s7-300 plc training basic level
TRANSCRIPT

S7-300 PLC TRAINING
BASIC LEVEL

Pre-Requisites : None
Duration : 2 days – 5 hour per day
Description : Basic of PLC Operation and Programming
Technology : - S7300
- PC
- Step 7 Simatic Manager Software
Target Audience : All person that are required to deal with PLC circuits and
PLC programming
Contents : Lesson 1 :
• Digital Signal
• Digital Input Device
• Digital Output Device
• PLC Components
• PLC Wiring
Lesson 2 :
• Simatic Manager Step 7 Software
• Hardware Configuration
• Tipe Memory
• Ladder Logic
• Download Program dan Monitor
• Latihan
Lesson 3 :
• Timers
1. On Delay
2. Off Delay
• Latihan
Lesson 4 :
• Counters
• Latihan
Lesson 5 :
• Upload Existing PLC
• Diagnostic

Lesson 1 – Introduction PLC I
• Digital Signal
• Digital Input Devices
• Digital Output Devices
• PLC Components
• PLC Wiring

Digital Signal I.1
Definisi dari digital signal adalah :
• Sinyal elektrik yang terdiri dari diskrit ON (24 VDC) dan OFF (0 VDC)
• Digital signal hanya dikirim dari pulsa elektrik yang menunjukkan status 1/true/on dan
0/false/off
• Nilai digital ditulis dengan format 0 atau 1, bukan dengan angka seperti 0,1,2,3….

Digital Input Devices I.2
Inputs datang dari sensor yang mengubah dari besaran fisis menjadi sinyal elektrik.
Tipe sensor dibawah ini yang sering digunakan di industry :
• Inductive Proximity
Menggunakan induksi arus oleh medan magnet untuk mendeteksi obyek logam. Inductive
sensor menggunakan coil atau kumparan untuk menghasilkan medan magnet seperti
gampar dibawah.
Cara Kerja :
“jika ada obyek logam/metal mendekat kumparan, maka medan magnet di kumparan
tersebut akan berubah yang akan menyebabkan pula perubahan arus listrik, perubahan
arus listrik tersebut yang dideteksi menunjukkan ada benda logam yg mendekat”
• Capacitive Proximity
Capacitive sensor bisa digunakan untuk mendeteksi kebanyakan material dengan jarak
beberapa cm. Sensor tersebut menggunakan dua plat yang dihubungkan ke sumber
tegangan. Dielektrik konstanta disekitar plat tersebut akan mempengaruhi kapasitansi dari
plat, hal tersebut dilakukan untuk mendeteksi adanya material yang mendekati sensor.

Sensor tersebut akan bekerja dengan baik pada bahan insulator (seperti plastik) yang
memiliki nilai dielektrik yang besar.
• Optical (Photoelectric) Sensor
Optical sensor terdiri dari sumber cahaya (emitter) dan detector. Emitter akan
memproduksi cahaya secara terlihat dan tidak terlihat menggunakan LED atau laser
diode. Detector biasanya dibuat dari photodiode atau phototransistor. Emitter dan
Detector diposisikan sedemikian rupa, sehingga obyek akan memantulkan atau menahan
cahaya.
Penjelasan gambar diatas, cahaya akan dihasilkan oleh sisi sebelah kiri, dan diterima oleh
sisi detector (sebelah kanan). Jika ada obyek yang menghalang maka sinyal cahayanya
putus dan dideteksi sebagai indicator adanya obyek yang dekat.

Digital Output Devices I.3
Digital Output devices contohnya : solenoid, valve, relay, contactor
Solenoid
Solenoid adalah aktuator yang paling banyak digunakan. Prinsip kerjanya adalah menggerakkan
piston yang bergerak masuk kedalam kumparan/coil. Ketika tegangan sumber aktif, kumparan
akan berubah menjadi medan magnet yang akan menarik piston, dan ketika tegangan tidak aktif,
maka piston akan ditarik kembali oleh pegas/spring.
Valves
Aliran air dan udara dapat dikendalikan dengan solenoid valve. Sebuah contoh dari valve
solenoid dikendalikan ditunjukkan pada gambar dibawah. Solenoid dipasang di samping, ketika
ditekan itu akan mendorong piston ke kiri. Bagian atas valve memiliki dua port yang akan
dihubungkan ke perangkat seperti contohnya silinder hidrolik, bagian bawah dari badan katup
memiliki garis tekanan tunggal di tengah dengan dua pembuangan angin ke samping.
PLC Components I.4
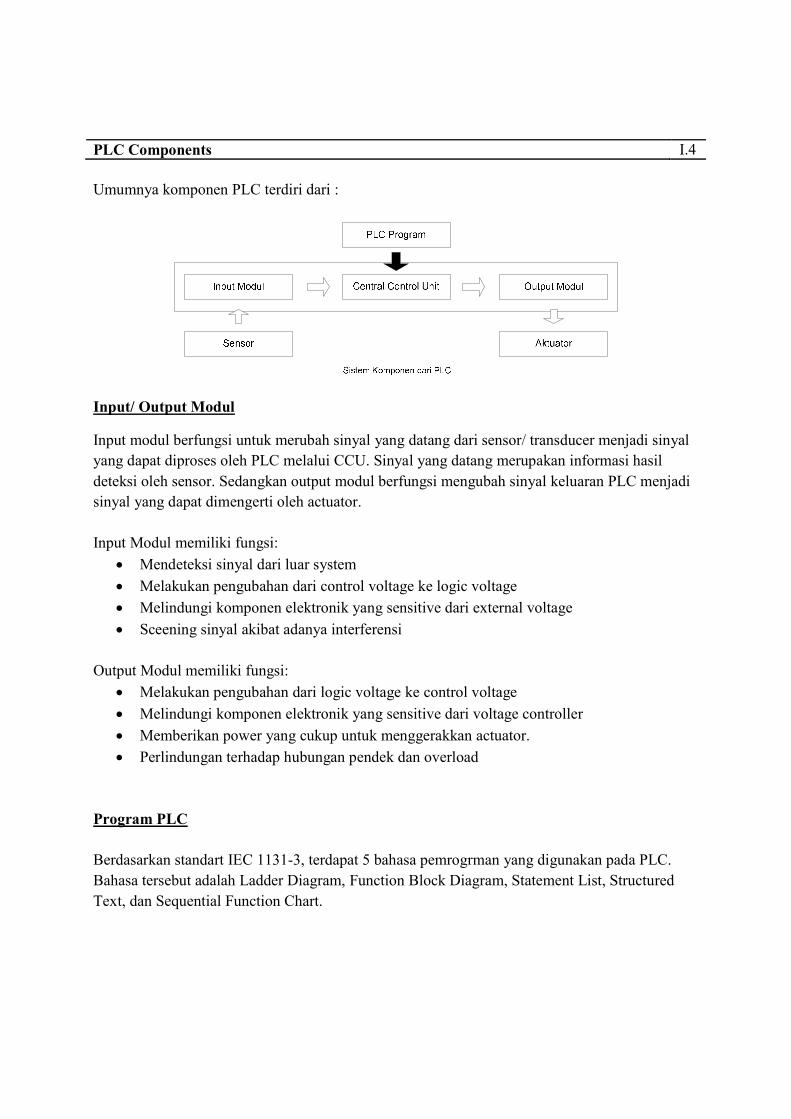
Umumnya komponen PLC terdiri dari :
Input/ Output Modul
Input modul berfungsi untuk merubah sinyal yang datang dari sensor/ transducer menjadi sinyal
yang dapat diproses oleh PLC melalui CCU. Sinyal yang datang merupakan informasi hasil
deteksi oleh sensor. Sedangkan output modul berfungsi mengubah sinyal keluaran PLC menjadi
sinyal yang dapat dimengerti oleh actuator.
Input Modul memiliki fungsi:
• Mendeteksi sinyal dari luar system
• Melakukan pengubahan dari control voltage ke logic voltage
• Melindungi komponen elektronik yang sensitive dari external voltage
• Sceening sinyal akibat adanya interferensi
Output Modul memiliki fungsi:
• Melakukan pengubahan dari logic voltage ke control voltage
• Melindungi komponen elektronik yang sensitive dari voltage controller
• Memberikan power yang cukup untuk menggerakkan actuator.
• Perlindungan terhadap hubungan pendek dan overload
Program PLC
Berdasarkan standart IEC 1131-3, terdapat 5 bahasa pemrogrman yang digunakan pada PLC.
Bahasa tersebut adalah Ladder Diagram, Function Block Diagram, Statement List, Structured
Text, dan Sequential Function Chart.

Ladder Diagram
Ladder Diagram mempunyai bentuk seperti rangkaian listrik. Sebuah Ladder diagram terdiri dari
power rail pada sisi kanan dan kiri diagram, dihubungkan dengan rung oleh switching element
dan coil element tertentu.
Function Block Diagram (FBD)
Pada FBD, fungsi dan blok fungsi digambarkan dengan grafik dan dihubingkan melalui jaringan.
FBD berasal daro logic diagram pada sirkit elektronik.
Statement List (STL)
Statement List merupakan bahasa assembler yang disusun dari instruksi kontrol yang terdiri dari
operator dan operand.
Contoh Statement List:
LD Part_typeA
OR Part_typeB
AND Part_presentD
AND Drill_OK
ST Sleeve_on
I0.0 I0.2 F0.0I0.1
Switching
element
Coil
Power rail Power rail
ORAND
Part_TypeA
Part_TypeB
Part_present

Structured Text (ST)
Structured Text merupakan bahasa tingkat tinggi berbasis Pascal, yang terdiri dari ekspresi dan
instruksi.
Contoh Structured Text:
Sleeve_on:=(Part_TypeA OR Part_TypeB) AND Part_present AND Drill_OK
Sequential Function Chart
SFC merupakan language resource untuk membentuk sequence oriented control program.
Elemen dari SFC meliputi step, transition, alternative dan parallel branching. Tiap step
menunjukkan status yang diproses pada control program, baik dalam keadaan aktif atau tidak.
Central Control Unit (CCU)
Central Control Unit terdiri dari mikroprosesor sebagai puat operasi matematik dan operasi
logika, memory sebagai penyimpan data, dan power supply. Dalam pengoperasiannya CCU
melibatkan aplikasi counter dan timer.
Counter dan timer pada PLC juga tidak memiliki bentuk fisik, jadi hanya berupa program yang
berfungsi sebagai counter. Meskipun hanya berupa program, counter pada PLC juga dapat
digunakan untuk perhitungan maju (1,2,3, …) dan atau perhitungan mundur(… 3, 2, 1).
Output relay menhubungkan PLC dengan dunia luar dan berfungsi mengirim sinyal on/ off.
Output relay mempunyai bentuk fisik, biasanya berupa transistor, relay, atau triac.
Data storage digunakan untuk penyimpanan tetap yang digunakan untuk keperluan matematika
dan manipulasi data. Selain itu juga digunakan untuk menyimpan data pada saat tidak ada power
pada PLC.
1
2
3
Initial Position
Cylinder 1.0 to advance
Cylinder 1.0 to retract
S
S
S
Step
silinder majutransisi
Status

Memory pada PLC CPU dibagi dalam dua jenis, yaitu fixed memory dan alterable memory.
Fixed memory mengandung program yang dibuat oleh manufacturer. Operating system program
ini disimapan di dalam ROM (read only memory) dan tidak dapat dihapus selama CPU dalam
kondisi operasi maupun pada saat tidak ada power. Alterable memory disimpan di random access
memory (RAM) chip. Informasi ynag tersimpan di RAM dapat dimodifikasi oleh user.
Berdasarkan bagaimana CCU dihubungkan dengan input/ output, maka PLC dapat dibagi dalam
2 (dua) tipe yaitu:
1. Compact PLC
Pada compact PLC, modul input , output, dan CCU berada dalam satu housing.
Contoh :
• S7-200
• S7-1200
• Omron CQM1H
• MicroLogix 1200
• Panasonic FPSigma
2. Modular PLC
Pada modular PLC, modul input, output dan CCU tidak tergabung dalam satu housing,
tapi diletakkan pada rak dengan masing masing dihubungkan melalui bus system.
Contoh :
• S7-300
• S7-400
• Beckhoff
• B&R
Pengenalan Pemrograman On-Off
Input merupakan salah satu komponen dari PLC. Salah satunya adalah sensor. Output pada PLC
biasanya berupa coil , indicator, motor, dan lain sebagainya. Coil pada PLC program
berhubungan dengan sinyal output yang dikirim ke eksternal device. Tidak semua coil yang
digunakan pada PLC program berhubungan dengan output fisik, beberapa adalah internal logic.
Relay Logic

Connection Diagram
Ladder Diagram
PLC Connection – Pemrograman On – Off
Proses Scanning pada PLC
Proses scanning terdiri dari tiga bagian, input scan, program scan, dan output scan. Total waktu
yang dibutuhkan tergantung pada kecepatan processor dan panjang program.
Selama input scan, dilakukan pembacaan pada input terminal dan peng-update-an status input.
Setelah input scan, dilakukan program scan. Selama program scan, data pada input status table
diaplikasikan ke program, eksekusi program dan update output status table. Pada output scan,
data diasosiasikan dengan output status table dan ditransfer ke output terminal.
Operational Cycle

PLC Scanning
Pada ladder diagram, scanning dilakukan dari kiri ke kanan untuk tiap rung dan dari atas
kebawah untuk antar rung.
PLC Scanning Sequence

PLC Wiring I.5
Berikut contoh wiring digital module PLC S7-300 :
• SM 321 ; DI 16 x DC 24 V
� 16 channel digital input
� Bekerja pada tegangan 24 VDC
� Module input tidak membutuhkan supply 24 VDC
� Bisa untuk sensor 2,3,4 wires

• SM 322 ; DO 16 x DC 24 V / 0.5 A
� 16 channel digital output
� Bekerja pada tegangan 24 VDC
� Output arus 0.5 A
� Module input membutuhkan supply 24 VDC
� Bisa untuk solenoid valves, relay, DC kontaktor, signal lamp

Lesson 2 – Step7 Software & ON OFF Programming II
• Simatic Manager Step7 Software
• Hardware Configuration
• Memory Map
• Ladder Logic
• Download Program dan Monitor
• Latihan

Simatic Manager Step7 Software II.1
Software programming untuk Siemens S7-300 adalah Simatic Manager Step7. Step7 sudah under
windows yang bisa digunakan untuk menulis program dan download ke PLC atau
mensimulasikannya.
Creating Project
• Double klik di icon Simatic Manager untuk menjalankan Step7 software
• Startup screen akan tampil seperti dibawah ini
• Untuk membuat project baru, pilih File - New
• Kemudian tulis nama projectnya, contoh : “Test”

• Karena kita menggunakan S7-300 ;
klik kanan –> Insert New Object –> Simatic 300 station

• Kita udah berhasil membuat project baru untuk S7-300 dengan nama “Test”

Hardware Configuration II.2
Setelah membuat project baru di Step7, langkah selanjutnya adalah konfigurasi hardware.
Karena S7-300 adalah PLC modular, diperlukan untuk merangkai semua komponen dari PLC,
seperti CPU, rack/rail, modul input , dan modul output.
• Klik Simatic 300 di layout sebelah kiri, maka akan muncul icon Hardware
• Double klik di icon Hardware , maka akan muncul window baru
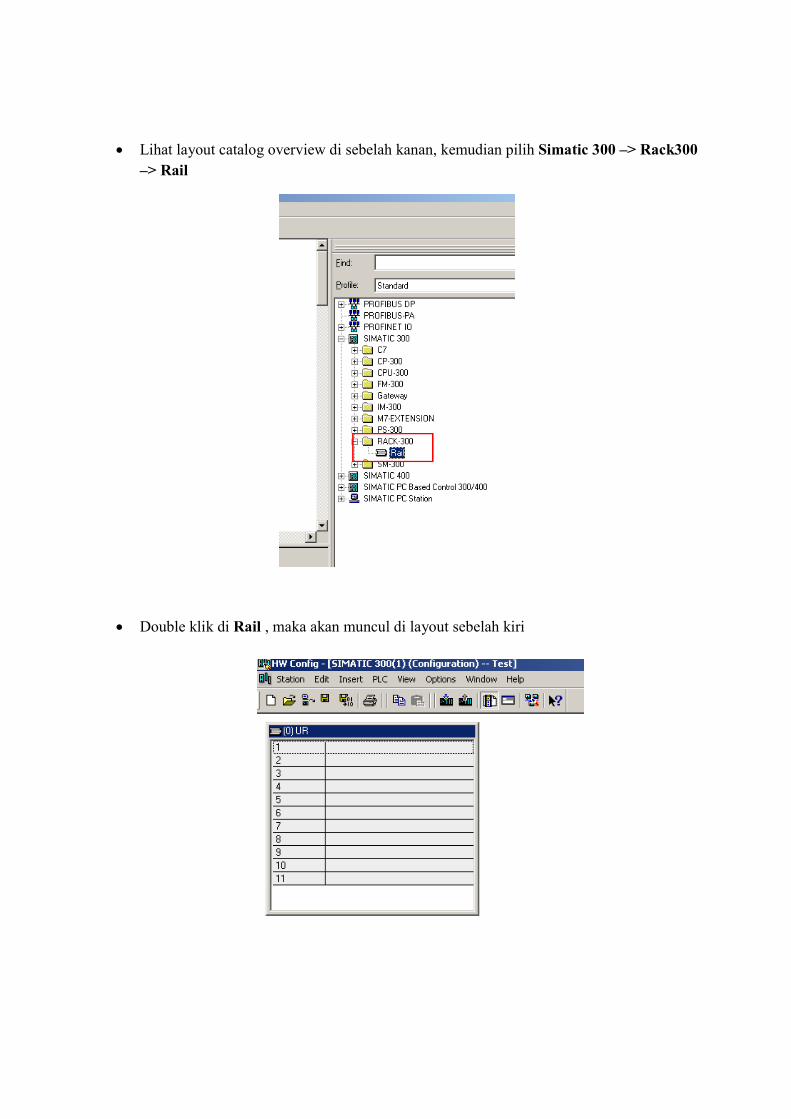
• Lihat layout catalog overview di sebelah kanan, kemudian pilih Simatic 300 –> Rack300
–> Rail
• Double klik di Rail , maka akan muncul di layout sebelah kiri

• Pilih CPU PLC, Simatic 300 –> CPU300 –> CPU 313C –> 6ES7313-5BE01-0AB0
• Double klik di CPU tersebut , maka akan muncul di layout sebelah kiri di slot 2 (default
CPU S7300)
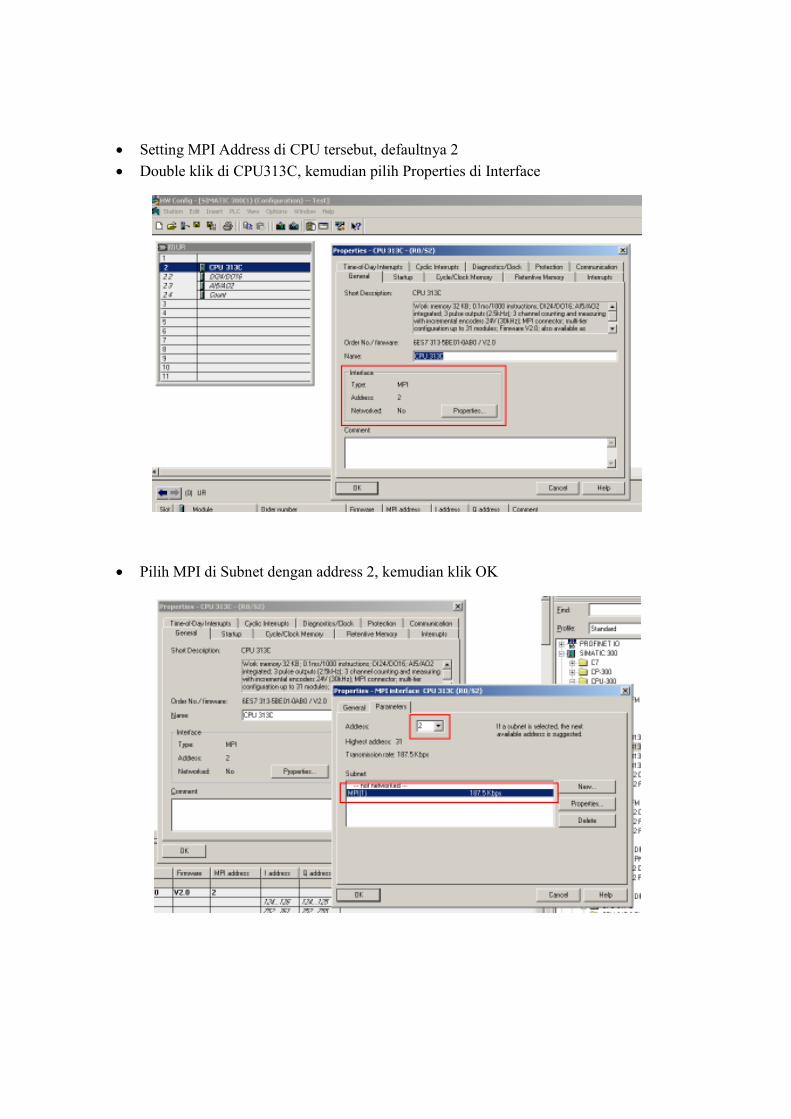
• Setting MPI Address di CPU tersebut, defaultnya 2
• Double klik di CPU313C, kemudian pilih Properties di Interface
• Pilih MPI di Subnet dengan address 2, kemudian klik OK

• Setelah Rail dan CPU, selanjutnya adalah module DI dan DO
• Untuk module DI, sebelumnya klik slot 4 di layout rail/rack , kemudian pilih SM-300 ����
DI-300 ���� SM 321 DI16xDC24V
• Untuk part number sesuaikan dengan yang terpasang, dalam kasus ini part numbernya
adalah 6ES7 321-1BH02-0AA0

• Double klik di module DI tersebut, maka akan bertambah di rack
Slot default dari S7-300 adalah :
� Slot 1 : untuk Power Supply 24 VDC
� Slot 2 dan Slot 3 : untuk CPU PLC
� Slot 4 sampai Slot 11 : untuk module DI dan DO

• Dengan langkah yang sama, ulangi untuk module DO, sebelumnya klik slot 5 di layout
rail/rack , kemudian pilih SM-300 ���� DO-300 ���� SM 322 DO16xDC24V/0.5A
• Untuk part number sesuaikan dengan yang terpasang, dalam kasus ini part numbernya
adalah 6ES7 322-1BH01-0AA0

• Double klik di module DO tersebut, maka akan bertambah di rack slot 5
• Langkah terakhir untuk hardware config adalah save and compile , setelah itu close
window HW Config
Tipe Memory II.3
Dalam belajar PLC, kita harus mengetahui tipe memory S7-300, memory dari S7-300 terbagi
menjadi beberapa bagian, dengan ciri dan fungsi tersendiri.
I Q ���� Input dan Output Image
Memory ini hanya untuk input dan output fisik, untuk input image hanya bisa diubah melewati
hardware, jika kita inject 24 VDC di address I0.0 , maka bit I0.0 akan ON.
Contoh :
I0.0 ���� Input dengan point 0.0 di PLC
Q4.0 ���� Output dengan point 4.0 di PLC
M ���� Auxiliary Relay
Memory ini hanya untuk input dan output yang tidak nyata, bisa diubah dari programming atau
software instruksi.
Contoh :
M0.0 ���� Internal imagine input atau output di PLC
M10.7 ���� Internal imagine input atau output di PLC
DB ���� Data Block
Memory yang ini sama dengan M, tapi untuk DB nilainya akan disimpan meski PLC OFF dan
ON lagi.
Contoh :
DB1.DBX0.0 ���� Internal imagine input atau output di PLC
DB2.DBX1.7���� Internal imagine input atau output di PLC
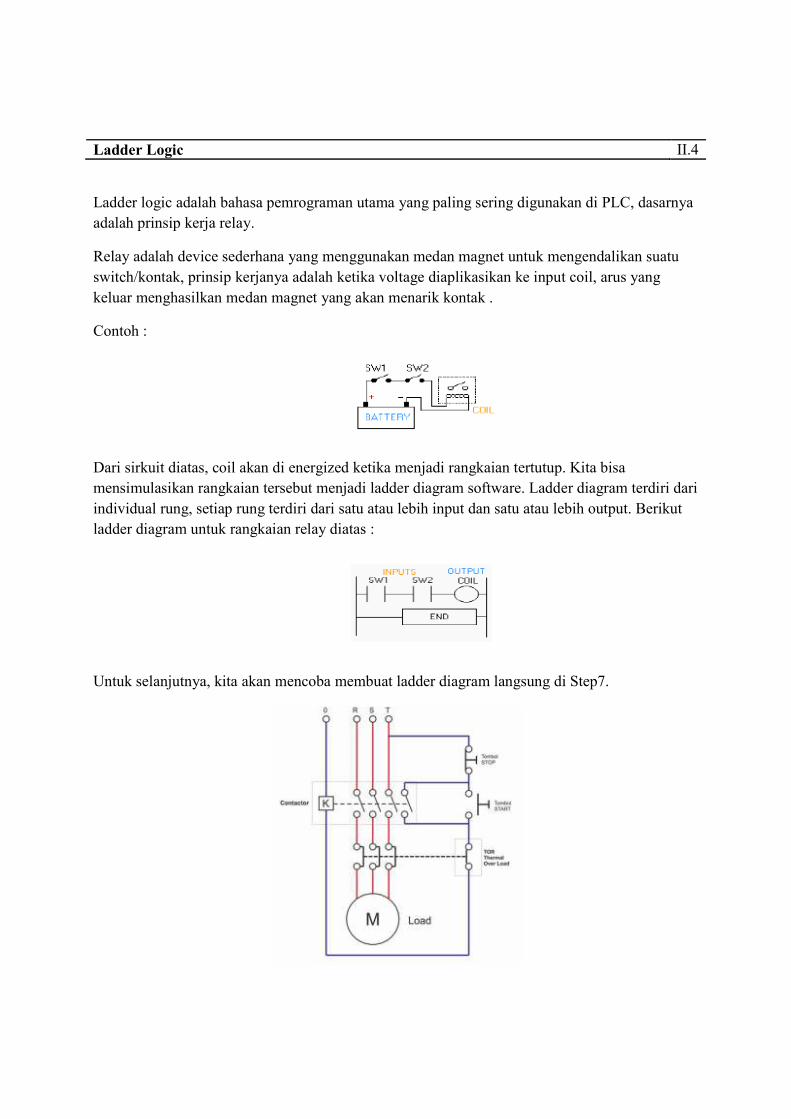
Ladder Logic II.4
Ladder logic adalah bahasa pemrograman utama yang paling sering digunakan di PLC, dasarnya
adalah prinsip kerja relay.
Relay adalah device sederhana yang menggunakan medan magnet untuk mengendalikan suatu
switch/kontak, prinsip kerjanya adalah ketika voltage diaplikasikan ke input coil, arus yang
keluar menghasilkan medan magnet yang akan menarik kontak .
Contoh :
Dari sirkuit diatas, coil akan di energized ketika menjadi rangkaian tertutup. Kita bisa
mensimulasikan rangkaian tersebut menjadi ladder diagram software. Ladder diagram terdiri dari
individual rung, setiap rung terdiri dari satu atau lebih input dan satu atau lebih output. Berikut
ladder diagram untuk rangkaian relay diatas :
Untuk selanjutnya, kita akan mencoba membuat ladder diagram langsung di Step7.
Studi kasus yang digunakan adalah rangkaian starter motor diatas , yaitu membuat program
kendali motor dengan tombol start, dan bisa distop dengan menekan tombol stop atau jika
overload.
Input dan Output listnya :
• Tombol Start : I 0.0
• Tombol Stop : I 0.1
• Thermal Overload : I 0.2
• Kontaktor : Q 4.0
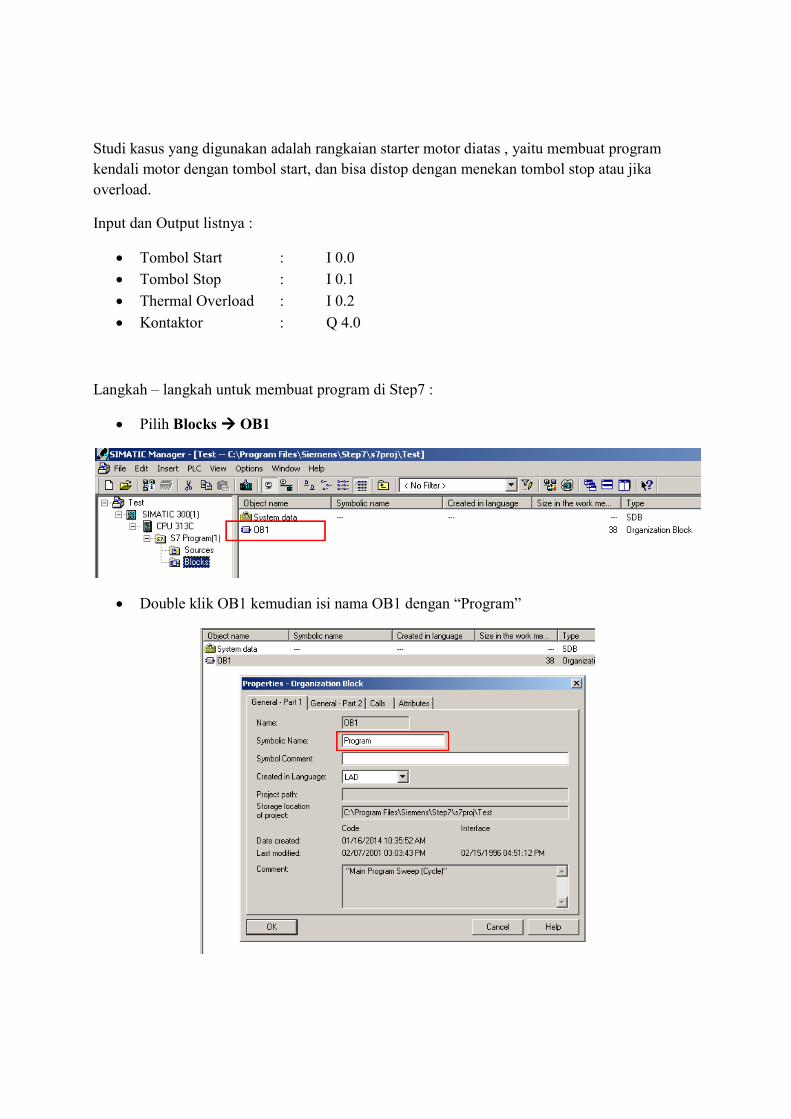
Langkah – langkah untuk membuat program di Step7 :
• Pilih Blocks ���� OB1
• Double klik OB1 kemudian isi nama OB1 dengan “Program”

• Setelah di OK, akan muncul tampilan kosong OB1 untuk programming
• Pilih normally open (NO) contact

• Isi dengan address tombol start yaitu I 0.0
• Untuk memudahkan mengingat address dengan fisik device, absolute address bisa diganti
dengan symbol, untuk I0.0 adalah tombol start. Cara mengganti simbolnya yaitu dengan
klik kanan di address yang dimaksud ���� edit symbols

• Ketik Tombol Start di symbol dan klik OK

• Hal yang sama dilakukan untuk Tombol Stop dan Thermal Overload

• Untuk output kontaktor, dengan menambah coil
• Sesuaikan dengan address di IO list untuk kontaktor yaitu Q4.0

• Kemudian yang terakhir yaitu membuat cabang NO kontak untuk latch output kontaktor

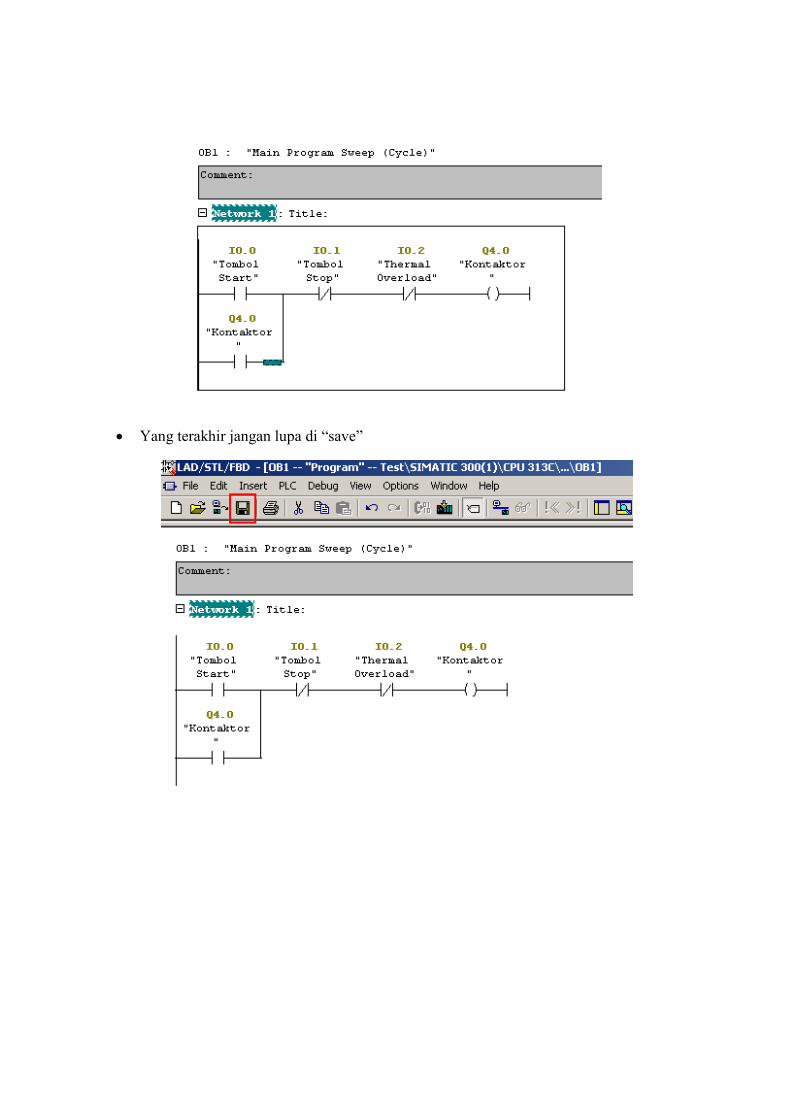
• Yang terakhir jangan lupa di “save”

Download Program dan Monitor II.5
Setelah membuat program, langkah selanjutnya adalah download program tersebut ke PLC.
Istilah download adalah mentransfer program dari PC/Laptop ke PLC, sedangkan upload adalah
mengambil program dari PLC ke PC/Laptop. Bisa dilihat dari ilustrasi dibawah :
Langkah – langkahnya yaitu :
• Set PG/PC Interface artinya kita menentukan protocol apa yang akan kita gunakan untuk
berkomunikasi dengan PLC, protocol tersebut bisa via MPI , Profibus DP, atau Ethernet.
• Klik Option ���� Set PG/PC Interface

• Pilih PC Adapter (MPI) dan klik OK
• Kemudian selanjutnya download program dari PC ke PLC, klik symbol download yang
dikotak merah
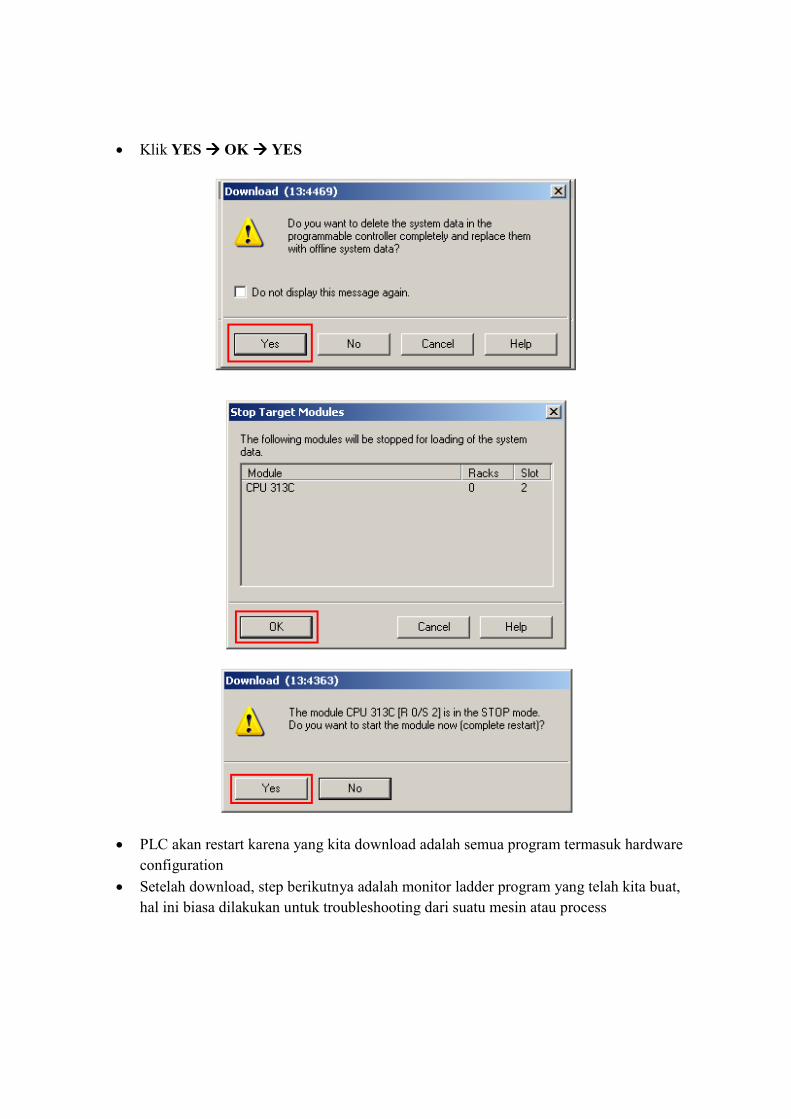
• Klik YES ���� OK ���� YES
• PLC akan restart karena yang kita download adalah semua program termasuk hardware
configuration
• Setelah download, step berikutnya adalah monitor ladder program yang telah kita buat,
hal ini biasa dilakukan untuk troubleshooting dari suatu mesin atau process

• Klik symbol “kacamata” untuk monitor status dari program
• Kondisi untuk monitoring online (garis hijau menandakan tegangan aktif/ON)

• Kita coba simulasikan menekan tombol start, apa yang terjadi :
Kontaktor akan aktif / ON ditandai dengan warna coil berwarna hijau
• Meskipun Tombol Start dilepas, kontaktor tetap ON, karena di kunci / latch oleh
kontaknya sendiri
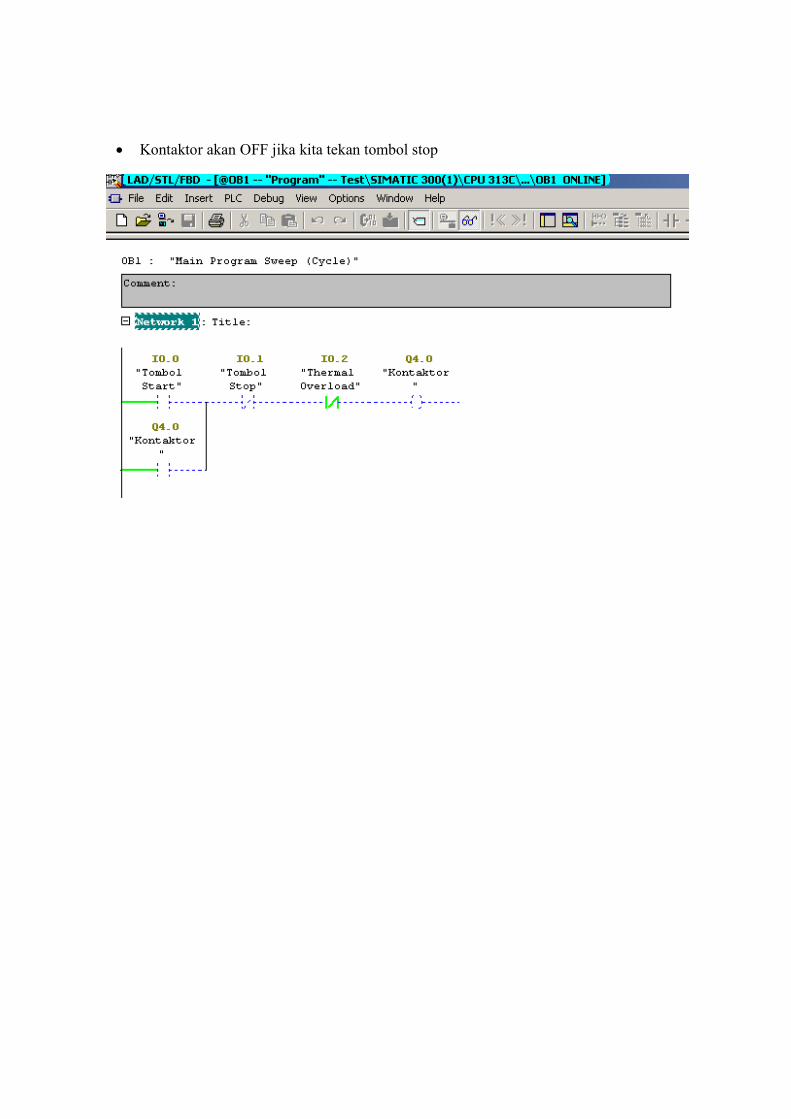
• Kontaktor akan OFF jika kita tekan tombol stop
Latihan II.6
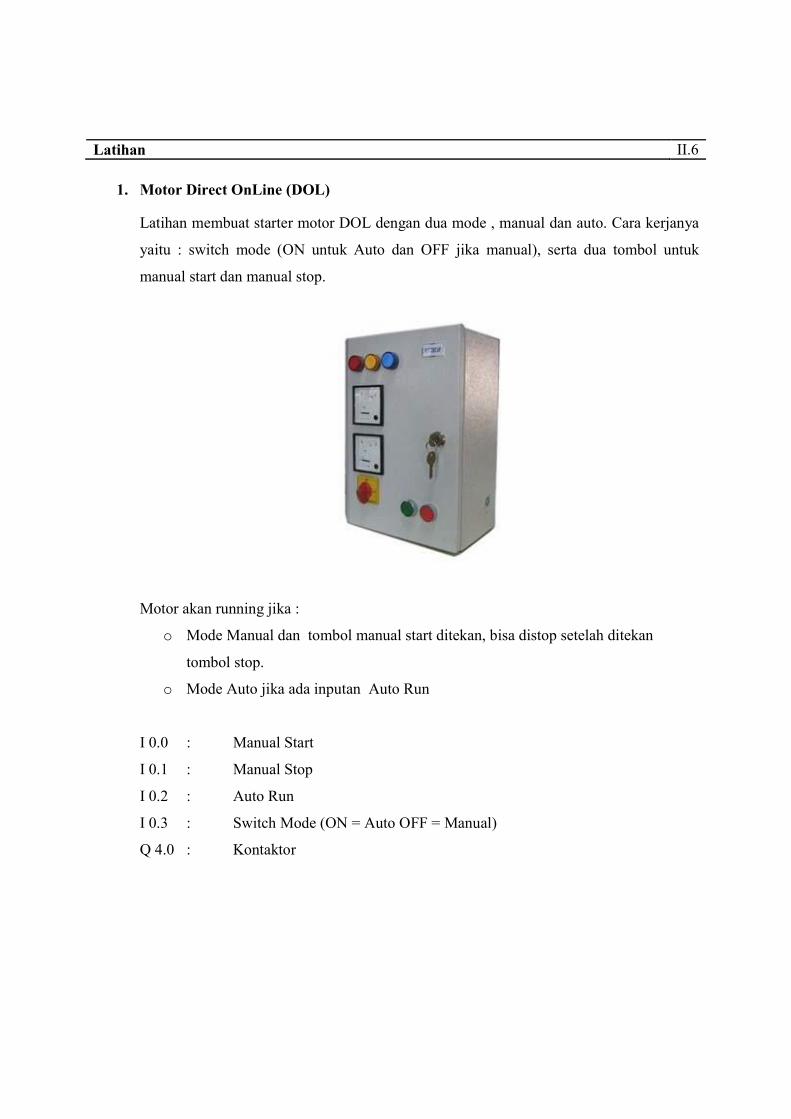
1. Motor Direct OnLine (DOL)
Latihan membuat starter motor DOL dengan dua mode , manual dan auto. Cara kerjanya
yaitu : switch mode (ON untuk Auto dan OFF jika manual), serta dua tombol untuk
manual start dan manual stop.
Motor akan running jika :
o Mode Manual dan tombol manual start ditekan, bisa distop setelah ditekan
tombol stop.
o Mode Auto jika ada inputan Auto Run
I 0.0 : Manual Start
I 0.1 : Manual Stop
I 0.2 : Auto Run
I 0.3 : Switch Mode (ON = Auto OFF = Manual)
Q 4.0 : Kontaktor

2. Annunciator
Simulasi ini memperlihatkan testing berfungsinya suatu sistem (normal tidaknya), kondisi
normal diperlihatkan indikasi lampu hijau, dan jika sistem bermasalah maka lampu
kuning akan menyala dan alarm akan berbunyi. Jika sistem masih bermasalah tetapi
operator telah menekan tombol accept maka alarm akan berhenti tapi lampu kuning tetap
menyala .
IP0 : I 0.0 : Kondisi plant alarm
IP1 : I 0.1 : Operator menekan tombol accept
IP2 : I 0.2 : Tombol lampu test
OP0 : Q 4.0 : Lampu kuning
OP1 : Q 4.1 : Lampu hijau
OP2 : Q 4.2 : Audible alarm

Lesson 3 – Timers III
• Timer On Delay
• Timer Off Delay
• Latihan
Timer On Delay III.1
Tipe dari timers yang sering digunakan adalah
• Timer On Delay
• Timer Off Delay
Timer On Delay
Tipe dari timer ini adalah mendelay keluaran yang bernilai ON. Dengan kata lain, setelah input
ON, ada delay tunggu waktu x detik sebelum mengaktifkan output.
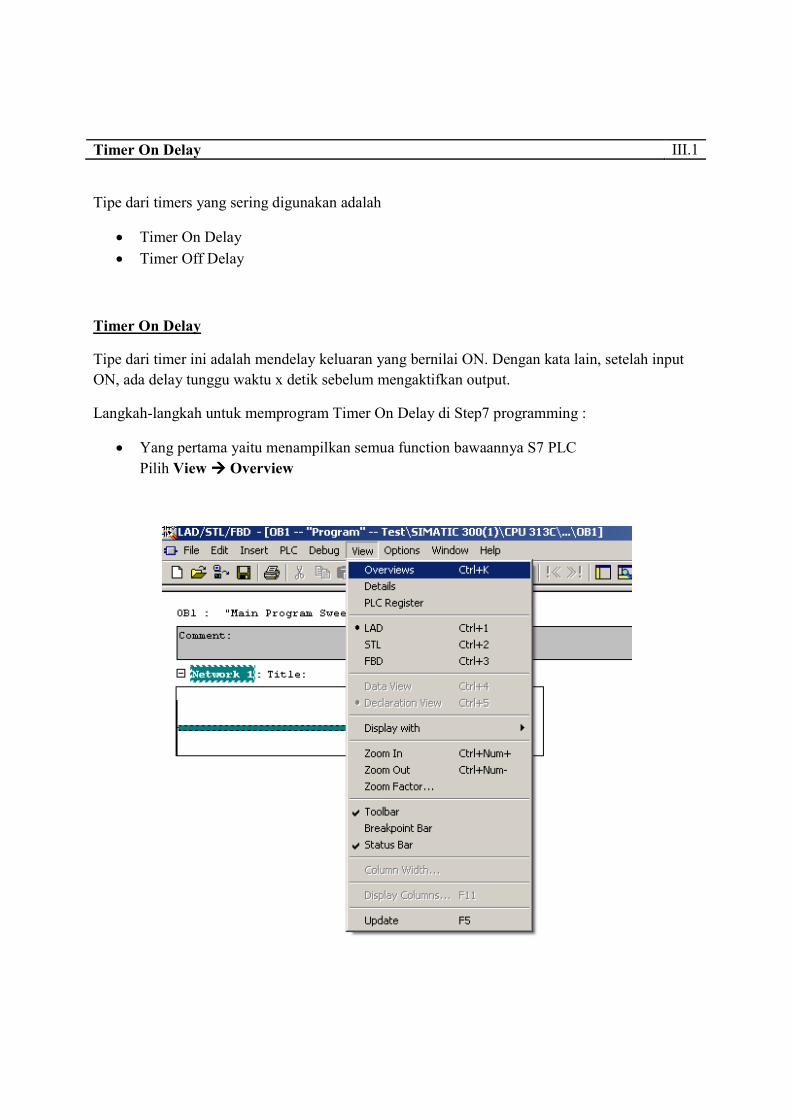
Langkah-langkah untuk memprogram Timer On Delay di Step7 programming :
• Yang pertama yaitu menampilkan semua function bawaannya S7 PLC
Pilih View ���� Overview

• Semua function akan tampil dilayout sebelah kiri

• Kemudian pilih folder Timers ���� S_ODT
• Dan klik dua kali sehingga akan muncul di rung

• Ketik nama timernya , kita mulai dari angka 0 � T0
• Kemudian ketik untuk setpoint timernya dengan format S5T#_s ,untuk contoh
menggunakan 1 second
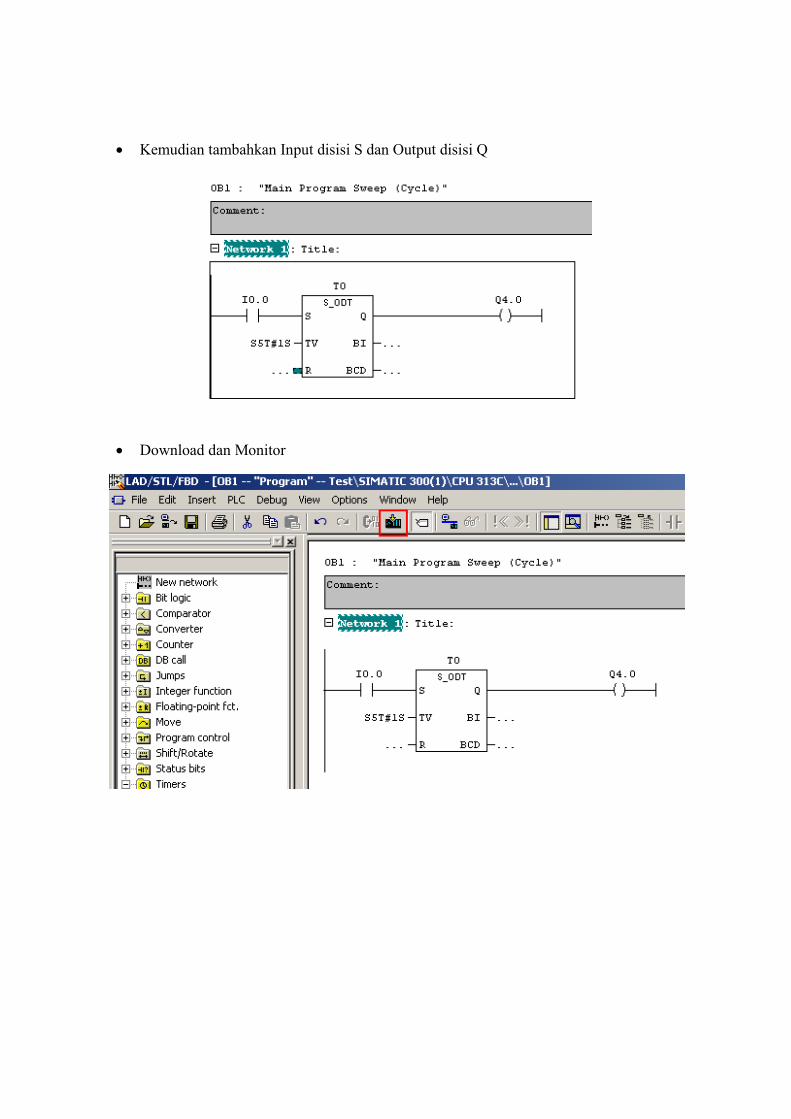
• Kemudian tambahkan Input disisi S dan Output disisi Q
• Download dan Monitor


• Aktifkan I 0.0
Saat I 0.0 aktif, maka Q 4.0 tidak langsung aktif, tapi menunggu Timer T0
• Setelah 1 detik
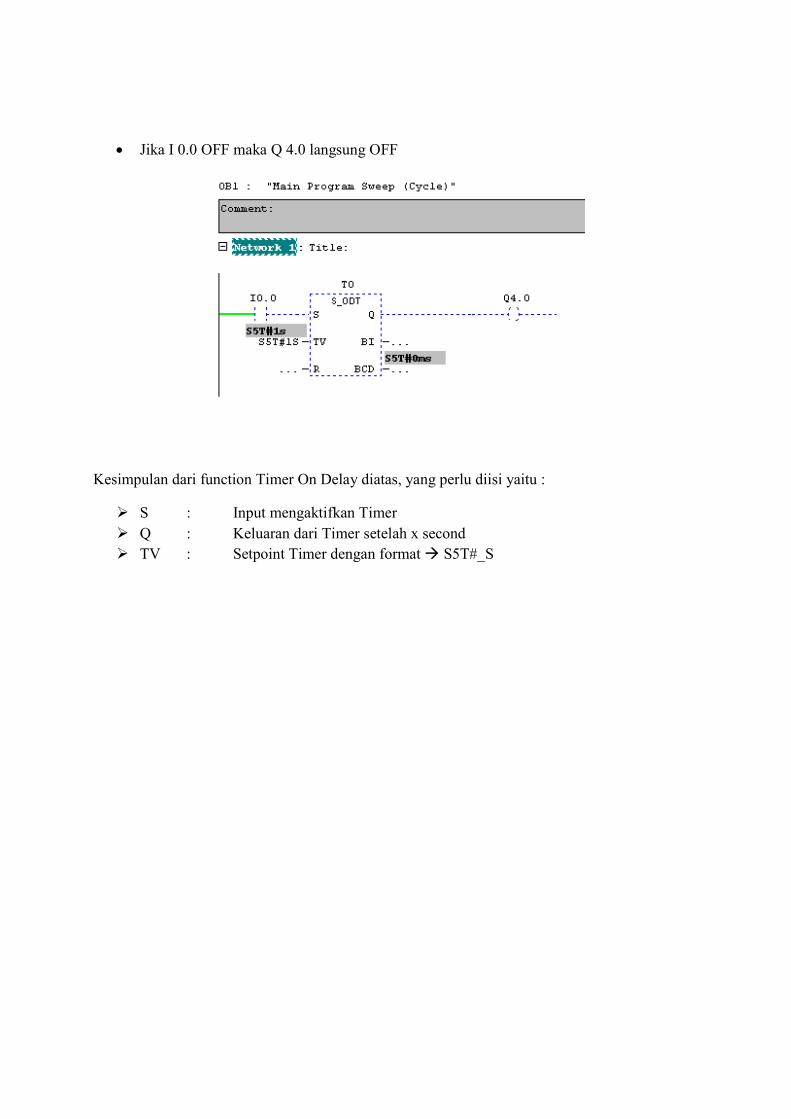
• Jika I 0.0 OFF maka Q 4.0 langsung OFF
Kesimpulan dari function Timer On Delay diatas, yang perlu diisi yaitu :
� S : Input mengaktifkan Timer
� Q : Keluaran dari Timer setelah x second
� TV : Setpoint Timer dengan format � S5T#_S

Timer Off Delay III.2
Timer Off Delay
Tipe Timer Off Delay berkebalikan dengan Timer On Delay, untuk Timer Off Delay adalah
menunda waktu off. Jika input terdeteksi maka output langsung aktif, setelah input berubah dari
on ke off, maka output tidak langsung off, tapi masi ditahan di posisi on selama x second.
Langkah – langkah untuk memprogramming di Step7 Programming :
• Seperti S_ODT untuk S_OFFDT dipilih dari folder Timers
• Kemudian tambahkan Input disisi S dan Output disisi Q

• Kita simulasikan dengan mengaktifkan Input I 0.0, maka Q 4.0 langsung aktif
• Saat I 0.0 berubah menjadi OFF lagi, maka Q 4.0 tidak langsung OFF

• Setelah 1 second, barulah Q 4.0 berubah menjadi OFF
Kesimpulan dari function Timer Off Delay diatas, yang perlu diisi yaitu :
� S : Input mengaktifkan Timer
� Q : Keluaran dari Timer
� TV : Setpoint Timer dengan format � S5T#_S

Latihan III.3
Buatlah program untuk menghidupkan dan mematikan system conveyor sebanyak 3 buah. Jika
push button start ditekan urutan hidup conveyor mulai dari conveyor C , setelah conveyor C
running 10 detik kemudian conveyor B running, setelah conveyor B running 20 detik kemudian
conveyor A running.
Jika push button stop ditekan, urutan mati conveyor dibalik, mulai dari conveyor A, setelah
conveyor A mati, 5 detik kemudian conveyor B off, setelah conveyor B off 10 detik kemudian
conveyor C yang off.
I 0.0 : Tombol Start
I 0.1 : Tombol Stop
Q 4.0 : Conveyor A
Q 4.1 : Conveyor B
Q 4.2 : Conveyor C

Lesson 4 – Counters IV
• Counter
• Latihan

Counter IV.1
Tiga tipe counter yang umum digunakan :
• Up Counter
• Down Counter
• Up Down Counter
Counter adalah fungsi sederhana untuk menghitung, untuk Up Counter menghitung maju
1,2,3…. Untuk Down Counter menghitung mundur 9,8,7,… dan juga ada yang dinamakan Up
Down Counter yang fungsinya menghitung maju dan mundur, misalnya 1,2,3,4,5,4,3,2,…
Yang akan kita contohkan di Step7 hanyalah untuk Up Counter, dengan langkah – langkah
sebagai berikut :
• Sama seperti timer, untuk function counter bisa diambil dari layout sebelah kiri

• Untuk contoh kita menggunakan Up Counter � S_CU
• Double klik maka akan muncul di rung ladder
• Isi dengan C0

• Tambahkan Input dan Output
• Disimulasikan I0.0 nya ON
• Terlihat CV_BCD nya bernilai 1, dan Q4.0 akan aktif jika jumlah hitungannya > 0
• I0.0 di off kemudian di on lagi, maka counter akan bernilai 2
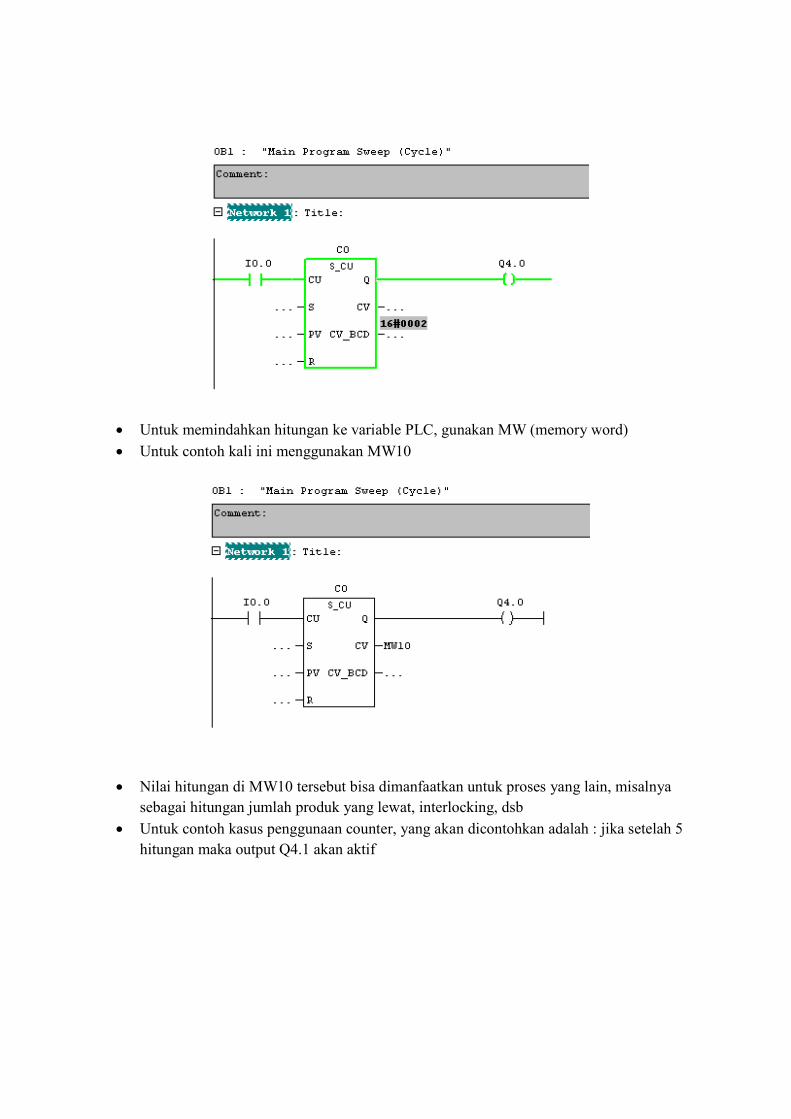
• Untuk memindahkan hitungan ke variable PLC, gunakan MW (memory word)
• Untuk contoh kali ini menggunakan MW10
• Nilai hitungan di MW10 tersebut bisa dimanfaatkan untuk proses yang lain, misalnya
sebagai hitungan jumlah produk yang lewat, interlocking, dsb
• Untuk contoh kasus penggunaan counter, yang akan dicontohkan adalah : jika setelah 5
hitungan maka output Q4.1 akan aktif

• Pilih fungsi untuk compare , dalam hal ini menggunakan GE_I (Greater Equal Integer)
atau dalam arti yang lain adalah >= untuk nilai bertipe integer
• Output Q4.1 akan on jika jumlah perhitungan (MW10) sudah lebih dari atau sama dengan
setpointnya yaitu 5

• Untuk mereset counter, tambahkan inputan di fungsi counternya
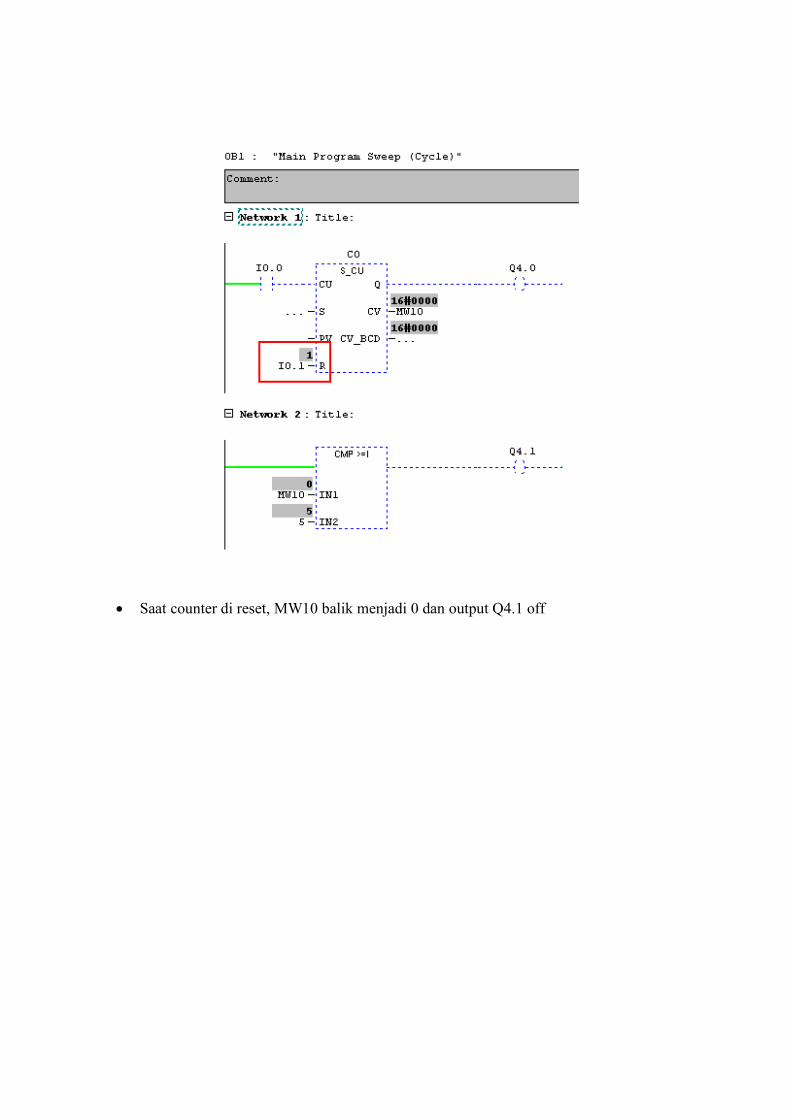
• Saat counter di reset, MW10 balik menjadi 0 dan output Q4.1 off

Latihan IV.2
Sistem parkir kendaraan secara otomatis.
• Apabila mobil mendekati pintu masuk maka sensor IP0 akan ON dan pintu masuk (OP3)
akan terbuka/ON selama 3 detik dan akan menutup kembali.
• Kemudian setiap mobil yang masuk akan dihitung pada Count. Apabila mobil mendekati
pintu keluar sensor IP1 akan ON dan pintu keluar parkir (OP4) akan terbuka/ON selama
3 detik kemudian menutup kembali serta jumlah mobil yang parkir akan berkurang.
• Lampu Full (OP0) akan menyala apabila jumlah mobil yang parkir sebanyak 6 mobil atau
memenuhi seluruh tempat parkir. Lampu Spaces (OP1) akan menyala apabila masih ada
ruang/tempat untuk memarkir mobil. Lampu Empty (OP2) akan menyala apabila
ruang/tempat parkir masih kosong.
� IP0 : I 0.0 : Sensor Masuk
� IP1 : I 0.1 : Sensor Keluar
� OP0 : Q 4.0 : Lampu Full
� OP1 : Q 4.1 : Lampu Spaces
� OP2 : Q 4.2 : Lampu Kosong
� OP3 : Q 4.3 : Pintu Masuk
� OP3 : Q 4.4 : Pintu Keluar
Lesson 5 – Upload Existing PLC dan Diagnostic IV
• Upload Existing PLC
• Diagnostic

Upload Existing PLC V.1
Hal penting selanjutnya yang harus diketahui oleh teknisi PLC untuk troubleshooting adalah
bagaimana cara backup/upload program PLC yang udah terinstall untuk disave ke laptop/PC.
Hal tersebut sangat penting jika nantinya PLC rusak, teknisi punya backup programnya sehingga
tidak perlu lagi membuat program dari awal.
Berikut langkah-langkah untuk backup/upload program dari PLC :
• Buat new project , untuk contoh ini saya beri nama “upload”

• Pilih menu PLC ���� Upload Station to PG

• Setingan rack dan slot untuk S7-300 adalah rack 0 slot 2

• Klik Update, akan muncul PLC yang online
• Hasil setelah di upload
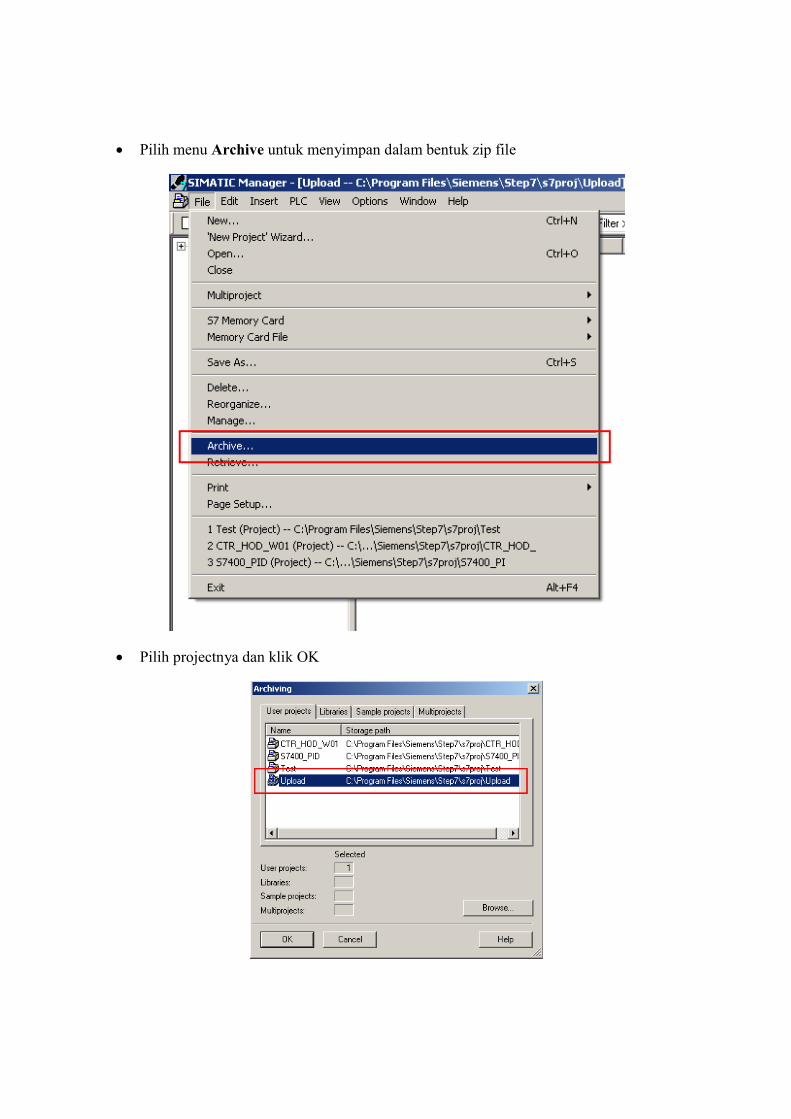
• Pilih menu Archive untuk menyimpan dalam bentuk zip file
• Pilih projectnya dan klik OK
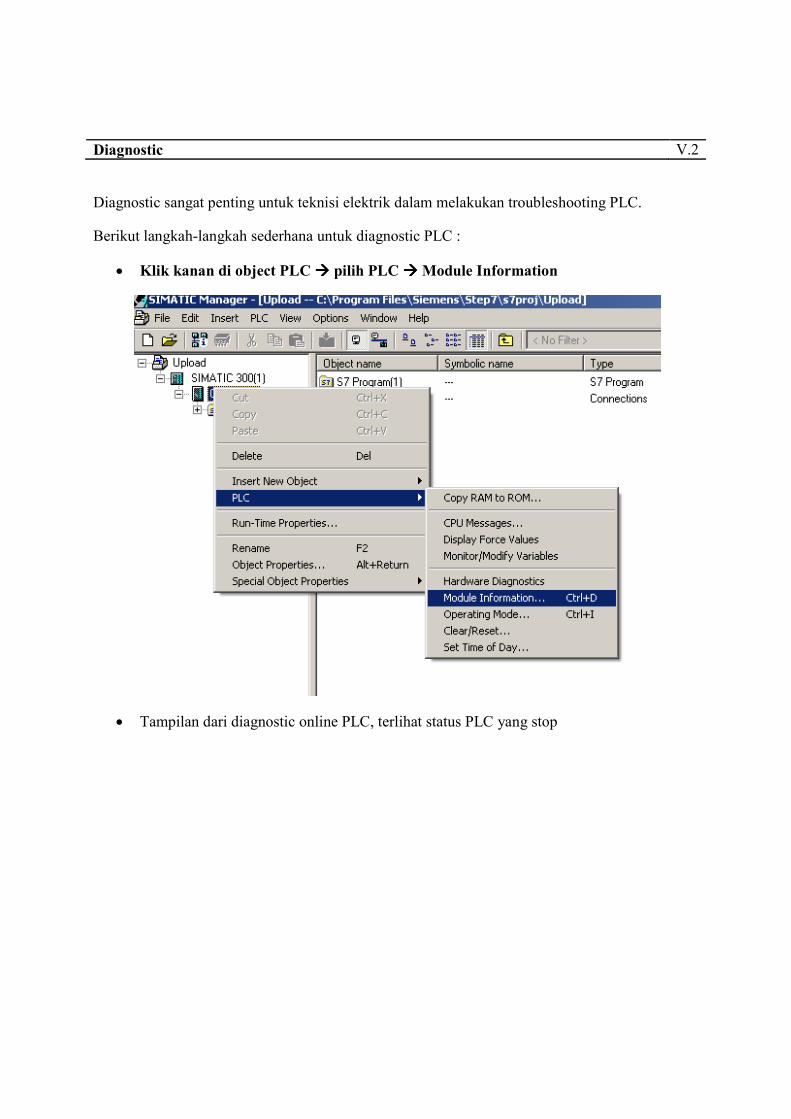
Diagnostic V.2
Diagnostic sangat penting untuk teknisi elektrik dalam melakukan troubleshooting PLC.
Berikut langkah-langkah sederhana untuk diagnostic PLC :
• Klik kanan di object PLC ���� pilih PLC ���� Module Information
• Tampilan dari diagnostic online PLC, terlihat status PLC yang stop

• Pilih Diagnostic Buffer
• Terlihat problemnya berasal dari module digital input di subrack 0 dan input address 0