simulaÇÃo do sistema produtivo do queijo mussarela
TRANSCRIPT

SIMULAÇÃO DO SISTEMA PRODUTIVO DO QUEIJO MUSSARELA
Lázaro Antônio da Fonseca Júnior (UFG – CAC) [email protected]
Jardel Viera (UFG – CAC) [email protected]
Edson Amado da Silva Júnior (UFG – CAC) [email protected]
Resumo: Através da criatividade humana e sua inteligência, foi possível a criação de várias
tecnologias, dentre estas, a computacional, impulsionando diversos avanços e a possibilidade
de obter informações precisas e adequadas. O uso da ferramenta de simulação computacional
se torna essencial, a partir do momento em que se deseja analisar a essência de uma atividade
ou um sistema, permitindo a realização de experiências para avaliar o comportamento do
sistema ou o seu efeito ao longo de um determinado instante de tempo. Este artigo visa
analisar o processo produtivo de uma empresa, atuante na fabricação de queijo mussalera, por
meio da simulação de seu processo produtivo e apontando possíveis melhorias.
Palavra chave: Simulação, Arena, Queijo Mussarela.
1. Introdução
Com os avanços tecnológicos, mudaram-se radicalmente muitas operações, e tudo
indica que o ritmo do desenvolvimento tecnológico aumenta constantemente. O uso da
tecnologia computacional tornou-se uma grande aliada das empresas na busca por seu
crescimento, aumentando a eficiência dos processos (MUROLO et al., 2009).
Os setores operacionais são cada vez mais reconhecidos como condutores de
vantagens competitivas entre as empresas, pois auxiliam no cumprimento das datas de
entrega, reduz o tempo de atendimento, gera maior flexibilidade ao processo, aumenta o
padrão de qualidade e sem acarretar grandes custos. Portanto, a simulação aparece como uma
poderosa ferramenta, que vem sendo utilizada com sucesso, na resolução ou tomada de
decisões dos mais diversos problemas operacionais (SOUZA et al., 1994).
Ao efetuarmos estudos de planejamento, é comum encontrarmos com problemas de
dimensionamento ou fluxo no qual a resolução é visivelmente complexa. Geralmente
queremos saber qual a quantidade correta de recursos, qual melhor layout, qual o melhor
roteiro de fluxo, a melhor mudança ou redimensionamento, ou seja, desejamos ter um
funcionamento eficiente ou otimizado (PRADO, 2010).
Na execução de projetos geralmente envolve alguma tomada de decisão antes da
criação do projeto final. Para aumentar a confiança e diminuir riscos na implantação de um
projeto, muitos projetistas buscam através da simulação, meios para visualizar como o
processo iria funcionar na prática. De algumas formas, a simulação é uma das abordagens
mais importantes para a tomada de decisão e redução de riscos (SLACK; CHAMBERS;
JOHNSTON, 2009).
A simulação é utilizada em casos em que é muito caro ou difícil o experimento na
situação real. Permitindo variar paramentos críticos e assim conhecer as combinações com
melhores resultados. Dessa forma podemos analisar o efeito de mudanças sem correr risco da
construção de um sistema real de forma errada (MUROLO et al., 2009).
1.1 Justificativa
A realização da simulação de um sistema real é de grande importância porque permite
a aceleração do funcionamento do sistema, possibilita prever os erros e acidentes que podem
ocorrer no sistema real além de poupar recursos econômicos, pois dispensa a construção de
protótipos para testes. A simulação pode ser útil em qualquer sistema de manufatura, desde a
fase de análise do problema e definição de requisitos, até as fases de projeto, implementação e
operação de qualquer processo (LOBÃO; PORTO, 1999).
Neste contexto, observa-se a grande importância do uso da simulação de sistemas na
resolução dos diversos problemas sem que haja a necessidade de real vivência destes,
reduzindo muitos dos transtornos. Portanto, a simulação pode acarretar inúmeras melhorias
para as empresas, levando em consideração que a simulação depende de um bom analista e
tomador de decisões para gerar tais benefícios.
Segundo Prado (2010), diversas aplicações da simulação de sistemas podem ser
relacionadas com diferentes áreas da Engenharia de Produção podem sem desde linhas de
produção até processamento de dados. Dessa forma, o presente trabalho irá utilizar os
conhecimentos adquiridos no decorrer do curso e aplicar a ferramenta de simulação na
produção do queijo mussarela.
O presente trabalho será desenvolvido em um laticínio localizado a aproximadamente
90 quilômetros de Goiânia, e através da simulação do processo produtivo do queijo mussarela
visa-se retratar a situação real e analisá-la e se possível propor melhorias.
1.2 Objetivo
O objetivo deste trabalho é fazer a aplicação e análise da simulação no sistema de
produção do queijo mussarela, e se possível apresentar melhorias no processo estudado. Este
trabalho será executado em um laticínio localizado a aproximadamente 90 quilômetros de
Goiânia, fazendo o uso do software de simulação Arena.
2. Simulação de sistemas
Uma simulação é a imitação, durante determinado período de tempo, da operação de
um sistema ou de um processo real. Feita a mão ou e um computador, a simulação envolve a
geração de uma história artificial do sistema, e a partir desta história a inferência de como o
sistema real funcionaria. O comportamento do sistema é estudado pela construção de um
modelo de simulação. Alterações no sistema podem ser inicialmente simuladas para se prever
as consequências no mundo real. Assim, a Simulação pode usada tanto como uma ferramenta
de análise para prever o efeito de mudanças em sistemas já existentes, quanto como uma
ferramenta para prever a desempenho de novos sistemas sobre as mais variadas circunstâncias
(SANTOS 1999).
A simulação é uma técnica usada tanto para projetar e avaliar a implantação de novos
sistemas, como para fazer a reconfiguração física ou mudanças no controle de operação de
sistemas já existentes. As aplicações da simulação têm crescido em todas as áreas, auxiliando
os gestores na tomada de decisão de problemas complexos e possibilitando um melhor
conhecimento dos processos dentro das organizações (SAKURADA; MIYAKE, 2009).
Para Santos (1999), as principais vantagens da simulação são:
Estudar procedimentos operacionais, fluxo de informação e etc., sem alterar o mundo
real.
Fazer teste de equipamentos, layouts, sistemas de transporte sem necessidade da
aquisição.
Testar como e porque certos fenômenos ocorrem visando verificar sua praticabilidade.
O tempo pode ser alterado permitindo acelerar ou retardar o fenômeno sob
investigação.
Pode-se entender melhor sob a interação das variáveis do sistema.
2.1 Software ARENA
O ARENA é um software que foi desenvolvido pela empresa Rockwell Software Inc.
No Brasil o software é representado pela Paragon Tecnologia Ltda.
O ARENA foi considerado por renomados especialistas em simulação como "O mais
inovador software de simulação", por unir os recursos de uma linguagem de simulação à
facilidade de uso de um simulador, em um ambiente gráfico integrado. A linguagem
incorporada ao ARENA é o SIMAN. (PARAGON, 2012)
O software é caracterizado por um ambiente gráfico integrado de simulação, que
contém todos os recursos para modelagem, animação, análise estatística e análise de
resultados, utilizando a abordagem por processos para executar a simulação. (RAMOS &
PINTO, 2004).
Ele é um dos softwares mais utilizados no que diz respeito à simulação. Ele oferece
uma ampla possibilidade de configurações de cenários, além de possibilitar grande facilidade
de uso e interpretação dos resultados. Seu uso permite aos gestores simular vários cenários
interagindo simultaneamente com vários elementos do processo em estudo, como pessoas,
equipamentos, insumos e matéria-prima. (SCHONS & RADOS, 2009)
As vantagens da utilização do ARENA, beneficiam desde as tomadas de decisões
sobre chão-de-fábrica, até o front-office da empresa, podendo a simulação ser usada em
qualquer tipo de ambiente, seja um pátio de uma mineração ou uma U.T.I de um hospital.(
LIMA; SOUZA; ARAÚJO, 2006).
3. Metodologia
Quanto à metodologia utilizada, o objetivo de estudo deste trabalho é classificado
como exploratório. Para Gil (2009), estas pesquisas têm como objetivo a aproximação com o
problema, com vistas a deixá-lo mais explícito ou a construir hipóteses. Os procedimentos
técnicos de coleta e análise dos dados usados no trabalho são classificados como pesquisa
bibliográfica, sendo esta feita através de livros e artigos.
A abordagem da pesquisa é quantitativa, e o delineamento é uma pesquisa
experimental e um estudo de caso. O estudo de caso é feito quando o pesquisador tem pouco
controle sobre os eventos e quando o foco se encontra em fenômenos inseridos em algum
contexto da vida real já e a abordagem quantitativa é a utilização de recursos e técnicas
estatísticas, para traduzir em números os conhecimentos gerados pelo pesquisador
(LACERDA et al., 2007).
4. Estudo de caso
O estudo de caso foi feito em um laticínio localizado aproximadamente 90
quilômetros de Goiânia. A empresa encontra-se numa região de grande produtividade de leite.
Fundada em 1998, a empresa hoje conta com mais de 20 funcionários internos e
grandes clientes, como os Hipermercados Carrefour e Pão de Açúcar e a DPA Nestle.
Atualmente mais de dois terços da produção de leite é destinada a empresa DPA Nestle, ou
seja, dos 40 mil litros de leite que o laticínio recebe diariamente, 15 mil litros são utilizados
na produção de queijo mussarela e a outra parte é comercializada com a e DPA Nestlé
O laticínio possui área de 13 hectares, sendo que a área industrial é de 600m2,
dividindo em quatro partes distintas. A primeira é composta pela plataforma para recebimento
do leite e laboratório de análise. A segunda compreende a parte da produção da empresa,
sendo composta pelos equipamentos usados para fabricação dos queijos. A terceira parte é
composta por três câmaras fria de e sala de empacotamento. A quarta parte fica a casa de
máquinas. Sendo que existem outros anexos da indústria, um deles se encontra a caldeira e no
outro a parte administrativa, almoxarifado, vestiários e cantina.
O laticínio está em constante expansão e busca por uma melhor posição no mercado,
investindo fortemente na qualidade de seus produtos e numa boa relação com seus
fornecedores.
5. Modelagem
O presente trabalho buscou representar o processo produtivo do queijo mussarela,
portanto, o queijo mussarela será a entidade referida neste trabalho.
Vale ressaltar que para a produção do queijo, é destinado diariamente 15 mil litros de
leite.
Levando em conta que para produzir cada quilo de queijo mussarela são gastos uma
média 9,2 litros/kg, dependendo da qualidade do leite e cada peça produzida possui 4 kg, ou
seja, é gasto em torno de 36,8 litros de leite para cada peça de queijo mussarela. A produção é
feita três vezes ao dia, devido à capacidade da queijomática, que é de 5000 litros. No final de
cada dia são produzidos cerca de 1630 quilos de queijo mussarela (407 peças).
A figura 1 apresenta um modelo conceitual do processo produtivo.
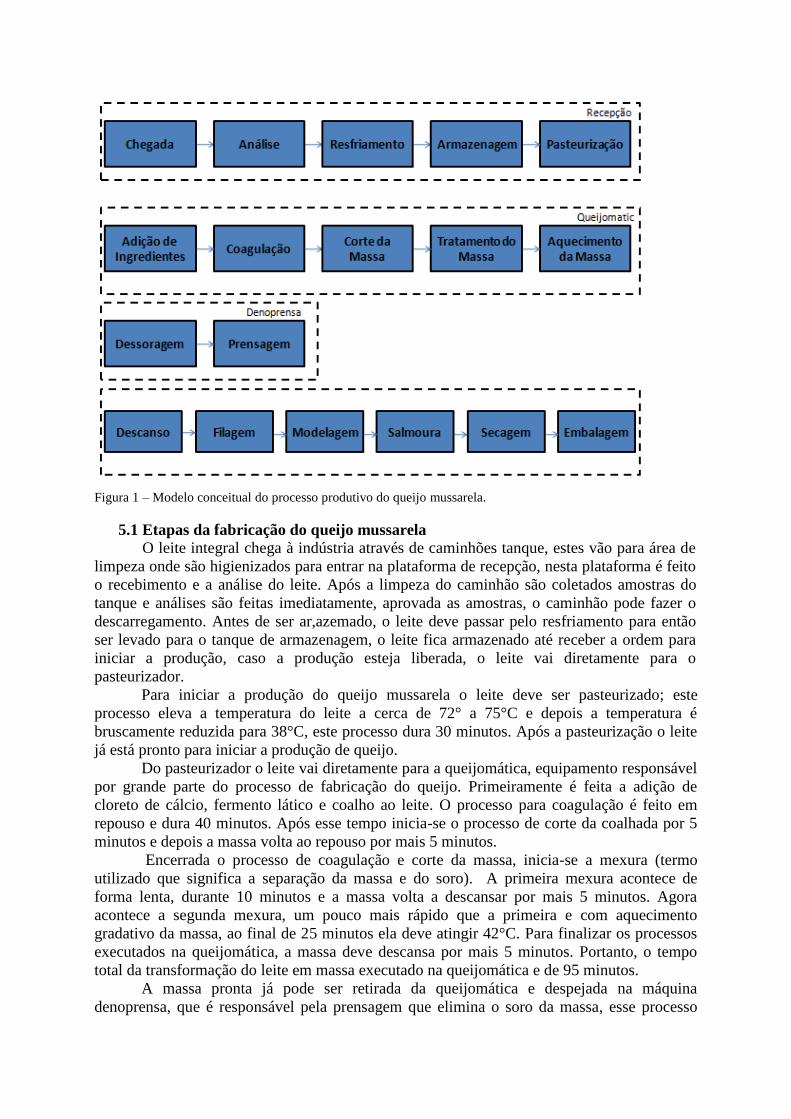
Figura 1 – Modelo conceitual do processo produtivo do queijo mussarela.
5.1 Etapas da fabricação do queijo mussarela
O leite integral chega à indústria através de caminhões tanque, estes vão para área de
limpeza onde são higienizados para entrar na plataforma de recepção, nesta plataforma é feito
o recebimento e a análise do leite. Após a limpeza do caminhão são coletados amostras do
tanque e análises são feitas imediatamente, aprovada as amostras, o caminhão pode fazer o
descarregamento. Antes de ser ar,azemado, o leite deve passar pelo resfriamento para então
ser levado para o tanque de armazenagem, o leite fica armazenado até receber a ordem para
iniciar a produção, caso a produção esteja liberada, o leite vai diretamente para o
pasteurizador.
Para iniciar a produção do queijo mussarela o leite deve ser pasteurizado; este
processo eleva a temperatura do leite a cerca de 72° a 75°C e depois a temperatura é
bruscamente reduzida para 38°C, este processo dura 30 minutos. Após a pasteurização o leite
já está pronto para iniciar a produção de queijo.
Do pasteurizador o leite vai diretamente para a queijomática, equipamento responsável
por grande parte do processo de fabricação do queijo. Primeiramente é feita a adição de
cloreto de cálcio, fermento lático e coalho ao leite. O processo para coagulação é feito em
repouso e dura 40 minutos. Após esse tempo inicia-se o processo de corte da coalhada por 5
minutos e depois a massa volta ao repouso por mais 5 minutos.
Encerrada o processo de coagulação e corte da massa, inicia-se a mexura (termo
utilizado que significa a separação da massa e do soro). A primeira mexura acontece de
forma lenta, durante 10 minutos e a massa volta a descansar por mais 5 minutos. Agora
acontece a segunda mexura, um pouco mais rápido que a primeira e com aquecimento
gradativo da massa, ao final de 25 minutos ela deve atingir 42°C. Para finalizar os processos
executados na queijomática, a massa deve descansa por mais 5 minutos. Portanto, o tempo
total da transformação do leite em massa executado na queijomática e de 95 minutos.
A massa pronta já pode ser retirada da queijomática e despejada na máquina
denoprensa, que é responsável pela prensagem que elimina o soro da massa, esse processo
tem duração de 20 minutos. Após a prensagem é feito o corte da massa em blocos menores
que são levados para prateleiras de espera onde ficam em descanso de um dia para o outro,
durante este repouso a massa deve atingir fermentação adequada para filagem.
A filagem é o processo executado no equipamento Monobloco, que é responsável pela
transformação da massa em queijo mussarela, que depois é levado para a moldagem e corte. O
monobloco tem capacidade de 500 quilos por hora, portanto, são feitas 125 peças a cada hora.
As peças são colocadas em moldes e levadas para a sala da salmoura e depois para sala de
secagem, onde ficam cerca de um dia em cada sala, no final desses processos a mussarela
pode ser embalada e comercializada. Logo a seguir será apresentado o fluxo da produção do
queijo mussarela e seus respectivos tempos.
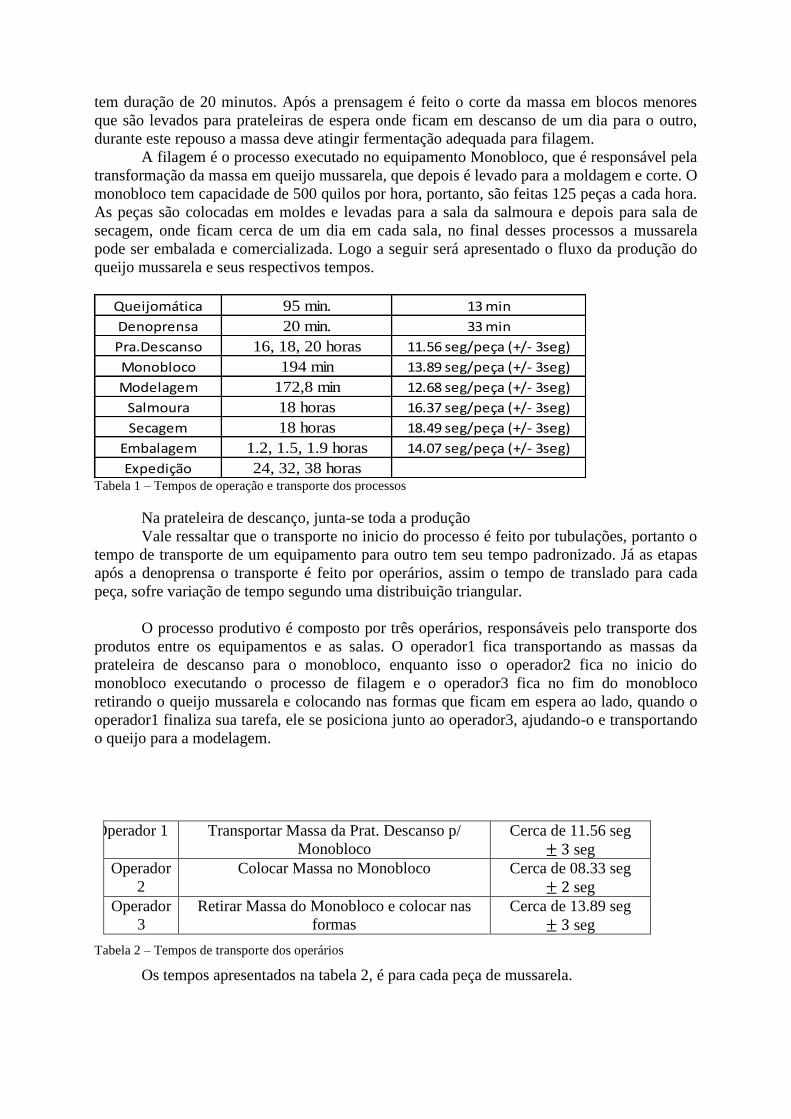
Queijomática 95 min. 13 min
Denoprensa 20 min. 33 min
Pra.Descanso 16, 18, 20 horas 11.56 seg/peça (+/- 3seg)
Monobloco 194 min 13.89 seg/peça (+/- 3seg)
Modelagem 172,8 min 12.68 seg/peça (+/- 3seg)
Salmoura 18 horas 16.37 seg/peça (+/- 3seg)
Secagem 18 horas 18.49 seg/peça (+/- 3seg)
Embalagem 1.2, 1.5, 1.9 horas 14.07 seg/peça (+/- 3seg)
Expedição 24, 32, 38 horas Tabela 1 – Tempos de operação e transporte dos processos
Na prateleira de descanço, junta-se toda a produção
Vale ressaltar que o transporte no inicio do processo é feito por tubulações, portanto o
tempo de transporte de um equipamento para outro tem seu tempo padronizado. Já as etapas
após a denoprensa o transporte é feito por operários, assim o tempo de translado para cada
peça, sofre variação de tempo segundo uma distribuição triangular.
O processo produtivo é composto por três operários, responsáveis pelo transporte dos
produtos entre os equipamentos e as salas. O operador1 fica transportando as massas da
prateleira de descanso para o monobloco, enquanto isso o operador2 fica no inicio do
monobloco executando o processo de filagem e o operador3 fica no fim do monobloco
retirando o queijo mussarela e colocando nas formas que ficam em espera ao lado, quando o
operador1 finaliza sua tarefa, ele se posiciona junto ao operador3, ajudando-o e transportando
o queijo para a modelagem.
Operador 1 Transportar Massa da Prat. Descanso p/
Monobloco
Cerca de 11.56 seg
seg
Operador
2
Colocar Massa no Monobloco Cerca de 08.33 seg
seg
Operador
3
Retirar Massa do Monobloco e colocar nas
formas
Cerca de 13.89 seg
seg
Tabela 2 – Tempos de transporte dos operários
Os tempos apresentados na tabela 2, é para cada peça de mussarela.
Os três operários têm em comum as funções de transportar as massas da modelagem
para salmoura, transportar massa entre as demais salas e são encarregados também por
embalar os produtos. O transporte é feito da seguinte forma: junta-se um lote dos produtos em
um carrinho de carga, e assim é feito o transporte para o próximo processo, depois, outro lote
é transportador até se transportar toda a produção.
6. Simulação
A simulação foi feita no software Arena, na versão 2011.
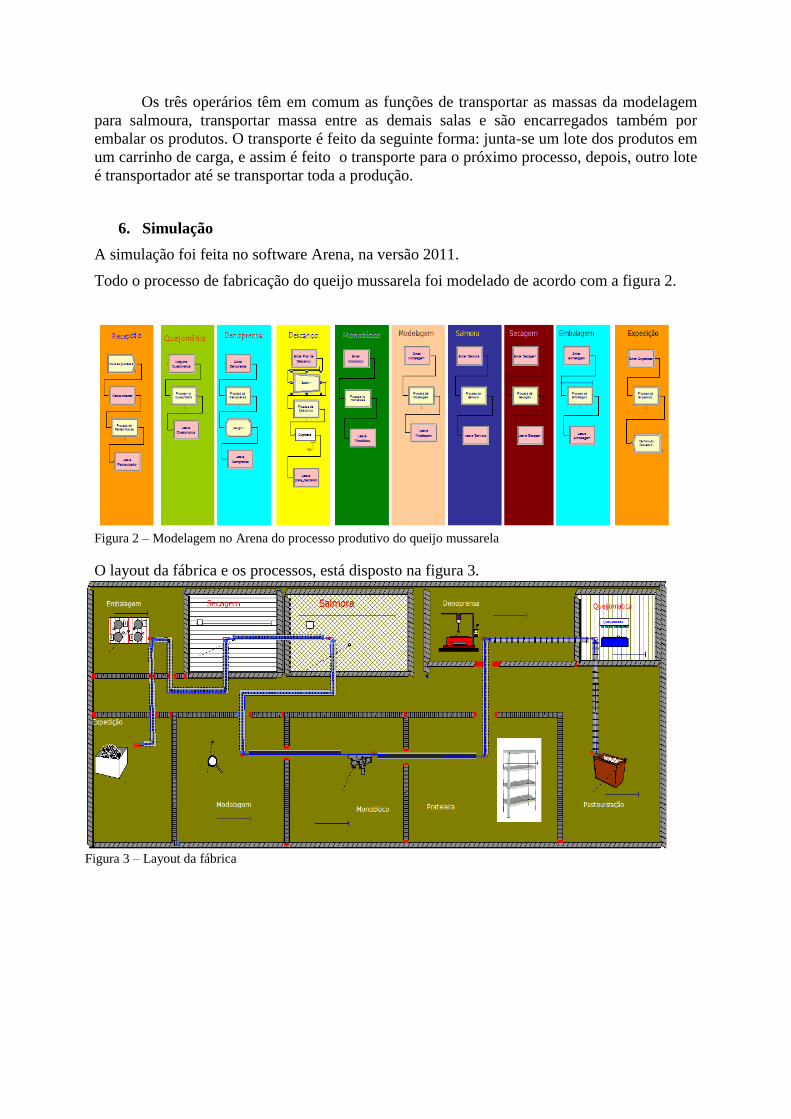
Todo o processo de fabricação do queijo mussarela foi modelado de acordo com a figura 2.
Figura 2 – Modelagem no Arena do processo produtivo do queijo mussarela
O layout da fábrica e os processos, está disposto na figura 3.
Figura 3 – Layout da fábrica
7. Análise dos Relatórios
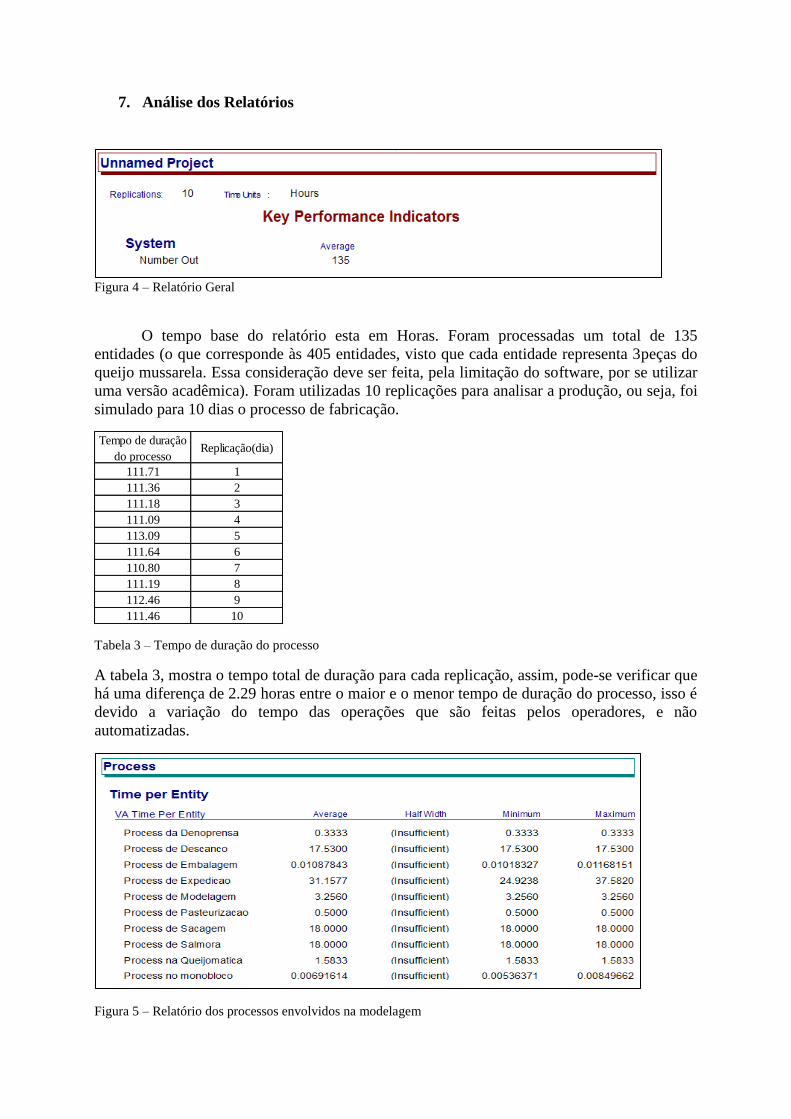
Figura 4 – Relatório Geral
O tempo base do relatório esta em Horas. Foram processadas um total de 135
entidades (o que corresponde às 405 entidades, visto que cada entidade representa 3peças do
queijo mussarela. Essa consideração deve ser feita, pela limitação do software, por se utilizar
uma versão acadêmica). Foram utilizadas 10 replicações para analisar a produção, ou seja, foi
simulado para 10 dias o processo de fabricação.
Tabela 3 – Tempo de duração do processo
A tabela 3, mostra o tempo total de duração para cada replicação, assim, pode-se verificar que
há uma diferença de 2.29 horas entre o maior e o menor tempo de duração do processo, isso é
devido a variação do tempo das operações que são feitas pelos operadores, e não
automatizadas.
Figura 5 – Relatório dos processos envolvidos na modelagem
Tempo de duração
do processoReplicação(dia)
111.71 1
111.36 2
111.18 3
111.09 4
113.09 5
111.64 6
110.80 7
111.19 8
112.46 9
111.46 10
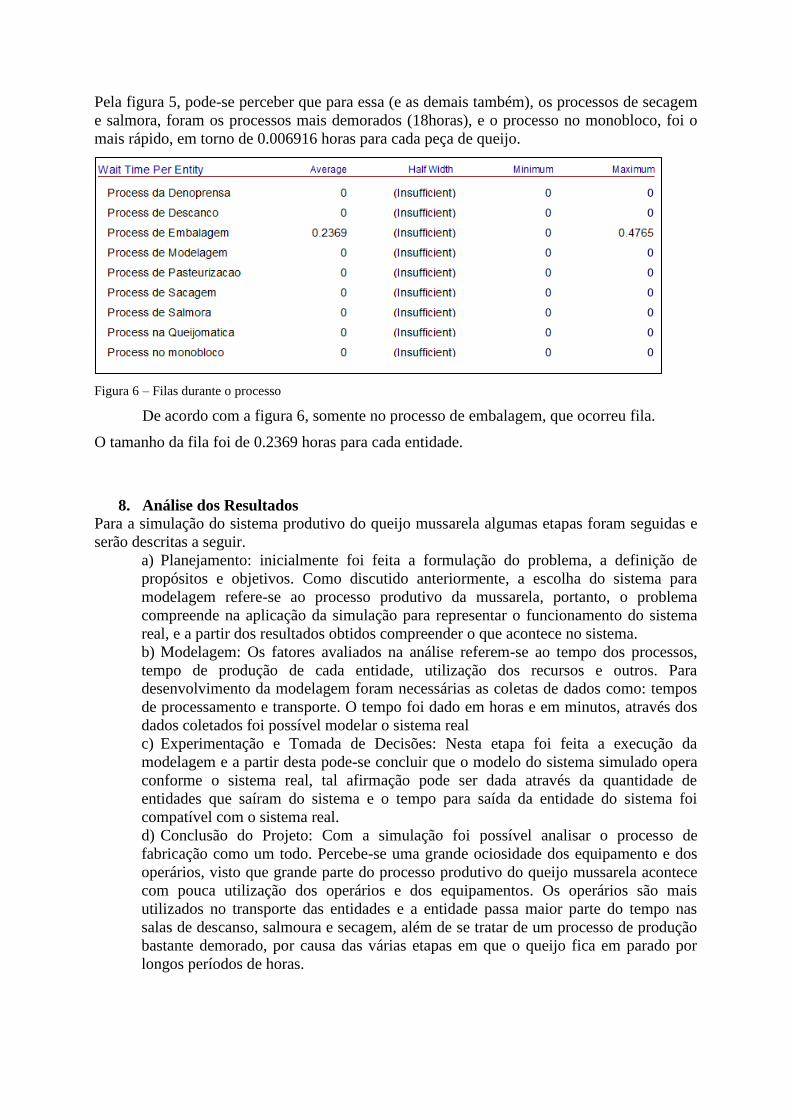
Pela figura 5, pode-se perceber que para essa (e as demais também), os processos de secagem
e salmora, foram os processos mais demorados (18horas), e o processo no monobloco, foi o
mais rápido, em torno de 0.006916 horas para cada peça de queijo.
Figura 6 – Filas durante o processo
De acordo com a figura 6, somente no processo de embalagem, que ocorreu fila.
O tamanho da fila foi de 0.2369 horas para cada entidade.
8. Análise dos Resultados
Para a simulação do sistema produtivo do queijo mussarela algumas etapas foram seguidas e
serão descritas a seguir.
a) Planejamento: inicialmente foi feita a formulação do problema, a definição de
propósitos e objetivos. Como discutido anteriormente, a escolha do sistema para
modelagem refere-se ao processo produtivo da mussarela, portanto, o problema
compreende na aplicação da simulação para representar o funcionamento do sistema
real, e a partir dos resultados obtidos compreender o que acontece no sistema.
b) Modelagem: Os fatores avaliados na análise referem-se ao tempo dos processos,
tempo de produção de cada entidade, utilização dos recursos e outros. Para
desenvolvimento da modelagem foram necessárias as coletas de dados como: tempos
de processamento e transporte. O tempo foi dado em horas e em minutos, através dos
dados coletados foi possível modelar o sistema real
c) Experimentação e Tomada de Decisões: Nesta etapa foi feita a execução da
modelagem e a partir desta pode-se concluir que o modelo do sistema simulado opera
conforme o sistema real, tal afirmação pode ser dada através da quantidade de
entidades que saíram do sistema e o tempo para saída da entidade do sistema foi
compatível com o sistema real.
d) Conclusão do Projeto: Com a simulação foi possível analisar o processo de
fabricação como um todo. Percebe-se uma grande ociosidade dos equipamento e dos
operários, visto que grande parte do processo produtivo do queijo mussarela acontece
com pouca utilização dos operários e dos equipamentos. Os operários são mais
utilizados no transporte das entidades e a entidade passa maior parte do tempo nas
salas de descanso, salmoura e secagem, além de se tratar de um processo de produção
bastante demorado, por causa das várias etapas em que o queijo fica em parado por
longos períodos de horas.
9. Conclusão
Através do desenvolvimento deste trabalho, a modelagem e simulação de um sistema
real, foi possível criar um sistema computacional semelhante com o sistema estudado, isto
pode ser concluído com base nos resultados e dados obtidos nos relatórios emitidos pelo
software, pois estes dados foram compatíveis com o sistema real.
Neste estudo, foi possível observar que alguns equipamentos ficam grande parte do
tempo em ociosidade, portanto caso haja uma expansão da empresa o uso da simulação torna
possível a visualização das reais necessidades, sem risco de investir em algo desnecessário,
tais como recursos, equipamentos, expansão da área produtiva e etc.
Portanto pode-se confirmar que com o uso da simulação trás inúmeras vantagens para
os mais diversos tipos de sistemas. Com a modelagem de um sistema torna-se fácil a
visualização do funcionamento do mesmo, o que realmente ocorre com recursos e
equipamentos, se é necessário ou não melhorar algum processo, se a produção é a mesma que
imaginamos ao longo do tempo, entre outras vantagens.
10. Referências
GIL, A. C. Como Elaborar Projetos de Pesquisa. Editora Atlas, 4ª edição, São Paulo, 2009.
MUROLO, A. C.; MEDEIROS DA SILVA, E.; MEDEIROS DA SILVA, E.;
GONCALVES, V. Pesquisa Operacional para os Cursos de Economia, Administração e
Ciências Contábeis. São Paulo: Atlas, 2009.
LACERDA, D.; SILVA, E.; NAVARRO, L.; OLIVEIRA, N.; CAULLIRAUX, H.
Algumas Caracterizações Dos Métodos Científicos Em Engenharia De Produção: Uma
Análise Em Periódicos Nacionais E Internacionais. Encontro Nacional de Engenharia de
Produção. Foz do Iguaçu, 2007.
LIMA, R. Z de; SOUZA, A. D. C de; ARAÚJO, L. C de. Manual do ARENA 9.
Departamento de Automação e Sistemas. Curso de Engenharia de Controle e Automação.
Universidade Federal de Santa Catarina,2006.
LOBÃO, E.; PORTO, A. Evolução das técnicas de simulação. Produção, São Paulo, v.
9, n.1, p. 13-22 jan./jun. 1999
PARAGON. ARENA. São Paulo, 2012. Disponível em < http://www.paragon.com.br/padrao.aspx?automotivo_content_lst_2166__.aspx>. Acesso em:
18 jun. 2012.
PRADO, D. Usando Arena em Simulação. 4. ed. Nova Lima, 2010.
RAMOS NETO, A. N.; PINTO, L. R. Template do programa Arena para simulação das
operações de carregamento e transporte em minas a céu aberto. Rem: Revista Escola de
Minas: Print version ISSN 0370-4467, Ouro Preto, v. 57, n. 1, abr. 2004.
SAKURADA, N.; MIYAKE, D. Aplicação de simuladores de eventos discretos no processo
de modelagem de sistemas de operações de serviços. Gestão e Produção, São Carlos, v. 16, n.
1, p. 25-43, jan./mar. 2009.
SANTOS, M. Introdução a Simulação Discreta. Departamento de Matemática e
Estatística. Universidade do Estado do Rio de Janeiro, 1999.
SCHONS, C. H.; RADOS, G. V. A importância da gestão de filas na prestação de serviços:
um estudo na BU/UFSC. Revista Digital de Biblioteconomia e Ciência da Informação,
Campinas, n.2, p.116-135, 2009.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 3. ed. São
Paulo: Atlas, 2009.
SOUZA, M. C. F.; YAMADA, M. C.; PORTO, A. J. V.; GONÇALVES FILHO, E. V. Análise
da alocação de mão-de-obra em linhas de multimodelos de produtos com demanda variável
através do uso da simulação: um estudo de caso. Prod., São Paulo, v. 13, n. 3, 2003 .