Download - 銲材相關 CNS 國家標準與國際標準之接軌推動現階段的成果、現階段修訂銲材標準與國際標準的對照分析。台灣銲接協會現階 段有關於cns標準修訂的努力,將有助於銲材相關cns國家標準與國際標準的接軌,

1
銲材相關 CNS國家標準與國際標準之接軌
中鋼焊材廠股份有限公司◆莊士誠
金屬工業研究發展中心◆吳隆佃
摘 要
本文說明銲接材料 ISO標準的演變、銲接相關標準國際發展趨勢與 CNS標準修訂
推動現階段的成果、現階段修訂銲材標準與國際標準的對照分析。台灣銲接協會現階
段有關於 CNS標準修訂的努力,將有助於銲材相關 CNS國家標準與國際標準的接軌,
降低國內標準應用的障礙與促進國際貿易的溝通。
一、前 言
貨物交易時,買賣雙方常需要有共通的基準。所以人類歷史上很早就有標準化的
產生,最有名的例子就是秦始皇統一中國後也統一了貨幣、度量衡與文字。這些共通
基準,經過歷史的演變,從地區、業界發展到國家甚至是國際間,對於我們周遭產品
的安全性、品質以及互換性有非常重要的影響。特別近年來歐洲共同經濟圈的興起,
從歐元的統一到各產業共通標準的建立,歐洲共通標準(EN)在這方陎提供了歐洲國
家重要的發展基礎。但是這樣的成果一旦被推向世界變成 ISO 標準時,這些以歐洲
為主的標準就對其它國家的標準、生產製造及市場競爭造成了衝突。
銲接為鋼結構工程如鋼構大樓、鋼構橋樑、鋼構廠房,壓力儲槽製造,船舶建造,
大型機器設備及組件製作不能或缺的重要技術,銲接品質良窳則關係到這些銲接組合
鋼結構產品的安全性、使用壽命。銲接品質的管控牽涉組合接頭設計、銲接製程與銲
材選用、銲接程序規範書制定、銲接施工人員技術檢定、施工管理、銲道品質檢驗等
多個層陎,為確保銲接組合結構的安全性,世界主要工業強國和國際標準組織(ISO)
都制定許多銲接相關的標準或規範,作為銲接工程施作的依循,中華民國 CNS國家標
準亦制定有銲接相關標準。
台灣銲接協會近幾年大力推展銲接檢驗師證照,辦理教育訓練與證照考試,希望
為國內銲接施工品質把關、提升鋼結構產品安全性盡一份力,而銲接標準或規範是銲
接檢驗的重要依據。考量金屬銲材相關 CNS標準多年未編修,而近年 ISO 相關規範已
整合納入 AWS 及 JIS 相關標準內容,JIS 並以 ISO 規範為藍本進行改版。為使金屬銲
材 CNS標準與 ISO、AWS、JIS等國際主要銲材規範落差縮小,並符合台灣本土環境與
國情之需求,台灣銲接協會理監事會通過提案,同意推動 CNS 銲接/銲材相關 CNS 標
準修訂及銲接專業人員資格檢定規範建立工作,經國內主要銲材廠派人參與研討,依
銲材種類作分類、擬定優先順序將逐年來進行相關標準修訂工作的推動, “銲接詞
彙及碳鋼銲材 CNS標準修訂”為第一優先推動項目。
本文主要說明銲接材料 ISO標準的演變、銲接相關標準國際發展趨勢與 CNS標準
修訂推動現階段的成果、現階段修訂銲材標準與國際標準的對照分析。現階段有關 CNS
標準修訂的努力將有助於國內銲材標準與國際接軌。
2
二、銲接材料 ISO 標準的演變
銲接材料的 ISO 標準,根據 1986年的 ISO 理事會決議是以 IIW(International
Institute of Welding)為國際標準的作成組織,並自 1989 年起擔任 ISO 銲接標
準的擬案並交由 ISO 審議。但此時,歐洲各國自 1990 年代初開始歐洲市場的統合,
為此 CEN(Europeqn Committee for Standardization)/TC121/SC3 提出了銲接材料
的 EN 標準。結果產生了 IIW 案與 CEN 案兩個相異標準體系的整合問題。在
ISO/TC44/SC3的審議下歷經數年仍無法找到解決之道。主要的對立點在於與銲接材料
分類有關的特性值:抗拉強度與降伏強度、衝擊值、不銹鋼的鋼種表示方法等。在 AWS
或是 JIS 都是以抗拉強度當作材料分類的基礎,但是 EN 則是以降伏強度為分類的基
礎。
1998 年 1月的 ISO/TC44/SC3 會議中,為了檢討 IIW 案與 CEN 案的合體標準方
案,於 1998年 9月 ISO/TC44 提出了『共存型標準的導入』報告並送交 ISO 事務局。
對此案,ISO 在 1999年 1月提出了『 ISO 標準雖無共存型標準的概念。但是對於銲
接材料這樣的分類問題,共存型的方式較容易被接受。因此事務局也贊成
ISO/TC44/SC3 的決定』的關鍵性看法。究其背後癥結,主要在於雖然國際上 AWS 的
影響力高、運用也最多,但是訂定國際標準時,歐洲的投票經常是過半數,因此要反
應美國、日本甚至其它國家的狀況來訂定標準是非常困難的。在長期的討論之後,才
會產生上述的妥協方案,以共存型標準的概念來解決兩方的爭議。此後,美國與日本
並肩作戰參與 ISO 案的國際會議,促成了銲接材料的 ISO 標準的完成。自 2002 年
至 2008 年 11月為止,制定了 24個 ISO的標準。
所謂共存型標準,是以歐洲(EN)標準構成的『System-A』加上包含美、日的環
太帄洋標準所構成的『System-B』,以 SystemA、B兩者並存的標準。而『System-B』
基本上融合了大家所熟知的 AWS 以及舊版的 JIS(因為 JIS 這兩年陸續更新,現在的
JIS銲接相關標準已經可以說幾乎就是 ISO System B 的日文翻譯加上少許配合日本國
情的修訂版)。而其符號表示方式則與 ISO System A 大致維持相同的格式,對於已
經習慣 AWS 記號的使用者,剛開始可能需要一點時間去適應。但即使是 AWS,在近年
的標準更新時,也陸續加入了與 ISO的對照表,這是過去從未有過的現象,可見連美
國也無法忽視 ISO的影響。
三、銲接相關標準國際發展趨勢與 CNS標準修訂推動的成果
眾所皆知,AWS 是目前國內使用最多的銲接標準。而 CNS國家標準在早期因為是
整體沿襲自 JIS,因此雖然是國家標準,實務的運用上並不多。過去在標準編修時,
也曾有人提出將銲接相關標準翻修為與 AWS一致,以符合實際使用需求。但是因為涉
及相關連的標準實在太多,而且兩個體系不同,只好作罷(AWS 傴有銲接相關標準;
而 CNS 是針對整個工業體系,涵蓋陎遠遠大於 AWS)。其實 JIS早期的銲接標準也是
以 AWS為藍本出發,隨著自己的技術發展,逐漸加入屬於日本自己獨有的標準,一步
一步形成了現在的標準。但是台灣與日本畢竟距離近,環境類似之處又多,因此大家
雖然不熟悉 JIS 銲接標準,實際的工法、材料引用日本系統的地方卻很多,因此形成
了『日本材料系統;美國銲接標準』的景象。舉個常見的例子,手銲條最普遍的軟鋼
紅藥銲條就是日本人所開發的 03 系銲條,但是驕傲的美國人不認識這種銲條,自然
3
不會為此修改 AWS,也就造成此一銲材找不到可對應的 AWS 標準。類似這種例子十分
普遍,也常造成施工單位與監工單位、設計單位溝通的困擾。
綜合上述國內外的發展狀況,明顯可以看出這波的 JIS銲接標準修訂也為台灣的
銲接標準提供了一個很好的解決方案。首先,台灣已經是 WTO的成員,採用與 ISO一
致的標準可提高我們與國際接軌的調和度,減少會員國之間的貿易障礙;其次,在新
版 ISO System B 已融合了 AWS 與 JIS,引用此一標準預期將可提供設計者、施工者
與材料供應者共通的標準語言,有效減少目前國內實務陎與圖陎溝通上的問題。此外
CNS 畢竟是以中文表達,不但易於建立大家共同的認知,也讓業界將來接觸 ISO 相關
標準時,不致於那麼陌生。
台灣銲接協會有鑒於此國際銲接標準整合發展趨勢,及其對國內銲接產業發展的
影響,經理監事會決議責成標準委員會展開相關標準的修訂工作。考慮標準的泛用
性,因此以銲接詞彙及碳鋼銲材 CNS標準修訂為本年度優先推動項目,並申請獲得標
準檢驗局「團體推動標準化活動補助專案」的補助來進行標準修訂工作。表 1為本年
度銲材相關 CNS 標準修訂執行成果的彙整,計完成 12 項標準草案的修訂與通過 3 項
標準廢止建議。

4
表 1 銲材相關 CNS 標準修訂執行成果彙整
項次 待修訂標準 完成修訂之標準草案
1 CNS 12831 銲接詞彙 CNS 12831-1
草案
銲接詞彙-第 1部
2 CNS 2957 軟鋼用氣銲銲條 CNS 2957草案 軟鋼用氣銲銲條
3 CNS 8968 包覆電銲條用心線 CNS 8968 廢止
4 CNS 13719 軟鋼用被覆銲條 CNS 13719 草
案
軟鋼、高強度鋼及低溫用
鋼用被覆銲條
5 CNS 14593 低溫用鋼用被覆銲條 CNS 14593 廢止
6 CNS 14591 碳鋼及低合金鋼潛弧銲接
熔填金屬之品質區分及試
驗法
CNS 14591
草案
碳鋼及低合金鋼潛弧銲接
熔填金屬之分類及試驗法
7 CNS 14596 軟鋼、高強度鋼及低溫用
鋼用電弧銲接包藥銲線
CNS 14596
草案
軟鋼、高強度鋼及低溫用
鋼氣遮護及自遮護電弧銲
接用包藥銲線
8 CNS 14598 電熱氣體電弧銲接用包藥
銲線
CNS 14598
草案
電熱氣體電弧銲接用包藥
銲線
9 CNS 14599 耐侯性鋼用 CO2 氣體遮護
金屬電弧銲接包藥銲線
CNS 14599
草案
耐侯鋼 CO2 氣體遮護電弧
銲接用包藥銲線
10 CNS 14601 低溫用鋼用活性氣體遮護
金屬電弧銲接實心銲線
CNS 14601
草案
軟鋼、高強度鋼及低溫用
鋼 MAG 及 MIG 銲接用實心
銲線
11 CNS 13005 軟鋼及低合金鋼 TIG 熔接
用鋼棒及鋼線
CNS 13005
草案
軟鋼、高強度鋼及低溫用
鋼 TIG 銲接用實心銲線及
裸銲條
12 CNS 13014 碳鋼及低合金鋼用潛弧銲
接實心銲線
CNS 13014
草案
碳鋼及低合金鋼用潛弧銲
接實心銲線
13 CNS 13015 碳鋼及低合金鋼潛弧熔接
用熔劑
CNS 13015
草案
潛弧銲接用銲藥
14 CNS 2067 包覆熔接條心線用線料 CNS 2067 草
案
被覆銲條心線用線料
15 CNS 3506 高強度鋼用被覆銲條 CNS 3506 廢止

5
四、修訂銲材標準與國際標準的對照分析
表 2所列是本次修訂銲材標準與國際標準的對照分析,基本上我們以對應 JIS標
準為藍本,故新修訂 CNS草案基本上與對應 JIS 標準已調和,對已翻新標準與其對應
ISO 標準也調和了。值得注意的是,本表雖然將對應的相關標準列出,但是也可以看
到部分 CNS 標準無對應之 ISO 標準,本次修訂時仍以參考 JIS 標準為主,未來若 ISO
公布了新的標準,我們也會視國內使用的情形儘速加以修訂。另外要特別強調的是:
AWS 或 JIS 在訂定銲材標準時,其分類都與鋼材分類有關,而日本與美國除了基礎的
產品外,其走向不盡相同,因此雖然列在表中供大家參考,但其內容往往不能完全對
應。但考慮國人應用 AWS 規範的習慣性,因此我們逐項比對過這次所修訂的標準與 AWS
的對照關係,基本上在常用領域上,修訂後的 CNS 涵蓋陎大於 AWS,因此可以放心的
說,將來在實務的運用上用 CNS取代 AWS是不會有問題的。
另針對 AWS 標準中英制與公制問題作補充說明,AWS 目前是採用美國慣用單位
(U.S. Customary Units,即一般所說的英制)與國際單位(SI)並存的做法,例如
A5.1代表美國慣用單位,而 A5.1M則代表國際單位。把幾個常用的數字列出如表 3,
由表 3中可以看出數字轉換間是有差異的,因此 AWS在標準中也強調,美國慣用單位
與國際單位應該獨立使用。AWS另一個矛盾之處,同樣是 70ksi,在 A5.1/A5.1M 以及
A5.20/A5.20M中都是對應 490MPa,但在 A5.18/A5.18M 中卻是對應 480MPa,突顯英制
與公制單位間轉換造成的差異與不一致。
限於篇幅關係,傴以 CNS 13719:軟鋼、高強度鋼及低溫用鋼用被覆銲條(草案)
為例擇要說明。由於原有的鋼種分類與 ISO的強度等級分類並不一致,因此 JIS索性
把軟鋼、高強度鋼及低溫用鋼全部合併在一份標準內以解決分類的問題,但耐候鋼則
另訂標準,考慮到整體標準體系的關係,我們亦沿用此分類方式。被覆銲條種類符號
表示方式如圖 1所示,從圖 1中可看到,配合 ISO對銲材的代號規定,原有被覆銲條
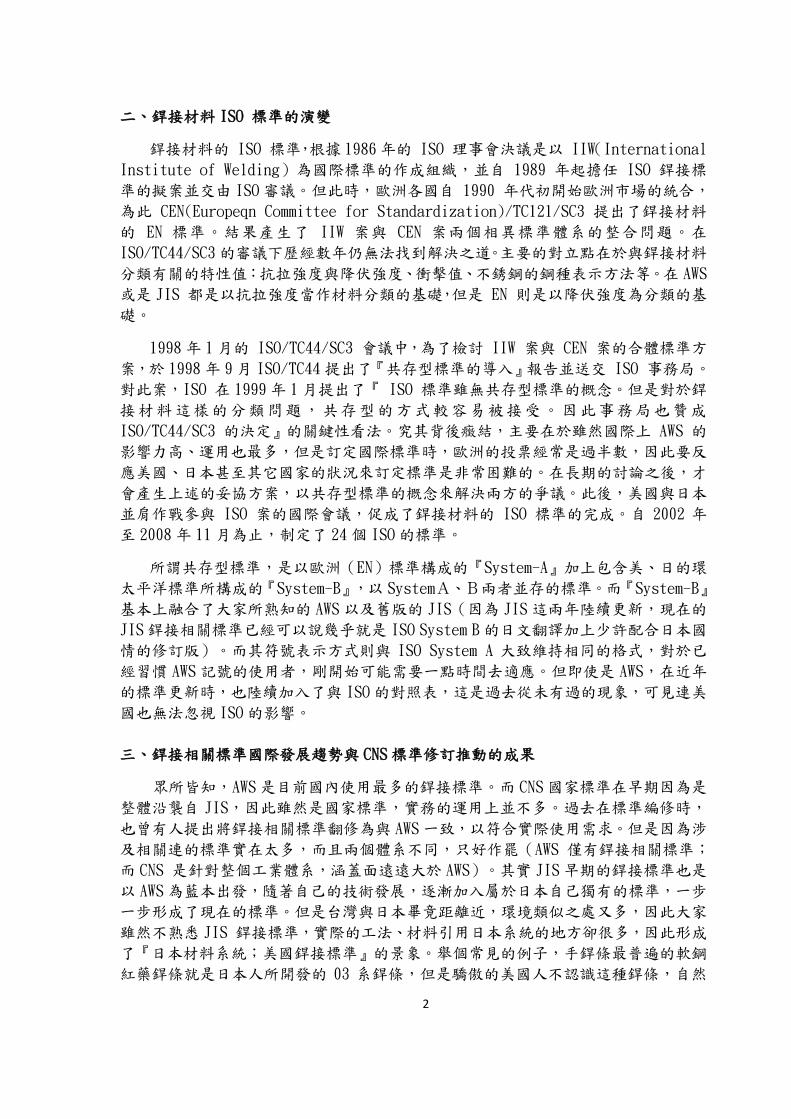
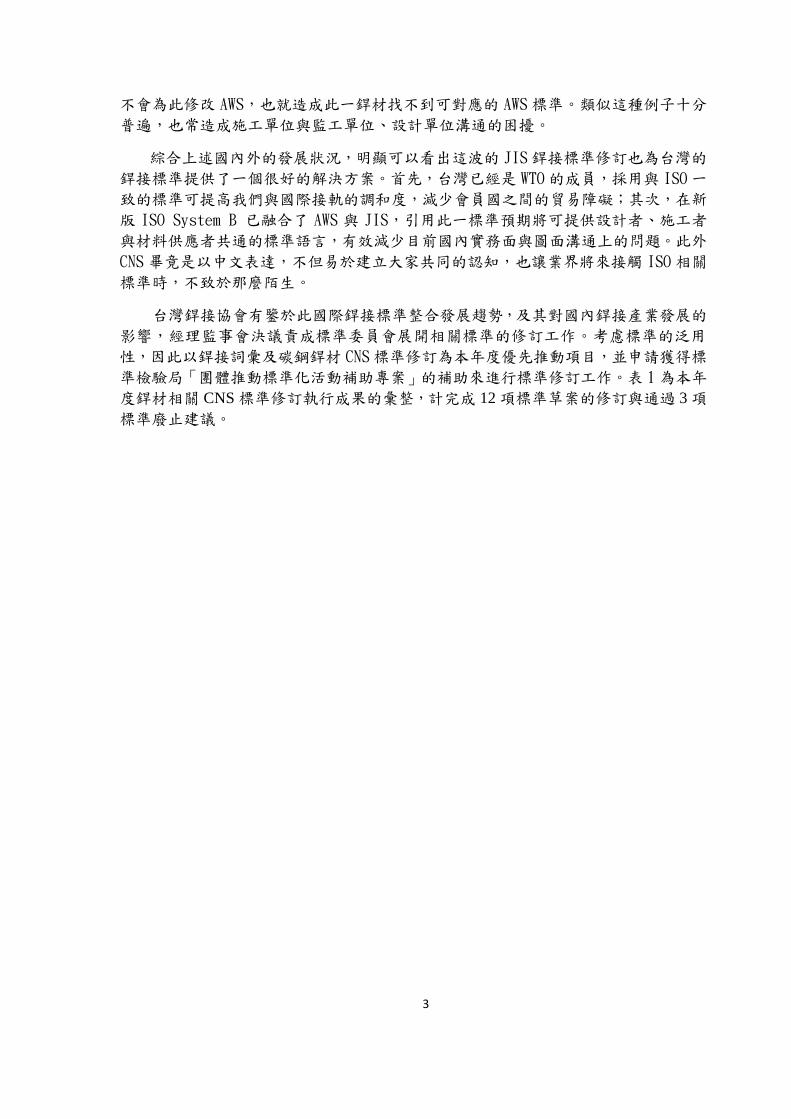
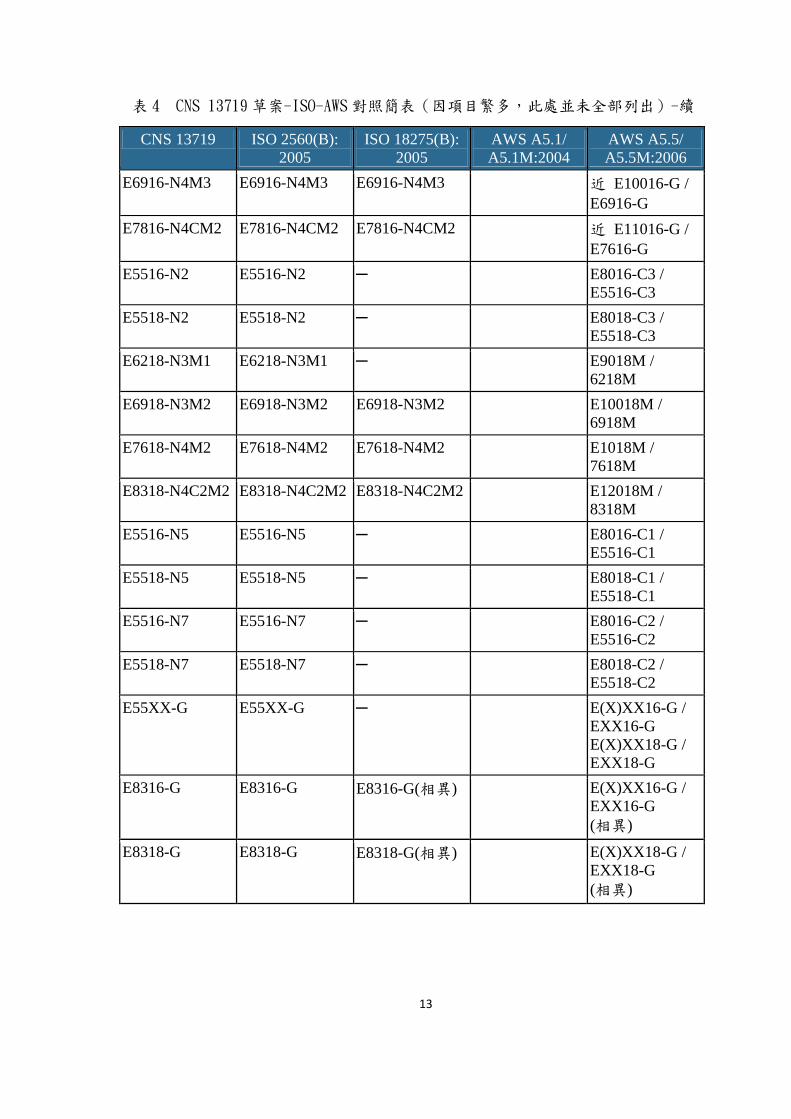
的代號已經由“D” 改成“E”了。表 4 根據抗拉強度及被覆劑種類分類,摘錄 CNS
13719 草案中部份銲條種類與 ISO、AWS 標準銲條種類作對照分析,茲將 CNS 13719
草案修訂變動處擇要條列說明如下。
a.原抗拉強度代號 43 之抗拉強度規定為 420N/mm2,現已改為 430N/mm2。但原抗拉
強度代號 50 則改為 49,抗拉強度為 490N/mm2。換言之,更改後之代號與抗拉
強度一致。(原來的數字差異來自於公斤與牛頓的換算影響)。
b.原被覆劑種類代號 01 改為 19 以與 ISO 整合。01 系銲條(鈦鐵礦系)在傳統業
界慣稱為”黑藥“銲條。因為滲透較強且具有良好的機械性能,適合於中、厚
板銲接應用,以前的鍋爐、機械業用的很多,現在多被銲線所取代。由於代號
與 AWS不同,也曾造成標準適用上的困惑,現在改成 19,則與 ISO 一致也與 AWS
相同。
c.ISO 中列入了 03 系的標準。03 系在業界慣稱”紅藥“,可說是在台灣、日本銲
接業界中用量最多的軟鋼銲條。因為 AWS 沒有這項分類,因此在公共工程的文
書作業上偶會造成困擾。如今 ISO 列入了此一標準,應當可讓工程單位放心直
接採用也減少溝通上的問題。(CNS原本就有 03系的標準,但鮮有人使用)
d.原本低氫系只有 16 系。現在再依據特性細分為 15、16、18、48 四種。與 AWS
的對照更加完整。

6
e.對機械性質的要求方陎,新的標準多較舊的標準嚴格,且與 AWS 的整
合性上更佳。
表 2本次修訂銲材標準與國際標準的對照分析
項次 修訂 CNS 標準草案 對照之 JIS標準 對照之 ISO標準 對照之 AWS標準
1
CNS 12831-1:銲接詞彙-
第 1部
註:標準翻新。
Z3001-1:2008
溶接用語-第1
部:一般
- A3.0/A3.0M :
2010
註:本次傴完成第一部的
修訂工作,銲接詞彙-第
2部~第 4部將繼續完成
Z3001-2:2008
溶接用語-第2
部:溶接方法
857-1:1998 Welding and allied
processes -- Vocabulary --
Part 1: Metal welding
processes
Z3001-3:2008
溶接用語-第3
部:ろう接
857-2:2005 Welding and allied
processes -- Vocabulary --
Part 2: Soldering and brazing
processes and related terms
Z3001-4:2008
溶接用語-第4
部:融接不完全
部
6520-1:1998 Welding and allied
processes -- Classification of
geometric imperfections in
metallic materials -- Part 1:
Fusion welding
註:最新版為 2007
2
CNS 2957:軟鋼用氣銲銲
條
註:標準修訂,配合 CNS
標準之格式,做節次調整
及內文名詞統一。
Z3201:2008 軟
鋼用ガス溶加棒
636:1989 Bare solid filler
rods for oxy-acetylene and
tungsten inert gas arc (TIG)
welding, depositing an
unalloyed or low alloyed steel
-- Codification
註:最新版之 636:2004 Welding
consumables -- Rods, wires and
deposits for tungsten inert
gas welding of non-alloy and
fine-grain steels –
Classification
已經不包含氣銲條。
A5.2/A5.2M:200
7,
Specification
for Carbon and
Low Alloy Steel
Rods for
Oxyfuel Gas
Welding
註:雖然名稱上
同樣是氣銲條,
但是內容實在是
不同。在此列出
標準號碼傴供參
考。
3
CNS 2067:被覆銲條心
線用線料
註:標準修訂,ISO、JIS
均已無電銲條心線材質
之規定,唯此線材標準使
用已久,且國內廠商與中
國鋼鐵仍以此標準交易
中,因此保留傴配合引用
標準的變動及 CNS 格式
做調整。
G3503:2006 被
覆アーク溶接棒
心線用線材
-

7
表 2本次修訂銲材標準與國際標準的對照分析(續)
項次 修訂 CNS 標準草案 對照之 JIS標準 對照之 ISO標準 對照之 AWS標準
4
CNS 13719:軟鋼、高
強度鋼及低溫用鋼用
被覆銲條
註:標準翻新, CNS
13719:軟鋼用被覆銲
條、CNS 3506:高強度
鋼用被覆銲條、 CNS
14593:低溫用鋼被覆
銲條,此三份合併於
13719,並將標準名稱
修改為:軟鋼、高強度
鋼及低溫用鋼用被覆
銲條。
Z3211:2008 軟鋼,
高張力鋼及び低温
用鋼用被覆アーク
溶接棒
註:與 ISO 相比,將
耐候性鋼的部分刪
除另訂標準
(Z3212:2000 及
Z3241:1999 廢止)
2560:2002, Welding
consumables - Covered
electrodes for manual
metal arc welding of
non-alloy and fine grain
steels -Classification
註:最新版為 2009
18275:2005, Welding
consumables - Covered
electrodes for manual
metal arc welding of
high-strength steels -
Classification
註:最新版為 2011
A5.1/A5.1M:2004,
Specification for
Carbon Steel
Electrodes for
Shielded Metal Arc
Welding
註:對應 ISO 2560
A5.5/A5.5M:2006,
Specification for
Low-Alloy Steel
Electrodes for
Shielded Metal Arc
Welding
註:對應 ISO 2560、
3580、18275
5
CNS 14591:碳鋼及低
合金鋼潛弧銲接熔填
金屬之分類及試驗法
註:標準修訂,配合引
用標準的變動及 CNS格
式做調整。
Z3183:1993 炭素鋼
及び低合金鋼用サ
ブマージアーク溶
着金属の品質区分
及び試験方法
-
6
CNS 14596:軟鋼、高
強度鋼及低溫用鋼氣
遮護及自遮護電弧銲
接用包藥銲線
註:標準翻新。
Z3313:2009 軟鋼,
高張力鋼及び低温
用鋼用アーク溶接
フラックス入りワ
イヤ
17632:2004 Welding
consumables -- Tubular
cored electrodes for gas
shielded and non-gas
shielded metal arc
welding of non-alloy and
fine grain steels --
Classification
18276:2005 Welding
consumables -- Tubular
cored electrodes for
gas-shielded and
non-gas-shielded metal
arc welding of
high-strength steels --
Classification
A5.20/A5.20M:2005
Specification for
Carbon Steel
Electrodes for Flux
Cored Arc Welding
註:對應 ISO 17632
A5.29/A5.29M:2010
Specification for
Low-Alloy Steel
Electrodes for Flux
Cored Arc Welding
註:對應 ISO 17632、
17634、18276

8
表 2本次修訂銲材標準與國際標準的對照分析(續)
項次 修訂 CNS 標準草案 JIS ISO AWS
7
CNS 14598:電熱氣體電
弧銲接用包藥銲線
註:標準修訂,內容配合
CNS標準之格式,做節次
調整。
Z3319:2007 エレク
トロガスアーク溶接
用フラックス入りワ
イヤ
註:前一版為 1999年
版,主要為引用規格
(分析方法及
Z3200:2005)的修訂
- A5.26/A5.26M-97(R2
009) Specification
for Carbon and
Low-Alloy Steel
Electrodes for
Electrogas Welding
註:雖然名稱看起來
相同,但是與 JIS內
容完全不同,但因為
名稱相同,所以列出
來供參考
8
CNS 14599:耐侯鋼 CO2
氣體遮護電弧銲接用
包藥銲線
註:標準翻新。
Z3320:2007 耐候性
鋼用炭酸ガスアーク
溶接フラックス入り
ワイヤ
註:前一版為 1999年
版,主要為引用規格
(分析方法及
Z3200:2005)的修訂
9
CNS 14601:軟鋼、高
強度鋼及低溫用鋼
MAG及 MIG銲接用實心
銲線
註:標準翻新,合併 CNS 8967: 軟鋼及高強度鋼
用活性氣體遮護金屬電
弧銲接實心銲線、CNS
14601:低溫用鋼用活性
氣體遮護金屬電弧銲接
實心銲線,並修改標準名
稱。
Z3312:2009 軟鋼,高
張力鋼及び低温用鋼
用のマグ溶接及びミ
グ溶接ソリッドワイ
ヤ
註:修訂 Z3312:
2006,並廢止 Z3325:
2008 低温用鋼用マ
グ溶接ソリッドワイ
ヤ
包含 AWS A5.18M、
A5.28M、原 JIS Z3312
14341:2002 Welding
consumables -- Wire
electrodes and
deposits for gas
shielded metal arc
welding of non alloy
and fine grain steels
-- Classification
註:最新版為 2010
16834:2006 Welding
consumables -- Wire
electrodes, wires,
rods and deposits for
gas-shielded arc
welding of high
strength steels --
Classification
A5.18/A5.18M
Specification for
Carbon Steel
Electrodes and Rods
for Gas Shielded Arc
Welding
A5.28/A5.28M
Specification for
Low-Alloy Steel
Electrodes and Rods
for Gas Shielded Arc
Welding

9
表 2本次修訂銲材標準與國際標準的對照分析(續)
項次 修訂 CNS 標準草案 JIS ISO AWS
10
CNS 13005:軟鋼、高強度
鋼及低溫用鋼 TIG 銲接
用實心銲線及裸銲條
註:標準翻新。
Z3316:2011 軟鋼,高
張力鋼及び低温用鋼
用ティグ溶接溶加棒
及びソリッドワイヤ
636:2004 Welding
consumables -- Rods,
wires and deposits
for tungsten inert
gas welding of
non-alloy and
fine-grain steels --
Classification
16834:2006 Welding
consumables -- Wire
electrodes, wires,
rods and deposits for
gas-shielded arc
welding of high
strength steels --
Classification
A5.18/A5.18M
Specification for
Carbon Steel
Electrodes and Rods
for Gas Shielded Arc
Welding
A5.28/A5.28M
Specification for
Low-Alloy Steel
Electrodes and Rods
for Gas Shielded Arc
Welding
11
CNS 13014:碳鋼及低合
金鋼用潛弧銲接實心銲
線
註:標準修訂,內容配合
CNS標準之格式,做節次
調整。
Z3351:2007 炭素鋼
及び低合金鋼用サブ
マージアーク溶接ソ
リッドワイヤ
註:前一版為 1999年
版,主要為引用規格
(分析方法及
Z3200:2005)的修訂
- -
12
CNS 13015:潛弧銲接用
銲藥
註:標準翻新,適用軟
鋼、高強度鋼、鉬鋼、鉻
鉬鋼、低溫用鋼、耐候
鋼、不銹鋼、耐熱鋼、鎳
及鎳合金的接頭銲接及
表陎銲接應用之潛弧銲
接用銲藥。
Z3352:2010 サブマ
ージアーク溶接用フ
ラックス
14174:2004 Welding
consumables -- Fluxes
for submerged arc
welding --
Classification
註:因為分類方法不
同,因此雖有標準但
無法直接對應
註:ISO所謂的 non alloy and fine grain steels,指的是軟鋼、490~570 MPa 級高強度鋼、低溫
用鋼及耐候鋼。而 high strength steels 則是 590 MPa 級以上的高強度鋼。

10
表 3 AWS標準中英制與公制單位之間的差異例舉
美國慣用單位之標準值 換算成國際單位 國際單位之標準值
0℉ -17.78℃ -20℃
-20℉ -28.89℃ -30℃
-50℉ -45.56℃ -45℃
-60℉ -51.11℃ -50℃
-75℉ -59.44℃ -60℃
-100℉ -73.33℃ -75℃
-150℉ -101.11℃ -100℃
-175℉ -115.00℃ -115℃
15ft-lb 20.34J 20J
20ft-lb 27.12J 27J
40ft-lb 54.23J 54J
50ft-lb 67.79J 67J
60ksi 413.69MPa 430MPa
70ksi 482.63MPa 490MPa
80ksi 551.58MPa 550MPa
90ksi 620.53MPa 620MPa

11
圖 1被覆銲條種類符號的表示方式 (資料來源:CNS 13719 草案「軟鋼、高強
度鋼及低溫用鋼用被覆銲條」)。

12
表 4 CNS 13719 草案-ISO-AWS 對照簡表(因項目繁多,此處並未全部列出)
CNS 13719 ISO 2560(B):
2005
ISO 18275(B):
2005
AWS A5.1/
A5.1M:2004
AWS A5.5/
A5.5M:2006
E4303 E4303 ─
E4310 E4310 ─ E6010 / E4310
E4311 E4311 ─ E6011 / E4311
E4312 E4312 ─ E6012 / E4312
E4313 E4313 ─ E6013 / E4313
E4316 E4316 ─
E4318 E4318 ─
E4319 E4319 ─ E6019 / E4319
E4320 E4320 ─ E6020 / E4320
E4324 E4324 ─
E4327 E4327 ─ E6027 / E4327
E4340 E4340 ─
E4903 E4903 ─
E4910 E4910 ─
E4912 E4912 ─
E4913 E4913 ─
E4914 E4914 ─
E4915 E4915 ─ E7015 / E4915
E4916 E4916 ─ E7016 / E4916
E4918 E4918 ─ E7018 / E4918
E4919 E4919 ─
E4924 E4924 ─ E7024 / E4924
E4927 E4927 ─ E7027 / E4927
E4928 E4928 ─ E7028 / E4928
E4948 E4948 ─ E7048 / E4948
E5716 E5716 ─
E5728 E5728 ─
E4916-1M3 E4916-1M3 ─ E7016-A1 /
E4916-A1
E4918-1M3 E4918-1M3 ─ E7018-A1 /
E4918-A1
E4924-1 E4924-1 ─
13
表 4 CNS 13719草案-ISO-AWS 對照簡表(因項目繁多,此處並未全部列出)-續
CNS 13719 ISO 2560(B):
2005
ISO 18275(B):
2005
AWS A5.1/
A5.1M:2004
AWS A5.5/
A5.5M:2006
E6916-N4M3 E6916-N4M3 E6916-N4M3 近 E10016-G /
E6916-G
E7816-N4CM2 E7816-N4CM2 E7816-N4CM2 近 E11016-G /
E7616-G
E5516-N2 E5516-N2 ─ E8016-C3 /
E5516-C3
E5518-N2 E5518-N2 ─ E8018-C3 /
E5518-C3
E6218-N3M1 E6218-N3M1 ─ E9018M /
6218M
E6918-N3M2 E6918-N3M2 E6918-N3M2 E10018M /
6918M
E7618-N4M2 E7618-N4M2 E7618-N4M2 E1018M /
7618M
E8318-N4C2M2 E8318-N4C2M2 E8318-N4C2M2 E12018M /
8318M
E5516-N5 E5516-N5 ─ E8016-C1 /
E5516-C1
E5518-N5 E5518-N5 ─ E8018-C1 /
E5518-C1
E5516-N7 E5516-N7 ─ E8016-C2 /
E5516-C2
E5518-N7 E5518-N7 ─ E8018-C2 /
E5518-C2
E55XX-G E55XX-G ─ E(X)XX16-G /
EXX16-G
E(X)XX18-G /
EXX18-G
E8316-G E8316-G E8316-G(相異) E(X)XX16-G /
EXX16-G
(相異)
E8318-G E8318-G E8318-G(相異) E(X)XX18-G /
EXX18-G
(相異)

14
五、結論
1.目前台灣銲接協會雖然完成了以上標準的修訂草案。但與國際標準的整合上還有很
長的路要走。除了銲材,尚有許多試驗、檢查、安全衛生、環境等基礎、共用的銲
接標準都未修訂,還需要大家來共同投入。另外銲接符號部分因列於機械製圖之標
準中,已於數年前修訂完畢,但國內多數從事銲接工作的朋友卻未必瞭解其變化。
因此在標準的整合與建立後的推廣上還有許多需要努力。
2.任何國家的標準都必頇依照自己的國情進行調整。例如 AWS固然提供了相當完整的
系統,但畢竟是以美國的國情為考量;台灣在環境上並非處處與美國一致,應該善
於利用其標準技術成熟的優點但不應被其框架拘束而自我設限。以台灣的狀況顯然
沒有在標準上自成一格的條件,對於高度依賴世界市場的我們,懂得融合各家的優
點並減少與其它國家彼此間的貿易障礙才是對於我們最有利的。
六、誌謝
感謝經濟部標準檢驗局「團體推動標準化活動補助專案」經費的補助,吳國龍技
正的參與指導,李義鋼、謝肇昆、蘇程裕、吳學文、何家偉、許領竣、李家慶諸位銲
接界先進參與標準草案審查,台灣銲接協會標準委員會諸位委員參與協助標準草案建
議稿的撰寫、秘書處陳志冠副秘書長、姜志華副秘書長、莊惠媛秘書協助標準修訂工
作的推動。







