
Gestão de Fabricação de Comprimidos Revestidos
Área temática: Gestão pela Qualidade
Adélia Luna
Stella Costa
Resumo: A Indústria Farmacêutica, Como um todo, pública e privada é um setor relevante para a economia e
principalmente para à Política de saúde pública. Parte Integrante do Sistema de Gestão da Qualidade, a gestão de
processos e melhorias de processos contribui para o sucesso institucional de uma organização, desde que realizada de
forma sistematizada e que seja entendida por todos da organização.
Palavras-chaves: Gestão e Melhoria de Processos. Ferramentas da Qualidade. Indústria
Farmacêutica. Processo Produtivo.
ISSN 1984-9354
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
Introdução
A indústria farmacêutica brasileira tem em seu desenvolvimento forte relação com a instituição
da saúde pública, das práticas sanitárias de prevenção e combate às doenças infecciosas, recebendo
assim, incentivo e fornecimento de recursos para alguns dos primeiros laboratórios farmacêuticos
(RIBEIRO,2001).
Em razão da relevância da indústria farmacêutica na economia e na política de saúde do Brasil,
houve necessidade do Ministério da Saúde instituir e implementar a fiscalização e a inspeção nas
indústrias farmacêuticas. Desta forma, a Secretaria de Vigilância Sanitária (SVS), do Ministério da
Saúde, determinou a todos os estabelecimentos produtores de medicamentos, o cumprimento das
diretrizes para as Boas Práticas de Fabricação e Controle (BPF), cuja segurança de uso afeta
diretamente os consumidores, em face da influência direta na saúde e na qualidade de vida da
população.
O método de análise e solução de problemas (MASP) permite o levantamento de dados e utiliza
o ciclo PDCA para a solução de problemas de maneira científica e efetiva (LIMA,2010). O Método de
Análise e Melhoria de Processos (MAMP) é uma metodologia que contribui para o planejamento, a
estruturação, a resolução de problemas e a melhoria contínua de todos os processos de trabalho
considerados fundamentais para se alcançar o objetivo do negócio (SILVA,2008).
Nesse contexto, a grande vantagem de realizar a melhoria de processos é agregar valor aos
produtos e aos serviços que as organizações prestam aos seus clientes, principalmente as organizações
públicas onde os recursos são cada vez mais escassos e as demandas cada vez mais crescentes.
A empresa objeto de estudo se encontrava com inúmeros problemas de ordem produtiva,
processos produtivos sem controle, perdas, retrabalhos e desperdícios excessivos, motivando o
desenvolvimento desta pesquisa. Portanto, considerando a importância de propor soluções para os
desvios de qualidade e garantir a realização de um processo produtivo confiável, este artigo tem o
objetivo de apresentar os principais problemas levantados e apontar uma proposta de ações corretivas,
para o processo produtivo de comprimidos revestidos, de uma indústria farmacêutica pública,
utilizando as ferramentas da qualidade.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
Metodologia
A pesquisa realizada neste estudo é classificada quanto aos meios como uma pesquisa
documental, bibliográfica, participante, porque a investigação e o estudo foram realizados no local
onde ocorrem os fenômenos. Foram utilizados documentos arquivados, material publicado em livros,
em revistas e no portal de periódicos da CAPES. Foi aplicada no próprio ambiente de trabalho, de
forma a empreender um levantamento de quesitos que irão, ao final do estudo, dar as melhores
ferramentas para a melhoria do desempenho produtivo a que se destina o trabalho.
Quanto aos fins pode ser definido como uma pesquisa, descritiva e aplicada. Descritiva, pois
pretendeu expor as características do modelo de gestão e melhoria de processos. Aplicada, pois foi
motivada pela necessidade de resolver problemas concretos, com finalidade prática
(VERGARA,2010). Realizada no período de janeiro de 2008 a outubro de 2012, em uma unidade
fabril pública podendo ser chamada também de laboratório oficial, onde são produzidos medicamentos
para atender ao Ministério da Saúde. Foram avaliados na linha de fabricação de comprimidos
revestidos dois medicamentos entitulados como medicamento X e medicamento Y, classificados como
monodroga (medicamentos com apenas 1(um) princípio ativo) e como composto (medicamentos com
mais de 1(um) princípio ativo), respectivamente. Esses medicamentos apresentam em comum o
processo de fabricação e uma matéria-prima L farmacologicamente ativa. Os sujeitos da pesquisa
foram (4) quatro supervisores sendo 2(dois) do 1º turno e 2(dois) do 2º turno e o gerente da produção,
que participam diretamente do processo produtivo de comprimidos revestidos, totalizando um grupo
de 5(cinco) colaboradores.
Para iniciar o processo de levantamento dos dados produtivos foram propostos, a Metodologia de
Análise e Melhoria de Processos (MAMP) e a Metodologia de Análise e Soluções de Problemas
(MASP). As Sete Tradicionais Ferramentas da Qualidade (Estatísticas) são: diagrama de pareto;
diagrama de causa e efeito ou diagrama de Ishikawa; histogramas; folhas de verificação; gráficos de
dispersão; fluxograma; cartas de controle; gráficos de controle (JUNIOR 2002, PALISKA 2007,
PALADINI 2004, ISHIKAWA 1986, LUCINDA 2010) e para a geração de ideias, são utilizadas as
ferramentas Braisntorming e o Brainwrinting (BRASSARD, 2004).
Segundo Digrocco (2008) as ferramentas da qualidade são técnicas que permitem analisar fatos e
dados, para a tomada de decisão com maior probabilidade de adequação à situação não conforme,
sendo assim, julgou-se necessária a aplicação de algumas destas ferramentas.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
Para está pesquisa foram utilizadas as seguintes ferramentas da qualidade: brainstorming,
diagrama de Ishikawa (Mão-de obra, Método, Medida, Máquina, Meio Ambiente e Materiais) e o
5W2H.
RESULTADOS E DISCUSSÃO
Através das ferramentas da qualidade brainstorming e o diagrama de Ishikawa (Mão-de obra,
Método, Medida, Máquina, Meio Ambiente e Materiais) foram identificados os principais problemas e
suas causas mais prováveis, para então, utilizando o 5W2H elaborar um plano de ações corretivas. Para
validar a aceitabilidade deste plano de ação junto á empresa foi realizada uma reunião com os
supervisores e o gerente de produção, que participaram da formação do brainstorming e do diagrama
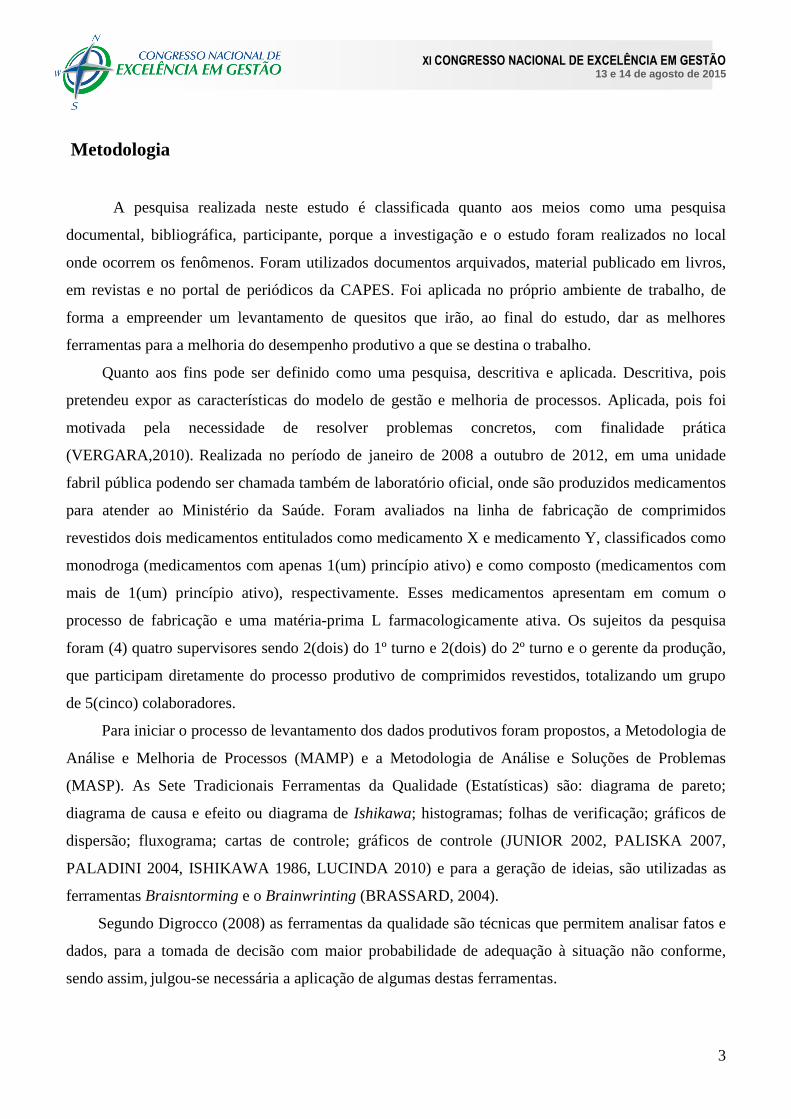
de Ishikawa. E através da técnica conhecida por flowcharts foi construído um modelo de fluxograma
vertical, técnica esta criada pelo American National Standardization Institute (ANSI), conforme alude
Oliveira(2012). Trata-se de um padrão notacional de modelagem de processos, cujo conjunto de
símbolos (objetos ou artefatos) oferecidos, se aplica muito bem à modelagem de processos
organizacionais de apoio. Segue abaixo a descrição e o mapeamento deste processo conforme
apresentado pela figura 1.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
Legenda
Conector de Página – Desvio do fluxograma de uma página para outra.
Conexão – Uma entrada ou uma saída de/ou para uma outra parte do fluxograma.
Figura 1: Mapeamento do processo produtivo de comprimidos revestidos.
Fonte: Autora
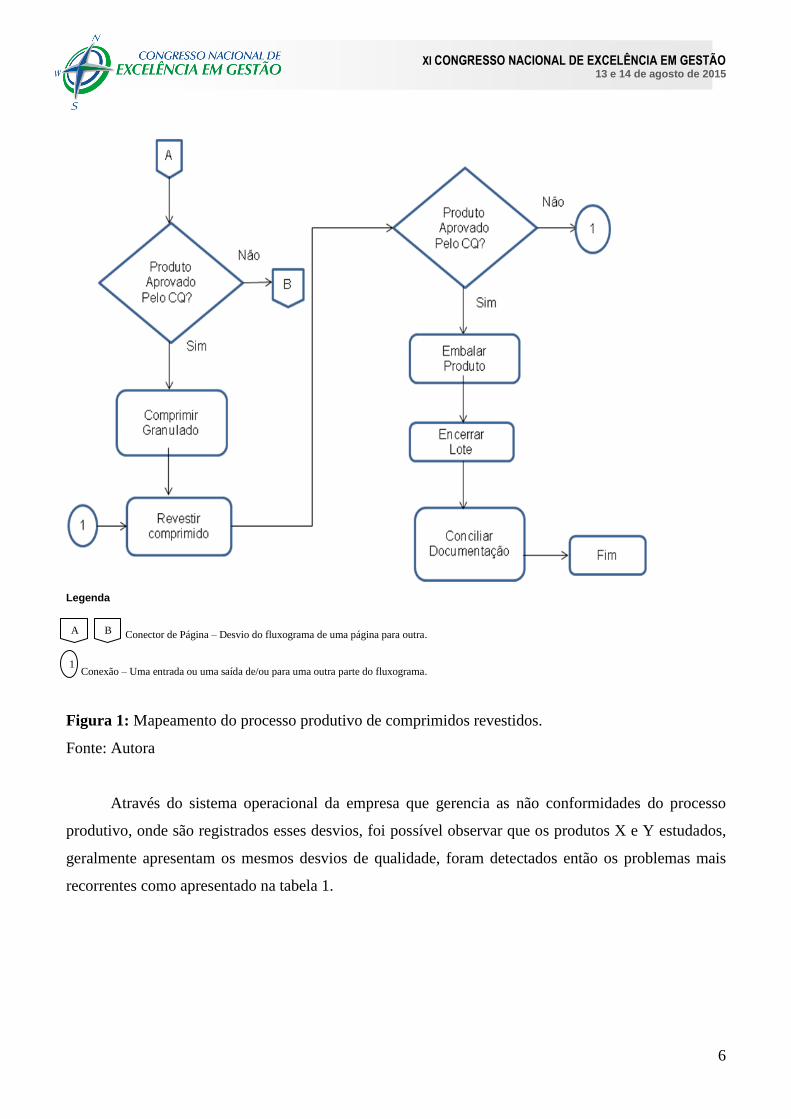
Através do sistema operacional da empresa que gerencia as não conformidades do processo
produtivo, onde são registrados esses desvios, foi possível observar que os produtos X e Y estudados,
geralmente apresentam os mesmos desvios de qualidade, foram detectados então os problemas mais
recorrentes como apresentado na tabela 1.
A B
1
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
Não
conformidade
Etapa do
processo
Causa Consequência
Dureza baixa Compressão do
comprimido
Comprimido com
baixa dureza
Desgaste nas bordas e
no corpo do
comprimido ou até
quebra
Aspecto fora da
especificação
Revestimento
Pouca resistência do
comprimido ao
revestimento
As bordas e o corpo
dos comprimidos se
desgastam durante o
revestimento devido
ao rolamento na
drageadora
Faltando
comprimido na
embalagem
Embalagem
(envase dos
frascos)
Falha na contagem
de comprimidos
(sistema eletrônico)
Frascos com menos
comprimidos que a
especificação
estabelecida
Tabela 1 - Não conformidades da empresa detectadas no sistema operacional
As etapas descritas na tabela 1 são consideradas etapas críticas do processo, porque demandam
um reprocesso, ou seja um retrabalho, o que acarreta atraso no tempo de máquina isto porque, o
produto deve ser ajustado até estar conforme com as especificações estabelecidas pela empresa. O
retrabalho consistem em:
Ajustar a pressão da máquina e ajustar a calibração do granulado a fim de colocar a dureza
dentro das especificações.
Aumentar da temperatura dentro da drageadora, para acelerar a evaporação do líquido revestidor,
e impedir que comprimidos com a dureza mais baixa que a especificação formem aglomerados
durante o revestimento.
Interromper o envase, ao detectar frascos com a quantidade diferente da especificação durante o
envase de comprimidos na embalagem.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
Através do diagrama de Ishikawa foi verificado que as variáveis, meio ambiente e medidas não
interferem nessas não conformidades, então foram desenhados diagramas com 4M´s conforme
apresentado nas figuras 2 e 3.
Figura 2: Diagrama de Ishikawa para o problema baixa dureza e aspecto do comprimido fora da
especificação.
Fonte: Autora
Figura 3: Diagrama de Ishikawa para o problema frasco do produto faltando comprimidos.
Fonte: Autora
Nos diagramas de Ishikawa, para todos os desvios, foi observado que os colaboradores
selecionados para realizarem este tipo de atividade já possuem experiência na execução deste processo
específico. Além disso, foram apresentados o contrato vigente de manutenção preventiva e corretiva
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
com a empresa terceirizada que atende à indústria, os registros feitos pela equipe de manutenção com a
data do conserto do problema, assim como sua descrição e as providências tomadas. Foi verificado
também que os procedimentos operacionais padrões são auditados anualmente pela equipe de auditoria
interna pertencente à Garantia da Qualidade da empresa e pela Agência Nacional de Vigilância
Sanitária (ANVISA) e que a validade desses procedimentos é de três (3) anos. E caso haja alguma
modificação nos procedimentos, todos os colaboradores ligados diretamente ao mesmo são treinados
imediatamente.
No diagrama de Ishikawa para os desvios baixa dureza e aspecto do comprimido fora da
especificação a causa provável é a matéria-prima de má qualidade, visto que os dossiês de produção e
os registros dos desvios no sistema gerenciador de não conformidades mostraram que a matéria-prima
L apresenta granulometria bastante variável comprometendo todo o processo de compressão e
revestimento. Tecnicamente, sabe-se que a granulometria fina é uma das causas de dureza baixa nos
comprimidos, o tamanho das partículas e a porosidade são fatores determinantes para o resultado da
compressão (Prista 1995, I vol) e para um bom revestimento deve usar-se comprimidos duros
(Prista
1995, III vol).
Entretanto este fator não reprova a matéria-prima em muitos casos, porque os parâmetros
estabelecidos pelo Controle de Qualidade são muito amplos, ou seja, a faixa de especificação é muito
larga, raramente ocasionando reprovação da matéria-prima e do produto terminado também.
No diagrama de Ishikawa para o desvio frasco do produto faltando comprimidos uma possível
causa é a máquina que envasa os frascos a qual é automatizada e possui um dispositivo para regulagem
da quantidade de comprimidos nos frascos e ainda um sistema específico de contagem de
comprimidos, que consiste em um leitor ótico, que conta cada comprimido que é lançado para dentro
do frasco. A máquina cravadora de tampas que lacra os frascos também funciona automaticamente.
Entretanto, os registros mostram que quando o processo de envase é interrompido por algum motivo e
em seguida acionado, os primeiros frascos podem apresentar contagem incorreta dos comprimidos
devido a um defeito intermitente do leitor ótico componente da contadora de comprimido.
Na tabela 2 encontra-se o plano de ação 5W2H para os problemas de dureza baixa e aspecto do
comprimido fora da especificação onde a causa provável é a granulometria irregular da matéria-prima
ativa L.
Plano 5W2H Ação
WHAT - O que deve ser Estabelecer faixa específica para granulometria. Parâmetros

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
feito? mais estreitos.
WHO – Quem são os
responsáveis pela execução?
Colaboradores do setor de desenvolvimento de produtos e
colaboradores da produção (chefias).
WHERE – Setor/ local em
que deve ser executado?
Setor de desenvolvimento de produtos e produção.
WHEN – Ocasião em que
deve ser executado?
Imediato.
WHY – Por que deve ser
executado? Qual método?
Promover a melhoria do processo produtivo, diminuir perdas e
desperdícios do produto.
HOW – De que maneira
deve ser executado? Qual
método?
Estabelecer uma faixa de especificação fixa e estreita para a
granulometria; comunicar o problema para fabricante da
matéria- prima ativa L, e solicitar fabricação dentro dos
padrões granulométricos pré-estabelecidos pela empresa;
envolver o departamento de compras dando ciência do
problema e garantir que durante as licitações, os licitados
cumpram com a especificação de compra determinada para
essa matéria-prima.
HOW MUCH – Quanto
custa pra executar?
Analisando as ordens de fabricação dos lotes com este desvio
de qualidade e lotes sem o desvio observou-se que: Lotes sem
desvio apresentam o rendimento entre 98% - 95%. Lotes com
desvio apresentam o rendimento entre 94% - 90%. A
execução da ação proverá á empresa um aumento de 4% a 5%
no rendimento dos lotes, uma economia de em média 25000
comprimidos, que não seriam descartados, considerando que o
tamanho do lote é de 500000 unidades produzidas.
Tabela 2: Plano de ação 5W2H para o desvio baixa dureza e aspecto do comprimido fora da
especificação.
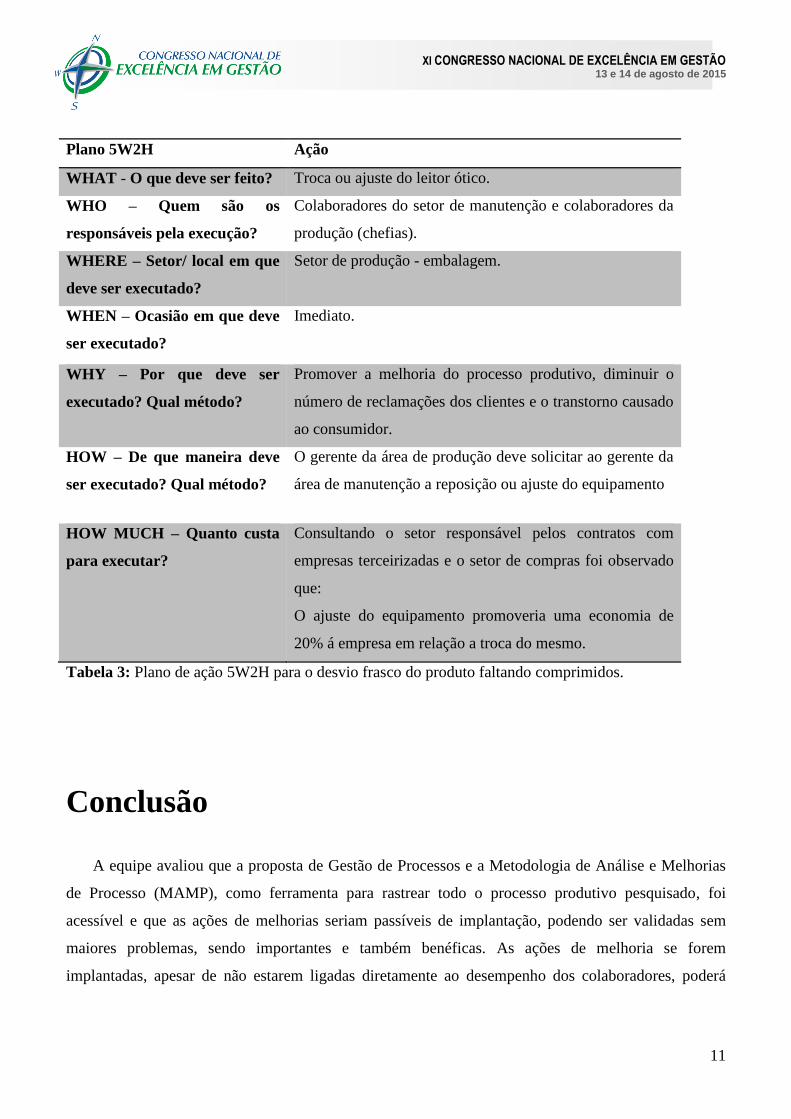
Na tabela 3 encontra-se plano de ação 5W2H para o problema frasco do produto faltando
comprimidos, onde a causa provável é a falha intermitente do leitor ótico do contador de comprimidos.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
Plano 5W2H Ação
WHAT - O que deve ser feito? Troca ou ajuste do leitor ótico.
WHO – Quem são os
responsáveis pela execução?
Colaboradores do setor de manutenção e colaboradores da
produção (chefias).
WHERE – Setor/ local em que
deve ser executado?
Setor de produção - embalagem.
WHEN – Ocasião em que deve
ser executado?
Imediato.
WHY – Por que deve ser
executado? Qual método?
Promover a melhoria do processo produtivo, diminuir o
número de reclamações dos clientes e o transtorno causado
ao consumidor.
HOW – De que maneira deve
ser executado? Qual método?
O gerente da área de produção deve solicitar ao gerente da
área de manutenção a reposição ou ajuste do equipamento
HOW MUCH – Quanto custa
para executar?
Consultando o setor responsável pelos contratos com
empresas terceirizadas e o setor de compras foi observado
que:
O ajuste do equipamento promoveria uma economia de
20% á empresa em relação a troca do mesmo.
Tabela 3: Plano de ação 5W2H para o desvio frasco do produto faltando comprimidos.
Conclusão
A equipe avaliou que a proposta de Gestão de Processos e a Metodologia de Análise e Melhorias
de Processo (MAMP), como ferramenta para rastrear todo o processo produtivo pesquisado, foi
acessível e que as ações de melhorias seriam passíveis de implantação, podendo ser validadas sem
maiores problemas, sendo importantes e também benéficas. As ações de melhoria se forem
implantadas, apesar de não estarem ligadas diretamente ao desempenho dos colaboradores, poderá

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
reduzir o desperdício de medicamentos e as inúmeras operações de retrabalho sendo mais econômico
para a empresa.
Referências
1. Brassard M. Qualidade: ferramentas para uma melhoria contínua. Rio de Janeiro: Qualitymark
2004.
2. Digrocco JR. Ferramentas da Qualidade. Administradores, São Paulo, 19, nov. 2008.
Disponível em: http://www.administradores.com.br/comunidades/ferramentas_da_ qualidade/395/.
Acesso em: 22 set 2011.
3. Ishikawa, K. TOC Total Quality Control – Estratégia a administração da qualidade. São Paulo:
Imec 1986; 220.
4. Junior VAM. Ferramentas da Qualidade. Móbile Fornecedores. (Chão de Fábrica).
Curitiba, v.15, n.146, ago 2002; 48-60.
5. Lucinda MA. Qualidade: fundamentos e práticas para cursos de graduação. Rio de Janeiro:
Brasport 2010; 167.
6. Lima LF, et. al. Análise e melhoria de processos aplicados em uma industria do setor
automotivo. In: Encontro Nacional de Engenharia de Produção,30. Maturidade e desafios da
Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente:
Anais... São Carlos 12 a15 de outubro de 2010.
7. Oliveira SB. Gestão por Processos: fundamentos, técnicas e modelos de implementação. 2a. ed.
Rio de Janeiro: Qualitymark; 2012; 316.
8. Paliska G, Pavletic D, Sokovic M. Quality tools – systematic use in process industry
2007.
9. Paladini EP. Gestão da Qualidade: teoria e prática. São Paulo: Atlas 2004.
10. Portaria SVS/MS nº16 de 6 de março de 1995.
11. Prista LN, Alves AC, Morgado R. Tecnologia Farmacêutica; I Volume; 4a
Edição – Fundação
Calouste Gulbenkian; 1995.
12. Prista LN, Alves AC, Morgado R. Tecnologia Farmacêutica; III Volume; 4a
Edição –
Fundação Calouste Gulbenkian; 1995.
13. Ribeiro MAR. Saúde pública e as empresas químico-farmacêuticas. História, Ciências,
Saúde – Manguinhos Nov 2000-fev.2001; 3(3): 607- 626.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
14. Silva ACA, Marçal LL, C NN. Aplicação do MASP, utilizando o Ciclo PDCA na solução de
Problemas no fluxo de Informações entre o PPCP e o almoxarifado de uma fábrica de refrigerantes
para o abastecimento de tampas plásticas e rolhas metálicas. In: Encontro Nacional de Engenharia de
Produção 2008; (28).
15. Vergara SC. Projetos e relatórios de pesquisa em administração. 12a..
ed. São Paulo: Atlas
2010; 94.







