Download - Discontinuidades y Defectos Soldadura


DEFINICIÓN DE TÉRMINOS SEGÚN AWS A3.0
_ Discontinuidad:
Una interrupción en la estructura típica de un material, tal como una falta de homogeneidad en sus características mecánicas, metalúrgicas o físicas.
_ Defecto:
Una discontinuidad o discontinuidades que por su naturaleza o efecto acumulado hace que una parte o producto no cumpla los mínimos criterios de aceptación. Implica rechazo.
CLASIFICACIÓN DE LAS DIISCONTTIINUIIDADES
1. RELACIONADAS CON EL DISEÑO
• SE ESCOGE EL TIPO EQUIVOCADO DE JUNTA PARA LA APLICACIÓN DADA.• CAMBIOS EN LA SECCIÓN TRANSVERSAL
2. RELACIONADAS CON EL PROCESO
• SOCAVADO• INCLUSIONES• POROSIDAD• SOBREMONTA EXCESIVA• RECHUPES• FALTA DE FUSIÓN• FALTA DE PENETRACIÓN• CRATERES• QUEMONES• SALPICADURA• GOLPES DE ARCO• FALTA DE LLENADO
3. RELACIONADAS CON METALURGIA
• FISURAS• OJOS DE PESCADO• SEGREGACIÓN• DESGARRAMIENTO LAMINAR

TIPOS DE DISCONTINUIDADES Y DEFECTOS
_ GRIETAS (Cracks)_ FUSIÓN INCOMPLETA (Incomplete fusion)_ PENETRACIÓN INCOMPLETA (Incomplete penetration)_ INCLUSIONES DE ESCORIA (slag inclusion)_ POROSIDAD (Porosity)_ TROZAMIENTOS O SOCAVADOS (Undercut)_ LAMINACIÓN (Lamination) _ RASGADO LAMINAR (Lamellar tear)

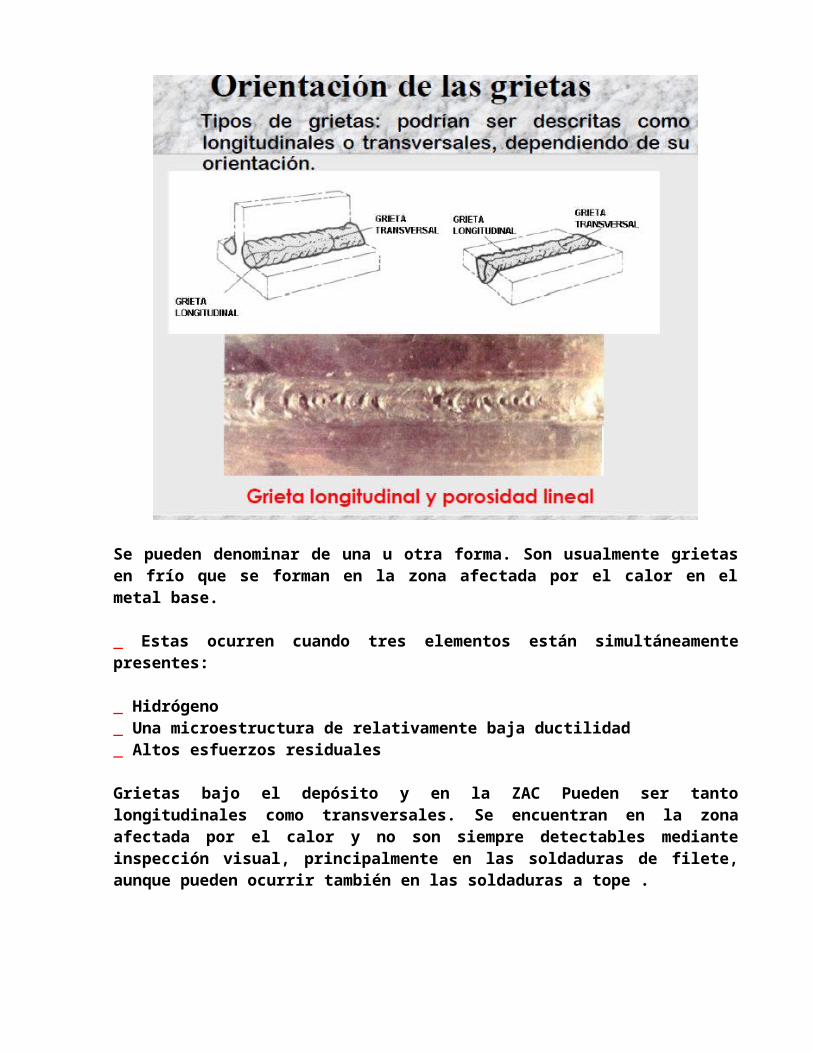
Se pueden denominar de una u otra forma. Son usualmente grietas en frío que se forman en la zona afectada por el calor en el metal base.
_ Estas ocurren cuando tres elementos están simultáneamente presentes:
_ Hidrógeno_ Una microestructura de relativamente baja ductilidad_ Altos esfuerzos residuales
Grietas bajo el depósito y en la ZAC Pueden ser tanto longitudinales como transversales. Se encuentran en la zona afectada por el calor y no son siempre detectables mediante inspección visual, principalmente en las soldaduras de filete, aunque pueden ocurrir también en las soldaduras a tope .
Grietas de cráter
_ Ocurren en el cráter de una soldadura cuando el proceso se interrumpe inapropiadamente. Son algunas veces llamadas grietas estrella, aunque pueden tener otras configuraciones.
Grietas de borde
_ Son generalmente grietas en frío. Inician y se propagan desde el pie de la soldadura donde están acumulados los esfuerzos de contracción. Inician normal a la superficie del metal base, resultado de esfuerzos térmicos que actúan sobre una zona afectada por el calor. Algunas ocurren debido a que la ductilidad del metal base no se puede acomodar a los esfuerzos de contracción que son impuestos al soldar.
Grietas de Garganta
_ Son grietas longitudinales orientadas a lo largo de la garganta de las soldaduras en filete. Son generalmente, pero no siempre, grietas en caliente.
Grietas de raíz
_ Son grietas longitudinales en la raíz de la soldadura, pueden ser grietas en caliente o en frío.

Fusión Incompleta
_ Es una discontinuidad de la soldadura en la cuál la fusión no ocurrió entre el metal de soldadura y las caras del bisel o entre-pases
POSIBLES CAUSAS
_ LAS SUPERFICIES DE LA ZONA DE SOLDADURA NO ESTAN LIBRES DE PELICULAS U OXIDOS EXCESIVOS
_ INSUFICIENTE ENTRADA DE CALOR
_ CHARCO DE SOLDADURA MUY GRANDE
_ INAPROPIADA TECNICA DE SOLDADURA
_ DISEÑO DE JUNTA INADECUADO
_ VELOCIDAD DE AVANCE EXCESIVA
ACCIONES CORRECTIVAS
_ LIMPIAR TODAS LAS CARAS DEL BISEL Y LAS SUPERFICIES DE LA ZONA DE SOLDADURA ANTES DE SOLDAR
_ DISMINUIR LA VELOCIDAD DE ALIMENTACIÓN DE ALAMBRE Y EL VOLTAJE DE ARCO. REDUCIR LA EXTENSIÓN DEL ELECTRODO _ MINIMIZAR LA EXCESIVA OSCILACIÓN PARA PRODUCIR UN CHARCO DE SOLDADURA MÁSCONTROLADO. AUMENTAR LA VELOCIDAD DE AVANCE
Inclusiones de escoria
Son productos no metálicos resultantes de la disolución del flux e impurezas no metálicas en algunos procesos de soldadura y de soldadura fuerte.

CONDICIONES SUPERFICIALES DE LA SOLDADURA POROSIDAD
1. Porosidad dispersa: está uniformemente distribuida a través del metal de soldadura.
2. Porosidad agrupada: es un arreglo localizado que tiene una distribución geométrica al azar.
3. Porosidad alargada: porosidad cuya longitud es mayor a su ancho y se ubican aproximadamente paralelas al eje de la soldadura. Se puede formar en el interior o en la superficie del metal de soldadura.

4. Porosidad tubular: Forma cuya longitud es mayor que su ancho y se ubican aproximadamente perpendicular a la cara de la soldadura. Pueden ser también referidas como cavidades vermiculares
5. Porosidad alineada: Hace referencia a la orientada en una línea. Pueden ser esféricos o alargados. También conocida como porosidad lineal.
POSIBLES CAUSAS
_ INADECUADA ACCION PROTECTORA DEL GAS
_ CONTAMINACIÓN DEL GAS
_ CONTAMINACIÓN DEL ALAMBRE
_ CONTAMINACIÓN DE LA PIEZA DE TRABAJO
_ VOLTAJE DE ARCO MUY ALTO
_ DISTANCIA EXCESIVA ENTRE LA BOQUILLA DE CONTACTO Y LA PIEZA DE TRABAJO
ACCIONES CORRECTIVAS
_ OPTIMIZAR EL FLUJO DE GAS
_ UTILIZAR UN GAS DE PROTECCION ADECUADO PARA SOLDADURA
_ UTILICE ÚNICAMENTE ALAMBRE LIMPIO Y SECO
_ REMUEVA TODA LA GRASA, ACEITE, HUMEDAD,CASACARILLA,PINTURAY POLVO. EMPLEAR ELECTRODOS MÁS ALTAMENTE DESOXIDANTES
_ REDUCIR EL VOLTAJE
_ DISMINUIR EL STICK OUT
SOCAVADO
Es una muesca no fundida dentro del metal base adyacente al borde de la cara o la raíz de la soldadura y deja una cavidad en el metal de base, creando una entalla mecánica que es un concentrador de esfuerzos

POSIBLES CAUSAS
_ VELOCIDAD DE AVANCEDEMASIADO ALTA
_ VOLTAJE DE SOLDADURA MUY ALTO
_ EXCESIVA CORRIENTE DE SOLDADURA
_ ANGULO DE LA PISTOLA
ACCIONES CORRECTIVAS
_ EMPLEAR VELOCIDAD DE AVANCE MAS BAJA
_ REDUCIR EL VOLTAJE
_ REDUCIR LA VELOCIDAD DE SALIDA DEL ALAMBRE
_ CAMBIAR EL ANGULO DE LA PISTOLA PARA QUE LA FUERZA DEL ARCO AYUDE A LA DEPOSICIÓN DEL METAL
TRASLAPADURA
Es la protuberancia de metal no fundido al lado o borde de la soldadura. Es una discontinuidad de la superficie que forma una entalla mecánica y casi siemprerechazable. Dos causas comunes podrían ser: velocidad insuficiente de recorrido y preparación inadecuada del metal base.
CONCAVIDAD
_ Es una condición en que la cara o superficie de la raíz de una soldadura a tope se extienden debajo de la superficie adyacente del metal base. Resulta de la falta del soldador para completar la junta.
Excesiva sobremontaEn soldadura a tope, es el metal de aporte enexceso de la cantidad requerida para llenar unajunta. Puede estar localizada ya sea en la cara oen la superficie de la raíz, y es llamadaSobremonta de raíz o sobremonta de cara.

Exceso de penetración
_ Esta es una sobremonta en la raíz producida en una junta soldada desde un lado.
Choque accidental de arco
Ó quemón de arco es una discontinuidad que consiste de cualquier metal fundido localizado afectado por el calor en cualquier parte de una soldadura o del metal base a causa de un arco.
_ Aparece cuando el arco es hincado sobre la superficie del metal base, ya sea intencional o accidentalmente. La superficie del metal base es fundida y rápidamente enfriada debido a un calor masivo disipado por el metal base circundante.
_ Un choque de arco no es deseable y son inaceptables, ya que ellos generan fisuras.
LAMINACIONES
Tipo de discontinuidad del metal base con separación o debilidad generalmente alineada paralela a la superficie trabajada de un metal.
Son formadas cuando inclusiones de gas, cavidades por contracción, o inclusiones no metálicas en el lingote original, planchas, o barras son roladas ó laminadas.
Pueden estar completamente internas y son detectadas por una

inspección de ultrasonido, se pueden extender a un borde y pueden ser detectadas por inspección visual, líquidos penetrantes o partículas magnéticas







