
N
allet
ctively
onv.)
em
er),
ide)
ide)
1/90)
dhe
m and
visory
apply
er.0906
TC-32BN_英文_5/19-TS 09.5.19 7:44 PM ページ 16

QTTC-32BNEquipped with QT table (with two-face pallet changer)
FTTC-32BNEquipped with fixed table
Machining examples achieving high speed and high quality
Correspondence to production systems and various request
Suggestion of flexible production method
Options for further customer satisfactionOptions
Capabilities
The TC-32BN, our most powerful flagship machine, has been developed by concentrating the essence of Tapping Center technologies. In addition to high productivity and a wide machining area, this machine features the largest magazine capacity among TC models, responding to wider fields of machining, including automotive parts machining. Shattering the #30 stereotype, the #30 spindle machine moves to a new stage.
Latest #30 Spindle Machine that Breaks the Stereotype and Reaches the Ultimate Level in Fast, High-Quality Machining
Expansion of target workpieces 1
Enhanced productivity2
Improved reliability
3
Improved operability4
Machiningcapabilities
Newsuggestions
Four mainfeatures
21
CNC TAPPING CENTER TC-32B N
ドキュメント2 09.6.3 3:26 PM ページ 1

※2 Time taken from start of ATC after the spindle speed reaches 16,000 min-1 until the spindle speed returns to 16,000 min-1 (from the table center for XY)
As the spindle motor used maintains high torque until the spindle reaches the maximum speed, the time taken for the spindle to start and stop is amazingly short, achieving an extremely fast ATC cycle that cannot be expressed by C-C.
0.9S
2.0S
Tool to Tool(T-T)
Chip to Chip(C-C)
Specifications achieving high productivity
Real speed not expressed by C-C
The fastest rapid traverse rate among TC models and high acceleration has greatly reduced non-cutting time, leading to high productivity.
Spindle acceleration/deceleration, spindle orientation, and ATC are completely improved to achieve the ultimate speed.
Faster acceleration Shortest ATC time
※1
※1 Measured in compliance with MAS.
70m/mim
1.2G
0.9G
1.5G
Rapid traverse rate
X-axis time constant
Y-axis time constant
Z-axis time constant
2.1S16,000min-1 Tool change time ※2
TC-32BN16,000
Time(sec)
Other equivalent models
Spindlespeed(min-1)
In addition to the conventional 26-tool magazine, a 40-tool magazine that features the largest tool storage capacity among TC models is also available. This enables even one machine to support machining requiring multiple tools, such as multi-face machining, leading to process integration. In addition, tool replacement is not required even for machining of a variety products and frequent setup changes can be avoided. A 40-tool magazine is available to enable a broad array of applications, responding to production site demands.
Uses a large QT table suitable for large workpiece machining or multiple parts machining.
Equipped with a table with a maximum loading capacity of 600 kg where large jigs can be mounted. A low-floor table is also available.
Tool storage capacity
QT
FT
Largest tool storage capacity among TC models
Wide machining area
QT Table
FT Table
200kg(one side)(441lbs) 600kg(1,323lbs)
X-axis 550mm(21.7inch) Y-axis 400mm(15.7inch)
X-axis 600× Y-axis 525mm
X-axis 800× Y-axis 400mm
350mm(13.8inch) 350mm(standard)(13.8inch) 570mm(low)(22.4inch)
QT
FT
QT FT
QTQT
FT FT
X,Y-axis Stroke
Table size
Max.jig height
Maximum loading capacity
Commonness
40pcs/26pcs
(23.6inch) (20.7inch)
(31.5inch) (15.7inch)
43
CNC TAPPING CENTER TC-32B N
1 Expansion of target workpieces 2 Enhanced productivity
TC-32BN_英文_5/19-TS 09.5.19 7:45 PM ページ 3
※2 Time taken from start of ATC after the spindle speed reaches 16,000 min-1 until the spindle speed returns to 16,000 min-1 (from the table center for XY)
As the spindle motor used maintains high torque until the spindle reaches the maximum speed, the time taken for the spindle to start and stop is amazingly short, achieving an extremely fast ATC cycle that cannot be expressed by C-C.
0.9S
2.0S
Tool to Tool(T-T)
Chip to Chip(C-C)
Specifications achieving high productivity
Real speed not expressed by C-C
The fastest rapid traverse rate among TC models and high acceleration has greatly reduced non-cutting time, leading to high productivity.
Spindle acceleration/deceleration, spindle orientation, and ATC are completely improved to achieve the ultimate speed.
Faster acceleration Shortest ATC time
※1
※1 Measured in compliance with MAS.
70m/mim
1.2G
0.9G
1.5G
Rapid traverse rate
X-axis time constant
Y-axis time constant
Z-axis time constant
2.1S16,000min-1 Tool change time ※2
TC-32BN16,000
Time(sec)
Other equivalent models
Spindlespeed(min-1)
res bles ulti-t is ges y of
ple
ere
s)
h)
4
CNC TAPPING CENTER TC-32B N
2 Enhanced productivity
TC-32BN_英文_5/19-TS 09.5.19 7:45 PM ページ 4
12.1-inch color displayUser-friendly screen configuration, including menu screens for graphic drawing and program creation, alarm recovery screens, etc.
USB memory interfaceUSB memory interface is available. Many data can be transferred at high speed.Tape operation is also possible from a UBS memory device.Note: USB memory interface cannot be connected directly to the personal computer.
Built-in PLCThe PLC system is built into the NC and can be used to control jigs and operation programs for peripheral equipment.
Maintenance notice functionMaintenance timing can be set or notified by an alarm.
Additional axes control
A tilt index table can be installed to each pallet.
Optional OptionalHigh accuracy mode A
High accuracy mode A ensures accurate finishing of minute lines. Vibration control prevents the vibration generated during axis movement. (The figure on the above shows an example when machined at F10,000 mm/min (F394 inch/min)).
High accuracy mode A OFF
High accuracy mode A ON
The machine is equipped with the B00 series NC and 12.1 inch color display, as well as various useful functions, including menu programming and USB interface, to improve operability. Functions unique to Tapping Centers of electro-mechanical integrated design are further enhanced, such as G and M codes to reduce machining time by even 0.1 s.
●Input/output points Max. 64/64 points(extended 32/32 points each)●No. of steps 7680(This varies depending on the command, for example,2 steps for LD commandand 3 steps for timer command.)
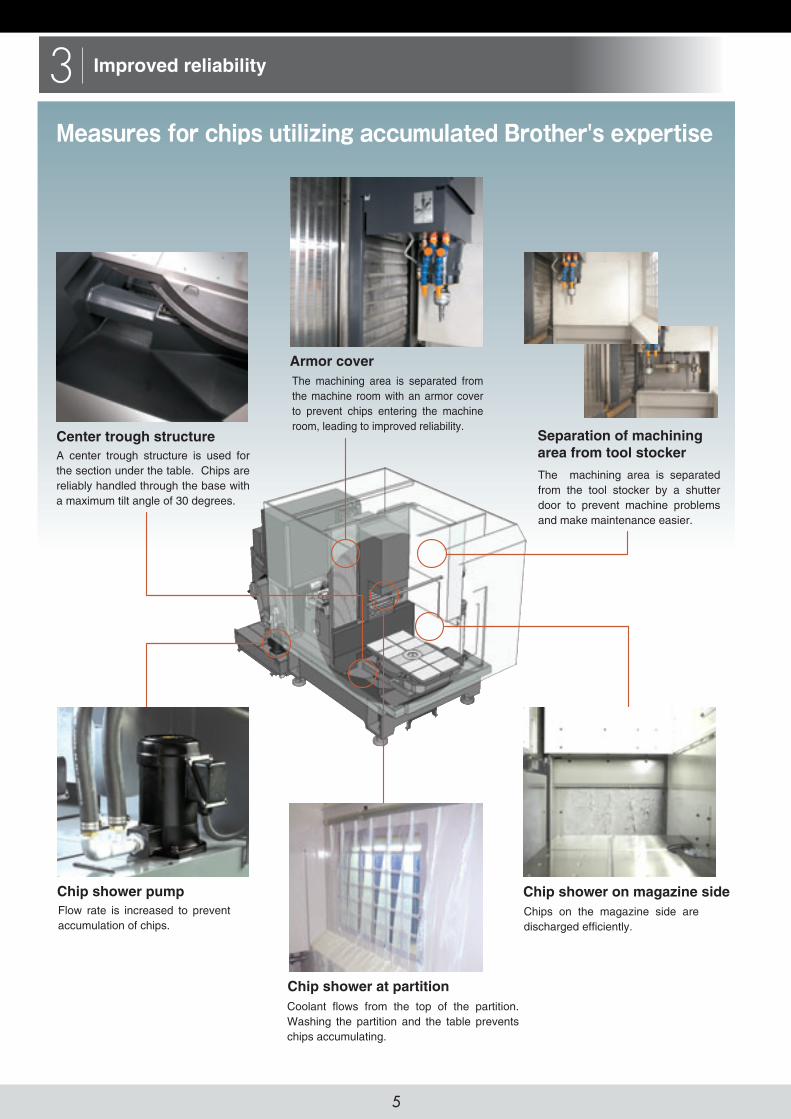
The machining area is separated from the tool stocker by a shutter door to prevent machine problems and make maintenance easier.
Separation of machining area from tool stocker
The machining area is separated from the machine room with an armor cover to prevent chips entering the machine room, leading to improved reliability.
Armor cover
Chip shower at partition Coolant flows from the top of the partition. Washing the partition and the table prevents chips accumulating.
Chip shower on magazine sideChips on the magazine side are discharged efficiently.
Center trough structureA center trough structure is used for the section under the table. Chips are reliably handled through the base with a maximum tilt angle of 30 degrees.
Measures for chips utilizing accumulated Brother's expertise
Chip shower pumpFlow rate is increased to prevent accumulation of chips.
65
CNC TAPPING CENTER TC-32B N
3 Improved reliability 4 Improved operability
TC-32BN_英文_5/19-TS 09.5.19 7:45 PM ページ 5
12.1-inch color displayUser-friendly screen configuration, including menu screens for graphic drawing and program creation, alarm recovery screens, etc.
USB memory interfaceUSB memory interface is available. Many data can be transferred at high speed.Tape operation is also possible from a UBS memory device.Note: USB memory interface cannot be connected directly to the personal computer.
Built-in PLCThe PLC system is built into the NC and can be used to control jigs and operation programs for peripheral equipment.
Maintenance notice functionMaintenance timing can be set or notified by an alarm.
Additional axes control
A tilt index table can be installed to each pallet.
Optional OptionalHigh accuracy mode A
High accuracy mode A ensures accurate finishing of minute lines. Vibration control prevents the vibration generated during axis movement. (The figure on the above shows an example when machined at F10,000 mm/min (F394 inch/min)).
High accuracy mode A OFF
High accuracy mode A ON
The machine is equipped with the B00 series NC and 12.1 inch color display, as well as various useful functions, including menu programming and USB interface, to improve operability. Functions unique to Tapping Centers of electro-mechanical integrated design are further enhanced, such as G and M codes to reduce machining time by even 0.1 s.
●Input/output points Max. 64/64 points(extended 32/32 points each)●No. of steps 7680(This varies depending on the command, for example,2 steps for LD commandand 3 steps for timer command.)
de
6
CNC TAPPING CENTER TC-32B N
4 Improved operability
TC-32BN_英文_5/19-TS 09.5.19 7:45 PM ページ 6
Compensation for heat expansion is performed by estimating the amount of distortion from the motion of each axis. Machining time is not affected as no sensor is used. This system is standard equipped for the Z axis, in addition to X and Y axes.
A high-accuracy encoder is used for the feed axis motor to further improve machining quality.
Functions to achieve high-accuracy machining
■Automatic heat expansion compensation system ■High-accuracy encoder
TC-32BN
OFF
ON
0
Solut ion works
Cylinder Head Cover
CVT Cover
AT transaxle Housing
EPS Housing
Alternator
Throttle Body
Cylinder Block
ABS Block
Automobile Motor cycle
General machine
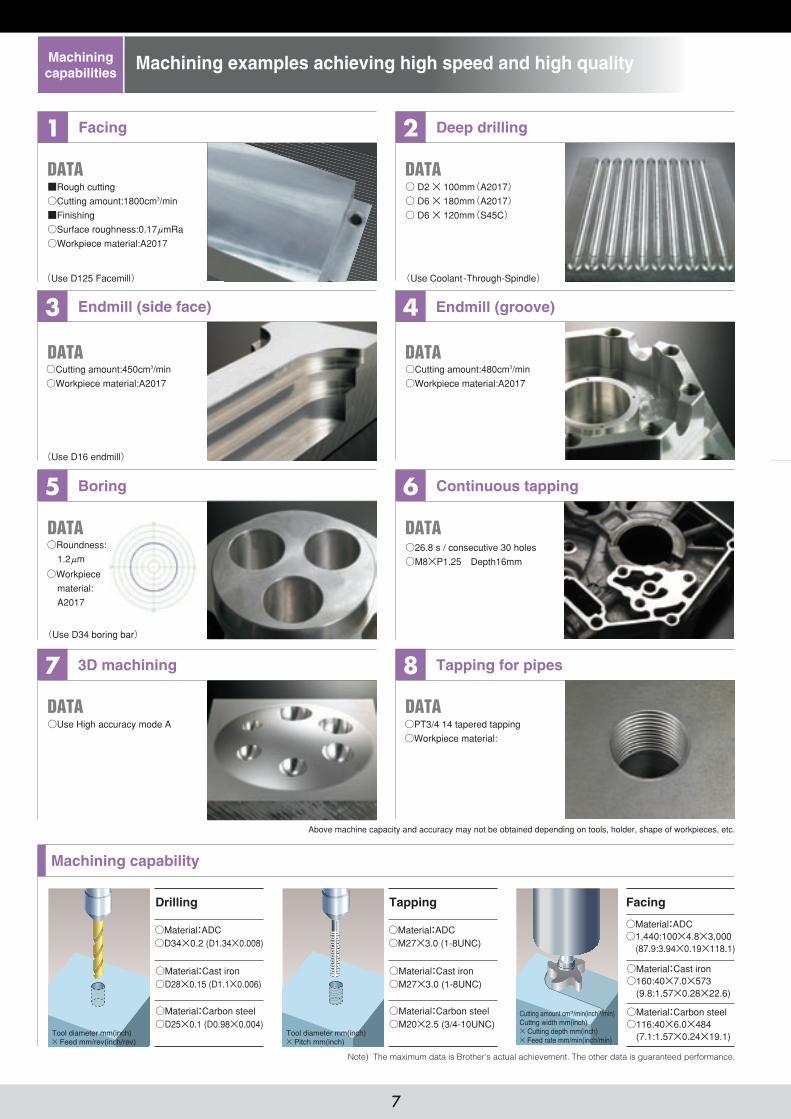
■Rough cutting○Cutting amount:1800cm3/min■Finishing○Surface roughness:0.17μmRa○Workpiece material:A2017
Hea
t exp
ansi
on
Machining time
Previous machine
Facing1 2
3 4
5 6
7 8
(Use Coolant-Through-Spindle)(Use D125 Facemill)
Tapping
○Material:ADC○M27×3.0 (1-8UNC)
○Material:Carbon steel○M20×2.5 (3/4-10UNC)
○Material:Cast iron○M27×3.0 (1-8UNC)
DATA DATA
DATA
DATA DATA
DATA DATA
DATA
○ D2 × 100mm(A2017)○ D6 × 180mm(A2017) ○ D6 × 120mm(S45C)
○Cutting amount:450cm3/min○Workpiece material:A2017
○Cutting amount:480cm3/min○Workpiece material:A2017
(Use D16 endmill)
Endmill (side face)
Deep drilling
Endmill (groove)
○Roundness: 1.2μm
(Use D34 boring bar)
○Workpiece material: A2017
Boring Continuous tapping
○26.8 s / consecutive 30 holes○M8×P1.25 Depth16mm
○PT3/4 14 tapered tapping○Workpiece material:
○Use High accuracy mode A
3D machining Tapping for pipes
Machining capability
Above machine capacity and accuracy may not be obtained depending on tools, holder, shape of workpieces, etc.
Machiningcapabilities
87 87
CNC TAPPING CENTER TC-32B N
Machining examples achieving high speed and high quality
○Material:Carbon steel○116:40×6.0×484 (7.1:1.57×0.24×19.1)
○Material:Cast iron○160:40×7.0×573 (9.8:1.57×0.28×22.6)
○Material:ADC ○1,440:100×4.8×3,000 (87.9:3.94×0.19×118.1)
Note) The maximum data is Brother's actual achievement. The other data is guaranteed performance.
○Material:ADC ○D34×0.2 (D1.34×0.008)
○Material:Carbon steel○D25×0.1 (D0.98×0.004)
○Material:Cast iron○D28×0.15 (D1.1×0.006)
Drilling Facing
Tool diameter mm(inch)× Feed mm/rev(inch/rev)
Tool diameter mm(inch)× Pitch mm(inch)
Cutting amount cm3/min(inch3/min)Cuttng width mm(inch)× Cutting depth mm(inch)× Feed rate mm/min(inch/min)
TC-32BN_英文_5/22-TS 09.5.22 3:04 PM ページ 7

Compensation for heat expansion is performed by estimating the amount of distortion from the motion of each axis. Machining time is not affected as no sensor is used. This system is standard equipped for the Z axis, in addition to X and Y axes.
A high-accuracy encoder is used for the feed axis motor to further improve machining quality.
Functions to achieve high-accuracy machining
■Automatic heat expansion compensation system ■High-accuracy encoder
TC-32BN
OFF
ON
0
Solut ion works
Cylinder Head Cover
CVT Cover
AT transaxle Housing
EPS Housing
Alternator
Throttle Body
Cylinder Block
ABS Block
Automobile Motor cycle
General machine
Hea
t exp
ansi
on
Machining time
Previous machine
etc.
88
CNC TAPPING CENTER TC-32B N
el
.1)
.6)
008.1)
nce.
TC-32BN_英文_5/19-TS 09.5.19 7:46 PM ページ 8

Improvement in productivityAdvantage 1
Reduction of equipment costAdvantage 2
Reduction of riskAdvantage 3
Applicable to variation in production volume (increase in production) by minimum addition.
Influence is minimized even if a problem occurs in a machine.
STOP!
We suggest a new production method called “One Machine Cell” that fully utilizes the large quick turn table and 40-tool magazine (main features of TC-32BNQT). The One Machine Cell is one of our process integration concepts. For example, when production is performed using two processes, one machine handles these processes by attaching the jig in process 1 to pallet 1 and the jig in process 2 to pallet 2.
[E.g.] When two processes are usedOne Machine Cell
STOP!
Cycle time
90sCycle time
120s
Ideal process balance improves operability.
※ "One Machine Cell" is an original Brother term. This name was created because one machine can handle machining cells where robots or rotors are used.
Production stopped
Process 1 Process 2
Process 1 Process 2
Process 1
Process 2
※Suggestion of One Machine Cell by TC-32BNQT
Jig 1 Jig 2
18 tools 20 tools
Pallet 2
Jig 1
Jig 2
Pallet 1
38 tools
Process 1
Process 2
Process 1 Process 2
Workpiecesproduced:
720 pcs./day
Workpiecesproduced:
822 pcs./day
120 seconds taken to produce one workpiece
Depends on the longest
cycle time
Cycle time
120s
Cycle time
90s
Process 1
Process 2
Cycle time(90s + 120s) / 2 machines
105 seconds taken to produce one workpiece
Improvement inoperability
[E.g.] To increase production by 500 pcs./day
Process 1 Process 2
Process 1 Process 2
1000 pcs./day
500 pcs./day
Two additional machines are
needed.
Process 1
Process 2
Process 1
Process 2
500 pcs./day
500 pcs./day
500 pcs./day
Possible by additionof one machine
Production continues with
the other machine.
Machining exampleMultiple partsmachining
Features specifications suitable for multiple parts machining or multi-face machining.
Ethernet compatible
The shape of covers around the magazine and the column has been reviewed to reduce MTTR (mean time to repair) by 50% when compared to conventional models.
Consideration for maintenance
In stead of polyvinyl chloride resin, non-halogen resin is used for windows on doors. A power regenerating converter is used to lower power consumption. A high-efficiency spindle motor and an automatic power off function are also used to save energy.
Consideration for environment
Index table
QT
FT Features specifications suitable for large workpiece machining or 5-face machining using a tilt index table. Easily incorporated in your automation line.
Machining example
Machining example Machining example
Multiple parts machining for four same workpieces Multi-face machining for large workpiece using index table
Multi-face machining for large workpieces using index table 5-face machining using tilt index table
620(24.4) 620(24.4)
570(22.4)
570(22.4)
Jig area Jig area
400(15.7)
400(15.7)
D500(D19.7)
500(19.7) 150(5.9)
300(11.8)
400(15.7)
550(21.7)
1200(47.2) 1200(47.2)
Ф150(D5.9)
Ф150(D5.9)
400(15.7)
100(
3.9)
100(
3.9)
D1200
(D47.2) D1
200
(D47.2)
X-axis stroke550(21.7)
X-axis stroke
Y-axis stroke
400(15.7)
Y-axis stroke
mm(inch) mm(inch)
Multi-facemachining
Indextable
Indextable550(21.7)
X-axis stroke550(21.7)
X-axis stroke
Y-axisstroke
Y-axisstroke
450(17.7)
120 (4.7)
120 (4.7)
Large workpiecemachining
5-facemachining
mm (inch) mm (inch)
Ethernet interface is standardequipped for externalcommunication.
109
CNC TAPPING CENTER TC-32B N
NewsuggestionsCapabilities Suggestion of flexible production methodCorrespondence to production systems and various request
TC-32BN_英文_5/22-TS 09.5.22 3:05 PM ページ 9

Improvement in productivityAdvantage 1
Reduction of equipment costAdvantage 2
Reduction of riskAdvantage 3
Applicable to variation in production volume (increase in production) by minimum addition.
Influence is minimized even if a problem occurs in a machine.
STOP!
We suggest a new production method called “One Machine Cell” that fully utilizes the large quick turn table and 40-tool magazine (main features of TC-32BNQT). The One Machine Cell is one of our process integration concepts. For example, when production is performed using two processes, one machine handles these processes by attaching the jig in process 1 to pallet 1 and the jig in process 2 to pallet 2.
[E.g.] When two processes are usedOne Machine Cell
STOP!
Cycle time
90sCycle time
120s
Ideal process balance improves operability.
※ "One Machine Cell" is an original Brother term. This name was created because one machine can handle machining cells where robots or rotors are used.
Production stopped
Process 1 Process 2
Process 1 Process 2
Process 1
Process 2
※Suggestion of One Machine Cell by TC-32BNQT
Jig 1 Jig 2
18 tools 20 tools
Pallet 2
Jig 1
Jig 2
Pallet 1
38 tools
Process 1
Process 2
Process 1 Process 2
Workpiecesproduced:
720 pcs./day
Workpiecesproduced:
822 pcs./day
120 seconds taken to produce one workpiece
Depends on the longest
cycle time
Cycle time
120s
Cycle time
90s
Process 1
Process 2
Cycle time(90s + 120s) / 2 machines
105 seconds taken to produce one workpiece
Improvement inoperability
[E.g.] To increase production by 500 pcs./day
Process 1 Process 2
Process 1 Process 2
1000 pcs./day
500 pcs./day
Two additional machines are
needed.
Process 1
Process 2
Process 1
Process 2
500 pcs./day
500 pcs./day
500 pcs./day
Possible by additionof one machine
Production continues with
the other machine.
sin ng A
wer
le
h)
)
10
CNC TAPPING CENTER TC-32B N
Newsuggestions Suggestion of flexible production method
TC-32BN_英文_5/19-TS 09.5.19 7:46 PM ページ 10
Top cover
RS-232CSwitch panelSwitches of peripheral equipment can be attached.
Outer index switch(QT Only)
Index operation is possible for the pallet on the workpiece change side, making changing the workpiece easier.
A 25-pin connector can be used. (A 9-pin connector is standard equipped.)
B-axis connection unitMulti-face machining is enabled by adding additional axes.
Rotary joint(QT Only)
There are 6 ports for the PT 1/8 lubrication port.
Top coverPrevents mist getting out of the machine from the ceiling of the machining room. A hole for a mist collector is provided.
Regularly greases the greasing points on the three axes.
Exchanging workpieces is easy to do.Lights with a built-in inverter are used to extend life.
Working in machining room is easy to do.Lights with a built-in inverter are used to extend life.
Automatic lubricator Work lightTable light(QT Only)
Standard
programs
Mbytes memory
Mbytes memory
Optional
LED lamps are used, so there will be no blown lamps, requiring no maintenance.
Indicator light (1, 2, or 3 lamps)Memory can be expanded up to 120 Mbytes. Expansion memory up to 120 M
Employs ladder language programming (same as commercially available PLC). Ladder programs can be edited or monitored on the NC screen or commercially available PCs.
Built-in PLC
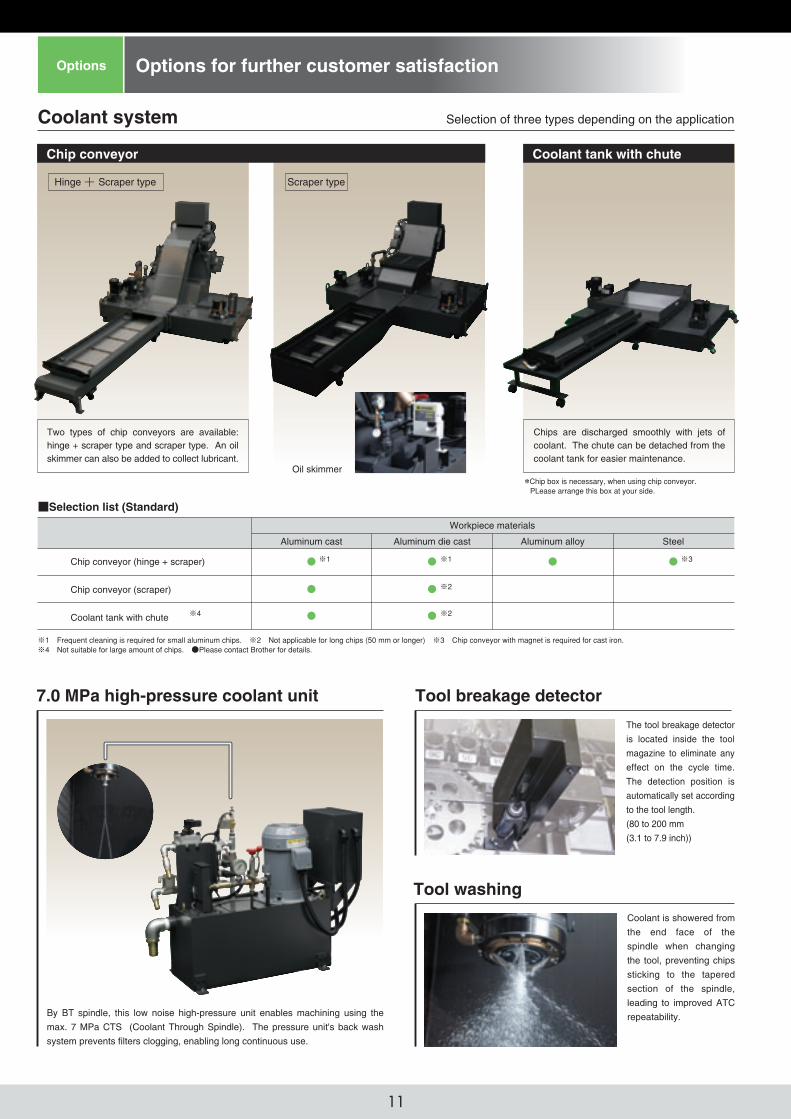
Chip conveyor (hinge + scraper)
Chip conveyor (scraper)
Coolant tank with chute
Workpiece materials
■Selection list (Standard)
Aluminum cast Aluminum die cast Aluminum alloy Steel
●
●
●
●
●
●
● ●※1 ※1 ※3
※2
※2※4
Chip conveyor Coolant tank with chute
Hinge + Scraper type Scraper type
Two types of chip conveyors are available: hinge + scraper type and scraper type. An oil skimmer can also be added to collect lubricant.
Oil skimmer
Chips are discharged smoothly with jets of coolant. The chute can be detached from the coolant tank for easier maintenance.
The tool breakage detector
is located inside the tool
magazine to eliminate any
effect on the cycle time.
The detection position is
automatically set according
to the tool length.
(80 to 200 mm
(3.1 to 7.9 inch))
Tool breakage detector7.0 MPa high-pressure coolant unit
Coolant is showered from
the end face of the
spindle when changing
the tool, preventing chips
sticking to the tapered
section of the spindle,
leading to improved ATC
repeatability. By BT spindle, this low noise high-pressure unit enables machining using the
max. 7 MPa CTS (Coolant Through Spindle). The pressure unit's back wash
system prevents filters clogging, enabling long continuous use.
Tool washing
Manual pulse generator with a cable makes operation through the maintenance window easier.
Manual pulse generatorAssists cleaning of machined workpieces and chips inside the machine.
Cleaning gunSpindle overrideSpindle speed can be changed without changing the program.
11 12
CNC TAPPING CENTER TC-32B N
Options for further customer satisfactionOptions
Coolant system Selection of three types depending on the application
※1 Frequent cleaning is required for small aluminum chips. ※2 Not applicable for long chips (50 mm or longer) ※3 Chip conveyor with magnet is required for cast iron.※4 Not suitable for large amount of chips. ●Please contact Brother for details.
*Chip box is necessary, when using chip conveyor. PLease arrange this box at your side.
TC-32BN_英文_5/19-TS 09.5.19 7:46 PM ページ 11

Top cover
RS-232CSwitch panelSwitches of peripheral equipment can be attached.
Outer index switch(QT Only)
Index operation is possible for the pallet on the workpiece change side, making changing the workpiece easier.
A 25-pin connector can be used. (A 9-pin connector is standard equipped.)
B-axis connection unitMulti-face machining is enabled by adding additional axes.
Rotary joint(QT Only)
There are 6 ports for the PT 1/8 lubrication port.
Top coverPrevents mist getting out of the machine from the ceiling of the machining room. A hole for a mist collector is provided.
Regularly greases the greasing points on the three axes.
Exchanging workpieces is easy to do.Lights with a built-in inverter are used to extend life.
Working in machining room is easy to do.Lights with a built-in inverter are used to extend life.
Automatic lubricator Work lightTable light(QT Only)
Standard
programs
Mbytes memory
Mbytes memory
Optional
LED lamps are used, so there will be no blown lamps, requiring no maintenance.
Indicator light (1, 2, or 3 lamps)Memory can be expanded up to 120 Mbytes. Expansion memory up to 120 M
Employs ladder language programming (same as commercially available PLC). Ladder programs can be edited or monitored on the NC screen or commercially available PCs.
Built-in PLC
of e
ctor
tool
any
me.
n is
ding
rom
the
ging
hips
red
dle,
ATC
Manual pulse generator with a cable makes operation through the maintenance window easier.
Manual pulse generatorAssists cleaning of machined workpieces and chips inside the machine.
Cleaning gunSpindle overrideSpindle speed can be changed without changing the program.
12
CNC TAPPING CENTER TC-32B N
on
TC-32BN_英文_5/19-TS 09.5.19 7:47 PM ページ 12
712(
28.0)
889(
35.0)
534(21.0)
1958(77.1) 2557(100.7)
12(
0.47
) H8
3.7(0.10)
80(3.1)
100(3.9)
550(
21.7)
400(15.7)
800(
31.5)
32-M10×1.5
400(
15.7) (Hinge)
1197(
47.1)
3103(122.2)
1890(
74.4)
1055(
41.5)
534(21.0)
1958(77.1) 2556(100.6)
267(10.5)
1457(57.4) 834(32.8)
1114(
43.9)
670
(26
.4)
1132(
44.6)
2500(
98.4)
771(
30.4) (
stand
ard)
551(
21.7) (low)
771(
30.4)(
stand
ard)
551(
21.7)(low)
1890(74.4) 673
(26.5) 480
(18.9) 737
(29.0)
1890(74.4) 673
(26.5) 480
(18.9) 737
(29.0)
64(2.5)
210(8.3)
1420(55.9) 260(10.2)
1600(63.0)
130~
140
(5.
1~5.
5)
445(17.5)
3560(140.2)(Scraper type) 3580(140.9)(Hinge + Scraper type)
12(
0.47
) H8
550(
21.7)
400(15.7)
800(
31.5)
32-M10×1.5
mm(inch)
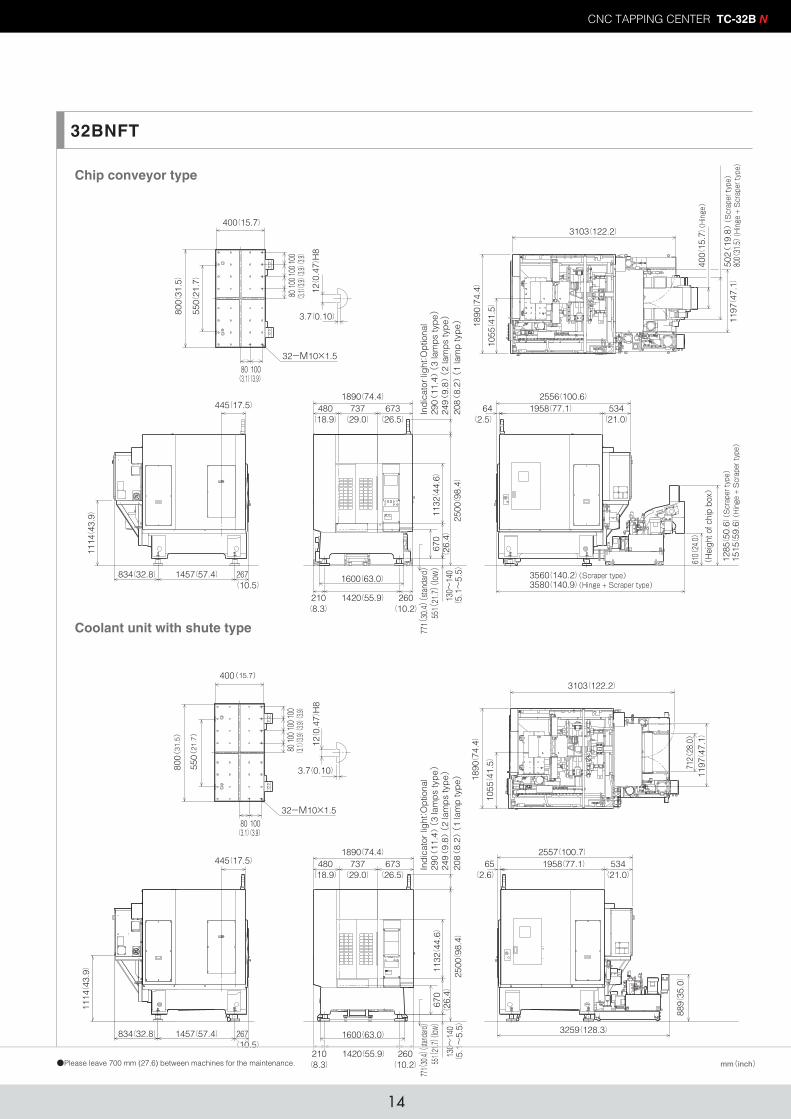
32BNFT
1197(
47.1)
3103(122.2)
1890(
74.4)
1055(
41.5)
65(2.6)
3259(128.3)
670
(26
.4)
1132(
44.6)
2500(
98.4)
210(8.3)
1420(55.9) 260(10.2)
1600(63.0)
130~
140
(5.
1~5.
5)
267(10.5)
1457(57.4) 834(32.8)
1114(
43.9)
445(17.5)
100
(3.9)10
0(
3.9)10
0(
3.9)
80 (3.1)
3.7(0.10)
80(3.1)
100(3.9)
425
425
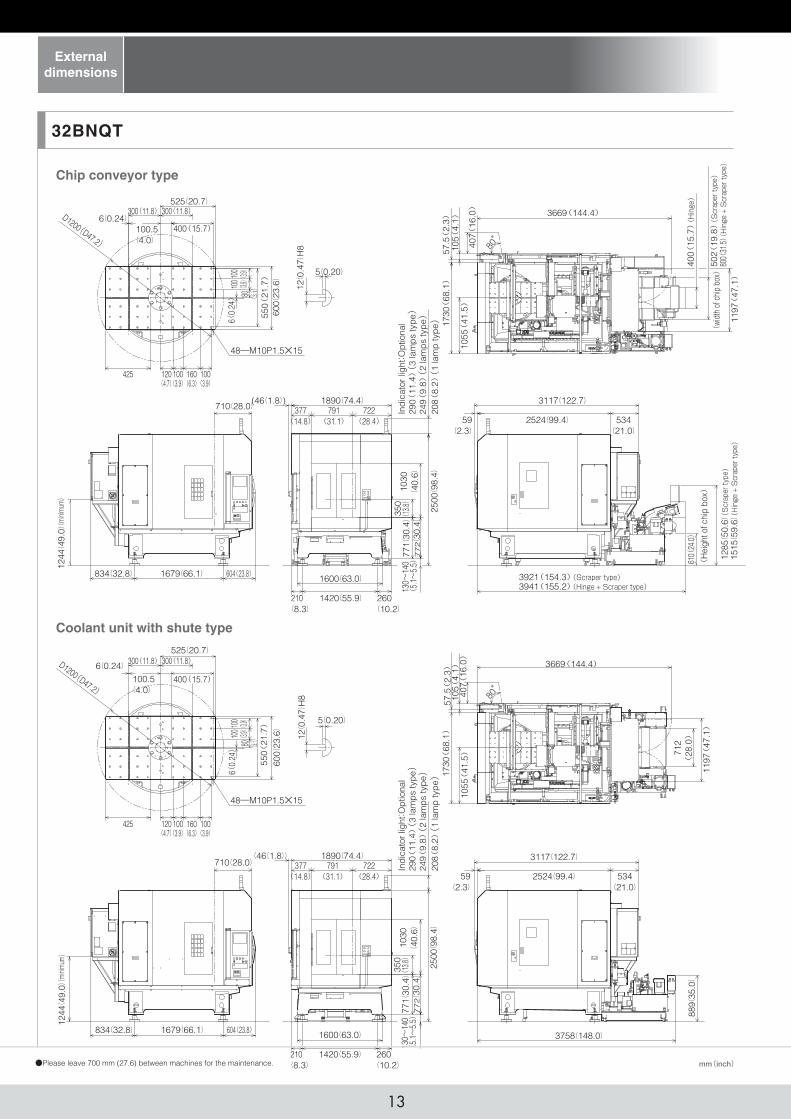
32BNQT
12(
0.47
) H8
5(0.20)
D1200(D47.2)
48―M10P1.5×15
80(
3.1)
100
( 3.9)
100
( 3.9)
100(3.9)
160(6.3)
100(3.9)
120(4.7)
525(20.7)
100.5(4.0)
400(15.7)
550(
21.7)
600(
23.6)
6(0.24)300(11.8)300(11.8)
6(0.
24)
1197(
47.1)
1730(
68.1)
1055(
41.5)
57.5(
2.3)
105(
4.1)
407(
16.0)
80°
3669(144.4)
400(
15.7) (Hinge)
502(
19.8) (Scraper type)
800(
31.5)(Hinge + Scraper type)
(wi
dth
of c
hip b
ox)
710(28.0)
1679(66.1) 834(32.8) 604(23.8)
1244(
49.0)(minimum)
1890(74.4) 377
(14.8) 791
(31.1)722
(28.4)
(46(1.8))13
0~14
0(
5.1~
5.5)
771(
30.4)
77
2(30
.4)
1030
(40
.6)
350
(13
.8)
2500(
98.4)
1420(55.9) 260(10.2)
210(8.3)
1600(63.0)
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
3117(122.7)
59(2.3)
2524(99.4) 534(21.0)
3921(154.3)(Scraper type)3941(155.2)(Hinge + Scraper type)
610(
24.0)
1285(
50.6) (Scraper type)
1515(
59.6) (Hinge + Scraper type)
(H
eigh
t of c
hip
box)
D1200(D47.2)
48―M10P1.5×15
80 ( 3.1)
100
( 3.9)
100
( 3.9)
100(3.9)
160(6.3)
100(3.9)
120(4.7)
525(20.7)
100.5(4.0)
400(15.7)
550(
21.7)
600(
23.6)
6(0.24) 300(11.8)300(11.8)
6(0.
24)
12(
0.47
) H8
5(0.20)
1197(
47.1)
80°
712
(28
.0)
1730(
68.1)
1055(
41.5)
57.5(
2.3)
105(
4.1)
407(
16.0)
3669(144.4)
710(28.0)
1679(66.1) 834(32.8) 604(23.8)
1244(
49.0)(minimum)
1890(74.4) 377
(14.8) 791
(31.1)722
(28.4)
(46(1.8))
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
130~
140
(5.
1~5.
5) 77
1(30
.4)
77
2(30
.4)
1030
(40
.6)
350
(13
.8)
2500(
98.4)
1420(55.9) 260(10.2)
210(8.3)
1600(63.0) 3758(148.0)
889(
35.0)
3117(122.7)
59(2.3)
2524(99.4) 534(21.0)
●Please leave 700 mm (27.6) between machines for the maintenance.
Chip conveyor type
Coolant unit with shute type
Chip conveyor type
Coolant unit with shute type
100
(3.9)10
0(
3.9)10
0(
3.9)
80 (3.1)
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
1285(
50.6) (Scraper type)
1515(
59.6) (Hinge + Scraper type)
(H
eigh
t of c
hip
box)
610(
24.0)
502(
19.8) (Scraper type)
800(
31.5)(Hinge + Scraper type)
mm(inch)●Please leave 700 mm (27.6) between machines for the maintenance.
1413
CNC TAPPING CENTER TC-32B N
Externaldimensions
TC-32BN_英文_5/19-TS 09.5.19 7:47 PM ページ 13
712(
28.0)
889(
35.0)
534(21.0)
1958(77.1) 2557(100.7)
12(
0.47
) H8
3.7(0.10)
80(3.1)
100(3.9)
550(
21.7)
400(15.7)
800(
31.5)
32-M10×1.5
400(
15.7) (Hinge)
1197(
47.1)
3103(122.2)
1890(
74.4)
1055(
41.5)
534(21.0)
1958(77.1) 2556(100.6)
267(10.5)
1457(57.4) 834(32.8)
1114(
43.9)
670
(26
.4)
1132(
44.6)
2500(
98.4)
771(
30.4) (
stand
ard)
551(
21.7) (low)
771(
30.4)(
stand
ard)
551(
21.7)(low)
1890(74.4) 673
(26.5) 480
(18.9) 737
(29.0)
1890(74.4) 673
(26.5) 480
(18.9) 737
(29.0)
64(2.5)
210(8.3)
1420(55.9) 260(10.2)
1600(63.0)
130~
140
(5.
1~5.
5)
445(17.5)
3560(140.2)(Scraper type) 3580(140.9)(Hinge + Scraper type)
12(
0.47
) H8
550(
21.7)
400(15.7)
800(
31.5)
32-M10×1.5
nch)
32BNFT
1197(
47.1)
3103(122.2)
1890(
74.4)
1055(
41.5)
65(2.6)
3259(128.3)
670
(26
.4)
1132(
44.6)
2500(
98.4)
210(8.3)
1420(55.9) 260(10.2)
1600(63.0)
130~
140
(5.
1~5.
5)
267(10.5)
1457(57.4) 834(32.8)
1114(
43.9)
445(17.5)
100
(3.9)10
0(
3.9)10
0(
3.9)
80 (3.1)
3.7(0.10)
80(3.1)
100(3.9)
1197(
47.1)
800(
31.5)(Hinge + Scraper type)
p12
85(
50.6) (Scraper type)
1515(
59.6) (Hinge + Scraper type)
Chip conveyor type
Coolant unit with shute type
100
(3.9)10
0(
3.9)10
0(
3.9)
80 (3.1)
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
Ind
icat
or li
ght:
Op
tiona
l29
0(11
.4) (
3 la
mp
s ty
pe)
249(
9.8)(
2 la
mp
s ty
pe)
208(
8.2)(
1 la
mp
typ
e)
1285(
50.6) (Scraper type)
1515(
59.6) (Hinge + Scraper type)
(H
eigh
t of c
hip
box)
610(
24.0)
502(
19.8) (Scraper type)
800(
31.5)(Hinge + Scraper type)
mm(inch)●Please leave 700 mm (27.6) between machines for the maintenance.
14
CNC TAPPING CENTER TC-32B N
TC-32BN_英文_5/19-TS 09.5.19 7:47 PM ページ 14
N
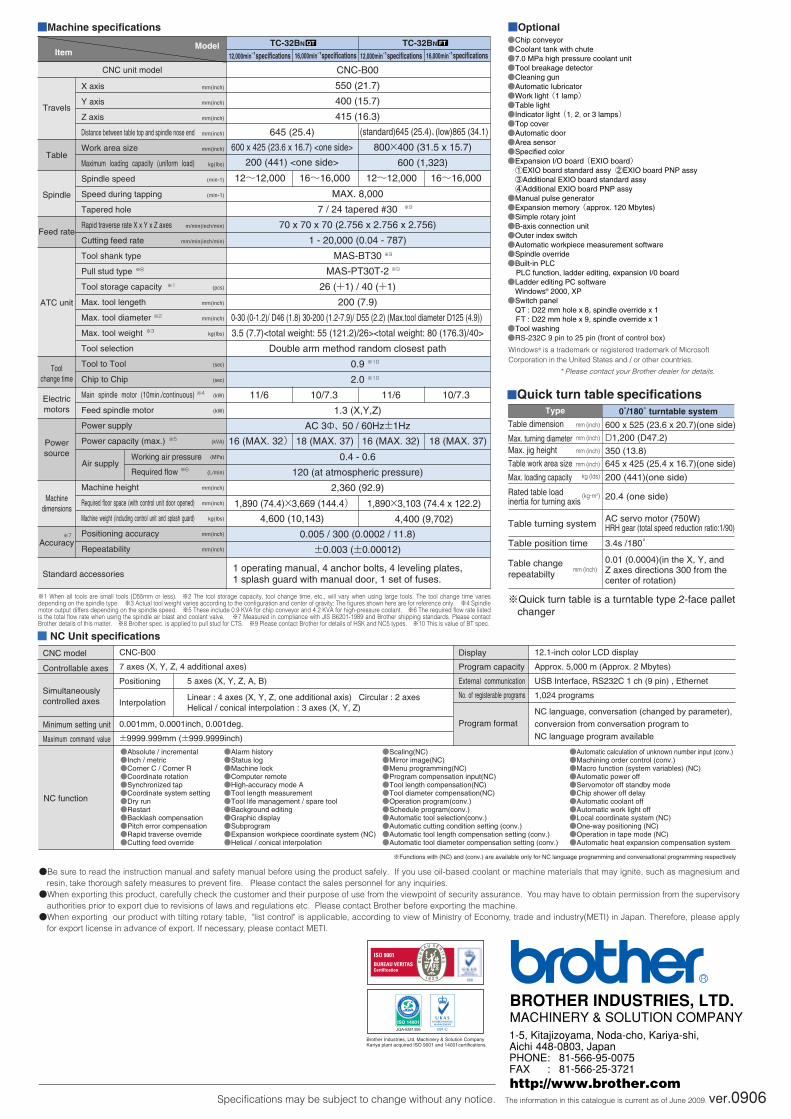
■Machine specifications
※1 When all tools are small tools (D55mm or less). ※2 The tool storage capacity, tool change time, etc., will vary when using large tools. The tool change time varies depending on the spindle type. ※3 Actual tool weight varies according to the configuration and center of gravity; The figures shown here are for reference only. ※4 Spindle motor output differs depending on the spindle speed. ※5 These include 0.9 KVA for chip conveyor and 4.2 KVA for high-pressure coolant. ※6 The required flow rate listed is the total flow rate when using the spindle air blast and coolant valve. ※7 Measured in compliance with JIS B6201-1989 and Brother shipping standards. Please contact Brother details of this matter. ※8 Brother spec. is applied to pull stud for CTS. ※9 Please contact Brother for details of HSK and NC5 types. ※10 This is value of BT spec.
※Quick turn table is a turntable type 2-face pallet changer
12,000min-1specifications 16,000min-1specifications 12,000min-1specifications 16,000min-1specificationsTC-32BN QT TC-32BN FT
X axis
Y axis
Z axis
Distance between table top and spindle nose end
Work area size
Maximum loading capacity (uniform load)
Spindle speed
Speed during tapping
Tapered hole
Rapid traverse rate X x Y x Z axes
Cutting feed rate
Tool shank type
Pull stud type
Tool storage capacity
Max. tool lengeth
Max. tool diameter
Max. tool weight
Tool selection
Tool to Tool
Chip to Chip
Main spindle motor (10min./continuous)
Feed spindle motor
Power supply
Power capacity (max.)
Machine height
Required floor space (with control unit door opened)
Machine weight (including control unit and splash guard)
Positioning accuracy
Repeatability
※2
※3
CNC-B00
550 (21.7)
400 (15.7)
415 (16.3)
MAX. 8,000
7 / 24 tapered #30
70 x 70 x 70 (2.756 x 2.756 x 2.756)
1 - 20,000 (0.04 - 787)
MAS-BT30
MAS-PT30T-2
26 (+1) / 40 (+1)
200 (7.9)
0-30 (0-1.2)/ D46 (1.8) 30-200 (1.2-7.9)/ D55 (2.2) (Max.tool diameter D125 (4.9))
3.5 (7.7)<total weight: 55 (121.2)/26><total weight: 80 (176.3)/40>
Double arm method random closest path
0.9
2.0
1.3 (X,Y,Z)
AC 3Φ、 50 / 60Hz±1Hz
0.4 - 0.6
120 (at atmospheric pressure)
2,360 (92.9)
0.005 / 300 (0.0002 / 11.8)
±0.003 (±0.00012)
11/6 10/7.3 11/6 10/7.3
16 (MAX. 32) 18 (MAX. 37)16 (MAX. 32) 18 (MAX. 37)
※10
※9
※9
※9
※10
※6
※5
※7
12~12,000 16~16,000 12~12,000 16~16,000
※1
※8
1 operating manual, 4 anchor bolts, 4 leveling plates,1 splash guard with manual door, 1 set of fuses.
645 (25.4)
600 x 425 (23.6 x 16.7) <one side>
200 (441) <one side>
(standard)645 (25.4)、(low)865 (34.1)
800×400 (31.5 x 15.7)
600 (1,323)
1,890 (74.4)×3,669 (144.4)
4,600 (10,143)
1,890×3,103 (74.4 x 122.2)
4,400 (9,702)
※4 ■Quick turn table specifications
ItemModel
Travels
Standard accessories
Table
Spindle
Feed rate
ATC unit
Toolchange time
Electricmotors
Powersource
Machinedimensions
Accuracy
Working air pressure
Required flowAir supply
※Functions with (NC) and (conv.) are available only for NC language programming and conversational programming respectively
■ NC Unit specifications
CNC-B00
7 axes (X, Y, Z, 4 additional axes)
5 axes (X, Y, Z, A, B)
Linear : 4 axes (X, Y, Z, one additional axis) Circular : 2 axes Helical / conical interpolation : 3 axes (X, Y, Z)
0.001mm, 0.0001inch, 0.001deg.
±9999.999mm (±999.9999inch)
●Absolute / incremental●Inch / metric●Corner C / Corner R●Coordinate rotation●Synchronized tap●Coordinate system setting●Dry run●Restart●Backlash compensation●Pitch error compensation●Rapid traverse override●Cutting feed override
●Alarm history●Status log●Machine lock●Computer remote●High-accuracy mode A●Tool length measurement●Tool life management / spare tool●Background editing●Graphic display●Subprogram●Expansion workpiece coordinate system (NC)●Helical / conical interpolation
●Scaling(NC)●Mirror image(NC)●Menu programming(NC)●Program compensation input(NC)●Tool length compensation(NC)●Tool diameter compensation(NC)●Operation program(conv.)●Schedule program(conv.)●Automatic tool selection(conv.)●Automatic cutting condition setting (conv.)●Automatic tool length compensation setting (conv.) ●Automatic tool diameter compensation setting (conv.)
●Automatic calculation of unknown number input (conv.)●Machining order control (conv.)●Macro function (system variables) (NC)●Automatic power off●Servomotor off standby mode●Chip shower off delay●Automatic coolant off●Automatic work light off●Local coordinate system (NC)●One-way positioning (NC)●Operation in tape mode (NC)●Automatic heat expansion compensation system
12.1-inch color LCD display
Approx. 5,000 m (Approx. 2 Mbytes)
USB Interface, RS232C 1 ch (9 pin) , Ethernet
1,024 programs
NC language, conversation (changed by parameter),
conversion from conversation program to
NC language program available
Interpolation
Positioning
Type
600 x 525 (23.6 x 20.7)(one side)
645 x 425 (25.4 x 16.7)(one side)
mm (inch)Table dimension
350 (13.8)mm (inch)Max. jig height
mm (inch)Table work area size
D1,200 (D47.2)Max. turning diameter mm (inch)
200 (441)(one side)Max. loading capacity kg (lds)
20.4 (one side)Rated table load inertia for turning axis
(kg・m2)
0°/180° turntable system
Table position time 3.4s /180°
Table turning system AC servo motor (750W)HRH gear (total speed reduction ratio:1/90)
mm (inch)Table changerepeatabilty
0.01 (0.0004)(in the X, Y, andZ axes directions 300 from thecenter of rotation)
■Optional
mm(inch)
mm(inch)
mm(inch)
mm(inch)
mm(inch)
kg(lbs)
(min-1)
(min-1)
m/min(inch/min)
mm/min(inch/min)
(pcs)
mm(inch)
mm(inch)
kg(lbs)
(sec)
(sec)
(kW)
(kW)
(kVA)
(MPa)
(L/min)
mm(inch)
mm(inch)
kg(lbs)
mm(inch)
mm(inch)
CNC unit model
CNC model
Controllable axes
Minimum setting unit
Maximum command value
Display
Program capacity
External communication
No. of registerable programs
Program format
NC function
* Please contact your Brother dealer for details.
Windows® is a trademark or registered trademark of MicrosoftCorporation in the United States and / or other countries.
Simultaneously controlled axes
Specifications may be subject to change without any notice.
●Be sure to read the instruction manual and safety manual before using the product safely. If you use oil-based coolant or machine materials that may ignite, such as magnesium and resin, take thorough safety measures to prevent fire. Please contact the sales personnel for any inquiries. ●When exporting this product, carefully check the customer and their purpose of use from the viewpoint of security assurance. You may have to obtain permission from the supervisory
authorities prior to export due to revisions of laws and regulations etc. Please contact Brother before exporting the machine.●When exporting our product with tilting rotary table, "list control" is applicable, according to view of Ministry of Economy, trade and industry(METI) in Japan. Therefore, please apply
for export license in advance of export. If necessary, please contact METI.
The information in this catalogue is current as of June 2009.
Brother Industries, Ltd. Machinery & Solution CompanyKariya plant acquired ISO 9001 and 14001 certifications.
ver.0906
TC-32BN_英文_5/22-TS 09.5.22 3:05 PM ページ 15







