
274
AdvancesinProductionEngineering&Management ISSN1854‐6250
Volume12|Number3|September2017|pp274–284 Journalhome:apem‐journal.org
https://doi.org/10.14743/apem2017.3.258 Originalscientificpaper
An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Kongchuenjai, J.a,*, Prombanpong, S.a
aKing Mongkut’s University of Technology Thonburi (KMUTT), Department of Production Engineering, Bangkok, Thailand
A B S T R A C T A R T I C L E I N F O
Themanufacturing system formixed parts is prevalent inmany industriesdue to the continuous demand of product variety. Thus, the mathematicalmodeltodesignaprocessplanisdevelopedbyusingtheinteger linearpro‐gramming.Themainaimistominimizethetotalproductiontime.Themaintime factors included in the model composed of the machining time, tooltraveling time, tool changing time and tombstone face changing time. Thesignificant design constraints are the precedence operations, fixture design,andavailablecuttingtoolconstraints.Furthermore,avariationofpartstylesisalsoaccountedforinthisstudyasthedifferenttypesofapartcanbecon‐currentlymountedandprocessedwhichmakes thisproblemunique.There‐fore, thisproblemismuchmorecomplexthanthenormalsinglemodelpro‐cess planning. Themodel developed using integer programmingwill deter‐mineasequenceofrequiredmachiningoperations.Italsodecidesthefaceofthemachiningparttobefastenedonthetombstoneface.Inaddition,asuita‐blecuttingtoolwillbeselectedbasedonminimumtotalproductiontime.Theresultofthispaper,aidsinsolvingprocessplanningdifficultyinthededicatedflexiblemanufacturingsystemintheeraofIndustry4.0.
©2017PEI,UniversityofMaribor.Allrightsreserved.
Keywords:FlexiblemanufacturingsystemProcessplanning(CAPP)Mixed‐modelIntegerprogramming
*Correspondingauthor:[email protected](Kongchuenjai,J.)
Articlehistory:Received11April2017Revised10July2017Accepted16July2017
1. Introduction
Aprocessplanningtaskisapartofproductdesignandmanufacturingsystemthatconsidersthemanufacturingresourcesandengineeringtechniquesfordecisionmaking.Theefficientprocessplancanbeachievedbywell‐designed logicaloperationsteps, technologicalmachinecapabili‐ties, cutting toolselection,andmachiningconditions.Moreover, theprocessplannerhas tobeconcerned about the jigs and fixtures, route sheet generation, setup requirements and otherimportantprocessesduringthedesignprocess[1].Thus,theprocessplanrevealsthesequenceofmachiningoperationstogetherwithaselectionofcuttingtoolsaswellascuttingconditions.Aprocessplannermustmakeacrucialdecisionwhethertocontinueusingthesamecuttingtoolortochangetoanewcuttingtoolforthenextsetofremainingoperations.Thisdecisiondictatesaresultedmachiningsequenceandchallenges researchers to innovateefficientalgorithms forageneration of the process plan which is considered a classic problem for automated processplanning.Itisobviousthattheprocessplanningtaskiscrucialandaffectsbothoftheeconomicandefficiencyofthemanufacturingsystem.
Indecades,theCNCmachinetechnologyhasbeendevelopedbyequipmenttomakeitmorehighlyautomated,flexible,andrunatafasterspeed.TheATC(AutomatedToolChange)andAPC

An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Advances in Production Engineering & Management 12(3) 2017 275
(AutomatedPalletChange),asanexample,augmentthecapabilityoftheCNCmachineandbe‐come thestandardequipmentequipped in theavailableCNCmachine in themarket.TheATCenablesthequicktoolchangefromthetoolmagazineatnotimeloss.Inaddition,amodularfix‐turefortheCNCmachineisdevelopedtoallowaquickchangeoffixturedesigntocopewiththeFMS(FlexibleManufacturingSystem)demand.TheautomatedprocessplanplaysacrucialroleinFMSsinceitenablesthesystemtoworkeffectivelyandmeetitsdesignobjective.TheFMSisdeemedanintelligentmanufacturingsystem(IMS)whichcorporatescomputernetworks,auto‐mation,andintelligentsoftware.
It canbeenhancedbywireless communication, sensornetworks, Internetof thing (IoT) tobecomeahigh‐resolutionmanufacturingsystem(HMS)[2,3].Therefore,theFMSisconsideredan indispensable physical platform for the fourth industrial revolution so‐called Industry 4.0.TheFMSenablesmixed‐modelpartstobeconcurrentlyperformedinthesameenvironment.Itrequires an automatedpart identification and a quick changeof bothphysical setup andpartprogramming.Toenablethequickphysicalsetupchange,atower‐typepalletortombstonetype,togetherwithAPC,areinventedtofastenmulti‐partfacesandtochangeapalletintheCNCma‐chine.Thetower‐typetombstoneallowsupto fourdifferentpart facestobemachinedinonlyonesetup.Thepartfastenedateachtombstonefaceisnotnecessarilyfromthesamework‐part.Itcanbe froma totallydifferentpartwhichshares thesamesetofavailable tools.Logically,aprocessplannermustmakeanadditionalefforttodecidewhichpartfacehastobefastenedateachtombstonefacewhichcertainlyrelatesandaffectsatoolselection.Meaningthataplannercancontinueusingthesametoolformoreoperationsatdifferentlocationsbyrotatingthetomb‐stone.TheAPCallowsaquickpalletchangeinordertoeliminatesetuptimeduetopartchange.Inotherwords,themachiningoperationscanbeperformedatonetombstonewhereasunload‐ing/loadingofthenewpartscanbeconcurrentlyoperatedattheothertombstone.Asaresult,theprocessplanner'staskisenlargedbytheadventofthenewmentionedtechnology.Thiswillincreasethecomplexityofaprocessplanningtasksincemoremachiningoperationsandmorepart‐facesoptionsneededtobeconsidered.Therefore,asoundprocessplanmustintegratethemachiningoperationrequirementandthework‐partsequenceandorientationintheconsidera‐tion,inordertosuittoday'sCNCmachine.Inotherwords,theintelligentprocessplanmustbeable to reveala sequenceofmachiningoperationswith theselected tool andalso identify thetombstone rotation sequencewith the selectedwork‐part face.Obviously, this task cannot beaccomplishedwithouttheintelligentmathematicalprogram.
Thisresearchdealswiththeflexiblejobshopschedulingproblem,whichistheNP‐hardprob‐lem[2]. Thisresearch alsoproposedtheComputer‐AidedProcessPlanning(CAPP)byusingtheintegerlinearprogramming.
2. Literature review
Theresearchinanautomatedprocessplanningareahasbeenlongconductedforafewdecades.Amyriad of algorithms andmethods both in heuristic and optimization are presented in theprevious literature [2].However, one of themost classicmethods used to generate a processplanisanoptimizationthroughalinearprogrammingmethodandcanbeappliedinallmanufac‐turingsystems.Asreferredtoin[3],themixedintegerprogrammingwasamathematicaltech‐nique used for flow shop scheduling and job shop scheduling, including the fuzzy processingtime under precedence constraints andmachine capacity constraints. Themixed integer pro‐grammingalsowasusedintheworkof[4]forintegratedprocessplanningandschedulingmod‐el(IPPS)inajobshopproblem.Thelinearintegerprogrammingmodelwasalsousedtoselectthemachine‐toolandallocatetheoperationsforFMS,inwhicheachpartandtoolcanbedynam‐icallychangedduringtheproduction[5]. Inaddition, themixedinteger linearprogrammingisusedtominimizethemaximumcompletiontimeoffinalproductsinaflexibleassemblyjobshopwith the sequential‐dependent setup time [6]. Themathematical programming in the formoflinearprogrammingisalwaysutilizedintheflexiblejobshopschedulingproblem(FJSP)[7‐9],flowshopscheduling[3,10,11]andintegratedprocessplanningandscheduling(IPPS)systems[4,6,12].Differentconditionswerefoundintheobjectivefunctions,forexample,minimization
Kongchuenjai, Prombanpong
276 Advances in Production Engineering & Management 12(3) 2017
of themake‐span(thecompletion timeof the lastoperationofall jobs), the lateness, the totalprocessingcostandtheweightednumberoftardyjobs.In[8‐9],theintegratedconstraintpro‐gramming(CP)modelwasdevelopedfortheFMS,includingthetoolallocation,machineloading,part routing, and scheduling. The branch‐and‐bound algorithmwas also used by the processplanning and sequencing of CAPP and flexible manufacturing systems was studied [8]. Toolchangingandtoolsequencingproblemswereproposedwherethebranch‐and‐boundwasusedtominimizethetotalflowtime[11,12].Variousalgorithmsareproposedinthepreviouslitera‐ture.Forexample, thegametheorywasproposed in [12] to investigate the interactionamongdecision alternatives, whereas the game theory was developed for multi‐objective integratedprocessplanningandscheduling(IPPS).Theobjectivefunctioniscomposedoftheminimizationofthemaximalcompletiontimeofmachines(makespan),theminimizationofthemaximalma‐chineworkloadandtheminimizationofthetotalworkloadofmachines.Theintegratedprocessplanningwaspresented as amathematicalmodel to consider optimummachining conditions,operations sequences and toolmagazine arrangement by CNCmachine. The objectivewas tominimizetheproductioncosts[13].Asmentionedin[14], theprocess‐planningmodelforma‐chining cylinder heads in a typical engine manufacturing plant was designed in the form ofmathematicalprogrammingmodelsthatincludethepartgrouping,machineloading,toolalloca‐tion, and scheduling. Theminimization of the non‐productive toolmovement and orientationtimewasproposed in this research. Theproblemof production scheduling,which consists ofloadingandsequencing,istackledinthisstudy[15].Themajorfindingsofthisstudyaregener‐atinganoptimumsequencingordertocompleteallthejobswhichhavebeenassignedalreadyoneachmachine.The solution formaximizingmachineand laborutilizationand reducing theidletimeoneachmachineispresented.ThetwoNP‐hardoptimizationproblemsarecomposedoftheflexiblejob‐shopschedulingproblems(FJSPs)andtheFJSPswithprocessplanflexibility(FJSP‐PPFs)[16].TheFJSPsistheroutingandsequencingsub‐problems,whereastheFJSP‐PPFs,withprocessplanflexibility,istheprocessplanselectionsub‐problem.Therearetwostepsforprobesolving,whichare1)amixed‐integer linearprogrammingmodel(MILP‐1) isdevelopedfor FJSPs and 2) amodification ofmixed‐integer linear programmingmodel is developed forFJSP‐PPFs.
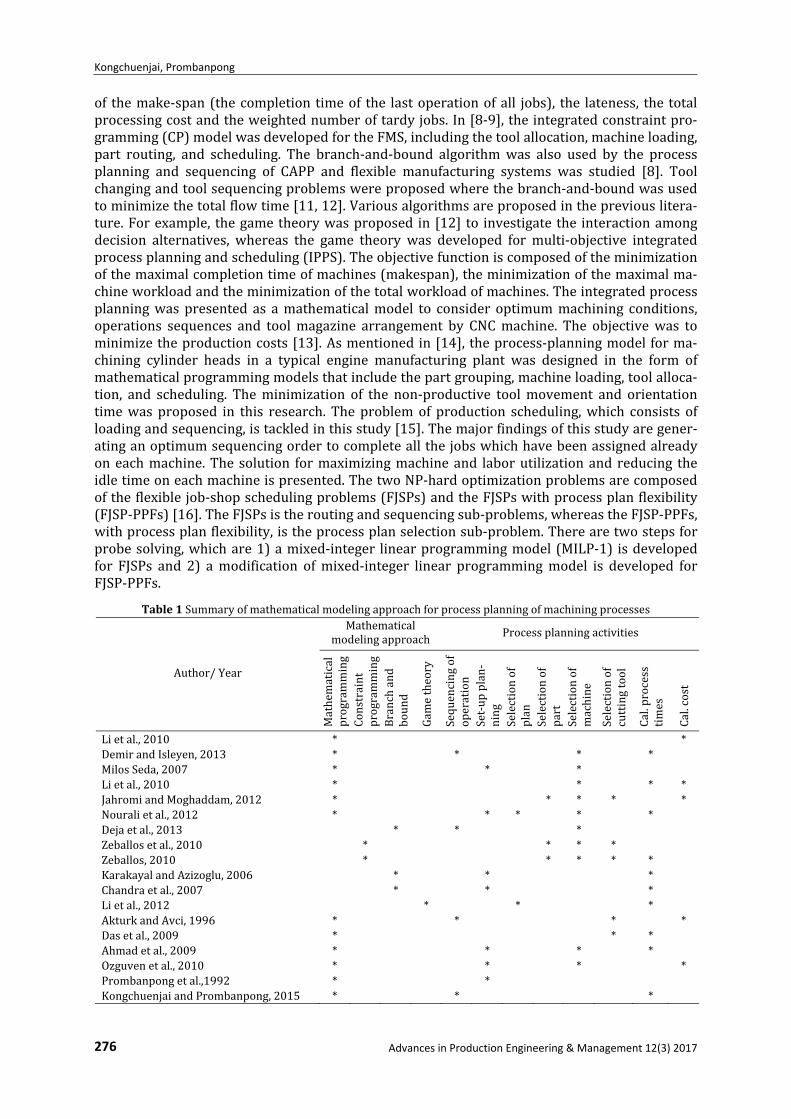
Table1Summaryofmathematicalmodelingapproachforprocessplanningofmachiningprocesses
Author/Year
Mathematicalmodelingapproach
Processplanningactivities
Mathematical
programming
Constraint
programming
Branchand
bound
Gam
etheory
Sequencingof
operation
Set‐upplan‐
ning
Selectionof
plan
Selectionof
part
Selectionof
machine
Selectionof
cuttingtool
Cal.process
times
Cal.cost
Lietal.,2010 * *DemirandIsleyen,2013 * * * * MilosSeda,2007 * * * Lietal.,2010 * * * *JahromiandMoghaddam,2012 * * * * *Nouralietal.,2012 * * * * * Dejaetal.,2013 * * * Zeballosetal.,2010 * * * * Zeballos,2010 * * * * * KarakayalandAzizoglu,2006 * * * Chandraetal.,2007 * * * Lietal.,2012 * * * AkturkandAvci,1996 * * * *Dasetal.,2009 * * * Ahmadetal.,2009 * * * * Ozguvenetal.,2010 * * * *Prombanpongetal.,1992 * * KongchuenjaiandPrombanpong,2015 * * *

An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Advances in Production Engineering & Management 12(3) 2017 277
Computerized fixturedesignsystemandprocessplansgeneratedbycomputer,aided thepro‐cess planning. Amathematical model was developed to integrate process planning in fixturedesign considerations [17]. The objective of this research was to review the CAPP researchworksincludingthecriticalanalysisofjournalsthatpublishCAPPresearchworksandalsothedirection of future researchwork. The general information, past reviews, anddiscussions aresummarizedinvariousaspects[18].Intheworkof[19],themathematicalprogrammingtode‐terminetheoptimalsequenceofsinglepartmanufacturedonaCNCmachiningcenterequippedwith the single tombstone‐type fixture was developed. The minimization of total productiontimerequiredformachining,tooltravelingandtoolchangingwerethendeterminedunderrele‐vant constraints.Table1 concludes the relevant literature reviewsofprocessplanningofma‐chiningprocesses.
3. Materials and methods
3.1 Pallet configuration
Asmentionedearlierthemixed‐modelpartsintheFMSaretobemachinedbytheCNCmachin‐ingcenterwithanautomatictoolchangeandapalletchangefunction.Withapalletchangefunc‐tion,itallowsuptotwopalletstobeinstalled.Thus,thetwotower‐typepalletsareequippedinthemachinewhichallowsuptoeight‐partfacestobereadyformachiningasshowninFig.1.
Fig.1Tower‐typepallet
3.2 Mathematical model
Letassumetwodifferentpartsareinthesystemandeachfour‐partfacesarerequiredforma‐chining operations. Thus, a process plannermust integrate twoplanning tasks i.e.whichpartface tobe fastenedoneachtombstone faceandwhat is thesequenceofmachiningoperationsandtoolstocompletealltherequiredmachiningoperations.Itisobviousthattheplanningtaskismuchmorecomplicated; consequently, themathematicalmodelusing0‐1 Integerprogram‐mingisproposedandcanbedescribedasfollows:

Kongchuenjai, Prombanpong
278 Advances in Production Engineering & Management 12(3) 2017
Indices:i Indexoftombstonefixturefaces(i=1,2,···,I).j Indexofpartfacesofthework‐piece(j=1,2,···,J). k,k' Indexofmachiningoperationnumber(k,k'=1,2,···,N).l Indexoftoolnumber(l=1,2,···,L).m,m' Indexofconsecutivenumber(m,m'=1,2,···,N).
Parameters:I MaximumnumberoftombstonefixturefacesJ Maximumnumberofpartfaceskj SetofoperationstobeperformedinpartfacejL Numberofallavailablecuttingtoolsinthetoolmagazinelk Setoftoolsthatcanperformforoperationk;lk LN MaximumnumberofoperationsorsequencesMTkl Machiningtimeforoperationkbytooll TC Toolchangetime whichisconstantTTkk' Tooltraveltimefromoperations ktooperationk'TFCii' Tombstonefacechangetimefromthetombstoneface itoi'
Decisionvariables:E Totalproductiontime.Xijklm =1whenoperationk isperformedon the tombstone face i onpart face jwith
toollinsequencem. =0,otherwiseZkk’lm =1whentoollisusedforbothoperationkandk'insequencemandm+1,re‐
spectively. =0,otherwiseWii’m =1whensequencemissetupthetombstonefaceiandsequencem+1issetup
thetombstonefacei'. =0,otherwiseYij =1whenpartfacejoccupiesintombstonefacei. =0,otherwise
Theobjectivefunctionistominimizethetotalproductiontimeofthepartswhichisasumma‐tionofthefourentities,namely,themachiningtimes,thetoolchangetime,thetooltraveltimesandthepalletchangetimeandcanbeformulatedas(1).
Minimize∈
1∈
∈
,
(1)
Thesetofconstrainsinthemathematicalmodelareasfollows:
1.Operation completion constraint. All the requiredmachining operationsmust be completedandmustnotbe repeated.Each requiredmachiningoperationmustbe completedat theonlyonetombstonepalletfaceandtheonlyonecuttingtool.
∈
1 for all
(2)

An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Advances in Production Engineering & Management 12(3) 2017 279
2.Singularsequenceconstraint.Thisconstrainensuresthattheoperationkmustbescheduledinonlyonesequenceslotinthesequenceplan.
∈∈
1 for all (3)
3.Precedenceconstraint.Anoperationk'mustfollowtheprecedenceconstraintrule.Thatisifkmustprecedek'andkissequencedinsequencem,k'mustbeabletoperformonlyatsequencem'wherem'≥m+1.Thisconstrainensuresalogicalprocesssequence.
∈∈ ∈∈
0 (4)
4.Toolchange timeequation.Whenever there is any tool change, itwill increaseaproductiontime in the objective function. Thus, this tool change timemust be taken into account. In themathematicalexpression, isusedasaflagtoindicatethetoolchangeaction.Thatis,ifthesametoollisusedinoperationkandk',then issettobe1;otherwise0.
∈ ∈
2 0
forall , 1, … , 1, ∈
(5)
∈ ∈
2 1
forall , 1, … , 1, ∈
(6)
5.Tombstone faceoccupiedconstraint. This constrain ensures that therewill beonly onepartfacejoccupiedateachtombstonefacei.
1 for all (7)
1 for all (8)
∈
0 for all , (9)
6.Tombstone rotationor change time equation.Whenever there is any tombstone rotation byitselforcompletelyalternatetotheotherone,thelosttimeofthisactionmustbetakenintoac‐count intheproductiontime.Thelogic isthattimerequiredtorotate itself is lessthanthatofchanging to theotherwhereTFCii', tombstone facechange time isvarieddependingupon faceindex relationship. In the mathematical expression, is utilized as a flag to indicate thechangeaction.Iftombstonefaceiisscheduledinsequencemandthetombstonefacei'issched‐uledinsequencem+1,then isassignedto1;otherwise0.

Kongchuenjai, Prombanpong
280 Advances in Production Engineering & Management 12(3) 2017
∈ ∈
2 0
forall , 1,2, … , , , 1, … , 1, ∈
(10)
∈ ∈
2 1
forall , 1,2, … , , , 1, … , 1, ∈
(11)
7.Integralityconstraints.Alldecisionvariablesare0‐1integer.
0,1 for all , , , and (12)
0,1 for all , ′ and (13)
0,1 for all , ′ and (14)
4. Case study: Automotive parts (manifold inlet and console)
4.1 Preparatory steps
Thedevelopedmathematicalmodel isappliedwithactual twoautomotiveparts. It isassumedthatthemanifoldinletandtheconsoleasshowninFig.2andFig.3,respectively,arethemixed‐modelpartsneededtobemachinedbythemachiningcenterinFMS.
Alistofavailablecuttingtools,equippedwiththetoolmagazine,isshowninTable2.Itisas‐sumedthatthereareninecuttingtoolsavailablethatcanbeusedtocompletealltheoperationsintheabove‐mentionedparts.
Themanifoldrequirestenmachiningoperationswhicharearbitrarilyassignedasoperationnumbers1to10.Theconsole,ontheotherhand,alsoneedstenmachiningoperationswhichwillbeassignedasoperationnumbers11to20.Thus, therewillbeatotalof twentyrequiredma‐chiningoperationstocompleteasshowninTable3.Notethatmachiningoperationnumbers1to10belongtothemanifoldandtheremainingoperationsbelongtotheconsole.Foreachoper‐ation,thereisalistoffeasibletoolsaswellasthecalculatedmachiningtimeassociatedwiththetool.Inaddition,therequiredprecedenceoperationisalsoprovided.Asanexample,operationnumber6mustprecedeoperationnumber7.Likewise,operationnumber13mustprecedeop‐erationnumber14andsoon.
Fig.2Manifold Fig.3Console

An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Advances in Production Engineering & Management 12(3) 2017 281
Table2AlistofcuttingtoolsinthetoolmagazineToolnumber Toolspecification
1 Facecutter32mm2 Facecutter80mm3 Spotfacecutter24mm4 Drillbit6.8mm5 Drillbit10mm6 TapcutterM87 Endmill3mm8 Endmill6mm9 Ballmill6mm
Table3Thenecessarymachiningdata
Work‐piece
PartfaceOperationno.anddescription
Toolno.anddescription
Machiningtime(min)
Precedence
Manifold
1
1 Facemilling 1 Facecutter32mm 30 ‐ 2 Facecutter80mm 15 ‐
2 Drilling 5 Drillbit10mm 1 ‐3 Drilling 5 Drillbit10mm 1 ‐
24 Facemilling 3 SpotFacecutter24mm 3 ‐5 Facemilling 3 SpotFacecutter24mm 3 ‐
36 Drilling 4 Drillbit6.8mm 1 ‐7 TappingM8 6 TapM8 2 Operation6
4
8 Boring 7 Endmill3mm 8 ‐ 8 Endmill6mm 5
9 Grooving 7 Endmill3mm 7 ‐10 Grooving 7 Endmill3mm 7 ‐
Console
5
11 Boring 7 Endmill3mm 6 ‐ 8 Endmill6mm 3
12 Boring 7 Endmill3mm 6 ‐ 8 Endmill6mm 3
13 Roughmilling 7 Endmill3mm 360 ‐ 8 Endmill6mm 240
14 Finishmilling 9 Ballmill6mm 480Operation
13
6
15 Drilling 4 Drillbit6.8mm 1 ‐
16 TappingM8 6 TapM8 2Operation
1517 Drilling 5 Drillbit10mm 1 ‐18 Drilling 5 Drillbit10mm 1
7 19 Grooving 7 Endmill3mm 7 ‐8 20 Grooving 7 Endmill3mm 7 ‐
Otheressentialdataare tool travel timebetween theoperationsand tombstone rotation timeandtombstonechangetimeasshowninTable4and5,respectively.Thetooltraveltimeisthetimerequiredtoreachthenextoperation.Itassumedthatthetravelspeedusedtocalculatetooltraveltimeisthemaximumspeedthatthemachinecanprovide.Inthisstudycase,themaximumtravelspeed(rapidtraverse)is1.969in/min.InTable5thetombstonerotationtimeisaround0.6minwhereasthetombstonechangetimeisaround2minsincethisoperationrequirestheothertombstonetoswingintoplace.
AllthenecessarydatainTables2to5willbeusedtoformulatethemathematicalmodelandexecutedusingGurobiOptimizer.Atotalnumberofgeneratedvariables is2.252andthecom‐puterprocessingtimeis31.18min.TheobtainedresultissummarizedinTable6and7.

Kongchuenjai, Prombanpong
282 Advances in Production Engineering & Management 12(3) 2017
Table4Tooltraveltimebetweentheoperations
Tooltraveltime(min)
FromoperationkTooperationnumberk'
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1 ‐ 0.2 0.1 0.1 0.1 0.1 0.1 0.2 0.1 0.1 0.4 0.4 0.2 0.2 0.2 0.1 0.3 0.3 0.4 0.4
2 0.2 ‐ 0.2 0.2 0.3 0.2 0.2 0.1 0.3 0.3 0.3 0.4 0.3 0.3 0.3 0.3 0.1 0.4 0.2 0.4
3 0.1 0.2 ‐ 0.1 0.2 0.1 0.1 0.2 0.2 0.2 0.3 0.4 0.2 0.2 0.2 0.2 0.4 0.4 0.4 0.4
4 0.1 0.2 0.1 ‐ 0.2 0.1 0.1 0.2 0.2 0.2 0.3 0.4 0.2 0.2 0.2 0.2 0.2 0.3 0.3 0.3
5 0.1 0.3 0.2 0.2 ‐ 0.2 0.2 0.3 0.1 0.1 0.3 0.3 0.2 0.2 0.2 0.2 0.3 0.3 0.3 0.3
6 0.1 0.2 0.1 0.1 0.2 ‐ ‐ 0.1 0.1 0.1 0.3 0.3 0.2 0.2 0.1 0.2 0.3 0.3 0.3 0.3
7 0.1 0.2 0.1 0.1 0.2 ‐ ‐ 0.1 0.1 0.1 0.3 0.3 0.2 0.2 0.2 0.1 0.3 0.3 0.3 0.3
8 0.2 0.1 0.2 0.2 0.3 0.1 0.1 ‐ 0.3 0.3 0.2 0.4 0.1 0.1 0.2 0.2 0.1 0.3 0.1 0.4
9 0.1 0.3 0.2 0.2 0.1 0.1 0.1 0.3 ‐ 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.4
10 0.1 0.3 0.2 0.2 0.1 0.1 0.1 0.3 0.2 ‐ 0.4 0.1 0.2 0.2 0.2 0.2 0.3 0.1 0.4 0.2
11 0.4 0.3 0.3 0.3 0.3 0.3 0.3 0.2 0.2 0.4 ‐ 0.4 0.4 0.4 0.2 0.2 0.2 0.3 0.1 0.4
12 0.4 0.4 0.4 0.4 0.3 0.3 0.3 0.4 0.2 0.1 0.4 ‐ 0.4 0.4 0.2 0.2 0.4 0.1 0.4 0.1
13 0.2 0.3 0.2 0.2 0.2 0.2 0.2 0.1 0.2 0.2 0.4 0.4 ‐ ‐ 0.1 0.1 0.2 0.2 0.2 0.3
14 0.2 0.3 0.2 0.2 0.2 0.2 0.2 0.1 0.2 0.2 0.4 0.4 ‐ ‐ 0.1 0.1 0.2 0.2 0.2 0.3
15 0.2 0.3 0.2 0.2 0.2 0.1 0.2 0.2 0.2 0.2 0.2 0.2 0.1 0.1 ‐ ‐ 0.2 0.2 0.2 0.2
16 0.1 0.3 0.2 0.2 0.2 0.2 0.1 0.2 0.2 0.2 0.2 0.2 0.1 0.1 ‐ ‐ 0.2 0.2 0.2 0.2
17 0.3 0.1 0.4 0.2 0.3 0.3 0.3 0.1 0.2 0.3 0.2 0.4 0.2 0.2 0.2 0.2 ‐ 0.4 0.1 0.4
18 0.3 0.4 0.4 0.3 0.3 0.3 0.3 0.3 0.2 0.1 0.3 0.1 0.2 0.2 0.2 0.2 0.4 ‐ 0.4 0.1
19 0.4 0.2 0.4 0.3 0.3 0.3 0.3 0.1 0.2 0.4 0.1 0.4 0.2 0.2 0.2 0.2 0.1 0.4 ‐ 0.4
20 0.4 0.4 0.4 0.3 0.3 0.3 0.3 0.4 0.4 0.2 0.4 0.1 0.3 0.3 0.2 0.2 0.4 0.1 0.4 ‐
Table5Tombstonerotationandchangetime
Tombstonerotationandchangetime(min)
Fromtombstoneface iTotombstonefacei'
1 2 3 4 5 6 7 81 ‐ 0.6 0.6 0.6 2 2 2 22 0.6 ‐ 0.6 0.6 2 2 2 23 0.6 0.6 ‐ 0.6 2 2 2 24 0.6 0.6 0.6 ‐ 2 2 2 25 2 2 2 2 ‐ 0.6 0.6 0.66 2 2 2 2 0.6 ‐ 0.6 0.67 2 2 2 2 0.6 0.6 ‐ 0.68 2 2 2 2 0.6 0.6 0.6 ‐
4.2 Results and discussion
TheobtainedresultsinTables6and7canbedelineatedasthefollowing.InTable6theoptimalsolutionindicateswhichpartfaceofthepartwillbefastenedonwhichfaceofthetombstone.ItcanbeseenfromTable4thatbothManifoldandConsolearefastenedatbothtombstonetowersandeachpartfaceisassignedtoaparticulartombstoneface.Withoutthesolutionobtainedfromthispaper,onewill randomly fasten thepartona tombstone tower. Inaddition, it iscommonthatonetombstonefixture foronetypeofwork‐part,notamixedpart.Therefore, theprocessplannerwillnotbeabletogeneratethemostoptimalprocessplanduetothework‐partsetupconstraint.Thispaperthereforeadvancesafurtherstepintheprocessplanningresearchfield.AccordingtoTable7,theresultedoptimaloperationsequenceis18‐17‐15‐6‐7‐16‐…..‐5.Inotherwords,thefirstoperationsequenceintheplanisoperationnumber18whichisadrillingopera‐tionwithtoolnumber5.Notethattheoperation18islocatedatpartface6whichisfastenedattombstoneface2.Thesecondsequence isoperationnumber17usingthesamecuttingtoolasthefirstsequence.Next, thecuttingtoolwillbechangedtotoolnumber4 inordertoperformanotherdrillingoperationnumber15.

An integer programming approach for process planning for mixed‐model parts manufacturing on a CNC machining center
Advances in Production Engineering & Management 12(3) 2017 283
Table6SummaryofpartandfixturesetupresultTombstoneface Part Partface Operation
i j k1 Manifold 4 10,9,82 Console 6 18,17,15,163 Console 8 204 Manifold 3 6,75 Console 5 12,11,13,146 Manifold 1 3,2,17 Console 7 198 Manifold 2 4,5
Table7Summaryoftheresultobtainedfromtheoptimizationmodel
Sequence Operationno. Toolno.Machiningtime
(min)Toolchangetime(min)
Tooltraveltime(min)
Tombstonefacechangetime(min)
m k l MTkl TC TTkk' TFCii'1 18 5 1 ‐ 0.4 ‐2 17 5 1 0.5 ‐ ‐3 15 4 1 ‐ 0.1 0.64 6 4 1 0.5 ‐ ‐5 7 6 2 ‐ 0.1 0.66 16 6 2 0.5 ‐ 0.67 20 7 7 ‐ 0.2 0.68 10 7 7 ‐ 0.2 ‐9 9 7 7 0.5 ‐ ‐10 8 8 5 ‐ 0.4 211 12 8 3 ‐ 0.4 ‐12 11 8 3 ‐ 0.4 ‐13 13 8 240 0.5 ‐ ‐14 14 9 480 0.5 ‐ 0.615 19 7 7 0.5 ‐ 0.616 3 5 1 ‐ 0.2 ‐17 2 5 1 0.5 ‐ ‐18 1 2 15 0.5 ‐ 0.619 4 3 3 ‐ 0.2 ‐20 5 3 3 ‐ ‐ ‐ 790 4.5 2.6 6.2
Totalproductiontime(min) 803.3Afterthat,thetombstonepalletrotatesfromface2toface4inordertoperformthedrillingop‐erationnumber6.Next, thecutting toolwillbechanged to toolnumber6 inorder tooperateoperationnumber7andthenrotatethetombstonetoface2inordertoperformmachiningop‐erationnumber16bythesamecuttingtoolnumber6.
Inbrief,allthetwentyrequiredmachiningoperationsarecompletedusingatotalofninecut‐tingtools.Thereisatotalofninetoolchangeswithsixtimestombstonerotationandonetomb‐stonechange.Thetotalmachiningtime is790min,andtoolchangetime, tool travel time,andtombstonefacechangetimeare4.5min,2.6min,and6.2min,respectively.Therefore,thetotalproductiontimeis803.3min.
5. Conclusion
Thisresearchproposedtheintegerlinearprogrammingapproachtodetermineanoptimalsolu‐tionforamixed‐modelpartmanufacturedonamachiningcenter.Thismodelisapartofauto‐matedprocessplanning,whichhas longbeenresearchedbyusingvariousmathematical tech‐niques.Themathematicalmodelhasbeenverifiedbyanumberofexamplesinrealcasesanditisdeemedpractical.Theuniquenessofthisdevelopedmodelistheabilitytogeneratetheopti‐mal process plan with a simultaneous consideration of tombstone change for mixed‐modelparts.The mathematicalmodel thatwasdeveloped in this researchdealswith the complexityanddecisionmakingofTombstoneproblems.Inaddition,basedontheliteraturereview,noneoftheresearchhasaddressedthistypeofproblem. Thisresearchappliedthereal‐worldcasestudy

Kongchuenjai, Prombanpong
of automotive parts manufacturing. The two types of automotive parts under consideration compose of manifold inlet and console. The results provide the process planning that can simul-taneously produce two different part types. This mixed-model part consumes the minimum total production time. For future research work, the heuristics methods and mathematical relaxation techniques should be applied to solve the problems that have more machining operations, whereas the large-scale problems cannot easily be solved by general linear programming.
Acknowledgement Authors would like to thank Thai – German Institute (TGI) and Yamaha Motor Parts Manufacturing (Thailand) for providing relevant data used in the research.
References [1] Li, X., Zhang, C., Gao, L., Li, W., Shao, X. (2010). An agent-based approach for integrated process planning and
scheduling, Expert Systems with Applications, Vol. 37, No. 2, 1256-1264, doi: 10.1016/j.eswa.2009.06.014. [2] Demir, Y., İşleyen, S.K. (2013). Evaluation of mathematical models for flexible job-shop scheduling problems,
Applied Mathematical Modeling, Vol. 37, No. 3, 977-988, doi: 10.1016/j.apm.2012.03.020. [3] Šeda, M. (2007). Mathematical models of flow shop and job shop scheduling problems, International Journal of
Applied Mathematics and Computer Science, Vol. 4, No. 4, 241-246. [4] Li, X., Gao, L., Shao, X., Zhang, C., Wang, C. (2010). Mathematical modeling and evolutionary algorithm-based
approach for integrated process planning and scheduling, Computers & Operations Research, Vol. 37, No. 4, 656-667, doi: 10.1016/j.cor.2009.06.008.
[5] Jahromi, M.H.M.A., Tavakkoli-Moghaddam, R. (2012). A novel 0-1 linear integer programming model for dynamic machine-tool selection and operation allocation in a flexible manufacturing system, Journal of Manufacturing Systems, Vol. 31, No. 2, 224-231, doi: 10.1016/j.jmsy.2011.07.008.
[6] Nourali, S., Imanipour, N., Shahriari, M.R. (2012). A mathematical model for integrated process planning and scheduling in the flexible assembly job shop environment with sequence dependent setup times, International Journal of Mathematical Analysis, Vol. 6, No. 43, 2117-2132.
[7] Deja, M., Siemiatkowski, M.S. (2013). Feature-based generation of machining process plans for optimized parts manufacture, Journal of Intelligent Manufacturing, Vol. 24, No. 4, 831-846, doi: 10.1007/s10845-012-0633-x.
[8] Zeballos, L.J., Quiroga, O.D., Henning, G.P. (2010). A constraint programming model for the scheduling of flexible manufacturing systems with machine and tool limitations, Engineering Applications of Artificial Intelligence, Vol. 23, No. 2, 229-248, doi: 10.1016/j.engappai.2009.07.002.
[9] Zeballos, L.J. (2010). A constraint programming approach to tool allocation and production scheduling in flexible manufacturing systems, Robotics and Computer-Integrated Manufacturing, Vol. 26, No. 6, 725-743, doi: 10.1016/ j.rcim. 2010.04.005.
[10] Karakayalı, I., Azizoğlu, M. (2006). Minimizing total flow time on a single flexible machine, International Journal of Flexible Manufacturing Systems, Vol. 18, No. 1, 55-73, doi: 10.1007/s10696-006-9000-6.
[11] Chandra, P., Li, S., Stan, M. (1993). Jobs and tool sequencing in an automated manufacturing environment, Inter-national Journal of Production Research, Vol. 31, No. 12, 2911-2925, doi: 10.1080/00207549308956907.
[12] Li, X., Gao, L., Li, W. (2012). Application of game theory based hybrid algorithm for multi-objective integrated process planning and scheduling, Expert Systems with Applications, Vol. 39, No. 1, 288-297, doi: 10.1016/j.eswa. 2011. 07.019.
[13] Akturk, M.S., Avci, S. (1996). An integrated process planning approach for CNC machine tools, The International Journal of Advanced Manufacturing Technology, Vol. 12, No. 3, 221-229, doi: 10.1007/bf01351201.
[14] Das, K., Baki, M.F., Li, X. (2009). Optimization of operation and changeover time for production planning and scheduling in a flexible manufacturing system, Computers & Industrial Engineering, Vol. 56, No. 1, 283-293, doi: 10.1016/j.cie.2008. 06.001.
[15] Ahmad, I., Al-aney, K.I.M. (2009). Loading and sequencing jobs with the fastest machine among others, Advances in Production Engineering & Management, Vol. 4, No. 3, 127-138.
[16] Özgüven, C., Özbakır, L., Yavuz, Y. (2010). Mathematical models for job-shop scheduling problems with routing and process plan flexibility, Applied Mathematical Modelling, Vol. 34, No. 6, 1539-1548, doi: 10.1016/j.apm.2009. 09.002.
[17] Prombanpong, S., Lewis, R.L., Bishop, A.B. (1992). A computer-aided fixture design system with process planning integration for prismatic parts manufactured on CNC machining centers, In: Computers in Engineering, Proceed-ings of the International Computers in Engineering Conference and Exhibition, San Francisco, USA, 369-380.
[18] Xu, X., Wang, L., Newman, S.T. (2011). Computer-aided process planning – A critical review of recent develop-ments and future trends, International Journal of Computer Integrated Manufacturing, Vol. 24, No. 1, 1-31, doi: 10.1080/0951192X.2010.518632.
[19] Kongchuenjai, J., Prombanpong, S. (2015). An optimization of automated process planning for manufacturing prismatic parts on a machining center, Applied Mechanics and Materials, Vol. 789-790, 1270-1274, doi: 10.4028/www.scientific.net/AMM.789-790.1270.
284 Advances in Production Engineering & Management 12(3) 2017







