o valor atualmente usado pela
empresa. Por outro lado, com 55% de enchimento temos o Wio de 24,67, que é uma piora de
5,33%.
Quando se analisa a % de finos Figura 35 (c), nota-se que ocorreu um pequeno valor
de geração de finos de 3,15 que permaneceu constante em três simulações, mas que não é
viável quando comparado com outros parâmetros, como o alto valor de potência consumida
Figura 35 (d). Neste grupo de simulações é importante resaltar que, com 45% de enchimento,
obteve-se os valores do P80 412,67, Wio de 23,38 , % de finos de 3,17, que são valores
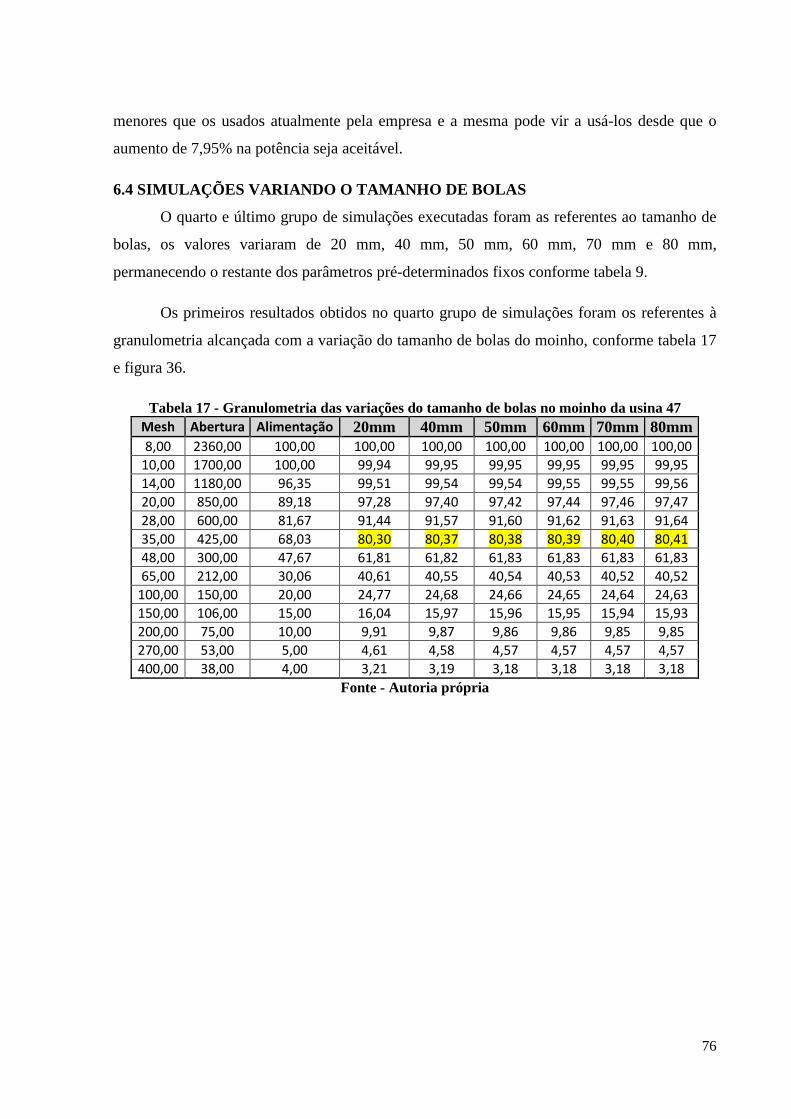
76
menores que os usados atualmente pela empresa e a mesma pode vir a usá-los desde que o
aumento de 7,95% na potência seja aceitável.
6.4 SIMULAÇÕES VARIANDO O TAMANHO DE BOLAS
O quarto e último grupo de simulações executadas foram as referentes ao tamanho de
bolas, os valores variaram de 20 mm, 40 mm, 50 mm, 60 mm, 70 mm e 80 mm,
permanecendo o restante dos parâmetros pré-determinados fixos conforme tabela 9.
Os primeiros resultados obtidos no quarto grupo de simulações foram os referentes à
granulometria alcançada com a variação do tamanho de bolas do moinho, conforme tabela 17
e figura 36.
Tabela 17 - Granulometria das variações do tamanho de bolas no moinho da usina 47
Mesh Abertura Alimentação 20mm 40mm 50mm 60mm 70mm 80mm
8,00 2360,00 100,00 100,00 100,00 100,00 100,00 100,00 100,00
10,00 1700,00 100,00 99,94 99,95 99,95 99,95 99,95 99,95
14,00 1180,00 96,35 99,51 99,54 99,54 99,55 99,55 99,56
20,00 850,00 89,18 97,28 97,40 97,42 97,44 97,46 97,47
28,00 600,00 81,67 91,44 91,57 91,60 91,62 91,63 91,64
35,00 425,00 68,03 80,30 80,37 80,38 80,39 80,40 80,41
48,00 300,00 47,67 61,81 61,82 61,83 61,83 61,83 61,83
65,00 212,00 30,06 40,61 40,55 40,54 40,53 40,52 40,52
100,00 150,00 20,00 24,77 24,68 24,66 24,65 24,64 24,63
150,00 106,00 15,00 16,04 15,97 15,96 15,95 15,94 15,93
200,00 75,00 10,00 9,91 9,87 9,86 9,86 9,85 9,85
270,00 53,00 5,00 4,61 4,58 4,57 4,57 4,57 4,57
400,00 38,00 4,00 3,21 3,19 3,18 3,18 3,18 3,18
Fonte - Autoria própria
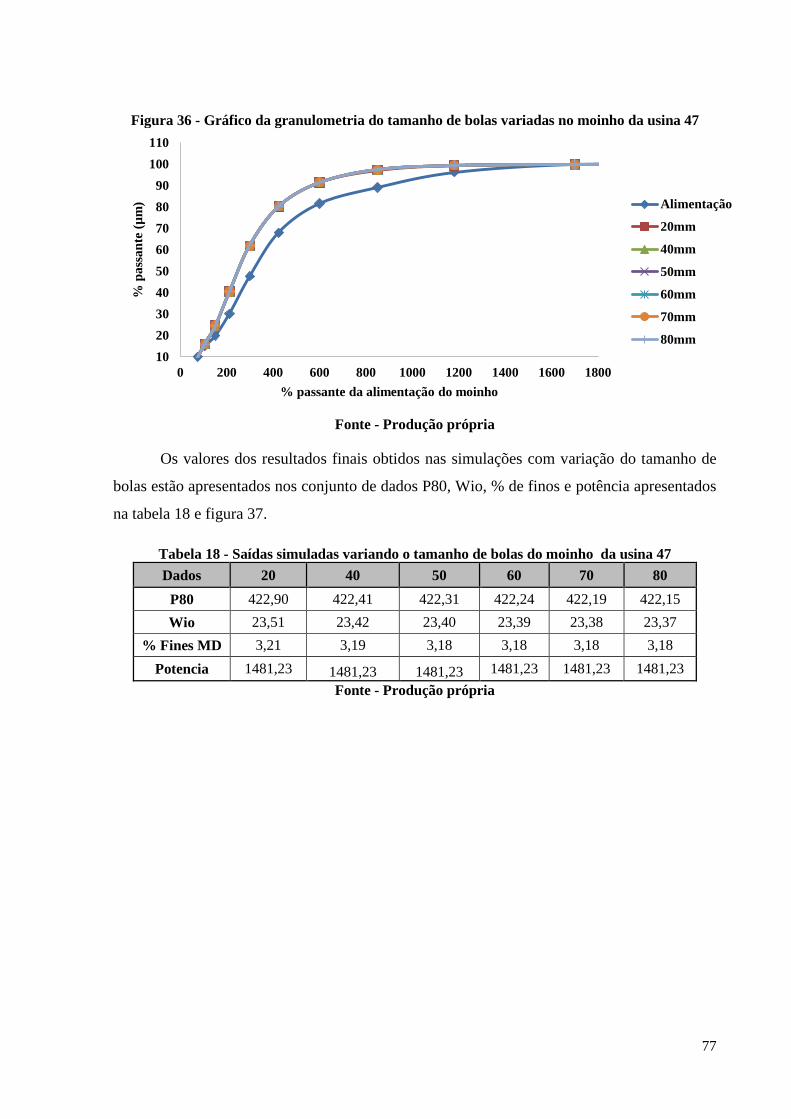
77
Figura 36 - Gráfico da granulometria do tamanho de bolas variadas no moinho da usina 47
Fonte - Produção própria
Os valores dos resultados finais obtidos nas simulações com variação do tamanho de
bolas estão apresentados nos conjunto de dados P80, Wio, % de finos e potência apresentados
na tabela 18 e figura 37.
Tabela 18 - Saídas simuladas variando o tamanho de bolas do moinho da usina 47
Dados 20 40 50 60 70 80
P80 422,90 422,41 422,31 422,24 422,19 422,15
Wio 23,51 23,42 23,40 23,39 23,38 23,37
% Fines MD 3,21 3,19 3,18 3,18 3,18 3,18
Potencia 1481,23 1481,23 1481,23 1481,23 1481,23 1481,23
Fonte - Produção própria
10
20
30
40
50
60
70
80
90
100
110
0 200 400 600 800 1000 1200 1400 1600 1800
% p
ass
an
te (
µm
)
% passante da alimentação do moinho
Alimentação
20mm
40mm
50mm
60mm
70mm
80mm

78
Figura 37 - Gráficos das saídas simuladas variando o tamanho de bolas
Fonte - Produção própria
Quando observamos o grupo de simulações referentes aos tamanhos de bolas Figura
35 (a) P80, (b) Wio, (c) % de finos e (d) potência, nota-se que o aumento dos tamanhos de
bolas não alterou significativamente as saídas analisadas. Uma observação a ser feita quanto a
este grupo de simulações é o que se refere ao receio existente na troca dos tamanhos de bolas
nas empresas. Com as simulações aplicadas neste trabalho, temos indícios de que o tamanho
de bolas não interferirá no processo, não acarretando otimizações significativas.

79
7. CONCLUSÕES
Neste trabalho, abordou-se a moagem como etapa do beneficiamento de minérios,
alguns tipos de moinhos, suas características, seus regimes de trabalho e funções. E devido ao
alto gasto de consumo energético nesta etapa do beneficiamento se faz necessário um estudo
aplicado aos moinhos de bolas. Utilizando o programa Moly-Cop Tools foram efetuadas
diversas simulações para encontrar os melhores parâmetros que descrevem o modelo
matemático da usina 47 da empresa Anglo American Fosfatos Brasil.
Pode se concluir, através das simulações executados através do programa Moly-Cop
Tools , que os resultados encontrados através dos conjuntos de simulações executadas são
coerentes e viáveis no auxilio da otimização do processo de moagem, trazendo economia
energética e financeira. O programa Moly-Cop Tools é uma ferramenta eficaz, útil e de fácil
descrição dos parâmetros de moagem para moinhos de bolas, sendo essa ferramenta útil no
cotidiano da empresa para que assim se alcance melhores resultados.
Os objetivos propostos neste trabalho foram cumpridos, uma vez que a ferramenta
Moly-Cop Tools foi estudada e praticada com os dados reais da empresa. Além disso, este
trabalho foi muito importante para o desenvolvimento do aluno, o que trouxe um grande
número de informações e novos conhecimentos.
Quanto ao processo de análise de dados, via simulação matemática, percebe-se sua
importância para possibilitar benefícios – incluindo maior lucro. Isso motiva as pesquisas
nesse campo e oportunidades de aperfeiçoamento das ferramentas utilizadas no processo de
beneficiamento mineral.
Os resultados que foram obtidos com a otimização dos parâmetros da usina 47,
resultados estes que geraram uma economia de 0,86% no Wio quando o moinho é alimentado
com 925 t/h. Ressaltando que caso para a empresa seja viável o aumento de 7,95% no valor da
potência nas simulações alternando os valores da porcentagem de enchimento com o valor
45% obtivemos valores menores que os utilizados atualmente, no Wio obtivemos 0,176% de
economia, e nos valores do P80 e % de finos também foram encontrados valores menores que
os usados atualmente. Outro ponto importante a ressaltar através deste estudo é o que refere a
granulometria, pois através das simulações não obtivemos resultados que solucionasse este
problema recorrente no cotidiano da empresa, os valores de P80 encontrados não apontam
uma melhora significante.

80
Os resultados obtidos através das simulações efetuadas são comprovados por métricas
como Wio. Essas métricas indicam se os resultados alcançados são viáveis e suas
possibilidades em questões de economia para a empresa. Um ponto a se considerar é o de que
os dados obtidos pelo simulador poderiam vir a ser verificados em escala industrial e assim
obter uma reafirmação e comprovação dos resultados aqui apresentados. Além disso, para a
execução de uma otimização mais completa do processo de moagem através do programa de
simulações Moly-Cop Tools, no moinho de fosfato da empresa, se faz necessário mais tempo
de pesquisas e estudos. Ficando aí um caminho a ser estudado, aperfeiçoado e desenvolvido
em estudos futuros.
81
8. REFERÊNCIAS
[1] BERALDO, J.L.B. Moagem de minérios em moinhos tubulares. São Paulo: Edgard
Blucher, 1987. p.143.
[2] BERGERMANN, M. Modelagem e Simulação do Circuito de Moagem do Sossego.
2009. 207p. Dissertação (Mestrado em Engenharia Mineral) – Escola Politécnica da
Universidade de São Paulo – São Paulo.
[3] CHAVES, A.P.; PERES, A. E.C. Teoria e prática do tratamento de minérios. São
Paulo: Signus Editora, 2006. v. 3.
[4] LUZ, A.B. ; SAMPAIO, J.A. ; ALMEIDA, S.L.M. Tratamento de Minérios - Quarta
Edição. 5. ed. Rio de Janeiro: Centro de Tecnologia Mineral - CETEM, 2010. 965 p.
[5] Moagem - Conceitos gerais.6ª. ed. São Paulo: Metso Minerals, 2006, 44 p.
[6] Moinhos Autógenos / semiautógenos.6º.ed. São Paulo: Metso minerals, 2006, 4 p.
[7] Moinho Vertical (VERTIMILL™) Moagem de Finos e Ultrafinos em Via Úmida. 6º. ed.
São Paulo: Metso Minerals, 2006, 7 p.
[8] Moly-Cop Tools_Version 3.0.
[9] RODRIGUES, A.R. Estudo de caso: Moagem semi autógena e de bolas. 2010.80p.
Monografia apresentada ao Programa de Pós-graduação em Engenharia de Minas -
Universidade Federal de Ouro Preto - Ouro Preto.
[10] SILVA, A.C. Simulação de moagem implementada a partir do modelo de Austin. Ouro
Preto: UFOP, 2003,198 p.
[11] SILVA,T.M. Desgate do revestimento do moinho de bolas da empresa Vale
Fertilizantes S.A unidade Catalão - GO. Ano 2013, pag 58. Trabalho de Conclusão de
Curso apresentado ao curso de Engenharia de Minas - Universidade Federal de Goiás - UFG,
Catalão - GO. (TCC)
[12] World English Dictionary, editor. St. Martin's Press, 1999,2078 p.

82
9. ANEXOS
Anexo 1 – Fluxograma da usina 47.
Mina
Britagem
Empilhadeira
Pilhas Homogeneização Moinho de Barras
Pilha A
Pilha B
Retomador
Usina de Concentração
Mineroduto
Terminal Ferroviário
Magnético
By-Pass
Eventual Operação
Misto Magnético
Alimentação MoinhoCaixa alimentação Magnéticos
Bomba 03
Bomba 05Barragem de Rejeitos
Bomba 02
Moinhos de Bolas
Classif icação
Bateria A
Bomba 25
Bomba 20
Bomba 13
Bateria C
Condicionadorde Barita
Bateria 11
Espessador de Lamas
Bomba 22
Bateria 22
Célula Flotação
Barita
Bomba Barita
Bateria D
Condicionador 2
Condicionador 3
Bomba Concentrado de Bário
Bomba 33 Bateria 33
FlotaçãoRougher C
Barragemde Rejeitos
FlotaçãoScavenger
FlotaçãoCleaner
FlotaçãoRecleaner Grosso
Bomba 103
Separador Magnético Alto Campo 1,2,3
Espessadorde Lamas
Bomba 104
Bateria 104
Concentrado FinalBomba 106
Bateria 106
Bomba 31
FlotaçãoRougher B
Moinho E
FlotaçãoRecleaner Fino
Bomba 102
Bomba 105
Bateria 102
Barragem de Rejeitos
Barragem de Rejeitos
Trommel
Caixa BombaConcentrado BaritaÁrea 76
Condicionador 1
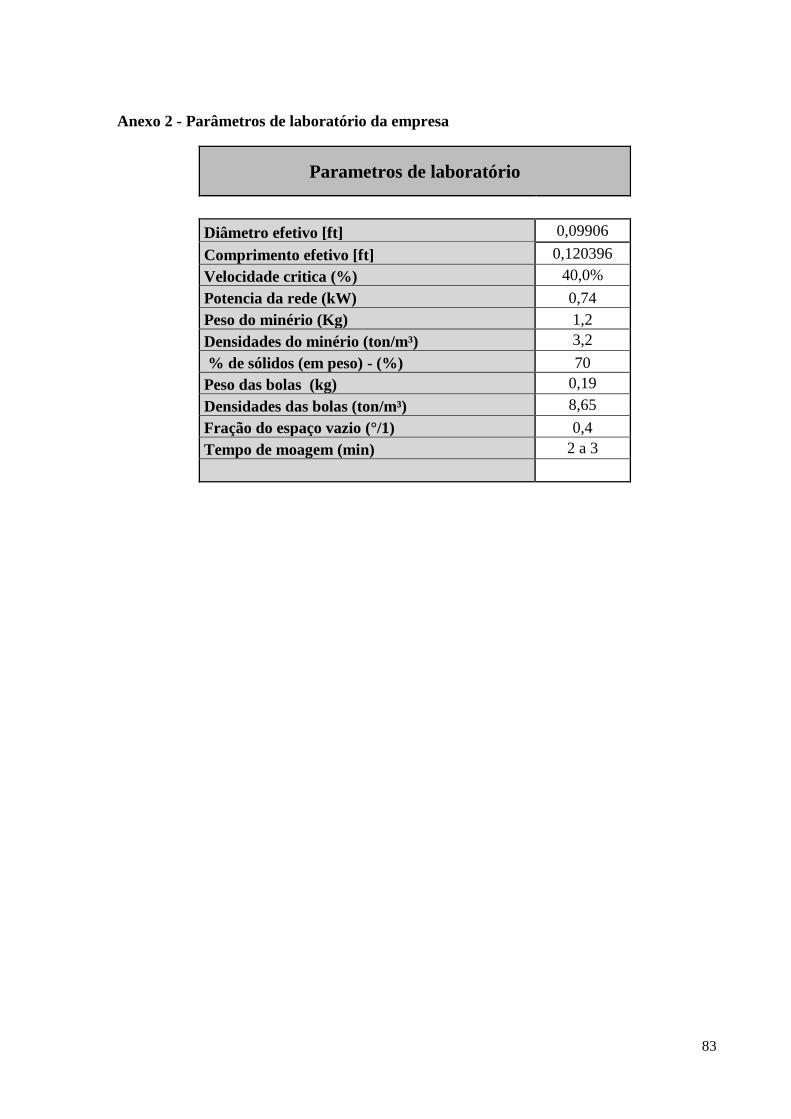
83
Anexo 2 - Parâmetros de laboratório da empresa
Parametros de laboratório
Diâmetro efetivo [ft] 0,09906
Comprimento efetivo [ft] 0,120396
Velocidade critica (%) 40,0%
Potencia da rede (kW) 0,74
Peso do minério (Kg) 1,2
Densidades do minério (ton/m³) 3,2
% de sólidos (em peso) - (%) 70
Peso das bolas (kg) 0,19
Densidades das bolas (ton/m³) 8,65
Fração do espaço vazio (°/1) 0,4
Tempo de moagem (min) 2 a 3

84
Anexo 3 - Parâmetros reais da usina moinho 47
Parametros reais da usina 47
Diâmetro efetivo [ft] 15
Comprimento efetivo [ft] 16,5
Velocidade critica (%) 70,76%
Nível total da carga de enchimento (%) 50%
Nível real do enchimento das bolas (%) 32
Enchimento da lama interticial (%) 100
% de Perdas 10
Total grosso (kW) 1641,2
% de sólidos (em peso) 68
Densidades do minério (ton/m³) 3,8
Densidade das bolas (ton/m³) 8,65
Tamanho da bola (mm) 40
Vazão do moinho TPH (seco) 900
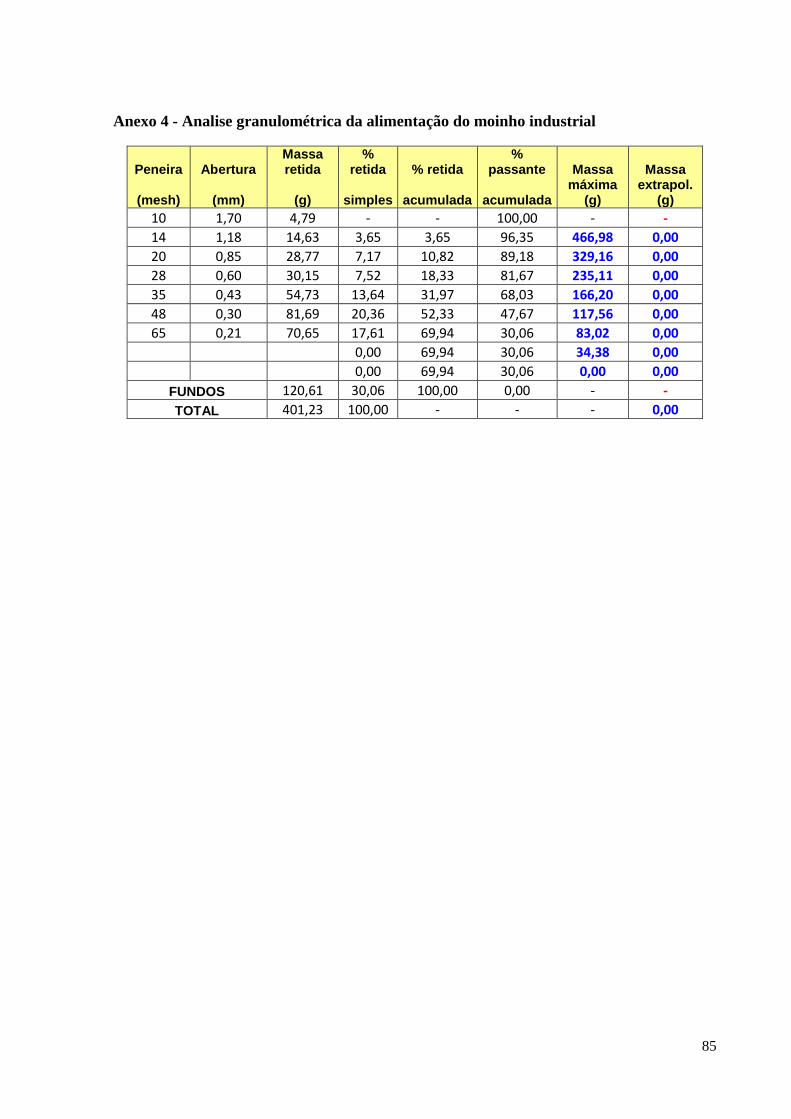
85
Anexo 4 - Analise granulométrica da alimentação do moinho industrial
Peneira Abertura Massa retida
% retida % retida
% passante Massa Massa
(mesh) (mm) (g) simples acumulada acumulada máxima
(g) extrapol.
(g)
10 1,70 4,79 - - 100,00 - -
14 1,18 14,63 3,65 3,65 96,35 466,98 0,00
20 0,85 28,77 7,17 10,82 89,18 329,16 0,00
28 0,60 30,15 7,52 18,33 81,67 235,11 0,00
35 0,43 54,73 13,64 31,97 68,03 166,20 0,00
48 0,30 81,69 20,36 52,33 47,67 117,56 0,00
65 0,21 70,65 17,61 69,94 30,06 83,02 0,00
0,00 69,94 30,06 34,38 0,00
0,00 69,94 30,06 0,00 0,00
FUNDOS 120,61 30,06 100,00 0,00 - -
TOTAL 401,23 100,00 - - - 0,00

86
Anexo 5 - Análise granulométrica do produto do moinho industrial
Peneira Abertura Massa retida
% retida % retida
% passante Massa Massa
(mesh) (mm) (g) simples acumulada acumulada máxima
(g) extrapol.
(g)
14 1,18 10,78 - - 100,00 - -
20 0,85 20,59 4,51 4,51 95,49 329,16 0,00
28 0,60 23,00 5,03 9,54 90,46 235,11 0,00
35 0,43 50,14 10,97 20,51 79,49 166,20 0,00
48 0,30 74,09 16,21 36,72 63,28 117,56 0,00
65 0,21 87,99 19,25 55,98 44,02 83,02 4,97
80 0,18 56,66 12,40 68,38 31,62 63,56 0,00
100 0,15 27,61 6,04 74,42 25,58 53,51 0,00
150 0,11 46,10 10,09 84,51 15,49 41,51 4,59
FUNDOS 70,79 15,49 100,00 0,00 - -
TOTAL 456,97 100,00 - - - 44,71
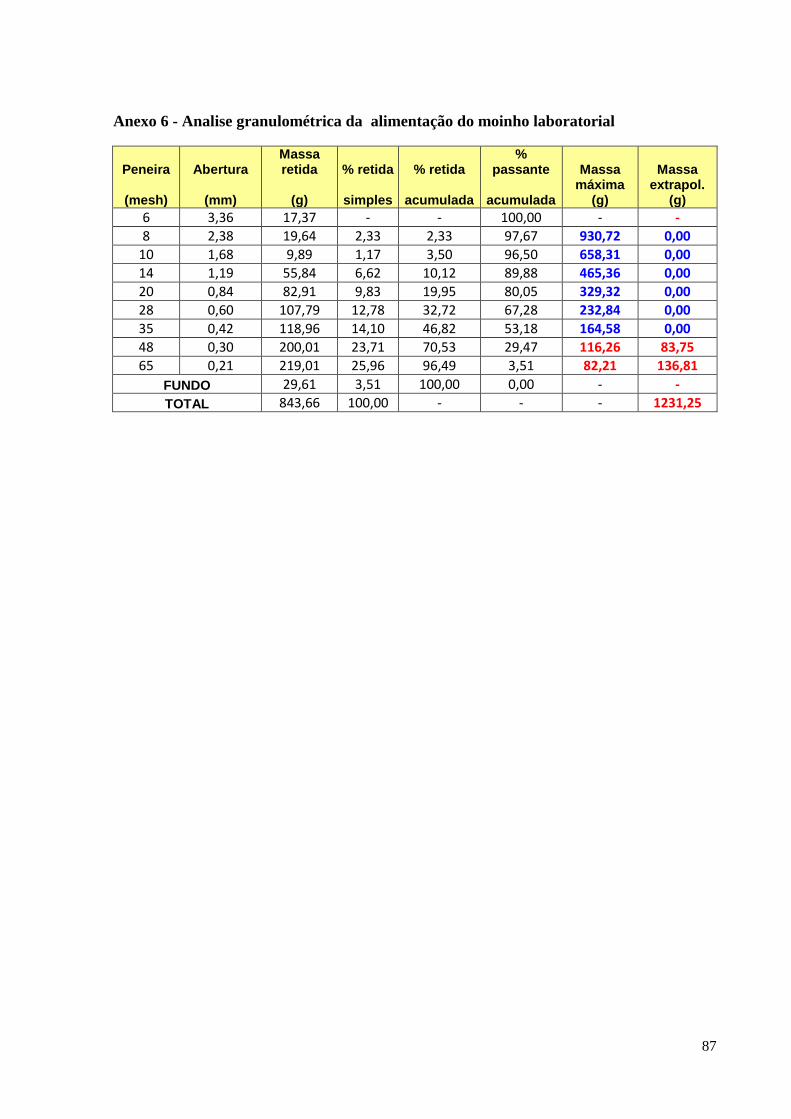
87
Anexo 6 - Analise granulométrica da alimentação do moinho laboratorial
Peneira Abertura Massa retida % retida % retida
% passante Massa Massa
(mesh) (mm) (g) simples acumulada acumulada máxima
(g) extrapol.
(g)
6 3,36 17,37 - - 100,00 - -
8 2,38 19,64 2,33 2,33 97,67 930,72 0,00
10 1,68 9,89 1,17 3,50 96,50 658,31 0,00
14 1,19 55,84 6,62 10,12 89,88 465,36 0,00
20 0,84 82,91 9,83 19,95 80,05 329,32 0,00
28 0,60 107,79 12,78 32,72 67,28 232,84 0,00
35 0,42 118,96 14,10 46,82 53,18 164,58 0,00
48 0,30 200,01 23,71 70,53 29,47 116,26 83,75
65 0,21 219,01 25,96 96,49 3,51 82,21 136,81
FUNDO 29,61 3,51 100,00 0,00 - -
TOTAL 843,66 100,00 - - - 1231,25
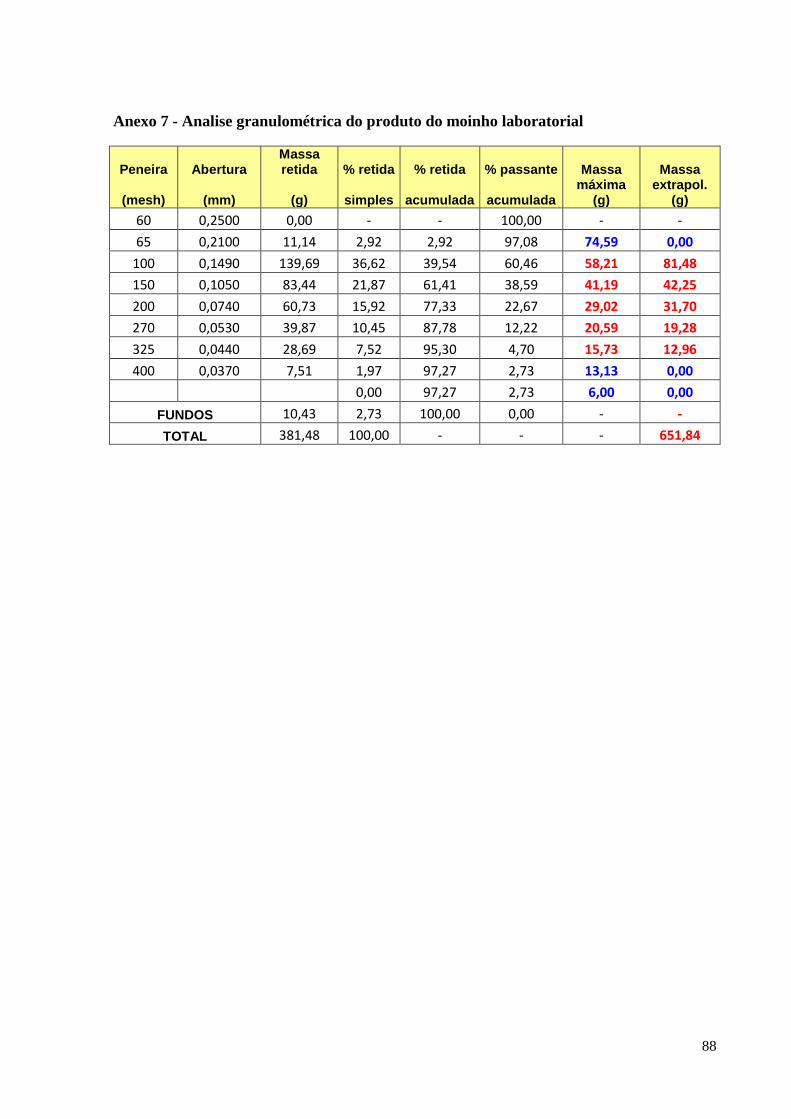
88
Anexo 7 - Analise granulométrica do produto do moinho laboratorial
Peneira Abertura Massa retida % retida % retida % passante Massa Massa
(mesh) (mm) (g) simples acumulada acumulada máxima
(g) extrapol.
(g)
60 0,2500 0,00 - - 100,00 - -
65 0,2100 11,14 2,92 2,92 97,08 74,59 0,00
100 0,1490 139,69 36,62 39,54 60,46 58,21 81,48
150 0,1050 83,44 21,87 61,41 38,59 41,19 42,25
200 0,0740 60,73 15,92 77,33 22,67 29,02 31,70
270 0,0530 39,87 10,45 87,78 12,22 20,59 19,28
325 0,0440 28,69 7,52 95,30 4,70 15,73 12,96
400 0,0370 7,51 1,97 97,27 2,73 13,13 0,00
0,00 97,27 2,73 6,00 0,00
FUNDOS 10,43 2,73 100,00 0,00 - -
TOTAL 381,48 100,00 - - - 651,84






