
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC NÔNG LÂM TP. HỒ CHÍ MINH
KHOA: CƠ KHÍ – CÔNG NGHỆ
ĐỀ TÀI TỐT NGHIỆP
Thiết Kế, Chế Tạo Băng Tải Đai Ứng Dụng Trong Vận
Chuyển Phân Vi Sinh
GVHD: PGS.TS TRẦN THỊ THANH SVTH: ĐỖ DUY
LƯƠNG
Tháng 07/2008
Để có thể vận dụng những kiến thức đã được trao dồi cũng như hoàn thành tốt chuyên đề tốt nghiệp này, trước tiên, em xin cảm ơn trường ĐH Nông Lâm Tp Hồ Chí Minh, BCN khoa Cơ Khí, các thầy cô đã giảng dạy em trong và ngoài khoa cơ khí.
Em xin chân thành cảm ơn cô Trần Thị Thanh – PGS.TS. Trưởng khoa Cơ Khí, trường ĐH Nông Lâm Tp HCM đã tận tình dìu dắt và truyền đạt kiến thức giúp em hoàn thành tốt đề tài.
Trong suốt thời gian thực tập tại Phân Xưởng Sau Thu Hoạch của Khoa Cơ Khí, em đã nhận được sự giúp đỡ tận tình của anh chị và các bạn trong lớp DH04CC. Em xin gởi lời cảm ơn chân thành đến anh chị đã cho em những kinh nghiệm quý báu và những kiến thức hữu ích giúp em thực hiện tốt chuyên đế tốt nghiệp này.
Với một thời gian ngắn tiếp xúc thực tế sản xuất, quá trình hoàn thành chuyên đề tốt nghiệp sẽ không tránh khỏi những thiếu sót, kính mong nhận được sự góp ý và thông cảm của quý thầy cô.
Em xin chân thành cảm ơn!
Tp Hồ Chí Minh, tháng 7 năm 2008
SV ĐỖ DUY LƯƠNG

TÓM TẮT
THIẾT KẾ, CHẾ TẠO BĂNG TẢI ĐAI ỨNG DỤNG TRONG VẬN
CHUYỂN PHÂN VI SINH
Năng suất băng tải đai 10 tấn/giờ.
Chiều dài băng tải đai 4 m.
Chiều cao nâng H = 0,8 m.
Chế độ làm việc 1 ca. Thời gian phục vụ 5 năm, mỗi năm làm việc 350 ngày.
Các thông số cơ bản của băng tải đai:
Loại băng vải cao su.
Vận tốc băng v = 0,4 m/s.
Chiều rộng băng Bp = 400 mm.
Số lớp đệm trong băng i = 3 lớp.
Bề dày băng = 9 mm.
Các thông số tính toán tải trọng, lực kéo:
Trọng lượng đơn vị: qb = 2,75 kG.
Trọng lượng vật liệu có ích trên một đơn vị dài của băng: qvl = 6,94
kG.
Trọng lượng con lăn trên mét dài nhánh không tải: = 1,7 kG.
Diện tích mặt cắt ngang của lớp vật liệu trên băng: F0 = 0,0124 m2.
Chiều cao lớp vật liệu trên băng: h = 51,7 mm.
Lực cản trên nhánh không tải: Wkt = 2,81 kG.
Lực cản trên nhánh có tải: W3-4 = 26,85 kG.
Lực cản của thanh gạt: Wtg = 7,5 kG.
Tổng lực cản trên nhánh có tải: Wct = 34,35 kG.
Lực căng nhánh vào: Svào = 170,60 kG.
Lực căng nhánh ra: Sra = 124,53 kG.
Đô võng băng trên nhánh không tải: f = 0,01 m.
Lực kéo WT = 60,84 kG.
Các kết quả tính các bộ phận làm việc:

Đường kính tang Dtg = 160 mm.
Số vòng quay trong một phút của tang: n = 48,7 vg/phút.
Tỉ số truyền của bộ truyền it = 29,7.
Công suất cần thiết của động cơ: N = 0,6 kW.
Động cơ điện 3 pha có hộp giảm tốc công suất định mức 1 kW.
Lực kéo căng băng: Sc = 314,16 kG.
Chạm kéo căng 2 vít chịu nén M20.
Các thông số của bộ truyền xích:
Tỉ số truyền ix = 1.
Số răng đĩa xích dẫn là Z = 25.
Công suất tính toán của bộ truyền xích là Nt = 0,98 kW.
Bước xích t = 19,05 mm.
Số vòng quay giới hạn n = 1350 vg/ ph.
Khoảng cách trục của bộ truyền xích: A = 751,5 mm.
Số mắt xích X = 85 mắt.
Đường kính vòng chia đĩa xích: dc = 152 mm.
Lực tác dụng lên trục R = 1890 N.
Các số liệu về máng cấp liệu:
Máng cấp liệu có thể tích chứa là 0,86 m3
Chiều dài thành trên 1,5 m, đáy dưới 1,2 m.
Chiều rộng trên là 1,1 m, chiều rộng dưới là 0,46 m
Chiều cao thùng là 0,65 m

Summarize
DESIGN, MANUFACTURE BELT CONVEYOR FOR TRANSPORTING
MANURE MICROORGANISM
Productivity of the belt conveyor 10 ton/hour
Length of belt conveyor is 4 m
Hight to raise H = 0,8 m
Working regulations is 1 shift. The period working is 5 years, working of one
year is 350 day.
Parameters basic of the belt conveyor:
Belt is canvas rubber
Speed of driving belt v = 0,4 m/s
Width of belt Bp = 400 mm.
Number of buffer in belt i = 3
Thick of belt = 9 mm
Parameters worked out of loading capacity, force:
Weigth unit: qb = 2,75 kG
Weigth useful of materials on the unit length belt qvl = 6.94 kG
Weigth of the belt conveyor roller on the unit length without loading
capacity = 1,7 kG
Area cross face of class materials on belt F0 = 0,0124 m2
Hight of class material on belt h = 51,7 mm
Resistance force on without load Wkt = 2,81kG
Resistance force on load W3-4 = 26,85 kG
Resistance force of crapper W tg = 7,5 kG
Sum resistance force on length with loading Wct = 34,35 kG
Extensive force on segment the belt go in Svào = 170,60 kG
Extensive force on segment the belt go out Sra = 124,53 kG
The hammock of belt on length without loading f = 0,01 m
Accelerating force WT = 60,84 kG
Result working part for work:
Diameter threshing cylinder Dtg = 160 mm
Revolutions/revs per minute of threshing cylinder n = 48,7 revolution/ revs
per minute
Ratio transmit general it = 29,7
Power necessary of motor N = 0,6 kW
Electric motor 3 phase have included gearbox with rated motor power 1
kW
Extensive force Sc = 314,16 kG
Station pull extensive 2 crew M20
Parameters of transmit chain:
Ratio transmit ix = 1
Number gears on the disc chain
Power work out for transmit chain Nt = 0,98 kW
Chain pitch t = 19,05 mm
Revoletions limit n = 1350 revolution/ revs per minute
Distance axis of transmit chain A = 571,5 mm
Number links of chain X = 85 link
Diameter round to split disc chain dc = 152 mm
Force effect on axis R = 1890 N
Tank supply raw materials have volume 0,86 m3. Length of edge on is 1,5 m.
Length of edge bottom is 1,2 m. Width of edge on is 1,1 m. Width of edge bottom
0,46 m. Height of tank is 0,65m.

Mục lụci. Tên đề tài---------------------------------------------------------------------------1
ii. Nhận xét của giáo viên hướng dẫn----------------------------------------------2
iii. Nhận xét của giáo viên phản biện-----------------------------------------------3
iv. Cảm tạ------------------------------------------------------------------------------4
v. Tóm tắt tiếng Việt-----------------------------------------------------------------5
vi. Tóm tắt tiếng Anh-----------------------------------------------------------------7
vii. Mục lục-----------------------------------------------------------------------------9
viii. Danh sách đơn vị sử dụng trong đề tài----------------------------------------12
ix. Danh sách các bảng--------------------------------------------------------------13
x. Danh sách các hình. -------------------------------------------------------------14
1. MỞ ĐẦU-----------------------------------------------------------------------------------15
2. MỤC ĐÍCH ĐỀ TÀI--------------------------------------------------------------------
3. TRA CÚU TÀI LIỆU-------------------------------------------------------------------17
3.1 Đối tượng vận chuyển-------------------------------------------------------------------17
3.1.1 Qui trình sản xuất phân vi sinh------------------------------------------------------17
3.1.2 Các tính chất cơ lý của phân hữu cơ vi sinh---------------------------------------18
3.2 Cơ sở lý thuyết tính toán lựa chọn băng tải đai--------------------------------------18
3.2.1 Phân loại băng tải đai-----------------------------------------------------------------18
3.2.2 Những bộ phận chính của băng tải đai----------------------------------------------18
3.2.3 Lý thuyết tính toán băng tải đai------------------------------------------------------23
4. PHƯƠNG PHÁP VÀ PHUONG TIỆN----------------------------------------------34
4.1 Phương pháp thiết kế--------------------------------------------------------------------34
4.2 Phương pháp chế tạo--------------------------------------------------------------------34
4.3 Phương tiện chế tạo và đo đạc---------------------------------------------------------35
4.31 Phương tiện chế tạo--------------------------------------------------------------------35
4.3.2 Dụng cụ đo-----------------------------------------------------------------------------35
4.3.3 Phương Pháp đo-----------------------------------------------------------------------35
4.3.4 Phương pháp xử lý số liệu------------------------------------------------------------36

5. KẾT QUẢ VÀ THẢO LUẬN---------------------------------------------------------37
5.1. Các dữ liệu thiết kế ban đầu và yêu cầu kỹ thuật của băng tải đai trong vận
chuyển phân vi sinh--------------------------------------------------------------------------37
5.1.1 Các dữ liệu thiết kế--------------------------------------------------------------------37
5.1.2 Yêu cầu kỹ thuật của thiết bị băng tải-----------------------------------------------37
5.2 Lựa chọn mô hình máy thiết kế--------------------------------------------------------37
5.3 Tính toán thiết kế băng tải đai----------------------------------------------------------39
5.3.1 Tính toán lựa chọn các thông số cơ bản của băng tải-----------------------------39
5.3.2 Xác định tải trọng trên mét dài-------------------------------------------------------39
5.3.3 Xác định lực cản và lực kéo căng băng---------------------------------------------40
5.3.4 Xác định lực kéo-----------------------------------------------------------------------42
5.3.5 Tính toán bộ phận dẫn động----------------------------------------------------------43
5.3.6 Tính thiết bị kéo căng băng----------------------------------------------------------44
5.4 Thiết kế bộ truyền xích------------------------------------------------------------------45
5.4.1 Chọn loại xích--------------------------------------------------------------------------45
5.4.2 Định số răng đĩa xích-----------------------------------------------------------------45
5.4.3 Định bước xích-------------------------------------------------------------------------45
5.4.4 Định khoảng cách trục và số mắt xích----------------------------------------------46
5.4.5 Tính đường kính vòng chia của đĩa xích-------------------------------------------47
5.4.6 Tính lực tác dụng lên trục------------------------------------------------------------47
5.5 Tính toán thiết kế các trục tang--------------------------------------------------------47
5.5.1 Trục tang chủ động--------------------------------------------------------------------47
5.5.2 Tính trục bị động----------------------------------------------------------------------55
5.6 Tính then----------------------------------------------------------------------------------55
5.7 Tính chọn ổ lăn---------------------------------------------------------------------------56
5.8 Tính toán thiết kế máng cấp liệu-------------------------------------------------------56
5.9 Chế tạo------------------------------------------------------------------------------------59
5.9.1 Chế tạo các chi tiết dạng vỏ----------------------------------------------------------59
5.9.2 Chế tạo các chi tiết dạng trục--------------------------------------------------------60
5.10 Lắp ráp-----------------------------------------------------------------------------------60
5.11 Khảo nghiệm----------------------------------------------------------------------------61

5.12. Ý kiến thảo luận
6. KẾT LUẬN VÀ ĐỀ NGHỊ-------------------------------------------------------------62
6.1 Kết luận-----------------------------------------------------------------------------------62
6.2 Đề nghị------------------------------------------------------------------------------------62
7. Tài liệu tham khảo-----------------------------------------------------------------------66
8. Phụ lục-------------------------------------------------------------------------------------63
ĐƠN VỊ SỬ DỤNG TRONG BẢN VẼ
kG Kilôgam lực
kW kilôoát
m mét
mm milimét
N Niutơn
vg/ph vòng/ phút.

DANH SÁCH CÁC BẢNG
Bảng 2.1 Số lượng các lớp đệm trong băng phụ thuộc vào chiều rộng
của nó
Bảng 2.2 Chiều dày các lớp vỏ cao su của băng dệt tẩm cao su đối với
vật liệu rời và vật liệu dạng kiện
Bảng 2.3 Giá trị của hệ số dự trữ bền của băng tùy thuộc vào số lớp
đệm trong băng
Bảng 2.4 Giá trị vận tốc cho băng tải có băng là vải cao su
Bảng 2.5 Biểu thức gần đúng xác định trọng lượng phần quay của con
lăn
Bảng 2.6 Hệ số cản chuyển động của băng trên các con lăn có ổ tựa lăn.
DANH SÁCH CÁC HÌNH TRONG ĐỀ TÀI
Hình 3.1: Qui trình sản xuất phân vi sinh
Hình 3.2: biểu đồ lực căng băng
Hình 5.1 Mô hình máy lựa chọn
Hình 5.2 Kết cấu sơ bộ trục lắp trên tang dẫn động
Hình 5.3 Biểu đồ lực tác dụng và biểu đồ momen xoắn nội lực
Hình 5.4 Cấu tao trục chủ động
Hình 5.5 Cấu tạo trục bị động
Hình 5.6 Sơ đồ tính lực chọn ổ lăn
Hình 5.7 Sơ bộ máng cấp liệu
Hình 5.8 Cấu tạo máng cấp liệu

1. MỞ ĐẦU
Việt nam là một nước nông nghiệp, với gần hai phần ba dân số sống bằng
nghề nông. Tuy nhiên, mức độ cơ giới hoá nông nghiệp chưa cao, kể cả ở các
ngành sản xuất kinh tế khác có liên quan đến sản xuất nông nghiệp như các ngành
sản xuất phân bón. Theo dự kiến phải đến năm 2020, nước ta mới hoàn toàn tự
chủ trong việc sản xuất phân bón. Ngoại trừ, ở các nhà máy sản xuất phân bón do
có sự hợp tác của nước ngoài, có mức độ cơ giới hoá và tự động hoá khá cao, còn
lại, nhất là ở những nhà máy sản xuất phân vi sinh thì lao động ở các khâu trung
gian như vận chuyển hãy còn chủ yếu là thủ công. Vì vậy, cường độ lao động của
công nhân, trong các nhà máy này cao, nhưng lại cho năng suất lao động thấp, thu
nhập của người lao động thấp hơn nhiều so với các nhà máy có vốn đầu tư của
nước ngoài.
Điểm đặc biệt là ngành sản xuất phân bón là ngành có mức độ độc hại cao.
Việc ứng dụng cơ giới hoá vào sản xuất sẽ góp phần cải thiện môi trường làm việc
cho người lao động.
Băng tải là thiết bị vận chuyển có nhiều tính năng ứng dụng vào dây
chuyền sản xuất phân vi sinh như tham gia các quá trình định lượng, vận chuyển
nguyên liệu, bán thành phẩm và thành phẩm. Đây là loại thiết bị vận chuyển tĩnh
tại có khả năng vận chuyển sản phẩm xa tới hàng trăm mét và lên cao tới hàng
chục mét. Chi phí cho vận chuyển so với tất cả các loại thiết bị vận chuyển tĩnh tại
(kể cả lưu động) là một trong những loại có chi phí vận chuyển thấp nhất.
Trước yêu cầu cấp thiết, được sự đặt hàng trong sản xuất và sự chấp thuận
của khoa Cơ khí – Công nghệ trường đại học Nông lâm thành phố Hồ Chí Minh,
dưới sự hướng dẫn của Phó Giáo Sư Tiến Sĩ Trần Thị Thanh, em thực hiện đề tài:
Nghiên cứu thiêt kế, chế tạo băng tải đai vận chuyển than bùn trong dây
chuyền sản xuất phân vi sinh năng suất 10 tấn/h.
.
Do lần đầu tiên thực hiện đề tài khoa học dưới hình thức đề tài tốt nghiệp,
nên luận văn không tránh khỏi sai sót. Em xin chân thành cám ơn sự quan tâm góp
ý của Quý thầy – cô và các bạn.
2. MỤC ĐÍCH VÀ NHIỆM VỤ CỦA ĐỀ TÀI
Mục đích đề tài là góp phần cơ giới hoá quá trình vận chuyển kết hợp định
lượng nguyên liệu than bùn phục vụ cho dây chuyền sản xuất phân vi sinh có năng
suất từ 10 – 20 tấn/h.
Nội dung thực hiện đề tài gồm:
+ Nghiên cứu cấu tạo và lý thuyết tính toán băng tải đai và tính toán thiết
kế truyền động cơ khí, tính toán chi tiết máy.
+ Tính toán thiết kế băng tải đai có năng suất vận chuyển 10 tấn/h, chiều
dài vận chuyển 4 m. Mức độ sai số năng suất vận chuyển thấp để băng tải đai có
thể làm nhiệm vụ định lượng để thực hiện trộn hỗn hợp.
+ Chế tạo băng tải đai.
+ Khảo nghiệm và ứng dụng vào sản xuất.

3. TRA CỨU TÀI LIỆU SÁCH BÁO PHỤC VỤ TRỰC TIẾP
CHỦ ĐỀ CỦA ĐỀ TÀI
3.1. Đối tượng nghiên cứu
3.1.1. Qui trình sản xuất phân vi sinh
Phân vi sinh là hỗn hợp các nguyên liệu có nguồn gốc hữu cơ như than
bùn, các phụ phế phẩm trong đời sống, trong sản xuất nông nghiệp và công nghiệp
thực phẩm như rác sinh hoạt, bã bùn, phân gia súc, gia cầm, trấu, vỏ đậu phộng,…
đã được lên men và một số thành phần vô cơ khác như đạm, kali, …
Hỗn hợp ở dạng rời, có kích thước hạt từ 1-1,5 mm. ẩm độ: 25-30%.
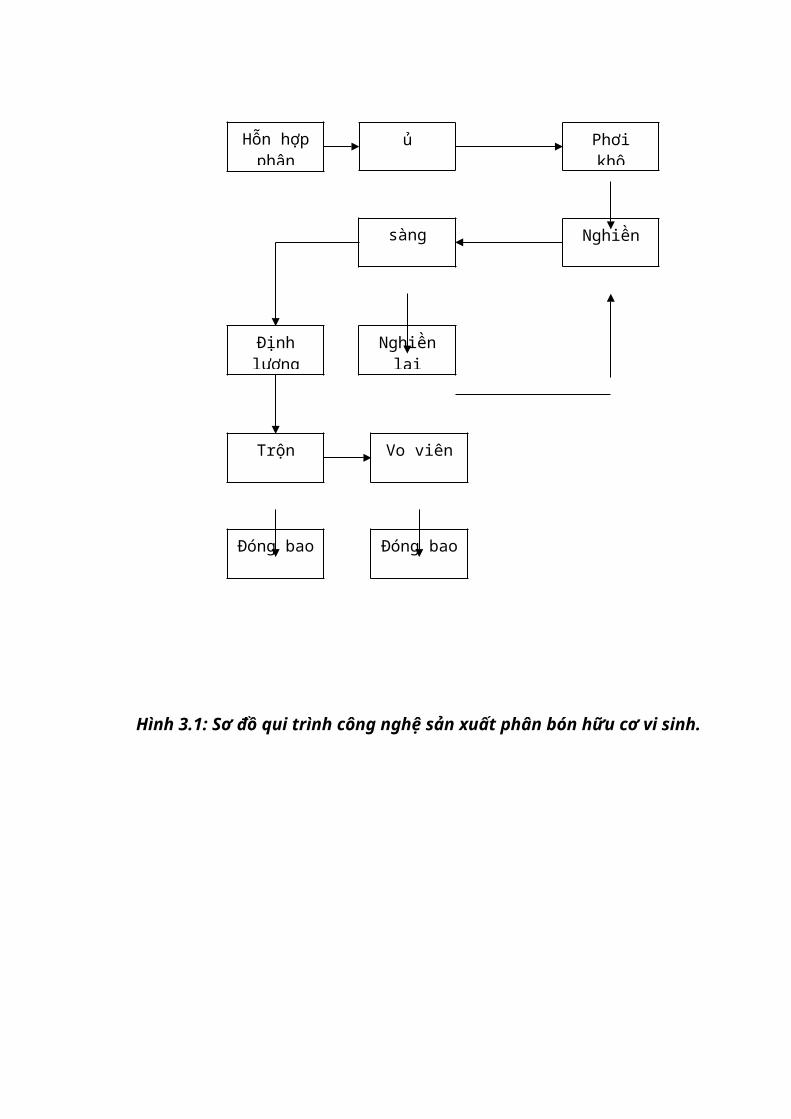
Hình 3.1. trình bày sơ đồ qui trình công nghệ sản xuất phân vi sinh.
Hình 3.1: Sơ đồ qui trình công nghệ sản xuất phân bón hữu cơ vi sinh.
Hỗn hợp phân
ủ Phơi khô
Nghiềnsàng
Nghiền lạiĐịnh lượng
Trộn
Đóng bao
Vo viên
Đóng bao

3.1.2. Các tính chất cơ lý của phân hữu cơ vi sinh
Phân bón vi sinh là một dạng hỗn hợp rời, ướt với độ ẩm tương đối cao.
Khối lượng thể tích: 550-650 kg/m3.
Góc tự chảy 30-450. Trong một số trường hợp góc tự chảy lớn hơn 600.
Theo Lương Đức Phẩm và Hồ Sướng thì trong bã bùn gồm có các thành
phần sau:
Màu sắc: có màu nâu thẫm do sự có mặt của caramen và melanoit.
Chất khô chiếm 75-80%. Trong đó, đường khử: 6-9%; rafinoza 1-2%, tổng
N là 0,4-2,88%, chất khoáng 3-4%.
Ngoài ra còn có các vitamin B1, B2, PP và axit pantotenic, mezoinozit.
3.2. Cơ sớ lý thuyết tính toán lựa chọn băng tải đai
3.2.1. Phận loại băng tải đai
Dựa vào kết cấu băng tải đai được phân thành loại cố định và loại di động
dễ dàng trên các bánh xe. Đôi khi người ta còn sử dụng băng tải như những
cụm thành phần trong một tổ hợp máy phúc tạp (các cầu chuyển, tổ hợp
gầu ngoạm guồng tải…)
Dựa vào công năng, các băng tải đai cũng được chia ra loại vạn năng và
loại chuyên dụng.
Dựa vào hình dáng đường chuyển có thể chia ra loại băng chuyển theo
phương ngang, băng chuyển theo phương nghiêng và tổng hợp.
3.2.2. Những bộ phận chính của băng tải đai
Băng đai mềm khép kín (có nhể là băng vải, cao su hay băng được phủ
bằng các loại vật liệu khác, băng thép hoặc băng có lõi thép…).
Hệ thống con lăn đỡ (hiếm khi là các tấm cố định, làm từ gỗ hoặc từ thép
tấm)
Trạm dẫn động, trạm kéo căng, bộ phận chuyển hướng, bộ phận nạp liệu và
dỡ liệu, khung hoặc cột đỡ thiết bị.
3.2.2.1. Băng dệt tẩm cao su
Băng dệt tẩm cao su là loại băng phổ biến nhất. Băng có một số lớp đệm
bằng vải bông giấy ( vải bạt), được lưu hóa bằng cao su nguyên chất hay cao su

tổng hợp. các lớp ngoài của băng được phủ bằng lớp vỏ cao su. Độ bền của băng
được xác định bằng mác của vải, chiều rộng của băng và số lượng các lớp đệm
(bảng 3.1).
Chiều dày của lớp vỏ cao su phụ thuộc vào kích thước và tính chất của vật
được vận chuyển được lựa chọn theo bảng 3.2.
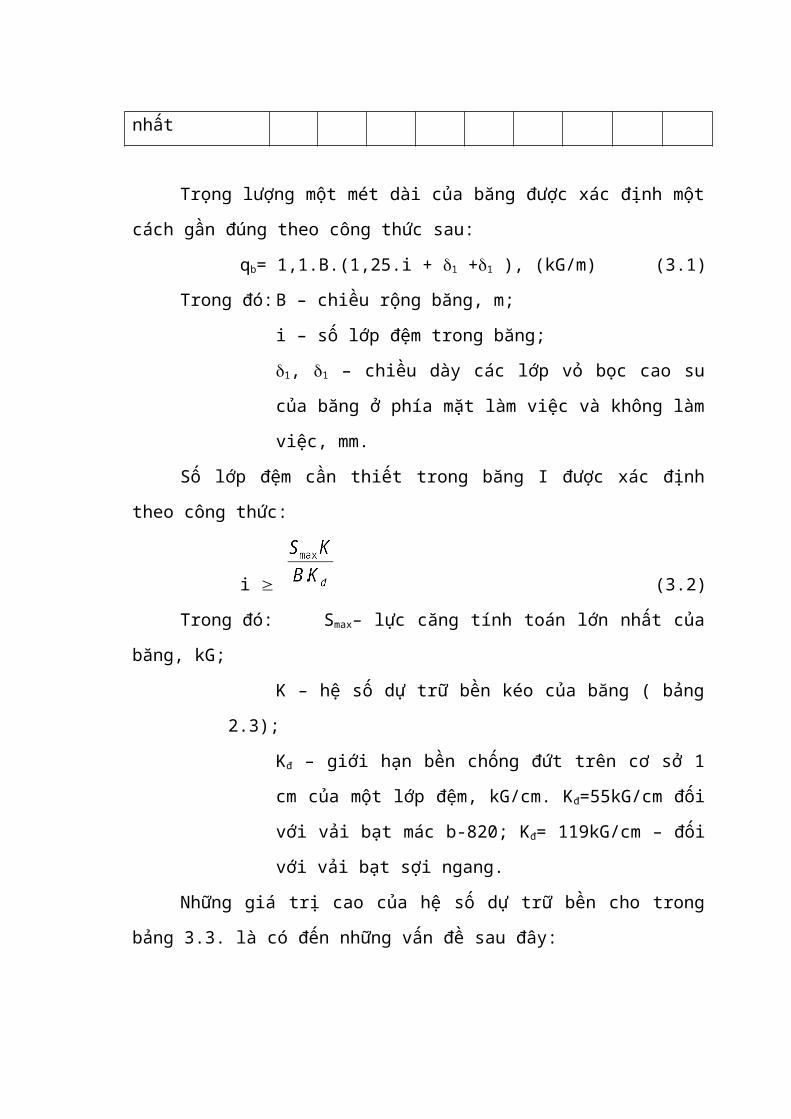
Bảng 3.1. Số lượng các lớp đệm trong băng phụ thuộc vào chiều rộng của nó.
Chiều rộng băng
(mm)
300 400 500 650 800 1000 1200 1400 1600
Số lượng các lớp
đệm nhỏ nhất và
lớn nhất
34 35 36 37 4851
0
51
2
71
2
81
2
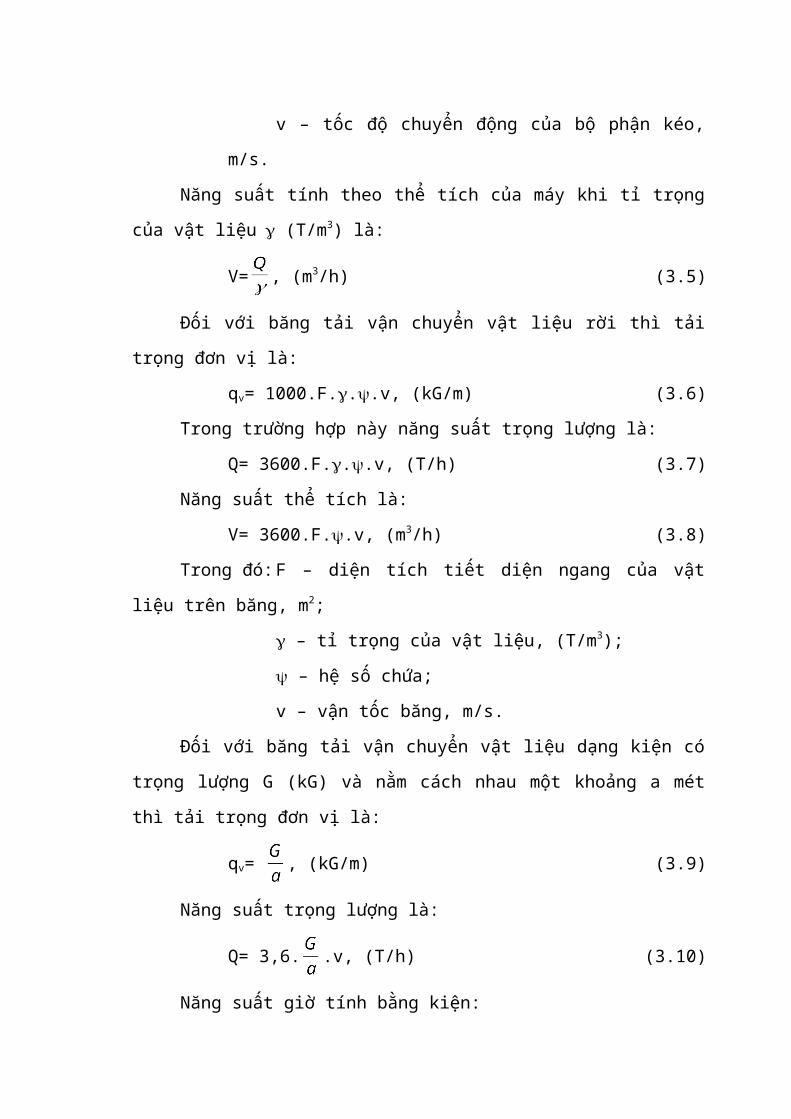
Trọng lượng một mét dài của băng được xác định một cách gần đúng theo
công thức sau:
qb= 1,1.B.(1,25.i + 1 +1 ), (kG/m) (3.1)
Trong đó: B – chiều rộng băng, m;
i – số lớp đệm trong băng;
1, 1 – chiều dày các lớp vỏ bọc cao su của băng ở phía mặt
làm việc và không làm việc, mm.
Số lớp đệm cần thiết trong băng I được xác định theo công thức:
i (3.2)
Trong đó: Smax– lực căng tính toán lớn nhất của băng, kG;
K – hệ số dự trữ bền kéo của băng ( bảng 2.3);
Kđ – giới hạn bền chống đứt trên cơ sở 1 cm của một lớp
đệm, kG/cm. Kđ=55kG/cm đối với vải bạt mác b-820; Kđ=
119kG/cm – đối với vải bạt sợi ngang.
Những giá trị cao của hệ số dự trữ bền cho trong bảng 3.3. là có đến những
vấn đề sau đây:

Băng, ngoài ứng suất kéo còn chịu thêm ứng suất do bị uốn ở các tang và ở
các con lăn tựa. nó bị yếu ở các chỗ nối đầu băng cũng như bị mỏi do chịu uốn.
Bảng 3.2. Chiều dày các lớp vỏ cao su của băng dệt tẩm cao su đối với vật liệu
rời và vật liệu dạng kiện.
Nhóm vật liệu Tên vật liệu
Chiều dày các lớp vỏ
(mm)
Phía mặt
làm việc
Phía mặt
không
làm việc
Vật liệu rời
Vật liệu dạng bụi và hạt, không
mài mònHạt, bụi than 1,5 1,0
Hạt nhỏ và cục nhỏ mài mòn.
Trung bình và nặng theo trọng
lượng
Cát, đất làm khuôn, xi măng,
than đá, đá dăm, than cốc1,53,0 1,0
Cục trung bình ít mài mòn.
Trung bình và nặng theo trọng
lượng
Than đá, bánh than bùn 3,0 1,0
Cục lớn nặng Quặng măng gan, quạng sắt 6,0 1,5
Cục nhỏ mài mònĐá dăm, clinke, đá, đất dồi
núi, muối nhỏ4,5 1,5
Vật liệu dạng kiện
Vật nhẹ, bao bì bằng giấy và vải Bưu kiện nhỏ, gói… 1,0 1,0
Vật trong bao bì mềm Túi, bao, kiện 1,53,0 1,0
Vật trong bao bì cứng có trọng
lượng đến 15kGThùng, hòm, giỏ 1,53,0 1,0
Vật trong bao bì cứng có trọng
lượng trên 15kGThùng, hòm, giỏ 1,54,5 1,01,5
Vật không bao bìChi tiết máy, sản phẩm gốm
sứ, các chi tiết xây dựng1,56,0 1,01,5
Tải trọng tác dụng lên băng không phân bố đều cho tất cả các lớp đệm. Hệ
số dự trữ bền tăng lên cùng với sự tăng số lượng các lớp đệm cho tất cả các lớp
đệm.
Bảng 3.3. Giá trị của hệ số dự trữ bền của băng tùy thuộc vào số lớp đệm trong
băng.
Số lớp đệm trong băng(i) 24 45 68 911 1214
Hệ số dự trữ bền (K) 9 9,5 10 10,5 11
3.2.2.2. Bộ phận dẫn động
Đường kính tang được xác định theo công thức:
Dk.i (3.3)
Trong đó: i – số lớp đệm trong băng tẩm cao su; k- hệ số thỉ lệ
Đối với tăng dẫn động:
k = 125 nếu i =26, k =150 nếu i = 812
Đối với tang tang kéo căng và tang nghiêng:
k = 100120, còn trong các trường hợp đặc biệt k = 50.
Đường kính tang được tính lấy gần đúng và có thể so sánh với D tiêu
chuẩn: D=250,320,400,500,630,800,1000,1250,1600mm.
3.2.2.3. Thiết bị kéo căng
Thiết bị kéo căng tạo ra lực căng ban đầu (khi lắp đặt) cho băng. Theo
phương pháp tác dụng người ta chia ra thiết bị kéo căng kiểu vít, kiểu đối trọng và
vít - lò so.
3.2.3. Lý thuyết tính toán băng tải đai
3.2.3.1. Tính toán năng suất băng tải
Năng suất tính toán
Năng suất của máy vận chuyển liên tục phụ thuộc vào tải trọng và vận tốc
của nó.
Năng suất trọng lượng của máy:
Q= qv.v = 3,6.qv.v, (T/h) (3.4)
Trong đó: qv – tải trọng đơn vị trên một mét chiều dài, kG;
v – tốc độ chuyển động của bộ phận kéo, m/s.
Năng suất tính theo thể tích của máy khi tỉ trọng của vật liệu (T/m3) là:
V= , (m3/h) (3.5)
Đối với băng tải vận chuyển vật liệu rời thì tải trọng đơn vị là:
qv= 1000.F...v, (kG/m) (3.6)
Trong trường hợp này năng suất trọng lượng là:
Q= 3600.F...v, (T/h) (3.7)
Năng suất thể tích là:
V= 3600.F..v, (m3/h) (3.8)
Trong đó: F – diện tích tiết diện ngang của vật liệu trên băng, m2;
– tỉ trọng của vật liệu, (T/m3);
– hệ số chứa;
v – vận tốc băng, m/s.
Đối với băng tải vận chuyển vật liệu dạng kiện có trọng lượng G (kG) và
nằm cách nhau một khoảng a mét thì tải trọng đơn vị là:
qv= , (kG/m) (3.9)
Năng suất trọng lượng là:
Q= 3,6. .v, (T/h) (3.10)
Năng suất giờ tính bằng kiện:
Z= 3600. z, (kiện/ h) (3.11)
Năng suất thực tế trung bình
Do việc cấp liệu cho máy không đều nên năng suất thực tế nhỏ hơn năng
suất tính toán
Qtb= (T/h) (3.12)
Với K là hệ số kể đến sự không đều cấp liệu cho máy, K>1.
3.2.3.2. Tính toán chiều rộng băng
Trên những băng phẳng, mặt cắt của vật liệu rời có dạng gần với hình tam
giác cân. Để tránh cho vật liệu khỏi tràn ra khỏi băng, người ta thường lấy đáy của
tam giác b= 0,8B và góc ở đáy 1=0,35, trong đó là góc xoãi tự nhiên của vật
liệu ở trạng thái tĩnh.
Diện tích của mặt cắt của vật liệu trên băng phẳng
F1= = 0,16B2.tg(0,35).c (3.13)
Trong đó: c – hằng số tính đến góc nghiêng băng. c = 1,0 nếu < 100,c =
0,95 nếu 100<<150, c = 0,9 nếu 150<<200, c = 0,85 nếu
>200;
Diện tích mắt cắt của vật liệu trên băng lòng máng:
Flm=F1+F2 (3.14)
Trong đó: F1 – diện tích hình tam giác, m2, F1=0,16B2.tg(0,35)c;
F2 – diện tích hình thang với các đáy là 0,4B và 0,8B và
đường cao h1. Với:
h1= (3.15)
tg200=0,364 (3.16)
Đáy 0,4B lấy băng chiều dài của con lăn ở giữa. Góc 200- lấy bằng góc
nghiêng của con lăn ngoài.
F2= = 0,0435B2. (3.17)
Flm=B2.[0,16tg(0,35).c+ 0,0435] (3.18)
Dựa trên cơ sở của công thức, ta có năng suất của băng tải với trường hợp
băng phẳng là:
Qph=3600.F1.v.=3600.0,16 (3.19)
Qph= ,(T/h) (3.20)
Trong đó: – tỉ trọng của vật liệu rời, (T/m3)
V – vận tốc băng, m/s.
Năng suất băng tải trường hợp lòng máng
Qlm=3600.Flm.v. (3.21)
Qlm=160. , (T/h) (3.22)
Từ những công thức trên, chiều rộng băng phẳng được xác định:
Bp= ,(m) (3.23)
Chiều rộng băng lòng máng
,(m) (3.24)
Để tính toán gần đúng ta lấy 450, khi đó:
Qp= 162 , (T/h) (3.25)
Qlm=342 , (T/h) (3.26)
Bp= , (m) (3.27)
Blm= , (m). (3.28)
3.2.3.3. Lựa chọn vận tốc băng
Giá trị vận tốc băng được chọn phụ thuộc vào tính chất vận liệu vận chuyển
và chiều rộng của băng được dẫn ra ở bảng 3.4. Vận tốc còn phụ thuộc vào
phương pháp dỡ liệu, như khi tháo liệu bằng thanh gạt thì nên lấy vận tốc
v1,251.6 m/giây, còn khi dùng xe dỡ liệu qua hai tang thì lấy v 2,5 m/giây.
Đối với các vật liệu rơi tơi, thì nên chọn vận tốc trong giới hạn sao cho vật liệu
không bị thổi bay ra khỏi băng khi vận chuyển. còn đối với vật liệu đơn chiếc, vận
tốc làm việc nên lấy từ 0,50,8 m/giây. Đối với các băng tải trong dây truyền
công nghệ, vận tốc băng được xác định theo nhịp độ của qui trình.
Sau khi lựa chọn vận tốc băng v, người ta xác định chiều rộng băng trên cơ
sở năng suất vận chuyển cho trước và chọn chiều rộng băng qui tiêu chuẩn gần
nhất.
Đối với những vật liệu đơn chiếc, chiều rộng băng được xác định bằng các
kích thước bao của vật liệu và bằng phương pháp phân bố vật liệu, sao cho khoảng
cách còn lại từ mép băng đến hai cạnh bên của vật liệu không nhỏ hơn
50100mm.
Bảng 3.4. Giá trị vận tốc cho băng tải có băng là vải cao su.
Các nhóm vật
liệu rời
Ví dụ các loại
vật liệu đặc
trưng
Chiều rộng băng B (mm)
400 500-650 800 và hơn
Vận tốc băng (m/giây)
Vật liệu không
mài mòn và ít
Than nguyên
khai, muối, cát,
1,01,6 1,25 2,0 1,6 2,5
mài mòn, chất
lượng vật liệu
không bị giảm
khi vật liệu bị
nát vụn
than bùn phay
Vật liệu kích
thước cục nhỏ
và trung bình
gây mài mòn
(a<160mm)
Đá xanh quặng,
xỉ, đá dăm1,0 1,25 1,0 1,6 1,25 2,0
Vật liệu kích
thước cục lớn
gây mài mòn
(a>160mm)
Nham thạch,
quặng, đá1,0 1,6 1,0 1,6
Vật liệu giòn
chất lượng vật
liệu giảm khi bị
nghiền nát
Than cốc, than
đá được phân
loại tốt, than
củi
1,0 1,25 1,0 1,6 1,25 1,6
Vật liệu dạng
bột và rất rễ
gây bụi
Bột, xi măng,
apatit0,4 1,0
Vật liệu hạtHạt ngũ cốc,
viên thực phẩm2,0 4,0

3.2.3.4. Xác định lực kéo căng theo từng điểm của chu tuyến
Hình 3.2. Biểu đồ lực căng băng.
Lực cản chuyển động của nhánh tải trên những đoạn băng thẳng tương ứng
với phương trình:
W1 = (qvl + qb+ qclc)Lng . (qct + qb)H , kG ; (3.29)
Lực cản chuyển động ở nhánh không tải
Wkt = (qb + qct0)Lng . qb .H , kG ; (3.30)
Trong đó:
qvl – trọng lượng của vật liệu trên một mét dài băng, kG/m;
qb – trọng lượng băng trên một mét dài, kG;
, – trọng lượng phần quay các con lăn đỡ trên một mét dài ở
nhánh có tải và nhánh không tải;
– hệ số cản chuyển động của băng trên các con lăn.
Đối với nhánh không tải
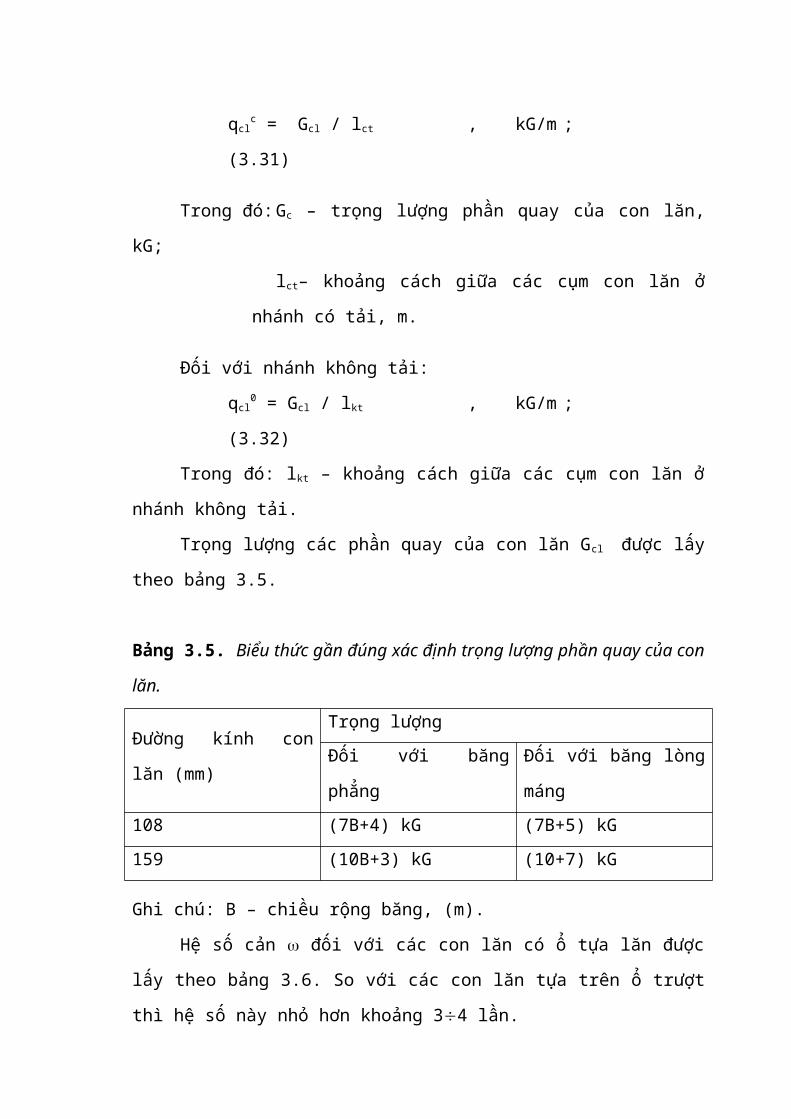
qclc = Gcl / lct , kG/m ; (3.31)
Trong đó: Gc – trọng lượng phần quay của con lăn, kG;
lct– khoảng cách giữa các cụm con lăn ở nhánh có tải, m.
Đối với nhánh không tải:
qcl0 = Gcl / lkt , kG/m ; (3.32)
Trong đó: lkt – khoảng cách giữa các cụm con lăn ở nhánh không tải.
Trọng lượng các phần quay của con lăn Gcl được lấy theo bảng 3.5.

Bảng 3.5. Biểu thức gần đúng xác định trọng lượng phần quay của con lăn.
Đường kính con lăn (mm)Trọng lượng
Đối với băng phẳng Đối với băng lòng máng
108 (7B+4) kG (7B+5) kG
159 (10B+3) kG (10+7) kG
Ghi chú: B – chiều rộng băng, (m).
Hệ số cản đối với các con lăn có ổ tựa lăn được lấy theo bảng 3.6. So với
các con lăn tựa trên ổ trượt thì hệ số này nhỏ hơn khoảng 34 lần.
Bảng 3.6. Hệ số cản chuyển động của băng trên các con lăn có ổ tựa lăn.
Điều kiện làm
việc của băng
tải
Đặc điểm điều kiện làm việc của
băng
Hệ số ứng với các con
lăn
Thẳng Lòng
máng
TốtLàm việc trong môi trường khô
sạch, không có bụi làm mòn0,018 0,020
Trung bình
Làm việc trong môi trường nhiệt
tăng dần; có lượng bụi không lớn,
độ ẩm không khí trung bình.
0,022 0,025
Nặng
Làm việc môi trường nhiệt độ
không tăng và ngoài trời, ẩm độ
cao và các tác nhân gây hại đến
diều kiện làm việc của các con lăn
0,035 0,040
3.2.3.5. Xác định lực cản chuyển động và lực kéo căng băng
Ta chia chu tuyến thành bốn đoạn riêng biệt tính từ điểm một tới điểm bốn,
mỗi đoạn có các dạng lực cản khác nhau. Ta bắt đầu tính từ điểm một, tại đó lực
căng s1 sẽ nhỏ nhất,tại điểm một có lực căng tại nhánh ra của tang dẫn động:
S1=Sr.
Trên đoạn 1-2 ở nhánh không tải, lực cản chuyển động được tính theo công
thức:

Wkt=(qb + qcl0) Lng. qb.H , kG ; (3.33)
Trong đó: – tra theo bảng.
Lực kéo căng tại điểm 2 tính theo công thức:
S2 = S1+W1-2 (3.34)
Lực cản ở đoạn 2-3 xác định theo công thức:
W2-3 = 0,07S2 (3.35)
Lực kéo căng tại điểm 3
S3 = S2+W2-3 (3.36)
Lực cản chuyển động trên đoạn 3-4` tính theo công thức:
W3-4 = (qvl + qb+ qclc)L3-4. (qct + qb)H , kG ; (3.37)
Lực cản trên đoạn 4-4`
W4-4` = (qvl + qb+ qclc)L4-4`. (qct + qb)H , kG ; (3.38)
Lực cản của thanh gạt tháo liệu tính theo công thức:
Wtg = 2,7.qvl.B (3.39)
Tổng lực cản chuyển động trên nhánh có tải
W3-4 = W3-4`+ W4`-4+ Wtg (3.40)
Tổng lực căng tại điểm 4
S4 = S3 + W3-4 (3.41)
Dựa vào phương trình ơ le: xác định Sr và Sv theo biểu thức:
Svao = Sra.ef (3.42)
Kiểm tra độ bền của băng theo công thức:
i (3.43)
Kiểm tra độ võng của băng được kiểm tra ở nhánh không tải, cũng như ở
nhánh không tải và giữa các con lăn theo công thức
(3.44)
Độ võng cho phép f=(0,025-0,03)lkt.
3.2.3.6. Xác định lực kéo
Lực cản ở nhánh dẫn động không tính đến cản trong ổ trục xác định theo
công thức:
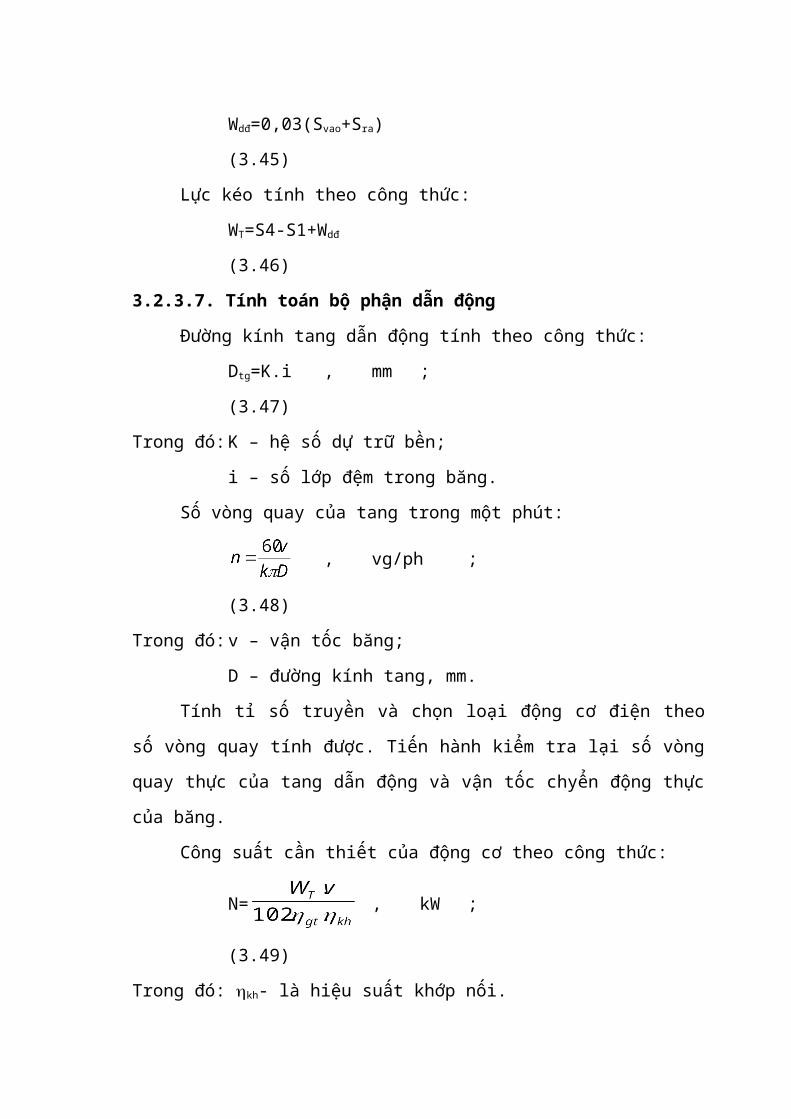
Wdđ=0,03(Svao+Sra) (3.45)
Lực kéo tính theo công thức:
WT=S4-S1+Wdđ (3.46)
3.2.3.7. Tính toán bộ phận dẫn động
Đường kính tang dẫn động tính theo công thức:
Dtg=K.i , mm ; (3.47)
Trong đó: K – hệ số dự trữ bền;
i – số lớp đệm trong băng.
Số vòng quay của tang trong một phút:
, vg/ph ; (3.48)
Trong đó: v – vận tốc băng;
D – đường kính tang, mm.
Tính tỉ số truyền và chọn loại động cơ điện theo số vòng quay tính được.
Tiến hành kiểm tra lại số vòng quay thực của tang dẫn động và vận tốc chyển
động thực của băng.
Công suất cần thiết của động cơ theo công thức:
N= , kW ; (3.49)
Trong đó: kh- là hiệu suất khớp nối.
3.2.3.8. Tính thiết bị kéo căng băng
Tính toán thiết bị kéo căng đối với băng tải có các nhánh song song được
tiến hành theo lực căng theo công thức sau:
Sc= K(Sv+Sr+T) , kG ; (3.50)
Trong đó:
Sv,Sr – lực căng ở nhánh vào và ra của bộ phận kéo ở tang, đĩa xích, puly
(nếu cả hai nhánh song song)
T – Tổn thất di chuyển của con trượt hoặc xe con của thiết bị kéo căng, lấy
theo số liệu thí nghiệm.
K – hệ số tính đến các tổn thất ở các tang nghiêng(nếu có), được lấy bằng
K = 1,1.

Đối với thiết bị kéo căng kiểu vít có hai vít kéo căng thì lực tiếp nhận bởi
một vít là:
, kG ; (3.51)
Trong đó: – hệ số tính đến sự phân bố không đều giữa các vít. Thường thì
=1,51,8 còn khi có đòn gánh đặc biệt thì =1.
Đối với các vít làm việc chịu kéo thì ứng suất kéo là:
, kG/cm2 ; (3.52)
Trong đó: d1 – đường kính chân ren, cm;
[]k – ứng suất keo cho phép, (kG/cm2).
Đối với các vít làm việc chịu nén:
, kG/cm2 ; (3.53)
Trong đó: []n - ứng suất nén cho phép, kG/cm2 .
Nếu các vít chịu nén thì thường lấy chiều dài tình toán lớn hơn 10d1 và vít
được kiểm tra chịu uốn dọc theo công thức:
, kG ; (3.54)
Trong đó: PKP – lực phá hủy;
n – hệ số dự trũ ổn định, thường lấy n=5.
, kG ; (3.55)
Trong đó: E – mô đuyn đàn hồi, E = 2,15.106, (kG/cm2);
J – momen quán tính của vít tính theo đường kính chân ren d1,
;
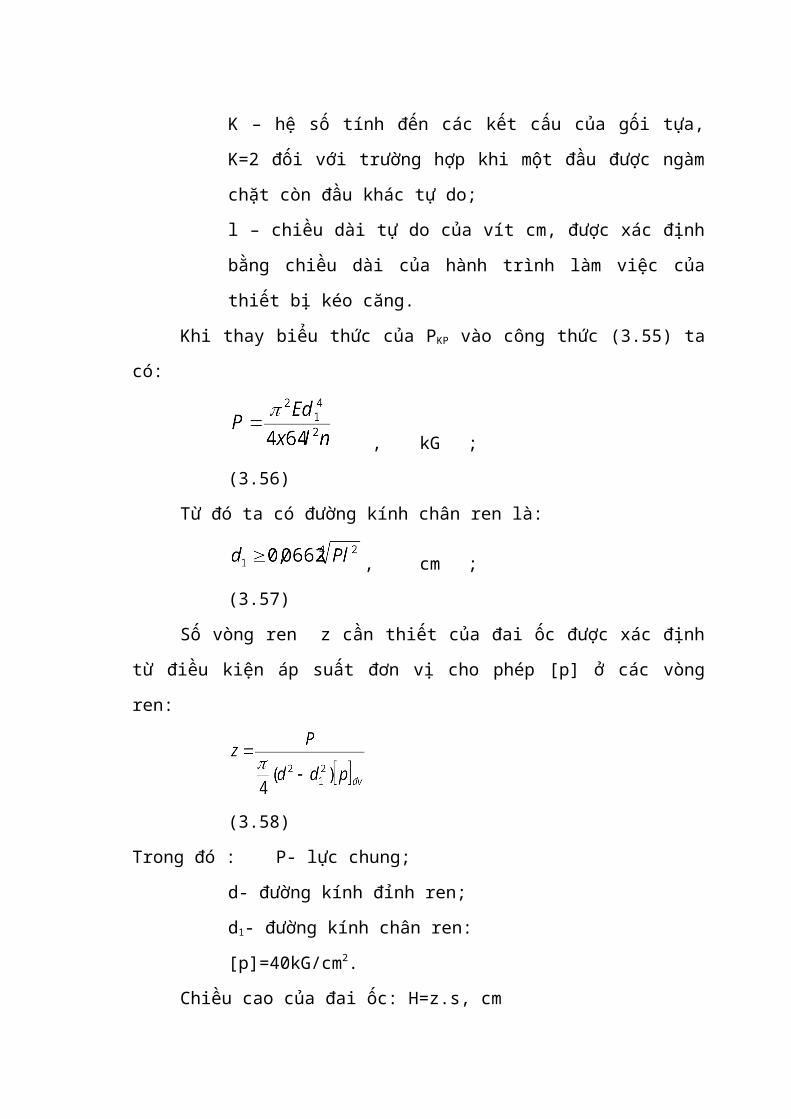
K – hệ số tính đến các kết cấu của gối tựa, K=2 đối với trường hợp
khi một đầu được ngàm chặt còn đầu khác tự do;
l – chiều dài tự do của vít cm, được xác định bằng chiều dài của
hành trình làm việc của thiết bị kéo căng.

Khi thay biểu thức của PKP vào công thức (3.55) ta có:
, kG ; (3.56)
Từ đó ta có đường kính chân ren là:
, cm ; (3.57)
Số vòng ren z cần thiết của đai ốc được xác định từ điều kiện áp suất đơn
vị cho phép [p] ở các vòng ren:
(3.58)
Trong đó : P- lực chung;
d- đường kính đỉnh ren;
d1- đường kính chân ren:
[p]=40kG/cm2.
Chiều cao của đai ốc: H=z.s, cm
Trong đó: s – là bước ren, cm
Góc nâng của đường xoắn vít được xác định từ biểu thức:
tg= ;
Trong đó:
dtb- đường kính trung bình của vít, cm;
d- đường kính đỉnh vít,cm;
d1- đường kính chân vít, cm.
Đối với điều kiện tự hãm của ren <, trong đó là góc tự hãm bằng 560.
Ren được dùng là ren hình thang hay hình vuông. Lực căng cần thiết của
nhánh ra Sr có thể được tạo bởi độ võng của nhánh không tải với độ dài l. Khi đó
độ võng cần thiết là:
, m ; (3.59)
Trong đó: qKt – trọng lượng một mét dài của nhánh không tải, kG;
l – chiều dài của nhịp, m;
Sr – lực căng cần thiết của nhánh băng ra, kG.
4. PHƯƠNG PHÁP VÀ PHƯƠNG TIỆN
4.1. Phương pháp thiết kế
Dựa trên cơ sở cấu tạo, lý thuyết tính toán băng tải đai để lựa chọn nguyên
lý cấu tạo của băng tải thiết kế và tính toán các thông số kết cấu. Trong đó, các
thông số hình học, động học được tính toán trên các dữ liệu là năng suất, đặc tính
cơ lý của đối tượng vận chuyển là than bùn, thành phần chính để sản xuất phân vi
sinh. Các thông số động lực học và các thông số đặc trưng cho độ bền của băng tải
khi làm việc được tính toán dựa trên cơ sở các thông số động hình học đã tính khi
băng tải làm việc. Nội dung tính toán, thiết kế băng tải đai gồm các tính toán thiết
kế chính sau:
+ Lựa chọn loại băng sử dụng cho băng tải đai trên cơ sở điều kiện môi trường là
việc và loại vật liệu vận chuyển.
+ Tính toán kích thước băng tải đai: Dựa theo năng suất tính toán và năng suất yêu
cầu mà định chiều rộng băng nhằm khi vận chuyển vật liệu không bị rơi ra ngoài.
+ Tính lựa vận tốc băng được xác định sao cho vật liệu không bị thổi bụi hoặc bắn
ra hai bên khi máy làm việc.
+ Tính toán, thiết kế bộ phận đỡ là con lăn hoặc tấm đỡ tùy thuộc vào chiều dài
băng yêu cầu để xác định.
+ Tính toán các tang dẫn động, tang bị động: Dựa theo loại băng đã chọn xác định
đường kính tang sao cho đảm bảo băng được bền lâu và kết cấu nhỏ gọn nhất.
+ Tính toán máng cấp liệu và việc định lượng cấp liệu: Máng cấp liệu được tính
sao cho băng làm việc liên tục với lượng nguyên liệu vận chuyển ổn định. Việc
điều chỉnh được tiến hành bằng tấm chắn điều chỉnh ở của ra của máng cấp liệu.
+ Tính toán động cơ, tính toán bộ truyền xích, tính toán bền, tính then, tính chọn ổ
lăn dựa trên lý thuyết truyền động cơ khí, sức bền vật liệu.
4.2. Phương pháp chế tạo

Công nghệ chế tạo băng tải đai dựa theo họ công nghệ chế tạo các cụm chi
tiết điển hình như sau:
+ Cụm chi tiết họ càng gồm khung đỡ, chân đế.
+ Cụm chi tiết dạng trục: trục tang băng tải, trục đỡ nhánh bị động.
+ Cụm chi tiết dạng may ơ: các tang dẫn động
+ Các chi tiết dạng hộp: hộp che bộ truyền
+ Các chi tiết tiêu chuẩn như bu lông, đai ốc, đĩa xích, ổ bi, xích… chọn đặt mua
trên thi trường.
4.3. Phương tiện chế tạo và đo đạc
4.3.1. phương tiện chế tạo
Phương tiện chế tạo dựa vào các thiết bị có sẵn của phân xưởng thực tập
thuộc bộ môn Máy sau thu hoạch – chế biến, khoa Cơ khí – Công nghệ trường đại
học Nông Lâm bao gồm:
Các máy gia công cắt gọt: máy khoan, máy mài, máy cắt kim loại,…
Các máy hàn: hàn hồ quang, hàn - cặt gió đá.
Các máy năng chuyển: palăng, cổng trục vận chuyển.
4.3.2. Dụng cụ đo
+ Dụng cụ đo các thông số hình học: Thước kẹp, panme, thước cuộn thép dài 5m,
thuốc vuông, thươc eke bằng thép với độ chia 1mm.
+ Dụng cụ đo các thông số động học: Đồng hồ đo thời gian, đồng hồ đo số vòng
quay.
+ Dụng cụ đo các thông số động lực học: Đồng hồ đo công suất.
4.3.3. Phương pháp đo
Các số liệu đo đạc trong quá trình thực hiện đề tài gồm: đo các thông số
hình học, đo khối lượng, đo thời gian, đo vận tốc, đo công suất tiêu thụ điện, các
thông số này được đo như sau:
Để đo tốc độ quay của trục dùng đồng hồ đo tốc độ quay và tiến hành đo
trên trục tang của tang chủ động và trục động cơ.
Để đo kích thước hình học, dùng các loại thước như: thước mét, thước kẹp,
panme. Các kích thước cần xác định là chiều dài băng tải đai, chiều cao nâng,
chiều rộng băng, các kích thước máng cấp liệu.

Để đo công suất tiêu thụ điện dùng đồng hồ đo công suất. Tiến hành đo
công suất điện khi động cơ làm việc ở chế độ không tải và có tải.
Để đo khối lượng vận chuyển dùng cân định lượng.
4.3.4. Phương pháp xử lý số liệu
Xử lý số liệu được tiến hành theo phương pháp xử lý thống kê khi đo đạc
xác định các thông số thực nghiệm. Công thức xác định khoảng tin cậy của thông
số đo thực hiện theo công thức:
atb - t (,k). S/n ≤ a ≤ atb + t (,k). S/n
Trong đó: atb – giá trị trung bình cộng của các kết quả quan trắc;
S – sai số tiêu chuẩn thực nghiệm;
t (,k) – giá trị tra theo bảng phân bố Student;
– mức ý nghĩa, = 0,05;
k – số bậc tự do, k = n – 1.
4.4. Phương pháp thực nghiệm
4.4.1. Bố trí thí nghiệm
Ngoại trừ quá trình chạy rà máy theo quy định, còn thí nghiệm được tiến
hành trực tiếp trong quá trình sản xuất với mục đích xác định các chỉ tiêu kinh tế -
kỹ thuật của máy thiết kế.
Vì vậy, thí nghiệm được bố trí theo phương pháp ngẫu nhiên theo thời gian
kể cả ngày và giờ tiến hành thí nghiệm.
4.4.2. Phương pháp khảo nghiệm
Phương pháp khảo nghiệm máy bao gồm hai nội dung là chạy rà để theo
dõi chất lượng ban đầu, kiểm tra hoàn chỉnh máy và khảo nghiệm xác định các chỉ
tiêu kinh tế kỹ thuật của máy.
4.4.2.1. Phương pháp chạy rà
Sau khi chế tạo và lắp ráp máy theo bản vẽ lắp, máy ép thiết kế được tiến
hành rà trơn các bề mặt lắp ghép, kiểm tra và hoàn thiện dần công tác chế tạo và
lắp ráp. Do giới hạn về thời gian, chúng tôi tiến hành chạy rà trong khoảng thời
gian là một buổi. Trong thời gian này tiến hành theo dõi chất lượng chế tạo và lắp
ráp để hoàn chỉnh máy trước khi đưa máy vào khảo nghiệm.
4.4.2.2. Khảo nghiệm xác định các chỉ tiêu kinh tế của máy thiết kế

Đây là bước kế tiếp nội dung chạy rà máy. Bố trí thí nghiệm để tổ chức
thực nghiệm xác định các chỉ tiêu kinh tế - kỹ thuật của máy nghiên cứu theo kiểu
ngẫu nhiên thời gian hoàn toàn. Các chỉ tiêu kinh tế - kỹ thuật được chọn là mức
tiêu thụ điện năng, năng suất, chất lượng viên thức ăn.
35

5. KẾT QUẢ VÀ THẢO LUẬN
5.1 Các dữ liệu thiết kế ban đầu và yêu cầu kỹ thuật băng tải đai trong vận
chuyển phân vi sinh
5.1.1 Các dữ liệu thiết kế
Nguyên liệu chính để sản xuất phân vi sinh là than bùn có dạng hạt với độ
nhỏ từ 0,0030,1 mm.
Độ ẩm ban đầu của vật liệu là 25%.
Khối lượng thể tích là 650 kg/m3.
Năng suất của máy vận chuyển băng tải: từ 10 T/h.
Chiều dài thiết bị vận chuyển băng tải: theo yêu cầu phần mặt bằng của dây
chuyền công nghệ lắp đặt các máy và thiết bị máy nghiền, máy trộn, máy vo viên
chiều dài băng tải vận chuyển là 4 m.
Chế độ làm việc: băng tải vận chuyển liên tục định lượng và cấp liệu cho
máy trộn trong dây chuyền sản xuất phân vi sinh. Băng tải đặt nghiêng so với
phương ngang một góc = 100. Chiều cao nâng lên là 800 mm. chiều dài băng là
4000 mm. Băng làm việc 1 ca, môi trường làm việc có ẩm cao, thời gian phục vụ
của thiết bị là 5 năm.
Nguồn động lực: là động cơ điện 3 pha.
5.1.2 Yêu cầu kỹ thuật của thiết bị băng tải
Đảm bảo yêu cầu vận chuyển trong dây chuyền công nghệ sản xuất phân vi
sinh.
Máy phải có cấu tạo đơn giản, làm việc với độ tin cậy cao.
Chi phí lao động, chi phí năng lượng vận chuyển phải thấp.
Không gây ô nhiễm môi trường
Bảo quản, chăm sóc kỹ thuật dễ dàng thuật tiên.
5.2 Lựa chọn mô hình máy thiết kế
36

Xuất phát từ yêu cầu vận chuyển liên tục trong dây chuyền sản xuất phân
hữu cơ vi sinh, với các dữ liệu thiết kế đã nêu trên, mô hình máy thiết kế có
nguyên lý kết cấu như hình 5.1.
Hình 5.1 Mô hình băng tải thiết kế.
1. Khung đỡ; 2. Máng cấp liệu; 3. Cửa điều chỉnh lượng vận chuyển;
4. Băng vải cao su; 5. Động cơ điện 3 pha có hộp giảm tốc;
6. Bộ truyền xích; 7. Tang chủ động.
Máy làm việc theo nguyên lý vận chuyển liên tục nguyên liệu, mức vận
chuyển và mức độ liên tục nhờ nguyên liệu được chứa trong máng cấp liệu 2 và
cửa định lượng 3 của máy.
Cấu tạo của máy vận chuyển gồm: băng tải đai vải cao su dài 4 m đặt
nghiêng . chiều dài và độ dốc của băng tải do kết cấu qui trình sản xuất qui định.
Vì băng tải ngắn nên không cần các con lăn đỡ ở nhánh chủ động. phần nhánh bị
động có 1 co lăn đỡ. Độ căng băng tải được điều chỉnh bởi cơ cấu căng băng là hai
trục vít gắn với bộ phận cụm trục tang bị đông, sự điều chỉnh bằng cách xiết và
nhả vít. Đối tượng vận chuyển là than bùn được cung cấp vào máng cấp liệu của
băng bằng tay hoặc bằng máy. Để đảm bảo máy làm việc và định lượng liên tục
thì thể tích máng cấp liệu phải tới 0,7m3.
37

Nguyên lý làm việc: Than bùn từ máng cáp liệu sẽ được băng tải vận
chuyển đi đến cuối băng và tháo liệu theo kiểu tự chảy. Lượng than bùn vận
chuyển trên băng được điều chỉnh tùy theo mức độ mở của tấm chắn điều chỉnh
trên của máng cấp liệu. Vận tốc băng là cố định, phụ thuộc vào vận tốc động cơ
điện và loại vận liệu vận chuyển.
Băng tải hoạt động được do sự chuyền động từ động cơ điện qua hộp giảm
tốc và bộ truyền xích.
5.3 Tính toán thiết kế băng tải đai
5.3.1 Tính toán lựa chọn các thông số cơ bản của băng tải
Băng đai được chọn là băng phẳng để vận chuyển phân là vận liệu bột. Đối
với máy vận chuyển vật liệu dạng hạt bột như than bùn ta lấy giá trị vận tốc băng
là v = 0,4 m/s. chọn loại băng là băng vải cao su.
Chọn chiều rộng băng theo tiêu chuẩn là Bp= 400 mm.
Từ chiều rộng băng ta lựa chọn số lớp đệm trong băng và từ tính chất cơ lý
của than bùn ta lựa chọn chiều dày các lớp vỏ bọc của băng ở mặt làm việc cũng
như không làm việc là: i= 3 lớp, 1=1,5mm; 2= 1mm. bề dày băng = 9mm.
Diện tích mặt cắt ngang của băng:
A= .B= 9.400 =3600mm2. (5.1)
5.3.2 Xác định tải trọng trên một mét dài
Trọng lượng đơn vị qb của băng:
qb = 1,1.B.(1,25i +1+2) = 1,1.400.(1,25.3+1,5+1) = 2,75 , kG/m; (5.2)
Trong đó: B – chiều rộng băng, B = 400 mm;
i – số lớp đệm trong băng, i = 3;
1 – bề dày lớp vỏ phía mặt làm việc, 1 = 1,5 mm;
2 – bề dày phía mặt không làm việc của băng, 2 = 1 mm.
Trọng lượng vật liệu có ích trên một mét dài của băng:
= 6,94 , kG/m ; (5.3)
Trong đó: Qp – T/h năng suất của máy vận chuyển, Qp = 10 T/h;
v – vận tốc băng, v = 0,4 m/s.
Ở nhánh không tải, vì băng ngắn nên chỉ dùng một con lăn để đỡ băng
38
Theo bảng 4.3 [TL – 6], trọng lượng đơn vị của phần quay ở nhánh không
tải tính như sau:
Gcl = 7B+4 = 7.0,4 + 4 = 6,8 , kG ; (5.4)
Trọng lượng con lăn trên một mét dài ở nhánh không tải tính theo công
thức 4.13 [TL – 6]:
1,7 , kG ; (5.5)
Diện tích mặt cắt ngang của lớp vật liệu trên băng
= 0,0124 , m2 ;
(5.6)
Trong đó: k – hệ số nạp liệu đầy, k = 0,8.
Với tiết diện ngang của vật liệu trên băng là F0 = 0,0124 m2 =12400 mm2 và
chiều rộng của băng là B = 400mm thì để vật liệu khỏi tràn ra ngoài băng khi vận
chuyển ta lấy chiều rộng vật liếu trên băng là b = 0,6B = 240 mm. Như vậy chiều
cao lớp vật liệu trên băng là:
h=F0/b= 51,7 , mm ; (5.7)
trong đó: b – bề rộng vật liệu trên băng;
h – chiều cao vật liệu trên băng.
5.3.3. Xác định lực cản chuyển động và lực kéo căng băng
Ta chia chu tuyến thành bốn đoạn riêng biệt tính từ điểm một tới điểm bốn,
mỗi đoạn có các dạng lực cản khác nhau. Ta bắt đầu tính từ điểm một, tại đó lực
căng s1 sẽ nhỏ nhất, tại điểm một có lực căng tại nhánh ra của tang dẫn động:
S1=Sr.
Trên đoạn 1-2 ở nhánh không tải, lực cản chuyển động được tính theo công
thức:
W1- 2 = Wkt= (qb+ )Lng.+qb.H = (2,75+1,7).(4.cos100).0,035+2,75.0,8
W1- 2 = Wkt = 2,81 , kG ; (5.8)
Trong đó: – hệ số cản chuyển động, = 0,035;
H – chiều cao nâng băng, H = 0,8 m;
39

Lng – chiều dài hình chiếu theo phương ngang của băng, Lng =
L.cos = 4. cos100 m;
qb – tải trọng trên một mét dài của băng, qb = 2,75 kG/m.
Lực kéo căng tại điểm 2 tính theo công thức 2.51 [TL – 6]:
S2 = S1+W1-2 = S1 + 2,81 , kG ; (5.9)
Lực cản ở đoạn 2-3 xác định theo công thức 2.45 [ TL – 6]:
W2-3 = 0,07.S2 = 0,07.S1 + 0,2 , kG ; (5.10)
Lực kéo căng tại điểm 3 là:
S3 = S2+W2-3 = 1,07S2 + 3,0 , kG ; (5.11)
Lực cản chuyển động trên đoạn có tải 3-4 là lực cản do các tấm thép đỡ
băng. Như vậy khối lượng vật liệu đặt hết lên tấm thép. Lấy hệ số ma sát giữa
băng và tấm thép là f= 0,4.
Lực cản trên đoạn có tải 3-4 tính theo công thức 2.32 [ TL – 6] là:
W3-4 = (qvl + qb)L3-4.f + (qvl + qb)H = 26,85 , kG ; (5.12)
Lực cản của thanh gạt tháo liệu tính theo công thức 4.1 [TL – 6] là:
Wtg = 2,7.qvl.B = 2,7.3,47.0,4 = 7,5 , kG ; (5.13)
Tổng lực cản chuyển động trên nhánh có tải là:
W3-4 = W3-4 + Wtg = 26,85 + 7,5 = 34,35 , kG ; (5.14)
Tổng lực căng tại điểm 4 là:
S4 = S3+W3-4 = 1,07S1 + 3,0 + 34,35 = 1,07S1 +37,35 , kG; (5.15)
Dựa vào phương trình ơle: xác định Sr và Sv theo biểu thức:
Svao = Sra.ef. (5.16)
Trong đó: f – là hệ số ma sát giữa tang và băng, f = 0,1;
– góc ôm của băng trên tang.
ef và f được tra theo bảng 2.1 [TL – 6], khi = 1800; f = 0,1; ef =
1,37.
Svao = S4 =1,07S1 +37,35 = Sra.1,37 = S1.137 (5.17)
S1 = 124,54 , kG ; (5.18)
S4 = 1,07S1 + 21,53 = 170,60 , kG ; (5.19)
S4 = Smax = 170,60 , kG ; (5.20)
40

Kiểm tra độ bền của băng theo công thức 3.3 [ TL – 6]:
i (5.21)
Trong đó: K – là hệ số dự trữ bền, tra theo bảng 3.6 [ TL – 6] K = 9;
Kp – giới hạn bền chống đứt trên cơ sở 1 cm của một lớp đệm, chọn
loại băng là băng có lớp đệm là vải bạt mác Ђ-820 có Kđ = 55
kG/cm.
i = 0,7 , lớp ; (5.22)
Theo tiêu chuẩn Liên Xô cũ ГOCT 20 – 54 trình bày ở bảng 3.4 [ TL – 6],
khi chiều rộng băng là 400 mm thì số lớp đệm vải ít nhất là 3 lớp, như vậy việc
chọn số lớp đệm sơ bộ đã đảm bảo điều kiện bền của băng.
Kiểm tra độ võng của băng được kiểm tra ở nhánh không tải theo công thức
2.61[ TL – 6]:
= = 0,01 , m ; (5.23)
Độ võng cho phép:
f cp = (0,025-0,03)lkt = 2,025.2= 0,05 , m ; (5.24)
Vậy độ võng của băng nằm trong giới hạn thỏa mãn nằm trong cho phép.
5.3.4. Xác định lực kéo
Lực cản ở nhánh dẫn động không tính đến cản trong ổ trục xác định theo
công thức:
Wdđ = 0,05(Svao+Sra) = 0,05.(124,54 + 170,60 ) = 14,76 , kG ; (5.25)
Lực kéo tính theo công thức:
WT = S4-S1+Wdđ = 170,60 – 124,54 + 14,76 = 60,84 , kG ; (5.26)
5.3.5. Tính toán bộ phận dẫn động
Đường kính tang dẫn động tính theo công thức 3.8 [ TL – 6]:
Dtg = k.i = 125.3 = 375 , mm ; (5.27)
Trong đó: k – hệ số tỷ lệ, k = 125;
i – số lớp đệm trong băng, i = 3.
41
Với vận tốc đai nhỏ (v = 0,4 m/s), nên để giảm kích thước kết cấu chọn
đường kính tang dẫn động nhỏ hơn tính toán. Theo tiêu chuẩn ГOCT ta lấy D tg=
160 mm.
Số vòng quay của tang trong một phút tính theo công thức 3.10 [ TL – 6]:
= = 48,7 , vg/ph ;
(5.28)
Trong đó: v – vận tốc băng, v = 0,4 m/s;
Dtg – đường kính tang, Dtg = 0,16 m;
k – hệ số dự trữ bền, k= 0,98.
Chọn động cơ có số vòng quay trên phút là 1.450 vg/ph. Khi đó, tỉ số
truyền của bộ truyền là:
29,7 (5.29)
Từ tỉ số truyền it = 29,7 và số vòng quay đầu vào hộp giảm tốc là 1.450,
chọn hộp giảm tốc loại PM ( theo phụ lục 5 [ TL – 6]) thực hiện theo sơ đồ bố trí
III có it = 31,3, hiệu suất làm việc của hộp giảm tốc là 0,94, khi đó vận tốc thực
của tang dẫn động là:
= 46,3 , vg/ph ; (5.30)
Vận tốc chuyển động thực của băng:
0,38 , m/s ;
(5.31)
Công suất cần thiết của động cơ theo công thức 2.54[ TL – 6]:
N= = 0,6 , kW ;
(5.32)
Trong đó: x – hiệu suất bộ truyền xích, x= 0,9;
ngt – hiệu suất của hộp giảm tốc, ngt = 0,94;
ct– hệ số tính đến tổn thất công suất do các tang đầu và cuối, ct =1,2;
kđ – hệ số dự trữ công suất khi chất tải, kđ = 2.
42

5.3.6. Tính toán thiết bị kéo căng băng
Tính toán thiết bị kéo căng đối với băng tải có các nhánh song song được
tiến hành theo lực căng theo công thức 3.14 ([ TL – 6]:
Sc= K(Sv+Sr+T) = 1,1(124,54 + 170,60 + 15) = 341,16 , kG; (5.33)
Trong đó:
Sv,Sr – lực căng ở nhánh vào và ra của bộ phận kéo ở tang;
T – Tổn thất di chuyển của con trượt lấy theo số liệu thí nghiệm. sơ bộ
lấy T= 15 kG;
K – hệ số tính đến các tổn thất ở các tang nghiêng, được lấy bằng 1,1.
Đối với thiết bị kéo căng kiểu vít có hai vít kéo căng thì lực tiếp nhận bởi
một vít là:
= = 307 , kG ; (5.34)
Trong đó: – hệ số tính đến sự phân bố không đều giữa các vít, =1,8.
Chọn sơ đồ trạm kéo căng kiểu vít chịu nén. Với tải trọng lên vít là P, ta có
thể lấy ren vít theo hệ mét là M20 có đường kính trong d1 = 16.75 mm. ứng suất
kéo tại mặt cắt vít:
= = 139,4 , kG/cm2 ; (5.35)
Trong đó: d1 – đường kính chân ren, cm;
Đối với vít này, chọn vật liệu chế tạo là thép C35 thường hóa có giới hạn
bền kéo là b = 520 N/mm2 , chọn hệ số dự trũ ổn định n = 5. Vậy ứng suất cho
phép của trục vít M20 là []k = = 10400 N/cm2 . So sánh ứng suất tính và
ứng suất cho phép ta thấy ứng suất tính nhỏ hơn rất nhiều ứng suất cho phép.
Số vòng ren vít trong đai ốc tính theo công thức 3.20[ TL – 6]:
= 8,1 (5.36)
lấy tròn thành z = 8.
Trong đó: P– lực chung;
d – đường kính đỉnh ren;
43

d1– đường kính chân ren:
[p] – ứng suất cho phép, [p]=40kG/cm2.
Chiều cao của đai ốc:
H = z.s = 8.2,5 = 20 mm.
Trong đó: s – là bước ren, cm.
Đai ốc theo tiêu chuẩn với ren M20 có chiều cao là H = 16 mm. Như vậy
chọn vít M20 để kéo căng băng là chưa thỏa mãn. Chọn loại vít có d = 24 mm. khi
đó:
= 5,7 (5.37)
H = 5,7.3 = 17,1 mm (5.38)
Đai ốc tiêu chuẩn với ren M24 có chiều cao là 20 mm. Vậy chọn vít M24.
5.4. Thiết kế bộ truyền xích
5.4.1. Chọn loại xích
Do vận tốc xích nhỏ, tải trọng không lớn nên sơ bộ chọn loại xích ống con
lăn một dãy.
5.4.2. Định số răng đĩa xích
Do bộ truyền xích trong truyền động băng tải chỉ nhằm làm cho bộ truyền
nhỏ gọn nên chọn tỉ số truyền là ix =1.
Băng tải đai vận chuyển trong dây truyền với tải trọng nhỏ, đều nên lấy số
răng đĩa xích dẫn là Z1 = 25 và số răng đĩa xích bị dẫn là Z2 = 25.
5.4.3. Định bước xích
Bước xích t được chọn theo điều kiện hạn chế áp suất sinh ra trong bản lề
và số vòng quay trong một phút của đĩa xích phải nhỏ hơn số vòng quay giới hạn.
Để tìm bước xích t trươc hết định hệ số điều kiện sử dụng:
k = kđ.kA.k0.kđc.kb.kc
Trong đó: kđ – hệ số xét đến tính chất của tải trọng ngoài, với tải trọng của bộ
truyền êm lấy kđ = 1;
kA – hệ số xét đến chiều dài xích, với A=(3050) lấy kA = 1;
44

ko – hệ số xét đến các bộ truyền, với bộ truyền nằm nghiên so với
phương ngang một góc nhỏ hơn 600 k0 = 1;
kđc – hệ số xét đến khả năng điều chỉnh lực căng xích, với cách thiết
kế có thể điều chỉnh lực căng xích thì kđc = 1;
kb – hệ số xét đến điều kiện bôi trơn, với cách bôi trơn định kỳ thì kb
=1,5;
kc – hệ số xét đến chế độ làm việc của bộ truyền, trong điều kiện sản
xuất của doanh nghiệp là 1 ca thì kc = 1.
Như vậy
k = 1.1.1.1.1,5.1 = 1,5 (5.39)
Xác định công suất tính toán của bộ truyền xích:
Nt = k.kZ.kn.N , kW.
Trong đó: N – công suất danh nghĩa, kW;
kZ – hệ số răng đĩa dẫn, kZ = = = = 1;
kn – hệ số vòng quay đĩa dẫn, kn = = 1,1.
Z01 = 25 và no1 = 50 – số răng và số vòng quay đĩa dẫn của bộ truyền
cơ sở.
Như vậy:
Nt = 1,5.1.1,1.0,6 = 0,98 , kW ; (5.40)
Bước xích được chọn theo bảng 6-4 [ TL – 9] để thỏa mãn điều kiện:
Nt ≤ [N].
Tra bảng 6-4 [ TL – 9] lấy bước xích t = 19,05 có trị số công suất cho phép
là 1,45 kW.
Kiểm nghiệm số vòng quay của đĩa xích dẫn theo điều kiện
n1 ≤ ngh
Trong đó: ngh – số vòng quay giới hạn, phụ thuộc số răng đĩa xích và bước xích,
tra bảng 6-5 (sách TK CTM). Ứng với bước xích t = 19,05 mm và số răng của đĩa
xích Z1 = 15 thì số vòng quay giới hạn là ngh = 1350 vg/ph (tra bảng 6-5 [ TL – 9]).
Vậy điều kiện số vòng quay được thỏa.
45
5.4.4. Định khoảng cách trục và số mắt xích
Khoảng cách trục chọn theo công thức (6-13) [ TL – 9]:
A = (30 ÷ 50)t = 30t = 30.t = 30.19,05 = 571,5 , mm ; (5.41)
Số mắt xích X được tính theo công thức 6-4 [ TL – 9]:
X = = 85 , mắt xích ; (5.42)
Kiểm nghiệm số lần va đập u của bản lề xích trong một giây:
(5.43)
Trong đó: v – vận tốc xích, m/s;
L – chiều dài xích, m;
Z = 25và n = 46 – số răng và số vòng quay trong một phút của đĩa
xích (đĩa dẫn hoặc đĩa bị dẫn).
[u] – số lấn va đập cho phép, [u] = 35 lần/s (tra bảng 6-7, [ TL – 9]).
Như vậy:
0,9 35 (5.44)
Tính chính xác khoảng cách trục theo công thức 6-3, [ TL – 9]:
A= = 571,5 , mm ; (5. 45)
Để xích khỏi chịu lực căng quá lớn, phải rút bớt khoảng cách trục đã tính
một khoảng A = (0,002 0,004)A = 1,7 mm. Như vậy khoảng cách trục cuối
cùng là A = 569,8 mm.
5.4.5. Tính đường kính vòng chia của đĩa xích
Đường kính vòng chia đĩa dẫn là:
dc1 = = = 152 , mm ; (5.46)
Đường kính vòng chia đĩa bị dẫn là:
dc1 = = = 152 , mm ; (5.47)
5.4.6. Tính lực tác dụng lên trục
46
Lực R tác dụng lên trục được xác định theo công thức 6-17 [ TL – 9]:
R kt.P = = = 1890 , N ; (5.48)
Trong đó: kt – hế số xét đến tác dụng của trọng lực xích lên trục, khi bộ truyền
nằm ngang hoặc nghiên 1 góc nhỏ hơn 40o so với phương ngang k =
1,15;
N – công suất danh nghĩa, N = 0,6 kW;
t – bước xích, mm;
n – số vòng quay trong một phút của đĩa xích.
5.5. Tính toán thiết kế các trục tang
5.5.1.Trục tang chủ động
Chọn vật liệu chế tạo trục là thép C35.
5.5.1.1. Tính sơ bộ trục
Đường kính trục tính theo công thức:
, mm ; (5.49)
Trong đó: N – công suất cần thiết, N = 0,6 kW;
n = 46 vg/ phút;
C = 110130 chọn C = 120.
28 mm. (5.50)
Sơ bộ chọn đường kính trục là d = 30 mm.
5.5.1.2. Tính gần đúng trục
Hình 4.2. Kết cấu sơ bộ trục lắp trên tang dẫn động.
Khoảng cách giữa hai đầu trục là:
L = Bt + 2a + 2t + b = 430 + 2.20 + 2.70 + 60 = 670 , mm ; (5.51)
47
Trong đó: a – khe hở giữa tang và ổ lăn, a = 20 mm;
Bt – chiều rộng băng đai, Bt = 430 mm;
t – chiều dài trục lắp ổ, t = 70 mm;
b – chiều dài trục lắp moay ơ đĩa xích, b = 60 mm.
Monen xoắn được tính theo công thức:
Mz = 125616 , Nmm ;
(5.52)
Lực vòng tác dụng lên trục được tính theo công thức:
Pv = = 1523 , N ; (5.53)
Lực căng băng tác dụng lên trục Pc:
Pc = 307 kG = 3012 , N ; (5.54)
Lực tổng cộng của lực căng băng và lực vòng coi như đặt ở giữa trục ta có:
P = Pc+Pv = 4535 , N ; (5.55)
Lực căng xích tác dụng lên trục tang:
R = 1890 , N ; (5.56)
Phản lực ở các gối tựa:
= 0 (5.57)
Suy ra:
RA = 2040 , N ; (5.58)
(5.59)
Suy ra:
RB = = 4385 , N ; (5.60)
Xác định nội lực Qy, Mx, Mz , vẽ biểu đồ mômen.
Chia trục làm 3 đoạn để tính và vẽ biểu đồ momen.
Trên đoạn I: (0 < z1 < )
= -RA= -2040 , N ; (5.61)
48

= -RA.z1 =0 tại z1=0 (5.62)
Và = -550800 Nmm tại z1 = = 270 , mm ; (5.63)
Trên đoạn II: ( < z2 < l )
2495 , N ; (5.64)
= -550800 Nmm tại z2 = = 270 mm. (5.65)
= 122850 Nmm tại z2 = 540 mm. (5.66)
Trên đoạn III: ( l < z3 < l + a)
1890 , N ; (5.67)
Hình 5.3. Biểu đồ lực tác dụng và biểu đồ mômen xoắn nội lực.
= 122850 tại z3 = 540 mm. (5.68)
49

= 0 tại z3 = l +a = 605 mm. (5.69)
Xác định đường kính trục tại hai tiết diện, tiết diện giữa thanh và tại tiết
diện trục lắp với ổ lăn.
Đường kính trục d tại tiết diện giữa thanh được xác định theo công
thức:
d1 = (theo thuyết bền thế năng biến đổi hình dạng). (5.70)
Mtđ1 = = 561440 Nmm. (5.71)
Trong đó: Mtđ – momen tương đương;
Mx1, Mz – momen uốn và xoắn ở tiết diện giữa đoạn AB của
trục. Chọn vật liệu chế tạo trục là thép C35 có b= 500
Nmm2 nên [] = 58 N/m2 tra bảng 7-2 (sách TK-CTM).
Như vậy đường kính trục là:
= 46 , mm ; (5.72)
Chọn đường kính trục lớn hơn d1 = 50 mm.
Đường kính trục d tại tiết diện trục lắp với ổ lăn được xác định theo
công thức:
d2 = (theo thuyết bền thế năng biến đổi hình dạng). (5.73)
Mtđ2 = = 164093 , Nmm ; (5.74)
Như vậy đường kính trục là:
= 31 , mm ; (5.75)
Lấy đường kính d2 = 40 mm.
5.5.1.3. Tính chính xác trục tại tiết diện giữa trục
Kiểm nghiệm hệ số an toàn n của trục tại tiết diện nguy hiểm.Chọn hệ số an
toàn cho phép là [n]=2,2.
Giới hạn mỏi uốn của chu kì đối xứng:
= 0,4.500 = 200 , N/mm2 ; (5.76)
Giới hạn mỏi xoắn của chu kì đối xứng:
50
= 0,2.500 = 100 , N/mm2 ; (5.77)
Biên độ ứng suất pháp:
= 45 , N/mm2 ; (5.78)
Biên độ ứng suất tiếp:
= 2,5 , N/mm2 ; (5.79)
Trị số trung bình ứng suất pháp:
. (5.80)
Trị số trung bình ứng suất tiếp
=2,5 , N/mm2 ; (5.81)
Momen chống uốn tra theo bảng 7-3b [ TL – 9] là:
W= 12266 , mm3 ; (5.82)
Momen chống xoắn tra theo bảng 7-3b [ TL – 9] là:
W0= 24532 , mm3 ; (5.83)
Hệ số xét đến ảnh hưởng của trị số ứng suất trung bình đến sức bền mỏi:
0,1, =0,05. (5.84)
Hệ số kích thước tra bảng 7-4 [ TL – 9] là:
0,85 0,73. (5.85)
Hệ số tăng bền .
Hệ số tập trung ứng suất thực tế tại rãnh then tra bảng 7-8 [ TL – 9] là:
1,5, 1,4 (5.86)
Hệ số an toàn được tính theo công thức:
(5.87)
Trong đó:
Hệ số an toàn chỉ xét riêng ứng suất pháp là:
= 3 (5.88)
Hệ số an toàn chỉ xét riêng ứng suất tiếp là:
51

= 20 (5.89)
Hệ số an toàn n tính là:
= 3 (5.90)
Hệ số an toàn của trục tính lớn hơn hệ số an toàn cho phép nên trục đủ bền.
Hình 5.4. Cấu tạo trục chủ động.
5.5.1.4. Tính chính xác trục tại tiết diện trục lắp với ổ lăn
Kiểm nghiệm hệ số an toàn n của trục tại tiết diện nguy hiểm.Chọn hệ số an
toàn cho phép là [n]=2,2.
Giới hạn mỏi uốn của chu kì đối xứng là:
= 0,4.500 = 200 , N/mm2 ; (5.91)
Giới hạn mỏi xoắn của chu kì đối xứng là:
= 0,2.500 = 100 , N/mm2 ; (5. 92)
Biên độ ứng suất pháp là:
= 19,5 , N/mm2 ; (5.93)
Biên độ ứng suất tiếp là:
= 5 , N/mm2 ; (5.94)
Trị số trung bình ứng suất pháp là:
. (5.95)
Trị số trung bình ứng suất tiếp là:
=5 , N/mm2 ; (5.96)
Momen chống uốn tra theo bảng 7-3b [ TL – 9] là:
52

W= 12266 , mm3 ; (5.97)
Momen chống xoắn tra theo bảng 7-3b [ TL – 9] là:
W0= 24532 , mm3 ; (5.98)
Hệ số xét đến ảnh hưởng của trị số ứng suất trung bình đến sức bền mỏi
0,1, =0,05. (5.99)
Hệ số kích thước tra bảng 7-4 [ TL – 9] là:
0,85 0,73. (5.101)
Hệ số tăng bền .
Hệ số tập trung ứng suất thực tế tại rãnh then tra bảng 7-8 [ TL – 9] là:
1,5, 1,4 (5.102)
Hệ số an toàn được tính theo công thức:
(5.103)
Trong đó:
+ Hệ số an toàn chỉ xét riêng ứng suất pháp
= 6 (5.104)
+ Hệ số an toàn chỉ xét riêng ứng suất tiếp
= 10 (5.105)
Hệ số an toàn n là:
= 5 (5.106)
Hệ số an toàn của trục tính lớn hơn hệ số an toàn cho phép nên trục đủ bền.
5.5.2. Tính trục bị động
Do trục bị động chỉ chịu tác dụng của lực căng băng và trọng lượng của
phần tăng nên chọn kết cấu trục bị động như trục chủ động về kích thước và có kết
cấu như hình dưới:
53

Hình 5.5. Cấu tạo trục bị động
5.6. Tính then
Các thông số đã biết:
Đường kính trục d= 50 mm, từ đường kính trục d= 50 mm tra bảng 7-23
(sách TK - CTM) ta chọn được tiết diện then b= 16 mm, h= 10 mm, chiều sâu trên
trục t = 5 mm, chiều sâu trên lỗ t1 = 5,1.
Tính then theo sức bền dập: để tránh dập bề mặt cạnh tiếp xúc giữa then và
moay ơ.
5.6.1. Điều kiện bền dập
Điều kiện bền dập của then là:
(5.107)
Trong đó: – hệ số xét đến sự phân bố tải trọng không đều then, = 1;
R – bán kính qui ước điểm đặt lực, R = d1D/2 = 25 mm;
F – diện tích tính toán bề mặt làm việc của then, F= mm2.
Từ đó ta suy ra:
= 10 , mm ; (5.108)
Theo tiêu chuẩn, chọn chiều dài then lt= 10 mm.
5.6.2. Điều kiện bền cắt:
Tính then theo sức bền cắt:
= 4 , mm ; (5.109)
lấy l = 6 mm tiêu chuẩn.
Từ đó chọn chiều dài then là l1đ=10 mm để đảm bảo điều kiện bền dập, bền
cắt và chọn chiều dài bích ghép tang vào trục là L =10 mm.
54

5.7. Tính chọn ổ lăn
Chọn loại ổ lăn: Dựa vào kết cấu băng tải, lực tác dụng lên trục chỉ gồm có
lực pháp tuyến nên chọn loại ổ bi đỡ. Sơ bộ chọn loại ổ bi đỡ 1 dãy có đường kính
trong là d = 40 mm.
Các thông hình học đã biết: số vòng quay trục n = 46 vg/ph, thời gian phục
vụ của máy là 5 năm mỗi năm làm việc 350 ngày, mỗi ngày làm việc 8 giờ. Phản
lực gối tựa RA=2040 N, RB= 4385 N. Tải trọng thay đổi, nhiệt độ làm việc dưới
1000C.
Sơ đồ chọn ổ cho trục:
Hình 5.6. Sơ đồ tính lực chọn ổ lăn.
Hệ số khả năng làm việc C tính theo công thức:
C=Q.(nh)0,3≤CBảng. (5.110)
Trong đó: Q – tải trọng tương đương, daN;
n – số vòng quay của ổ, vg/ph;
h – thời gian phục vụ, giờ.
Tải trọng tương đương Q đối với ổ bi đỡ một dãy:
(5.111)
Trong đó: R – tải trọng hướng tâm (tổng phản lực gối tựa), daN
Hệ số Kt=1,2 tra bảng 8-3[ TL – 9];
Hệ số Kn=1 tra bảng 8-4 [ TL – 9];
Hệ số Kv= 1 tra bảng 8-5[ TL – 9].
Do trục không chịu lực dọc trục nên A = 0.
Tải trọng tương đương Q tính:
Q = Kv.R.Kn.Kt= 1.(204+438,5).1.1,2= 771 , daN ; (5.112)
Thời gian phục vụ h của ổ là:
h = 5.350.8 = 14000 , h ; (5.113)
55
Hệ số khả năng làm việc C tính:
C=Q(n.h)0,3= 42630. (5.114)
Tra bảng 14P [ TL – 9], ứng với d = 40 mm lấy ổ có ký hiệu 308 có C Bảng=
48000 , đường kính ngoài của ổ D=90 mm, chiều rộng ổ B=23 mm.
Chọn kiểu lắp ổ lăn với trục là m6 vì chế độ làm việc với tải trọng trung
bình, thay đổi và va đập nhẹ.
Việc bôi trơn và che kín ổ được đảm bảo khi lựa chọn loại ổ có kết cấu che
kín vòng bi để bảo vệ.
5.8. Tính toán thiết kế máng cấp liệu
Năng suất vận chuyển của băng tải yêu cầu trong dây truyền là 10 tấn. Để
dây truyền làm việc ổn định liên tục thì máng cấp liệu phải có thể tích máng sao
cho 3-5 phút không phải cấp liệu.
Khối lượng nguyên liệu chứa trong máng lớn nhất là:
M = 10. = 0,5 tấn. (5.115)
Thể tích thùng cấp liệu tính toán:
Vtt = = = 0,77 , m3 ; (5.116)
Để vật liệu không bị tràn ra khỏi máng lấy hệ số chứa đầy = 0,9.
Vậy thể tích cần thiết của máng Vct là:
Vct = 0,85 , m3 ; (5.117)
Để vật liệu trong máng tự chảy thì thành máng được làm nghiêng một góc
so với phương ngang. Góc nghiêng được chọn lớn hơn góc tự chảy của vật liệu.
với phân vi sinh ở ẩm độ 25% góc tự chảy gần bằng 450.
Như vậy > 450.
Dựa vào thể tích tính toán và kết cấu băng tải sơ bộ chọn kết cấu máng cấp
liệu như hình 5.7.
56
Hình 5.7. Sơ bộ máng cấp liệu.
h1 = 650 mm; h2 = 200 mm; L1 = 1500 mm; L2 = 1200 mm; r1 = 1100 mm; r2 = 460 mm.
Thể tích thùng máng V gồm 3 phần là V1, V2, V3.
V = V1 + V2 + V3. (5.118)
Thể tích V1:
V1 = h1 L2 = 0,7 , m3 ; (5.119)
Thể tích V2:
V2 = 0,09 , m3 ; (5.120)
Thể tích V3:
V3 = 0,07 , m3 ; (5.121)
Tổng thể tích máng cấp liệu là:
V = V1 + V2 + V3 = 0,86 m3. (5.122)
Như vậy việc tính toán và chế tạo máng cấp liệu là phù hợp, giá trị thể tích
máng chế tạo V > Vct.
Cấu tạo máng cập liệu: Máng cấp liệu có cấu tạo về hình dạng như hình
5.8. Máng được làm từ thép tấm dày 4 mm. Ở phần ghép với thân máy và mặt trên
được gia cố bằng thép định hình chữ V dày 4 mm, rộng 40 mm.
57

Hình 4.8: Cấu tạo máng cấp liệu.
5.9. Chế tạo
5.9.1. Chế tạo vỏ máy
Việc chế tạo các chi tiết dạng vỏ hộp bao gồm các chi tiết và cụm chi tiết
sau: Máng cấp liệu, khung thân, tấm đỡ được thực hiện theo qui trình công nghệ
chế tạo gồm các nguyên công:
Nguyên công 1: Chọn phôi là thép tấm theo chiều dày thiết kế. kích thước
phôi được chọn theo kích thước khai triển của chi tiết.
Nguyên công 2: Vẽ khai triển các chi tiết. Đối với các chi tiết làm thân thì
các bằng máy cắt tôn chuyên dụng (tại nơi bán) theo kích thước tính toán, với các
chi tiết chế tạo vỏ máng cấp liệu thì cắt bằng gió đá.
58
Nguyên công 3: Tạo hình dạng các chi tiết. Chi tiết tròn xoay ta dùng máy
cuốn, các chi tiết hình hộp phẳng thì dùng hàn ghép. Trong trường hợp đề phòng
các biến dạng xảy ra khi hàn ghép ta dùng các thanh giằng để liên kết nhằm khử
biến dạng.
Nguyên công 4: Hàn các chi tiết lại với nhau thành cụm chi tiết hay bộ
phận máy.
Nguyên công 5: kiểm tra kích thước hình học các chi tiết bao gồm độ
phẳng tấm đỡ, độ song song các thanh chữ C của thân.
5.9.2. Chế tạo chi tiết dạng trục
Bao gồm trục chủ động và trục bị động.
Nguyên công 1: Chọn phôi là thép C35. Kích thước phôi được chọn sao
cho lượng dư và khối lượng gia công là nhỏ nhất.
Nguyên công 2: Gia công mặt đầu.
Nguyên công 3: Tạo lỗ chuẩn.
Nguyên công 4: Tiện thô và bán tinh các mặt trục trên máy tiện vạn năng.
Dùng 2 lần gá để gia công 2 đầu.
Nguyên công 5: Tiện tinh các bề mặt của trục trong 2 làn gá để đạt kích
thước và độ bong yêu cầu.
Nguyên công 6: Phay rãnh then.
Nguyên công 7: kiểm tra kích thước dài và đường kính trục.
5.10. Lắp ráp
+ Lắp tang vào trục.
+ Lắp ống cách tang với ổ lăn.
+ Lắp ổ lăn vào tấm đỡ ổ.
+ Lắp cụm trục tang vào ổ lăn trên tấm đỡ.
+ Lắp cụm tang – trục - ổ lăn vào thân băng tải.
+ Lắp đĩa xích vào trục.
+ Lắp băng tải vào hai tang, sau đó lắp bộ phận căng đai để điều chỉnh lực
căng đai.
+ Lắp cụm ổ trục con lăn đỡ nhánh đai chùng vào thân băng tải.
+ Lắp máng cấp liệu vào thân băng tải.
59

+ Lắp giá đỡ động cơ vào thân băng và lắp động cơ điện lên giá đỡ đó.
+ Lắp xích vào các đĩa xích và điều chỉnh lực khoảng cách trục của bộ
truyền xích sao cho phù hợp.
5.11. Khảo nghiệm
5.11.1. Khảo nghiệm không tải và chạy rà
Thời gian khảo nghiệm: Ngày 15/6/2008
Địa điểm: Xưởng cơ khí tại trường Đại học Nông Lâm Tp. Hồ Chí
Minh.
Thành phần tham gia khảo nghiệm:
- TS. Nguyễn Như Nam
- KS. Nguyễn Văn Phong
- Công nhân: Trần Văn Chính
- Sinh viên: Đỗ Duy Lương
Mục đích khảo nghiệm: Kiểm tra chất lượng chế tạo, lắp ráp và rà
trơn bề mặt làm việc giữa các chi tiết lắp ghép.
Kết quả khảo nghiệm: động cơ và các bộ truyền làm việc bình
thường, không có hiện tượng phát nhiệt của ổ bi, không xảy ra hiện
tượng tự tháo các mối ghép như bulông, máy không rung, băng tải
không bị tuột hay chạy lệch trong suốt quá trình hoạt động…
5.11.2. Khảo nghiệm xác định các chỉ tiêu kinh tế kỹ thuật tại cơ sở sản xuất
Thời gian khảo nghiệm: Ngày 15/7/2008
Địa điểm: Công ty TNHH SX – TM – DV Hóa Nông.
252 Đường TA32 – Phường Thới An – Quận 12 – TP. Hồ Chí Minh.
Thành phần tham gia khảo nghiệm:
- TS. Nguyễn Như Nam
- KS. Nguyễn Văn Phong
- Công nhân: Trần Văn Chính
- Ông Đoàn Văn Hoá, Phó Giám đốc công ty
Mục đích khảo nghiệm: Khảo nghiệm đánh giá chỉ tiêu kinh tế - kỹ
thuật của băng tải đai để bàn giao vào sản xuất.
Kết quả khảo nghiệm:
60

Kết quả khảo nghiệm được trình bày ở bảng 5.1.
Bảng 5.1. Kết quả khảo nghiệm xác định các chỉ tiêu kinh tế kỹ thuật
Thông số đo Kết quả thí nghiệm Giá trị
trung
bình
Lần 1 Lần 2 Lần 3 Lần 4 Lần 5
Năng suất, tấn/h 10,421 10,217 10,074 10,235 10,528 10,295
Công suất, kW
(Cho máy ép viên)
0,537 0,513 0,504 0,525 0,564 0,529
Mức tiêu thụ điện
năng, kWh/tấn
0,052 0,050 0,050 0,051 0,054 0,0514
Kết quả xử lý số liệu xác định các chỉ tiêu kinh tế - kỹ thuật bằng
thực nghiệm:
+ Năng suất thực tế của băng tải đai:
Qtb + Q Qtb –
10,295 + Q 10,295 –
10,517 tấn/h Q 10,073 tấn/h (5.113)
+ Công suất thực tế của băng tải đai:
Ntb + N Ntb –
0,529 + N 0,529 –
0,558 kW N 0,500 kW (5.114)
+ Độ đồng đều về định lượng (về năng suất) của băng tải đai:
K = 1 – ( S/ Qtb) = 1 – 0,179/ 10,295 = 98,26 % (5.115)
+ Mức tiêu thụ điện năng riêng để vận chuyển của băng tải đai:
Artb + Ar Artb –
0,0514 + Ar 0,0514 –
61

0,0535 kWh/t Ar 0,0493 kWh/t (5.116)
5.12. Ý kiến thảo luận
+ Băng tải đai BĐ – 10.000 được thiết kế, chế tạo và chuyển giao ra sản xuất.
Băng tải có năng suất vận chuyển tới 10 tấn/h, có khả năng làm nhiệm vụ của một
máy định lượng vì sai số năng suất là 1,74 %. Sai số này thoả mãn yêu cầu công
nghệ sản xuất phân vi sinh.
+ Máy làm việc ổn về định về chất lượng sản xuất cũng như chất lượng chế tạo.
Máy có cấu tạo gọn gàng bền vững.
62

6. KẾT LUẬN VÀ ĐỀ NGHỊ6.1. Kết luận
Băng tải đai ứng dụng trong vận chuyển phân vi sinh đã làm giảm rất nhiều
sức lao động trong việc vận chuyển cũng như định lượng phân vi sinh. Máy vừa
làm chức năng vận chuyển vừa là thiết bị định lượng liên tục phù hợp với yêu cầu
công nghệ sản xuất phân vi sinh.
Băng tải có cấu tạo đơn giản, lắp đặt dễ dàng, các bộ phận hợp thành có
khối lượng không lớn nên vận chuyển nhẹ nhàng thuận tiện.
Sự điều chỉnh sức căng băng đơn giản nhờ bộ phận căng băng là hai vít và
ba đai ốc có thể điều chỉnh vít qua trái hoặc phải nhờ đó mà băng có thể làm việc
ổn định, và độ căng phù hợp.
Việc định lượng cấp liệu của băng tải đai được thực hiện nhờ vào tấm của
xả liệu trên máng cấp liệu. Sự lên hay xuống của của xả sẽ làm tăng hoặc giảm
lượng nguyên liệu mà băng vận chuyển được. Tùy theo yêu cầu của dây truyền
băng tải đai có thể vận chuyển tối đa lên 15 tấn/ giờ với công suất động cơ 1 kW
và vận tốc băng v = 0,4 m/s.
Với những kết quả thực tế hoạt động cho thấy sự phù hợp của những thông
số tính toán và thông số làm việc thực tế. Vậy băng tải đai được thiết kế ứng dụng
trong vận chuyển phân vi sinh đã đạt kết quả rất tốt, đáp úng được nhu cầu thay
thế sưc lao động chân tay của doanh nghiệp.
6.2. Đề nghị
Với những kết quả đạt được ban đầu của đề tài là đưa băng tải đai vào ứng
dụng trong dây truyền sản xuất phân vi sinh.. Đề nghị tiếp tục theo dõi để bổ sung
hoàn chỉnh từ thiết kế, chế tạo đền vận hành.
63

7. Tài Liệu Tham Khảo
1. Hoàng Xuân Nguyên, Ninh Đức Tôn. Dung Sai Lắp Ghép Và Đo Lường Kỹ
Thuật. Nhà Xuất Bản Giáo Dục - 1994.
2. Lê Tiến Hoán. Giáo Trình Công Nghệ Chế Tạo. Đại Học Nông Lâm TP.
Hồ Chí Minh - 2005.
3. Nguyễn Trọng Hiệp. Chi Tiết Máy, tập I và II. Nhà Xuất Bản Giáo Dục, Hà
Nội - 1994.
4. Nguyễn Hồng Phong. Bài Giảng Sức Bền Vật Liệu I, II. Đại Học Nông
Lâm TP. Hồ Chí Minh - 2005.
5. Nguyễn Hồng Phong. Bài Giảng Chi Tiết Máy I, II. Đại Học Nông Lâm
TP. Hồ Chí Minh - 2005.
6. Nguyễn Hồng Nhân, Nguyễn Danh Sơn. Kỹ Thuận Nâng Chuyển, tập II.
Nhà Xuất Bản Đại Học Quốc Gia TP. Hồ Chí Minh 2004.
7. Nguyễn Như Nam, Trần Thị Thanh. Máy Gia Công Cơ Học Nông Sản
Thực Phẩm. Nhà Xuất Bản Giáo Dục - 2000.
8. Nguyễn Hoàng Sơn. Vật Liệu Cơ Khí. Nhà Xuất Bản Giáo Dục - 2000.
9. Trịnh Chất, Lê Văn Uyển. Tính Toán, Thiết Kế Hệ Dẫn Động Cơ Khí, tập I
và II. Nhà Xuất Bản Giáo Dục 2006.
10. Trần Hữu Quế. Vẽ Kỹ Thuật Cơ Khí, tập I. Nhà Xuất Bản Giáo Dục 2004.
11. Trần Hữu Quế, Đặng Văn Cứ, Nguyễn Văn Tuấn. Vẽ Kỹ Thuật Cơ Khí,
tậpII. Nhà Xuất Bản Giáo Dục 2003.
64
8. PHỤ LỤC
65

`
66

67







