
Resid Upgrade and Sulfur Offerings
16 April Hotel Le Meridien New DelhiGTC Technology Day

GTC Technology Day
Unlock the Value of Heavy Oil
• Cost of feedstock makes up majority of total operation cost of a refinery
• $10+ per barrel price difference between light and heavy crude
• Soaring growth projected for heavy oil, oil sand, and asphalt production
• Diminished demand for heavy fuel oil
Heavy Oil Processing is Increasingly Important in the Refining Industry
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
10
3 b
bl o
il e
qu
iva
len
t
Global Heavy Oil Daily Production
2010
2035
2

GTC Technology Day
MARPOL Annex VI Rules for Heavy Oil
• Heavy Fuel Sulfur limit is being reduced: 3.5% to 0.5% by January 1, 2020
• Attempts to defer to 2025 have failed
• To meet the new specification, high sulfur resid is being displaced by ultra-low sulfur distillate material
• Incentive to upgrade high sulfur residual is rising to $350 per ton or more
Heavy Fuel Sulfur Reduction Has Been Set
2005 2010 2015 2020 2025 2030
5.0
4.0
3.0
2.0
1.0
0
Global
ECA
Su
lfu
r, W
t% M
ax
3
GTC Technology Day
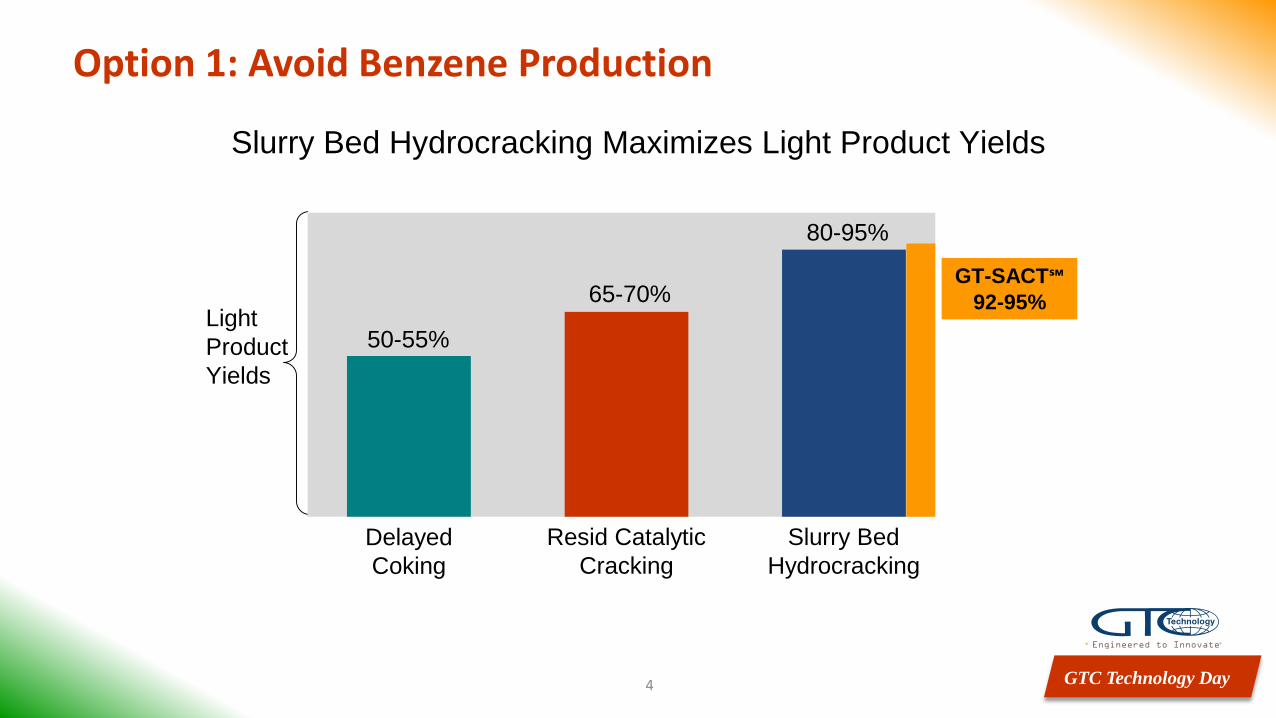
Option 1: Avoid Benzene Production
Slurry Bed Hydrocracking Maximizes Light Product Yields
GT-SACT℠92-95%
Light
Product
Yields
50-55%
65-70%
80-95%
Delayed
Coking
Resid Catalytic
Cracking
Slurry Bed
Hydrocracking
4

GTC Technology Day
Heavy Oil Hydrocracking
Fixed Bed
Reactor
Ebullated Bed
Reactor
Slurry Bed
Reactor
Operating Temp, oC 370-420 400-450 430-460
Operating Pressure, MPag 10-20 15-21 10-30
LHSV, h-1 0.2-0.5 0.2-0.8 0.3-1.0
Feed Conversion, % 20-50 50-90 >90
Conradson Carbon Limitation, % <15% <25% None
Carbon Residue Removal, % 50-70 60-80 70-90
Metals Limitation, wppm <150 <800 None
Metals Removal, % 70-90 70-95 80-95
The Slurry Bed Reactor Outperforms Other Technologies
5
GTC Technology Day
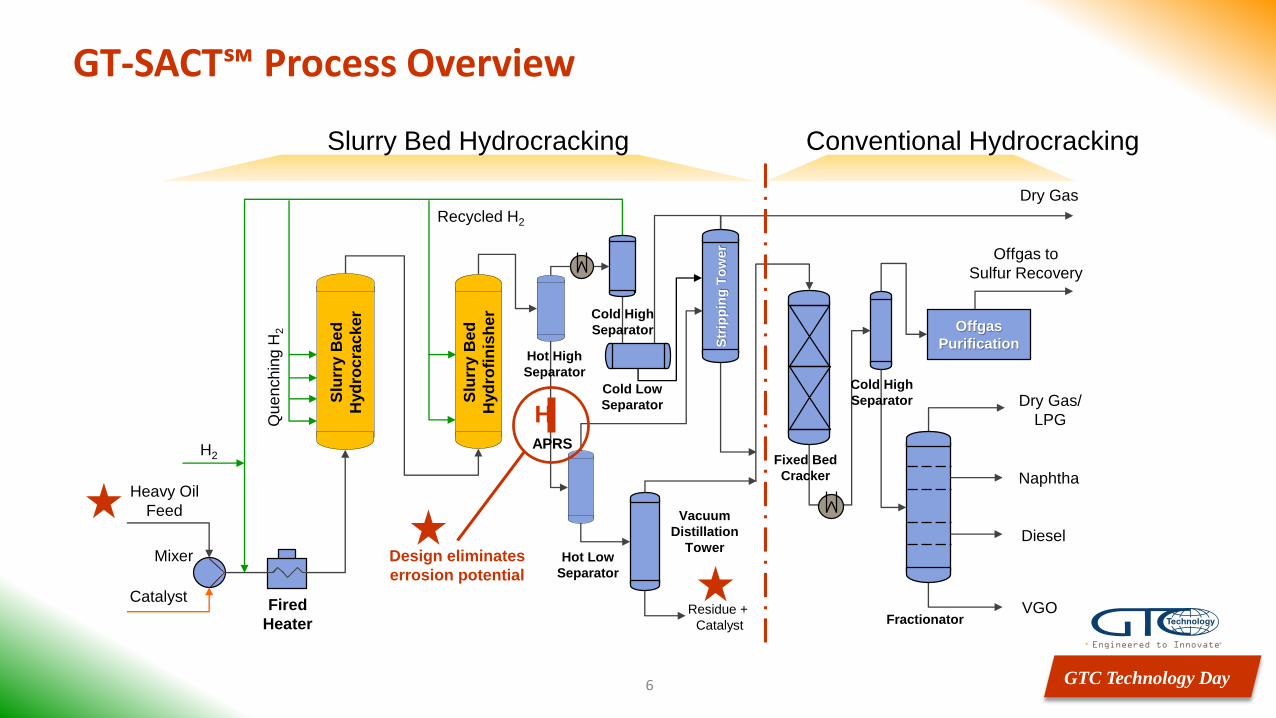
GT-SACT℠ Process Overview
H
Slu
rry B
ed
Hyd
roc
rac
ke
r
Slu
rry B
ed
Hyd
rofi
nis
he
r
Str
ipp
ing
To
wer
Offgas
Purification
Heavy Oil
Feed
Catalyst
Mixer
H2
Qu
en
ch
ing H
2
Hot High
Separator
Recycled H2
Cold High
Separator
Fired
Heater
Design eliminates
errosion potential
Hot Low
Separator
Vacuum
Distillation
Tower
Cold Low
Separator
Residue +
Catalyst
Cold High
Separator
FractionatorVGO
Diesel
Naphtha
Dry Gas/
LPG
Dry Gas
Offgas to
Sulfur Recovery
Fixed Bed
Cracker
Slurry Bed Hydrocracking Conventional Hydrocracking
APRS
6

GTC Technology Day
GT-SACT℠ Flow Dynamics
7

GTC Technology Day
GT-SACT℠ Technology Features
Proprietary Multifunctional Catalyst
• In-house engineered with full flexibility
• Customized formula to meet different feed and product requirements
• Superior anti-coking, sulfur removal, cracking and hydrogenation
8
GTC Technology Day
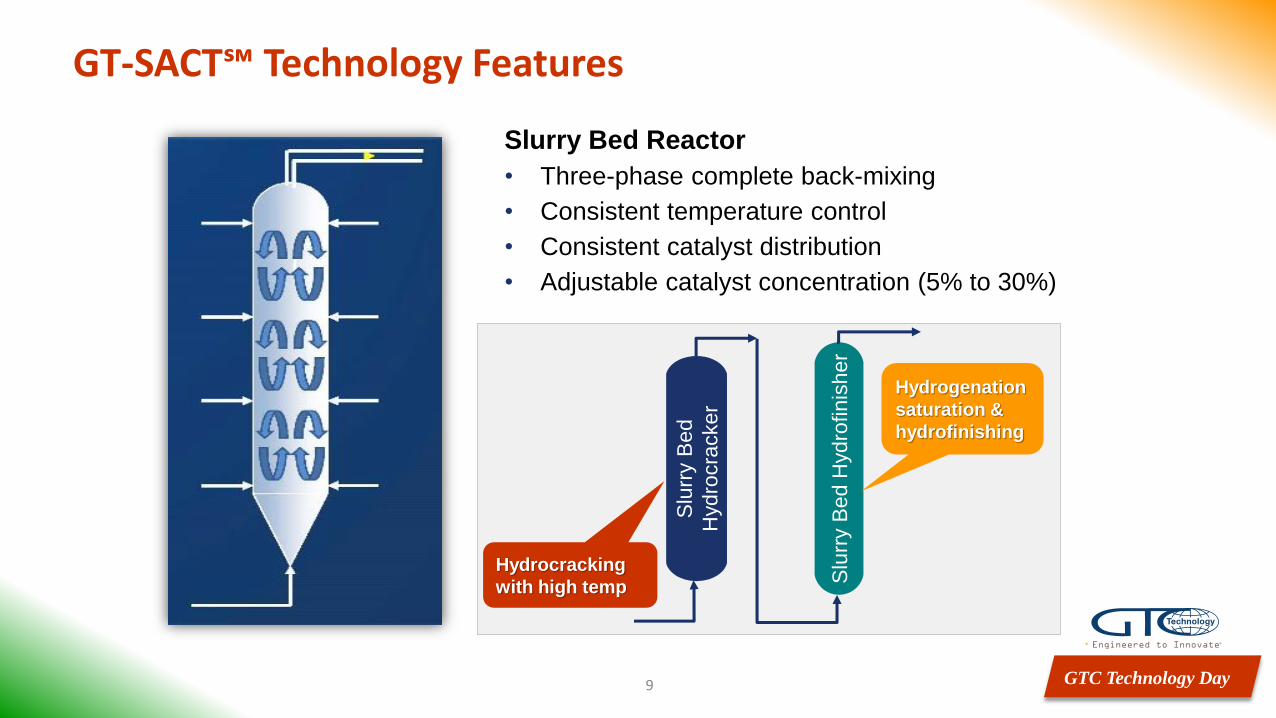
GT-SACT℠ Technology Features
Slurry Bed Reactor
• Three-phase complete back-mixing
• Consistent temperature control
• Consistent catalyst distribution
• Adjustable catalyst concentration (5% to 30%)
Slu
rry B
ed
Hydro
cra
cker
Slu
rry B
ed H
ydro
finis
her
Hydrogenation
saturation &
hydrofinishing
Hydrocracking
with high temp
9
GTC Technology Day
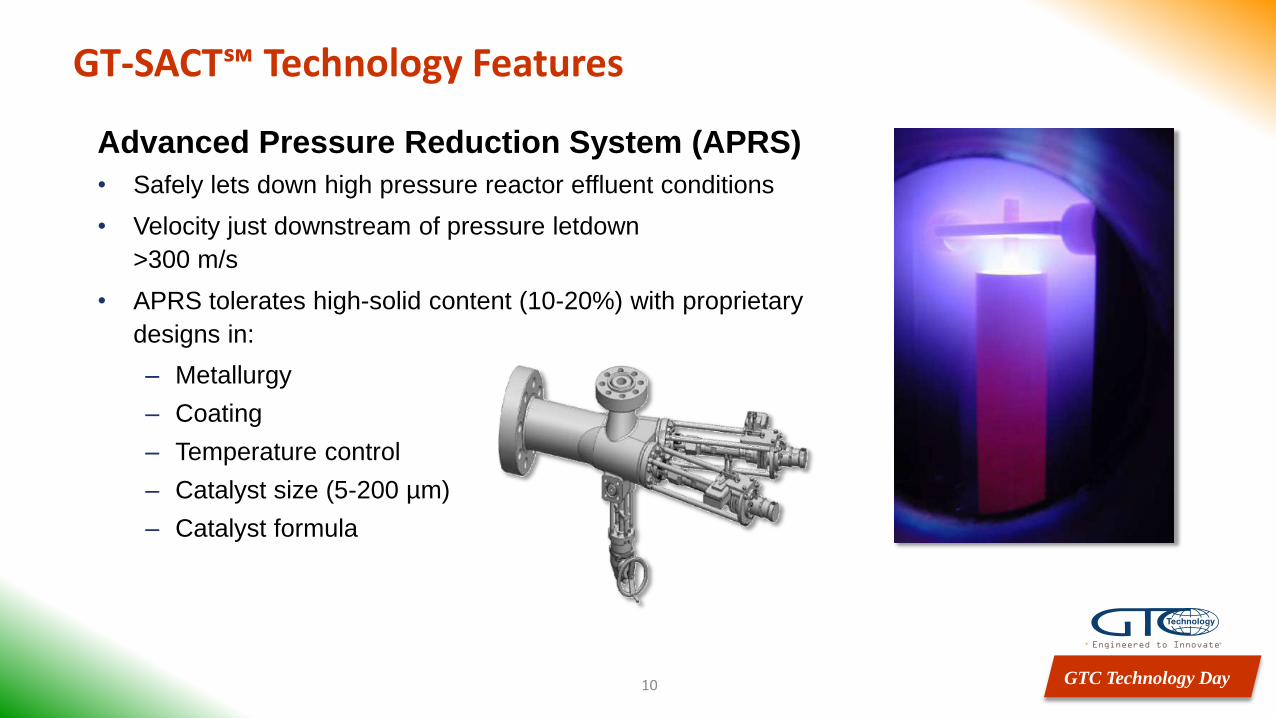
GT-SACT℠ Technology Features
Advanced Pressure Reduction System (APRS)
• Safely lets down high pressure reactor effluent conditions
• Velocity just downstream of pressure letdown
>300 m/s
• APRS tolerates high-solid content (10-20%) with proprietary
designs in:
– Metallurgy
– Coating
– Temperature control
– Catalyst size (5-200 µm)
– Catalyst formula
10

GTC Technology Day
GT-SACT℠ Technology Features
Anti-pluggingHeat Exchanger
Anti-plugging
Valve
Anti-plugging
High-pressure PumpAnti-plugging/coking
Furnace
Robust anti-plugging designs for long, stable operations
11

GTC Technology Day
GT-SACT℠ Commercial Unit
158 KTA Commercial Unit operational since Q1 2016
112

GTC Technology Day
GT-SACT℠ Commercial Unit Proven Performance
Light Product Yields: 92-95 wt%
Conversion Rate: 96-98 wt%
Feed Unit Products
13

GTC Technology Day
GT-SACT℠ Commercial Unit Performance Parameters
Feedstock Residual Feed
IBP 445 oC
5% 495 oC
20% 535 oC
50% 570 oC
95% 615 oC
Con. Carbon 17%
Density (at 20 oC) 1.0 kg/m3
Viscosity (at 100 oC) 850 mm2/s
Sulfur 1 – 2%
Resid Hydrocracker Yields Wt.%
C1-C4 3 – 4
Naphtha 14 – 18
Distillate 28 – 34
Gas Oil 40 – 46
Residue + Catalyst 2 – 4
Resid + Gas Oil
Hydrocracker YieldsWt.%
C1-C4 8 – 9
Naphtha (<5 ppm S) 24 – 26
Diesel (<2 ppm S) 67 – 68
Residue + Catalyst 2 – 4
14
GTC Technology Day
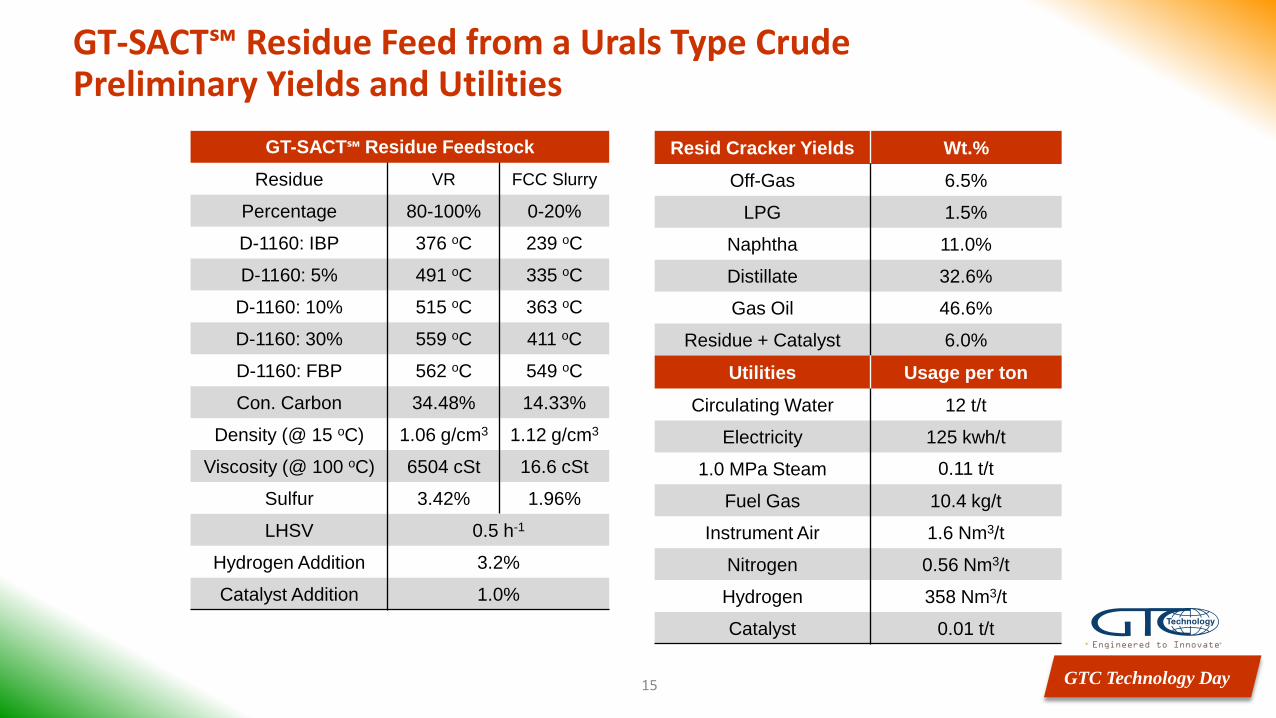
GT-SACT℠ Residue Feed from a Urals Type CrudePreliminary Yields and Utilities
Resid Cracker Yields Wt.%
Off-Gas 6.5%
LPG 1.5%
Naphtha 11.0%
Distillate 32.6%
Gas Oil 46.6%
Residue + Catalyst 6.0%
Utilities Usage per ton
Circulating Water 12 t/t
Electricity 125 kwh/t
1.0 MPa Steam 0.11 t/t
Fuel Gas 10.4 kg/t
Instrument Air 1.6 Nm3/t
Nitrogen 0.56 Nm3/t
Hydrogen 358 Nm3/t
Catalyst 0.01 t/t
GT-SACT℠ Residue Feedstock
Residue VR FCC Slurry
Percentage 80-100% 0-20%
D-1160: IBP 376 oC 239 oC
D-1160: 5% 491 oC 335 oC
D-1160: 10% 515 oC 363 oC
D-1160: 30% 559 oC 411 oC
D-1160: FBP 562 oC 549 oC
Con. Carbon 34.48% 14.33%
Density (@ 15 oC) 1.06 g/cm3 1.12 g/cm3
Viscosity (@ 100 oC) 6504 cSt 16.6 cSt
Sulfur 3.42% 1.96%
LHSV 0.5 h-1
Hydrogen Addition 3.2%
Catalyst Addition 1.0%
15
GTC Technology Day
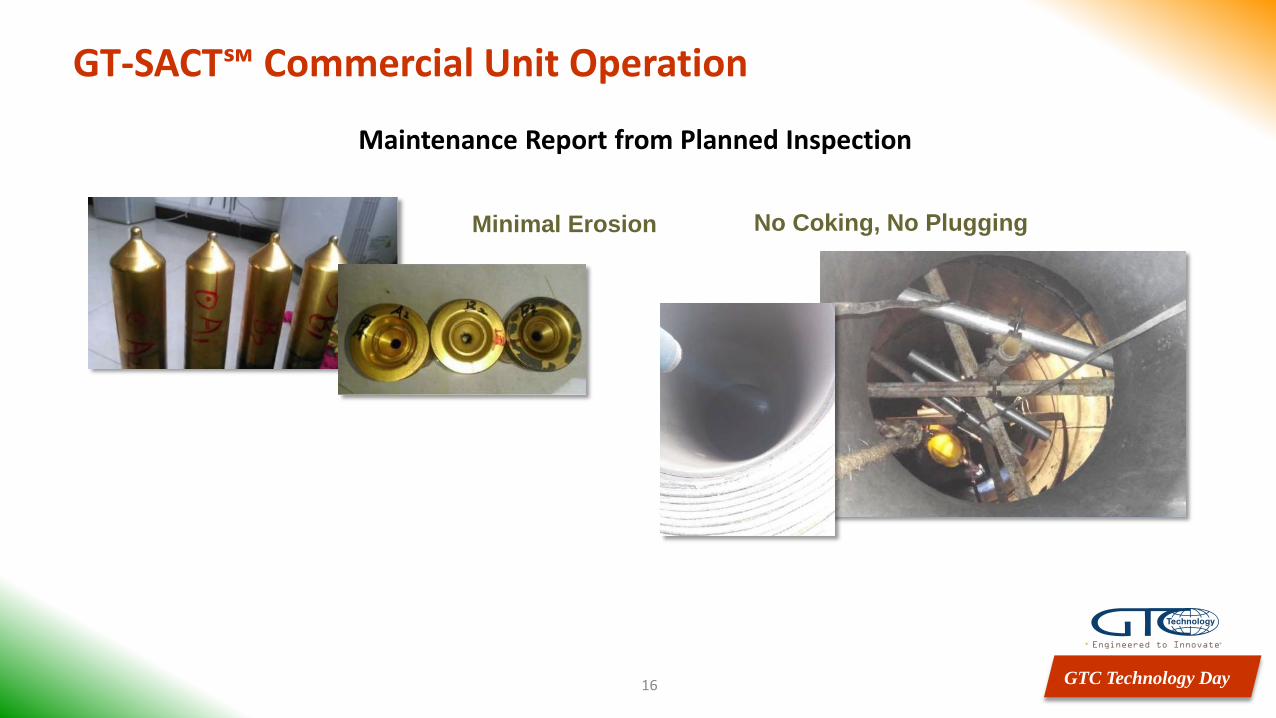
GT-SACT℠ Commercial Unit Operation
Maintenance Report from Planned Inspection
No Coking, No PluggingMinimal Erosion
16
GTC Technology Day
Slurry Bed Hydrocracking Operability
Slurry Bed Hydrocracking outperforms other technologies. It is critical to
have long, stable operation.
Technical Issues
• Coking in reactor None noted with GT-SACT℠
• Plugging in major equipment Clean and clear
• Erosions of valves and pipelines Proven operation with no failures
GT-SACT℠ offers excellent performance
in every aspect of operation
17
GTC Technology Day
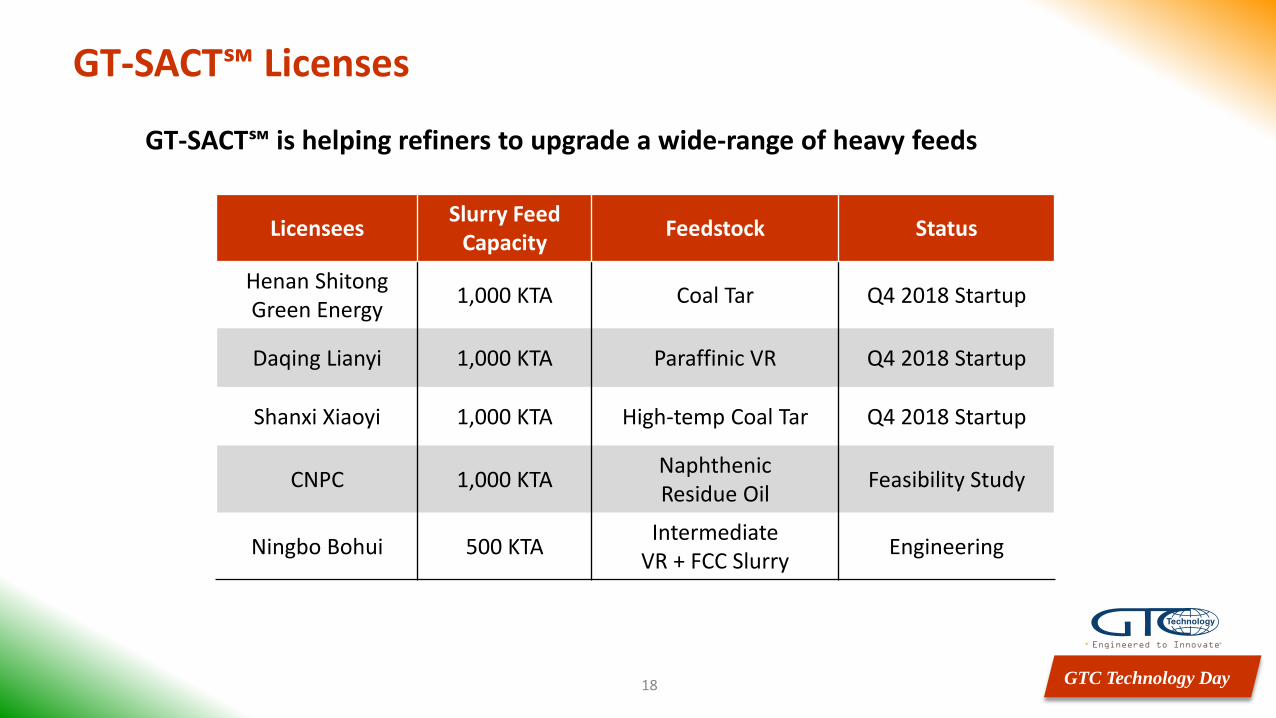
GT-SACT℠ Licenses
GT-SACT℠ is helping refiners to upgrade a wide-range of heavy feeds
LicenseesSlurry Feed
CapacityFeedstock Status
Henan ShitongGreen Energy
1,000 KTA Coal Tar Q4 2018 Startup
Daqing Lianyi 1,000 KTA Paraffinic VR Q4 2018 Startup
Shanxi Xiaoyi 1,000 KTA High-temp Coal Tar Q4 2018 Startup
CNPC 1,000 KTANaphthenicResidue Oil
Feasibility Study
Ningbo Bohui 500 KTAIntermediate
VR + FCC SlurryEngineering
18

GTC Technology Day
A better way to deal with SWSG and incremental H2S
H2S ThioSolv SWAATS Process
(Sour Water Ammonia to Ammonium ThioSulfate)
19

GTC Technology Day
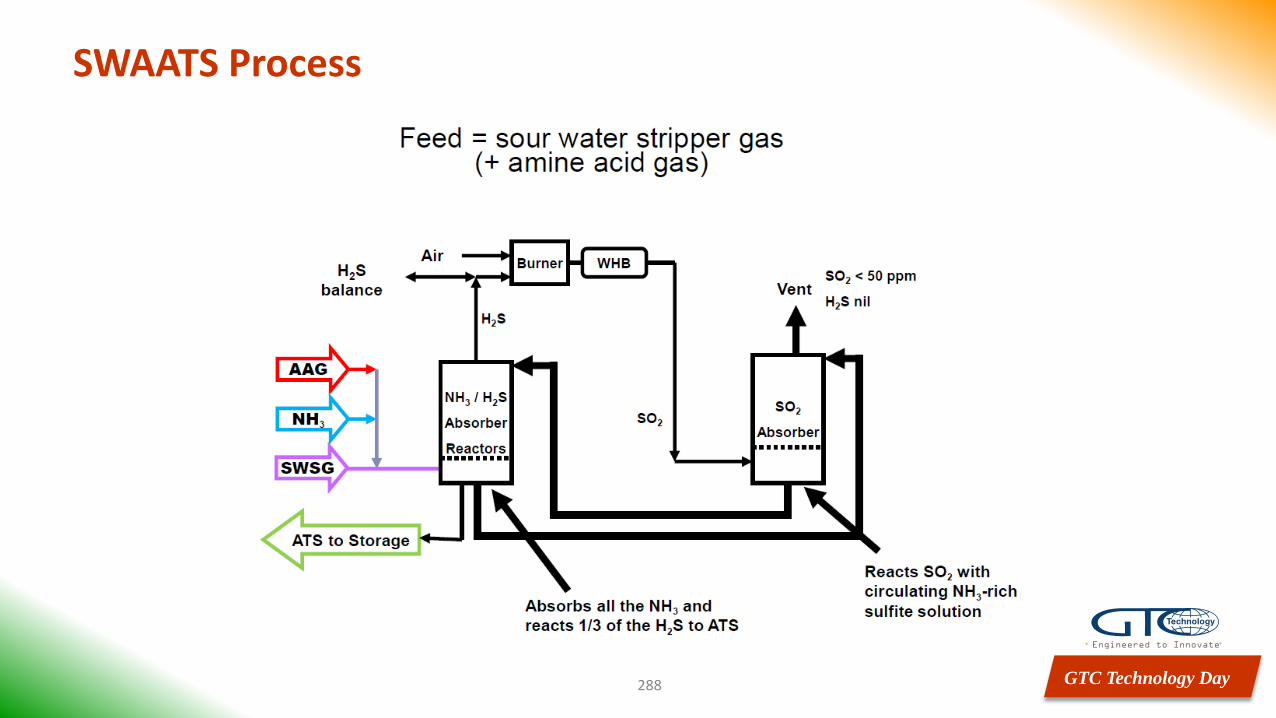
GT-SWAATS℠ Process
• Patented process owned by ThioSolv – converts SWSG into ATS
• Diverts SWSG to unload the SRU by 3x reduces SRU revamp costs
• Uses the valuable ammonia instead of destroying it away
• Can also be used to treat tail gas (idling the TGTU) to further reduce sulfur processing costs -- Could also idle the Incinerator
• GT-SWAATS lowers the cost of sulfur processing:
− Process only has 16 pieces of equipment
− Low CAPEX plus OPEX is negative Positive economics
− Could avoid the TGTU and Incinerator for grassroots unit designs
• Designated as BACT by US EPA – also reduces the H2S footprint
• Commercial deal includes guarantee off-take of the ATS
200

GTC Technology Day
Factors that increase SRU Load
• Increasing in crude capacity
• Processing a larger percentage of higher-sulfur, lower priced crudes in the crude blend
• Hydrotreatingheavier and more refractory streams
• Increasing hydrotreatingseverity to meet tighter sulfur specs of some products.
211
GTC Technology Day
Factors that result in relatively greater increases in NH3 than of H2S
• Refinery crude blend has more higher-nitrogen crude.
• Process conditions that increase S removal toward 100% also increase HDN toward 95%.
• Heavier and cracked streams previously allowed as off-road or marine diesel products with higher S specs now have to be treated to lower S spec. These contain more refractory S species and more N than the lighter, straight run fractions.
222
GTC Technology Day
Sour Water Stripper Gas Composition
• NH3 dissolves in the HDS effluent wash water and dissolves about an equal volume of H2S, so SWSG contains about 1:1 NH3:H2S.
• To prevent condensation of solid NH4HS, SWS outlet temperature has to be > 175⁰F, resulting in concentration of H2O vapor in SWSG > about 1/3 H2O molar. Higher outlet temperatures dilute the acid gas with more H2O vapor.
233
GTC Technology Day
Claus Reaction Processing H2S
Gas Flow
H2S + O
2 + N
2 ==> H
2O + N
2 + S
1 0.5 1.9 1 1.9 1 2.9
Claus pressure drop, and hence capacity, are determined
by the gas flow rate through the unit.
244

GTC Technology Day
Claus Reaction Processing SWSG
Gas H2S-eq
Flow Factor
H2S + O
2 + N
2 ==> H
2O + N
2 + S
1 0.5 1.9 1 1.9 1 2.9 1
NH3 + O
2 + N
2 ==> H
2O + N
2
1 0.75 2.8 1.5 3.3 4.8 1.7
H2O ==> H
2O
1 1 1.0 0.3
Total 8.7 3.0
255
GTC Technology Day
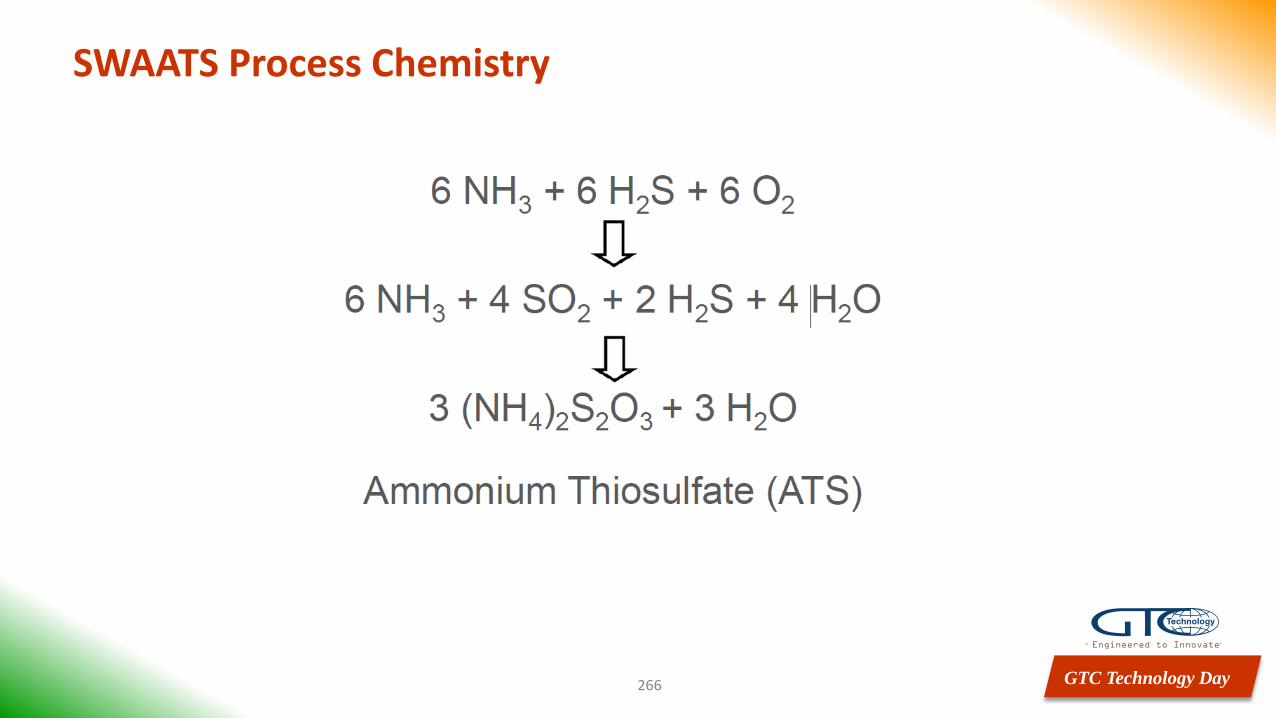
SWAATS Process Chemistry
266
GTC Technology Day
ATS Product
• 60 wt% salts in aqueous solution
• Density = 11.2 lb/gal, S.G. = 1.34
• Low toxicity
• No emission of H2S or precipitation of sulfur
• Nearly odorless
• NFPA placard 0, 0, 0
• Principal use as an advantaged fertilizer blend
277
GTC Technology Day
SWAATS Process
288

GTC Technology Day
SWAATS for SWSG + TGT
299

GTC Technology Day
SWAATS Improves SRU Operation
Improves control of H2S/ SO2ratio
– improved sulfur recovery --reduce emissions
– less upsets to the TGTU --reduce emissions
Reduces deactivation of Claus catalyst
– no NH3salt deposits
– less formation of soot in thermal reactor
Reduces SRU OPEX (beyond no SWSG)
– no NH3salts and no soot → longer Claus catalyst life
– less wear on thermal reactor refractory
– less tail gas → lowerTGTU + Incinerator Costs
30

GTC Technology Day
SWAATS: Low Operator Attention
Controlled closed-loop by in-line analyzers replaceable without shutdown.
– pH controls N/S ratio --import NH3 or S or export H2S
– O2 analyzer on combustion gas --feed-forward air control
– Density meter on liquid circulation --water addition
System is buffered by large recirculation flow compared to net feed and product flows.
System recovers from upset without intervention.
2 NH3 + SO2 + S + H2O → (NH4) 2S2O3
31

GTC Technology Day
SWAATS: Other Benefits
• Lowers SOXemissions.
• EPA set SWAATS as Best Available Control Technology (BACT) in a California
• Highly-toxic H2S is converted to innocuous ATS early in the process, reducing the chance of H2S release from leaks.
• Recovers a waste to replace on-purpose ammonia
• ATS improves plant utilization of N fertilizers, reduces loss of N as nitrate to ground water.
• Produces ATS fertilizer for national use and export.
332

GTC Technology Day
SWAATS CAPEX for SWSG
• SWAATS can eliminate the need for additional Claus, TGTU, and Incinerator capacity
• CAPEX has been shown to be considerably less than the cost of the same H2S-equivalent capacityin a conventional SRU:
• SWAATS CAPEX is: 0.5 to 1.5 MM$ per TPD of S
• 30-40+% savings vs. SRU/TGTU on TPD of S basis
• H2S-eq basis: SWSG load takes about 3x AAG load
• H2S-eq basis: CAPEX savings can be large
33

GTC Technology Day
Summary / Conclusions
• More Hydrotreating, Capacity and Severity will continue to grow globally –yielding more NH3
• Destructing NH3 is tough and costly, but necessary
• Making ATS with the SWAATS Process is a safer, more environmentally friendly, and robust option, with advantaged economics
• SWAATS can idle the TGTU (even Incin. too)
• SWAATS can be an advantaged grass-roots sulfur processing option as well.
34

GTC Technology Day
GTC Offerings in Resid Processing Summary
GT-SACT℠ is an advantaged solution for MARPOL
• Slurry hydrocracking yields high resid conversion to light products
• GT-SACT℠ is the lowest cost slurry hydrocracking option with robust designs and proven sustainable performance
• Customized catalyst formulations tailored to feedstocks and products
• Strong expertise on high-solids flow handling
GT-SWAATS is the best way to process SWSG and unload the SRU
• Needed for slurry hydrocracking, residual fuel desulfurization, etc.
35

GTC Technology Day







