
1
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DEPARTAMENTO ACADÊMICO DE ELETRÔNICA
ESPECIALIZAÇÃO EM GESTÃO DA TECNOLOGIA DA INFORMAÇÃO E COMUNICAÇÃO
FABIANO FRANZ MARANGONI
ANÁLISE DE MODO E EFEITOS DE FALHA DE UM PROJETO
DE SISTEMA DE QUALIDADE AUTOMOTIVA.
MONOGRAFIA DE ESPECIALIZAÇÃO
CURITIBA
AGOSTO/2013

2
FABIANO FRANZ MARANGONI
ANÁLISE DE MODO E EFEITOS DE FALHA DE UM PROJETO
DE SISTEMA DE QUALIDADE AUTOMOTIVA.
Monografia de especialização apresentada ao
Programa de Pós-Graduação em Gestão da
Tecnologia da Informação e Comunicação da
Universidade Tecnológica do Paraná como
requisito parcial para obtenção do título de
“Especialista em Gestão da Tecnologia da
Informação e Comunicação“
Orientador: Prof. Dr. Kleber Kendy Horikawa
Nabas
CURITIBA AGOSTO/2013

3
LISTA DE TABELAS
Tabela 1: Tabela de Severidade ...................................................................... 24 Tabela 2: Tabela de Ocorrência ....................................................................... 25 Tabela 3: Tabela de Detecção ......................................................................... 26 Tabela 4: Severidade SQF1 ............................................................................. 48
Tabela 5: Ocorrência SQF1.............................................................................. 48 Tabela 6: Detecção SQF1 ................................................................................ 49 Tabela 7: FMEA SQF1 ..................................................................................... 49

4
LISTA DE FIGURAS
Figura 1: O modelo dos 5S............................................................................... 35 Figura 2: Quadro de Plano de Ação ................................................................. 37 Figura 3 : Diagrama de Causa e Efeito ............................................................ 38 Figura 4 : Exemplo de Diagrama de Pareto ..................................................... 39
Figura 5 : Ciclo PDCA ...................................................................................... 40 Figura 6 : Cabeçalho da tela principal .............................................................. 44 Figura 7 : Significado de cada painel. .............................................................. 45 Figura 8 : Significado dos códigos de Baugruppen .......................................... 46

5

6

7
SUMÁRIO
1. INTRODUÇÃO .......................................................................................... 11
1.1. PROBLEMA ........................................................................................ 12
1.2. JUSTIFICATIVA .................................................................................. 12
1.3. OBJETIVOS ........................................................................................ 13
1.3.1. Objetivo Geral................................................................................. 13
1.3.2. Objetivos Específicos ..................................................................... 13
2. FUNDAMENTAÇÃO TEÓRICA ................................................................. 15
2.1. GERENCIAMENTO DE PROJETOS .................................................. 15
2.1.1. Processos de um projeto. ............................................................... 15
2.1.1.1. Inicialização .................................................................................. 16
2.1.1.2. Planejamento ................................................................................ 16
2.1.1.3. Execução ...................................................................................... 17
2.1.1.4. Controle / Monitoramento ............................................................. 18
2.1.1.5. Encerramento ............................................................................... 18
2.2. GERENCIAMENTO DE RISCO EM PROJETOS ................................ 19
2.2.1. Planejamento do gerenciamento de riscos ..................................... 19
2.2.2. Identificação de riscos .................................................................... 20
2.2.3. Analise qualitativa de riscos ........................................................... 20
2.2.4. Analise quantitativa de riscos ......................................................... 20
2.2.5. Planejamento de respostas a riscos. .............................................. 21
2.2.6. Monitoramento e controle de riscos ................................................ 21
2.3. FMEA .................................................................................................. 22
2.3.1. Tipos de FMEA ............................................................................... 22
2.3.2. Funcionamento Básico ................................................................... 23
2.3.3. Avaliação dos Riscos ..................................................................... 24
2.3.3.1. Severidade ................................................................................... 24
2.3.3.2. Ocorrência .................................................................................... 25
2.3.3.3. Detecção ...................................................................................... 26
3. QUALIDADE ............................................................................................. 27
3.1. DEFINIÇÕES ...................................................................................... 27
3.2. HISTÓRICO DA QUALIDADE ............................................................. 27
3.2.1. A Qualidade no Japão .................................................................... 29
3.2.2. Sistema Toyota de Produção ......................................................... 30

8
3.2.3. Total Quality Control ....................................................................... 32
3.2.4. O modelo dos 5S ............................................................................ 33
3.3. FERRAMENTAS DE QUALIDADE...................................................... 35
3.3.1. Brainstorming ................................................................................. 35
3.3.2. Plano de Ação (4Q1POC) .............................................................. 36
3.3.3. Diagrama de Causa e Efeito .......................................................... 37
3.3.4. Diagrama de Pareto ....................................................................... 38
3.3.5. PDCA ............................................................................................. 39
3.3.6. Planilhas de Verificação (Check-Lists) ........................................... 40
3.4. A QUALIDADE E A TECNOLOGIA DA INFORMAÇÃO ...................... 41
4. Sistema de Qualidade F1 (SQF1) ............................................................. 43
4.1. CONCEITO SQF1 ............................................................................... 43
4.1.1. HandHeld ....................................................................................... 43
4.1.2. Estação .......................................................................................... 43
4.2. Pricipais Objetivos do Sistema SQF1. ................................................. 43
4.3. SISTEMA SQF1 .................................................................................. 44
4.3.1. Estrutura da tela principal. .............................................................. 44
4.3.1.1. Cabeçalho. ................................................................................... 44
4.3.1.2. Resumo. ....................................................................................... 45
4.3.1.3. EFS. .............................................................................................. 45
4.3.1.4. Componentes. .............................................................................. 46
4.3.1.5. Testes. .......................................................................................... 47
4.3.1.6. Bloqueios. ..................................................................................... 47
4.3.1.7. Resultados. ................................................................................... 47
5. RESULTADOS .......................................................................................... 48
5.1. Severidade. ......................................................................................... 48
5.2. Ocorrência. .......................................................................................... 48
5.3. Detecção. ............................................................................................ 49
5.4. FMEA - SQF1. ..................................................................................... 49
5.4.1. Função ........................................................................................... 50
5.4.2. Modo de Falha................................................................................ 50
5.4.3. Causa Potencial ............................................................................. 50
5.4.4. Efeito Potencial............................................................................... 50
5.4.5. Metodo de detecção ....................................................................... 50
6. CONCLUSÃO ........................................................................................... 52
7. REFERENCIAS ......................................................................................... 53

9
RESUMO
MARANGONI, Fabiano; ANÁLISE DE MODO E EFEITOS DE FALHA DE UM PROJETO DE SISTEMA DE QUALIDADE AUTOMOTIVA. 2013 53 p. Monografia Especialização em Gestão da Tecnologia da Informação e Comunicação, UTFPR, Curitiba.
Este trabalho tem como finalidade a criação de uma Análise do
Tipo e Efeito de Falha, do inglês Failure Mode and Effect Analysis,
(FMEA) voltado à instalação de um sistema de qualidade automotiva.
Essa demanda tornou-se necessária devido ao menor tempo
disponível para a execução dos projetos ocasionada pelo aumento
agressivo na competitividade e necessidade de qualidade vivenciada no
atual cenário econômico mundial.
Palavras-chave: FMEA, Gerenciamento de Risco, Qualidade
automotiva.

10
ABSTRACT
MARANGONI, Fabiano; FAILURE MODE AND EFFECTS ANALYSIS OF AN AUTOMOTIVE QUALITY PROJECT. 2013 53 p. Monografia Especialização em Gestão da Tecnologia da Informação e Comunicação, UTFPR, Curitiba.
This work aims to create a Failure Mode and Effect Analysis
(FMEA) regarding the installation of an automotive quality system.
This demand has become necessary due to the short time
available for the execution of projects caused by the aggressive increase
in competitiveness and need for quality experienced in the current global
economic scenario.
Key Words: FMEA, Risk Management, Quality Automotive.

11
1. INTRODUÇÃO
A indústria automobilística, ao longo dos últimos anos, mais
precisamente nesta última década, vem vivenciando as grandes
transformações ocorridas no cenário econômico mundial. Como
resultado observa-se um aumento agressivo na competitividade e
conseqüentemente na demanda por qualidade, nesse novo cenário
perdas de produção por falhas sistêmicas se tornaram inadmissíveis.
Diante desta nova realidade, surge à necessidade de adotar
mecanismos preventivos que eliminem ou mitiguem possíveis perdas de
produção ou paradas de linhas ocasionadas por falhas em projetos.
No setor industrial habitualmente utiliza-se a Análise dos modos de
falhas e efeitos, do inglês Failure Mode and Effect Analysis (FMEA),
como ferramenta de análise de risco
Essa ferramenta possibilita tomar ações corretivas além de
mensurar a probabilidade de detecção e a gravidade das falhas.
A empresa estudada nessa monografia atual com tecnologia de
informação e comunicação, do inglês Information and communications
technology (ICT) é responsável pelo suporte e principalmente pela
instalação de Sistemas Integrados de Controle de Produção, do inglês
Manufacturing Execution Systems (MES) em uma grande indústria
automobilística alemã.
Por motivos de confidencialidade a empresa estudada será
denominada E-ICT.
Atualmente a E-ICT conta com quatro grupos focados no
atendimento ao cliente:
Service Desk
Global Support Center.

12
BackOffice da Alemanha.
BackOffice do Brasil.
O Service Desk é responsável pelo atendimento direto ao cliente,
recebendo ligações e registrando as solicitações nas ferramentas, de
acordo com as boas práticas sugeridas pelo Information Technology
Infrastructure Library (ITIL)
O Global Support Center é responsável pelo monitoramento dos
sistemas e resolução de incidentes simples
Os BackOffice’s trabalham em regime de turno follow the sun e
recebem os chamados não atendidos pelo Service Desk. Como se trata
de equipes com grande experiência resolvem a maioria dos incidentes
que recebem além de realizarem projetos de instalação dos sistemas
integrados de controle de produção e qualidade.
1.1. PROBLEMA
Costumeiramente uma instalação de sistemas de produção exigia
várias semanas, porém a grande demanda do setor automobilístico
vivenciada nos últimos anos transformou esse cenário, atualmente é
comum existirem projetos onde todo o sistema precisa ser instalado em
apenas um final de semana.
As equipes responsáveis precisam se adequar a essa nova
realidade e encontrar uma forma de garantir a entrega do projeto em
tempo hábil e principalmente evitar falhas que possam causar grandes
impactos ao objetivo final.
1.2. JUSTIFICATIVA
Para o ano de 2013 a E-ICT planeja mudar a estratégia global. O
BackOffice da Alemanha focará somente ao suporte das fábricas da
Europa, enquanto o BackOffice do Brasil será responsável pela grande
maioria dos projetos de instalação dos sistemas de controle de produção.

13
Para isso se tornar realidade os integrantes do BackOffice do
Brasil devem utilizar ferramentas que permitam a análise e mitigação de
riscos além de determinar ações a serem tomadas quando esses são
inevitáveis, a fim de garantir o sucesso dos projetos de instalação de
sistema.
O primeiro desafio será a instalação do sistema de produção e de
qualidade da principal e maior fábrica do grupo, que por motivos de
confidencialidade nesse estudo será chamada de “F1”.
1.3. OBJETIVOS
1.3.1. Objetivo Geral
Visando a continuidade na excelência dos projetos realizados pela
E-ICT, será feita uma análise de risco utilizando a metodologia FMEA,
voltada a atualização do sistema de qualidade da fábrica “F1”.
1.3.2. Objetivos Específicos
Para levantar os dados básicos para a realização do FMEA serão
realizadas reuniões com os especialistas e gerentes envolvidos no
projeto.
Os objetivos específicos podem ser classificados como a
consolidação dos tópicos abordados nas reuniões, entre eles destaca-se:
Realizar a análise dos principais processos do sistema de
qualidade..
Verificar quais as falhas potenciais para cada função.
Analisar os efeitos dos tipos de falha.
Determinar as causas das possíveis falhas.
Definir os índices de Severidade, Ocorrência, e Detecção.
Listar ações para diminuir os ricos.
Criar um framework que possa ser utilizado em projetos
semelhantes.

14
Além de definir os processos, as reuniões realizadas com recurso
e com os gerentes têm por objetivo criar tabelas de severidade,
ocorrência e detecção as quais serão usadas para o cálculo da medida
de risco (Risk priority number)
O próximo passo será a criação de uma tabela de FMEA onde
todos os dados serão inseridos e tabulados.
Após a finalização do FMEA o mesmo será posto a prova durante
a execução do projeto “F1”, os resultados obtidos serão exibidos nesse
estudo.

15
2. FUNDAMENTAÇÃO TEÓRICA
A fundamentação teórica pode ser dividida nos vários
conceitos utilizados no estudo:
2.1. GERENCIAMENTO DE PROJETOS
Segundo CANDIDO o Gerenciamento de Projetos é um conjunto
de mecanismos organizados de acompanhamento de processos que
precisam ser desenvolvidos com qualidade, preço e prazo competitivo,
visando a satisfação dos clientes.
O ambiente competitivo e globalizado de nosso tempo tem exigido
um novo posicionamento das empresas perante seus clientes, pois a
concorrência está presente em todo o mundo. Essa visão de mercado
tem exigido a aplicação dos conceitos de Gerenciamento de Projetos.
O Project Management Institute (PMI) define gerenciamento de
projetos como “a aplicação de conhecimento, habilidades, de
ferramentas e técnicas a uma ampla gama de atividades para atender
aos requisitos de um determinado projeto” (PMI,2008). apud CANDIDO.
O gerenciamento de Projetos, até poucos anos era uma
prerrogativa apenas de grandes corporações; hoje é acessível as
pequenas e médias empresas, podendo ser o diferencial entre o sucesso
e o fracasso. Sua adoção não pode ser feita de forma impetuosa e
desmedida; a alta direção da empresa precisa avaliar se seu
produto/serviço permite essa forma de gestão.
2.1.1. Processos de um projeto.
Um projeto envolve sempre cinco processos de extrema
importância para sua conclusão, são eles:

16
2.1.1.1. Inicialização
Fase em que é realizado o levantamento de todas as
necessidades físicas, financeiras e de pessoal para a concretização do
projeto. As análises são feitas pela alta gerência da organização, que
deve autorizar ou não a execução do projeto, balizada por um criterioso
estudo de viabilidade.
Devem ser autorizados somente projetos sincronizados com as
estratégias da organização e com altos índices de viabilidade para serem
executados com qualidade, prazos e custo competitivos.
São atividades típicas desse processo:
Elaboração da proposta do projeto e aprovação da gerência.
Seleção de projetos.
Aprovação dos clientes.
Autorização para realização do projeto.
No desenvolvimento dessas atividades, a documentação é a peça
fundamental para o sucesso. Devem ficar evidentes os rumos e objetivos do
projeto; também precisam ser definidos seu escopo, recursos e prazos.
2.1.1.2. Planejamento
Esse processo define os caminhos para que os objetivos do
projeto sejam alcançados. Nessa etapa é elaborado o Plano de
Gerenciamento de Projetos, documento que deve contemplar todos os
processos desse gerenciamento. A profundidade e a complexidade do
planejamento estão diretamente ligadas ao tamanho do projeto:
São atividades desse processo:
Identificação das partes interessadas.
Formação da equipe de planejamento.
Definição do escopo do cliente.

17
Definição da estratégia do projeto.
Elaboração de cronogramas e cálculos de custos.
Planejamento de compras.
Planejamento de comunicações
Planejamento de respostas a riscos.
Planejamento de qualidade do projeto.
Planejamento de recursos humanos.
O planejamento é um elemento dinâmico que pode sofrer
modificações no decorrer do ciclo de vida do projeto Por isso, gesto e
equipe devem estar sempre atentos as documentações e suas
atualizações. Nessa fase, todos os envolvidos (stakeholders) precisam
ser considerados, principalmente o cliente.
2.1.1.3. Execução
Nessa etapa ocorre a realização e conclusão dos produtos ou
serviços. Portanto a ela está associada grande parte do orçamento:
São atividades típicas desse processo:
Gerenciamento da execução.
Distribuição de informações.
Garantia da qualidade.
Solicitação das propostas de fornecedores.
Controle de fornecedores.
Controle ou mobilização da equipe.
Desenvolvimento da equipe de projeto.
Alterações podem acontecer, mas devem ser evitadas ao máximo,
pois representam prejuízos. Contudo, se forem necessárias, precisam
ser documentadas e aprovadas, realimentando o planejamento.
18
2.1.1.4. Controle / Monitoramento
Etapa vital para o sucesso do projeto, pois permite a percepção de
problemas em tempo hábil para solucioná-los.
Esse procedimento deve possibilitar medições regulares do projeto
para a avaliação de desempenho.
São atividades típicas desse processo:
Controle de desempenho do projeto
Realização do controle integrado de mudanças.
Monitoramento e controle de riscos.
Obtenção e aceitação do escopo.
Administração de contratos.
Controle de qualidade
Gerenciamento de partes interessadas.
Gerenciamento da equipe de projeto.
O controle garante a qualidade do projeto e a sua conformidade
com o planejamento durante a execução. Quanto mais tarde forem
detectados os problemas, mais dispendiosas serão as correções.
2.1.1.5. Encerramento
O encerramento do projeto pressupõe que todos os contratos
firmados durante a execução sejam encerrados formalmente, gerando
imediatamente condições para a avaliação do desempenho, realizada de
acordo com métricas preestabelecidas.
Os registros das ocorrências vivenciadas no projeto permitem a
elaboração de um histórico que contribui para ampliar o know-how da
organização. Esse procedimento viabiliza a atuação dos sistemas
gerenciais e administrativos para fortalecer futuros projetos.

19
2.2. GERENCIAMENTO DE RISCO EM PROJETOS
Segundo CANDIDO o gerenciamento dos riscos ocorre durante
todo o ciclo de vida de um projeto e tem por objetivo aumentar a
probabilidade e o impacto dos eventos positivos e reduzir os adversos.
Esse gerenciamento dispõe de técnicas e ferramentas específicas para a
identificação do maior número de riscos possíveis e para a administração
de maneira consistente e proativa desses riscos.
Além das condições externas ao projeto, há as internas que podem
ser fontes de risco:
Característica do ambiente da organização ou do projeto.
Gerenciamento com práticas ineficazes.
Inexistência de sistemas integrados de gerenciamento para
projetos simultâneos.
Falta de controle de desempenho dos participantes externos.
Há riscos que podem ser considerados como oportunidades, por
exemplo, a contratação de uma equipe adicional ao projeto para otimizar
o trabalho e antecipar a data de término.
Os processos da área do gerenciamento de riscos são:
Planejamento do gerenciamento de riscos.
Identificação de riscos.
Análise qualitativa de riscos.
Análise quantitativa de riscos.
Planejamento de respostas a riscos.
Monitoramento e controle de riscos.
2.2.1. Planejamento do gerenciamento de riscos
Descreve, no documento Plano de Gerenciamento de Riscos, as
abordagens a serem adotadas nas atividades desse gerenciamento.

20
Esse plano deve ser inserido no Plano de Gerenciamento do Projeto
estabelecido na etapa inicial do ciclo de vida do projeto.
2.2.2. Identificação de riscos
Visa realizar o levantamento e o detalhamento dos riscos e de
suas características.
Como novos riscos podem surgir durante o ciclo de vida do projeto,
esse processo é executado constantemente. A freqüência e os
responsáveis por essa atividade podem variar conforme a característica
do projeto e devem ser detalhados no Plano de Gerenciamento de
Riscos. A equipe precisa apresentar um alto nível de comprometimento e
responsabilidade em relação aos riscos e as ações de resposta
associadas a eles.
2.2.3. Analise qualitativa de riscos
Por meio de métodos e ferramentas, visa analisar as prioridades
entre os riscos identificados. Para a determinação das prioridades é
considerada a relação entre a probabilidade de concretização do risco e
seu impacto nas diferentes áreas do projeto (custo, tempo, escopo e
qualidade). Essa analise deve ser reavaliada constantemente para
acompanhar as atualizações do Plano de Gerenciamento de Riscos.
2.2.4. Analise quantitativa de riscos
Com base nos riscos priorizados pela análise qualitativa, é
realizada a análise quantitativa por meio da avaliação e classificação
numérica dos efeitos deles decorrentes. As técnicas utilizadas nesse
processo fornecem informações importantes para tomada de decisões
diante de incertezas ou acontecimentos de risco, entre elas, a
identificação de riscos com alto índice de prioridade e quantificação de
sua contribuição para o risco total do projeto; a definição de metas de

21
custo, tempo ou escopo, para o caso de os riscos se concretizarem; e
determinação das melhores decisões de gerenciamento diante de
incerteza ou riscos.
2.2.5. Planejamento de respostas a riscos.
Após a análise qualitativa e a quantitativa, é feito o planejamento
das respostas a riscos. Esse processo desenvolve alternativas e
especifica ações para aumentar as oportunidades e reduzir os riscos aos
objetivos desse projeto.
As atividades desse planejamento incluem: identificação e
designação dos responsáveis pelas respostas a cada risco, recursos
para a efetivação das respostas e ações relativas ao orçamento,
cronograma e Plano de Gerenciamento do Projeto.
2.2.6. Monitoramento e controle de riscos
Os riscos mapeados, qualificados e quantificados no Plano de
Gerenciamento de Riscos e suas respectivas respostas são gerenciais
por todo o ciclo de vida do projeto. Durante a execução do projeto,
podem surgir novos riscos ou ocorrer mudanças nos já identificados; por
isso, o monitoramento contínuo e o controle sobre eles são necessários.
Esse processo envolve a tonada de decisão entre estratégias
alternativas planejadas, execução de planos de contingência, aplicação
de ações corretivas e atualização constante no Plano de Gerenciamento
de Riscos.
Os objetivos desse processo são:
Verificação das premissas do projeto e confirmação da validade
delas.
Análise e planejamento dos riscos recém-surgidos.
Acompanhamento dos riscos identificados e monitoramento dos
que se concretizam.
Reavaliação da probabilidade e impacto dos riscos identificados.

22
Monitoramento das situações para acionamento de planos e
contingência.
Monitoramento de riscos residuais.
Revisão do planejamento de respostas a riscos.
Garantia do cumprimento dos procedimentos e políticas de
gerenciamento de riscos.
Revisão das reservas para contingências de custos.
Revisão do cronograma de acordo com alterações nos riscos do
projeto.
O monitoramento e controle de riscos requerem um relatório
periódico dos responsáveis pelas respostas sobre a eficácia do plano e o
registro das lições aprendidas e dos modelos de gerenciamento de riscos
utilizados, que servirão de base inclusive para projetos futuros.
2.3. FMEA
A Análise do Modo e Efeitos de Falha do inglês Failure Mode
and Effects Analysis (FMEA) é uma técnica usada para definir,
identificar, e eliminar falhas conhecidas ou em potencial antes que
alcancem o cliente. (STAMATIS, 2003).
2.3.1. Tipos de FMEA
Segundo Stamatis (2003) são aceitos quatro tipos de FMEA:
FMEA de Sistema – Utilizado na análise de sistemas e sub-
sistemas no estágio inicial do projeto. Esse tipo de FMEA
foca nos potenciais modos de falhas causados por
deficiências do sistema, incluindo as interações entre o
sistema e seus elementos.

23
FMEA de Produto – Usado para analisar os produtos antes
de sua liberação para a produção
FMEA de Processo – Usado para analisar processos de
fabricação e montagem .
FMEA de Serviço – Utilizado para analisar serviços antes
que esses cheguem ao consumidor.
2.3.2. Funcionamento Básico
O princípio da metodologia é o mesmo independente do tipo de
FMEA e a aplicação, ou seja, se é FMEA de produto, processo ou
procedimento e se é aplicado para produtos/processos novos ou já em
operação. A análise consiste basicamente na formação de um grupo de
pessoas que identificam para o produto/processo em questão suas
funções, os tipos de falhas que podem ocorrer, os efeitos e as possíveis
causas desta falha. Em seguida são avaliados os riscos de cada causa
de falha por meio de índices e, com base nesta avaliação, são tomadas
as ações necessárias para diminuir estes riscos, aumentando a
confiabilidade do produto/processo.
Para aplicar-se a análise FMEA em um determinado
produto/processo, portanto, forma-se um grupo de trabalho que irá definir
a função ou característica daquele produto/processo, irá relacionar todos
os tipos de falhas que possam ocorrer, descrever, para cada tipo de falha
suas possíveis causas e efeitos, relacionar as medidas de detecção e
prevenção de falhas que estão sendo, ou já foram tomadas, e, para cada
causa de falha, atribuir índices para avaliar os riscos e, por meio destes
riscos, discutir medidas de melhoria.

24
2.3.3. Avaliação dos Riscos
Nesta fase são definidos pelo grupo os índices de severidade (S),
ocorrência (O) e detecção (D) para cada causa de falha, de acordo com
critérios previamente definidos.
Abaixo pode ser visto exemplos das tabelas relatadas, porém para
esse estudo diferentes tabelas foram desenvolvidas para condizerem
com a realidade da empresa:
2.3.3.1. Severidade
Tabela 1: Tabela de Severidade Fonte: Manual do FMEA da AIAG, 4ª Edição
25
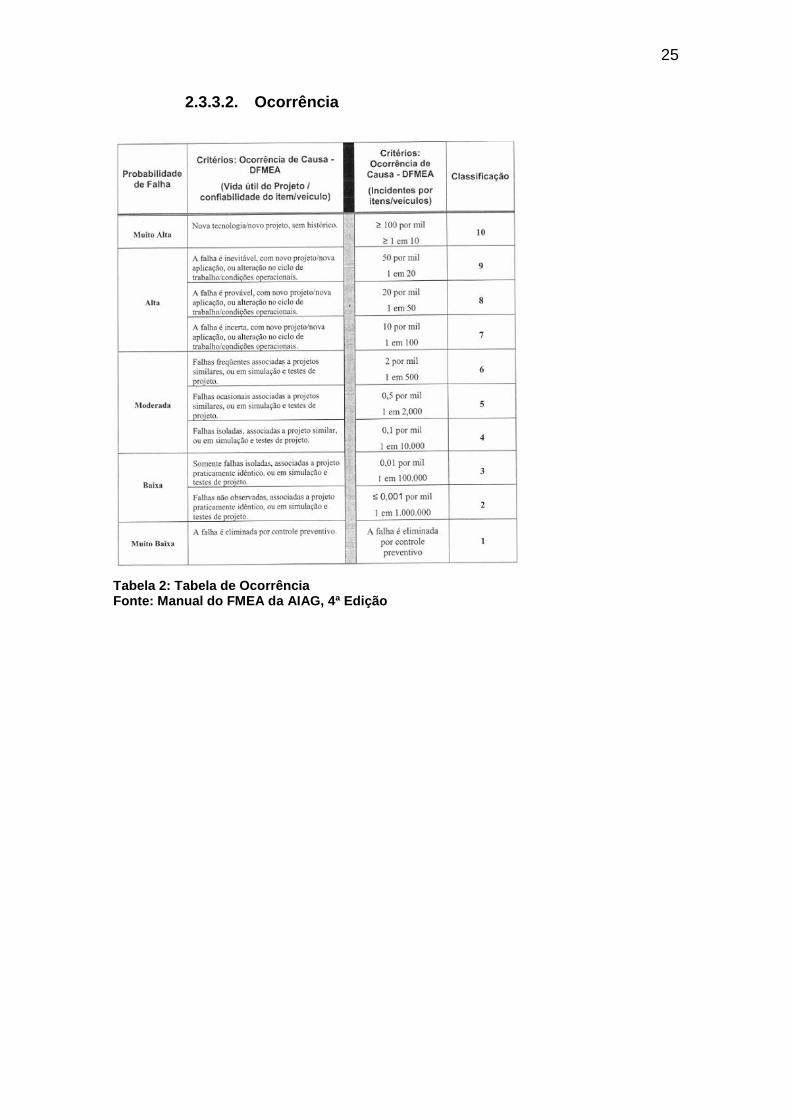
2.3.3.2. Ocorrência
Tabela 2: Tabela de Ocorrência Fonte: Manual do FMEA da AIAG, 4ª Edição

26
2.3.3.3. Detecção
Tabela 3: Tabela de Detecção Fonte: Manual do FMEA da AIAG, 4ª Edição
O produto da Severidade pela Ocorrência pela Detecção irá
resultar no índice Risk Priority Number, RPN, que é uma avaliação
numérica do risco atribuído a um processo, ou as etapas de um processo

27
3. QUALIDADE
3.1. DEFINIÇÕES
Para realizar toda uma análise histórica da Qualidade, devemos
partir de sua origem, e seguir por sua evolução com o passar do tempo e
suas aplicabilidades.
Podemos tomar como definição de Qualidade, o seguinte:
“Totalidade de características de uma entidade que lhe confere
a capacidade de satisfazer às necessidades explícitas e implícitas... em
algumas referências a qualidade é definida como 'adequação ao uso'
ou 'adequação ao propósito' ou 'satisfação do cliente' ou 'conformidade
aos requisitos'”, (ABNT, 1994, p. 3-4)
3.2. HISTÓRICO DA QUALIDADE
Foi com o início da revolução industrial que realmente começamos
a ter indícios da qualidade aplicada. Houve a necessidade da divisão das
tarefas dentro da indústria, fazendo com que cada área fizesse
especificamente a mesma ação, gerando aumento de produção, porém
prejudicando ao cliente que buscava algo mais personalizado. No século
XX, a indústria já desenvolvida até certo ponto, passou a possibilitar que
pessoas de níveis sociais inferiores pudessem adquirir produtos que
anteriormente era muito caros, devido ao grande processo de produção
dos mesmos, acarretando em valores exorbitantes, tudo isso graças aos
conceitos criados por Henry Ford que introduziu na produção da Ford
Motor Company a linha de montagem em movimento, que transformou
ações complexas e de grande mão de obra, em ações rápidas e de fácil
repetição, o que, conseqüentemente, fazia com que a produção
aumentasse e seu preço fosse menor. Uma parte de todo esse processo
revolucionário, era chamada de inspeção, em que a peça em questão era
avaliada, e verificada se estava de acordo com os padrões, ou não,
sendo assim descartada em caso de não conformidade (FARIA, 2008).
28
Apesar de já existir de certa forma um controle, da qualidade do
produto, ficava explícito, que o foco principal era a produção em larga
escala, e não a verificação aprofundada do produto, isso se devia, pelo
fato da responsabilidade sobre a produção e a inspeção, ser atribuída a
uma mesma área, assim, a área se preocupava muito mais em produzir e
atingir suas metas, do que validar se o produto estava de acordo, ou não.
Assim, eventualmente, a alta direção das indústrias percebeu que, focar
apenas na grande produtividade não era o correto, e sim encontrar um
equilíbrio entre a produtividade e qualidade, pois, apesar do grande
índice de produção, grandes lotes sofriam devoluções ou reclamações
por defeitos que poderiam ser evitados com um controle de qualidade
mais rígido, e após essas constatações, foi criado um cargo de inspetor
chefe, o qual deveria se preocupar exclusivamente com a qualidade do
produto produzido.
Entre 1920 e 1940 a tecnologia industrial teve uma grande margem
de evolução, em que, a Bell System e sua subsidiária Western Electric
estiveram à frente no controle de qualidade. A empresa criou um
departamento de engenharia de inspeção, que era responsável por todos
os problemas gerados pelos defeitos de seus produtos, buscando assim,
solucioná-los, e em seguida, repassar as áreas responsáveis para que
não houvesse reincidência do problema, esse grupo contava com os
matemáticos especializados W. E. Deming e Shewhart. Em 1924 o
matemático Walter Shewhart introduziu o Controle Da Qualidade
Estatístico, o qual proporcionou um método para controlar
economicamente a qualidade em meios de produção em massa.
Shewhart interessou-se em muitos aspectos do controle da qualidade.
Ainda que seu interesse primordial fosse os métodos estatísticos,
também estava muito consciente os princípios da ciência da
administração e do comportamento, sendo ele a primeira pessoa em falar
dos aspectos filosóficos da qualidade (FARIA, 2008).
29
A Segunda Guerra Mundial apressou as indústrias em melhorar
significativamente seus processos de qualidade. Foi nessa época em que
as indústrias passaram a investir mais em programas de certificação de
vendedores, foi também nessa época, que os já profissionais
responsáveis pela qualidade passaram a desenvolver técnicas de análise
para solucionar os problemas em seus produtos, e esses mesmos
profissionais, passaram a fazer parte também da fase de
desenvolvimento do produto, buscando assim já definir pontos críticos de
análise da qualidade referente ao produto a ser implementado, (FARIA,
2008).
3.2.1. A Qualidade no Japão
Após a Segunda Guerra mundial, o Japão, derrotado, com uma
dívida de Guerra a pagar, e paralelamente manter seu país, iniciou um
processo de recuperação, com o auxílio do Plano Colombo, implantado
pelos americanos para auxiliar a economia japonesa, por serem um povo
tradicionalmente valorizador da educação, e da disciplina, os japoneses
receberam uma série de engenheiros e especialistas americanos, como
Shewhart e Deming, para ensiná-los os princípios da qualidade na
industrialização moderna. Porém os japoneses mostraram seu
verdadeiro potencial ao não se limitar em apenas imitar as técnica de
controle produtivo e qualidade vinda dos americanos e europeus, e sim
aperfeiçoá-las de tal modo, que suas técnicas passaram a se tornar
referência de qualidade mundial, passaram a não se preocupar em
consertar os erros e defeitos, e sim a evitá-los (DEMING, 1990).
Tudo isso teve início após alguns programas de capacitação dos
administradores japoneses criados pelo JUSE (Union of Japanese
Scientists and Engineers), em que os capacitadores eram todos
americanos, alguns funcionários de empresas como a Bell System.
Esses especialistas viram o enorme potencial dos japonêses em termos
de inovação, tanto que muitos deles ao retornarem aos seus países após

30
todo o processo, afirmavam que não demoraria para que os japoneses
se tornassem ícones em qualidade. Dentre as grandes revoluções
japonesas nos processos de qualidade, podemos citar grandes
processos como o Sistema Toyota de Produção, o Controle de Qualidade
Total e o modelo 5S (DEMING, 1990).
3.2.2. Sistema Toyota de Produção
Também conhecido como Produção Enxuta ou Lean
Manufacturing , surgiu no Japão, após a Segunda Guerra Mundial, na
fábrica da Toyota. A criação desse sistema deve-se a três pessoas:
Toyoda Sakichi (fundador da Toyota e mestre de invenções), seu filho
Toyoda Kiichiro, e o principal executivo e engenheiro da empresa Taiichi
Ohno.
Os sistemas de produção em massa, desenvolvidos no século XX
por Henry Ford e Frederick Taylor, predominaram até a década de 90,
buscando reduzir os preços dos produtos, através de uma produção em
larga escala, especialização e divisão do trabalho. Porém para o
funcionamento adequado desse sistema, se trabalhava com estoques
elevados, sem controle do se comprava e se retirava, e
conseqüentemente afetava na qualidade do produto final, o que, a
princípio não gerava grandes preocupações. No sistema Toyota se
trabalha de maneira diferente, nele, buscam-se pequenos lotes de
produtos variados, trabalhando com estoques baixos e meticulosamente
controlados para evitar desperdícios e gastos excessivos, por exemplo:
em vez de produzir um lote de 50 sedans brancos, produz-se 10 lotes
com 5 veículos cada, com cores e modelos variados. Os trabalhadores
são multifuncionais, ou seja, conhecem outras tarefas além de sua
própria e sabem operar mais que uma única máquina (OHNO, 1997).
No Sistema Toyota de Produção a preocupação com a qualidade
do produto é extrema. Foram desenvolvidas diversas técnicas simples,

31
mas extremamente eficientes para proporcionar os resultados esperados
(OHNO, 1997).
Uma das grandes virtudes não só do sistema Toyota, como da
cultura Japonesa, é a preocupação extrema com o que o cliente quer, o
que ele precisa, e o que ele pode adquirir, assim, seu processo de
qualidade não é apenas interno, em controle de peças e outros, como
também externo, buscando o melhor para quem adquire seus produtos.
De acordo com Ohno,1988:
“Os valores sociais mudaram. Agora, não podemos vender
nossos produtos a não ser que nos coloquemos dentro dos corações
de nossos consumidores, cada um dos quais tem conceitos e gostos
diferentes. Hoje, o mundo industrial foi forçado a dominar de verdade o
sistema de produção múltiplo, em pequenas quantidades.”
Com base nos seus conceitos, o Sistema Toyota visa eliminar em
específico 7(sete) disperdícios básicos, são eles:
Superprodução.
Tempo de espera.
Transporte.
Processamento.
Estoque.
Movimentação
Defeitos.
Seguindo esses princípios a Toyota atingiu o posto de a maior
montadora do mundo, superando em número de carros produzidos sua
principal concorrente, porém o fato não foi tão comemorado, pois
segundo o presidente atual da companhia Katsuaki Watanabe, "Nossa
maior luta é para ser a número 1 em termos de qualidade, não em
quantidade". Todo esse pensamento voltado para a qualidade e a
satisfação do cliente é aplicado diretamente aos funcionários da
empresa, em que um recém-contratado passa 5 meses apenas

32
estudando e conhecendo os princípios da empresa, 30 dias dedicados à
cultura Toyota, dois meses numa fábrica, para ver de perto como os
carros são produzidos, e o restante dentro de uma concessionária,
porque é preciso saber o que quer o consumidor. A sensação de que
todos estão remando juntos por um objetivo comum é reforçada pela
política salarial, que busca o maior equilíbrio entre cargos e funcionários.
Toda essa política interna e externa de qualidade faz da Toyota
merecedora do título de uma das maiores montadoras do mundo (OHNO,
1997).
3.2.3. Total Quality Control
Criados originalmente Armand V. Feigenbaum, os conceitos de
Controle Total de Qualidade foram posteriormente adaptados à cultura
japonesa, e utilizados em larga escala em suas indústrias.
O objetivo principal de qualquer empresa é a satisfação completa
das necessidades de seus consumidores, funcionários, acionistas, e toda
e qualquer pessoal envolvida, direta ou indiretamente aos negócios da
empresa. Esse objetivo pode ser alcançado, utilizando os conceitos
básicos de Controle Total da Qualidade, são eles (FEIGENBAUN, 1994):
Orientação pelo cliente: Produzir e fornecer serviços e produtos
que sejam definitivamente requisitados pelo consumidor.
Qualidade em primeiro lugar: Conseguir a sobrevivência através
do lucro continuo pelo domínio da qualidade.
Ações orientadas pôr prioridades: Identificar o problema mais
critico e solucioná-lo pela mais alta prioridade.
Ação orientada pôr fatos e dados: Falar, raciocinar e decidir com
dados e com base em fatos.

33
Controle de processos: Uma empresa não pode ser controlada
pôr resultados, mas durante o processo. O resultado final é tardio para se
tomar ações corretivas.
Controle da dispersão: Observar cuidadosamente a dispersão dos
dados e isolar a causa fundamental da dispersão.
Próximo processo é seu cliente: O cliente é um rei ou uma rainha
com quem não se deve discutir, mas satisfazer os desejos desde que
razoáveis. Não deixe passar produto/serviço defeituoso.
Controle de monte: A satisfação do cliente se baseia
exclusivamente em funções a montante. As contribuições à jusante são
pequenas. [Identificar as necessidades verdadeiras dos clientes, assegurar a
qualidade em cada estagio, prevê falhas, preparar padrão técnico, etc.]
Ação de bloqueio: Não permita o mesmo engano ou erro. Não
tropece na mesma pedra. Tome ação preventiva de bloqueio para que o
mesmo problema não ocorra outra vez pela mesma causa. [utilizando FEMA-
failure mode and effect analysis, FTA- falt tree analysis, etc] .
Respeito pelo empregado como ser humano: Respeitar os
empregados como seres humanos independentes. [padronizar tarefa individual;
educar e treinar, delegar tarefas, usar sua criatividade, fornecer programa de
desenvolvimento pessoal, etc.]
Comprometimento da alta direção: Entender a definição da
missão da empresa e a visão e estratégia da alta direção e executar as
diretrizes e metas aravas de todas as chefias. [Publicar definição da missão da
empresa, visão e estratégia de alta direção, diretrizes de longo e médio prazo,
metais anuais, etc.]
3.2.4. O modelo dos 5S
Com surgimento no Japão, nas décadas de 50 a 60, após a
Segunda Guerra Mundial, numa época onde o país passava por
dificuldades, e certa crise de competitividade. Além do fato de nas

34
empresas japonesas haver muita “sujeira”, sendo assim, era necessária
uma espécie de limpeza em todos os sentidos, especialmente na
maneira de agir dentro do ambiente da empresa (GOMES, 2010).
O modelo possui esse nome, pois se baseia em cinco princípios,
que na língua japonesa, começam com “S”, em que é possível eliminar o
desperdício, em cinco fases. A utilização desse sistema foi responsável
pela reestruturação das indústrias japonesas, hoje, ícones em qualidade,
os cinco princípios do modelo são (BADKE, 2004):
Seiri : Senso de utilização. Refere-se à prática de verificar todas
as ferramentas, materiais, etc. na área de trabalho e manter somente os itens
essenciais para o trabalho que está sendo realizado. Tudo o mais é guardado
ou descartado. Este processo conduz a uma diminuição dos obstáculos à
produtividade do trabalho.
Seiton: Senso de ordenação. Enfoca a necessidade de um
espaço organizado. A organização, neste sentido, refere-se à disposição das
ferramentas e equipamentos em uma ordem que permita o fluxo do trabalho.
Ferramentas e equipamentos deverão ser deixados nos lugares onde serão
posteriormente usados. O processo deve ser feito de forma a eliminar os
movimentos desnecessários.
Seisō: Senso de limpeza. Designa a necessidade de manter o
mais limpo possível o espaço de trabalho. A limpeza, nas empresas japonesas,
é uma atividade diária. Ao fim de cada dia de trabalho, o ambiente é limpo e
tudo é recolocado em seus lugares, tornando fácil saber o que vai aonde, e
saber onde está aquilo o que é essencial. O foco deste procedimento é lembrar
que a limpeza deve ser parte do trabalho diário, e não uma mera atividade
ocasional quando os objetos estão muito desordenados.
Seiketsu: Senso de Normalização. Criar normas e sistemáticas
em que todos devem cumprir. Tudo deve ser devidamente documentado. A
gestão visual é fundamental para fácil entendimento de cada norma.

35
Shitsuke: Senso de autodisciplina. Refere-se à manutenção e
revisão dos padrões. Uma vez que os 4 S’s anteriores tenham sido
estabelecidos, transformam-se numa nova maneira de trabalhar, não
permitindo um regresso às antigas práticas. Entretanto, quando surge uma
nova melhoria, ou uma nova ferramenta de trabalho, ou a decisão de
implantação de novas práticas, pode ser aconselhável a revisão dos quatro
princípios anteriores.
O modelo dos 5S é exibido na figura 1:
Figura 1: O modelo dos 5S
Fonte : GOMES, 2010
3.3. FERRAMENTAS DE QUALIDADE
3.3.1. Brainstorming
Consiste em uma técnica de geração de idéias, desenvolvida por
Osborn, em 1938, que em inglês, quer dizer “Tempestade Cerebral”. É
basicamente um conceito de geração de idéias em grupo, onde toda e
qualquer idéia é considerável, possuindo assim, um grande potencial de
inovação, pois em um brainstorming, paradigmas estabelecidos não são
considerados, não existe má idéia, toda contribuição é válida. O
envolvimento gerado em uma reunião com Brainstorming assegura

36
melhor decisões tomadas pelo grupo, maior comprometimento com a
ação em si.
Qualquer pessoa da empresa pode participar de um Brainstorming,
devido a simplicidade do processo, porém para o sucesso da técnica, é
recomendado que sejam seguidas certas regras, especialmente a
condução do processo, que deve ser realizada por uma única pessoa.
O Brainstorming é utilizado para gerar um grande número de
idéias, em um curto espaço de tempo, podendo ser utilizado em qualquer
etapa de um processo de solução de problemas, sendo fundamental na
identificação das questões a serem tratadas e na geração de possíveis
soluções.
Abaixo seguem alguns princípios de um Brainstorming, segundo o
Manual de Ferramentas da Qualidade do Sebrae (2005):
Enfatizar a quantidade, e não necessariamente a qualidade das
idéias.
Evitar críticas, julgamentos ou avaliações sobre as idéias dadas.
Apresentar as idéias tal como elas surgem em sua cabeça, sem
precisar estruturá-las ou pensar se é uma boa idéia, ou não, sem medo se que
sua idéia seja considerada inadequada, pois idéias a princípio inadequadas,
podem dar início a idéias que podem solucionar o problema em questão.
“Pegar carona” nas idéias dos outros, buscando o
desenvolvimento de um raciocínio, ou criando algo a partir delas.
Escrever as palavras dos participantes exatamente como foi dito
não buscar interpretá-las.
3.3.2. Plano de Ação (4Q1POC)
Auxilia no planejamento das ações a serem desenvolvidas, é uma
ferramenta utilizada para planejar a implementação de uma solução,
essa solução, segundo o Manual de ferramentas da Qualidade do
Sebrae (2005), se dá a partir das respostas das seguintes questões:
O QUE – Qual ação vai ser desenvolvida.

37
QUANDO – Quando a ação será realizada.
POR QUE – Por que foi definida essa solução (resultado
esperado)?
ONDE – Onde a ação será desenvolvida (abrangência)?
COMO – Como a ação vai ser implementada (passos da ação)?
QUEM – Quem será o responsável pela sua implementação?
QUANTO – Quanto será gasto?
Com a utilização desse quadro, é possível visualizar a solução
adequada para o problema, podendo assim acompanhar a execução de
uma ação.
Para utilizar o quadro corretamente é necessário antes, definir qual
ação será implementada, seu responsável geral, e destacá-las, conforme
mostrado na Figura 2:
Figura 2: Quadro de Plano de Ação
Fonte : PALUCCI, 2008
3.3.3. Diagrama de Causa e Efeito
Técnica que mostra um efeito, e todas as possíveis causas que
podem estar contribuindo para sua ocorrência.
Um diagrama de Causa e Efeito tem sua estrutura semelhante a
de uma espinha de peixe, conforme a Figura 3, e foi aplicada pela
primeira vez, em 1953, no Japão, pelo professor da Universidade de
Tóquio, Kaoru Ishikawa, com a intenção de sintetizar as opiniões dos
engenheiros de uma fábrica, quando estes discutem problemas
relacionados a qualidade (ISHIKAWA, 1982).

38
Com base nas informações do Manual de Ferramentas da
Qualidade do Sebrae (2005), a utilidade básica do diagrama é para:
Visualizar, em conjunto, as causas principais e secundárias de um
problema.
Analisar processos em busca de melhorias.
Ampliar a visão dentro do processo, e suas falhas, podendo
detectar com mais facilidade a raiz do problema.
Figura 3 : Diagrama de Causa e Efeito
Fonte : PINHO, 2003
3.3.4. Diagrama de Pareto
Segundo Nunes (2008), “o Diagrama de Pareto é uma ferramenta
utilizada no controle de qualidade e foi inicialmente definido pelo guru da
qualidade Joseph Juran em 1950. Na sua base está o Princípio de
Pareto que refere que um pequeno número de causas (geralmente 20%)
é responsável pela maioria dos problemas (80%)”.
Durante a identificação dessas perdas, pode-se verificar que
existem poucos tipos de defeitos no processo, porém, esses defeitos
podem ser atribuídos a pequenos números de causas. Portanto, ao se
indentificar as causas desses poucos defeitos (defeitos que influenciam
diretamente na qualidade do produto, portanto defeitos VITAIS), pode-se
eliminar quase todas as perdas nos concentrando nessas causas em
específico, deixando um pouco de lado, defeitos considerados triviais,

39
que podem ser sanados posteriormente, para isso foi criada por Vilfredo
Pareto (1848-1923) essa ferramenta muito utilizada nos dias de hoje.
Para essa identificação utilizamos o Diagrama de Pareto, como
mostrado na Figura 4.
Figura 4 : Exemplo de Diagrama de Pareto
Fonte : ROVIRA, 2010
3.3.5. PDCA
Conforme o Manual de Ferramentas da Qualidade do Sebrae
(2005), PDCA é uma ferramenta utilizada para realizar planejamento e
melhoria de processos, e consiste em “detectar um problema, ou uma
possibilidade de melhoria, buscando suas causas, montando assim, um
plano de ação, funcionando basicamente em 4 fases, são elas:”
Plan (Planejamento) – Consiste em identificar o problema, ou a
meta a ser atingida, analisar suas características e traçar uma estratégia para
atingí-la, ou solucionar o problema em questão.
Do (Fazer) – Colocar o plano de ação (estratégia traçada) em
prática (treinamento e implantação das fases).
Check (Checar/Avaliar) – Verificar se os resultados esperados
foram atingidos e por que.

40
Action (Ação Corretiva) – Normatizar o que estiver funcionando,
revisar as atividades e planejamento, para rabalho futuro e caso ainda não
esteja em um nível aceitável, seguir para o Plan.
As 4 fases do ciclo PDCA é exida na Figura 5.
Figura 5 : Ciclo PDCA
Fonte : CAMPOS, 2010
3.3.6. Planilhas de Verificação (Check-Lists)
Segundo o Manual de Ferramentas da Qualidade do Sebrae
(2005), uma planilha de verificação consiste em uma listagem de itens
pré-estabelecidos que serão marcados a partir do momento em que
forem realizados, ou verificados. São utilizadas para se certificar de que
um item de suma importância seja verificado, e marcado se está de
acordo ou não, para a partir daí, serem tomadas medidas corretivas, e
posteriormente, criar medidas preventivas para o mesmo .
Para se utilizar adequadamente um Check-List, segundo o Manual
de Ferramentas da Qualidade do Sebrae (2005),antes devemos
estabelecer os itens a serem verificados, com uma certa ordem, seja ela
por área de verificação, ou como o desenvolvedor do Check-List achar
interessante. É também de suma importância, que a equipe responsável
pelo desenvolvimento do Check-List, conheça a fundo o processo

41
produtivo da empresa, e o que cada área faz, assim, evitamos
acrescentar itens desnecessários.
3.4. A QUALIDADE E A TECNOLOGIA DA INFORMAÇÃO
Até recentemente, a preocupação com a qualidade da informação
era mínima, as empresas tinham foco apenas em produção, deixando de
lado problemas de organização e apresentação de resultados com base
em seus sistemas, assim, em alguns casos, existiam divergências dos
dados apresentados de uma área para outra, justamente por não haver o
controle necessário nos sistema de programação e controle de produção,
muitos dos problemas apresentados a seguir, contribuíam para a falta de
qualidade e confiabilidade na informação (VASCONCELOS, 1998):
Múltiplas origens de informações produzem valores diferentes,
trazendo problemas de consistência, e alertando para os diferentes sistemas
desenvolvidos para propósitos distintos que requer a informação.
Informação é produzida de forma subjetiva levando a inclinações
(tendências),afetando a objetividade da informação.
Erros sistemáticos na produção da informação conduzem a
informações perdidas.
Grande volume de informações armazenadas implica em
dificuldade de acesso da informação, podendo acarretar em representações
concisas, e como conseqüência um grande acumulo de informações
operacionais com necessidade de estratégias de análise dessas informações.
Sistemas heterogêneos distribuídos levando a inconsistência em
definição,formato e valores.
Informação não numérica é difícil para indexar (catalogar), muitas
vezes sendo necessário a adição de valores para facilitar o acesso.

42
Análise automática de conteúdo através de coleção de
informações ainda não são realizada, isso é, não são realizadas análises de
requisitos relevantes da informação.
Fácil acesso a informações podem conflitar com requisitos de
segurança e privacidade, para contornar esse problema deve se desenvolver
políticas consistentes e procedimentos de segurança de informações.
Falta de recursos computacionais suficientes e acesso limitado,
prejudicando o acesso da informação, isso pode ser resolvido utilizando-se de
uma política para a tecnologia de upgrade
A busca constante por qualidade nas empresas é algo comum nos
dias de hoje. Grandes empresas investem milhões em novas soluções e
aplicações para melhoras em seus produtos, e a qualidade é peça
fundamental para que uma empresa seja respeitada no mercado
mundial. Se analisarmos friamente, uma grande empresa com uma
equipe de controle qualidade bem estruturada, é capaz de trabalhar mais
e melhor, pois com qualidade no serviço aplicado, não é necessário
retrabalhar, pois, retrabalho é custo e tempo perdido em dobro, com
qualidade não há reclamações, seu produto será bem conceituado pelo
consumidor, conseqüentemente, será mais consumido, o que gera mais
lucro e mais produtividade, portanto fica fácil perceber, que com
qualidade só temos a ganhar (VASCONCELOS, 1998).
Os conceitos de qualidade são aplicáveis a toda e qualquer área, desde
ao processo produtivo de um agricultor, por exemplo, até uma indústria
automobilística. Com base nessas idéias, a área de Tecnologia da Informação
passou a ser utilizada com o intuito de aplicar essas idéias e juntá-las ao
mundo da informática, mas, como isso seria possível? Após anos controlando a
qualidade de indústrias manualmente, surgiu a idéia de criar sistemas de
controle de qualidade, em que com esses sistemas seria dispensável uso de
papel, caneta, carimbos e qualquer sistema de marcação, além de

43
facilitar o armazenamento em larga escala de informação
(VASCONCELOS, 1998).
4. Sistema de Qualidade F1 (SQF1)
4.1. CONCEITO SQF1
O crescente número de variações de equipamentos, e a grande
variedade de tipos, conduzem a novas exigências por parte da garantia
de qualidade.
Para satisfazer essas exigências, o sistema de qualidade SQF1foi
desenvolvido.
4.1.1. HandHeld
São equipamentos portáteis, que permitem ao usuário se deslocar
até o carro para entrar com os dados de qualidade. Nesse equipamento
é instalado todas as funcionalidades do SQF1, porém em uma versão
que se adequada aos equipamentos portáteis.
4.1.2. Estação
São equipamentos fixos, do tipo Personal Computer (PC) onde os
usuários cadastram todos os tipos de ocorrências que acontecem
durante o processo produtivo.
A comunicação das estações e dos HandHeld com o banco de
dados ocorre via o middleware DAE.
4.2. Pricipais Objetivos do Sistema SQF1.
Registrar as ocorrências no seu local de origem.
Manter uma lista de defeitos em aberto.
Manter uma lista de histórico de defeitos por veículo.
Registrar e avaliar os resultados dos testes.
Realizar sugestões para locais retrabalho.

44
Bloquear veículos específicos.
Fornecer relatórios de defeitos para executivos.
Exibir e corrigir dados inconsistentes.
Apoio ao processo de solução de defeitos, por meio de relatórios.
Registro eletrônico de número de série de componentes.
Provisão de dados de qualidade de produção.
Documentação das horas de re-trabalho por funcionário.
Reconhecimento e a quantidade de erros no processo.
Identificação de usuários responsáveis pelo conserto de defeitos.
Liberação do veículo para ser transportado até a concessionária.
Recebimento de testes realizados por outras interfaces.
Estruturação de hierarquias entre grupos de usuários.
4.3. SISTEMA SQF1
A tela do sistema SQF1 aonde acontecerá o inicio da interação
com o usuário é chamada de tela principal.
Nessa tela, o veículo é identificado, o ultimo status e demais
informações poderão se acessadas.
4.3.1. Estrutura da tela principal.
4.3.1.1. Cabeçalho.
Pressionando os botões no cabeçalho é exibido os detalhes de
cada painel, conforme Figura 6.
Figura 6 : Cabeçalho da tela principal
Fonte: Autoria Própria
Na Figura 7 é exibido o significado de cada painel.

45
Figura 7 : Significado de cada painel.
Fonte: Autoria Própria
4.3.1.2. Resumo.
A principal função da tela resumo é mostrar a situação atual do
carro e se existe algum defeito ou informação faltante. Quando clicado no
painel resumo, é exibida uma série de informações referente ao carro
identificado.
Os dados que estão OK são exibidos em verde, os dados com
problemas são exibidos em vermelho.
4.3.1.3. EFS.
O registro EFS é um código de 4 dígitos pré-definido, o qual é
atribuído após a confirmação de uma descrição de seu significado. O
código EFS pode ser atribuído para indicar partes faltantes, bloqueios ou
atividades de retrabalho.
46
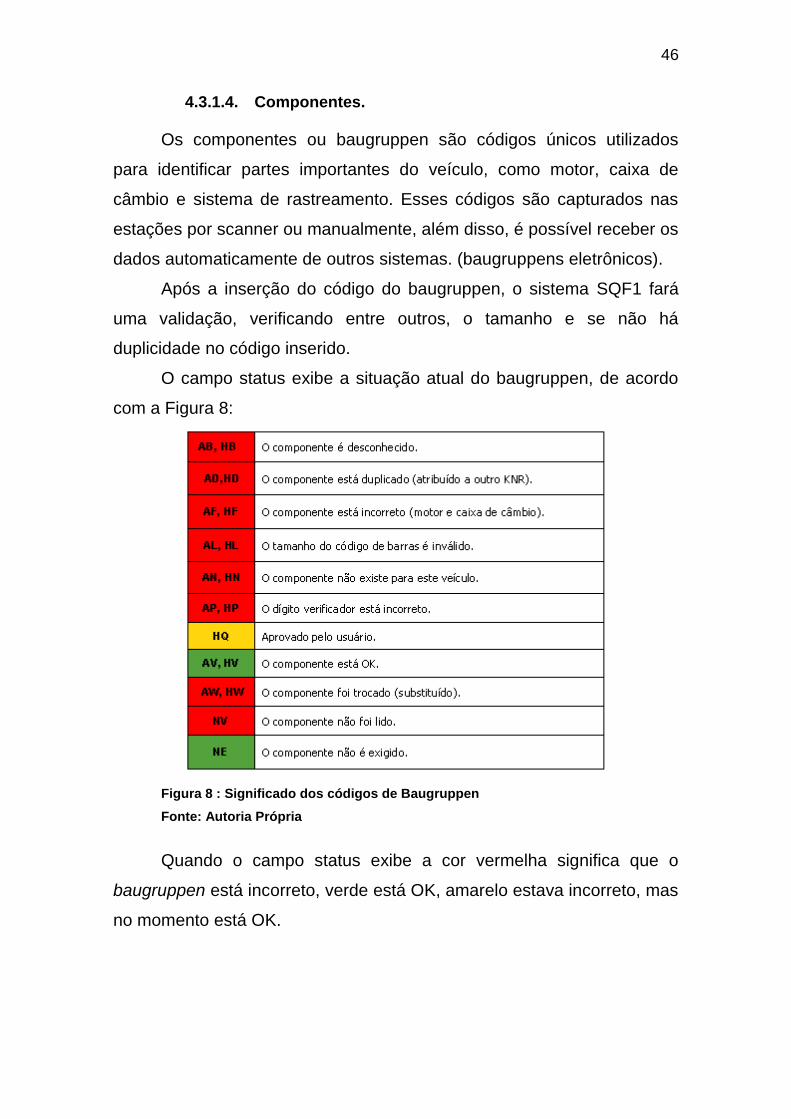
4.3.1.4. Componentes.
Os componentes ou baugruppen são códigos únicos utilizados
para identificar partes importantes do veículo, como motor, caixa de
câmbio e sistema de rastreamento. Esses códigos são capturados nas
estações por scanner ou manualmente, além disso, é possível receber os
dados automaticamente de outros sistemas. (baugruppens eletrônicos).
Após a inserção do código do baugruppen, o sistema SQF1 fará
uma validação, verificando entre outros, o tamanho e se não há
duplicidade no código inserido.
O campo status exibe a situação atual do baugruppen, de acordo
com a Figura 8:
Figura 8 : Significado dos códigos de Baugruppen
Fonte: Autoria Própria
Quando o campo status exibe a cor vermelha significa que o
baugruppen está incorreto, verde está OK, amarelo estava incorreto, mas
no momento está OK.

47
4.3.1.5. Testes.
O painel testes é de fundamental importância ao sistema de
qualidade da fábrica, pois nesse momento os equipamentos de
automação da linha de montagem enviam informações que podem ser
utilizadas para executar eventuais recall.
Quando o carro entra na linha montagem um programa interno no
SQF1 estabelece e define quais e quantos testes serão solicitados, bem
como em quais pontos da linha (estações) aparecerão.
4.3.1.6. Bloqueios.
Bloqueios é uma funcionalidade que permite bloquear o carro em
qualquer ponto da linha de montagem através de um software específico
(locks).
Através do software locks, o usuário pode inserir o motivo do
bloqueio, bem como o grupo de usuários que poderá liberar o carro.
4.3.1.7. Resultados.
O painel resultados exibe resultados enviados por equipamentos
ao longo da linha de montagem, como parafusadeiras e bombas de
combustível.
Se o resultado estiver de acordo com padrões pré-estabelecidos
será exibido em verde, senão em vermelho.

48
5. RESULTADOS
Como parte fundamental para a realização do FMEA, foi
necessária a criação das tabelas de Severidade, Ocorrência e Detecção.
Objetivando padronização interna, as tabelas foram baseadas em
documentos internos aliadas aos princípios do FMEA.
5.1. Severidade.
Severidade
Rank Critério
10 Sistema totalmente inoperante com impacto em outras áreas.
9 Sistema totalmente inoperante.
8 Sistema operando com perda da maior parte da funcionalidade.
7 Sistema operando com perda de parte da funcionalidade.
6 Sistema operando com perda de pequena parte da funcionalidade.
5 Sistema operando com performance muito reduzida.
4 Sistema operando com performance reduzida.
3 Pequenos erros no log.
2 Avisos no log
1 Nenhum efeito
Tabela 4: Severidade SQF1 Fonte: Autoria própria
5.2. Ocorrência.
PROBABILIDADE OCORRÊNCIA
Rank Critério
10 Muito Alta:
9 Falha é praticamente inevitável.
8 Alta:
7 Falhas repetidas.
6 Moderado:
5 Falhas ocasionais.
4
3 Baixo:
2 Relativamente poucas falhas.
1 Remoto: Falha é improvável.
Tabela 5: Ocorrência SQF1 Fonte: Autoria própria

49
5.3. Detecção.
DETECÇÃO
Rank Possibilidade de Detecção Critério
1 Muito Grande
Certamente será detectado.
2
3 Grande
Grande probabilidade de ser detectado.
4
5 Moderada
Provavelmente será detectado.
6
7 Pequena
Provavelmente não será detectado.
8
9 Muito Pequena
Certamente não será detectado.
10
Tabela 6: Detecção SQF1 Fonte: Autoria própria
5.4. FMEA - SQF1.
Após diversas reuniões com gerentes de projetos e especialistas
voltados ao sistema SQF1, chegou-se a seguinte tabela:
Tabela 7: FMEA SQF1 Fonte: Autoria própria
A tabela completa pode ser encontrada no APENDICE A e é
composta pelos itens abaixo.

50
5.4.1. Função
Nesse item é listada uma função generalista do sistema de
qualidade, a função pode ter vários modos de falhas.
5.4.2. Modo de Falha
Lista de falhas em potencial. Essas falhas foram listadas de acordo
com as experiências vividas pelos especialistas do sistema SQF1,
5.4.3. Causa Potencial
Nesse item são exibidas as possíveis causas para as falhas. Para
a consolidação desse item além da experiência dos especialistas alguns
manuais internos foram consultados.
5.4.4. Efeito Potencial
Lista de efeitos caso as falhas se tornem realidade. A experiência
dos especialistas e dos gerentes de projetos foi utilizada para a
consolidação desse item.
5.4.5. Metodo de detecção
Técnicas que devem ser utilizadas para se detectar as causas das
falhas.
Além disso, os seguintes itens podem ser visualizados:
SEV: Severidade do Efeito
PROB: Probabilidade da falha ocorrer.
DET: Possibilidade de detecção.
RPN: Avaliação numérica do risco atribuído.
O FMEA desenvolvido foi utilizado no projeto F1, e foi de grande
utilidade visto que ajudou a encontrar a solução para uma falha

51
generalizada no sistema devido a falta de memória alocada para o
sistema SQF1.
52
6. CONCLUSÃO
Com vista nos resultados apresentados conclui-se que a
realização do FMEA para o projeto do sistema de qualidade foi
condizente com os objetivos propostos.
O FMEA mostrou-se uma ferramenta importante para a análise dos
possíveis modos de falha além de identificar a severidade, probabilidade
de ocorrência e identificar possíveis soluções.
A realização desse trabalho proporcionou interação com os
especialistas e gerentes resultando num confiável mapeamento do
processo, além disso, abriu a possibilidade de se usar a mesma estrutura
do FMEA para outros projetos semelhantes.

53
7. REFERENCIAS
CAMPOS, V. F. , O Aprendizado da Gestão. Disponível em: <http://www.indg.com.br/institucional/falconi/request_artigos.asp?id=14> Acesso em 12 jan. 2013 DEMING, W.E. Qualidade: a revolução da administração, Rio de Janeiro: Edito Clave Comunicações e Recursos Humanos, 1990. FARIA, Caroline , História da Qualidade. Disponível em: <http://www.infoescola.com/administracao_/historia-da-qualidade/ > Acesso em 12 jan. 2013 GOMES, Renato Dabul, Conceitos do Programa 5S. Disponível em: <http://rtcconsultoria.com.br/2010/03/09/conceitos-do-programa-5s/> Acesso em 13 jan. 2013 MOURA, Cândido, Análise de Modo e Efeitos de Falha Potencial (FMEA). <http://www.estgv.ipv.pt/paginaspessoais/amario/Unidades%20Curriculares/Inova%C3%A7%C3%A3o/Textos%20apoio/FMEA.pdf> Acesso em 20 fev 2013 STAMATIS, D.H Failure mode and effect analysis: FMEA from theory to execution: ASQC Quality Press. 2003 FEIGENBAUN, A.V. Controle da qualidade total, São Paulo: Makron Books, 1994. CAMPOS, V.F., Gerenciamento pelas diretrizes, Fundação Christiano Ottoni, Belo Horizonte , 1995. ISHIKAWA, K. Guide to Quality Control, Tokyo: Kraus Asian Productivity Organization, 1982. LOBOS, Júlio. Qualidade através das pessoas.São Paulo,
J.Lobos,1991.p.14.
BADKE, T. 5S aplicados à gestão de documentos , 2004
CANDIDO, Roberto et al.Gerenciamento de Projetos, Curitiba, Ayamara, 2012 – (Série UTFinova) Manual do FMEA da AIAG, 4ª Edição
VASCONCELOS, José Roberto, Gerência da informação, São Paulo, 1998. SEBRAE, Manual de Ferramentas da Qualidade , Agosto – 2005.

54
OHNO, Taiichi. O sistema Toyota de produção, Porto Alegre: Bookman, 1997.

55
APÊNDICE A – FMEA SQF1







