1

2
Wydanie 005/02.10.2018
TABLE OF CONTENTS
GRAFIKA Specyfikacja dostarczania materiałów do druku strona 4
Wprowadzenie i aktualizacja wzoru graficznego strona 4 Studio przygotowywania płyt drukarskich strona 4
Efekty specjalne strona 4
PAKOWANIE I ZNAKOWANIE PRODUKTÓW
Specyfikacja palety przeznaczonej do składowania puszki strona 6
Specyfikacja palety przeznaczonej do składowania wieczka strona 8
Sposób pakowania puszki stalowej 500 ml strona 9
Sposób pakowania puszki aluminiowej slim 250 ml strona 10
Sposób pakowania puszki aluminiowej regular 500 ml strona 12
Etykieta dla palety z puszką strona 13
Etykieta dla palety z wieczkiem strona 14
OGÓLNE WYTYCZNE
Magazynowanie puszek/wieczek strona 16
Wytyczne odnośnie przechowywania opakowań zwrotnych strona 16
Przygotowanie puszek do rozlewu strona 16
Kontrola zamknięcia strona 16
Pasteryzacja puszek strona 17
Korozja naprężeniowa i wtórna strona 17
CUSTOMER TECHNICAL SERVICE
CERTYFIKATY
REKLAMACJE
SPECYFIKACJE PRODUKTÓW Puszka stalowa regular 500 ml strona 26
Puszka aluminiowa slim 250 ml strona 29
Puszka aluminiowa regular 500 ml strona 32
Wieczko aluminiowe SOT 202 strona 35
Wieczko aluminiowe SOT 200 strona 38
Wieczko aluminiowe CDL 202 strona 41
3

4
SPECYFIKACJA DOSTARCZANIA MATERIAŁÓW DO DRUKU
Specyfikację dostarczania materiałów do druku (projektu) przedstawia Załącznik nr 1 do niniejszego Podręcznika Klienta.
WPROWADZENIE I AKTUALIZACJA WZORU GRAFICZNEGO
Informacje dla Klienta związane z wprowadzeniem lub aktualizacją wzoru graficznego zawarte są w dokumencie Za.3.10.1-3 Wprowadzenie i aktualizacja wzoru (Załącznik nr 2).
STUDIO PRZYGOTOWYWANIA PŁYT DRUKARSKICH
Bagpak Polska Sp. z o. o. posiada własne studio pozwalające na naświetlanie i wywoływanie płyt drukarskich.
EFEKTY SPECJALNE
Wykorzystując specjalne lakiery/farby podczas procesu produkcyjnego jesteśmy w stanie uatrakcyjnić nasze puszki. Robimy to poprzez stosowanie poniższych rozwiązań:
• OVERVARNISH MATT (lakier powłokowy, którego zastosowanie tworzy efekt matowej puszki),
• OVERVARNISH TACTILE (lakier powłokowy, którego zastosowanie tworzy efekt „skórki pomarańczy” na powierzchni puszki),
• THERMO INK (termoczuła farba, która zmienia swój kolor pod wpływem określonej temperatury) – produkujemy puszki z uwzględnieniem wzoru graficznego dla elementu termoaktywnego zgodnie z życzeniem Klienta.
Proces produkcyjny wieczka aluminiowego SOT Ø 202 pozwala nam zastosować efekt specjalny w postaci nadruku kodu promocyjnego (tzw. coded tabs) na wewnętrznej stronie kluczyka. Nadruk laserowy widoczny jest po otwarciu wieczka.
Na życzenie Klienta istnieje możliwość przeprowadzenia testów z zastosowaniem uzgodnionego wcześniej efektu specjalnego na naszych produktach.

5

6
SPECYFIKACJA PALETY PRZEZNACZONEJ DO SKŁADOWANIA PUSZKI
Standardowa paleta stosowana do składowania puszek (stalowych/aluminiowych) to paleta drewniana o wymiarach (dł. x szer. x wys.): 1250 x 1180 x 130 mm.
Nazwa wyrobu Paleta drewniana 1250 x 1180
Przeznaczenie Paleta przeznaczona do składowania oraz transportu wyrobu gotowego w postaci puszki
Skład surowcowy Drewno iglaste (jodła, świerk, sosna), gwoździe
Cechy jakościowe wyrobu
Udźwig min. 1500 kg
Wilgotność względna drewna: <=26%
Wymiary palety

7
Długość palety 1250 mm +/-2,0 mm
Szerokość palety 1180 mm +/-2,0 mm
Wysokość palety 130 mm +/-2,0 mm
Grubość deski 20 mm +/- 1,0 mm
Kolorystyka Naturalny kolor drewna.
Znakowanie Każda paleta oznaczona jest napisem BPP.
Warunki transportu
Transport dostosowanymi samochodami dostawczymi.
Warunki przechowywania
Przechowywać w suchych pomieszczeniach magazynowych. Chronić przed wilgocią oraz bezpośrednią ekspozycją na promienie słoneczne.

8
SPECYFIKACJA PALETY PRZEZNACZONEJ DO SKŁADOWANIA WIECZKA
Nazwa wyrobu Paleta drewniana 1200 x 1000
Przeznaczenie Paleta przeznaczona do składowania oraz transportu wyrobu gotowego w postaci wieczka.
Skład surowcowy
Drewno iglaste (jodła, świerk, sosna), gwoździe.
Cechy jakościowe wyrobu
Udźwig min. 1600 kg
Wilgotność względna drewna <=26%
Wymiary palety
Długość palety 1200 mm +/- 2,0 mm
Szerokość palety 1000 mm +/- 2,0 mm
Wysokość palety 147 mm +/- 2,0 mm
Grubość deski 20 mm +/- 1,0 mm
Kolorystyka Naturalny kolor drewna.
Znakowanie Każda paleta oznaczona jest napisem BPP.
Warunki transportu
Transport dostosowanymi samochodami dostawczymi.
Warunki przechowywania
Przechowywać w suchych pomieszczeniach magazynowych. Chronić przed wilgocią oraz bezpośrednią ekspozycją na promienie słoneczne.

9
SPOSÓB PAKOWANIA PUSZKI STALOWEJ 500 ML
Puszki stalowe o pojemności 500 ml układane są zgodnie z zaprezentowanym wzorem (20 rzędów x 18 puszek = 360 puszek na warstwie). Paleta z wyrobem gotowym zawiera 16 warstw, czyli łącznie 5760 sztuk puszek. Sumaryczna waga palety z produktem to ok. 215 kg. Wysokość całkowita palety to ok. 2850 mm.

10
SPOSÓB PAKOWANIA PUSZKI ALUMINIOWEJ SLIM 250 ML
Paleta z wyrobem gotowym zawierająca 11000 szt. puszek
Puszki aluminiowe o pojemności 250 ml układane są zgodnie z zaprezentowanym wzorem (25 rzędów x 22 puszek = 550 puszek na warstwie). Paleta z wyrobem gotowym zawiera 20 warstw, czyli łącznie 11000 sztuk puszek. Waga takiej palety to około 146 kg. Wysokość całkowita palety z wyrobem gotowym to ok. 2847 mm.

11
Paleta z wyrobem gotowym zawierająca 11240 szt. puszek
Puszki aluminiowe o pojemności 250 ml układane są zgodnie z zaprezentowanym powyżej wzorem (12 rzędów x 23 puszek oraz 13 rzędów x 22 puszek = 562 puszek na warstwie). Paleta z wyrobem gotowym zawiera 20 warstw, czyli łącznie 11240 sztuk puszek. Sumaryczna waga palety to około 148 kg. Wysokość całkowita palety z wyrobem gotowym to ok. 2847 mm.
Obecnie stosujemy jeden rodzaj palety drewnianej (1250 x 1180 mm), zarówno na linii produkcyjnej puszki stalowej, jak i aluminiowej.
W przypadku puszki aluminiowej istnieje możliwość zastosowania innego rodzaju palety o wymiarach: 1420 x 1120 mm lub 1300 x 1120 mm.

12
SPOSÓB PAKOWANIA PUSZKI ALUMINIOWEJ REGULAR 500 ML
Puszki aluminiowe o pojemności 500 ml układane są zgodnie z zaprezentowanym wzorem (20 rzędów x 18 puszek = 360 puszek na warstwie). Paleta z wyrobem gotowym zawiera 16 warstw, czyli łącznie 5760 sztuk puszek. Sumaryczna waga palety z produktem to ok. 127 kg. Wysokość całkowita palety to ok. 2850 mm.
13
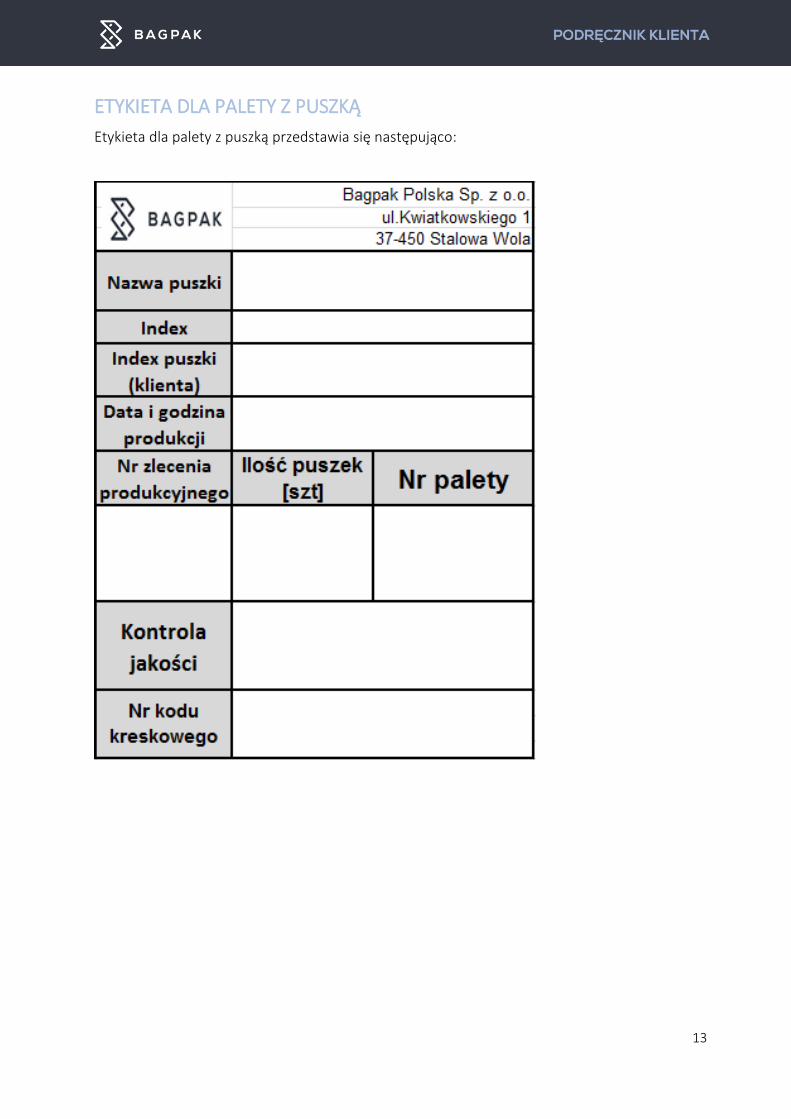
ETYKIETA DLA PALETY Z PUSZKĄ
Etykieta dla palety z puszką przedstawia się następująco:

14
ETYKIETA DLA PALETY Z WIECZKIEM
Etykieta dla palety z wieczkiem przedstawia się następująco:

15

16
MAGAZYNOWANIE PUSZEK/WIECZEK
Palety z wyrobem gotowym w postaci puszek/wieczek należy przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Minimalna temperatura przechowywania nie powinna być niższa niż 0° C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów.
Dopuszczalne jest piętrowanie maksymalnie czterech palet z puszkami.
WYTYCZNE ODNOŚNIE PRZECHOWYWANIA OPAKOWAŃ ZWROTNYCH
Firma BAGPAK posiada następujące rodzaje opakowań zwrotnych:
a) Palety drewniane:
• Paleta pod puszkę o wym. 1250 x 1180 mm.
• Paleta pod wieczko o wym. 1200 x 1000 mm.
b) Ramki metalowe ocynkowane.
c) Przekładki tekturowe.
Opakowania zwrotne stanowiące własność BAGPAK, a składowane u Klienta, powinny być przechowywane w wyznaczonym miejscu, tak aby nie mieszały się z opakowaniami zwrotnymi należącymi do konkurencji.
Wszystkie wymienione opakowania należy przechowywać w suchym miejscu, zapewniającym zabezpieczenie przed opadami atmosferycznymi, wilgocią, drobnoustrojami oraz zanieczyszczeniami fizycznymi i chemicznymi.
PRZYGOTOWANIE PUSZEK DO ROZLEWU
Puszki przed rozpoczęciem rozlewu powinny być poddane procesowi mycia z zastosowaniem wody zdemineralizowanej. Powszechnie stosowanym rodzajem urządzeń są myjki natryskowe. Suszenie zwykle następuje strumieniem gorącego powietrza.
KONTROLA ZAMKNIĘCIA
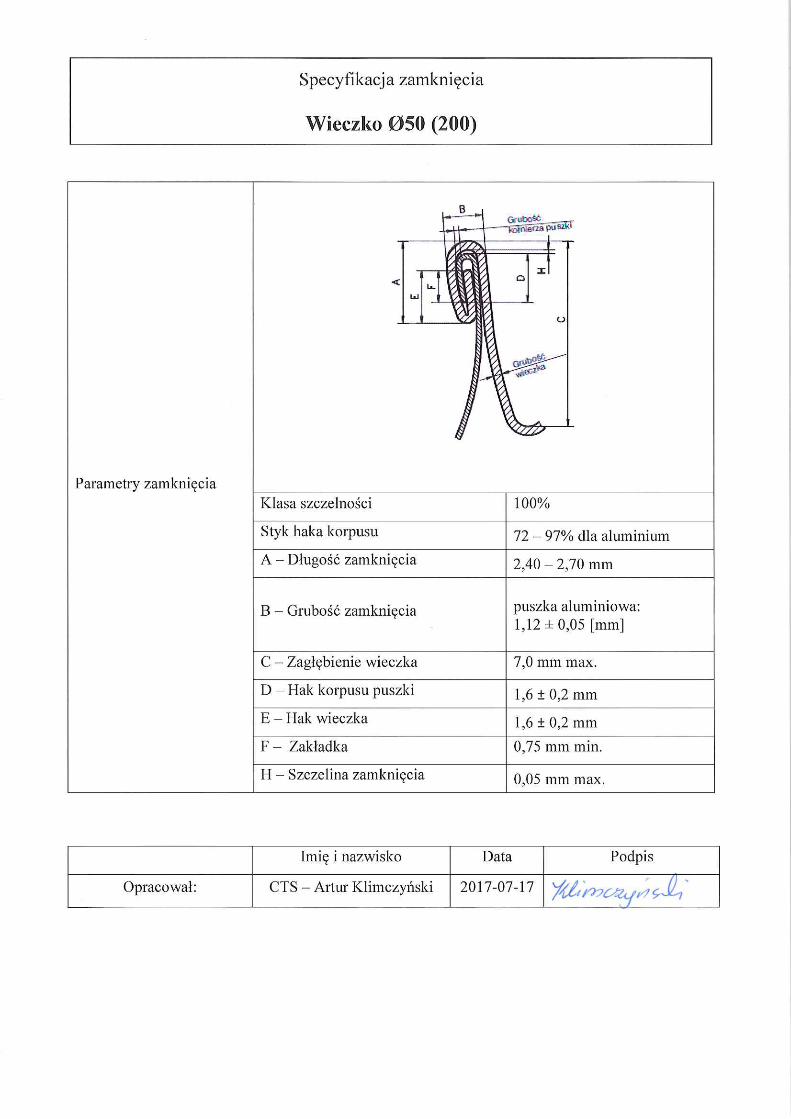
Parametry zamknięcia wieczek (Ø 200, Ø 202, CDL Ø 202) powinny być weryfikowane za pomocą Arkuszy kontroli zamknięcia (Załączniki nr 3-5) oraz specyfikacji zamknięcia (Załączniki nr 6-8).

17
PASTERYZACJA PUSZEK
Opakowania zdatne do użycia w procesie pasteryzacji (temperatura do 75°C, czas 30 min.). Zalecana wartość ph wody pasteryzującej powinna się zawierać w przedziale 6,5 – 7,5. Woda nie może zawierać składowych, które sprzyjałyby korozji. Przed napełnieniem puszki należy kondycjonować w warunkach rozlewu.
KOROZJA NAPRĘŻENIOWA I WTÓRNA
Korozja naprężeniowa jest zjawiskiem występującym przy udziale pewnych czynników (wysoka wilgotność i temperatura, zanieczyszczenia). Działanie tych niekorzystnych czynników przyczynia się do powstania korozji wzdłuż linii nacięcia wieczka.
W wyniku procesu napełniania, zamykania oraz pasteryzowania puszek na wyrobie gotowym mogą znaleźć się pewne zanieczyszczenia (np. pozostałości wody z płukania, pasteryzacji lub pozostałości rozlewanego płynu), które przyczyniają się do powstania procesu korozyjnego.
Pakowanie napełnionych puszek z wykorzystaniem opakowań foliowych zwiększa zagrożenie korozyjne zarówno w przypadku niecałkowicie wysuszonych puszek, jak i w sytuacji powstania przecieku (skutku korozji wtórnej na denku puszki), który zanieczyszcza pozostałe produkty na palecie. Najbezpieczniejszą opcją są opakowania kartonowe.
Celem uniknięcia korozji oraz jej skutków (np. samootwierające się wieczka, przeciekające puszki) należy całkowicie wysuszyć puszki i wieczka po zakończeniu rozlewu np. za pomocą strumienia powietrza.

18

19
Wyszliśmy naprzeciw potrzebom Klienta poprzez stworzenie działu CTS.
Customer Technical Service – to przede wszystkim:
• regularne wizyty u Klienta,
• wsparcie techniczne podczas uruchamiania, stałej pracy i remontów maszyn przeznaczonych do zamykania puszek.
Oferując wiedzę i doświadczenie ekspertów z ramienia firmy Bagpak Polska Sp. z o. o. wpływamy na optymalizację pracy linii produkcyjnej u Klienta oraz jakość jego produktów.
Imię i Nazwisko Artur Klimczyński
Dział CTS (Customer Technical Service)
Stanowisko Inżynier Technicznego Wsparcia Klienta
Nr telefonu 667 844 416
Email [email protected]
Imię i Nazwisko Piotr Benedyk
Dział CTS (Customer Technical Service)
Stanowisko Inżynier Technicznego Wsparcia Klienta
Email [email protected]

20

21
Wdrożenie w BAGPAK Polska Sp. z o. o. Systemu Zarządzania opartego na wymaganiach BRC Global Standard for Packaging and Packaging Materials gwarantuje jakość, bezpieczeństwo oraz zgodność prawną wytwarzanych opakowań.
Posiadamy certyfikat DPG Deutsche Pfandsystem GmbH. Jest to certyfikat zgodności dla Niemieckiego Systemu Depozytowego, który daje nam możliwość drukowania puszek z oznaczeniem DPG, które jest wymagane do obrotu puszek na rynku niemieckim.

22

23
Zgłoszenia reklamacyjne związane z jakością produktów należy kierować do Kierownika Kontroli Jakości – Bogdana Czerwińskiego (dane kontaktowe poniżej).
Reklamacje ilościowe należy kierować do Kierownika Logistyki – Justyny Gilar.
Po telefonicznym zgłoszeniu reklamacji należy wypełnić poniższy formularz.
Imię i Nazwisko Bogdan Czerwiński
Dział Kontrola Jakości
Stanowisko Kierownik Kontroli Jakości
Nr telefonu 667 840 979
Email [email protected]
Imię i Nazwisko Justyna Gilar
Dział Logistyka
Stanowisko Kierownik Logistyki
Nr telefonu 667 840 989
Email [email protected]

24
25

26
PUSZKA STALOWA REGULAR 500 ML
W ofercie Bagpak Polska Sp. z o. o. znajduje się puszka stalowa, napojowa o pojemności 500 ml. Puszka spełnia wymagania prawne określone w przepisach krajowych i unijnych, dotyczące wyrobów przeznaczonych do kontaktu z żywnością. Puszka może być produkowana z zastosowaniem bezbarwnego, białego i złotego lakieru podkładowego oraz grafik zgodnych z wymogami Klienta.
Nazwa wyrobu Puszka stalowa 202/211 500 ml
Producent BAGPAK Polska Sp. z o.o., Zakład produkcyjny: ul. Kwiatkowskiego 1, 37-450 Stalowa Wola.
Przeznaczenie
Wyrób wysokobarierowy, przeznaczony do pakowania i przechowywania żywności uwodnionej i kwaśnej oraz zawierającej nie więcej niż 20% alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a puszką w planowanym czasookresie magazynowania/przechowywania. Przed użyciem wypłukać.
Użytkowanie szczególne
Opakowania zdatne do użycia w procesie pasteryzacji (napełnianie na gorąco lub podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut). Parametry wody pasteryzującej: pH w zakresie 6,5 – 7,5, woda nie może zawierać składowych, które sprzyjałyby korozji. Przed napełnieniem kondycjonować w warunkach otoczenia.
Skład surowcowy Stal, lakier wewnętrzny, lakier zewnętrzny, lakier obręczy denka, farby dekorujące, lakier nawierzchniowy (opcjonalnie)
Cechy jakościowe wyrobu
Pojemność nominalna 500 ml
Nominalna waga ~28,5 g
Odporność na nacisk osiowy min. 80 kg
Odporność na ciśnienie wewnętrzne
min. 6,2 bar
Puszka stalowa lakierowana spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.

27
Wymiary wyrobu
A – wysokość puszki 168,00 ± 0,30 mm
B – średnica zewnętrzna puszki (max)
66,20 mm
C – szerokość kołnierza 2,23 ± 0,25 mm
D – średnica wewnętrzna szyjki 52,40 ± 0,30 mm
E – średnica pierścienia podstawy ref 48,48 mm
F – głębokość denka 9,45 ± 0,30 mm
G – prześwit przewężenia zamknięcia
min 3,00 mm
H – wysokość całkowita przewężenia
19,50 ± 1,00 mm
I – kąt kołnierza 7° max
J – średnica kołnierza 56,90 ± 0,30 mm
K – wolna przestrzeń 15,80 – 0,30 mm
L – grubość kołnierza z lakierem 0,165 ± 0,010 mm

28
Kolorystyka Zgodnie z wzornikiem w zależności od asortymentu.
Znakowanie
Etykieta dołączona do każdej palety. Producent, nazwa asortymentu, index puszki, data produkcji, numer zlecenia, ilość sztuk, numer palety, identyfikacja KJ. Wyrób jednostkowy znakowany drukowanym kodem produkcyjnym składającym się z kombinacji cyfr oznaczającej kolejno: cyfra od 1-3 oznaczająca zmianę produkcyjną, dwie cyfry odpowiadające tygodniom roku, cyfra od 1-7 oznaczająca dzień tygodnia, dwie cyfry kodujące rok produkcyjny. Kod cyfrowy poprzedzony literą znakująca maszynę drukującą „R”.
Pakowanie
Puszki pakowane warstwowo na paletach drewnianych 1250x1180, 360 sztuk w warstwie, izolowane przekładkami tekturowymi, 16 warstw w palecie. Zabezpieczone taśmą poliestrową, z góry ramą stalową. Każda paleta zaopatrzona papierową etykietą zbiorczą oraz pieczątką KJ potwierdzającą zwolnienie wyrobu. Palety owinięte folią typu „stretch”. Opakowania jednostkowe (palety, przekładki, ramy) z trwałym oznaczeniem: BPP.
Warunki transportu
Transport dostosowanymi samochodami ciężarowymi.
Warunki przechowywania / składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Zalecana temperatura przechowywania nie powinna być niższa niż 0°C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów. Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości. Dopuszczalne jest piętrowanie maksymalnie czterech palet z puszką.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji pod warunkiem ich przechowywania w warunkach magazynowych.
29
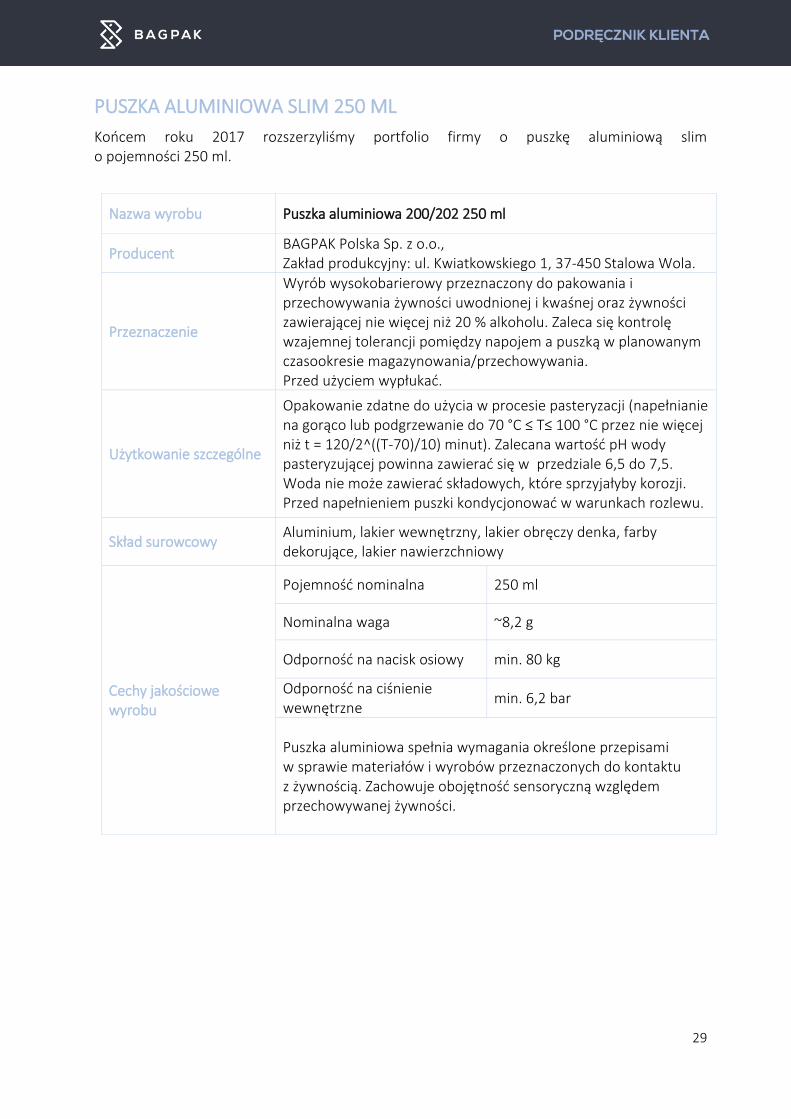
PUSZKA ALUMINIOWA SLIM 250 ML
Końcem roku 2017 rozszerzyliśmy portfolio firmy o puszkę aluminiową slim o pojemności 250 ml.
Nazwa wyrobu Puszka aluminiowa 200/202 250 ml
Producent BAGPAK Polska Sp. z o.o., Zakład produkcyjny: ul. Kwiatkowskiego 1, 37-450 Stalowa Wola.
Przeznaczenie
Wyrób wysokobarierowy przeznaczony do pakowania i przechowywania żywności uwodnionej i kwaśnej oraz żywności zawierającej nie więcej niż 20 % alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a puszką w planowanym czasookresie magazynowania/przechowywania. Przed użyciem wypłukać.
Użytkowanie szczególne
Opakowanie zdatne do użycia w procesie pasteryzacji (napełnianie na gorąco lub podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut). Zalecana wartość pH wody pasteryzującej powinna zawierać się w przedziale 6,5 do 7,5. Woda nie może zawierać składowych, które sprzyjałyby korozji. Przed napełnieniem puszki kondycjonować w warunkach rozlewu.
Skład surowcowy Aluminium, lakier wewnętrzny, lakier obręczy denka, farby dekorujące, lakier nawierzchniowy
Cechy jakościowe wyrobu
Pojemność nominalna 250 ml
Nominalna waga ~8,2 g
Odporność na nacisk osiowy min. 80 kg
Odporność na ciśnienie wewnętrzne
min. 6,2 bar
Puszka aluminiowa spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.
30
Wymiary wyrobu
A – wysokość puszki 134,00 ± 0,30 mm
B – średnica zewnętrzna puszki (max)
53,20 mm
C – szerokość kołnierza 2,13 ± 0,20 mm
D – średnica wewnętrzna szyjki 50,00 ± 0,30 mm
E – średnica pierścienia podstawy ref 45,85 mm
F – głębokość denka 9,40 ± 0,30 mm
G – prześwit przewężenia zamknięcia 3,05 ± 0,20 mm
H – wysokość całkowita przewężenia 8,80 ± 1,00 mm
I – kąt kołnierza 7° (max)
J – średnica kołnierza 54,30 ± 0,30 mm
K – wolna przestrzeń 14,30 – 0,30 mm
L – grubość kołnierza z lakierem 0,155 ± 0,010 mm

31
Kolorystyka Zgodnie z wzornikiem w zależności od asortymentu.
Znakowanie
Etykieta dołączona do każdej palety. Producent, nazwa asortymentu, index puszki, data produkcji, numer zlecenia, ilość sztuk, numer palety, identyfikacja KJ. Wyrób jednostkowy znakowany drukowanym kodem produkcyjnym składającym się z kombinacji cyfr oznaczającej kolejno: cyfra od 1-3 oznaczająca zmianę produkcyjną, dwie cyfry odpowiadające tygodniom roku, cyfra od 1-7 oznaczająca dzień tygodnia, dwie cyfry kodujące rok produkcyjny. Kod cyfrowy poprzedzony symbolem literowym identyfikującym maszynę drukującą i obraz na cylindrze.
Pakowanie
Puszki pakowane warstwowo na paletach drewnianych 1250x1180, 550 lub 562 sztuk w warstwie, izolowane przekładkami tekturowymi, 20 warstw w palecie. Zabezpieczone taśmą poliestrową, z góry ramą stalową. Każda paleta zaopatrzona papierową etykietą zbiorczą oraz pieczątką KJ potwierdzającą zwolnienie wyrobu. Palety owinięte folią typu „stretch”. Opakowania jednostkowe (palety, przekładki, ramy) z trwałym oznaczeniem: BPP.
Warunki transportu Transport dostosowanymi samochodami ciężarowymi.
Warunki przechowywania / składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Minimalna temperatura przechowywania nie powinna być niższa niż 0 ⁰C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów.
Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości.
Dopuszczalne jest piętrowanie maksymalnie czterech palet z puszkami.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji pod warunkiem ich przechowywania w warunkach magazynowych.
W odróżnieniu od obecnej linii stalowej, nowopowstała linia produkuje puszki aluminiowe. Innowacyjność inwestycji objawia się w założeniu o konwertowalności linii, która może produkować 9 rodzajów puszek (slim 150 ml, slim 200 ml, slim 250 ml, sleek 250 ml, sleek 300 ml, sleek 330 ml, sleek 355 ml, regular 473 ml, regular 500 ml).

32
PUSZKA ALUMINIOWA REGULAR 500 ML
Nazwa wyrobu Puszka aluminiowa 202/211 500 ml
Producent BAGPAK Polska Sp. z o.o.,
Zakład produkcyjny: ul. Kwiatkowskiego 1, 37-450 Stalowa Wola.
Przeznaczenie
Wyrób wysokobarierowy przeznaczony do pakowania i przechowywania żywności uwodnionej i kwaśnej oraz żywności zawierającej nie więcej niż 20 % alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a puszką w planowanym czasookresie magazynowania/przechowywania.
Przed użyciem wypłukać.
Użytkowanie szczególne
Opakowanie zdatne do użycia w procesie pasteryzacji (napełnianie na gorąco lub podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut). Zalecana wartość pH wody pasteryzującej powinna zawierać się w przedziale 6,5 do 7,5. Woda nie może zawierać składowych, które sprzyjałyby korozji. Przed napełnieniem puszki kondycjonować w warunkach rozlewu.
Skład surowcowy Aluminium, lakier wewnętrzny, lakier obręczy denka, farby dekorujące, lakier nawierzchniowy
Cechy jakościowe wyrobu
Pojemność nominalna 500 ml
Nominalna waga ~12,8 g
Odporność na nacisk osiowy min. 80 kg
Odporność na ciśnienie wewnętrzne
min. 6,2 bar
Puszka aluminiowa spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.

33
Wymiary wyrobu
A – wysokość puszki 168,00 ± 0,30 mm
B – średnica zewnętrzna puszki (max) 66,05 mm
C – szerokość kołnierza 2,13 ± 0,25 mm
D – średnica wewnętrzna szyjki 52,40 ± 0,30 mm
E – średnica pierścienia podstawy 47,37 mm
F – głębokość denka (po reformingu) 10,75 ± 0,30 mm
G – prześwit przewężenia zamknięcia min 3,00 mm
H – wysokość całkowita przewężenia 18,13 ± 1,00 mm
I – promień kołnierza 1,52 ± 0,25 mm
J – kąt kołnierza 7° (max)
K – zewnętrzny promień szyjki ref 7,11 mm
L – średnica zewnętrzna kołnierza 56,67 ± 0,25 mm
M – kąt profilu szyjki 30°
N – wolna przestrzeń 14,40 – 0,30 mm
grubość kołnierza z lakierem ref 0,176 mm

34
Kolorystyka Zgodnie z wzornikiem w zależności od asortymentu.
Znakowanie
Etykieta dołączona do każdej palety. Producent, nazwa asortymentu, index puszki, data produkcji, numer zlecenia, ilość sztuk, numer palety, identyfikacja KJ. Wyrób jednostkowy znakowany drukowanym kodem produkcyjnym składającym się z kombinacji cyfr oznaczającej kolejno: cyfra od 1-3 oznaczająca zmianę produkcyjną, dwie cyfry odpowiadające tygodniom roku, cyfra od 1-7 oznaczająca dzień tygodnia, dwie cyfry kodujące rok produkcyjny. Kod cyfrowy poprzedzony symbolem literowym identyfikującym maszynę drukującą i obraz na cylindrze.
Pakowanie
Puszki pakowane warstwowo na paletach drewnianych 1250x1180, 360 sztuk w warstwie, izolowane przekładkami tekturowymi, 16 warstw w palecie. Zabezpieczone taśmą poliestrową, z góry ramą stalową. Każda paleta zaopatrzona papierową etykietą zbiorczą oraz pieczątką KJ potwierdzającą zwolnienie wyrobu. Palety owinięte folią typu „stretch”. Opakowania jednostkowe (palety, przekładki, ramy) z trwałym oznaczeniem: BPP.
Warunki transportu Transport dostosowanymi samochodami ciężarowymi.
Warunki przechowywania / składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Minimalna temperatura przechowywania nie powinna być niższa niż 0 ⁰C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów. Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości. Dopuszczalne jest piętrowanie maksymalnie czterech palet z puszkami.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji pod warunkiem ich przechowywania w warunkach magazynowych.

35
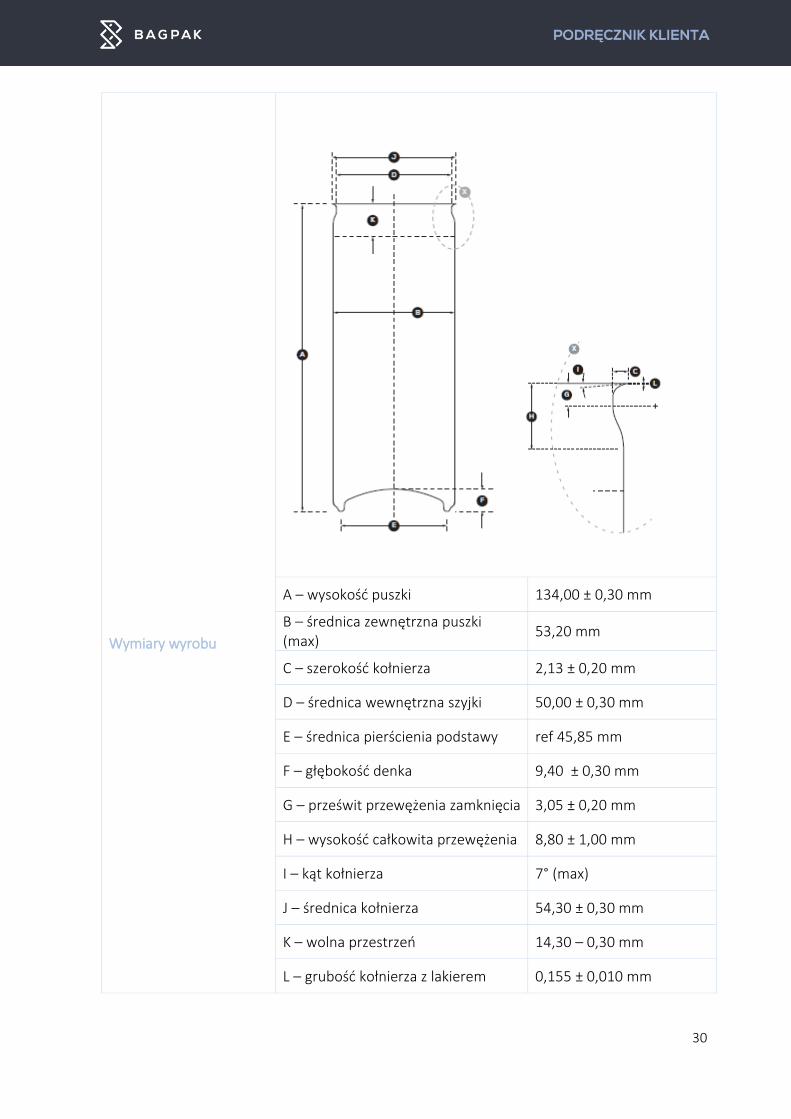
WIECZKO ALUMINIOWE SOT 202
Bagpak Polska Sp. z o .o. produkuje aluminiowe wieczka łatwootwieralne SOT 202. Powierzchnia wieczka aktualnie dostępna jest w 2 kolorach: srebrny i złoty, kluczyk w 6 kolorach: srebrny, złoty, czerwony, czarny, zielony i niebieski.
Nazwa wyrobu Wieczko aluminiowe ø 202
Producent BAGPAK Polska Sp. z o.o., Zakład produkcyjny: ul. Kwiatkowskiego 1, 37-450 Stalowa Wola.
Przeznaczenie
Wyrób wysokobarierowy, przeznaczony do zamykania puszek napojowych. Dopuszczony do kontaktu z żywnością – żywność uwodniona i kwaśna oraz żywność zawierająca do 20 % alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a opakowaniem w planowanym czasookresie magazynowania/przechowywania.
Użytkowanie szczególne
Wieczko zdatne do użycia w procesie pasteryzacji (podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut). Parametry wody płuczącej po zamknięciu: pH od 6 do 8, poziomy chlorków <10p.p.m, poziom siarczanów i azotanów <15p.p.m. Przed użyciem zleca się kondycjonowanie wieczek w warunkach rozlewu.
Skład surowcowy
Aluminium powierzchniowo lakierowane, masa uszczelniająca.
Cechy jakościowe wyrobu
Odporność na ciśnienie wewnętrzne
min. 600 kPa
Siła otwarcia max. 19,61 N
Ilość masy uszczelniającej 20 – 28 mg/wieczko
Nominalna waga całkowita wieczka
2,7 ± 0,1 g
Wieczko aluminiowe spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.
36
Wymiary wyrobu
A – średnica wieczka po zawinięciu 59,40 ± 0,15 mm
B – średnica zagłębienia ref 48,59 mm
C – wysokość wywinięcia 2,13 ± 0,15 mm
D – rozwarcie wywinięcia min. 2,82 mm
E – promień profilu usztywnienia ref 0,51
F – głębokość zagłębienia 6,86 ± 0,14 [mm]
G – grubość blachy z lakierem 0,218 ± 0,005 [mm]
H – nominalna wysokość profilu usztywnienia
2,47 ± 0,14 [mm]
J – kąt nachylenia ścianki 13⁰30’

37
Kolorystyka
Zgodna z zamówieniem (w dowolnej kombinacji). Dostępne kolory wieczka: srebrne, złote. Dostępne kolory kluczyka: srebrny, złoty, czerwony, czarny, niebieski, zielony.
Znakowanie
Każda paleta oznakowana etykietą zbiorczą, zawierająca następujące informacje: producent, nazwa wyrobu, index wieczka, data produkcji, nr palety, ilość wieczek w sztukach, ilość rękawów, numer palety shell, identyfikacja KJ. Trwałe tłoczenie A1, A2 na wyrobach jednostkowych oznaczające zestaw narzędzi prasy konwersyjnej.
Pakowanie
Wieczka pakowane w rękawy papierowe po 600 szt., rękawy układane poziomo na paletach drewnianych 1200x1000, przekładane arkuszami papierowymi, z góry zabezpieczone arkuszem kartonowym. Ilość rękawów w palecie wg specyfikacji klienta. Typowo 465 szt. x 600 rękawów = 279000 szt., waga sumaryczna około 810 kg. Każda paleta zaopatrzona papierową etykietą zbiorczą oraz pieczątką KJ potwierdzającą zwolnienie, z zewnątrz zabezpieczona folią typu „stretch”. Opakowania jednostkowe z trwałym oznaczeniem: BPP.
Warunki transportu
Transport dostosowanymi samochodami dostawczymi.
Warunki przechowywania / składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Zalecana temperatura przechowywania nie powinna być niższa niż 0°C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów. Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji, pod warunkiem ich przechowywania w warunkach magazynowych.

38
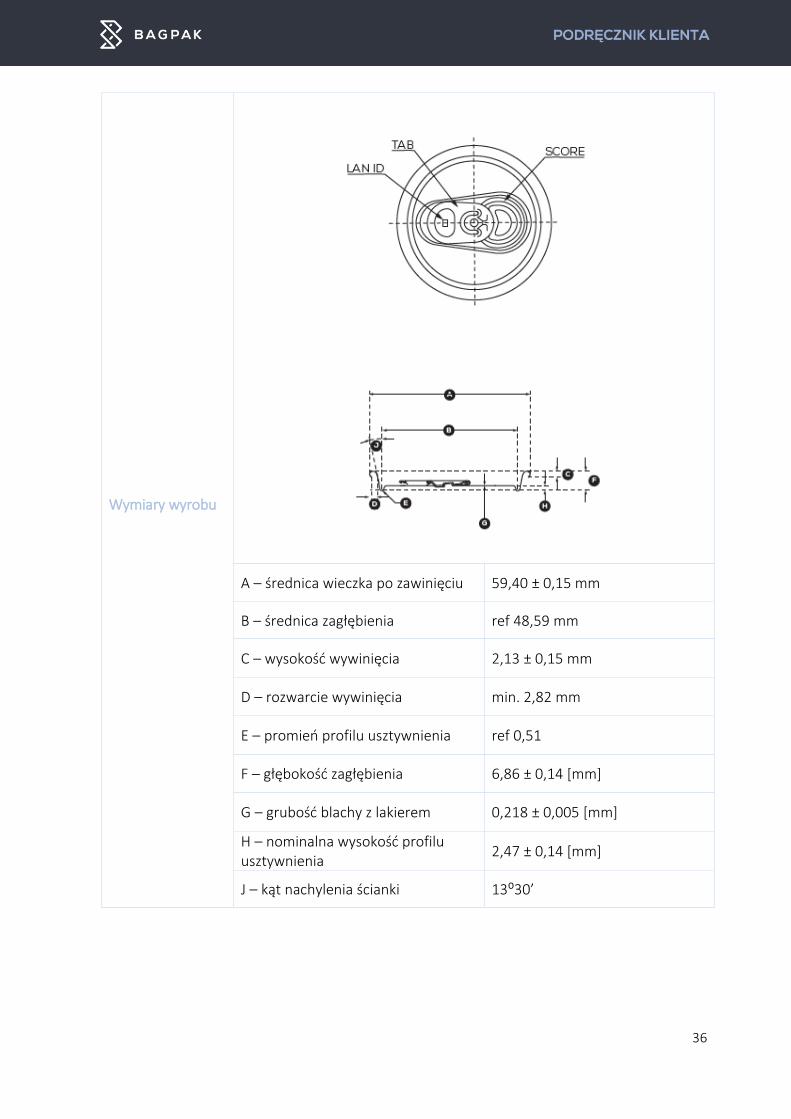
WIECZKO ALUMINIOWE SOT 200
Nazwa wyrobu Wieczko aluminiowe ø 200
Przeznaczenie
Wyrób wysokobarierowy, przeznaczony do zamykania puszek napojowych. Dopuszczony do kontaktu z żywnością – żywność uwodniona i kwaśna oraz żywność zawierająca do 20 % alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a opakowaniem w planowanym czasookresie magazynowania/przechowywania.
Użytkowanie szczególne
Wieczko zdatne do użycia w procesie pasteryzacji (podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut).
Parametry wody płuczącej po zamknięciu: pH od 6 do 8, poziomy chlorków <10p.p.m, poziom siarczanów i azotanów <15p.p.m.
Przed użyciem zaleca się kondycjonowanie wieczek w warunkach rozlewu.
Skład surowcowy Aluminium powierzchniowo lakierowane, masa uszczelniająca.
Cechy jakościowe wyrobu
Odporność na ciśnienie wewnętrzne
min. 610 kPa
Nominalna waga całkowita 2,6 ± 0,1 g
Wieczko aluminiowe spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.
39
Wymiary wyrobu
A – średnica wieczka po zawinięciu
57,00 ± 0,25 mm
B – średnica zagłębienia 46,57 mm
C – wysokość wywinięcia 2,03 ± 0,20 mm
D – rozwarcie wywinięcia min. 2,72 mm
E – promień profilu usztywnienia
ref 0,50
F – głębokość zagłębienia 6,60 ± 0,13 mm
G – grubość blachy z lakierem
0,218 – 0,224 mm
H – nominalna wysokość profilu usztywnienia
2,41 ± 0,13 mm
J – kąt nachylenia ścianki 12⁰

40
Kolorystyka Istnieje możliwość indywidualnego doboru przez Klienta wariantu kolorystycznego wieczka z kluczykiem ø 200 oraz efektu specjalnego po wcześniejszym uzgodnieniu.
Znakowanie
Każda paleta oznakowana etykietą zbiorczą, zawierającą następujące informacje: producent, nazwa wyrobu, index wieczka, data produkcji, nr palety, ilość wieczek w sztukach, ilość rękawów, numer linii produkcyjnej.
Pakowanie
Wieczka pakowane są w następujący sposób: 18 rzędów x 19 warstw x 570 szt. = 194 940 szt. wieczek na palecie. Waga brutto palety z wyrobem gotowym: 540 kg. Waga netto palety z wyrobem gotowym: 515 kg.
Warunki transportu
Transport dostosowanymi samochodami dostawczymi.
Warunki przechowywania/ składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Zalecana temperatura przechowywania nie powinna być niższa niż 0°C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów. Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji, pod warunkiem ich przechowywania w warunkach magazynowych.

41
WIECZKO ALUMINIOWE CDL 202
Nazwa wyrobu Wieczko aluminiowe ø 202 CDL LOE
Przeznaczenie
Wyrób wysokobarierowy, przeznaczony do zamykania puszek napojowych. Dopuszczony do kontaktu z żywnością – żywność uwodniona i kwaśna oraz żywność zawierająca do 20 % alkoholu. Zaleca się kontrolę wzajemnej tolerancji pomiędzy napojem a opakowaniem w planowanym czasookresie magazynowania/przechowywania.
Użytkowanie szczególne
Wieczko zdatne do użycia w procesie pasteryzacji (podgrzewanie do 70 °C ≤ T≤ 100 °C przez nie więcej niż t = 120/2^((T-70)/10) minut). Parametry wody płuczącej po zamknięciu: pH od 6 do 8, poziomy chlorków <10p.p.m, poziom siarczanów i azotanów <15p.p.m.
Przed użyciem zaleca się kondycjonowanie wieczek w warunkach rozlewu.
Skład surowcowy Aluminium powierzchniowo lakierowane, masa uszczelniająca.
Cechy jakościowe wyrobu
Odporność na ciśnienie wewnętrzne
min. 6,2 bar
Nominalna waga całkowita 2,5 g
Wieczko aluminiowe spełnia wymagania określone przepisami w sprawie materiałów i wyrobów przeznaczonych do kontaktu z żywnością. Zachowuje obojętność sensoryczną względem przechowywanej żywności.

42
Wymiary wyrobu
A – średnica wywinięcia 59,30 ± 0,25 mm
B – wysokość wywinięcia 2,05 ± 0,13 mm
C – głębokość zagłębienia 6,35 ± 0,13 mm
D – wysokość profilu usztywnienia 2,03 ± 0,13 mm
E – wewnętrzna średnica wywinięcia
57,66 Min.
F – rozwarcie wywinięcia 2,72 Min.
G – promień profilu usztywnienia 0,23 mm
H – grubość blachy z lakierem 0,220 ± 0,005 mm
Kolorystyka Zgodna z zamówieniem (w dowolnej kombinacji). Dostępne kolory
wieczka: srebrne, złote.

43
Dostępne kolory kluczyka: srebrny, złoty, czerwony, czarny, niebieski, zielony. Istnieje możliwość indywidualnego doboru przez Klienta wariantu kolorystycznego wieczka z kluczykiem ø 202 CDL oraz efektu specjalnego po wcześniejszym uzgodnieniu.
Znakowanie
Każda paleta oznakowana etykietą zbiorczą, zawierającą następujące informacje: producent, nazwa wyrobu, index wieczka, data produkcji, nr palety, ilość wieczek w sztukach, ilość rękawów, numer linii produkcyjnej.
Pakowanie
Wieczka pakowane w rękawy papierowe po 650 szt., rękawy układane poziomo na paletach plastikowych 1200x1000, przekładane arkuszami papierowymi, z góry zabezpieczone arkuszem kartonowym. Ilość wieczek na palecie: 650 szt. x 512 rękawów = 332800 szt. Waga sumaryczna palety z wyrobem to około 840 kg.
Warunki transportu
Transport dostosowanymi samochodami dostawczymi.
Warunki przechowywania/ składowania
Przechowywać w czystych, suchych pomieszczeniach magazynowych, oryginalnie zapakowane. Zalecana temperatura przechowywania nie powinna być niższa niż 0°C. Nie dopuszczać by temperatura spadła poniżej punktu rosy. Chronić przed bezpośrednią ekspozycją na promienie słoneczne, umieszczać z dala od czynników korozyjnych, substancji olejowych, pylistych oraz innych mogących negatywnie wpływać na organoleptykę wyrobów. Palety w magazynie umieszczać w rzędach, z zachowaniem odstępów umożliwiających ich przegląd oraz utrzymanie czystości.
Okres trwałości Okres przydatności do użycia wynosi 24 miesiące od daty produkcji, pod warunkiem ich przechowywania w warunkach magazynowych.

SPECYFIKACJA PROJEKTOWASpecification of digital artwork delivery
Za.3
.10.1-
1 S
pec
yfik
acj
a d
osta
rcza
nia
ma
teri
ałó
w d
o d
ruku
. Da
ta w
yda
nia
: 24
.08
.20
18 r.

FORMATY PLIKÓWFile formats
FORMATY WEKTOROWE VECTOR FORMATS:
• Adobe Illustrator: .ai
• Adobe InDesign: .indd
• PDF: Adobe .pdf, ESKO .pdf, print standard .pdf
FORMATY BITMAPOWEBITMAP FORMATS:
• Adobe Photoshop: .psd

PRZEJŚCIA TONALNEHalftone gradations
X Y
KIERUNEK GRADIENTU VIGNETTE DIRECTION
Gradienty mogą być wykonywane jedynie pionowo.
Only vertical vignettes can be used.

PRZEJŚCIA TONALNEHalftone gradations
0% 10%
ZAKRES PRZEJŚĆ TONALNYCHVIGNETTE RANGE
Stworzenie przejścia tonalnego do 0 % jest nieosiągalne -
skutkuje stworzeniem krawędzi na końcu przejścia.
Zaleca się tworzenie przejść do wartości mimimum 3 %.
Creating a vignette to 0 % is impossible - results in an edge
at the end of the vignette.
We recommend creating vignettes up to a minimum of 3 %.

3%
80%
3%
3%
80%
3%
GRADIENTY „WET ON WET”Gradients, Vignette „Wet on wet”
GRADIENT „WET ON WET”"WET ON WET" VIGNETTE
W celu otrzymania gładkiego przejścia tonalnego pomiędzy
2 kolorami, drukowanymi „jeden na drugim” zaleca się utrzy-
manie 3 % wartości do samego końca 2 koloru. Nie należy
tworzyć przejść tonalnych pomiędzy kolorami różniącymi się
w znacznym stopniu.
To make a smooth two colour „wet on wet” vignette it is
recommended to keep 3 % to the end of the 2nd colour. Do
not create vignettes „wet on wet” with very different colours.

RASTRYScreening
PARAMETRY RASTERYZACJISCREENING PARAMETERS
3 % minimalny punkt rastrowy na płycie (+/- 10 % w druku).
Liniatura rastra do 105 lpi (linii na cal).
3 % minimal dot on plate (+/- 10 % on can).
Maximum 105 lpi (lines/inch) for halftone printing.

KOLORYColours
TYPY KOLORÓWTYPES OF COLOURS
Nie można używać kolorów procesowych (CMYK, Hexachro-
me) oraz addytywnych modeli przestrzeni barw (RGB).
Należy używać kolorów typu „spot” (kolor dodatkowy) z palety
PANTONE. Biały kolor jest drukowany - należy go dokładnie
oznaczyć i wprowadzić jako spot.
Process colours (CMYK, Hexachrome) and additive colour
models (RGB) can not be used.
Use spot colours from the PANTONE palette. The white
colour is printed - it should be marked exactly (spot colour).
ILOŚĆ SEPARACJINUMBER OF SEPARATIONS
W projekcie można użyć maksymalnie 7 kolorów. Sugerowa-
ne użycie do 6 kolorów. Delikatne rastrowania oraz małe
teksty nie powinny być łączone na tej samej separacji z moc-
nymi aplami lub dużymi elementami.
W projekcie należy umieścić wykaz z opisem kolorów PAN-
TONE użytych w pracy.
7 maximum number of colours. We recommend using up to
6 colours in the design. Gentle screening, small texts should
not be combined on the same separation with strong and
large elements.
The file must contain a description of the colours used in the
artwork, including PANTONE colours.

MIESZANIE KOLORÓW„Wet on wet” - Overprint colours
OVERPRINTWET ON WET
Standardowo farby drukowane są bezpośrednio na puszce.
Drukowanie kilku kolorów jeden na drugim („wet on wet”) jest
ograniczone z powodu wstecznego mieszania farb. Druk
farby na farbie możliwy jest jedynie w przypadku zbliżonych
do siebie kolorów, jednak nie jest zalecany.
The inks are printed directly on the can. It is impossible to
create a different colour by printing two or more colours on
top of each other (overprint).
Printing ink on ink is possible only with similar colours, but it is
not recommended.
FONTYFONTS
Użyte w pracy fonty należy dostarczyć wraz z materiałami
lub zamienić je na krzywe.
Minimalny rozmiar tekstu;
• 6 punktów dla tekstu pozytywowego;
• 7 punktów dla tekstu w kontrze.
Nie należy używać fontów skondensowanych i szeryfowych.
Dla drobnych tekstów zaleca się 5-10 % kerning lub tracking.
Należy nadać obrys tekstu (stroke) gdy tekst oraz elementy
rastrowane mają wspólną granicę.
The fonts used in the work should be delivered with mate-
rials or converted into outlines.
Minimal text size;
• 6 points for positive charakter;
• 7 points for negative charakter.
Do not use condensed or serif fonts. For small texts, 5-10 %
positive kerning or tracking is recommended.
It is necessary to outline text (stroke) when text and screened
elements (halftone) interact with each other.
FONTYFonts

ZAKŁADKAOverlap
NAKŁADANIE SIĘ GRAFIKIARTWORK OVERLAP
Elementy graficzne z prawej i lewej strony nakładają się na
siebie w poziomie tworząc zakładkę. Zaleca się użycie jedno-
litego tła w tym samym kolorze lub elementów graficznych
łączących się w poziomie.
Graphic elements on the right and left side overlap horizon-
tally. It is recommended to use a uniform background in the
same colour or graphic elements merging horizontally.

WYMIARY I KODY KRESKOWEDimensions and barcodes
KODY KRESKOWEBARCODES
Minimalny rozmiar kodu: 80 %, BWR: - 0,05 mm. Zalecamy
użycie rozmiaru kodu 100 %.
Kreski kodu muszą być umieszczone równolegle do podsta-
wy pola zadruku – względem osi X. Numer z prawej strony.
Kolor tła kodu: biały, żółty, czerwony.
Kolor kresek kodu: czarny, ciemny zielony, ciemny niebieski,
ciemny brązowy.
The minimum size: 80 %, BWR: - 0,05 mm. We recommend
using 100% barcode size.
The lines must be placed parallel to the print base - relative
to the X axis. The number should be placed on the right side.
Code background colour: white, yellow, red.
Code line colour: black, dark green, dark blue, dark brown.
WYMIARY ELEMENTÓW DIMENSIONS OF ELEMENTS
Minimalna grubość linii, średnicy punktu;
• pozytyw: 0,1 mm;
• negatyw (w kontrze): 0,2 mm.
The minimum line thickness, point diameter;
• positive: 0,1 mm;
• negative: 0,2 mm.

BITMAPYPictures, Pixmap
Pictures should be prepared using spot colours. Pictures
prepared in CMYK, RGB mode will not be included.
300 ppi minimum resolution of attached pictures. 600 ppi is
recommended.
Before using pictures (pixmap) in artwork, please contact the
prepress to verify whether it is technically possible to print
the picture.
Pictures should be linked to vector work and not placed
within the vector file.
SPECYFIKACJA DLA BITMAPPICTURES SPECIFICATION
Grafiki bitmapowe należy przygotować przy użyciu kolorów
„spotowych” (kolory dodatkowe). Grafiki bitmapowe przygo-
towane w trybie CMYK, RGB nie będą uwzględniane.
Minimalna rozdzielczość powinna wynosić 300 ppi. Zalecana
jest wartość 600 ppi.
Przed umieszczeniem w pracy obrazu rastrowego należy
skontaktować się z działem prepress w celu zweryfikowania
możliwość wydrukowania danej grafiki.
Bitmapy powinny być linkowane do pracy wektorowej. Nie
zaleca się osadzania ich wewnątrz pliku wektorowego.
POZOSTAŁE INFORMACJEOthers
STREFA SZYJKI I DENKANECK AND BOTTOM ZONE
Zadruk na szyjce: ze względu na późniejszą obróbkę szyjki,
zaleca się aby w jej obszarze nie umieszczać drobnych ele-
mentów tekstowych i graficznych.
Zadruk na dole puszki: ze względu na zwiększony nacisk
druku w tej strefie, zaleca się aby nie umieszczać w niej drob-
nych elementów tekstowych i graficznych, ponieważ skutkuje
to zatarciem ich ostrości i czytelności.
Print on the neck: due to the later processing of the neck, it is
recommended that it does not use small text and graphic
elements in its area.
Print at the bottom of the can: due to the increased pressure
of printing in this area, it is recommended not to place small
text and graphic elements in it, as this results in blurring their
sharpness and legibility.

PARAMETRY MATRYCPlate specification
LINIATURA Liniatura do 105 lpi dla prac zawierających rastry.
RASTRY3 % minimalny punkt rastrowy na płycie,
(+/- 10 % w druku).
SZCZELINY MIĘDZYSEPARACYJNEReverse Trapping / szczelinowanie: 0,035 - 0,07 mm. W procesie
druku szerokość szczelin zależna jest od nafarbienia i docisku ma-
trycy do obciągu drukarskiego.
Na matrycach umieszczane jest pole na kod produkcyjny oraz logo
producenta puszki (lokalizacja uwzględniana jest w „projekcie
separacji barwnych”).
RULINGMaximum 105 lpi (lines/inch) for halftone printing.
SCREENING 3 % minimal dot on plate,
(+/- 10 % on can).
GAPS BETWEEN SEPARATIONSReverse Trapping: 0,035 - 0,07 mm. In print, the width of the gaps
depends on the ink and print pressure.
The plates have a place for the production code and the ma-
nufacturer's logo (the location is included in the „colour separation
design”).

207 MM (206 + 1 MM LEFT OVERLAP)
206 MM (NETTO)
198 MM
159
MM
(NE
TTO)
AREA WITHOUT TEXTAREA WITHOUT TEXT
AR
EA
WIT
HO
UT
TEX
- 4
MM
AR
EA
WITH
OU
T TEX
T - 4 M
MAREA WITHOUT TEXT - 3 MM
AREA WITHOUT TEXTAREA WITHOUT TEXT - 3 MMAREA WITHOUT TEXT
153
MM
15 MM (NECK ZONE)
REGULAR 500 ml CAN TEMPLATE DESCRIPTION

COLOURS LISTMax. 7 colours, max. 8 plates
White Print
White Print
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
Beverage Can TemplateRegular 500 ml
Project codeCODE NR
CustomerNAME
Date: 00.00.0000 r.
The background colour is the colour of the can.
The white colour is printed - it should be marked exactly.

158 MM
166 MM (NETTO)
122
MM
121 M
M
129
MM
(NE
TTO)
AREA WITHOUT TEXTAREA WITHOUT TEXT - 3 MM
AR
EA
WIT
HO
UT
TEX
T -
4 M
M
AR
EA
WITH
OU
T TEX
T - 4 M
M
AREA WITHOUT TEXT
AREA WITHOUT TEXTAREA WITHOUT TEXT AREA WITHOUT TEXT - 4 MM
167 MM (166 + 1 MM LEFT OVERLAP)
5 MM (NECK ZONE)
SLIM 250 ml CAN TEMPLATE DESCRIPTION
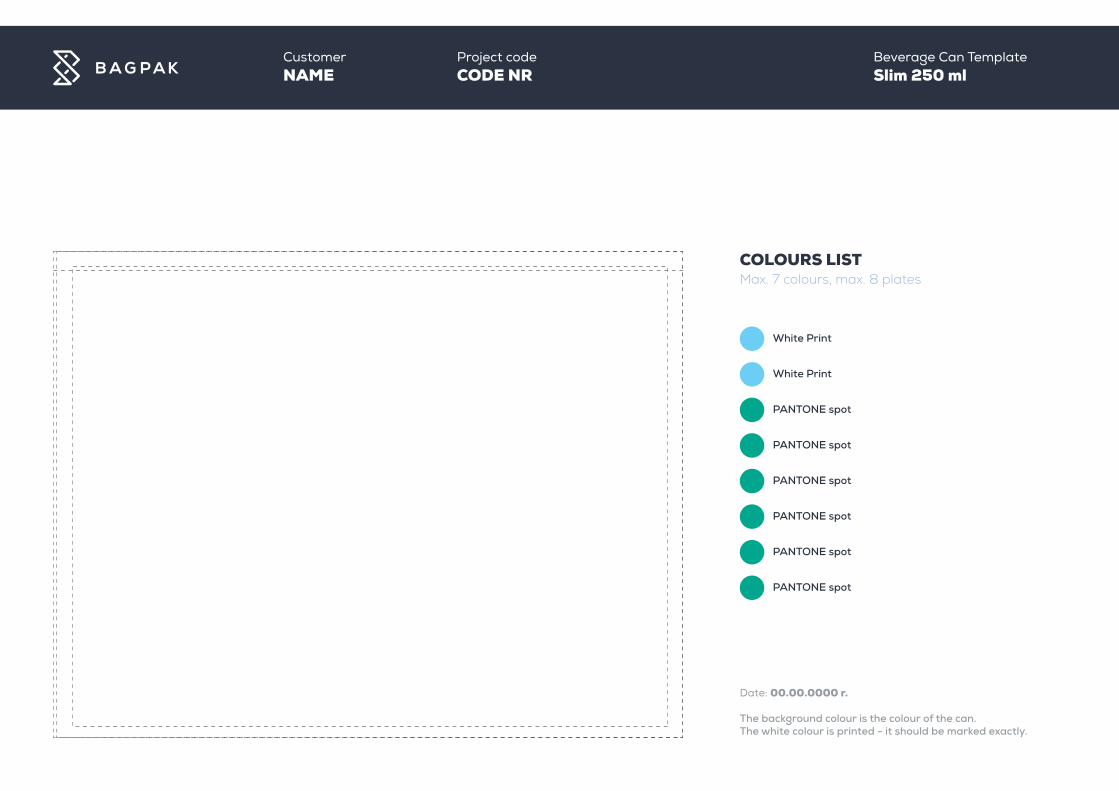
COLOURS LISTMax. 7 colours, max. 8 plates
White Print
White Print
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
PANTONE spot
Beverage Can TemplateSlim 250 ml
Project codeCODE NR
CustomerNAME
Date: 00.00.0000 r.
The background colour is the colour of the can. The white colour is printed - it should be marked exactly.
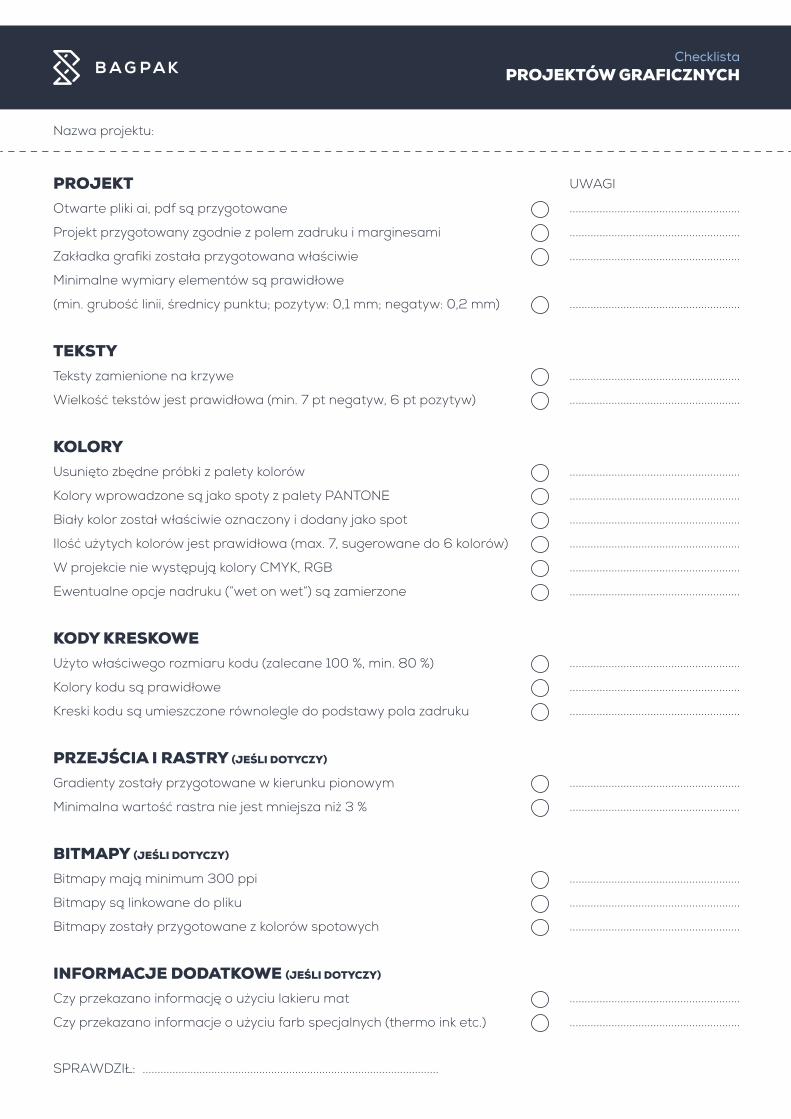
ChecklistaPROJEKTÓW GRAFICZNYCH
PROJEKTOtwarte pliki ai, pdf są przygotowane
Projekt przygotowany zgodnie z polem zadruku i marginesami
Zakładka grafiki została przygotowana właściwie
Minimalne wymiary elementów są prawidłowe
(min. grubość linii, średnicy punktu; pozytyw: 0,1 mm; negatyw: 0,2 mm)
TEKSTYTeksty zamienione na krzywe
Wielkość tekstów jest prawidłowa (min. 7 pt negatyw, 6 pt pozytyw)
KOLORYUsunięto zbędne próbki z palety kolorów
Kolory wprowadzone są jako spoty z palety PANTONE
Biały kolor został właściwie oznaczony i dodany jako spot
Ilość użytych kolorów jest prawidłowa (max. 7, sugerowane do 6 kolorów)
W projekcie nie występują kolory CMYK, RGB
Ewentualne opcje nadruku (”wet on wet”) są zamierzone
KODY KRESKOWEUżyto właściwego rozmiaru kodu (zalecane 100 %, min. 80 %)
Kolory kodu są prawidłowe
Kreski kodu są umieszczone równolegle do podstawy pola zadruku
PRZEJŚCIA I RASTRY (JEŚLI DOTYCZY)
Gradienty zostały przygotowane w kierunku pionowym
Minimalna wartość rastra nie jest mniejsza niż 3 %
BITMAPY (JEŚLI DOTYCZY)
Bitmapy mają minimum 300 ppi
Bitmapy są linkowane do pliku
Bitmapy zostały przygotowane z kolorów spotowych
INFORMACJE DODATKOWE (JEŚLI DOTYCZY)
Czy przekazano informację o użyciu lakieru mat
Czy przekazano informacje o użyciu farb specjalnych (thermo ink etc.)
UWAGI
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
Nazwa projektu:
SPRAWDZIŁ: ...................................................................................................

ChecklistGRAPHIC DESIGN
GRAPHIC DESIGNOpen files ai, pdf are prepared
Print area and margins are correct
Overlap is correct
Minimum dimensions of elements are correct
(min. line thickness, point diameter, positive: 0.1 mm, negative: 0.2 mm)
TEXTSTexts is converted to outlines
Size of texts is correct (minimum 7 pt negative, 6 pt positive)
COLOURSAll unused colours are removed
Spot colours from the PANTONE palette
White colour is marked correctly and added as a spot
Number of colours is correct (max. 7, suggested use up to 6 colours)
There are no CMYK, RGB colours in the design
Possible overprints (”wet on wet”) are deliberately used
BARCODESCorrect barcode size (100 % magnification recommended, 80 % min.)
Correct barcode colours
Lines placed parallel to the print base (relative to the X axis)
VIGNETTE, SCREENING (IF NECESSARY)
Only vertical vignettes (halftone gradations)
Screening - 3 % minimum
PICTURES (IF NECESSARY)
300 ppi minimum resolution
Picture is linked to vector work
Picture is prepared using spot colours
ADDITIONAL INFORMATION (IF NECESSARY)
Information about matte varnish is added
Information about special inks is added (thermo ink etc.)
NOTES
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
.........................................................
Graphic name:
CHECKED: ...................................................................................................

© 2018 BAGPAK Polska Sp. z o.o.
Zakład/Plant:
ul. Kwiatkowskiego 1, 37-450 Stalowa Wola
E-mail: [email protected]
Firma/Company:
BAGPAK Polska Sp. z o.o.
ul. Kondratowicza 18/183, 03-285 Warszawa
DANE KONTAKTOWE

Za.3.10.1-3 Wprowadzenie i aktualizacja wzoru / Data wydania 13.03.2018
WPROWADZENIE I AKTUALIZACJA WZORU.
Informacje dla Klienta.
1. Wprowadzenie lub aktualizacja wzoru:
• Klient inicjuje wprowadzenie nowego lub aktualizację dotychczasowego wzoru graficznego
poprzez przesłanie jego projektu, zgodnego ze specyfikacją określoną w dokumencie
(Za.3.10.1-1 Specyfikacja dostarczania materiałów do druku), do Koordynatora ds.
grafiki lub w przypadku jego nieobecności do osoby zastępującej go;
• Przygotowanie i akceptacja wzorników kolorystycznych opisana została w dokumencie
(Za.3.10.1-2 Przygotowanie wzorców kolorystycznych);
• Klient zobowiązany jest do określenia nazwy wprowadzanego wzoru oraz określenia
ewentualnych uszlachetnień druku (lakier OV MAT, thermo ink etc.). Nazwa wzoru
wprowadzana jest do dokumentacji wewnętrznej BAGPAK Polska Sp. z o.o.;
• W przypadku aktualizacji wzoru (zmiany w panelach informacyjnych i/lub niewielkie
modyfikacje elementów graficznych) Klient zobowiązany jest do przesłania kodu
wzoru, którego dotyczy aktualizacja;
• W przypadku chęci zmiany farb w aktualizowanym wzorze Klient zobowiązany jest do
poinformowania o tym fakcie Koordynatora ds. grafiki;
• W przypadku, gdy aktualizowany wzór graficzny został całkowicie zmodyfikowany
(kolorystyka, szata graficzna) zastosowania mają zapisy dotyczące wprowadzania
i produkcji nowego wzoru przy czym nie jest wymagane nadanie odrębnego kodu
wzoru graficznego;
• Koordynator ds. grafiki dokonuje oceny przesłanego projektu pod kątem potencjalnych
trudności w procesie druku. Ewentualne uwagi zgłasza Klientowi;
• Koordynator ds. grafiki przekazuje projekt w niezmienionej formie do studio
poligraficznego. Na tym etapie nadawany jest również kod wzoru lub kod aktualizacji
wzoru;
• Studio poligraficzne w oparciu o projekt graficzny oraz gdy to jest możliwe, gotowy
wzorzec puszki, przygotowuje projekt separacji barwnych;
• Projekt separacji barwnych, który uzyskał akceptację wewnętrzną, drogą elektroniczną
zostaje przesłany do Klienta wraz z formularzem akceptacji (F.3.10.1-1 Akceptacja
projektu separacji barwnych). W przypadku braku akceptacji Klienta, projekt
odsyłany jest z uwagami do Koordynatora ds. grafiki, który przekazuje informacje do
studio poligraficznego w celu naniesienia zgłoszonych poprawek;
• Przed akceptacją projektu separacji barwnych, na życzenie Klienta możliwe jest
wykonanie i dostarczenie proofa cyfrowego. Proof cyfrowy wykonywany jest na

Za.3.10.1-3 Wprowadzenie i aktualizacja wzoru / Data wydania 13.03.2018
podstawie projektu separacji barwnych i stanowić może jedynie wzorzec
rozmieszczenia elementów, układu graficznego oraz zawartości merytorycznej wzoru;
• Akceptacja proofa cyfrowego nie jest wymagana, chyba że Klient wyrazi taką wolę.
Informacja o akceptacji proofa cyfrowego wysyłana jest drogą mailową;
• Akceptację projektu separacji barwnych Klient potwierdza poprzez przesłanie drogą
elektroniczną skanu podpisanego formularza F-3.10.1-1;
• Po uzyskaniu akceptacji projektu separacji barwnych Koordynator ds. grafiki zleca do
studio poligraficznego przygotowanie kompletu matryc drukarskich.
2. Pierwsza produkcja nowego wzoru:
• Przy akceptacji nowego wzoru do produkcji wymagana jest obecność Koordynatora ds.
grafiki oraz Inplanta;
• Akceptacja nowego wzoru wykonywana jest przez Klienta lub jego przedstawiciela
w obecności i przy udziale Koordynatora ds. grafiki. W przypadku nieobecności Klienta
lub jego przedstawiciela akceptacji dokonuje Koordynator ds. grafiki na podstawie
upoważnienia wynikającego z akceptacji dokumentu F.3.10.1-1;
• Uwagi i życzenia Klienta dotyczące zadruku puszki uwzględniane są na bieżąco
z zachowaniem ograniczeń technologicznych, o których Klient lub jego przedstawiciel
są informowani przez Koordynatora ds. grafiki z uwzględnieniem uwag Kierownika
Produkcji, Technologa obszaru dekoracji oraz Operatora obszaru dekoracji;
• W przypadku znacznego wydłużenia czasu akceptacji, akceptacja na wniosek
Kierownika Produkcji może zostać przerwana;
• Wzór uważa się za zatwierdzony po sporządzeniu standardu produkcyjnego
i potwierdzeniu go datą i podpisem przedstawiciela Klienta i/lub Koordynatora ds.
grafiki (F.3.10.1-2 Nominalny standard produkcyjny). W przypadku nieobecności
Klienta lub jego przedstawiciela standard produkcyjny podpisywany jest wyłącznie
przez Koordynatora ds. grafiki;
• Kierownik Produkcji, a w przypadku jego nieobecności Koordynator ds. grafiki
uprawniony jest do odmowy wykonania zmiany lub modyfikacji farb w trakcie akceptacji
nowego wzoru, dla którego uprzednio zostały zaakceptowane wzorniki rollout.
3. Pierwsza produkcja aktualizowanego wzoru:
• Wzorcami kolorystycznymi dla aktualizowanego wzoru graficznego są nominalne
standardy produkcyjne poprzedniej wersji wzoru (F.3.10.1-2 Nominalny standard
produkcyjny) i/lub zaakceptowane wzorniki rollout w przypadku zmiany określonej
farby. Wzorzec rozmieszczenia elementów, układu graficznego oraz zawartości

Za.3.10.1-3 Wprowadzenie i aktualizacja wzoru / Data wydania 13.03.2018
merytorycznej stanowi zaakceptowany projekt separacji barwnych aktualizowanego
wzoru lub zaakceptowany proof cyfrowy;
• Akceptacja aktualizacji wzoru wykonywana jest przez Koordynatora ds. grafiki lub
Technika Kontroli Jakości;
• W akceptacji aktualizacji wzoru może uczestniczyć Klient lub jego przedstawiciel po
wcześniejszym uzgodnieniu tego faktu z BAGPAK Polska Sp. z o.o.;
• Wzór uważa się za zatwierdzony po sporządzeniu standardu produkcyjnego
i potwierdzeniu go datą i podpisem Koordynatora ds. grafiki i/lub przedstawiciela
Klienta (F.3.10.1-2 Nominalny standard produkcyjny);
• Zatwierdzenie aktualizowanego wzoru stanowić może również wzorcowa puszka
podpisana przez Technika Kontroli Jakości lub Koordynatora ds. grafiki. Przed
przystąpieniem do kolejnych produkcji sporządzany jest standard produkcyjny.
4. Nowa wersja językowa wzoru:
• Nowa wersja językowa wzoru wprowadzana jest do produkcji w sposób analogiczny
jak aktualizacja wzoru z tą różnicą, że nowej wersji językowej nie jest nadawany kod
aktualizacji wzoru, ale nowy, odrębny kod wzoru graficznego.
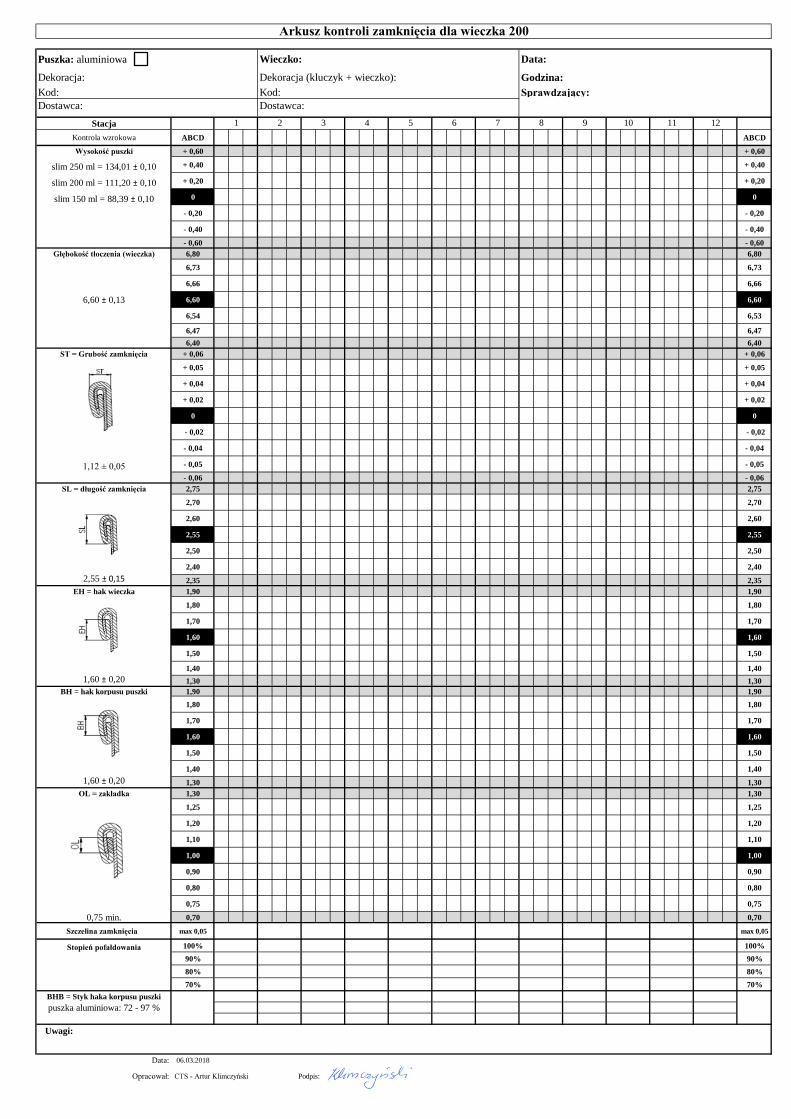
Puszka: aluminiowa Wieczko: Data:
Dekoracja: Dekoracja (kluczyk + wieczko): Godzina:
Kod: Kod: Sprawdzający:
Dostawca: Dostawca:
Stacja
Kontrola wzrokowa ABCD ABCD
Wysokość puszki + 0,60 + 0,60
slim 250 ml = 134,01 ± 0,10 + 0,40 + 0,40
slim 200 ml = 111,20 ± 0,10 + 0,20 + 0,20
slim 150 ml = 88,39 ± 0,10 0 0
- 0,20 - 0,20
- 0,40 - 0,40
- 0,60 - 0,60
Głębokość tłoczenia (wieczka) 6,80 6,80
6,73 6,73
6,66 6,66
6,60 ± 0,13 6,60 6,60
6,54 6,53
6,47 6,47
6,40 6,40
ST = Grubość zamknięcia + 0,06 + 0,06
+ 0,05 + 0,05
+ 0,04 + 0,04
+ 0,02 + 0,02
0 0
- 0,02 - 0,02
- 0,04 - 0,04
1,12 ± 0,05 - 0,05 - 0,05
- 0,06 - 0,06
SL = długość zamknięcia 2,75 2,75
2,70 2,70
2,60 2,60
2,55 2,55
2,50 2,50
2,40 2,40
2,55 ± 0,15 2,35 2,35
EH = hak wieczka 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
BH = hak korpusu puszki 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
OL = zakładka 1,30 1,30
1,25 1,25
1,20 1,20
1,10 1,10
1,00 1,00
0,90 0,90
0,80 0,80
0,75 0,75
0,75 min. 0,70 0,70
Szczelina zamknięcia max 0,05 max 0,05
Stopień pofałdowania 100% 100%
90% 90%
80% 80%
70% 70%
BHB = Styk haka korpusu puszki
puszka aluminiowa: 72 - 97 %
Data: 06.03.2018
Opracował: CTS - Artur Klimczyński Podpis:
Uwagi:
Arkusz kontroli zamknięcia dla wieczka 200
121 2 3 4 5 6 7 8 9 10 11
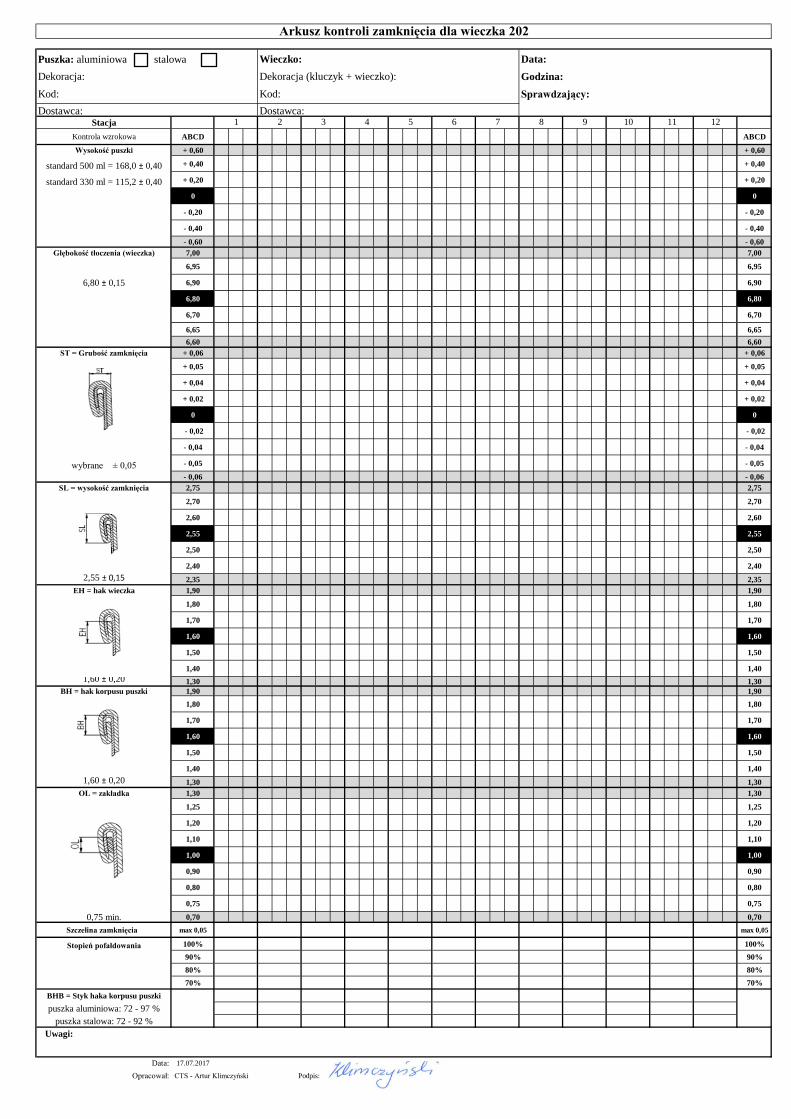
Puszka: aluminiowa stalowa Wieczko: Data:
Dekoracja: Dekoracja (kluczyk + wieczko): Godzina:
Kod: Kod: Sprawdzający:
Dostawca: Dostawca:Stacja
Kontrola wzrokowa ABCD ABCD
Wysokość puszki + 0,60 + 0,60
standard 500 ml = 168,0 ± 0,40 + 0,40 + 0,40
standard 330 ml = 115,2 ± 0,40 + 0,20 + 0,20
0 0
- 0,20 - 0,20
- 0,40 - 0,40
- 0,60 - 0,60
Głębokość tłoczenia (wieczka) 7,00 7,00
6,95 6,95
6,80 ± 0,15 6,90 6,90
6,80 6,80
6,70 6,70
6,65 6,65
6,60 6,60
ST = Grubość zamknięcia + 0,06 + 0,06
+ 0,05 + 0,05
+ 0,04 + 0,04
+ 0,02 + 0,02
0 0
- 0,02 - 0,02
- 0,04 - 0,04
wybrane ± 0,05 - 0,05 - 0,05
- 0,06 - 0,06
SL = wysokość zamknięcia 2,75 2,75
2,70 2,70
2,60 2,60
2,55 2,55
2,50 2,50
2,40 2,40
2,55 ± 0,15 2,35 2,35
EH = hak wieczka 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
BH = hak korpusu puszki 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
OL = zakładka 1,30 1,30
1,25 1,25
1,20 1,20
1,10 1,10
1,00 1,00
0,90 0,90
0,80 0,80
0,75 0,75
0,75 min. 0,70 0,70
Szczelina zamknięcia max 0,05 max 0,05
Stopień pofałdowania 100% 100%
90% 90%
80% 80%
70% 70%
BHB = Styk haka korpusu puszki
puszka aluminiowa: 72 - 97 %
puszka stalowa: 72 - 92 %
Data: 17.07.2017
Opracował: CTS - Artur Klimczyński Podpis:
Arkusz kontroli zamknięcia dla wieczka 202
121 2 3 4 5 6 7 8 9 10 11
Uwagi:

Puszka: aluminiowa Wieczko: Data:
Dekoracja: Dekoracja (kluczyk + wieczko): Godzina:
Kod: Kod: Sprawdzający:
Dostawca: Dostawca:
Stacja
Kontrola wzrokowa ABCD ABCD
Wysokość puszki + 0,60 + 0,60
standard 500 ml = 168,0 ± 0,40 + 0,40 + 0,40
standard 330 ml = 115,2 ± 0,40 + 0,20 + 0,20
0 0
- 0,20 - 0,20
- 0,40 - 0,40
- 0,60 - 0,60
Głębokość tłoczenia (wieczka) 6,55 6,55
6,50 6,50
6,35 ± 0,15 6,40 6,40
6,35 6,35
6,30 6,30
6,20 6,20
6,15 6,15
ST = Grubość zamknięcia + 0,06 + 0,06
+ 0,05 + 0,05
+ 0,04 + 0,04
+ 0,02 + 0,02
0 0
- 0,02 - 0,02
- 0,04 - 0,04
wybrane ± 0,05 - 0,05 - 0,05
- 0,06 - 0,06
SL = wysokość zamknięcia 2,75 2,75
2,70 2,70
2,65 2,65
2,55 2,55
2,45 2,45
2,40 2,40
2,55 ± 0,15 2,35 2,35
EH = hak wieczka 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
BH = hak korpusu puszki 1,90 1,90
1,80 1,80
1,70 1,70
1,60 1,60
1,50 1,50
1,40 1,40
1,60 ± 0,20 1,30 1,30
OL = zakładka 1,30 1,30
1,25 1,25
1,20 1,20
1,10 1,10
1,00 1,00
0,90 0,90
0,80 0,80
0,75 0,75
0,75 min. 0,70 0,70
Szczelina zamknięcia max 0,05 max 0,05
Stopień pofałdowania 100% 100%
90% 90%
80% 80%
70% 70%
BHB = Styk haka korpusu puszki
puszka aluminiowa: 72 - 97 %
Data: 01.08.2018
Opracował: CTS - Artur Klimczyński Podpis:
Uwagi:
Arkusz kontroli zamknięcia dla wieczka CDL 202
121 2 3 4 5 6 7 8 9 10 11