synthesis and structural analysis of aluminum nanocrystalline powders
TRANSCRIPT

Pergamon
NanoStructured Materials. Vol. 10. No. 7, pp. 1097-1110.1998 Elsevia Science Ltd
PII SO9659773(98)00149-4
Q 1999 Acta Mctallurgica Inc. printed in the USA. All rights r-cd
096%9773/98 $19.00 + .OO
SYNTHESIS AND STRUCTURAL ANALYSIS OF ALUMINUM NANOCRYSTALLINE POWDERS
Y. Champion and J. Bigot
Centre d’Etude de Chimie M&allurgique CNRS, 15 rue Georges Urbain 94407 Wry-sur-Seine cedex, France
(Accepted September 18,1998)
Abstract-The morphology and structure of aluminum nanocrystalline powders are studied using X-ray diffraction and high resolution electron microscopy. The powders are produced by a cryomelting process, based on spontaneous metal vapour condensation within a cryogenic medium. The as-producedpowders areformedof free aluminumparticles with 60% of them having a size less that 70 nm. Particles are covered by a 3 nm thickalumina layer whose structure depends on the aluminum sulfate orientation. The particles which interact during the synthesis undergo high plastic yielding with theformation of deformation twins, grain boundaries and theflattening of particles surfaces. 01999 Acta Metallurgica IX.
1. INTRODUCTION
The cryomelting process (l), has been developed for the synthesis of significant quantities of nanocrystalline metal powders, allowing the preparation of macroscopic specimens using powder metallurgy techniques. The powders are produced by a spontaneous metallic gas condensation within a cryogenic medium. The condensation region, where the particles are formed, most likely by nucleation, growth and coalescence processes, is featured by a high temperature gradient; typically from 2200 K at the surface of the metallic drop to 70 K in the cryogenic medium. The overheating of the molten state of some metals leads to a high metal vapour presure and then a high rate of powder yield. The low temperature of the surrounding medium produces a high rate of nucleation and a rapid cooling of the as-formed particles with limited crystal growth. For example, a vapour pressure of about 10 torr is obtained by overheating Fe at 2400 K or Cu at 2100 K. In liquid nitrogen, nanopowders of these metals are produced with a size of 40 nm and at a yield rate of about 1 g/min (1,2).
The technique has been modified to produce nanocrystalline aluminum powders, in an attempt to design a new “microstructure” featured by high stability nanometer size grains. Aluminum and aluminum alloys have attracted great interest for their low density and much effort has been devoted to strengthening these materials for high temperature use (3). Strengthening is expected due to the nanometer size aluminum grains (Hall-Petch effect) and the thermal stability should be assured by the presence of alumina at the grain boundaries, as reported in a recent publication (4).
1097

1098 Y CHAMPION AND J BIGOT
Liquid argon feeding device
liquid Ar level
mamml valve
Powder production I Powder collection
I
Al feeding bar
\
Al liquid
I
I \ gas output
I I
linen filter
I
\ I
I mixture of Ar gas and Al nanoparticles
I
Figure 1. Experimental set up for the synthesis of nanocrystalline aluminum powders (see in the text for details).
The aluminum nanopowders morphology and the detailed analysis of the particles structure are essential preliminary investigation for their powder-metallurgy processing.
2. POWDER SYNTHESIS
2.1 Experimental Set-up
The experimental set-up is shown schematically in Figure 1. It is mainly composed of three parts. The liquid argon feeding device is a commercial argon tank, supplied by the Air Liquide company. The powder production set up is a quartz reactor 250 mm long and 80 mm in diameter, located inside a conic shaped radio frequency (R.F.) inductor. The powder collector is a linen filter with 20 mm holes, located inside a metallic tube 1200 mm long and 100 mm in diameter.
The radio frequency technique was used, because it produces rapid overheating of a metallic specimen (frequency range of the order of 150 kHz) through a cold medium. Moreover, this technique, basedon a magnetic field generation, enables the levitation of the sample and so avoids contamination of the liquid metal by reaction with a crucible. Argon was used for the synthesis of aluminum nanopowders, instead of nitrogen (used for the synthesis of Fe and Cu), in order to prevent the formation of aluminum nitrides.
The key point in this experiment is the rapid overheating of the liquid metal to get a substantial evaporation rate. Thus, a moderate electrical resistance of the liquid metal is required

SYNTHESIS AND STRUCTIJRAL ANALYSIS OF ALUMINUM NANCCRYSTALLINE POWDERS 1099
aluminum feeding bar
metal vapo; I
. l .
. l . _ - . l . l
.- = .
a l
.
. l
E sintered particles . .
Figure 2. (a) Sketch of the evaporation-condensation chamber of the cryomelting process for the synthesis of aluminum nanopowders. (h) a somewhat speculative representation of the
metal condensation region close to the aluminum drop.
nano-particles + l
. -
lned particles l _* A
.‘* )I c- .
l : . a= . l **. __
. . .* . .
. . . . . . . . . . . . . . . . . . . . . . . . . . .._______________._..... ixture of metallic vapor and argon gas b

1100 Y CHAMPION AND J BIGOT
for the heating to be maintained within a cold medium, by current-induced Joule effect. For the synthesis ofAl nanopowders, 25 wt% of molybdenum was therefore added to the initial aluminum drop to increase its electrical resistivity. MO has a very low vapour tension compared to aluminum so only Al is evaporated from the alloy drop.
2.2 Experimental procedure
A30 g ingot of anAL25wt% MO alloy attached to the feeding bar by an aluminum wire inside the reactor. R.F. is then gradually supplied to the inductor. The magnetic field induced electric current melts the ingot, and causes its levitation. Overheating of the specimen is obtained for an R.F. power of about 100 kW. The aluminum evaporation rate is then high enough to produce a reasonable amount of powder. At this stage, the reactor is filled with the liquid argon, up to the lower part of the aluminum liquid drop as shown in Figure 1.
The size, morphology, and yield rate of powder particles are strongly dependent on the stability of the evaporation and metal vapour condensation rates. The evaporation rate was kept constant by periodically feeding the Al drop using the Al bar. This maintains a constant drop size (evaporation surface) and temperature (a lighter drop goes further up within the inductor, which induces a decrease in its temperature). At a constant evaporation rate, the condensation rate is regulated by the flux and temperature of the argon gas. Those parameters are controlled by keeping the liquid argon constant level. The drop must be kept outside of the cryogenic medium, because the high thermal conductivity of aluminum leads to its spontaneous solidification in contact to the liquid argon. Here, nanopowders are produced by the metal vapour condensation within the cold gas, instead of condensation within the calefaction layer at the surface of a specimen immersed in the cryogenic liquid (formation of Feand Cu nanopowders). Aspeculative model for the formation of particles is shown in Figure 2. This experimental aspect is one of the main differences between Al and Fe or Cu, and is related to the differing physical properties of these metals. It is assumed that nanosized particles of Al could be produced by condensation in cold gas, because of a far lower metal vapour pressure of Al compared to Cu or Fe, limiting the nucleation rate. Hence, a low concentration of Al nuclei is maintained in the reactor, limiting particle collisions and coalescence.
Soon after their formation within the reactor, the particles are swept up by the argon gas and collected by filtration. This process is based on the random Brownian motion of particles and is most efficient for small particles. That is why, even if among the most simple processes, it is particularly suited for nanopowders. At the very beginning of the experiment, the pressure measuredin the reactor is slightly over the ambient pressure. During the run, powder accumulation in the filter leads to a gradual increase in the pressure. For safety reasons, the experiment is usually stopped when an over pressure of about 30 torr in the set up is obtained which corresponds to a seven hours experiment run.
It was noticed that the as prepared powders were highly pyrophoric. This effect is due to oxygen adsorption at the particle surface in air, which releases enough heat to activate a spontaneous metal oxidation. Owing to the large specific surface of the powder, the oxidation heat released can increase the particle temperature to about 1500°C leading to full combustion of the powder. To prevent this effect, the powders were primarily collected in hexane. Handling of powders is as simple as filling up the filter tube with hexane and subsequently washing the linen filter in the solvent to collect the maximum amount of powder. One noticed that soon after these

SYNTHESIS AND STRUCTURAL ANALYSIS OF ALUMINUM NANOCRYSTALLINE POWDERS 1101
Figure 3. TEM micrograph of the aluminum nanocrystalline particles.
operations, the powders dried, became inert in air then allowing an easy handling for subsequent treatments. As the hexane is of commercial quality, it contains water and dilute oxygen. As a consequence, one may speculate that the aluminum particles are slowly oxidised at the surface, causing the formation of the usual thin alumina layer.
The average production yield of the n-Al powder is about 0.15 g mitt-‘, or 0.005 mole min-I. This value is four times lower than the 0.02 mole mint obtained for Fe and Cu nanopowders in spite of similar vapour pressure (10 torr is obtained at 2050K for Al) and equivalent liquid drop surfaces. The yield is essentially controlled by the evaporation rate and the surface area, which means that the vapour pressure obtained for aluminum experimentally is much lower than that for iron or copper. It is suspected that the formation of oxide at the metal surface substantially lowers the evaporation rate of aluminum.
The level of impurities in the powders was analysed by inductively coupled plasma atomic emission spectroscopy (ICP-AES) and compared with the aluminum feeding bar (not containing MO). Results in Table 1, mainly show an increase of Fe content and a substantial decrease of S content in the n-Al powders. No molybdenum was detected in n-Al. The powders were also investigated by X-ray diffraction. Local X-rays energy dispersive (EDX) analysis and structural analysis including high resolution electron microscopy (HREM) were performed with an AKASH3 TOPCON microscope (200 KeV, Cs = 0.4 mm, point resolution 1.8 A). For TEM the specimens were prepared by spreading the powder using ultrasound in ethanol followed by deposition on a carbon grid. Particles with sixes below 100 nm are directly observable by TEM without any thinning process.

1102 Y CHAMPION AND J BIGOT
TABLE 1 Main Impurities Content in Aluminum Before and After Evaporation
Contents other than in weight % are in weight ppm. Results are given with lo-15% error.
Impurities Fe Na B Co Cu Mg Mn Ni S Sb Si Zn
Starting Al 0.2% 0.2% 90 <3 56 50 44 <4 470 <5 450 100
Al nanopowders 0.6% 0.3% 30 <3 20 50 40 <4 <40 <5 450 100
I I I
3. RESULTS AND DISCUSSION
3.1 Powder Morphology
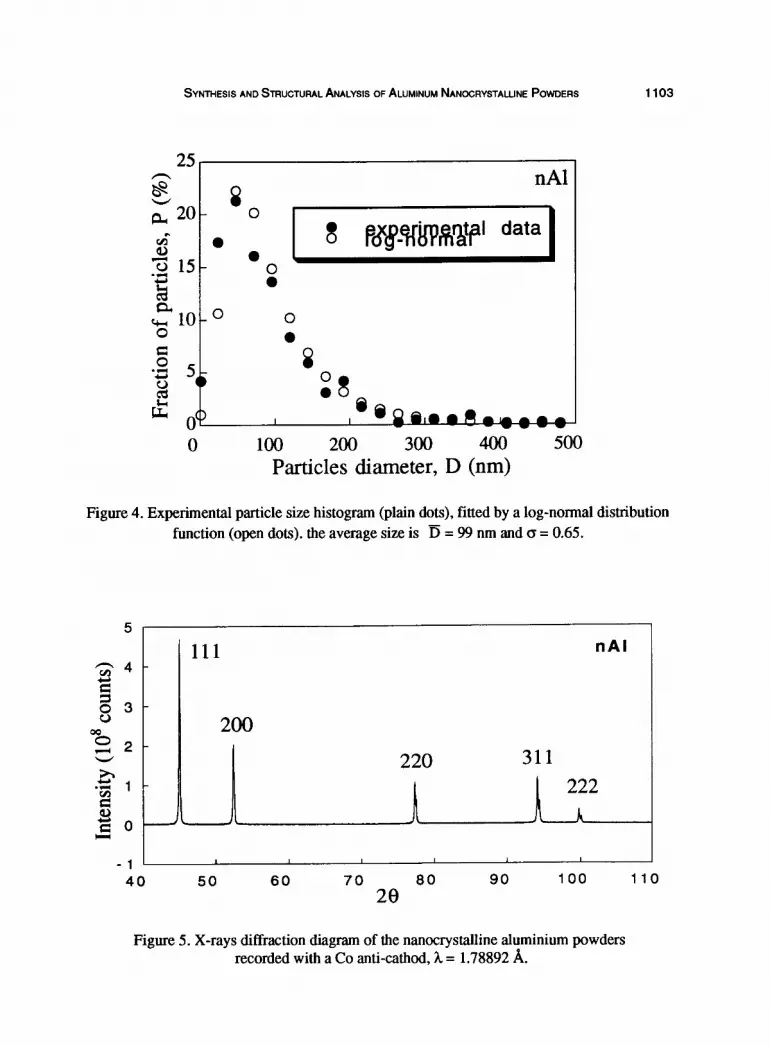
The size (diameter) distribution was measured by manual counting from a population of about 500 particles (Figure 3 is a representative sample of a TEM micrograph used). The experimental size distribution determined is given on Figure 4 by the black dots. This distribution is fitted by a log-normal function (open dots) generally observed for powders prepared by condensation techniques. The log-normal probability function is expressed as:
P(D) = N
(2H)1/20(D/~)exp
(ln(D / D) + cr2 / 2)2
2a2
where D is the particle size. For the fit, the normal&ion factor N, the mean particle size D = Z(ni Di) / Zni (with ni the number of particle of size Di) and the standard deviation Std, necessary for the calculation of o following:
0 = {ln[(Sul/D)2] + l)‘D
were obtained from the experimental distribution (D= 99 nm, Std = 70 nm and o = 0.65). One notices that the minimum and maximum particle size are respectively about 20 nm and 500 nm. However, it should be pointed out that 60% of the overall particles have a size less than 70 nm and that properties typical of nanomaterials should be expected.
Supplementing local TEM analysis, X-ray diffraction experiments were carried out to confii the average size and to estimate lattice distortions in the particle powders from the X-ray lines broadening (see ($6)). Figure 5 is the X-ray diffraction diagram of n-Al (recorded with a Co anticathode, h =1.78892 A). The peaks are narrow enough to give a fairly good accuracy on the position of the maximum of intensities. The crystalline structure is fee and the lattice parameter measured is 4.049 f 0.003& so that no deviation is apparent with respect to an aluminum micro- crystal. The full width at half maximum (fwhm) of the experimental peaks has been corrected for instrumental broadening, b, measured with a Ce& standard, giving the powder contribution to the broadening, 8 : p = { [(fwhm2-b2)]tD.(fwhm-b)] lR . According to the line broadening theory the pertinent parameter p* = j3cos(B)lh is derived and (p*/d*)2 is plotted versus p*/(d*)2 (Figure 6),
SYNTHESIS AND STRUCTUFUL AFULV~IS OF ALUMINUM NANOCRYSTALLM POWERS 1103
_”
n
E nA1
3 +.g:: 15- 0.
z ;d.,,l
% *r 10-O 0
8
.rl 5-
.8 s 0 E :8
IL 0’ (
0 100 200 300 400 500
Particles diameter, D (nm)
Figure 4. Experimental particle size histogram (plain dots), fitted by a log-normal distribution
function (open dots). the average size is 6 = 99 nm and d = 0.65.
5 ,
111 nAl
200
220 311
222
/L 1. h
:
40 50 60 70 80 90 100 110
20
-1 ’ I I I I , I
Figure 5. X-rays diffraction diagram of the nanocrystalline aluminium powders recorded with a Co anti-cathod, h = 1.78892 A.

1104
3
Y CHAMPION AND J BIGOT
- 2.5 “0
g 2 hl
c 1.5 ;;‘ P -1
0 1.125 2.25 3.375 4.5
b*/(d*)2 (A)(X 1 03)
Figure 6. Halder-Wagner plot obtained from the lines breadth of the diffraction diagram (Figure 4).
according to the Halder-Wagner equation (6):
where d* = 2 sin (O)& is the inverse of the reticular distance. The particles are isotropic in shape and strain since the dots corresponding to different crystallographic directions are aligned. The inverse of the slope, E, gives an apparent average size of the particles E = 120 * 6 nm. The intercept gives < E 0 which indicates that no lattice distortion is detected in the specimens. It should be noticed that E is of the same order of magnitude of the average particle size measured by TEM. This value should be corrected by a factor depending on the particles shape and the size distribution. Qualitatively, the average size would be overestimated as much as the breadth of the size distribution is large (7).
The larger particle size for n-Al is another difference with respect to the n-Cu and n-Fe powders. This result might due to the fact that n-Al powders are condensed in argon instead of in nitrogen and in a gas medium instead of in a liquid. According to Yatsuya and co-workers (8), particle size and size distribution are strongly dependent on the pressure of the inert gas, the evaporation temperature and the distance between the source and the collecting zone. Other work by Wada (9) showed that the particle size depends on the nature of the inert gas used. For the synthesis of the n-Al powders, the condensation region is larger and the temperature gradient is lower than for n-Fe and n-Cu experiments. This allows extended particle growth, multiple collisions between particles and coalescence, all of which would produce larger particles.

SYNTHESIS AND STRUCTURAL ANALYSIS OF AWMINUM NAN~CRYSTAUNE POWDERS 1105
(a)
Fi lgure 7. I-REM images of regions close to the surface of a 90 nm size particle, oriented fol- lowing the [Ol l] zone axis. (a) High (h,k,l) planes of aluminum where alumina appears amorphous. TR indicates the transition region between the two inverted contrast zones.
(b) (ii 1) aluminum plane covered by a partially crystalline and epitaxic alumina layer. S are monatomic or diatomic steps at the Al-Al203 interface. Inset Figure 6a is the
calculated power spectrum valid for the lattice on Figure 6a and 6b.

1106 Y CHAMPION AND J BIGOT
3.2 Particles Structure
Figure 7a and 7b are HREM images of two regions at the surface of a 90 nm sized particle. The lattice is oriented with the [Oil] direction parallel to the electron beam as shown by the calculated powder spectrum (inset Figure 7a). Due to a nearly spherical shape, the thickness changes sharply close to the edge of the particle which produces a contrast inversion at a given defocus value. The region marked TR on Figure 7a is simply the transition between the two inverted contrast zones and should not be interpreted as an amorphous phase. The particles are covered with a 3 nm thick on average layer most likely produced by oxidation of aluminum. Only oxygen was detected in addition to aluminum by EDX analysis on single free particles. Since the powders are pyrophoric soon after their formation, it is reasonable to think that oxidation occurs at low temperature within the argon and/or within the hexane.
At low magnification (Figure 3) the particles appear to be spherical. However, HREM images reveal that the crystalline (Al) surface structure varies with the surface orientation. On figure 7a, the surface is oriented following low atomic density, or high (l&l) planes, of the fee
-- structure ranging from the (1 i 1) to the ( 1 11) planes. The large surface curvature is uniform and
is accommodated by an arrangement of monatomic and diatomic steps. Approaching the (i i 1) plane (Figure 7b), the surface curvature decreases. The particle has large high atomic density facets of length of a few tens of atomic distances and edged by monatomic or diatomic steps. It should be noted that a similar structure of the metal lattice close to the particle surface was observed for nanocrystalline copper powders produced by the same preparation process (10). The faceting of crystalline spheres following high atomic density planes may be ascribed to a surface energy minim&ion. It is reasonable to think that even though the surface area increases by faceting, the formation of low energy surfaces to the detriment of high energy surfaces, may lead to a decrease in the absolute surface energy.
The alumina phase appears to be fully amorphous on the aluminum surface with low atomic density (huge surface curvature, Figure 7a), whereas it appears to be partially crystal&d on the --
( 1 11) facets (Figure 7b). It is worth noticing that no crystallinity other than aluminum was detected by X-ray diffraction (Figure 5). The partially crystallised alumina appears to be in epitaxy
-- on the large ( 1 11) aluminum facets. The apparent atomic planes in alumina are strictly parallel
to the ( f i 1) plane of aluminum below. On the high (hkl) planes, the alumina has a uniform surface --
curvature and on the ( 1 11) planes, the partially crystallised alumina accommodates the curvature by large facets.
The formation and the nature of aluminum surface oxide on flat surfaces has been extensively investigated with reference to catalysis, chemisorption, corrosion and powder metal- lurgy aluminum mechanical properties. Thepresenceof aluminum oxide onaluminum nanospheres has already been reported (4,11,12) but not analysed in detail. Investigations showed that the alumina (Al2O3) phase is formed in contact to the metal, and within a humid atmosphere this phase is overlaid by the hydrate Al(OI-I)3. Decomposition of this hydrate leading to the formation of (Al2O3) and water can be carried out by degassing in vacuum and from room temperature to 600 K (13). This phase might therefore have been removed from the surface of the particle in the TEM microscope before observations. Surface analysis was focused mainly on the stoichiometry of thin fihns alumina (Al2O3) on aluminum or other oriented substrates, and seems to depend little on surface orientation (14,15). In any case, alumina thin films have always been considered in a fully

SYNTHESIS AND STRUCTURAL ANALYSIS OF ALUMINUM NANCCRYSTALLINE POWDERS 1107
Figure 8. HREM image of the combination of two I;3 twin-boundaries and a X9 grain-bound- ary, observed at two particles neck. The three grains A, B, C are in the first particle, oriented following the [Ol l] zone axis. The second particle D is tilted from a simple zone axis and no lattice contrast is observed Inset is the power spectrum calculated at the I;9 grain-boundary.
amorphous state and only the transformation to yAl2O3 at 873 K and to 01Al2O3 at 1300 K were reported (15). For the nanometer sized particles, both the large surface curvature and the surface orientation must be taken into account to explain the difference in structure observed for alumina.
HREM experiments were also focused on the detection of defects which might be present in the nanoparticles. In contrast to nanocrystalline copper and despite the same fee crystal structure, no twins were observed iu single n-Al particles. For copper, the formation of “nano- growth-twins” crossing the single spherical nanograms was associated with a relaxation of the structure during particle formation, in order to minimize the stress induced by the surface curvature on the crystal lattice. The absence of twins in aluminum single particles is ascribed to the far higher twin fault energy for this metal with respect to copper which does not allow the formation of twin boundaries. Similar behaviour of nanoparticles of these metals was repotted by Tholen (16).

1108 Y CHAMPION AND J BIGOT
Moreover, no dislocation was found*, but this result seems to be appropriate for any nanoparticle. Argument is that if a dislocation is generated, it cannot reach an equilibrium position near to a free surface and are pulled out of the grain by image forces.
Deformation twins andgrain boundaries which are theonly “structural defects”encountered in the n-Al powders are visible on the HREM image (Figure 8). They occur in particles which have undergone collision during the synthesis. Figure 8 shows four grains (A, B, C, D) joined at a contact point between two sintered particles. The particle D is not oriented at a simple zone axis so that no lattice contrast is visible. The other grains are oriented with the [Ol l] zone axes parallel to the electron beam and at least two sets of lattice fringes are revealed for each grains. The lattice of grains at A-B boundaries and at B-C boundaries are in twin relation, that is that two grains are rotated one with respect to the other by an angle of 70.53”. The twin boundaries are perfectly flat, parallel to ( 111) planes, except diatomic steps (see arrow S on Figure 8) which are present at the boundary plane. According to the deformation twinning mechanism (17), these steps produce by their displacement under stress the lattice shear for the displacement of the twin boundary. From the two successive I;3 boundaries, it results that grains A and C should be misoriented by an angle of 38.94” which correspond to a Z9 grain boundary. The angle measured on the powder spectrum (inset Figure 8) calculated at the boundary between A and C corresponds effectively to the predicted value. The combination of rotation following (011) axis of two C3 and one C9 leads to the identity, so no defect such as disclination is necessary at the triple junction. The habit plane of
- - the X9 grain boundary is nearly parallel to the (100) plane of crystal A and the (2 11) plane of crystal C. It would seem to be slightly tilted with respect to the electron beam because the atomic structure at the boundary is unclear.
Deformation twinning in fee metals requires a high resolved shear stress and it is generally observed at low temperature (for micro-grains) when plastic yielding involving dislocations is inactive. The stress necessary to activate twinning increases with the twin fault energy. For example, the stress for copper is typically 150 MPa. The twin fault energy for aluminum is three times as large as that of copper, which explains that no deformation twinning is generally observed for this metal. Twinning in nanocrystalline aluminum can be explained by the formation of a neck between nanoparticles. This neck can be the result of partial sintering between crystallised particles in a hot region, or a frozen intermediate stage of coalescence between drops. In both cases, adhesion at the particles contact generates a high stress under the neck surface, which should enable the deformation twinning of the particles. A good estimate of the stress, related to the neck surface curvature and surface energy, is given by the Laplace relation o=r(x-D)/x2, with cr the stress under the neck, y the surface energy, x the neck radius, and D the particle diameter. On Figure 8, the radius of the neck is of the order of 15 nm and the particles radius is about 45 nm. The resulting stress is about 400 MPa and is more than 1 GPa when the neck radius is below 10 nm. It is interesting to note that grain boundary A-C and the flat grain boundary between C and D reveal that after collision, the particles were able to undergo plastic deformation under this sintering stress. This results is of major importance since it indicates that powders may be able to be densifiedand shaped
*It should be noted that in aluminum, partial dislocation loops edging stacking faults are formed by the condensation of vacancies produced by the electron beam irradiation (Figure 8, arrows L). For thin aluminum specimens, annealing at 180°C is necessary to eliminate these dislocation loops, but for the nanoparticles. owing to the small size and surface proximity, spontaneous annihilation occurs under the beam. Formation and annihilation of loops are frequently observed during TEM experiments on nAl.

SYNTHESIS AND STRUCTUFUL ANALYW OF ALUMINUM NANOCRYSTALLINE POWDERS 1109
under high compaction pressure by plastic yielding as well as during sintering. This behaviour is similar to that observed for copper nanopowders (18). Once again, the mechanism involved in the yielding of nanograms is still unclear.
4. SUMMARY AND CONCLUSION
Nanocrystalline powders of aluminum have been synthesised by condensation of metal vapour in cold argon gas stream. The as-produced nanoparticles am spherical, free of strain and have a mean diameter of 100 nm with 60% of grain having a size below 70 nm. Nanoparticles are covered by a three nanometer thick oxide layer which structure depends on the aluminum surface orientation. During synthesis, particles which interact undergo plastic yielding under the stress created at the particles neck producing the formation of twins and the flattening of the particle surfaces.
The presence of the highly stable and not removable alumina overlayer will be of great importance for the powder-metallurgy processing of the n-Al powders. The volume fraction of alumina is about 8%, which is the minimum necessary to produce a substantial strengthening of the metal in as much as size of hard precipitate is able to be controlled. As an alternative, the strengthening could be obtained by the small particle size (Hall-Petch effect) and the alumina phase may assure thermal stability, preventing aluminum grain growth. An intermediate situation with the combination of strengthening by hard precipitates and Hall-Petch effect should also be expected.
The preparation of bulk macroscopic specimens from the n-Al powders is currently investigated with an attempt to produce nanostructured composite. Interesting applications of such a material combining low density, high strength and high thermal stability (200°C) are foreseen.
ACKNOWLEDGMENTS
Authors wish to thank J.-L. Bonnentien (CECM-CNRS) for technical assistant in powders preparations, J.-C. Rouchaud (CECM-CNRS) for ICP/AEs measurements and J.-L. Past01 (CBCM-CNRS) for EDX analysis. M. Hjitch is gratefully acknowledged for suggestions and critically reading the manuscript.
REFERENCES
1. Bigot, J., Gouraat, A.G., Vemet, G., Rimpert, J.F., Foulard, J. and Sarle, T., French patent #28307414,1983.
2. 3. 4.
5.
6.
Champion, Y. and Bigot, J., Materials Science and Engineering A, 1996, A217/218,58. Hombogen, E. and Starke, E.A., Acta Metallurgica et Materialia, 1993,41, 1. Sanchez-Lopez, J.C. and Femandea, A., Nanostructured Materials, 1996,7,813.
Taylor, A., X-ray Metallography, John Wiley t Sons, New York, 1961. Langford, J.E., International Conference Accuracy in Powder Diffraction II, National Institute of Standards and Technology Special Publication 846, Gaithersburg, MD, USA, 1992.
7. Langford, J.I. and Wilson, A.J., Journal ofApplied Crystallography, 1978, 11, 102.

1110 Y CHAMPION AND J BIGOT
8. 9. 10. 11. 12.
13. 14. 15. 16. 17.
18.
Yatsuya, S., Kasukabe, S. and Uyeda, R., Japanese Journal of Applied Physics, 1973, 12, 1675.
Wada, N., Japanese Journal of Applied Physics, 1968,7, 1287.
Champion, Y. and Bigot, J., Scripta Materialia, 1996,35,517.
Nieh, T.G., Luo, P., Neliis, W., Lesuer, D. and Benson, D., Acta Materialia, 1996,44, 3781.
Stiickli, T., Staldelmann, P. and Chltelain, A., Microscopy Microanalysis Microstructure, 1997,8,
145.
Kim, Y.W., Grifith, W.M. and Froes, F.H., Journal of Metals, 1985,37,27.
Chen, P.J., Colaianni, M.L. and Yates, J.J.T., Physical Review 8, 1990,41, 8025.
Frederick, B.G., Apai, G. and Rhodin, T.N., Surface Science, 1991,244,67. Thiilen, A.R., Acta Metallurgica et Materialia, 1979,27, 1765.
Venables, J.A., Deformation Twinning, Gordon and Breach Science Publishers, New York, 1963, p. 77. Dominguez, O., Champion, Y. andBigot, J.,Synthesis andProcessingofNanoctystalline Powders,
1996, p. 193.