Download - Gem 08802258

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 1/92
SOMMAIRE
Introduction générale
Cahier des charges...................................................................................................... 11
CHAPITRE 1: ETUDE BIBLIOGRAPHIQUE ...................................................... 12
1. Introduction...................................................................................................13
2. Les Finitions...................................................................................................13
2.1. Les finitions organiques ............................................................................ 13
2.2. Les finitions filmogènes ............................................................................ 13
2.2.1. Les finitions finigard .......................................................................... 13
2.2.2. Les types de FINIGARD .................................................................... 14
3. Cycle suivi par les pièces à traiter par le FINIGARD................................14
4. Paramètres du procédé de traitement par le FINIGARD.........................16
4.1. La forme des pièces ................................................................................... 16
4.2. La quantité de pièces à traiter au cours d’un cycle ............................... 16
4.3. Autres paramètres .................................................................................... 16
5. Principe du revêtement organo-minérale FINIGARD..............................17
6. Etat de surface requis ...................................................................................17
7. Les bains de finition organo-minérale FINIGARD 401 GU-F .................17
7.1. Matériau de la cuve .................................................................................. 17
7.2. Constitution du bain ou cuve de traitement organo-minérale ............. 18
7.3. Contrôle de la cuve .................................................................................. 18
8. Conclusion......................................................................................................19
CHAPITRE 2: SOLUTIONS TECHNOLOGIQUES............................................. 20
1.Introduction..........................................................................................................21
2.Les techniques alternatives de la finition organo-minérale ............................21
2.1. Procédé au tonneau ou en vrac ............................................................... 21

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 2/92
2.2. Procédé à l’attache ................................................................................... 22
2.3. Traitement par pulvérisation .................................................................. 24
3. Analyse fonctionnelle ...................................................................................25
4. Diagramme FAST ........................................................................................26
5. Description de la solution choisie pour la machine de traitement organo-
minérale ...............................................................................................................................28
5.1. Fonctionnement de la machine ............................................................... 28
5.2. Schéma cinématique ................................................................................ 29
5.3. Choix et description des différents systèmes de la machine de
traitement organo-minérale .......................................................................................... 30
5.3.1. Système de manutention ................................................................... 30
5.3.2. Système de rotation du panier .......................................................... 33
5.3.3. Système de chauffage ........................................................................ 39
5.3.4. Système d’agitation ........................................................................... 40
6. Conclusion .....................................................................................................42
CHAPITRE 3 : CALCUL ET DIMENSIONNEMENT ......................................... 43
1. Introduction ..................................................................................................44
2. Dimensionnement des vérins pneumatiques ..............................................44
2.1. Vérins de manutention ............................................................................ 44
2.1.1. Calcul du diamètre d’alésage du vérin ........................................... 44
2.1.2. Calcul du taux de charge corrigé ..................................................... 46
2.1.3. Calcul de l’effort dynamique à l’entrée de la tige du vérin ........... 46
2.1.4. Calcul de l’effort théorique du vérin à la sortie de la tige ............ 46
2.1.5. Calcul de la durée de vie des joints .................................................. 47
2.1.6. Vérification de la résistance de la tige au flambage ....................... 47
2.1.7. Détermination de la vitesse de déplacement ................................... 47
2.1.8. Calcul du débit d’air ......................................................................... 48
2.1.9. Les amortisseurs ................................................................................ 48
2.1.10. Calcul du diamètre de l’axe de pivotement ................................... 49
2.2. Vérin d’inclinaison ................................................................................... 51
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 3/92
2.2.1. Calcul du diamètre d’alésage du vérin ........................................... 51
2.2.2. Calcul du taux de charge corrigé ..................................................... 51
2.2.3. Calcul de l’effort dynamique à l’entrée de la tige du vérin ........... 52
2.2.4. Calcul de l’effort théorique du vérin à la sortie de la tige ............ 52
2.2.5. Calcul de la durée de vie des joints .................................................. 52
2.2.6. Vérification de la résistance de la tige au flambage ....................... 52
2.2.7. Détermination de la vitesse de déplacement ................................... 53
2.2.8. Calcul du débit d’air : ........................................................................ 53
2.2.9. Choix de la rotule et du système de fixation du vérin .................... 53
2.2.10. Calcul du diamètre de l’axe de la rotule ........................................ 54
3. Dimensionnement de l’unité de guidage .....................................................56
4. Calcul de la puissance du moteur-réducteur..............................................57
5. Calcul des engrenages...................................................................................58
5.1. Calcul du module ..................................................................................... 58
5.2. Caractéristiques des roues à denture droite normale (α = 20 °) .......... 59
5.3. Calcul de la clavette ................................................................................. 60
6. Paliers de guidage en rotation .....................................................................61
6.1. Les coussinets ........................................................................................... 61
6.2. Résultats de l’emploi des coussinets ........................................................ 62
6.3. Les roulements ......................................................................................... 63
7. Calcul de la puissance des résistances chauffantes ....................................65
7.1. Bilan d’énergie ......................................................................................... 65
7.2. Puissance des résistances chauffantes .................................................... 65
8. Calcul d’agitation .........................................................................................66
8.1. Calcul de la puissance du moteur réducteur d’agitation ..................... 66
8.2. Calcul du diamètre de l’arbre d’agitation ............................................. 66
8.2.1. Calcul de l’arbre en torsion .............................................................. 66
8.2.2. Calcul de l’arbre en flexion ............................................................... 67
9. Calcul par éléments finis ..............................................................................67

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 4/92
9.1. Résistance de la structure de la cuve ...................................................... 67
9.2. Résistance du support .............................................................................. 69
CHAPITRE 4 : COMMANDE DE LA MACHINE ................................................ 71
1. Introduction ..................................................................................................72
2. Description du système ................................................................................72
3. Organes d’automatisation ...........................................................................74
3.1. Capteur de position .................................................................................. 74
3.2. Les distributeurs ...................................................................................... 74
3.3. Contacteur ................................................................................................ 74
4. La commande semi automatique de la machine .........................................74
4.1. Circuit du moteur électrique .................................................................. 74
4.2. Circuit du moteur électrique d’agitation ............................................... 76
Circuit de commande ......................................................................................... 76
4.3. Circuit des résistances chauffantes ........................................................ 77
4.4. Schéma pneumatique des vérins pneumatiques de manutention ......... 79
4.5. Circuit de commande du vérin pneumatique d’inclinaison ................. 80
4.6. Armoire électrique : .................................................................................. 81
5. Solution Automate Programmable industriel ............................................81
6. Conclusion .....................................................................................................82
CHAPITRE 5 REALISATION ET ETUDE ECONOMIQUE ............................. 83
1. Introduction ..................................................................................................84
2. Fabrication de la cuve...................................................................................84
3. Fabrication du support de la charge............................................................87
4. Montage de la machine ................................................................................88
4.1. Montage du guidage linéaire ................................................................... 88
4.2. Montage du support du panier: ............................................................... 88
5. Etude économique ........................................................................................88

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 5/92
5.1. Coût de la matière première ................................................................... 89
5.2. Coût de la fourniture ............................................................................... 89
5.3. Coût de la sous-traitance ......................................................................... 90
5.4. Coût global de la machine ....................................................................... 91
6. Conclusion .....................................................................................................91

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 6/92
Liste des figures
F igur e 1.1: Pièces traitées ........................................................................................... 15
F igur e 1.2: Cycle suivi par une pièce à traiter.............................................................16
F igur e 2.1: Procédé au tonneau...................................................................................21
F igur e 2.2: Procédé à l’attache sur des balancelles.....................................................22
F igur e 2.3: Procédé à l’attache par des supports.........................................................23
F igur e 2.4: Exemples de pièces traitées par le procédé à l’attache..............................23
F igur e 2.5 traitement par pulvérisation ..................................................................... 24
F igure 2.6: Actigramme A-0.........................................................................................25
F igur e 2.7: Graphe d''association................................................................................ 26
F igur e 2.8: Diagramme FAST...................................................................................... 27
F igur e 2.9: Le panier.................................................................................................... 28
F igur e 2.10: Schéma cinématique de la machine.........................................................29
F igur e 2.11: Système de guidage par galets................................................................. 32
F igur e 2.12: Guidage linéaire par douilles à billes.......................................................32
F igur e 2.13: Douilles à billes ....................................................................................... 33
F igur e 2.14: Engrenages à dentures droites..................................................................33
F igur e 2.15: Absorption d’humidité (%) à saturation dans l’eau.................................35
F igur e 2.16: Eprouvette de traction..............................................................................36
F igur e 2.17: Courbe de traction du 1er essai................................................................ 37
F igur e 2.18: Courbe de traction du 2éme essai.............................................................37
F igur e 2.19: Courbe de traction du 3éme essai........................................................... 38
F igur e 2.20: Courbe contrainte en fonction de la déformation....................................38
F igur e 2.21: Résistances électriques blindées (sans ou avec ailettes)..........................39
F igur e 2.22: Types d'agitateurs.....................................................................................40
F igur e 2.23: Machine de traitement organo-minérale...................................................41
F igur e 3.1: Vérin pneumatique...................................................................................... 45
F igur e 3.2: Symbole vérin double effet avec amortisseur pneumatique........................ 48
F igur e 3.3: Principe de l'amortissement pneumatique.................................................. 48
F igur e 3.4: Modélisation du support ............................................................................ 53
F igur e 3.5: Résultat de la réaction du support.............................................................. 54
F igur e 3.6: Unité de guidage linéaire............................................................................56

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 7/92
F igur e 3.7: Clavette forcée…………………………………………………………………... 59
F igur e 3.8: Types de coussinets……………………………………………………………... 60
F igur e 3.9: Montage d'un coussinet ………………………………………………………… 61
F igur e 4.1: GRAFCET de la partie commande…………………………………………... 72
F igur e 4.2: Circuit de puissance du moteur électrique…………………………………... 74
F igur e 4.3: Circuit de commande du moteur électrique………………………………….74
F igur e 4.4: Circuit de puissance du moteur d'agitation………………………………….75
F igur e 4.5 : Circuit de commande du moteur d'agitation………………………………..76
F igur e 4.6: Circuit de puissance des résistances électriques …………………………...76
F igur e 4.7: Circuit de commande des résistances électriques………………………….. 77
F igur e 4.8: Schéma pneumatique des vérins de manutention…………………………... .78
F igur e 4.9: Schéma pneumatique du vérin d'inclinaison……….………………………...79
F igur e 4.10: Armoire électrique…………………………………………………………….. 80
F igur e 5.1 : Découpage par presse ………………………………………………………... 83
F igur e 5.2: Découpage avec plasma………………………………………………………...84
F igur e 5.3: Pliage sur presse plieuse………………………………………………………..85
F igur e 5.4: Presse plieuse……………………………………………………………………. 85
F igure 5.5 : La cuve………………………………………………………………………… 86
F igur e 5.6: Le support ................................................................................................. 87

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 8/92
Liste des tableaux
Tableau 1: Mesure de l’expérience ............................................................................. 36 Tableau 2: Calcul de l’effort dynamique des vérins ................................................... 45 Tableau 3: Calcul du diamètre d’alésage de la tige des vérins de manutention .......... 45 Tableau 4 : Calcul du taux de charge corrigé.............................................................. 46 Tableau 5: Paramètres de la résistance de la tige ....................................................... 47 Tableau 6: Résistance au cisaillement de l’axe de pivotement ................................... 50 Tableau 7: Calcul diamètre du vérin d’inclinaison ..................................................... 51 Tableau 8: Taux de charge du vérin d’inclinaison ...................................................... 52 Tableau 9: Paramètres de calcul.................................................................................. 53 Tableau 10: Calcul diamètre de l’axe de la rotule ...................................................... 55 Tableau 11: Calcul de la puissance du moteur ............................................................ 58 Tableau 12: Calcul du module d’engrènement ........................................................... 59 Tableau 13: Caractéristiques des roues ....................................................................... 60 Tableau 14: Dimensionnement de la clavette ............................................................. 60 Tableau 15: Dimensionnement des coussinets............................................................ 62 Tableau 16: Durée du roulement..................................................................................62
Tableau 17: Calcul de la charge dynamique du roulement en position verticale.........63
Tableau 18: Calcul de la charge dynamique du roulement en position inclinée..........63
Tableau 19: Les capteurs..............................................................................................71
Tableau 20: Les actionneurs.........................................................................................71
Tableau 21: Coût de la matière première…..................................................................88
Tableau 22: Coût du matériel pneumatique……………………………………….…88Tableau 23: Coût du matériel électrique……………………………………………..89
Tableau 24: Coût des accessoires…………………….………………………………89
Tableau 25: Coût de la sous-traitance…………………………………….………….89
Tableau 26: Coût global de la machine………………………………………………90

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 9/92
Introduction générale
Le traitement de surface est un procédé appliqué à des pièces pour conférer à leur
surface une propriété particulière tout en conservant les propriétés propres au matériau de
base.
Le traitement de surface passe par des opérations de nature physique, chimique ou
électrochimique en vue d’obtenir une protection contre la corrosion, une amélioration des
caractères physiques ou une amélioration d’aspect. Les traitements anticorrosion sont les plus
fréquemment eff ectués. Les domaines d’application du procédé sont essentiellement
l’automobile, la cosmétique et l’électronique.
Vu que les exigences des domaines d’application sont de plus en plus sévères, les
technologies de traitement de surface sont en développement constant assuré par
l’optimisation des outils de production et l’amélioration des conditions de travail.
L’automatisation des moyens de production sont fortement demandé pour m inimiser le temps
de production.
Dans ce cadre la société SKG, spécialisée dans le domaine de chromage et de
traitement de surface des pièces mécanique, a proposé au Département Mécanique de l’ENISun projet de fin d’études qui consiste à la conception, l’étude et la réalisation d’une machine
destinée à l’application de la finition organo-minérale sur des pièces mécaniques. C’est le
sujet de ce présent travail.
L’opération de traitement de surface considérée dans ce travail se fait actuellement
d’une façon manuelle. Elle consiste à récupérer un ensemble de pièces de masse de 50 kg, les
mettre dans un panier perforé et les plonger dans un bain de FINIGARD pendant un faible
temps allant de 30s à 1 min. L’opérateur fait agiter le panier dans le bain pour s’assurer que
toute la surface de chaque pièce est attaquée par le FINIGARD. Il dégage par la suite le panier
du bain et il essaye de le basculer à droite et à gauche pour faire couler l’excès de
FINIGARD. Ce traitement est suivi d’une opération de séchage qui consiste à enfermer un
panier contenant les pièces, dans une machine et l’entrainer en rotation tout en soufflant de
l’air par une pompe centrifuge. L’objectif de ce présent travail consiste à la réalisation d’une
machine qui automatise l’opération de traitement et qui garantie une qualité désirée.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 10/92
Pour répondre à ce besoin et réaliser une nouvelle machine, plusieurs étapes sont
nécessaires. Dans ce présent manuscrit on présente l’essentiel de ces étapes. On a donc cinq
chapitres :
Un premier chapitre qui résume une étude bibliographique sur le procédé de traitement
sujet de ce présent travail.
Un second chapitre est destiné à la proposition et au choix des solutions
technologiques nécessaires pour la machine à réaliser.
Un troisième chapitre donnant l’essentiel des étapes de dimensionnement des
différents organes de la machine.
Un quatrième chapitre présentant la commande de la machine, le câblage électrique et
pneumatique des différents composants.
Un cinquième chapitre décrivant les étapes de la réalisation et donnant le coût de la
machine. Le rapport est achevé par une conclusion générale.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 11/92
Cahier des charges
Présentation de l’entreprise :
SKG
Société Krichen Galvanoplastie
Route de l’aéroport Km 4.5 BP92 Cité el Bahri 3064
Sfax - Tunisie
Projet :
Etude, conception et réalisation d’une machine de traitement organo- minérale sur des
pièces en vrac.
Définition de l’objectif du projet :
Traitement de surface par application du FINIGARD de façon homogène sur des
pièces de formes et géométries variables.
Ce travail s’effectue à l’instant manuellement. Notre projet aboutira donc à une
amélioration des conditions de travail d’une part, et permettra un gain de temps de production
d’autre part.
Description de la solution :
Caractéristiques fonctionnelles :
Capacité de chargement : 50 Kg
Nombre de tour du panier : 4 à 10 réglable
Volume du panier : 0.055 m 3
Encombrement : 1384 x 1355 x 2100 (L x l x H)

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 12/92
CHAPITRE
ETUDE BIBLIOGRAPHIQUE

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 13/92
Chapitre 1 : Etude bibliographique
[ 13 ] ENIS SKG
1. Introduction
Chaque type de finition concerne un ou divers domaines bien spécifiés tel que la
finition dans le domaine d’usinage, la peinture, les traitements thermiques, les traitements de
surface...
La diversité de domaines des opérations de finition donne naissance à plusieurs
procédés. Ces procédés sont variés allant de l’utilisation des citernes aboutissant à un travail
unitaire, concernant des ensembles de grandes dimensions, jusqu’à traitement de pièces de
petite taille en vrac.
On s’intéresse dans ce projet, au domaine de traitement de surface des pièces
mécaniques de faibles dimensions par procédé en vrac.
2. Les Finitions
Le rôle des finitions est d’ajouter des propriétés particulières aux traitements de base
afin de s’adapter précisément aux besoins. Les types de finition sont :
2.1. Les finitions organiques :
Les finitions organiques sont des sortes de peintures appliquées en vrac par immersion
sur les pièces. De très faible épaisseur, elles permettent soit de peindre de petites pièces (vis,
ressort..), soit de leur apporter des caractéristiques techniques supplémentaires. Parmi les
produits de finition organique : le TECHSEAL et le MAGNI B18.
2.2. Les finitions filmogènes [1] [2]
Les produits filmogènes s’apparentent à des vernis. Les produits s’appliquent après le
zingage + passivation par immersion puis séchage, leur principe étant de créer une couche
superficielle protectrice supplémentaire colmatant les pores de la passivation.
Parmi les finitions filmogènes, on trouve l’application du FINIGARD.
2.2.1. Les finitions finigard
Les finitions finigard sont des finitions minérales et organo-minérales appelés aussi
top-coat. Elles sont conçues pour protéger les passivations sur zinc et zinc allié. La protection

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 14/92
Chapitre 1 : Etude bibliographique
[ 14 ] ENIS SKG
confère aux pièces revêtues une protection active contre la corrosion même après choc
thermique à 120°C.
Cette finition est développée pour répondre aux exigences les plus élevée de tenue à la
corrosion de l’industrie automobile et l’industrie de bâtiment.
Certaines finitions permettent une maitrise parfaite des coefficients de frottement pour
les pièces filetées. Elles sont exemptes de chrome hexavalent (Chrome6 ou Cr6) et de
composés dangereux pour l’environnement.
Le FINIGARD existe sous différents types :
2.2.2. Les types de FINIGARD
Similarité Différence
Finigard 105 vernis de renforcement
filmogène apportant
amélioration de la tenue au
brouillard salin.
résistance du revêtement au
choc thermique.
Amélioration du coefficient
de frottement (0.12à 0.18).
Finigard 200 Conversion du chrome
hexavalent en trivalent.
Ce vernis, décolorant la
passivation bichromatée
permet d’obtenir un zingage
blanc haute tenue.
Finigard 401 GU-F Protection du zinc chromaté
contre la corrosion.
On s’intéresse dans ce présent travail à ce type de traitement FINIGARD 401 GU-F.
3. Cycle suivi par les pièces à traiter par le FINIGARD
L’application du FINIGARD 401 GU-F est destinée à protéger le zinc chromaté contre
la corrosion, sous différentes atmosphères ou lorsqu’il est soumis à un environnement hostile;
par exemple dans le compartiment moteur ou à l’extérieur d’un véhicule automobile.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 15/92
Chapitre 1 : Etude bibliographique
[ 15 ] ENIS SKG
Les pièces à traiter sont des pièces appartenant généralement au secteur automobile,
de forme variables de masse maximale m=100g et se présente en vrac. La figure 1.1 présente
un exemple de ces pièces.
F igur e 1.1: Pièces traitées
Une pièce ayant subi un traitement de zingage, doit être obligatoirement traité par le
FINIGARD.
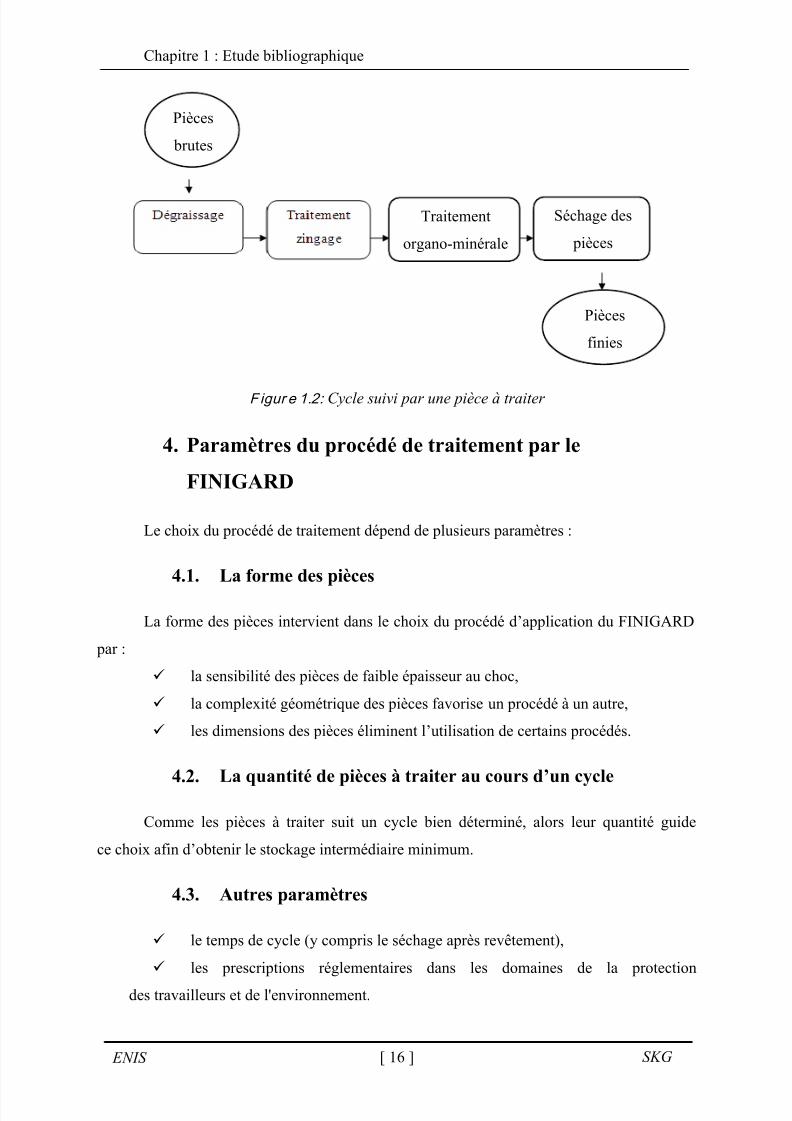
La figure 1.2 présente le cycle suivi par une pièce du brut au traitement par le
FINGARD.
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 16/92
Chapitre 1 : Etude bibliographique
[ 16 ] ENIS SKG
Figur e 1.2: Cycle suivi par une pièce à traiter
4. Paramètres du procédé de traitement par le
FINIGARD
Le choix du procédé de traitement dépend de plusieurs paramètres :
4.1. La forme des pièces
La forme des pièces intervient dans le choix du procédé d’application du FINIGARD
par :
la sensibilité des pièces de faible épaisseur au choc,
la complexité géométrique des pièces favorise un procédé à un autre,
les dimensions des pièces éliminent l’utilisation de certains procédés.
4.2.
La quantité de pièces à traiter au cours d’un cycle
Comme les pièces à traiter suit un cycle bien déterminé, alors leur quantité guide
ce choix afin d’obtenir le stockage intermédiaire minimum.
4.3. Autres paramètres
le temps de cycle (y compris le séchage après revêtement),
les prescriptions réglementaires dans les domaines de la protection
des travailleurs et de l'environnement.
Pièces
brutes
Pièces
finies
Traitement
organo-minérale
Séchage des
pièces

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 17/92
Chapitre 1 : Etude bibliographique
[ 17 ] ENIS SKG
5. Principe du revêtement organo-minérale FINIGARD [3]
Le revêtement organo-minérale comporte :
Des POLYSILICIDES infiniment petits (de diamètre inférieur au centième demicron) qui renforcent et préservent les fonctions protectrices de la couche.
Des POLYMERES ORGANIQUES qui assurent la cohésion du revêtement et
par ailleurs lui confèrent un faible coefficient de frottement.
Des INHIBITEURS de corrosion du zinc, qui sont fixés par les polysilicides.
Lors de l’attaque du zinc par les ions chlorures ou les acides, les inhibiteurs sont
libérés, les agresseurs sont bloqués à leur tour par les mêmes polysilicides qui neutralisent
ainsi leur action.
C’est le principe de la protection active.
6. Etat de surface requis
Le FINIGARD 401 GU-F répond aux impératifs les plus exigeants de l’industrie
automobile. L’état de surface après traitement est caractérisée par :
Ductilité : sans fissure au pliage
Excellente maîtrise du coefficient de frottement
Absence de goutte après séchage
Bonne résistances aux UV
7. Les bains de finition organo-minérale FINIGARD 401
GU-F [3]
7.1. Matériau de la cuve
Les cuves, pompes, filtres… en contact avec FINIGARD doivent résister aux solutions
alcalines oxydantes.
Les cuves peuvent donc être fabriquées en :
Matériaux plastiques tels que le polypropylène ou le PVC
Acier inoxydables

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 18/92
Chapitre 1 : Etude bibliographique
[ 18 ] ENIS SKG
- Les aciers inoxydables ferritiques : ils comportement environ 12 à 20 % de
chrome (qui est le cause de leur bonne résistance aux agents oxydants). Ils ont une
résistance faible et ont aussi une tendance à se corroder (rouille rouge).
- Les aciers inoxydables martensitiques : ils présentent une concentration en
chrome voisine des ferritiques. Leurs performances mécaniques sont élevées mais ils
ne résistent pas à l’agression de tous les milieux. Ils ont des teneurs de chrome de 17
ou de 18% et contiennent d’autres proportions d’autres métaux (surtout du nickel)
qui leur confèrent la stabilité de l’état austénitique à toutes températures. Ils
comportent peu de carbone mais ont d’autres éléments d’addition comme le
molybdène ou le titane qui améliorent leur tenue à la corrosion.
7.2. Constitution du bain ou cuve de traitement organo-
minérale
Le respect d’ordre d’incorporation des constituants est impératif.
Le FINIGARD 401 GU-F doit être introduit comme premier constituant dans une cuve
parfaitement propre à raison de 350 à 500 ml/L et on complète au niveau désiré par addition
d’eau de ville à 20°C en maintenant l’ensemble sous agitation.
7.3. Contrôle de la cuve
Le contrôle de la cuve se fait par la surveillance et le maintien des six paramètres
suivants :
Le Ph :
Le pH de la suspension doit être égal à 9 avec une tolérance de 0.5.
Le pH de la suspension ne doit en aucun cas être inférieur à 8.5.Pour toute correction de pH, il
est impératif d’utiliser le produit de montage.
La température
Elle modifie les caractéristiques de fluidité de la suspension. D’où la nécessité de son
ajustement.
Le temps de contact : 20 à 40 secondes.
L’agitation :
Ce facteur est essentiel. Le maintien de l’agitation en permanence garantit la stabilité du
système.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 19/92
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 20/92
CHAPITRE 2
SOLUTIONS TECHNOLOGIQUES

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 21/92
Chapitre 2 : Solutions Technologiques
[ 21 ] ENIS SKG
1. Introduction
La conception de la machine de traitement organo-minérale nécessite l’étude des
différentes solutions technologiques afin de choisir la meilleure solution. Dans ce chapitre, on
présente les différentes solutions proposées. L’analyse fonctionnelle de la solution
technologique adoptée est également détaillée.
Les solutions technologiques d’application de la finition organo-minérale sont
multiples.
2. Les techniques alternatives de la finition organo-
minérale FINIGARD 401 GU-F
2.1. Procédé au tonneau ou en vrac
Sur la figure 2.1 est présentée la première solution proposée. Dans ce cas, les pièces
sont introduites dans un tonneau qui sera plongé dans un bain de FINIGARD. Le tonneau
est animé d’un mouvement de translation par rapport au bâti assuré par une transmission
par chaîne et d’un mouvement de rotation sur lui-même par une transmission par engrenages.
Figur e 2.1 : Procédé au tonneau

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 22/92
Chapitre 2 : Solutions Technologiques
[ 22 ] ENIS SKG
Cette solution présente les avantages suivants
Gain de temps de production (temps de vidange et remplissage des pièces
pour changer la poste de traitement)
Application adaptée pour les pièces de formes et de dimensions variables et
en grande capacité.
Toutefois, les inconvénients que présente cette solution sont les suivants :
Le risque de déformation est à prendre en considération surtout pour des
pièces de très faible épaisseur.
La complexité géométrique des pièces réduit l’utilisation de ce procédé.
2.2. Procédé à l’attache
Ce procédé consiste à attacher les pièces sur des supports ayant des accroches
de formes convenables.
Il existe divers types d’accrochage :
Les pièces, fixées sur des balancelles rondes, sont plongées dans une cuve
de FINIGARD. Une fois sorties, les balancelles tournent sur elles mêmes afin d'éliminer
les excès de FINIGARD sur les pièces par voie de centrifugation.
F igur e 2.2: Procédé à l’attache sur des balancelles

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 23/92
Chapitre 2 : Solutions Technologiques
[ 23 ] ENIS SKG
Les supports forment une grille présentant des accroches. L’application
du FINIGARD est assurée par introduction des supports dans une cuve contenant le
produit.
F igur e 2.3: Procédé à l’attache par des supports
En discutant ce procédé, les pièces traitées ont la particularité d’avoir une géométrie
adaptable à l’accrochage. La figure 2.4 présente des exemples de ces pièces.
F igur e 2.4: Exemples de pièces traitées par le procédé à l’attache
Les avantages que présente ce procédé sont :
Bon aspect et état de surface,
Absence de chocs,
Permet de traiter des pièces longues ou des pièces de formes tubulaires creuses.
Les inconvénients présentés sont :
Importance du temps d’accrochage,
Nécessité de modification des supports par cause de variation des accroches
selon la forme des piéces à traiter.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 24/92
Chapitre 2 : Solutions Technologiques
[ 24 ] ENIS SKG
2.3. Traitement par pulvérisation
Sur la figure 2.5 est présentée une autre solution technologique de traitement de
finigard. Cette solution consiste à pulvériser sous pression à travers des buses le FINIGARDsur les pièces à traiter. Pour assurer une bonne finition sur toutes les surfaces, les pièces
doivent se trouver sur un plateau tournant animé d’un mouvement de rotation par rapport au
bâti. La pression du produit est assurée par une pompe entrainée par un moteur électrique. La
protection de la pompe et de l’installation hydraulique contre l’augmentation brusque de
pression est assurée par un limiteur de pression.
F igur e 2.5 : traitement par pulvérisation
Les avantages de cette solution sont :
encombrement minimal de la machine,
traitement satisfaisant des pièces, ce type d'application confère un aspect
exceptionnel aux pièces traitées, n'engendre aucun mouvement ou choc.
fonctionnement simple de la machine.
Toutefois, les inconvénients que présente cette solution sont les suivants :
coût élevé
utilisation d’une pompe de grande puissance.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 25/92
Chapitre 2 : Solutions Technologiques
[ 25 ] ENIS SKG
3. Analyse fonctionnelle
La fonction principale de la machine est l’application d’une couche de finition
FINIGARD .
L’actigramme correspondant au système global de la machine est l’actigramme A-0
F igur e 2.6: Actigramme A-0
Pour assurer un tel fonctionnement, on doit fournir différentes formes d’énergies telles
que l’énergie électrique et l’énergie pneumatique. Sur la figure 2.9 est présenté le graphe
d’association du système proposé.
Les deux fonctions principales sont le traitement de finition des pièces et la sécurité de
l’opérateur. Cinq autres fonctions complémentaires peuvent être également introduites.
Machine de traitement organo-minérale

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 26/92
Chapitre 2 : Solutions Technologiques
[ 26 ] ENIS SKG
F igur e 2.7: Graphe d’association
4. Diagramme FAST
Les systèmes qui expliquent le fonctionnement de la machine sont :
Le système de manutention par deux vérins pneumatiques permettant la montée
descente du panier dans la cuve.
Le système de rotation du panier par un moteur réducteur couplé à une
transmission par engrenages à dentures parallèles.
Le système de basculement du panier par vérin pneumatique assurant
l’inclinaison du panier lorsqu’il est en position haute.
Le chauffage de la cuve par des circulateurs d’eau chaude au fond.
Enfin, l’agitation de la cuve par turbine.
Machine de
traitement
or ano-minérale

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 27/92
Chapitre 2 : Solutions Technologiques
[ 27 ] ENIS SKG
F igur e 2.8: Diagramme FAST
Système de manutention 2 Vérins
pneumatiques
Machine de
traitement
organo-minérale
Système de rotation du
panier
Système de basculement
du panier
Système de chauffage
Système d’agitation
Moteur réducteur+ Engrenage à
denture droite
Vérin
pneumatique
Des pompes ou
des résistances
électriques
Moteur
réducteur
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 28/92
Chapitre 2 : Solutions Technologiques
[ 28 ] ENIS SKG
5. Description de la solution choisie pour la machine de
traitement organo-minérale
Le procédé adapté est celui en vrac. Le cycle des pièces à traiter montre quel’application du FINIGARD est suivie d’une opération de séchage. L’industriel exige
l’utilisation du même panier contenant les pièces pour ces deux opérations. La conception de
notre machine dépendra donc de l’union de l’adaptation du procédé en vrac avec l’utilisation
du panier dont on dispose.
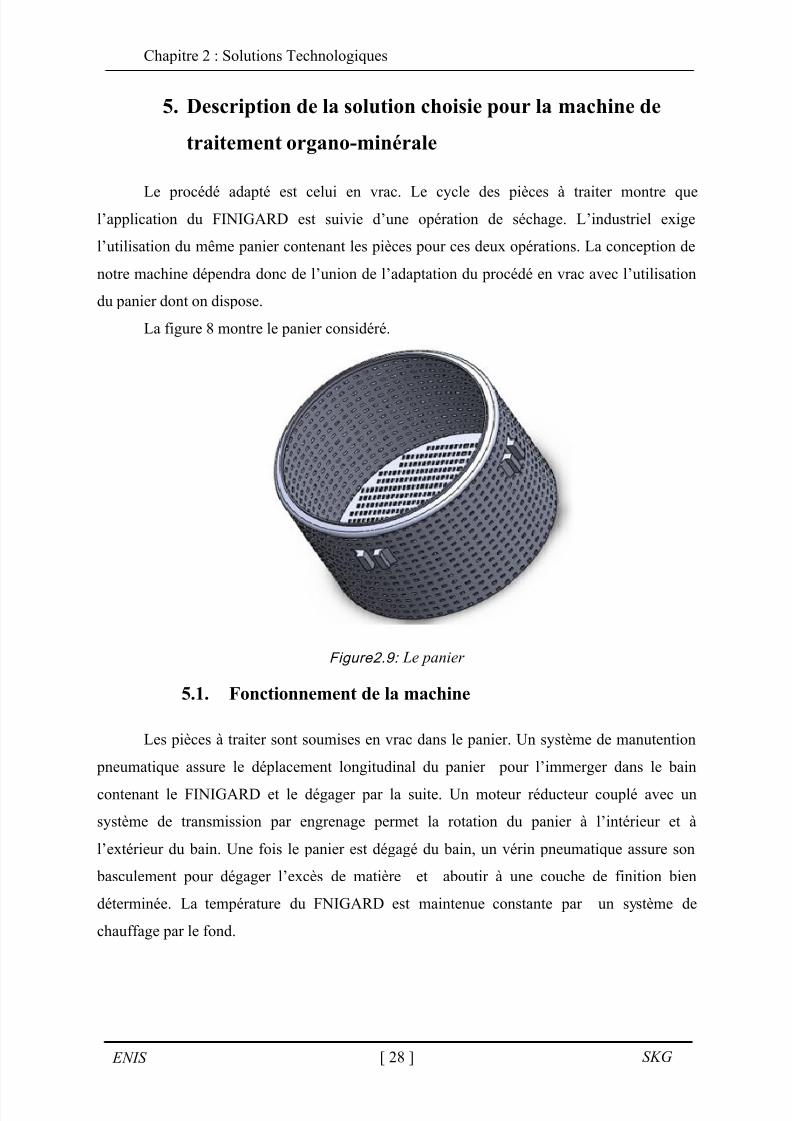
La figure 8 montre le panier considéré.
Figure2.9: Le panier
5.1. Fonctionnement de la machine
Les pièces à traiter sont soumises en vrac dans le panier. Un système de manutention
pneumatique assure le déplacement longitudinal du panier pour l’immerger dans le bain
contenant le FINIGARD et le dégager par la suite. Un moteur réducteur couplé avec un
système de transmission par engrenage permet la rotation du panier à l’intérieur et à
l’extérieur du bain. Une fois le panier est dégagé du bain, un vérin pneumatique assure son
basculement pour dégager l’excès de matière et aboutir à une couche de finition bien
déterminée. La température du FNIGARD est maintenue constante par un système de
chauffage par le fond.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 29/92
Chapitre 2 : Solutions Technologiques
[ 29 ] ENIS SKG
5.2. Schéma cinématique
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 30/92
Chapitre 2 : Solutions Technologiques
[ 30 ] ENIS SKG
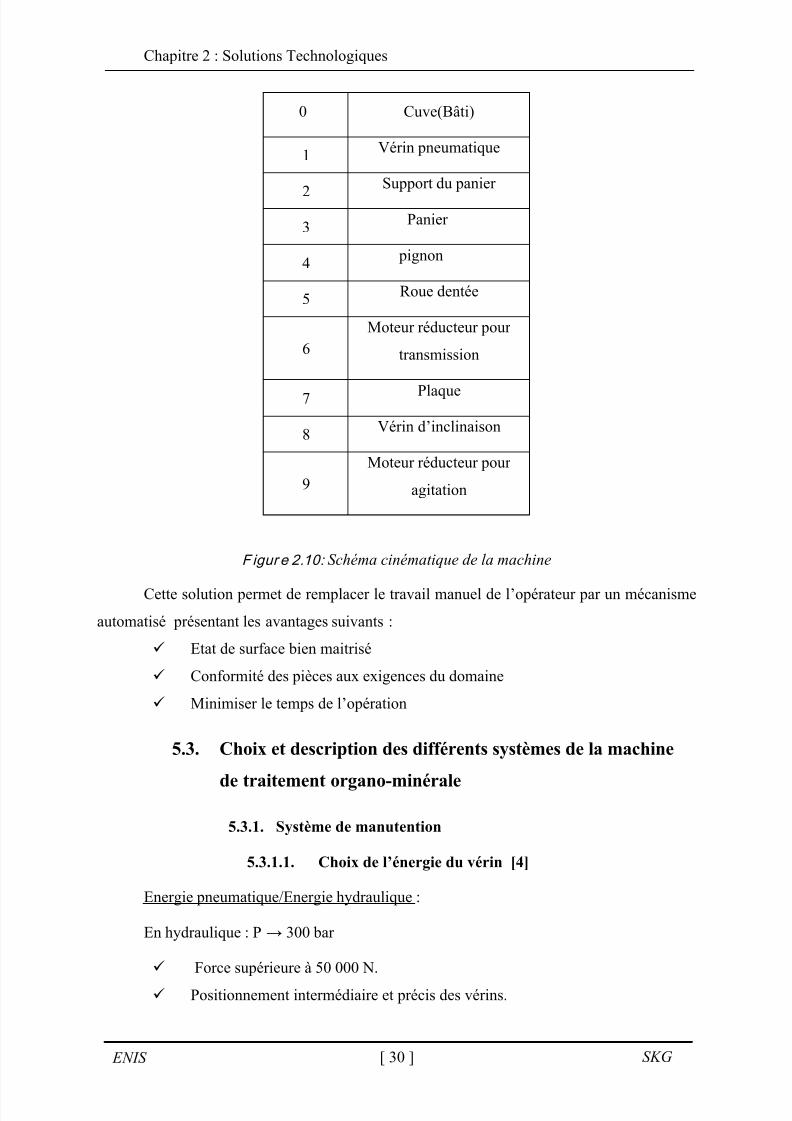
F igur e 2.10: Schéma cinématique de la machine
Cette solution permet de remplacer le travail manuel de l’opérateur par un mécanisme
automatisé présentant les avantages suivants :
Etat de surface bien maitrisé
Conformité des pièces aux exigences du domaine
Minimiser le temps de l’opération
5.3. Choix et description des différents systèmes de la machine
de traitement organo-minérale
5.3.1. Système de manutention
5.3.1.1. Choix de l’énergie du vérin [4]
Energie pneumatique/Energie hydraulique :
En hydraulique : P → 300 bar
Force supérieure à 50 000 N.
Positionnement intermédiaire et précis des vérins.
0 Cuve(Bâti)
1Vérin pneumatique
2
Support du panier
3Panier
4 pignon
5Roue dentée
6
Moteur réducteur pour
transmission
7 Plaque
8Vérin d’inclinaison
9
Moteur réducteur pour
agitation
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 31/92
Chapitre 2 : Solutions Technologiques
[ 31 ] ENIS SKG
Vitesse d’avance régulière (car l’huile est incompressible en pneumatique
: P →10 bar)
Force inférieure à 50 000 N.
Installation peu coûteuse (production centralisée de l’air comprimé)
Transport du fluide plus simple et beaucoup plus rapide (maxi de 15 à 50 m/s
contre 3m/s pour l’hydraulique)
Autres avantages des vérins pneumatiques :
La circulation de l’air comprimé dans le réseau de distribution entraîne des
pertes de charge ou chutes de pression plus faibles que celles liées à la circulation d’un
liquide comme l’huile.
Les faibles fuites internes ou externes, si elles se produisent, passent
pratiquement inaperçues et ne perturbent pas le fonctionnement du système.
Les outillages pneumatiques sont des composants robustes et fiables
nécessitant peu de maintenance, si le conditionnement d’air est correctement réalisé.
Les outillages pneumatiques sont robustes et peuvent se bloquer en cas de
surcharge sans risque de disjonction ni de description ni d’inflammation.
L’utilisation des vérins pneumatiques élimine les transmissions mécaniques
encombrantes et complexes.
Vue les avantages qu’ils présentent, la manutention du mécanisme est effectuée par
deux vérins pneumatiques double effet dont les mouvements sont synchrones. De même,
l’inclinaison du système est assurée par un vérin pneumatique double effet.
5.3.1.2. Choix du guidage des vérins
Il existe différents types de guidage des vérins :
a. Guidage par galets :
Le guidage transversal du vérin est assuré par huit galets fixés sur le bâti. Le guidage
axial du support est assuré par quatre galets fixés sur le bâti alors que le guidage radial est
assuré par 2 galets. (figure 2.11).

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 32/92
Chapitre 2 : Solutions Technologiques
[ 32 ] ENIS SKG
F igur e 2.11: Système de guidage par galets
Avantage :
Solution économique
Fonctionnement silencieux
Inconvénients :
Le parallélisme du mécanisme lors du levage n’ait pas maîtrisé.
La courte durée de vie des galets
b. Guidage linéaire :
Le fonctionnement du système est basé sur l’action de deux colonnes parallèles qui,
guidées par le corps et fixées à la plaque, guident la tige du vérin. Le système translate
correctement grâce à un dispositif de compensation
F igur e 2.12: Guidage linéaire par douilles à billes

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 33/92
Chapitre 2 : Solutions Technologiques
[ 33 ] ENIS SKG
Les guidages linéaires sont souvent réalisés par 4 douilles à billes, comme représenté
dans la figure 2.13.
Figure2.13: douille à billes
La structure des douilles à billes est simple ne nécessitant que peu de lubrification. De
ce fait, le guidage est considérablement fiable et les vitesses de déplacement peuvent aller
jusqu’à 5 m/s.
5.3.2. Système de rotation du panier
La rotation du panier est assurée par une transmission par engrenages à dentures
droites (figure 16).
F igur e 2.14: Engrenages à dentures droites

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 34/92
Chapitre 2 : Solutions Technologiques
[ 34 ] ENIS SKG
5.3.2.1. Choix du matériau des roues [5]
Le choix du matériau dépend de plusieurs paramètres :
Sa résistance chimique en contact avec le FINIGARD
Les efforts radial et axial appliquée sur les roues La valeur du coefficient de frottement
Pour choisir un matériau de haute résistance chimique et économique, on est amené à
penser aux engrenages plastiques. Le polypropylène et le polyamide sont les mieux
convenables.
a. Le polypropylène (PP) : Avantages et inconvénients :
Les polypropylènes sont des thermoplastiques partiellement cristallins, opaques, blanc
laiteux.
On distingue quatre familles : PP homo/Copo, PP+ 40% talc, PP+40% Mica, PP+30%
FV
Les avantages que présente ce matériau :
Bonne résistance chimique
Faible coefficient de frottement
Bonne résistance aux flexions répétées
Bonne résistance au choc
Grande facilité de mise en forme
Excellent isolant électrique
Faible cout..
Toutefois les inconvénients sont :
Très sensible au soleil (il faut les protéger en ajoutant des stabilisants)
Grand retrait au moulage.
b. Les polyamides (PA) : Avantages et inconvénients :
Les polyamides sont très connus sous des noms commerciaux tels que Nylon (PA 6.6),
Rilsan (PA 11) ou Technyl (PA 6.6). Les PA sont partiellement cristallins. Ils sont opaques.
On distingue schématiquement trois familles : PA6, PA66, PA11. Les PA6 et 66, associés à
des fibres de verre (courtes), présentent des propriétés mécaniques améliorées.
Propriétés :
Leur résistance aux solvants et aux bases
Leur tenue en fatigue ;

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 35/92
Chapitre 2 : Solutions Technologiques
[ 35 ] ENIS SKG
Leurs résistances aux chocs répétés et à l’abrasion, leur faible coefficient de
friction
Leurs résistances élevées à la rupture en traction et aux sollicitations à grande
vitesse
Leur résistance au fluage
La conservation de leurs excellentes propriétés dans un large domaine de
température s’étendant de – 50 à + 170° C selon les types de polyamides.
Les propriétés limitatives sont essentiellement :
Leur reprise d’humidité (qui entraîne, pour les polyamides qui y sont le
plus sensibles, une variation dimensionnelle importante et affecte leurs propriétés),
Les propriétés mécaniques sont altérées quand les polyamides sont maintenus
en présence d’eau
Leur sensibilité à l’entaille
Leur oxydabilité à haute température
Leur résistance au feu.
F igur e 2.15: Absorption d’humidité (%) à saturation dans l’eau
c. Absorption des deux matériaux :
On dispose de deux échantillons l’un en polypropylène l’autre en polyamide, de même
dimensions. On les introduit dans deux béchers de 450 ml remplis de FINIGARD pendant
24h.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 36/92
Chapitre 2 : Solutions Technologiques
[ 36 ] ENIS SKG
Résultat de l’expérience :
Polypropylène Polyamide
Masse initiale (g) 40 50
Masse après expérience (g) 40.2 53.06
Absorption (%) 0.5 6.12
Tableau 1: Mesure de l’expérience
Vue que le FINIGARD est à base d’eau, on remarque que l’absorption du polyamide
est élevé ce qui altère ces propriétés mécaniques.
On choisit donc le polypropylène.
Pour rigidifier la structure on utilise des plaques de renforts en dessus et en dessous de
la roue dentées en acier inox.
5.3.2.2. Identification du type de polypropylène
On va utiliser le polypropylène présent dans la société, il faut donc identifier son type.
On effectue pour cela trois essais de traction déterminant la limite élastique du matériau.Eprouvette de traction :
Sur la figure 2.16 est représentée l’éprouvette de traction selon la norme NF EN ISO
527
F igur e 2.16: Eprouvette de traction

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 37/92
Chapitre 2 : Solutions Technologiques
[ 37 ] ENIS SKG
Essais de traction :
Type : Cylindre
Hauteur : 73,6 Diamètre : 7,6 Section : 45,365
1er essai :
Figure 2.17: Courbe de traction du 1er essai
Résultats :
Longueur initiale : Lo=60
Longueur finale : Lu=83,71
Section initiale : So=45,365
Allongement après rupture : A=39,517 %
Charge maximum : Fm=1,507 KN
Charge unitaire de rupture : R m =33,23 N/mm²
2éme essai:
F igur e 2.18: Courbe de traction du 2éme essai
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 38/92
Chapitre 2 : Solutions Technologiques
[ 38 ] ENIS SKG
Résultats :
Longueur initiale : Lo =60
Longueur finale : Lu =85,15
Section initial: So= 45,365
Charge maximum: Fm= 1,483 KN
Charge unitaire de rupture : R m= 32,7 N/mm²
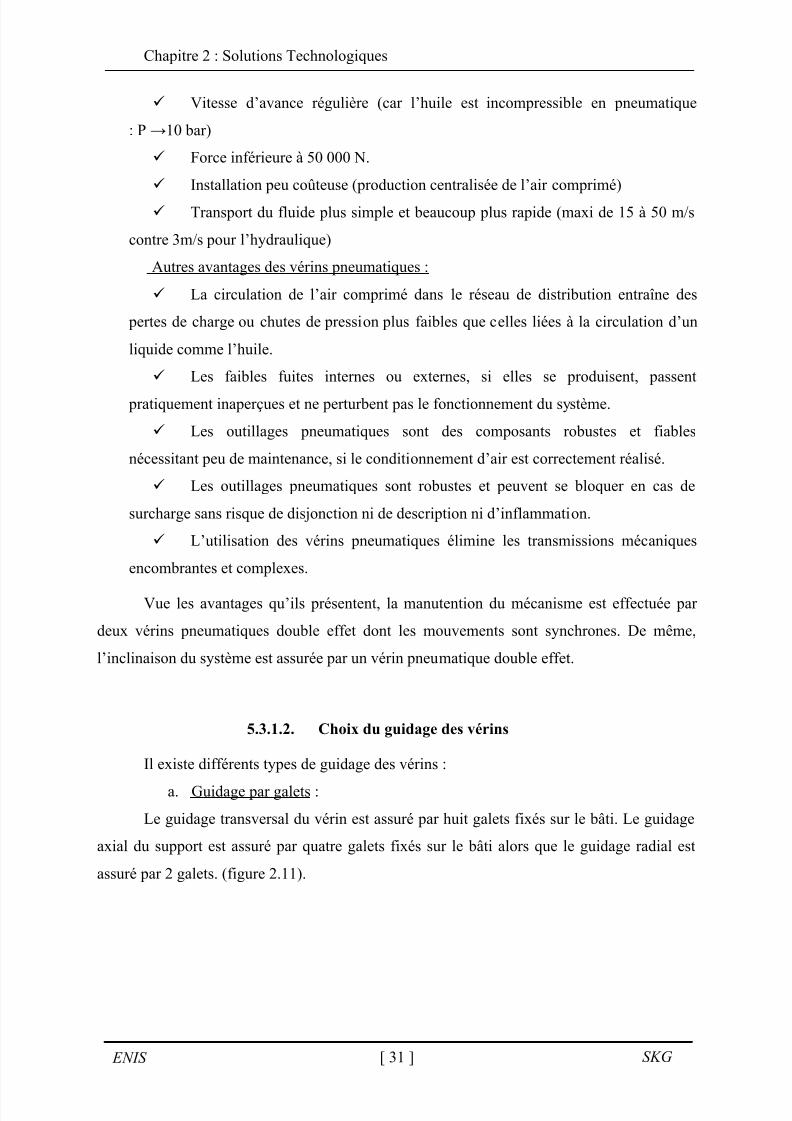
3éme essai:
Figure 2.19: Courbe de traction du 3émé essai
Résultats :
Longueur initiale : Lo =60
Longueur finale : Lu =84,34
Section initial: So =45,365
Charge maximum: Fm= 1,531 KN
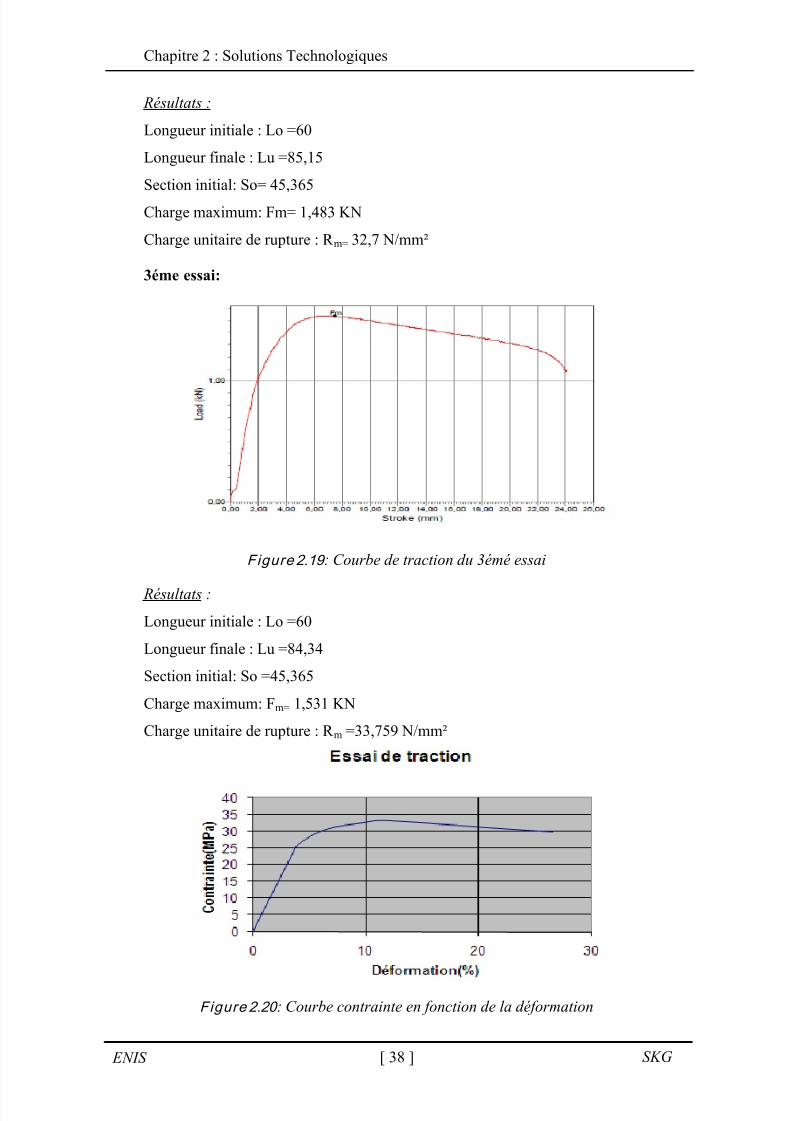
Charge unitaire de rupture : R m =33,759 N/mm²
Figure 2.20: Courbe contrainte en fonction de la déformation
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 39/92
Chapitre 2 : Solutions Technologiques
[ 39 ] ENIS SKG
En traçant la tangente à la courbe de la figure 2.20 dans la zone élastique on trouve :
R e = F / S = 22.04 N/mm²
Par identification avec le tableau de l’annexe (1), on déduit que le matériau est le
polypropylène PP homo/ copolymère.
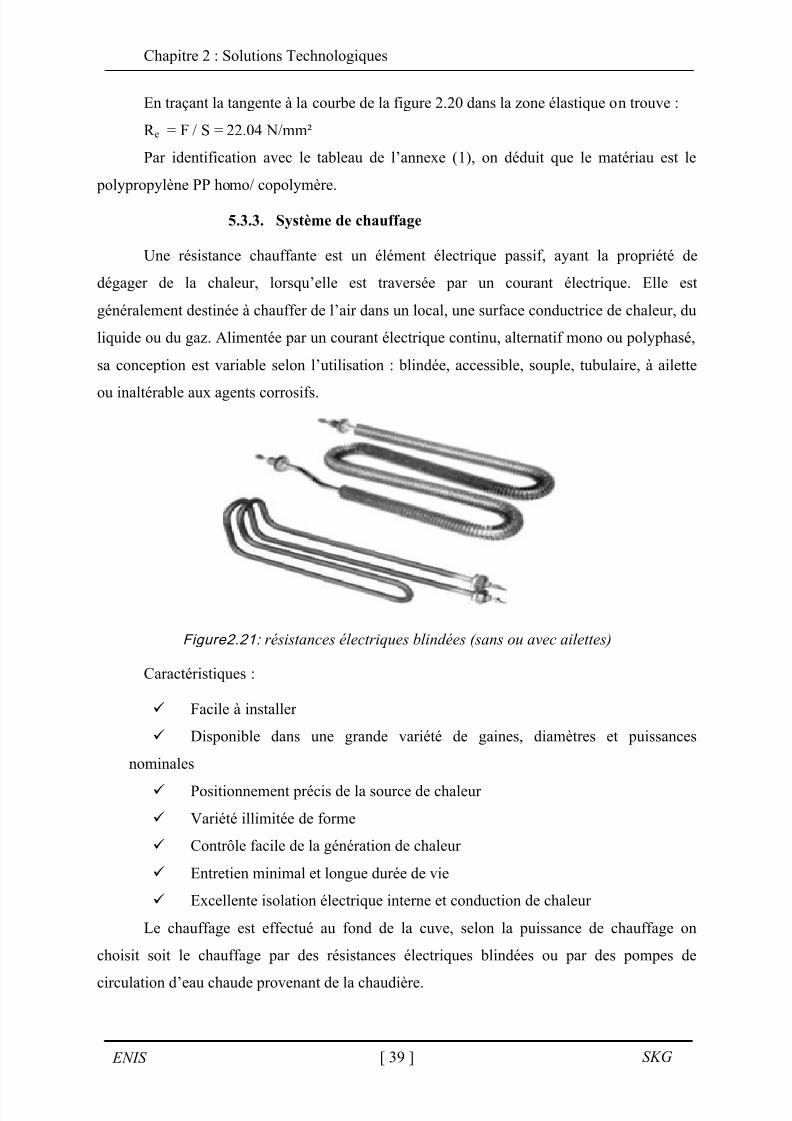
5.3.3. Système de chauffage
Une résistance chauffante est un élément électrique passif, ayant la propriété de
dégager de la chaleur, lorsqu’elle est traversée par un courant électrique. Elle est
généralement destinée à chauffer de l’air dans un local, une surface conductrice de chaleur, du
liquide ou du gaz. Alimentée par un courant électrique continu, alternatif mono ou polyphasé,
sa conception est variable selon l’utilisation : blindée, accessible, souple, tubulaire, à ailette
ou inaltérable aux agents corrosifs.
Figure2.21: résistances électriques blindées (sans ou avec ailettes)
Caractéristiques :
Facile à installer
Disponible dans une grande variété de gaines, diamètres et puissances
nominales
Positionnement précis de la source de chaleur
Variété illimitée de forme
Contrôle facile de la génération de chaleur
Entretien minimal et longue durée de vie
Excellente isolation électrique interne et conduction de chaleur
Le chauffage est effectué au fond de la cuve, selon la puissance de chauffage on
choisit soit le chauffage par des résistances électriques blindées ou par des pompes de
circulation d’eau chaude provenant de la chaudière.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 40/92
Chapitre 2 : Solutions Technologiques
[ 40 ] ENIS SKG
5.3.4. Système d’agitation
Un agitateur a pour but d'assurer l'homogénéisation d'un milieu (homogénéisation du
point de vue des composants du milieu et de la température). La fonction première d’un
agitateur est donc de mettre des liquides en mouvement à un débit et une vitesse données qui permettra de répondre, agiter, mélanger, dissoudre… des produits miscibles ou non-miscibles
afin d’obtenir un degré d’uniformité désiré dans un réservoir.
Un dispositif d’agitation est constitué :
d’un système d’entraînement
d’un arbre
d’un ou plusieurs mobiles d’agitation
Il faut tenir compte de plusieurs contraintes dépendant :
de la géométrie de la cuve sur laquelle l’agitateur est installé
du régime de fonctionnement
des produits à mélanger
Elles permettent de choisir :
le matériau (à partir de la nature des produits mélangés et des conditions de
pression et de température)
le système d’étanchéité (à partir des conditions de pression, de température et
des produits mélangés)
la conception mécanique et la longueur d’arbre (à partir de la forme de la cuve,
des contraintes d’implantation...).
Il existe différents types d'agitateur en fonction du milieu, de la configuration de
l'unité et de l'effet désiré. On distingue donc selon l’effet désiré les agitateurs à débit radial et
ceux à débit axial.
F igur e 2.22: Types d’agitateurs

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 41/92
Chapitre 2 : Solutions Technologiques
[ 41 ] ENIS SKG
Mélange radial :
Le mélange radial provoque un mouvement au niveau de l'agitateur: le fluide part du
centre du récipient, est propulsé par l'agitateur vers les parois d'où il est renvoyé vers le
centre.
Pour ce cas les types d’agitateurs sont : turbine, ancre, plaque, grille…
Mélange axial :
Le mélange axial provoque un mouvement dans tout le récipient : l’agitateur comme
une pompe qui aspire le fluide le long de son axe avant de le rejeter vers le bas. Le fluide
remonte alors le long des parois et une fois dans la partie supérieure du récipient est aspiré
vers le centre avant de redescendre.
Les types d’agitateurs sont : hélice, turbine à pales inclinées, agitateur ruban…
Pour notre machine on utilise un système d’agitation par hélices à pales inclinés avec
une vitesse lente.
Le choix entre les solutions technologiques des différents organes de la machine
aboutit à la modélisation suivante :
F igur e 2.23 : Machine de traitement organo-minérale

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 42/92
Chapitre 2 : Solutions Technologiques
[ 42 ] ENIS SKG
6. Conclusion
Dans ce chapitre, on a défini les différentes solutions technologiques de la machine de
traitement organo-minérale. En outre, les critères de choix de la solution convenable au besoin
de la société ont été spécifiés. Enfin, on a détaillé le fonctionnement de la solution retenu.
Dans le chapitre suivant, on va s’intéresser au calcul et au dimensionnement de la machine.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 43/92
CHAPITRE 3
CALCUL ET DIMENSIONNEMENT

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 44/92
Chapitre 3 : Calcul et dimensionnement
[ 44 ] ENIS SKG
1. Introduction
Pour garantir un bon fonctionnement et une longue durée de vie de la machine de
traitement à réaliser, ce chapitre est consacré au calcul et dimensionnement des différents
composants de la machine les plus sollicités. La vérification de la résistance est également
présentée en se basant sur la méthode des éléments finis et le calcul RDM.
2. Dimensionnement des vérins pneumatiques [6]
2.1. Vérins de manutention
2.1.1. Calcul du diamètre d’alésage du vérin
La charge statique appliquée au vérin est due à la masse du support avec le panier.
Cette charge est calculée à partir de la formule suivante :
Cs = (3-1)
Avec :
m : masse du support et du panier
g : accélération de pesanteur
La pratique montre qu’on obtient un bon comportement du vérin avec un taux de
charge inférieur ou égal à 75% (Barlier 1995).
Dans notre cas, on choisit τc = 75%.
D’où la charge dynamique Cd théorique produit par le vérin est égal à :
Cd=
(3-2)
Accélération de la pesanteur : g g = 210 m.s
Masse du support avec
panier : m
m = 90 kg
Charge statique : Cs Cs = 45 daN
Charge dynamique : Cd Cd = 60 daN

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 45/92
Chapitre 3 : Calcul et dimensionnement
[ 45 ] ENIS SKG
Tableau 2: Calcul de l’effort dynamique des vérins
L’étape suivante consiste à trouver le vérin dont la force dynamique Fd est égale ou
supérieure à la charge dynamique.Fd ≥ Cd (3-3)
D’après les abaques (annexe3.1), le point de rencontre relative de 4 bars et la charge
dynamique de 60 daN se situe entre les courbes des vérins de diamètre D 40 et 50mm.
D’autre part le rendement d’un vérin est défini par :
ρ= (3-4)
D’après les deux relations précédentes on obtient
Fs ≥
En admettant un rendement minimum ρ=0.8
Comme la force statique à la sortie de la tige est
Fs= p (3-5)
Le diamètre de l’alésage de la tige du vérin est donc calculé par la formule suivante :
D =
(3-6)
Avec p : pression de l’air à l’entrée du vérin
Sur le tableau 3 sont récapitulées les valeurs numériques des différents paramètres
étudiés.
Tableau 3: Calcul du diamètre d’alésage de la tige des vérins de manutention
Pression de l’air : p p=4 bar
Rendement du vérin : ρ ρ= 0.8
Diamètre d’alésage de la tige du vérin : D D = 48.86 mm

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 46/92
Chapitre 3 : Calcul et dimensionnement
[ 46 ] ENIS SKG
Figure3.1: Vérin pneumatique
2.1.2. Calcul du taux de charge corrigé
L’effort dynamique réel F' se calcule à l’aide de la formule suivante :
2DF' p
4
(3-7)
Le taux de charge réel s’exprime par la formule suivante :
r =F'
(3-8)
Les résultats numériques sont récapitulés dans le tableau 4 :
Tableau 4 : Calcul du taux de charge corrigé
2.1.3. Calcul de l’effort dynamique à l’entrée de la tige du vérin
L’effort dynamique à l’entrée de la tige du vérin est déterminé à partir du
tableau présenté dans l’annexe (3.2) .Pour une pression p=4 bar et un diamètre du piston égal
à D= 50mm, correspond la valeur numérique de l’effort dynamique à l’entrée de la tige du
vérin Fe=62daN.
2.1.4. Calcul de l’effort théorique du vérin à la sortie de la tige
L’effort théorique du vérin du côté de la chambre avant est déterminé par la formule
suivante :
2 2(D d )F p
4
(3-9)
Avec d : diamètre de la tige
Diamètre du piston : D D = 50 mm
Pression de l’air : p p = 4 bar
Effort dynamique réel : F' F' = 78.5 daN
Taux de charge réelle : τr τr = 57 %

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 47/92
Chapitre 3 : Calcul et dimensionnement
[ 47 ] ENIS SKG
Pour un diamètre d’alésage de vérin (D = 50mm) correspond un diamètre de la tige d
égal à 18 mm (annexe 3.2), suivant le fonctionnement du système
A.N F= 68.4 daN
2.1.5. Calcul de la durée de vie des joints
La durée de vie des joints ne dépend que de la course du vérin.
D’après le tableau de l’annexe (3.3), la plus grande course normalisée du vérin
correspondant au diamètre nominal D=50 mm est C= 400mm.
Alors qu’il existe sur le marché C = 500 mm, et qui convient mieux pour le
fonctionnement du système de manutention.
Pour cette valeur de la course, à partir de l’abaque présenté dans l’annexe (3.4),
on trouve une durée de vie des joints égale à DU = 2 106
manœuvres de vérin.
2.1.6. Vérification de la résistance de la tige au flambage
La charge critique est calculée par la formule suivante :
2
c 2
E IF p
C
(3-
10)
Le moment polaire I est déterminé par la formule suivante :
I = π d4 / 64 (3-11)
La condition de la résistance au flambage est définie par :
cFF
s
(3-12)
Avec
module d’élasticité (déterminé à partir de l’annexe 3.5): E 3E 210x10 MPa
coefficient de sécur ité (déterminé par l’annexe 3.6) : s s = 1.7
Tableau 5: Paramètres de la résistance de la tige
A.N Fc / s = 1005 daN
On vérifie donc la résistance de la tige du vérin au phénomène de flambage.
2.1.7. Détermination de la vitesse de déplacement
La vitesse maximale de déplacement de la tige est déterminée à partir de l’abaque de
l’annexe 3.7.
1
MaxV 0,7 m.s
.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 48/92
Chapitre 3 : Calcul et dimensionnement
[ 48 ] ENIS SKG
Nous avons choisi une vitesse de déplacement égale à -1V=0,2 m.s . Ce qui vérifie les
conditions précédentes.
2.1.8. Calcul du débit d’air
Le débit de l’air nécessaire pour soulever la charge du panier est égale à :
Q 2 V S (3-13)
2DS
4
(3-14)
Avec :
S : section du piston
Q=7.85
10-4 m 3 /s
Q= 47.12 l/min
Ce qui est adaptable avec le compresseur de la société.
2.1.9. Les amortisseurs
Tout mobile de masse M et de vitesse v possède une énergie cinétique. Il en est de
même pour le système composé des parties mobiles du vérin (piston, tige et moyen
d’attelage) et de la charge entrainée. Si le vérin arrive à grande vitesse en fin de course, il peut
en résulter un choc plus ou moins violent sur le fond du vérin ou sur les butées extérieures.
Ces chocs sont néfastes pour les organes du vérin et les mécanismes d’où la nécessité
d’introduction d’un amortisseur pour absorber l’énergie cinétique absorbée.
On choisit le cas d’un amortisseur pneumatique dont le piston porte un moyeu venant
s’engager en fin de course dans l’alésage du flasque du vérin. L’air emprisonné entre le piston
et le flasque passe par l’étranglement ajusté par une vis pointeau. Deux effets se conjuguent.
D’abord l’air emprisonné amortit la plus grande partie du choc, ensuite le réducteur de débit
réduit suffisamment la vitesse pour que le choc final soit atténué.
F igur e 3.2: Symbole vérin double effet avec amortisseur pneumatique
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 49/92
Chapitre 3 : Calcul et dimensionnement
[ 49 ] ENIS SKG
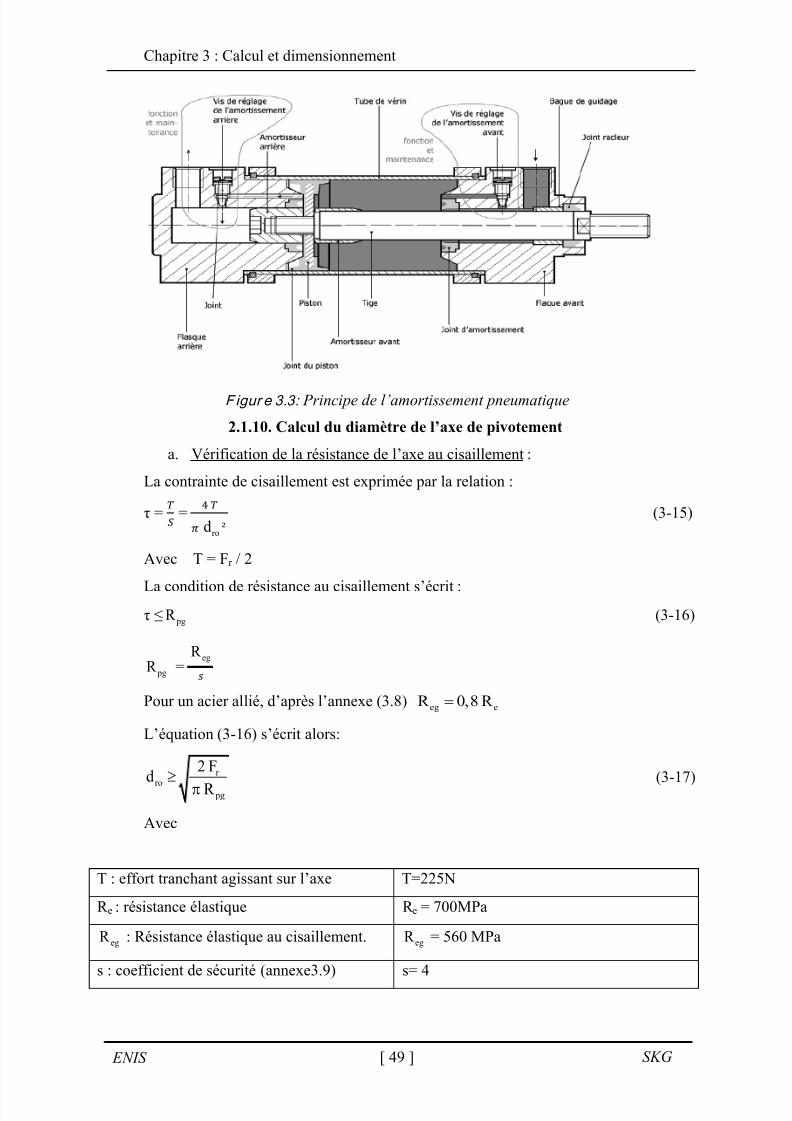
Figur e 3.3: Principe de l’amortissement pneumatique
2.1.10. Calcul du diamètre de l’axe de pivotement
a. Vérification de la résistance de l’axe au cisaillement :
La contrainte de cisaillement est exprimée par la relation :
τ = =
rod (3-15)
Avec T = Fr / 2
La condition de résistance au cisaillement s’écrit :
τ ≤ pg
R (3-16)
pgR =
egR
Pour un acier allié, d’après l’annexe (3.8)eg e
R 0,8 R
L’équation (3-16) s’écrit alors:
r
ro pg
2 Fd
R
(3-17)
Avec
T : effort tranchant agissant sur l’axe T=225N
R e : résistance élastique R e = 700MPa
egR : Résistance élastique au cisaillement. egR = 560 MPa
s : coefficient de sécurité (annexe3.9) s= 4

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 50/92
Chapitre 3 : Calcul et dimensionnement
[ 50 ] ENIS SKG
pgR : Résistance pratique au cisaillement
pgR = 140 MPa
rod : Diamètre de l’axe ro
d ≥ 1.43 mm
Tableau 6: Résistance au cisaillement de l’axe de pivotement
b. Vérification de la résistance à la flexion de l’axe de la rotule :
Le moment fléchissant maximal est déterminé par la formule suivante :
fz r M F l (3-18)
Avec :
l : longueur de l’axe égal à l=150mm
r F : Effort exercé sur le vérin
La contrainte maximale max est déterminée par la formule suivante :
maxmax fz
Gz
yM
I (3-19)
romax
dy
2 (3-20)
4
roGz
dI
64
(3-21)
Avec :
maxy : Flèche maximale
GzI : Moment quadratique
La condition de résistance de l’axe à la flexion s’écrit :
max peR (3-22)
R pe = R e /s. on prend s = 4
L’équation (3-22) s’écrit alors:
3ro
32 Mfz sd
Re
(3-23)
Soit : rod ≥ 15.77 mm
Dans notre cas, on prend un diamètre vérifiant à la fois la résistance au cisaillement et
à la flexion. Soit : rod 16 mm.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 51/92
Chapitre 3 : Calcul et dimensionnement
[ 51 ] ENIS SKG
2.2. Vérin d’inclinaison
2.2.1. Calcul du diamètre d’alésage du vérin
Cs . Cos α (3-24)
A.N Cs = 90 daN
Avec
α : angle d’inclinaison du support ; 0≤ α ≤ 50°
Cd
A.N Cd = 120 daN
Fd ≥ Cd
D’après les abaques (annexe3.1), le point de rencontre relative de 4 bar s et la charge
dynamique de 120 daN se situe entre les courbes des vérins de diamètre D 63 et 80mm.
D’autre part le rendement d’un vérin est défini par :
ρ= Fs ≥
ρ=0.8
Fs= p
Le diamètre de l’alésage de la tige du vérin est donc calculé par la formule suivante :
D =
Avec p : pression de l’air à l’entrée du vérin
Sur le tableau 7 sont récapitulées les valeurs numériques des différents paramètres
étudiés.
Tableau 7: C alcul diamètre du vérin d’inclinaison
On prend donc D = 80 mm.
2.2.2. Calcul du taux de charge corrigé
2DF' p
4
r =F'
Pression de l’air : p p=4 bar
Rendement du vérin : ρ ρ= 0.8
Diamètre d’alésage de la tige du vérin : D D = 69.09 mm

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 52/92
Chapitre 3 : Calcul et dimensionnement
[ 52 ] ENIS SKG
Les résultats numériques sont récapitulés dans le tableau 8:
Tableau 8: Taux de charge du vérin d’inclinaison
Pour améliorer le taux de charge on peut agir sur la pression vue qu’elle est réglable
par l’introduction d’un régulateur débit.
En effet pour p= 3 bar ; F' = 150.7 daN ; τr= 59 %
2.2.3. Calcul de l’effort dynamique à l’entrée de la tige du vérin
A partir du tableau présenté dans l’annexe (3.2) , Fe=170 daN.
2.2.4. Calcul de l’effort théorique du vérin à la sortie de la tige
2 2(D d )F p
4
D’après l’annexe (3.2), d = 22 mm
A.N F= 185.8 daN
2.2.5. Calcul de la durée de vie des joints
D’après le tableau de l’annexe 3.3, parmi les courses normalisées du vérin correspondant
au diamètre nominal D=50 mm, on prend C= 400mm.
Pour cette valeur de la course, à partir de l’abaque présenté dans l’annexe 3.4 , on
trouve une durée de vie des joints égale à DU = 2.8 106 manœuvres de vérin.
2.2.6.
Vérification de la résistance de la tige au flambage
2
c 2
E IF p
C
I=πd4/64
La condition de la résistance au flambage est définie par :
cFF
s
module d’élasticité (déterminé à partir de l’annexe 3.5): E 3E 210x10 MPa
Diamètre du piston : D D = 80 mm
Pression de l’air : p p = 4 bar
Effort dynamique réel : F' F'= 201 daN
Taux de charge réelle : τr τr = 45 %

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 53/92
Chapitre 3 : Calcul et dimensionnement
[ 53 ] ENIS SKG
coefficient de sécur ité (déterminé par l’annexe 3.6) : s = 2
Tableau 9: Paramètres de calcul
A.N Fc / s = 2979 daN
D’ où la vérification de la résistance de la tige du vérin au phénomène de flambage.
2.2.7. Détermination de la vitesse de déplacement
Nous avons choisi une vitesse de déplacement égale à -1V=0,2 m.s .
2.2.8. Calcul du débit d’air
Le débit de l’air nécessaire pour soulever la charge du panier est égale à :
Q 2 V S (3-25)2
DS
4
(3-26)
Avec :
S : section du piston
Q=2*10-3 m 3 /s
Q= 120 l/min
2.2.9. Choix de la rotule et du système de fixation du vérin
Les systèmes de fixation des vérins sont multiples et sont représentés dans l’annexe
(3.10).Vue la position inclinée du vérin, on choisit une rotule (A) pour la fixation avant et un
tourillon ou pivot (H) pour celle arrière. Suivant le diamètre d’alésage D=80mm, les
références sont : la référence KF-17080 (annexe 3.11) pour la rotule et la référence KF-13080
(annexe 3.12) pour le tourillon.
L’axe de la chape est arrêté en translation par deux circlips.
On choisit de même le cas d’un amortisseur pneumatique intégré au vérin.
Le support sur lequel est fixé le vérin d’inclinaison est un support rectangulaire 70*40
soudé sur une longueur de 100mm sur les plaques .Ce choix est effectué après étude et
optimisation sur RDM6 de la réaction du tube :
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 54/92
Chapitre 3 : Calcul et dimensionnement
[ 54 ] ENIS SKG
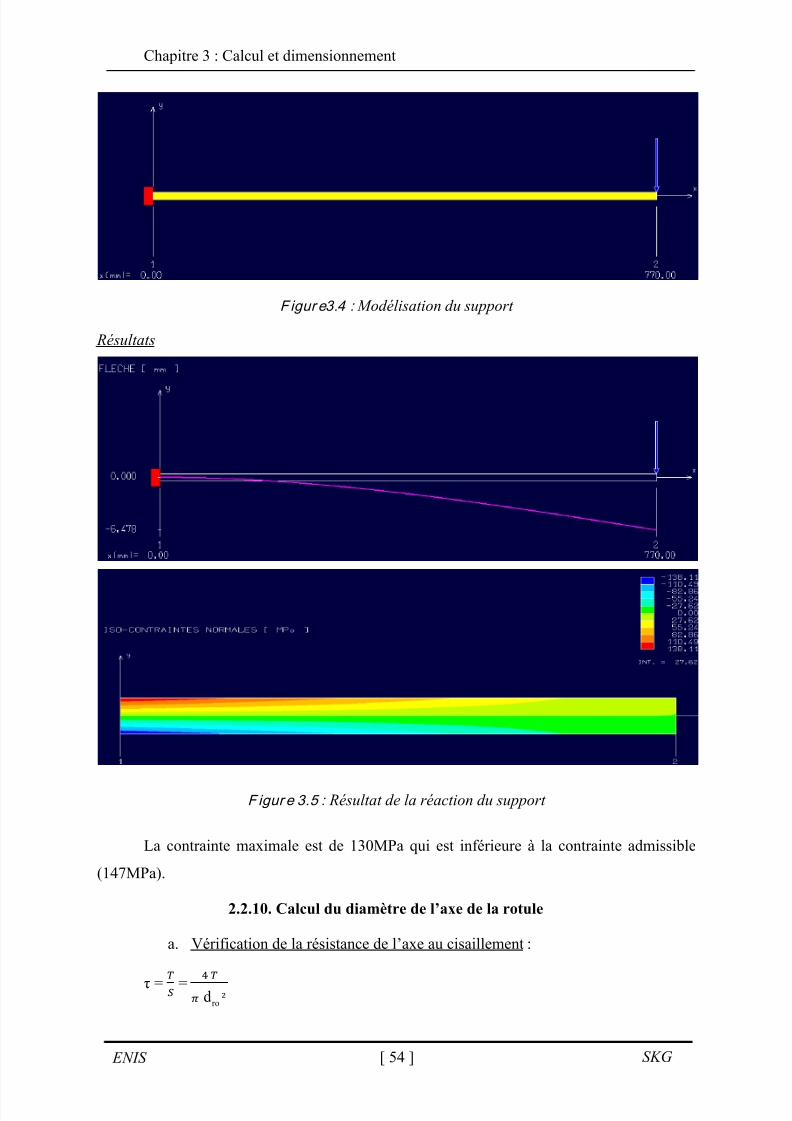
Figur e3.4 : Modélisation du support
Résultats
F igur e 3.5 : Résultat de la réaction du support
La contrainte maximale est de 130MPa qui est inférieure à la contrainte admissible
(147MPa).
2.2.10. Calcul du diamètre de l’axe de la rotule
a. Vérification de la résistance de l’axe au cisaillement :
τ = = rod

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 55/92
Chapitre 3 : Calcul et dimensionnement
[ 55 ] ENIS SKG
La condition de résistance au cisaillement s’écrit :
τ ≤ pgR
dro ≥
pgR
T : effort tranchant agissant sur l’axe de la rotule T=900N
R e : résistance élastique R e = 700MPa
egR : Résistance élastique au cisaillement.egR = 560 MPa
s : coefficient de sécurité s= 4
pgR : Résistance pratique au cisaillement
pgR = 140 MPa
rod : Diamètre de l’axe de la rotule ro
d ≥ 2.86 mm
Tableau 10: C alcul diamètre de l’axe de la rotule
b. Vérification de la résistance à la flexion de l’axe de la rotule
fz r M F l
Avec :
l=100mm
r F : Effort exercé sur le vérin
La contrainte maximale max est déterminée par la formule suivante :
maxmax fz
Gz
yM
I
romax
dy
2
4
roGz dI
64
Avec :
maxy : Flèche maximale
GzI : Moment quadratique
La condition de résistance de l’axe à la flexion s’écrit :
max peR
R pe = R e /s. on prend s = 4

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 56/92
Chapitre 3 : Calcul et dimensionnement
[ 56 ] ENIS SKG
L’équation (3-2 1) s’écrit alors:
3ro
32 Mfz sd
Re
Soit : rod ≥ 17.36 mm
On prend rod 20 mm.
3. Dimensionnement de l’unité de guidage [7]
Le dimensionnement de l’unité de guidage s’appuie essentiellement sur la vérification
de la condition du non-arc-boutement .Cette condition s’écrit :
f : coefficient d’adhérence entre les surfaces de contact
L : longueur du guidage (3-27)
: Distance entre la direction de l’action mécanique et l’axe de la
liaison.
On désire utiliser des douilles à billes, les deux surfaces de contacts sont donc acier-
acier ayant pour coefficient de frottement 0.2
étant égale à 55mm donc L >=22mm.
On choisit une unité de guidage forme H avec 8 douilles à billes KH2030.
Le dimensionnement de l’unité de guidage est effectué selon la norme ISO6432
(voir annexe3.13).Pour la fixation des formes H sur la cuve, on fait un méplat de 5mm sur
l’unité, un fer plat est soudé sur le méplat et une cornière vient se fixer par des vis au fer plat
d’une part et soudé sur la cuve d’autre part.
2f
L

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 57/92
Chapitre 3 : Calcul et dimensionnement
[ 57 ] ENIS SKG
F igur e 3.6: Unité de guidage linéaire
4. Calcul de la puissance du moteur-réducteur [5]
Vu que le panier tourne à une faible vitesse, la réduction à partir de 1440 tr/mn se fait par
deux rapports:
1er rapport du moteur réducteur :
Roue et vis sans fin : r 1 = 24
2éme rapport de réduction :
Engrenage : r 2 = 4.5
Le rapport de réduction global est
r = r I * r 2 (3-27)A.N r = 108
La fréquence d’entrée est la fréquence de rotation de l’arbre moteur
Nm = Ne = 1440tr/min → We = 150.79 rd / s
Or
r = → Ws =
(3-28)
La puissance de sortie est donnée par la formule suivante :
Ps = M p . Ws (3-29)
M p est le moment polaire exprimée par :

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 58/92
Chapitre 3 : Calcul et dimensionnement
[ 58 ] ENIS SKG
M p = I . ε = .
(3-30)
La puissance d’entrée est reliée à celle de sortie par :
Pe =
(3-31)
Le rendement η est obtenu par le produit des deux rendements η1 (roue-vis) et η2
(roue-pignon)
η1= 0.5 ; η2= 0.9
M: masse de la charge M = 120 Kg
R : rayon du panier R = 0.24 m
Td : temps de démarrage du moteur Td = 0.07 s
Ws : vitesse angulaire de sortie du systéme Ws = 1.4 rd / s
Ps : puissance de sortie Ps = 96.768 W
Pe : puissance du moteur Pe = 215 W
Tableau 11: Calcul de la puissance du moteur
Le couple d’entrainement est défini par :
C = (3-32)
Le couple d’entrée est donc Ce =
A.N Ce = 1.43 N.m
Le couple de sortie est Cs =
A.N Cs = 69.12 N.m
L’application de la finition varie d’une gamme de produits à un autre, l’utilasation
d’un variateur de fréquence avec un moteur de puissance 0.35 Kw permet de s’adapter à la
qualité et la quantité des pièces.
5. Calcul des engrenages
5.1. Calcul du module [8]
bdi² = 19 106 ( ) (
) (1+) ys y υ (3-33)
bdi² = 8 m Z1² m² = 8 m3 Z12 (3-34)
Par suite m = [ ( ys y υ]
1/3
(3-35)

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 59/92
Chapitre 3 : Calcul et dimensionnement
[ 59 ] ENIS SKG
E : module d’élasticité E = 1400 MPa
α : angle de pression α = 20°
Z1 : nombre de dents du pignon Z1 = 30
P : puissance P = Pn η2 = 370 * 0.5 = 185 W
σ = σHadm : contrainte admissible σHadm =σe =
* 22.04 = 14.66 Mpa
n = n p : fréquence de rotation du pignon n p = 60 tr /min
i1,2 : rapport de réduction i1,2 = 4.5
ys ys = 1.05
y υ y υ = 1.1
m : module des roues m = 4
Tableau 12: Calcul du module d’engrènement
5.2.
Caractéristiques des roues à denture droite normale (α =20 °) [9]
Toute les roues à denture droite et de même module engrènent entre elles, quels que
soient leur diamètre et leur nombre de dents
Roue Pignon
Module m : déterminé à partir du calcul
précédent de résistance des
matériaux
m = 4
Nombre de dents Z : déterminé à partir des
rapports des vitesses r 2= =
Zr = 135 Z p = 30
Pas p = m .π p = 12.5

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 60/92
Chapitre 3 : Calcul et dimensionnement
[ 60 ] ENIS SKG
Saillie ha = m ha = 4
Creux hf = 1.25. m hf = 5
Hauteur de dent h = ha + hf = 2.25. m h = 9
Diamètre primitif d = m. Z dr = 540 d p = 120Diamètre de tête da = d + 2m dar = 548 dap = 128
Diamètre de pied df = d – 2.5m dfr = 530 dfp = 110
Largeur de denture b = k .m (k valeur à se fixer
fréquemment 8 ou 10) on prend
k=8
b = 32
Entraxe de deux roues a = =
+ a = 330
Tableau 13: Caractéristiques des roues
5.3. Calcul de la clavette [9]
Une clavette est une pièce destinée à rendre solidaires un organe de machine et un
arbre. On utilise une clavette pour permettre la liaison en rotation du pignon et de l’arbre du
moteur réducteur.
La clavette est longitudinale, parallèle à l’axe des pièces à immobiliser.
On choisit un clavetage forcé dont la liaison est obtenue par coincement de faces
intérieures et supérieures de la clavette sur ses portées, de forme A de longueur 28mm
F igur e 3.7: Clavette forcée
D’après l’annexe (3.14) on déduit le tableau suivant :
D a b h Smin j K 1
30 8 7 11 0.25 d-4 d+2.4
Tableau 14: Dimensionnement de la clavette
Par suite j= 26 ; K 1 = 32.4

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 61/92
Chapitre 3 : Calcul et dimensionnement
[ 61 ] ENIS SKG
L’arrêt en translation du pignon par rapport à l’axe du moteur réducteur est effectué
par un circlips et un épaulement dans l’axe du moteur réducteur.
6. Paliers de guidage en rotation
6.1. Les coussinets [5]
Ce type de guidage présente une solution simple à mettre en œuvre, économique et
assurant un fonctionnement silencieux. Les coussinets existent sous des formes et dimensions
normalisés différentes.
F igur e 3.8: Types de coussinets
Ces bagues peuvent fonctionner à sec ou avec lubrification pour diminuer le
frottement. Le calcul des dimensions du coussinet est estimé par le calcul du produit P*V.
La pression diamétrale P (N/mm2) donnée par la formule suivante :
P=F / (d*L) (3-36)
F : la charge radiale sur le palier(N)
d : diamètre d’alésage du coussinet (mm)
L : longueur du coussinet (mm)
La charge radiale F est exprimée
F = (3-37)
C : couple D : diamètre
Pour le pignon C = Ce = Pe / We = 2.45 N.m
Pour la roue C = Cs = Ps / Ws = 119 N.m
La vitesse circonférentielle V en m/s :
V=R*
(3-38)
Avec :

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 62/92
Chapitre 3 : Calcul et dimensionnement
[ 62 ] ENIS SKG
R : rayon intérieur du coussinet
: vitesse angulaire en rd/s (=2πN/60)
Le facteur P*V permet de s’assurer, en fonction du matériau du coussinet, s’il serait capable
de supporter l’énergie engendrée par le frottement. La condition est donc
P*V ≤ (P*V )adm (3-39)
Coussinet de
guidage pourMatériau ϕ L F P(MPa) V(m /s) P*V (P*V)admi
pignon Téflon 37 40 66.22 0.045 0.0944.23
10-3 1.5
Roue Téflon 78 40 1525.64 0.5 0.049 0.045 1.5
Tableau 15: Dimensionnement des coussinets
Le montage d’un coussinet dans l’alésage se fait avec un ajustement serré.
Figure 3.9 : Montage d’un coussinet
6.2. Résultats de l’emploi des coussinets
L’utilisation du coussinet pour le guidage de la roue dentée pose problème. En faite, dans
la position la plus défavorable de la machine c'est-à-dire le support est incliné de 50° de la
position verticale ; le frottement entre l’inox et le téflon minimise la durée de vie du coussinet
et la coplanarité des roues dentées n’est plus respectée. Pour cela ,on utilise deux roulements à
billes logés entre un arbre fixe soudé sur le support et un moyeu tournant qui permet la

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 63/92
Chapitre 3 : Calcul et dimensionnement
[ 63 ] ENIS SKG
rotation de la roue dentée ,donc du panier remplie de pièces .Pour garder un système étanche,
l’utilisation de deux joints d’étanchéité est recommandée. Un joint est disposé lors de la mise
en place du couvercle qui s’appuie sur la bague extérieure du roulement.
6.3. Les roulements [10]
En tenant compte du diamètre de l’axe tournant guidant le diamètre extérieur du
roulement d’une part et du catalogue fournisseur (annexe 3-15) d’autre part, on
choisit d’introduire deux roulements à billes de diamètre intérieur d = 40 mm, de diamètre
extérieur D = 68mm et d’épaisseur B = 15mm.
La distance entre les deux roulements représente la longueur de guidage L.
L = 1.5 à 2 x dOn prend L = 1.8 x d = 72 mm.
La charge dynamique équivalente appliquée sur les roulements est :
P = X Fr + Y Fa (3-40)
En effet, d’après l’annexe (3-16) le calcul du rapport Fa / C0 détermine la valeur de e. Et en
comparant le rapport Fa / Fr à e, on trouve la valeur de X et Y.
Avec Fr : effort radial, Fa : effort axial.
X et Y : coefficients à déterminer.
C0 : charge de base statique déterminée d’après l’annexe (3-15): C0 = 780 daN =7800N
La durée de vie souhaitable s’exprime :
Lh = L10 → L10 =
Lh (3-41)
Lh : durée de vie souhaitable du roulement
(annexe 3-17)
Lh = 20000 h
N : fréquence de rotation N = 15 tr/min
L10 : durée de vie du roulement L10 = 18 millions de tours
Tableau 16 : Durée de vie du roulement
La charge dynamique du roulement s’écrit :
C = P x (L10)^(1/3) (3-42)
6.3.1 En position verticale
Dans cette position, on ne dispose que d’effort axial alors :
P= Y Fa
L’effort radial Fr tend vers 0, par suite le rapport Fa / Fr tend vers ∞ donc supérieur à e.
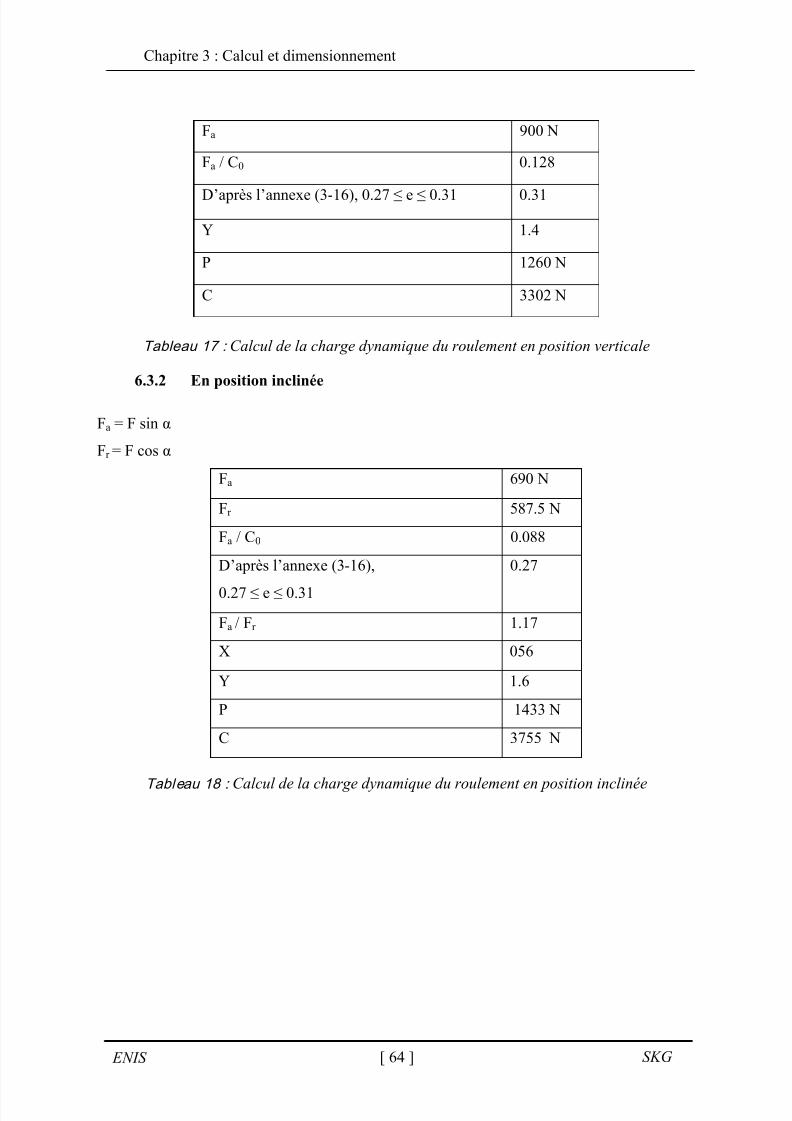
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 64/92
Chapitre 3 : Calcul et dimensionnement
[ 64 ] ENIS SKG
Fa 900 N
Fa / C0 0.128
D’après l’annexe (3-16), 0.27 ≤ e ≤ 0.31 0.31
Y 1.4
P 1260 N
C 3302 N
Tableau 17 :Calcul de la charge dynamique du roulement en position verticale
6.3.2 En position inclinée
Fa = F sin α
Fr = F cos α
Fa 690 N
Fr 587.5 N
Fa / C0 0.088
D’après l’annexe (3-16),
0.27 ≤ e ≤ 0.31
0.27
Fa / Fr 1.17
X 056
Y 1.6
P 1433 N
C 3755 N
Tableau 18 : Calcul de la charge dynamique du roulement en position inclinée

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 65/92
Chapitre 3 : Calcul et dimensionnement
[ 65 ] ENIS SKG
6.3.3 Conclusion
Dans chacune des deux positions la charge dynamique équivalente appliquée sur les
roulements est inférieure à la charge qu’ils peuvent supporter. Cette charge est déterminée
d’après l’annexe (3-15), C = 1020 daN = 10200 N.
7. Calcul de la puissance des résistances chauffantes
7.1. Bilan d’énergie
Le bilan d’énergie dans la cuve est représenté par la relation suivante :
(Energie d’entr ée) + (Energie génération) = (Energie de Sortie) + (Energie
d’accumulation)
W = MF CPF ( TcF - TfF ) + MI CPI (TcI – TfI) + Meau CPeau (Tceau – Tfeau) (3.43)
Avec
F : FINIGARD I : charge en inox
Mi : masse de l’élément i
CPi : chaleur massique de i
7.2. Puissance des résistances chauffantes
On suppose que le FINIGARD, la charge et la masse d’eau se chauffe pendant la
même durée ∆t = 1h = 3600 s.
La puissance nécessaire pour chauffer la cuve est donc
P = (3.44)
P =
+
–
+
–
(3-45)
A.N P = 12kW
Vue l’importance de cette puissance, nous sommes face à deux solutions de chauffage
de la cuve. L’une est les résistances chauffantes, l’autre est l’introduction de circulateurs
d’eau chaude provenant d’une chaudière déjà existante dans la société.
Le climat, à l’été, favorise le maintient de température à 20°C. Le problème de
chauffage sera donc traité ultérieurement.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 66/92
Chapitre 3 : Calcul et dimensionnement
[ 66 ] ENIS SKG
8. Calcul d’agitation [5]
8.1. Calcul de la puissance du moteur réducteur d’agitation
Le nombre de Reynolds s’exprime :
R e = (3-46)
Avec ρ : masse volumique du finigard (kg/m3)
N : vitesse de rotation (s-1), N = n / 60 où n est la fréquence de rotation de l’arbre
du moteur.
D : diamètre du mobile (m)
: viscosité (kg/ m .s)
A.N R e = (1027*60*0,32)/0.06
R e =1540
Cette valeur correspond à un régime laminaire donc à un nombre de puissance
N p = 0,5 d’après l’annexe (3.18).
La puissance dissipée est :
P = N p ρ N3 D5 (3-47)
On choisit un moteur réducteur de puissance 0.18 Kw
8.2. Calcul du diamètre de l’arbre d’agitation
8.2.1. Calcul de l’arbre en torsion
Le couple en torsion est exprimé par :
Mt = (3-48)
A.N Mt = 29 N.m
La condition de résistance à la torsion s’écrit :
τ ≤ τa (3-49)
La contrainte admissible de l’arbre en torsion est τ a = 20 MPa.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 67/92
Chapitre 3 : Calcul et dimensionnement
[ 67 ] ENIS SKG
τ = (3-50)
Avec I0 = ; v =
L’équation (3-49) devient
d ≥ ^(1/3) (3-51)
A.N d ≥ 19.47 mm
8.2.2. Calcul de l’arbre en flexion
Le couple en flexion est exprimé par :
Mf = x La (3-52)
A.N Mf = 116 N.m
La condition de résistance à la flexion s’écrit :
η ≤ ηa (3-53)
La contrainte admissible de l’arbre en flexion est ηa = 100 MPa.
η=
(3-54)
Avec I = ; v =
L’équation (3-53) devient
d ≥ ^(1/3) (3-55)
A.N d ≥ 22.77 mm
On prend d = 30 mm.
9. Calcul par éléments finis
9.1. Résistance de la structure de la cuve
La cuve est fabriqué à partir de tôles épaisseur 3mm pliés. Pour renforcer la structure,
deux tubes croisés sont disposés au fond et un tube au milieu de la cuve afin d’annuler toute
possibilité de flexion de la cuve suite à un poids de 1300 kg de finigard.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 68/92
Chapitre 3 : Calcul et dimensionnement
[ 68 ] ENIS SKG
La simulation aboutit aux résultats suivants :
Contraintes de Von Mises
La contrainte maximale 15 MPa est inférieur à la contrainte admissible.
Déformations

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 69/92
Chapitre 3 : Calcul et dimensionnement
[ 69 ] ENIS SKG
Conclusion :
Les simulations montrent que la structure est bien robuste et résistante à toute
déformation et déplacement imposé par le poids du produit immergé.
9.2. Résistance du support
La simulation aboutit aux résultats suivants :
Contraintes de Von Mises :
La contrainte maximale 30 MPa est inférieur à la contraintes admissible.
Déformations :

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 70/92
Chapitre 3 : Calcul et dimensionnement
[ 70 ] ENIS SKG
Conclusion :
Les simulations prouvent la résistance du support à la force de réaction lors de la sortie
de la tige du vérin d’inclinaison.
10. Conclusion
Le dimensionnement des différents ensembles et pièces de la machine ainsi que le
calcul des organes de transmission de mouvement et de puissance, étaient l’objet de ce
chapitre. Nous nous intéressons dans le chapitre suivant à l’étude du système de commande et
de ses composantes d’automatisation.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 71/92
CHAPITRE 4
COMMANDE DE LA MACHINE
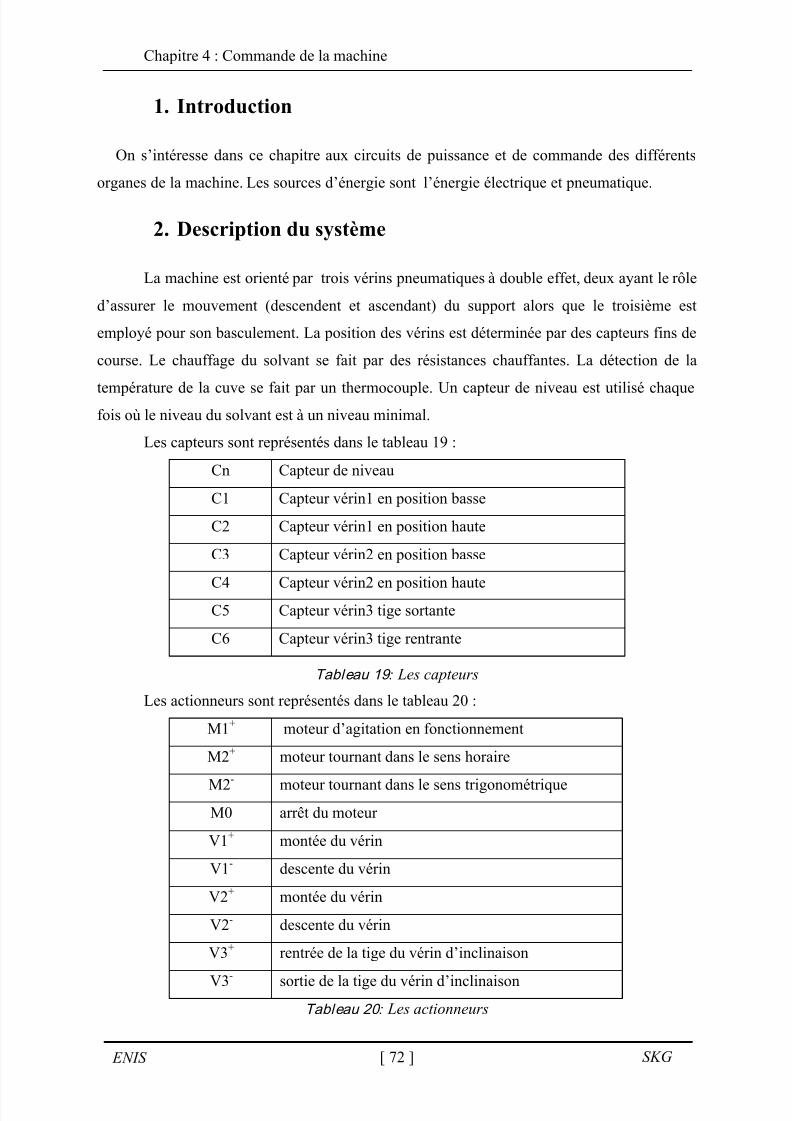
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 72/92
Chapitre 4 : Commande de la machine
[ 72 ] ENIS SKG
1. Introduction
On s’intéresse dans ce chapitre aux circuits de puissance et de commande des différents
organes de la machine. Les sources d’énergie sont l’énergie électrique et pneumatique.
2. Description du système
La machine est orienté par trois vérins pneumatiques à double effet, deux ayant le rôle
d’assurer le mouvement (descendent et ascendant) du support alors que le troisième est
employé pour son basculement. La position des vérins est déterminée par des capteurs fins de
course. Le chauffage du solvant se fait par des résistances chauffantes. La détection de la
température de la cuve se fait par un thermocouple. Un capteur de niveau est utilisé chaquefois où le niveau du solvant est à un niveau minimal.
Les capteurs sont représentés dans le tableau 19 :
Cn Capteur de niveau
C1 Capteur vérin1 en position basse
C2 Capteur vérin1 en position haute
C3 Capteur vérin2 en position basse
C4 Capteur vérin2 en position hauteC5 Capteur vérin3 tige sortante
C6 Capteur vérin3 tige rentrante
Tableau 19 : Les capteurs
Les actionneurs sont représentés dans le tableau 20 :
M1+ moteur d’agitation en fonctionnement
M2+ moteur tournant dans le sens horaire
M2-
moteur tournant dans le sens trigonométrique
M0 arrêt du moteur
V1+ montée du vérin
V1- descente du vérin
V2+ montée du vérin
V2- descente du vérin
V3+ rentrée de la tige du vérin d’inclinaison
V3-
sortie de la tige du vérin d’inclinaison
Tableau 20 : Les actionneurs

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 73/92
Chapitre 4 : Commande de la machine
[ 73 ] ENIS SKG
Le GRAFCET de la partie commande du système est représenté sur la figure 4.1 :
Figure4.1 : GRAFCET de la partie commande
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 74/92
Chapitre 4 : Commande de la machine
[ 74 ] ENIS SKG
3. Organes d’automatisation
3.1. Capteur de position
Les capteurs de fin de course sont installés sur deux barres de guidage pour les vérins
de manutention alors qu’on achète des ca pteurs magnétiques intégrés pour le vérin
d’inclinaison.
3.2. Les distributeurs
Pour synchroniser les vérins de manutention on utilise un seul distributeur 5/2.De
même, un autre est employé pour le troisième vérin.
3.3. Contacteur
Le choix d'un contacteur est fonction de la nature et de la valeur de la tension du
réseau, de la puissance installée, des caractéristiques de la charge, des exigences du service
désiré.
4. La commande semi automatique de la machine
La commande de la machine de traitement du FINIGARD est semi automatique. Cette
solution présente les avantages suivants :
La manipulation de l’armoire électrique est facile
Le coût est moins élevé qu’un automate programmable
Toutefois, les inconvénients que présente cette solution sont les suivants :
Montage complexe
L’armoire électrique est de grandes dimensions à cause du grand nombre desactionneurs et de la séparation obligatoire des éléments pneumatiques des éléments
électriques.
4.1. Circuit du moteur électrique
Le démarrage du moteur est un démarrage direct avec deux sens de rotation.
L’inversion du sens de rotation est temporisée par rapport au déclenchement de l’inclinaison
du panier (capteur du vérin d’inclinaison).

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 75/92
Chapitre 4 : Commande de la machine
[ 75 ] ENIS SKG
Circuit de puissance
F igur e 4.2: Circuit de puissance du moteur électrique
Circuit de commande :
F igur e 4.3: Circuit de commande du moteur électrique

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 76/92
Chapitre 4 : Commande de la machine
[ 76 ] ENIS SKG
4.2. Circuit du moteur électrique d’agitation
Le moteur assurant l’agitation du produit fonctionne avec démarrage direct et tournant
dans un seul sens de rotation.
Circuit de puissance :
F igur e 4.4: Circuit de puissance du moteur d’agitation
Circuit de commande :
L1, L2, L3 alimentation triphasée
Q fusible sectionneur
KM1 contacteur principal 1
F relais thermique M moteur triphasé

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 77/92
Chapitre 4 : Commande de la machine
[ 77 ] ENIS SKG
F contact auxiliaire du relais thermique
S0 bouton poussoir arrêt
S1 bouton poussoir marche
KM1
bobine du contacteur
KM11 contact auxiliaire du contacteur
F igur e 4.5: Circuit de commande du moteur d’agitation
4.3. Circuit des résistances chauffantes
Circuit de puissance :
1 Resistance électrique triphasé
3 Sectionneur triphasé porte fusible
M 3 Contacteur triphasé de résistance chauffante
10 Sélecteur à 2positions de la marche de résistance
1 Thermorégulateur
2 Sonde de température triphasée
Figur e 4.6: Circuit de puissance des résistances chauffantes

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 78/92
Chapitre 4 : Commande de la machine
[ 78 ] ENIS SKG
Circuit de commande :
Sur la figure 4.7 est présenté le circuit de commande des résistances électriques.
Lorsqu’on appui sur S10, la résistance est fonctionne. L’arrêt du fonctionnement se fait en
appuyant sur le sélecteur S10. La régulation de la température est assurée par un régulateur de
température. La détection de la température se fait par une sonde de température.
S10 Sélecteur à 2 positions de la marche de résistance
1 Thermorégulateur+ Sonde de température triphasée
KM3 Bobine
F igur e 4.7: Circuit de commande des résistances électriques
1

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 79/92
Chapitre 4 : Commande de la machine
[ 79 ] ENIS SKG
4.4. Schéma pneumatique des vérins pneumatiques de
manutention [6]
F igure 4.8 : Schéma pneumatique des vérins de manutention
Rep. Désignation Commentaire
1 Vérin pneumatique à double effet
avec amortisseur
Diamètre : 50mm
Course : 250mm2 Régulateur de débit
unidirectionnel
Calibre 1/4"
3 Distributeur 5/2 bistable Calibre 1/4"
4 Ensemble de conditionnement
d’air
Filtre+régulateur de
pression
5 Compresseur Calibre 1/4"
6 Graisseur à goutte Calibre 1/4"
7 Silencieux 4 Bars
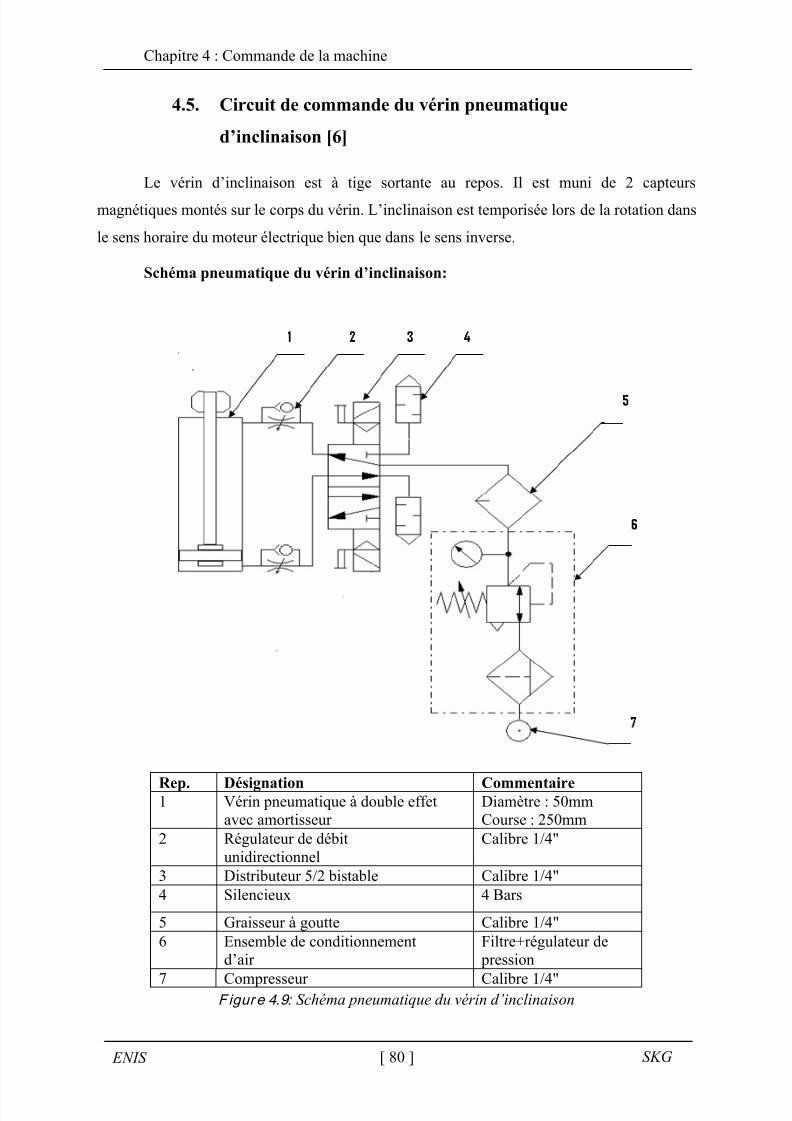
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 80/92
Chapitre 4 : Commande de la machine
[ 80 ] ENIS SKG
4.5. Circuit de commande du vérin pneumatique
d’inclinaison [6]
Le vérin d’inclinaison est à tige sortante au repos. Il est muni de 2 capteurs
magnétiques montés sur le corps du vérin. L’inclinaison est temporisée lors de la rotation dans
le sens horaire du moteur électrique bien que dans le sens inverse.
Schéma pneumatique du vérin d’inclinaison:
Figure 4.9: Schéma pneumatique du vérin d’inclinaison
Rep. Désignation Commentaire1 Vérin pneumatique à double effet
avec amortisseur
Diamètre : 50mm
Course : 250mm
2 Régulateur de débit
unidirectionnel
Calibre 1/4"
3 Distributeur 5/2 bistable Calibre 1/4"
4 Silencieux 4 Bars
5 Graisseur à goutte Calibre 1/4"
6 Ensemble de conditionnement
d’air
Filtre+régulateur de
pression
7 Compresseur Calibre 1/4"

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 81/92
Chapitre 4 : Commande de la machine
[ 81 ] ENIS SKG
4.6. Armoire électrique
Figure4.10: Armoire électrique
L’armoire électrique de la machine contient un bouton de mise en marche moteur, un
bouton d’arrêt, et un sélecteur 3 positions pour les vérins de levage dont 2 positions
actionnent un mode manuel de descente ou de montée des vérins alors que la troisième
position désigne un mode automatique gérant une suite d’actions :immersion de 40 secondes
dans le bain, levage du panier, inclinaison du système et enfin, retour à la position initiale.
5. Solution Automate Programmable industriel
La commande de la machine peut être réalisée par un automate, cette solution
présente les avantages suivants :
Faciliter le paramétrage du fonctionnement
Gérer automatiquement la ligne de production toute entière
Les inconvénients de cette solution sont :
Cout élevé
On choisit donc une commande semi-automatique de la machine vue qu’elle est plus
facile à manipuler et de cout moins élevé.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 82/92
Chapitre 4 : Commande de la machine
[ 82 ] ENIS SKG
6. Conclusion
Dans ce chapitre la commande de la machine est établie. Les étapes de réalisation et
l’étude économique sera donc sujet du chapitr e suivant.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 83/92
CHAPITRE 5
REALISATION ET ETUDE ECONOMIQUE

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 84/92
Chapitre 5 : Réalisation et étude économique
[ 84 ] ENIS SKG
1. Introduction
La réalisation de la machine de traitement repose sur la construction de certains
composants et la sous-traitance d’autres. Par ailleurs ce chapitre est consacré à l’explication
des opérations de construction, aussi une étude économique de notre machine est détaillée.
2. Fabrication de la cuve
La construction de la cuve se fait par soudure de tôles constituant les parois et le fond.
La décomposition en tôles doit satisfaire les conditions suivantes :
Les dimensions de tôles existantes sur le marché
Le minimum de déchet.
2.2 Découpage des tôles [11]
Compte tenu de ces conditions, on décompose la cuve en six tôles : trois tôles chacune
est une face longitudinale, une tôle incluant la quatrième surface et le fond et deux tôles
coplanaires pour assurer la paroi intérieure du double fond établi pour le chauffage.
Il existe divers procédés de découpage : par une presse, le découpe à plasma.
- Industriellement, l’opération du découpage s’effectue sur une presse. Un poinçon
animé d’un mouvement de translation exerce un effort sur la tôle en appui sur la
matrice (partie fixe de l’outil) qui joue le rôle d’une contre-lame
F igure 5.1 : Découpage par presse

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 85/92
Chapitre 5 : Réalisation et étude économique
[ 85 ] ENIS SKG
- La découpe à plasma est un processus utilisé pour couper l’acier et d’autres métaux
(parfois d’autres matériaux) en utilisant une torche à plasma.
Pendant le processus, un mélange gazeux ionisé (bien que ce ne soit que de l’air
compressé dans certains équipements) est expulsé à grande vitesse hors de la tête de coupe ;
au même moment, un arc électrique est formé à travers le gaz depuis une électrode intérieure
à la tête de découpe jusqu’à la surface à découper, changeant une partie de ce mélange gazeux
en plasma.
Le découpage plasma permet la découpe de tôles en métal sur des épaisseurs de 0 à 70
mm avec une précision de plus ou moins 0,2 mm.
F igure 5.2 : Découpage avec plasma
- Les tôles fines d’épaisseur 3mm sont découpées dans l’atelier de mécanique de la
société SKG vue la disponibilité d’une presse de découpage. Alors que les plaques
d’épaisseur 20mm sont découpées à plasma chez le fournisseur.
2.3 Pliage des tôles [12] [13]
Le pliage est une opération de conformation à froid qui consiste à déformer une tôle
plane en changeant la direction de ses fibres de façon brusque suivant un angle déterminé. Il
faudra dépasser la limite élastique pour obtenir l’angle voulu.
Ci-dessous un poinçon applique une force F sur une tôle qui va s’enfoncer dans une
matrice appelée Vé.
Il existe plusieurs techniques pour plier une pièce : pliage en l’air dans une presse - plieuse, pliage en frappe, pliage sur plieuse à sommier ou universelle…

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 86/92
Chapitre 5 : Réalisation et étude économique
[ 86 ] ENIS SKG
Figure 5.3 : Pliage sur presse plieuse
F igure 5.4 : Presse plieuse
La société dispose d’une presse plieuse sur laquelle sont effectuées tous les travaux de
pliage.
Le développement du flan :
La connaissance de la position de la fibre neutre permet d’obtenir avec une bonne
approximation le développement du flan.
Approximativement, la fibre neutre est située à : e/2 si R/e ≥ 3
2 e/ 5 si R/e ≈ 2
e/3 si R/e ≈ 1
2.4 Soudure des tôles
Il existe différents procédés de soudage qu’on peut classifier en deux groupes selon la
source d’énergie utilisée :

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 87/92
Chapitre 5 : Réalisation et étude économique
[ 87 ] ENIS SKG
- Le soudage utilisant une source d’énergie interne (ou endogène) aux pièces : soudage
électrique par résistance, soudage par friction, par diffusion, par explosion, par
ultrasons.
- Le soudage utilisant une source d’énergie extérieure à la pièce : flamme, arc
électrique, faisceau d’électrons, faisceau Laser, jet de plasma…
Ce second groupe est le plus répandu dans l’industrie (hormis dans l’automobile où on
soude par résistance), et plus particulièrement le soudage à l’arc, technique de très loin la plus
utilisée pour le soudage des aciers et des autres métaux et alliages.
L’assemblage des différents tubes et tôles est effectué par une soudure à l’arc.
.
F igure 5.5 : La cuve
3. Fabrication du support de la charge
La fabrication du support se fait par découpage des tubes carrés et rectangulaires de
dimensions respectives 50x50 et 100 x 50 en des tronçons de longueurs différentes. Ce
support est en inox . Le choix de ce matériau est justifié par le faite que le support va être
immergé dans la solution FINIGARD. L’assemblage de ces tronçons est assuré par soudage
électrique à l’arc.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 88/92
Chapitre 5 : Réalisation et étude économique
[ 88 ] ENIS SKG
Figur e 5.6 : Le support
4. Montage de la machine
4.1. Montage du guidage linéaire
Le montage du guidage linéaire doit obligatoirement répondre à la contrainte
géométrique de parallélisme entre les deux colonnes guidant la translation longitudinale du
système.
4.2. Montage du support du panier
Vue la forme en U du support, le parallélisme des barres longitudinales est obligatoire
pour garder par la suite le parallélisme entre le support et les plaques d’épaisseur 20mm et le
guidage linéaire.
5. Etude économique
L’étude économique est indispensable lors de la réalisation d’un tel projet. Elle permet
de s’informer sur l’investissement nécessaire pour la mise au point d’un tel équipement. Le
coût total doit tenir compte de la somme des coûts suivants :
coût de la matière première,
coût de fourniture,
coût de sous-traitance
coût de la main d’œuvre

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 89/92
Chapitre 5 : Réalisation et étude économique
[ 89 ] ENIS SKG
5.1. Coût de la matière première
Le coût de la matière première nécessaire pour la fabrication des pièces mécaniques de
la machine est présenté dans le tableau suivant :
Nb Désignation Prix U.H.T
(DT)
Coût total (DT)
1 Tôle Inox 2000 x1000 x3 456 456
3 Tôle Inox 1250 x 2000x3 2257
1 Tube carré Inox 50x50 37 37
1 Plaque rectangulaire Inox e=20 448 448
1Plaque en polypropylène e=30
(prix de 1 Kg)7 70
1 Tube 60*40 200
Total (DT) 3468
Tableau21: Coùt de la matière première
5.2. Coût de la fourniture
Ce coût englobe le coût :
Du matériel pneumatique,
Du matériel électrique,
Des accessoires.
Le matériel nécessaire est classifié selon les tableaux suivants :
Nb Désignation Prix U.H.T (DT) Coût total (DT)
2 Vérin pneumatique D=50,
Course=500263 526
1 Vérin pneumatique D=80,
Course=400395
1 Rotule 63
1 Chape de pied 461 Flasque orientable 34
1 Capteur magnétique 99
4 Capteurs fin de course 60
2 Distributeur 5/2 50 100
6 Régulateur de débit 1/8-T6 10 60
2 Filtre, manomètre et régulateur de
pression150
Total (DT) 1533
Tableau 22: Coût du matériel pneumatique

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 90/92
Chapitre 5 : Réalisation et étude économique
[ 90 ] ENIS SKG
Nb Désignation Prix U.H.T (DT) Coût total (DT)
2 Contacteur 50 100
3 Disjoncteur 35 105
1 Variateur de vitesse400 400
6 Porte Fusible RT18-32 1P+ Fusible
10*38-4A3 18
1 Coffret Armoire Electrique 120 120
3 Chemin des câbles 10 30
2 Temporisateur 70 140
Total (DT) 913
Tableau 23: Coût du matériel électrique
Nb Désignation Prix U.H.T (DT) Coût total (DT)
1 Moteur réducteur P=0.37kW, r=24 831
2 Tuyaux D=8 20
Vis et écrous 20
Total (DT) 871
Tableau 24: Coût des accessoires
Le coût de la fourniture est donc la somme des différents types de matériels = 3317DT.
5.3. Coût de la sous-traitance
Vue la non disponibilité des machines, certaines pièces sont sous traités. Le coût de la
sous-traitance est présenté dans le tableau suivant :
Désignation Coût total (DT)
Taillage des roues 259
Usinage des brides de renfort de la
roue88
Usinage des différents axes et plaques 760
Usinage de l’unité de guidage 597
Total (DT) 1704
Tableau 25: Coût de la sous-traitance
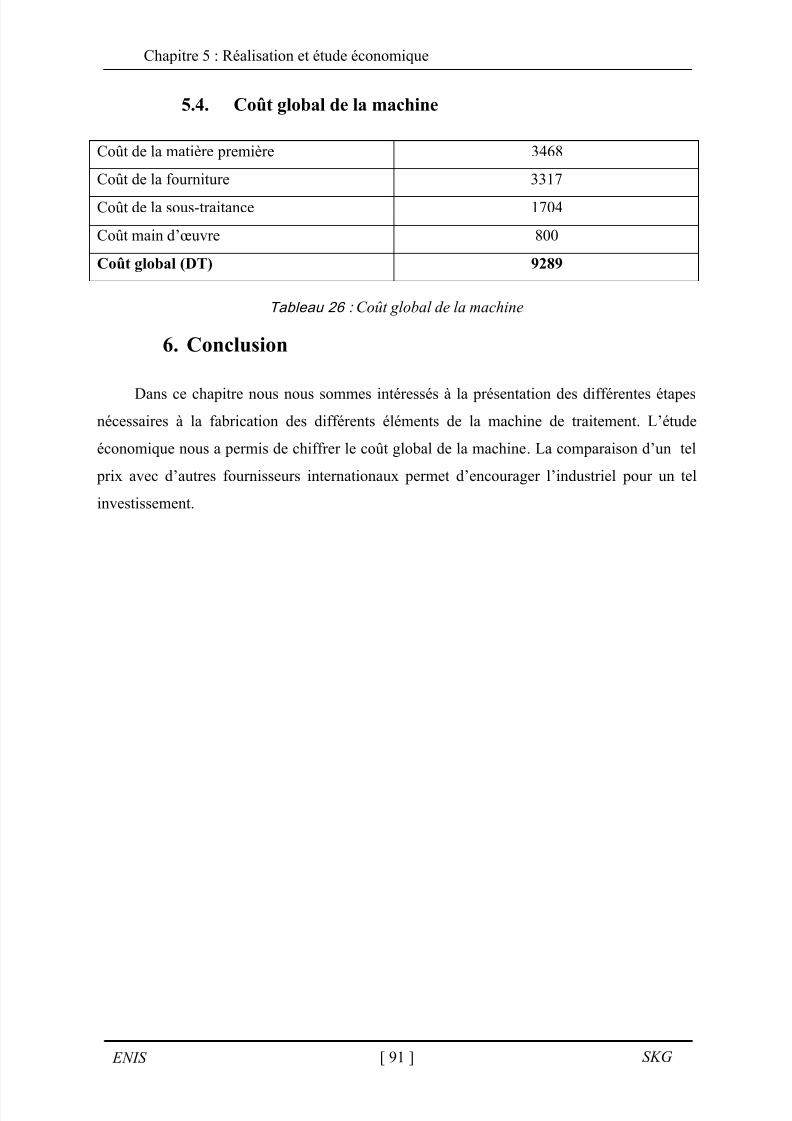
7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 91/92
Chapitre 5 : Réalisation et étude économique
[ 91 ] ENIS SKG
5.4. Coût global de la machine
Coût de la matière première 3468
Coût de la fourniture 3317
Coût de la sous-traitance 1704
Coût main d’œuvre 800
Coût global (DT) 9289
Tableau 26 :Coût global de la machine
6. Conclusion
Dans ce chapitre nous nous sommes intéressés à la présentation des différentes étapes
nécessaires à la fabrication des différents éléments de la machine de traitement. L’étude
économique nous a permis de chiffrer le coût global de la machine. La comparaison d’un tel
prix avec d’autres fournisseurs internationaux permet d’encourager l’industriel pour un tel
investissement.

7/18/2019 Gem 08802258
http://slidepdf.com/reader/full/gem-08802258-56d648a17fc57 92/92
CONCLUSION ET PERSPECTIVES
En conclusion, nous désirons saisir cette occasion pour dire que le projet de fin d’études
nous a été d’une très grande utilité aussi bien pédagogique que professionnelle.
Ce rapport indique le chemin à suivre pour pouvoir mettre en place l’étude, la
conception et la réalisation de la machine de traitement organo-minérale. Et ce à travers une
série d’étapes et de procédures nécessaires afin d’entamer cet objectif. Pour cela, notre travail
a été décomposé en cinq étapes majeures. La première avait pour but de faire une étude
bibliographique. La deuxième étape consistait à la proposition et au choix des solutions
technologiques nécessaires pour la machine à réaliser. La troisième donnait l’essentiel des
étapes de calcul et dimensionnement des organes de la machine. La quatrième étape consistait
à la définition de la commande de la machine, le câblage électrique et pneumatique des
différents composants. Enfin, la dernière étape avait pour but de décrire les principales étapes
de la réalisation ainsi que de présenter une étude économique.
Ce travail a été très enrichissant en matière d’informations surtout qu’il a constitué pour
nous une exploitation et enrichissement des connaissances théoriques de telle façon à lesrendre en harmonie parfaite avec les besoins du milieu professionnel : le sens de la
responsabilité, les relations humains, la discipline et l’initiative.
Il ne nous a pas été simple de nous familiariser avec la vigueur et la méthodologie du
domaine de travail au sein de la société SKG sans l’assistance de ses personnels qui ont eu
l’amabilité de nous faire part de leurs suggestions et de leurs critiques dans le but de nous
envoler toute ambigüité.







